Способ выполнения на месте антикоррозионной защиты сварных соединений металлических труб и устройство для его осуществления - RU2244867C2
Код документа: RU2244867C2
Чертежи





Описание
Настоящее изобретение относится к способу выполнения на месте антикоррозионного покрытия, изготовленного из термопластичных материалов, например, таких как ПЭ/ПП (полиэтилен/полипропилен), наносимого на сварные соединения и/или на поврежденные зоны покрытия металлических труб, используемых для подземных трубопроводов, а также относится к устройству для осуществления упомянутого способа.
При сооружении подземных трубопроводов (газопроводов, нефтепроводов и водопроводов) обычно используют металлические трубы, причем эти трубы на заводе или на соответствующей площадке покрывают снаружи в соответствующих зонах антикоррозионными термопластичными материалами.
В случае нанесения антикоррозионного покрытия на заводе или на площадке концы упомянутых металлических труб оставляют непокрытыми (т.е. они не обеспечиваются антикоррозионным покрытием) на определенной длине в соответствии с их диаметром и с видом антикоррозионного покрытия, при этом упомянутая длина составляет от 50 до 250 мм, с тем, чтобы затем можно было бы на месте сварить концы отдельных секций труб, на которые на предприятии или на площадке нанесено покрытие.
Как только осуществлена и проконтролирована сварка концов труб, необходимо нанести покрытие, противодействующее коррозии, на металлическую часть, которая была оставлена непокрытой для проведения сварки, а также на поврежденные части, с тем чтобы обеспечить антикоррозионную защиту всего трубопровода, причем с теми же самыми физическими и механическими характеристиками, как и у первоначального покрытия, и без каких-либо ослабленных мест на трубопроводе. В настоящее время слабым местом трубопровода считается сварное соединение, а системы восстановления антикоррозионной защиты для соединений различны и зависят, если это возможно, от типа покрытия, которое наносят на трубу на заводе.
Используют следующие системы: изолирующие пластиковые ленты холодного нанесения, текстильные ленты, пропитанные различными изолирующими и защитными материалами, такими как битум, различные смолы и так далее, термоусадочные пластиковые втулки, оболочки и ленты, получаемые совместной экструзией двух слоев или выполненные из одного слоя, и так далее, причем их применяют путем выполнения соответствующих известных операций, фактически проводимых вручную.
Задача изобретения заключается в том, чтобы обеспечить гарантированную непрерывность антикоррозионной защиты на трубе, причем посредством решений, демонстрирующих наивысшую надежность, а лучше такую же надежность, что и защита, нанесенная на пруток.
Настоящее изобретение, в частности, но без наложения ограничений, относится к покрытию многослойного типа, а предпочтительно трехслойного типа, наносимого на месте на сварное соединение и на поврежденные зоны металлических труб, которые покрыты на заводе термопластичными материалами, например полиэтиленом/полипропиленом согласно DIN техническим условиям - DIN 30670 и DIN 30678, а также подобным техническим условиям.
Не налагающий ограничений план, касающийся стадий нанесения трехслойного полиэтиленового/полипропиленового покрытия на промышленной установке, выглядит так:
- дробеструйная обработка металлической поверхности трубы;
- возможная промывка поверхности фосфатирующим агентом;
- нагрев металлической трубы до требуемой температуры, т.е. 150-230°С;
- нанесение порошкообразной/жидкой эпоксидной грунтовки толщиной 50-300 мкм;
- нанесение термопластичного связующего вещества толщиной 200-400 мкм;
- нанесение наружного полиэтиленового/полипропиленового или иного термопластичного материала посредством экструзии, причем с необходимой толщиной, обычно находящейся между 1 и 4 мм.
Такой вид трехслойного полиэтиленового/полипропиленового покрытия считается наилучшим и наиболее надежным современным антикоррозионным покрытием для подземных трубопроводов, кроме того, весьма важно заново образовать покрытие на сварных соединениях и восстановить его на поврежденных зонах посредством материалов и операций, обеспечивающих такие же характеристики надежности, что и у первоначального покрытия.
В настоящее время антикоррозионная защита соединения восстанавливается на месте различными нижеуказанными способами.
А) Для металлических труб с трехслойным полиэтиленовым покрытием, предназначенных для рабочих температур ниже 70°С, последовательность операции такова:
- дробеструйная обработка металлической поверхности по всей длине непокрытого соединения/непокрытой трубы;
- нагрев части трубы, подвергнутой дробеструйной обработке, причем обычно посредством электроиндукции;
- возможное нанесение эпоксидной грунтовки, выполняемое вручную;
- ручная установка в определенном положении на соединении термоосаждаемой втулки, изготовленной из полиэтилена, состоящей из наружного слоя, выполненного из полиэтилена, и внутреннего слоя, выполненного из изолирующего - связующего материала, причем такой длины, которая примерно на 10 см заходит за покрытие, имеющееся на трубах;
- ручной нагрев втулки посредством LPG горелки (горелки на сжиженных газообразных нефтепродуктах) до тех пор, пока упомянутая втулка не будет полностью соответствовать находящейся под ней трубе, с попыткой выпустить при этом поглощенные воздушные пузыри путем выполняемых вручную повторяемых нагрева и прижатия поверхности втулки, так чтобы возможные воздушные пузырьки были удалены.
В качестве альтернативы втулке используются пластиковые ленты или покрытия на основе эпоксидных смол, полиуретана и т.д.
В) Далее указан процесс для металлических труб с трехслойным полипропиленовым покрытием, предназначенных для рабочих температур ниже 130°С.
Что касается полипропилена, то отсутствуют термоосаждаемые втулки, стойкие при таких высоких температурах, поэтому для покрытия сварных соединений используют специальные термопластичные полипропиленовые материалы, при этом упомянутые материалы запатентованы, например, компанией Montell, ex Hymont, причем в форме порошка, оболочки, полосы и ленты.
Типичный процесс, которому необходимо следовать для выполнения покрытия, включает в себя следующие операции:
- дробеструйную обработку металлической поверхности;
- возможное скашивание края окружающего пластикового покрытия;
- нагрев металлической поверхности, причем предпочтительно посредством электроиндукции;
- нанесение вручную жидкой или порошковой грунтовки на металлическую поверхность с помощью щетки, башмаков, электростатического пистолета, пистолета для пламенного напыления, сопел для получения жидкого слоя, возможно установленных на круглой опоре, расположенной вокруг трубы, и приводимых в действие вручную;
- нанесение вручную связующего вещества посредством электростатического пистолета, пистолета для пламенного напыления или сопел для получения жидкого слоя, возможно установленных на круглой опоре, расположенной вокруг трубы;
- ручное размещение в определенном положении двухслойной оболочки/полосы (приемлемых размеров и после нагрева) на зоне трубы, предназначенной для нанесения покрытия, при этом упомянутая оболочка/полоса состоит из полученных совместной экструзией полипропилена и связующего вещества, либо ручное размещение в определенном положении оболочки/полосы с разделением между полипропиленом и связующим веществом (в качестве альтернативы связующей полосе можно использовать порошковое связующее вещество).
Оболочка/полоса используется с перекрытием или без перекрытия имеющегося окружающего покрытия (при отсутствии перекрытия свободное пространство обрабатывают в конце наложения оболочки/полосы путем заполнения полипропиленом или его связующим сополимером посредством экструзии).
Толщина получаемой совместной экструзией оболочки/полосы предпочтительно представляет собой окончательную толщину, которую желательно обеспечить без использования большого количества слоев.
После того, как оболочка/полоса расположена на трубе, такая оболочка/полоса закрепляется и прижимается к трубе различными способами: путем ее зажима соответствующими ремнями, термоосаждаемой лентой, трубчатой, сжимаемой воздухом полосой, металлической полосой, состоящей из одного или более участков, с тем чтобы приспособить и приклеить ее к основе;
- возможный дополнительный нагрев оболочки/полосы для того, чтобы обеспечить полное плавление связующего вещества и соответствующее плавление полипропилена;
- охлаждение до желаемой температуры после наложения оболочки/полосы;
- в качестве альтернативы оболочке/полосе с таким же размером, что и поверхность, предназначенная для нанесения покрытия, можно использовать ленту из получаемых совместной экструзией двух слоев, изготовленных из полипропилена и связующего вещества, причем толщиной предпочтительно менее 1 мм, с оборачиванием такой ленты вокруг трубы и наложением друг на друга нескольких слоев до достижения требуемой толщины;
- другой альтернативой может быть наложение после нанесения грунтовки и связующего вещества полипропилена или полипропиленового сополимера посредством пистолета для пламенного напыления, пока не будет получена требуемая толщина, причем с перекрытием окружающего полипропиленового трехслойного покрытия, которое было нанесено на заводе.
Другая обычная технология заключается в установке после нанесения грунтовки, а возможно и связующего вещества, кольца/формы вокруг зоны, подлежащей покрытию, с перекрытием окружающей зоны покрытия, с тем чтобы сформировать полое пространство, которое имеет такую же толщину, что и желаемое покрытие, и заполнить упомянутое полое пространство требуемым термопластичным материалом при помощи инжекционного пресса и экструдера.
Посредством вышеупомянутых материалов и способов, используемых вплоть до настоящего времени для нанесения по месту антикоррозионного покрытия на сварные соединения и на поврежденные зоны труб с покрытием путем выполнения трехслойной операции, можно получить покрытия, имеющие приемлемые характеристики, хотя и значительно более низкие, чем у первоначального покрытия, изготовленного на заводе.
В международной публикации WO 93/17857 описано устройство и способ для нанесения материала на удлиненную основу. В этом документе оборачивающий покрывающий материал, например, лента, наносят вокруг удлиненной основы, такой, как труба, путем использования устройства, содержащего полую раму, установленную на роликах, которая вращается вокруг основы, подающее устройство для удерживания покрывающего материала, расположенного на раме и убираемого от удлиненной основы, и прижимные ролики, предназначенные для оказания давления на покрывающий материал.
В US 5491880 описаны способ и устройство для ремонта секции трубопровода. В этом документе описан ремонт полого трубчатого элемента, способного удерживать текучую среду под давлением, который выполняют путем крепления к одному концу ремонтируемого полого трубчатого элемента гибкой ленты. Ленту заставляют вращаться вокруг трубчатого элемента, в то время как лента перемещается в продольном направлении вдоль трубчатого элемента для того, чтобы обвивать ленту вокруг трубчатого элемента по спирали. Ленту нагревают непосредственно перед ее наложением на трубчатый элемент и охлаждают сразу же после ее наложения на него. Лента сматывается со спирального подающего устройства ленты и тормозится между трубчатым элементом и спиральным подающим устройством в точке, находящейся на расстоянии от спирального подающего устройства, тем самым оказывая на ленту существенно большее напряжение между этой точкой и трубчатым элементом, чем между спиральным подающим устройством и этой точкой.
В патенте US 4574023 описано устройство и способ наложения рукавов на трубу. Такое устройство для наложения рукава на трубу содержит распределитель для обертывающего материала и направляющие, которые образуют.
Используемый способ, большая часть которого состоит из ручных операций, зависящих от квалификации рабочего, имеет несколько критичных моментов и не может обеспечивать определенное время, определенные условия работы и повторяемость в отношении результатов (например, таких как точность расположения оболочки/полосы или ленты на трубе, при этом неравномерность или неоднородность напряжения и давления по всей длине оболочки/полосы или ленты часто приводит к захватыванию воздуха, когда оболочка/полоса или лента касается непокрытой трубы и зон перекрытия; некоторое перекрытие ленты должно быть полностью непроницаемым и предотвращать "занавесочный эффект" с последующим захватом воздуха; возникают трудности обеспечения безупречного сцепления материала, посредством экструзии нанесенного на края каналов, которые остаются пустыми при наложении оболочки/полосы; возможен захват воздуха в течение выполнения покрытия распылением порошка посредством пистолета для пламенного напыления).
Поэтому основная задача настоящего изобретения заключается в создании способа выполнения на месте антикоррозионной защиты сварного соединения и ее восстановления на зонах с поврежденным покрытием, позволяющего избежать недостатки известных технологий, преодолеть их критичные аспекты и получить на практике такую же антикоррозионную защиту, которая выполнена на заводе, используя те же самые материалы (порошковую или жидкую грунтовку, связующие сополимеры в виде порошка или в виде готовой для использования оболочки/полосы/ленты, выполняемой посредством экструзии, полиолефиновые термопластичные материалы в виде готовой для использования оболочки/полосы/ленты, выполненной посредством экструзии, и в виде готовой для использования оболочки/полосы/ленты, выполненной посредством совместной экструзии со связующим сополимером).
Другая задача настоящего изобретения заключается в создании механического оборудования для осуществления упомянутого способа, которое поворачивается вокруг трубы и осуществляет различные рабочие операции, необходимые при заранее определенных и повторяемых рабочих условиях, приводя к получению вполне надежного покрытия в соответствии с DIN техническими условиями - DIN 30670, DIN 30678 и тому подобными техническими условиями.
Порядок осуществления настоящего изобретения предполагает, что нанесение оболочки/полосы/ленты из термопластичного материала(например, из полиэтилена/полипропилена и связующего сополимера, отдельно получаемых посредством экструзии, или, например, полиэтилена/полипропилена и связующего сополимера, получаемых в виде сдвоенного слоя посредством совместной экструзии) на соединение/трубу, предназначенные для нанесения покрытия, выполняется механически вокруг трубы посредством соответствующего ролика, изготовленного, например, из силиконовой резины, холостого или моторизованного, в течение его вращательного движения вокруг трубы и предпочтительно при касании самой трубы.
Другой отличительный признак согласно настоящему изобретению предполагает, что оболочку предпочтительно размещают вокруг трубы путем перемещения от резинового ролика, вокруг которого она предварительно навита, или посредством подачи от другого, вспомогательного ролика, вокруг которого она предварительно навита.
Другие задачи и преимущества настоящего изобретения будут более очевидны из последующего описания некоторых практических вариантов осуществления изобретения, причем со ссылками на прилагаемые фигуры, на которых:
на фиг.1 представлен вид в аксонометрии первого варианта осуществления устройства согласно изобретению, расположенного на трубе, предназначенной для нанесения покрытия, согласно которому прижимной ролик, несущий оболочку, имеет диаметр, который равен или больше диаметра соединения/трубы, подлежащих покрытию, а оболочка, наносимая на трубу до требуемой окончательной толщины, обернута вокруг трубы в один слой;
на фиг.2 представлен вид упомянутого устройства в поперечном сечении, фактически взятом по плоскости, проходящей по линии II-II на фиг.1;
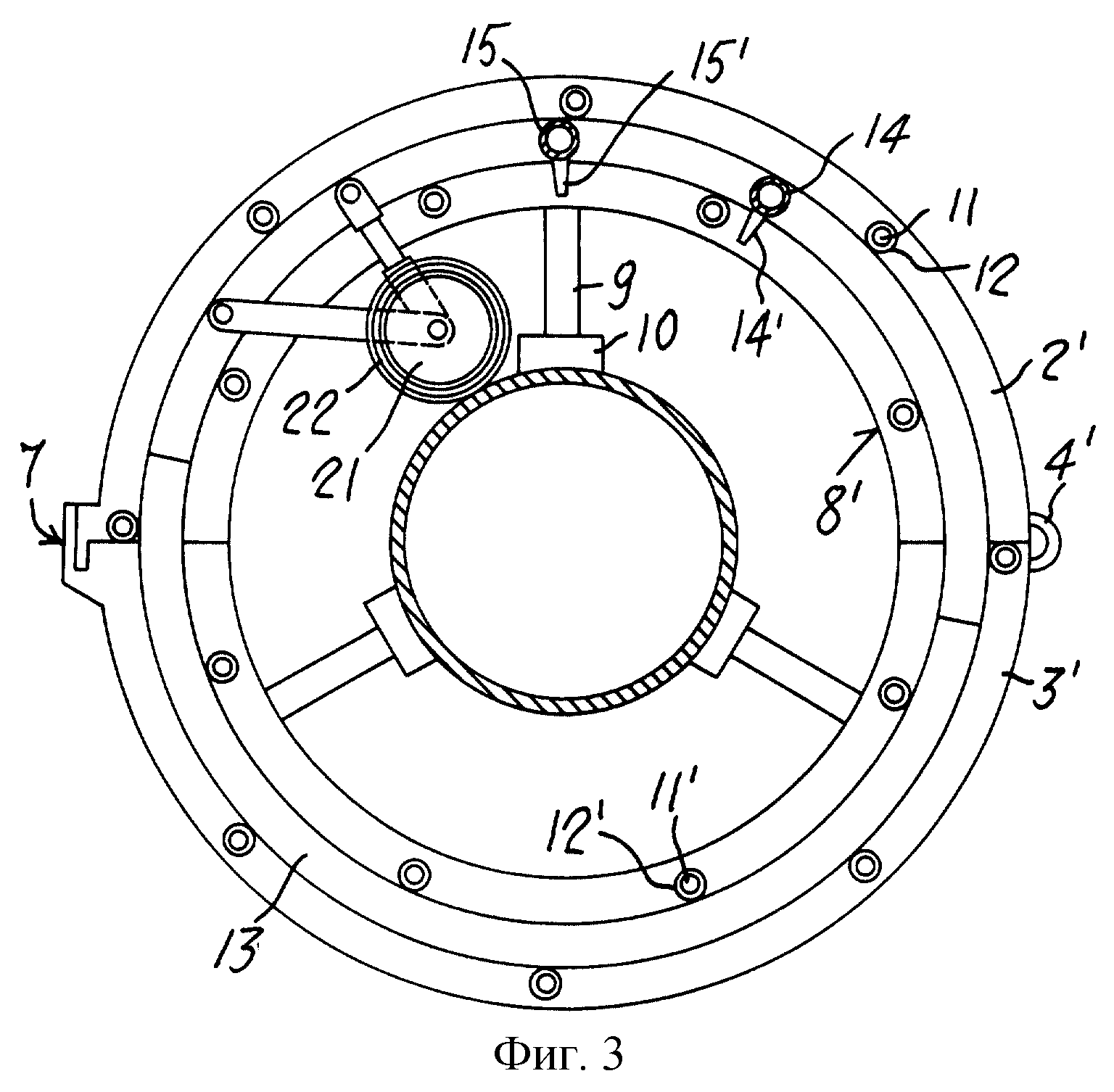
на фиг.3 представлен вид в поперечном сечении, подобный виду на фиг.2, второго варианта осуществления устройства согласно настоящему изобретению, в котором прижимной ролик имеет меньший диаметр, чем диаметр соединения/трубы, подлежащих покрытию, а оболочка, наносимая на трубу, обернута вокруг ролика в несколько слоев;
на фиг.4 представлен вид в поперечном сечении, подобный виду на фиг.3, еще одного варианта осуществления устройства согласно настоящему изобретению, в котором далее по ходу от ролика, несущего оболочку, находится прижимной ролик, наносящий вокруг соединения/трубы оболочку, которую он получает от ролика, несущего саму оболочку;
на фиг.5 представлено сечение, подобное сечению на фиг.3, еще одного варианта осуществления устройства согласно изобретению, в котором обеспечены два ролика для нанесения однослойных оболочек, изготовленных из связующего вещества и полипропилена;
на фиг.6 представлено сечение, подобное сечениям на фиг.4 и 5, еще одного варианта осуществления устройства согласно изобретению, в котором далее по ходу от двух роликов, несущих однослойные оболочки, изготовленные из связующего вещества и полипропилена, установлены два прижимных ролика для нанесения оболочек на покрываемую трубу;
на фиг.7 представлен вид в аксонометрии еще одного варианта осуществления устройства согласно изобретению.
I) Описание варианта осуществления конструкции согласно фиг.1 и 2.
Если обратиться к фигурам, в частности, к фиг.1 и 2, то позициями 1А и 1В обозначены два отрезка металлической трубы Т, обеспеченных покрытием R, концы Т1 и Т2 которых, оставленные непокрытыми, то есть без покрытия R, приварены друг к другу посредством сварного шва S.
Для того чтобы обеспечить непокрытые части Т1 и Т2 трубы необходимой антикоррозионной защитой, упомянутые части охватывают устройством для наложения оболочки, которое описано далее.
Как показано на фигурах, упомянутое устройство включает в себя две пары захватов 2, 3, 2', 3', шарнирно прикрепленных друг к другу в местах, обозначенных позициями 4, 4', и жестко связанных друг с другом посредством соединительных стержней 5, 6, 5', 6'. Две пары захватов 2, 3, 2', 3' обеспечены на концах, противоположных шарнирным концам, разъединяющими средствами 7 для их блокирования в положении зажатия. Каждый из упомянутых захватов выполнен в его центральной зоне с полукруглым отверстием, формирующим, когда захват сжат, круглое отверстие 8 и соответственно 8', причем эти отверстия соосны друг с другом, а их диаметр больше максимального диаметра труб, подлежащих покрытию.
Цилиндры (на фигуре не показаны), расположенные в стенке круглого отверстия каждого захвата 2, 3, соответственно 2', 3', имеют три штока 9, выходящих из них в местах, находящихся на одинаковом расстоянии друг от друга по углу, при этом упомянутые штоки подсоединены к такому же количеству гидравлических или пневматических поршней (на фигурах не показаны), установленных таким образом, чтобы скользить внутри упомянутых цилиндров, при этом на их свободных концах имеются башмаки 10, назначение которых описано ниже.
На противоположных поверхностях зажимов 2, 3, соответственно 2', 3', два ряда пальцев 11, соответственно 11', закреплены вдоль двух круговых концентричных образующих на одинаковом расстоянии друг от друга по углу, при этом на упомянутых пальцах установлены две группы холостых роликов 12, 12'. Эти две группы роликов 12, 12' формируют обеспечивающую скольжение и опирание направляющую для подвижного полукольца 13, имеющего разрыв. Два разрезных подвижных полукольца 13 (на фигуре можно видеть только полукольцо 13, удерживаемое захватами 2', 3', однако полностью симметричная конструкция также обеспечена на противоположной стенке захватов 2, 3) формируют элемент для удержания и приведения во вращение:
a) стержня 14 в виде электрической шины, несущего сопла 14' для нанесения грунтовки;
b) стержни 15 в виде электрической шины, несущего сопла 15' для нанесения связующего вещества;
c) устройства для прижима и легкого подсоединения прижимного ролика 16 (см. фиг.2), покрытого оболочкой 17.
В показанном варианте осуществления конструкции упомянутый прижимной ролик 16, несущий оболочку, предназначенную для подачи к трубе, предпочтительно изготавливают из силиконовой резины с твердостью между 5 и 80 единицами по А.Шору и диаметром, который равен диаметру соединения/трубы, предназначенных для нанесения покрытия, или больше этого диаметра, а оболочку, наносимую на трубу с обеспечением требуемой окончательной толщины, обертывают вокруг трубы одним единственным слоем.
Как лучше показано на фиг.2, подвижные полукольца 13 оснащены устройствами 18 легкого соединения для прижимного ролика 16, несомыми парой сочлененных плеч 19, 20, одним концом установленных с возможностью поворота относительно друг друга и противоположным концом шарнирно прикрепленных к полукольцу 13, при этом одно из упомянутых плеч, которое на фиг.2 показано в виде плеча 20, оснащено эластичным или пневматическим средством, которое функционирует таким образом, чтобы подталкивать прижимной ролик к части трубы, предназначенной для нанесения покрытия, причем с заданной силой.
Соответствующий двигатель (на фигурах не показан) управляет вращением подвижного полукольца 13 для достижения целей, которые будут указаны ниже.
Далее будет разъяснена работа описанного устройства.
Зона Т1-Т2 соединения трубы, предназначенной для нанесения покрытия, вначале подвергается дробеструйной обработке и нагреву. После этого блокирующее устройство 7 для захватов 2, 3, соответственно 2', 3', размыкается, и описанная клеточная конструкция раскрывается путем поворота захватов вокруг шарниров 4, 4', с тем чтобы разместить упомянутую конструкцию вокруг зоны трубы, предназначенной для нанесения покрытия. Теперь захваты замыкаются и вновь блокируются на трубе, а штоки 9 вытягиваются, с тем чтобы обеспечить сцепление башмаков с трубой, тем самым надежно блокируя описанное устройство на трубе, причем соосно с ней.
Затем поворотную часть полукольца 13 приводят в движение и посредством сопел 14' и 15' вначале наносят грунтовку, а затем связующее вещество. Далее, после остановки, вращающаяся часть - ролик 16, который уже снабжен оболочкой 17, обернутой вокруг него и предварительно нагретой в соответствующей печи, входит в зацепление с легким соединением 18 вращающихся частей.
Далее подвижную часть вновь приводят во вращение, и после этого ролик 16, прижатый сочлененной системой 18-20 к соединению Т1-Т2 трубы, поворачивается и обертывает трубу оболочкой 17.
Далее следует практический пример осуществления описанного способа посредством оборудования, показанного на фиг.1 и 2.
Пример 1
Антикоррозионное покрытие сварного соединения покрываемых труб диаметром 16" (406,4 мм) и толщиной 19 мм с 3 мм пропилена и длиной непокрытой части порядка 300 мм посредством:
- порошкообразной эпоксидной грунтовки;
- сополимерного связующего вещества из пропилена Montell;
- оболочки, полученной посредством совместной экструзии двух слоев из полипропилена и связующего вещества (типа Qestron Coat Coex Sheet) с общей толщиной порядка 3,5 мм.
Технологический процесс
Непокрытая металлическая часть соединения была подвергнута дробеструйной обработке с коэффициентом подачи металлической дроби по сечению, равным 2,5. Сварное соединение металлической трубы было нагрето в индукционной электропечи примерно до 220°С.
На соединение быстро, друг за другом, были нанесены эпоксидная грунтовка толщиной 100-150 микрон и порошковый связующий сополимер толщиной 80-120 микрон.
Между тем оболочку из двух слоев, получаемых совместной экструзией, предварительно нагретую в печи до 120°С и имеющую такую ширину, чтобы она заходила на 100 мм за покрытие из присадочных прутков, и такую длину, чтобы она была размещена вокруг трубы с перекрытием порядка 150 мм, наносят на прижимной ролик. Упомянутый прижимной ролик из силиконовой резины, вокруг которого намотана оболочка, помещают на соответствующее оборудование, при этом он раскатывает оболочку и прижимает ее к трубе так, чтобы обеспечить однородное прилипание оболочки и избежать при этом захвата воздуха.
Данные, касающиеся прилипания, динамического воздействия и катодного расцепления (C.D.), приведены в Таблице 1.
II) Описание вариантов осуществления конструкции согласно фиг.3 и 6.
Устройство, показанное на фиг.3, по существу, аналогично устройству, описанному применительно к фиг.1 и 2, за исключением того, что прижимной ролик 21, несущий оболочку (предпочтительно изготовленный из силиконовой резины с твердостью от 5 до 80 единиц по А.Шору), имеет меньший диаметр, чем диаметр трубы/соединения, на которые должно быть нанесено покрытие, а оболочка 22, которая должна быть нанесена на трубу с требуемой окончательной толщиной или с меньшей толщиной, например от 0,1 до 4 мм, навернута вокруг ролика в несколько слоев.
Устройство, показанное в варианте его осуществления согласно фиг.4, аналогично варианту осуществления согласно фиг.1 и 2, за исключением того, что в случае этого варианта осуществления оболочка 22 навернута вокруг вспомогательного ролика 23, предпочтительно изготовленного из силиконовой резины с твердостью от 5 до 80 единиц по А.Шору, либо из политетрафторэтилена, например Тефлона, либо из металла, покрытого политетрафторэтиленом, например Тефлоном, либо из металла, покрытого силиконовой резиной, имеющей твердость от 5 до 80 единиц по А.Шору, причем предпочтительно с меньшим диаметром, чем диаметр трубы/соединения, на которые должно быть нанесено покрытие, а оболочка, нанесенная на трубу с требуемой окончательной толщиной или с меньшей толщиной, например порядка 0,1-4 мм, намотана вокруг ролика в несколько слоев, как описано применительно к варианту осуществления, показанному на фиг.3. Согласно последнему далее по ходу от вспомогательного ролика 23 установлен прижимной ролик 24, который при его вращательном движении вокруг трубы и предпочтительно с касанием самой трубы налагает вокруг соединения/трубы оболочку 22, при этом последнюю подает ролик 23, также вращающийся вокруг трубы. Ролик 24 предпочтительно изготовлен из силиконовой резины с твердостью, составляющей от 5 до 80 единиц по А.Шору и диаметром, предпочтительно находящимся между 50 и 300 мм.
В случае варианта осуществления согласно фиг.5 имеются два прижимных ролика 25, 26, при этом упомянутые ролики аналогичны ролику 21 на фиг.3. Однако такие прижимные ролики обернуты отдельной однослойной оболочкой 27, 28 (без совместной экструзии), изготовленной из связующего вещества и полипропилена.
Наконец, в случае варианта осуществления конструкции согласно фиг.6 два прижимных ролика 31, 32, аналогичных ролику 24 на фиг.4, и два вспомогательных ролика 29, 30, аналогичных ролику 23 на фиг.4, обеспечены для нанесения отдельных однослойных оболочек 33, 34 (без совместной экструзии), изготовленных из связующего вещества и полипропилена.
Во всех вариантах осуществления изобретения, описанных выше со ссылками на фигуры 1-6, прижимной ролик, изготовленный из силиконовой резины (16, 21, 24, 25, 26, 31, 32), в течение его вращательного движения вокруг трубы/соединения, предназначенных для нанесения покрытия, причем предпочтительно с касанием самой трубы, предварительно устанавливают так, чтобы он оказывал необходимое давление в месте первоначального соприкосновения оболочки с трубой, с тем чтобы обеспечить безупречное расположение оболочки вокруг трубы с перекрытием покрытия, имеющегося на участках трубы, причем так, чтобы избежать захвата воздуха между оболочкой и трубой.
Давление, оказываемое роликом на оболочку, возможность того, что ролик сохраняет свое движение, и давление вокруг трубы даже после перемещения оболочки на саму трубу, а также размягчение оболочки из-за соответствующего предварительного нагрева и тепла, которое она поглощает от горячей трубы, с которой входит в соприкосновение, приводят к безупречному формированию и прилипанию оболочки к опоре с получением, таким образом, покрытия в соответствии с DIN техническими условиями - DIN 30670, DIN 30678 и тому подобными техническими условиями.
Ширина оболочки/полосы такова, чтобы она в желаемой степени заходила за покрытие, имеющееся на определенных частях, а длина полосы в вариантах осуществления изобретения, показанных на фиг.3-6, может быть такой, чтобы обеспечивалась возможность покрытия более одного соединения.
Оборудование, которое описано выше и предназначено для выполнения на месте в соответствии с настоящим изобретением антикоррозионного покрытия сварного соединения труб и их поврежденных зон, предварительно устанавливают таким образом, чтобы осуществлять все необходимые рабочие стадии, то есть нанесение порошкообразной или жидкой грунтовки, нанесение связующего вещества в виде порошка или готовой к использованию оболочки, нанесение оболочки из термопластичного материала, например, из полиэтилена/полипропилена, в виде оболочки, готовой для использования, полученной посредством экструзии или экструзии совместно со связующим слоем.
Вышеупомянутая конструкция предпочтительно также может быть оснащена колесами, прислоняющимися к трубе, с тем чтобы обеспечить ее соответствующее расположение на соединении.
Оборудование для нанесения грунтовки, например, эпоксидной грунтовки в жидкой форме или в форме порошка, помимо описанных устройств 14 и 15 может включать в себя пульверизаторы, подушку, электростатические пистолеты, пистолеты для пламенного напыления, сопла для получения жидкого слоя.
Оборудование для нанесения порошкообразного связующего сополимера может включать в себя электростатические пистолеты, пистолеты для пламенного напыления, сопла для получения жидкого слоя.
Ниже приведено несколько примеров технологических процессов с использованием вариантов осуществления изобретения согласно фиг.3-6, при этом они представляют собой лишь примеры и не налагают каких-либо ограничений.
Пример 2
Антикоррозионное покрытие соединения посредством использования оборудования согласно варианту осуществления конструкции, представленному на фиг.3.
Технологический процесс тот же, что и в примере 1, за исключением того, что оболочка, полученная совместной экструзией двух слоев, соответствующим образом обернута в несколько слоев вокруг прижимного ролика, при этом последний перемещает оболочку вокруг трубы и прижимает ее к трубе.
Данные, относящиеся к прилипанию, динамическому воздействию и катодному расцеплению, приведены в Таблице 1.
Пример 3
Антикоррозионное покрытие соединения посредством использования оборудования согласно варианту осуществления конструкции, представленному на фиг.4.
Технологический процесс тот же, что и в примере 1, за исключением того, что оболочка, полученная совместной экструзией двух слоев, соответствующим образом обернута в несколько слоев вокруг вспомогательного ролика, при этом последний осуществляет подачу к прижимному ролику, который посредством вращения перемещает оболочку вокруг трубы и прижимает ее к трубе.
Данные, относящиеся к прилипанию, динамическому воздействию и катодному расцеплению, приведены в Таблице 1.
Пример 4
Антикоррозионное покрытие соединения посредством использования оборудования согласно варианту осуществления конструкции, представленному на фиг.5.
Технологический процесс тот же, что и в примере 2, за исключением того, что вместо полученной совместной экструзией полипропиленовой оболочки используют две отдельные оболочки, полученные экструзией: связующую оболочку толщиной 0,2 мм и полипропиленовую оболочку толщиной 1 мм.
Эти две оболочки по отдельности нагревают и наматывают вокруг двух прижимных роликов, которые затем последовательно приводятся во вращение, транспортируют оболочки и прижимают их вокруг трубы.
Данные, касающиеся прилипания, динамического воздействия и катодного расцепления, приведены в Таблице 1.
Пример 5
Антикоррозионное покрытие соединения посредством использования оборудования согласно варианту осуществления конструкции, представленному на фиг.3.
Технологический процесс тот же, что и в примере 2, за исключением того, что предварительно нагретую оболочку, полученную совместной экструзией двух слоев, соответствующим образом размещают на трубе/соединении. Затем прижимной ролик приводят во вращение и прижимают к оболочке, с тем чтобы безупречно сформировать ее на трубе/соединении.
Данные, относящиеся к прилипанию, динамическому воздействию и катодному расцеплению, приведены в Таблице 1.
III) Описание варианта осуществления конструкции согласно фиг.7.
На фиг.7 представлен еще один вариант осуществления конструкции устройства для нанесения защитной оболочки на сварные зоны Т1 и Т2 двух труб 1А и 1В.
Такая конструкция, предпочтительно изготовленная из металла, по существу, включает в себя два параллельных головных элемента 35, 36 с, по существу, треугольным профилем, подсоединенных друг к другу в трех вершинах посредством трех соединительных стержней 37, 38, 39 соответствующей длины.
Каждый из головных элементов 35, 36 снабжен у основания колесами 40, 41, назначение которых заключается в опирании на части трубы, соответственно 1А и 1В. Под соединяющим вершины стержнем 38 и параллельно ему расположен вал 42, проходящий между головными элементами 35 и 36, при этом упомянутый вал удерживается головными элементами в состоянии свободного поворота. Вблизи от концов вала 42 на нем закреплены два зубчатых колеса 43, 44. Позиции 45 и 46 обозначают соответствующие зубчатые цепи, которые проходят соответственно вокруг частей 1А и 1В трубы и вокруг зубчатых колес 43, 44, с тем чтобы жестко связать описанную конструкцию с трубой, на которую должно быть нанесено покрытие. Упомянутые зубчатые цепи 45, 46 разомкнуты и снабжены на концах средствами (на фигуре не показаны) для их замыкания в кольцо.
Два плеча 47, 47', содержащие на концах легкое соединение и эластичное средство, удерживающие и прижимающие прижимной ролик, и несущие оболочку 48, тянутся от одного из базовых соединительных стержней, в этом случае, например, от стержня 37, к середине конструкции.
Далее будет разъяснена работа описанной конструкции. При вращении вала 42 зубчатые колеса 43 и 44, которые входят в зацепление с зубчатыми цепями 45 и 46, будут перемещать оборудование, опирающееся на трубу, посредством колес 40 и 41 вокруг самой трубы.
Очевидно, что как и в предыдущих вариантах осуществления изобретения, конструкция, перемещающаяся вокруг трубы, может быть снабжена соответствующими устройствами для нанесения грунтовки и связующего вещества.
Реферат
Изобретение относится к строительству и используется при сооружении подземных трубопроводов. Для защиты зоны сварного соединения или зоны трубопровода с поврежденным покрытием подготавливают покрывающую лентообразную оболочку из термопластичного материала, обертывают предварительно нагретой оболочкой несущий ролик, диаметр которого не меньше диаметра покрываемой трубы, при этом оболочку оборачивают вокруг несущего ролика одним в один слой. Вращают несущий ролик с оболочкой вокруг трубы и переносят оболочку с несущего ролика на трубу единственным обертывающим слоем. Одновременно с вращением оказывают давление несущего ролика на трубу, воздействуя на оболочку, чем обеспечивают однородное прилипание оболочки к трубе без захвата воздушных пузырьков между оболочкой и самой трубой. Расширяет арсенал технических средств. 2 с. и 14 з.п. ф-лы, 1 табл., 7 ил.

Комментарии