Способ внутренней облицовки трубчатого элемента - RU2113351C1
Код документа: RU2113351C1
Чертежи










Описание
Изобретение относится к способу облицовки трубчатого элемента, например химического трубопровода, вкладышем из синтетического материала, который подают по ломанной траектории с различными углами изгиба внутрь трубы, подлежащей облицовке, и закрепляют внутри трубы без применения нагрева, вакуумного обжатия или химических связующих материалов.
Трубы для транспортировки жидкостей зачастую подвержены разрушению, коррозии и другим воздействиям, которые уменьшают срок службы трубопровода или ухудшают качество проходящих через него жидкостей. Эта проблема стоит особенно остро во многих химических производствах, где через трубопроводы транспортируют каустические химикаты. Современные химические заводы имеют километры трубопроводов, подверженных коррозии и разрушениям. Трубы, подлежащие облицовке, могут быть закопаны в землю, подняты над землей или храниться на стеллажах на складе.
Другие химические трубопроводы, где может быть использовано предлагаемое изобретение, включают сточные трубы и водяные и газовые магистрали, где внешние факторы, например корни растений, зачастую прорывают стенки трубы или внедряются в тело трубы и тем самым нарушают ее целостность. Другие факторы, такие как разность между наружным и внутренним давлением, эрозия и подвижка грунта, могут вызвать протечки в трубопроводе, которые должны быть устранены. В случае, когда необходима раскопка, рассоединение, замена и последующая засыпка трубопровода, ремонт обычно достаточно дорог и требует значительных затрат времени. Альтернативное решение предусматривает введение внутренней облицовки в трубопровод для предупреждения протечек.
Хотя пластмассовые вкладыши применялись и ранее в качестве защиты труб, их использование, как правило, было связано с громоздкими и трудоемкими операциями для обеспечения их надежной установки, особенно при закреплении к стенкам труб.
В патенте США N 3494813 описан способ установки пластмассового вкладыша (облицовки) в трубу с использованием вакуумного разрежения для протаскивания вкладыша внутрь трубы и обеспечения плотного герметичного сцепления между вкладышем и стенкой трубы.
В патенте США N 1708141 описан способ облицовки трубы вкладышем из эластомера, при котором вкладыш протаскивают сквозь обжимную оправку и покрывают цементным раствором.
В патенте США N 3462825 описан способ облицовки трубчатого элемента с помощью вкладыша из фторуглерода, имеющего начальный размер наружного диаметра больше, чем внутренний диаметр трубчатого элемента. Вкладыш устанавливают в трубчатый элемент путем обжатия одного конца вкладыша и протягивания его внутрь через обжимную оправку. Вкладыш затем освобождается и расширяется до сцепления с внутренней стенкой трубчатого элемента.
В заявке Великобритании N 2084686 описан способ облицовки сточных труб, в которые вкладыш протаскивают через обжимные ролики и подают в трубу с нагреванием для обеспечения его обратного расширения. В связи с тем, что вкладыш при этом подают в подземную трубу практически по прямой линии, необходимо выкапывать траншею значительных размеров для обеспечения подачи вкладыша внутрь трубы.
Ни один из вышеупомянутых способов не может сравниться по эффективности с усовершенствованным способом облицовки трубчатого элемента синтетическим вкладышем, при котором исходным принципом фиксирования вкладыша внутри трубчатого элемента является взаимное радиальное обжатие вкладышем поверхности трубы и трубой вкладыша.
Ни один из вышеупомянутых способов не обеспечивает удобства установки вкладыша в трубчатый элемент, при котором вкладыш подают к трубчатому элементы по ломаной траектории с различными углами изгиба, тем самым значительно облегчая облицовку трубчатых элементов, расположенных под землей или над землей на различных уровнях.
Итак, существует потребность в способе облицовки химических или других трубопроводов, в котором вкладыш устанавливают без применения химических связующих веществ, нагрева или вакуумного обжатия.
Кроме того, существует потребность в способе облицовки подземной трубы, который требует минимального вскрытия грунта в районе ввода вкладыша в трубу.
Также желательно иметь способ облицовки химических или других трубопроводов, который позволяет ориентировать вкладыш по отношению к подлежащей облицовке трубе под различными углами.
В соответствии с предлагаемым способом трубчатый элемент облицовки преимущественно цилиндрическим эластомерным вкладышем, имеющим начальный наружный диаметр, больший, чем внутренний диаметр трубчатого элемента. Отрезок вкладыша по существу цилиндрической формы сначала обжимают до определенного наружного диаметра путем подачи его через систему обжимных роликов. Далее отрезок обжатого, по существу цилиндрической формы вкладыша, выходя из обжимных роликов, проходит через систему формующих роликов, которые изменяют форму вкладыша в удобную для изгиба его под различными углами. Предпочтительно, чтобы формующие ролики придавали вкладышу эллиптическую форму. Затем вкладыш эллиптической формы подают через одну или несколько групп ориентирующих роликов, которые направляют вкладыш к отверстию в трубчатом элементе, подлежащем облицовке.
В случае подземного трубчатого элемента, такого как фановая труба, вкладыш эллиптической формы подают через первую группу ориентирующих роликов, которые направляют вкладыш под углом 90o, образуя первый поворот его пути, затем вкладыш эллиптической формы подают через вторую группу ориентирующих роликов, которые направляют вкладыш под углом 90o через второй поворот, благодаря чему отрезок вкладыша эллиптической формы, пройдя через вторую группу ориентирующих роликов, будет расположен практически параллельно поверхности земли и соосно с открытым с торца трубчатым элементом, подлежащим облицовке. После этого вкладыш эллиптической формы пропускают через группу восстанавливающих форму роликов, которые снопа придают ему форму цилиндра с наружным диаметром, который он имел в обжатом состоянии. Обжатый вкладыш вводят внутрь трубчатого элемента, подлежащего облицовке, и дают ему возможность расширяться до практически начального наружного диаметра, благодаря чему вкладыш закрепляется внутри трубчатого элемента.
Изменяя угол ориентации эллиптического вкладыша, выходящего из ориентирующих роликов, его можно подавать к надземным трубопроводам, расположенным на различной высоте, а также к трубам, уложенным на складских стеллажах.
На фиг. 1
схематично показана установка, обеспечивающая введение вкладыша внутрь трубчатого элемента по ломаной траектории согласно предлагаемому способу;
на фиг. 2-4 - различное расположение обжимных
роликов согласно предлагаемому способу;
на фиг. 5 - устройство ввода вкладыша, используемое в предлагаемом способе, в увеличенном масштабе с
частичным сечением;
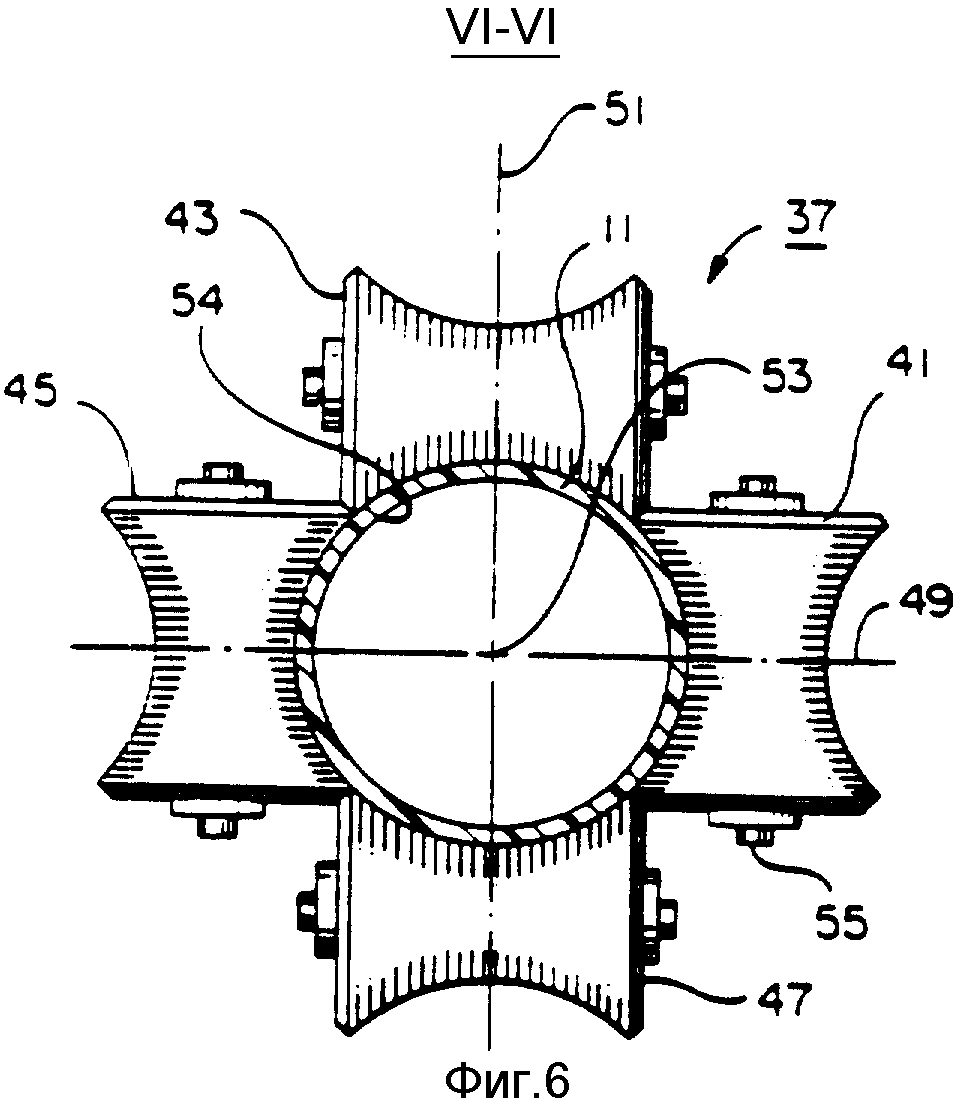
на фиг. 6 - сечение
VI-VI на фиг. 5;
на фиг. 7 - сечение VII-VII на фиг. 5;
на фиг. 8 - сечение VIII-VIII на фиг. 5;
на фиг. 9 - сечение IX-IX
на фиг. 5;
на фиг. 10 - сечение X-X на
фиг. 5;
на фиг. 11 - сечение XI-XI на фиг. 5;
на фиг. 12 - тянущее устройство, используемое в предлагаемом способе, с частичным
сечением;
на фиг. 13 - поворотная тележка с
формующими роликами, используемая в предлагаемом способе;
на фиг. 14 - сечение на XIV-XIV фиг. 13 для иллюстрации различных углов
ориентации вкладыша эллиптической формы после выхода из
поворотной тележки.
На фиг. 1 схематично показаны операции и установка, используемые в способе согласно изобретению. Отрезок вкладыша (облицовки) 11 из эластомерного материала подают предварительно сваренным через устройство 15 ввода в трубчатый элемент 17, подлежащий облицовке. Трубчатый элемент 17, например цилиндрический трубопровод, такой как фановая труба, водяная, газовая магистраль или химический трубопровод, может располагаться горизонтально в грунте 19. Как следует из последующего описания, предлагаемый способ может быть применен также для облицовки надземных труб, таких как трубопроводы для транспортировки жидких химических составов на химических предприятиях или пакеты труб, хранящиеся на складских стеллажах.
В качестве вкладыша 11 может быть использован трубчатый элемент из любого синтетического эластомерного материала, наружный диаметр которого сначала больше внутреннего диаметра трубчатого элемента 17 и который практически восстанавливает свой первоначальный диаметр после обжатия. Наиболее предпочтительными материалами для вкладыша являются материалы на основе полиолефинов, среди которых самым лучшим по коммерческим соображениям является полиэтиленовая труба. Предпочтительно, чтобы наружный диаметр полиэтиленовой трубы был на 3-5% больше внутреннего диаметра трубчатого элемента, подлежащего облицовке. Большее увеличение начального наружного диаметра вкладыша потребует приложения больших нагрузок при его обжатии. Поэтому предпочтительнее, чтобы наружный диаметр вкладыша лишь незначительно превышал внутренний диаметр трубчатого элемента 17, подлежащего облицовке. Толщина стенки вкладыша не является критичной, однако она должна быть достаточной для обеспечения обжатия вкладыша без изменения его формы или неравномерного прогиба.
В варианте осуществления изобретения, показанном на фиг. 1, ведущий конец 19 вкладыша 11 снабжен прикрепленной к нему тянущей головкой 21, последняя присоединена к тросу 23, который проходит к тянущему устройству 25, расположенному на поверхности земли 27. Тянущее устройство 25 расположено вблизи канализационного люка 29, через который обеспечен доступ к фановой трубе 17. Устройство 15 ввода вкладыша установлено вблизи входного отверстия 31, в которое вкопан лаз 33, обычно нормально к поверхности земли 27.
На фиг. 5 показано устройство ввода вкладыша более подробно. Устройство 15 состоит из трейлерной платформы 35, снабженной средствами для уменьшения посредством обжатия наружного диаметра отрезка в общем случае цилиндрического вкладыша 11 до заданного диаметра при его подаче в горизонтальной плоскости, практически параллельно земле 27. В предпочтительном варианте изобретения средства уменьшения наружного диаметра включают одну или несколько групп обжимных роликов 37, смонтированных в прокатном устройстве 39. Группы обжимных роликов расположены в общей плоскости, показанной осью 99 на фиг. 5, которая определяет первый участок пути перемещения цилиндрического вкладыша.
Устройство 15 ввода снабжено приводным двигателем 16, который периодически включают для продвигания вкладыша 11 через устройство 15 путем привода обжимных роликов 37. Может оказаться желательным обеспечить перемещение вкладыша 11 обжимными роликами 37 на большую длину. Кроме того, если установка не имеет тянущего устройства 25, вкладыш подают путем привода обжимных роликов 37. Обычно перемещают только последнюю группу 63 роликов или последнюю и предпоследнюю группы 61, 63 роликов. Эти группы роликов могут приводиться в движение одни или вместе с тянущим устройством 25 для проталкивания и протаскивания вкладыша 11 через устройство 15 ввода.
На фиг. 6 для более наглядной иллюстрации показана отдельно первая группа 37 обжимных роликов. Каждая группа обжимных роликов включает три или более полусферических роликов. В варианте осуществления изобретения, представленном на фиг. 6, группа 37 обжимных роликов состоит из четырех полусферических роликов 41, 43, 45, 47, которые разнесены друг от друга на равные дуги (в данном случае 90o) вокруг наружной поверхности вкладыша. Каждый обжимной ролик группы 37 имеет ось вращения 49, 51, которая проходит через среднюю точку 53 приемного отверстия 54 и которая обеспечивает круговой (на 360o) контакт с наружной поверхностью вкладыша 11, проходящего через это приемное отверстие. Каждый полусферический ролик может вращаться вокруг оси 55, закрепленной на корпусе прокатного устройства 39 с помощью присоединительного фланца.
В примере, приведенном на фиг. 6, каждый ролик 41, 43, 45, 47 имеет центральную ось вращения 49, 51, расположенную под углом 90o к оси вращения прилегающего ролика и проходящую через среднюю точку 53 приемного отверстия для вкладыша. Однако, как видно на фиг. 2-4, количество обжимных роликов в каждой группе может варьироваться в зависимости от диаметра обрабатываемого вкладыша. Обычно при увеличении диаметра прокатываемой трубы количество роликов, охватывающих ее наружную поверхность, должно быть также увеличено для обеспечения линейного удлинения вкладыша, благодаря чему достигается стандартное соотношение его размеров в обжатом состоянии и сводится к минимуму или исключается искажение его формы. Для обжатия 4-х дюймовой полиэтиленовой трубы (фиг. 2) достаточна обжимная система из четырех роликов, каждый из которых имеет большой наружный диаметр в середине. Для трубы диаметром 8 дюймов (фиг. 3) может быть успешно применена система из 6 роликов. Для трубы диаметром 16 дюймов (фиг. 4) достаточно системы из 8 роликов.
Как показано на фиг. 5, в прокатном устройстве также имеются группы 57, 59, 61 и 63 обжимных роликов, установленные вдоль продольной оси, определяемой средней точкой 53 приемного отверстия для вкладыша (фиг. 6). Каждая группа обжимных роликов аналогична по конструкции и компоновке первой группе 37, показанной на фиг. 4. Однако каждая последующая группа роликов обработана таким образом, что образует меньшее по сравнению с предыдущей группой приемное отверстие. Так, например, на фиг. 5 первая группа 37 роликов обеспечивает уменьшение начального наружного диаметра вкладыша 11 на 2%, группа 59 - на 4%, группа 63 - на 6%. Постепенное обжатие вкладыша упрощенно показано на фиг. 4-6. Как показано на фиг. 5-7, группы 57 и 61 обжимных роликов повернуты на 45o вокруг продольной оси, проходящей через среднюю точку 53. Очевидно, что может оказаться необходимой различная степень или процент обжатия вкладыша.
Вкладыш 11 далее проходит через формующие средства, в частности формующие ролики 65, которые придают ему наружную форму, пригодную для прохождения по траектории, изогнутой под различными углами, в процессе введения в трубу. Как видно на фиг. 8, каждая группа формующих роликов 65 предпочтительно включает по меньшей мере первый и второй формующие ролики 67, 69, установленные на осях 71, 73, параллельных друг другу. Каждый из формующих роликов 67, 69 имеет общую ось вращения 75 (фиг. 8), проходящую через среднюю точку 53 приемного отверстия, и обеспечивает частичный контакт с поверхностью проходящего через него вкладыша. Формующие ролики 67, 69 придают вкладышу предпочтительно эллиптическую форму. Под "эллиптической" понимают форму поперечного сечения вкладыша после выхода из последней группы формующих роликов, которая образуется при таком движении точки по замкнутой кривой, когда сумма расстояний от нее до двух фиксированных фокусных точек (87, 89, фиг. 10) остается постоянной. Эта форма также соответствует форме сечения конуса наклонной к его продольной оси плоскостью, не пересекающей основания.
Вкладыш 91 элиптической формы (фиг. 10), выходящий из формующих роликов, далее проходит через ориентирующие средства, например, через первую группу ориентирующих роликов 93, которые направляют вкладыш 91 эллиптической формы по второму участку траектории его движения, расположенному в другой плоскости, т. е. не в плоскости, в которой находится первый участок траектории, определяемый осью 99. Угол наклона второго участка траектории по отношению к первому лежит в диапазоне от 10 до 90o. В примере, изображенном на фиг. 5, первая группа ориентирующих роликов 93 отклоняет вкладыш 91 на угол 90o, образуя первый поворот траектории. Ориентирующие ролики 93 установлены с возможностью вращения внутри каркаса направляющего канала 95, прикрепленного к заднему торцу трейлерной платформы 35 и имеющего возможность изменения своего положения от вертикального (показанного на фиг. 5) до практически горизонтального с помощью гидроцилиндра 97.
После прохода через первую группу ориентирующих роликов 93 вкладыш 91 эллиптической формы ориентируется в вертикальной плоскости, практически нормально к горизонтальной плоскости 99 (фиг. 5), пересекающей среднюю точку 53 приемных отверстий, обжимных роликов 37.
Затем эллиптический вкладыш 91 подают через вторую группу ориентирующих роликов 101, которые отклоняют его относительно вертикального участка пути на угол 90o, создавая второй поворот траектории и, таким образом, вновь ориентируют отрезок вкладыша 92 эллиптической формы в плоскости 103, практически параллельной горизонтальной плоскости 99 и поверхности земли 27.
Далее эллиптический вкладыш 91 проходит через средства восстановления формы, включающие группу роликов 105 (фиг. 11), восстанавливающих форму. Эти ролики 105 установлены внутри лаза 33 вблизи отверстия 107, ведущего во внутренней объем 109 фановой трубы 17, подлежащей облицовке. Каждая группа восстанавливающих роликов 105, образующих средства восстановления формы, состоит предпочтительно из двух восстанавливающих роликов 106, 108 (фиг. 11), которые повернуты вокруг средней точки 53 на угол 45o относительно положения последней группы формующих роликов 85. Каждый из восстанавливающих форму роликов 106, 108 собран из двух частей 110, 112 в виде усеченных конусов, соединенных друг с другом с помощью цилиндрической средней части 114. Восстанавливающие форму ролики установлены в таком положении, которое обеспечивает восстановление практически цилиндрической формы проходящего через них отрезка вкладыша 111, при этом наружный диаметр вкладыша после восстановления формы равен наружному диаметру, который он имел в обжатом состоянии после прохождения первого участка пути.
На фиг. 11 показан отрезок вкладыша 91 с восстановленной цилиндрической формой.
Обжатый вкладыш по существу цилиндрической формы вводят внутрь фановой трубы 13 с помощью тянущей головки 21, прикрепленной к тросу 23, проходящему через блок 113 (фиг. 12) к тянущему устройству 25, расположенному вблизи канализационного люка 29 на поверхности земли. После прохода ведущего конца 19 вкладыша сквозь фановую трубу 17 диаметр вкладыша увеличивается практически до первоначального размера, благодаря чему обеспечивается его закрепление внутри трубчатого элемента 17.
Как показано на фиг. 13, формующие средства устройства 15 ввода предпочтительно выполнены в виде поворотной тележки 119. Последняя включает цилиндрический корпус 121, содержащий формующие ролики 65 и закрепленный на опорах 123, 125 бандажами 119, 128, и роликового приспособления 127, 129 для возможности поворота корпуса вокруг горизонтальной оси 131. Входной конец 133 корпуса 121 снабжен фланцем 135. Фланец 135 может быть соединен болтами 138 с фланцем 137 неподвижного выходного конца 139 прокатного устройства 39. После удаления болтов 138 можно повернуть корпус 121, например, на 30o и вновь присоединить болтами к неподвижному фланцу 137. Благодаря этому вкладыш 91 эллиптической формы после выхода из поворотной тележки можно подавать по траектории с различными углами изгиба (как показано пунктирными линиями на фиг. 14), например, к надземному трубопроводу или к трубам, уложенным в пакеты на складских стеллажах.
Предпочтительно, чтобы синтетический полимер, выбранный для материала вкладыша, имел известные характеристики возвратного расширения. Необходимую степень удлинения вкладыша, которое является следствием его обжатия обжимными роликами 41, 43, 45, 47, рассчитывают заранее для обеспечения ввода вкладыша трубчатого элемента 17. Возвратное расширение вкладыша 11 обеспечивает плотное его прилегание к внутренней поверхности трубчатого элемента.
В качестве примера реализации предлагаемого способа была облицована фановая труба с внутренним диаметром 7 и 5/8 дюйма. В качестве вкладыша была использована полиэтиленовая труба с начальным наружным диаметром 8 дюймов и толщиной стенки 0,246 дюйма.
Величина уменьшения наружного диаметра вкладыша после прохода через группу обжимных роликов показана в таблице.
Обжатый вкладыш 11 в свободном состоянии будет стремиться расшириться до своего начального наружного диаметра до тех пор, пока не прижмется вплотную к внутренней поверхности трубы, что и обеспечивает его надежное крепление за сравнительно короткий промежуток времени.
Предлагаемое изобретение обладает рядом преимуществ. Поскольку характеристики возвратного расширения, или "память" материала вкладыша 11, известны заранее, вкладыш, возвращаясь к первоначальному размеру, заполняет зазор между ним и трубой, надежно фиксируется внутри трубчатого элемента 17 без применения тепла или химических связующих веществ. Было установлено, что использование формующих роликов для придания цилиндрическому вкладышу эллиптической формы облегчает его ведение по ломаной траектории, в том числе с поворотом на угол 90o, при подаче к трубчатому элементу, подлежащему облицовке. Путем соответствующего расположения групп обжимных роликов и придания им соответствующих размеров обеспечивается стандартное соотношение размеров вкладыша в обжатом состоянии, так что достигается его удлинение с большей степенью линейности. Вследствие почти идеально линейного возвратного расширения обжатого вкладыша в свободном состоянии, без приложения каких-либо усилий, может быть получено более равномерное прилегание вкладыша к внутренней поверхности трубчатого элемента, так как вкладыш при расширении не испытывает каких-либо механических напряжений. Поскольку вкладыш может подаваться к открытому торцу трубчатого элемента при ориентации под различными углами, обеспечивается возможность проведения облицовочных работ как подземных, так и надземных труб с минимальными трудозатратами.
В случае фановых труб требуются минимальные земляные работы для рытья лаза, что значительно сокращает сроки выполнения работ при минимальном нарушении целостности грунта.
Хотя данное изобретение показано применительно к одному варианту осуществления, оно допускает различные изменения и модификации без отклонения от сущности изобретения.
Реферат
Способ внутренней облицовки трубчатого элемента предусматривает облицовку химического трубопровода вкладышем из синтетического материала, который подают по ломанной траектории с различными углами изгиба внутрь трубы и закрепляют его без нагрева, вакуумного обжатия и химических связующих материалов. При облицовке уменьшают наружный диаметр отрезка цилиндрического вкладыша путем его подачи вдоль центральной оси посредством обжимного устройства, расположенного на удалении от трубчатого элемента. Вводят обжатый отрезок вкладыша в трубчатый элемент, дают возможность расширяться практически до его начального наружного диаметра для сцепления с трубчатым элементом с закреплением внутри трубчатого элемента. Используемое обжимное устройство оснащают по меньшей мере двумя группами обжимных роликов, располагаемыми на расстоянии друг от друга вдоль центральной оси. Одну из групп роликов оснащают приводом для фрикционного сцепления с вкладышем и его продольного перемещения вдоль центральной оси. Каждую группу обжимных роликов размещают вокруг эластомерного вкладыша и выполняют более чем из двух обжимных роликов, образующих приемное отверстие для вкладыша с центром приемного отверстия на центральной оси. Каждый ролик размещают на оси вращения, расположенной под углом к центральной оси и к осям вращения других роликов, для равномерного распределения усилия по окружности вкладыша. 2 с.п. и 12 з.п. ф-лы, 14 ил., 1 табл.

Комментарии