Способ и инструмент для сборки охватывающей пресс-формы и охватывающая пресс-форма - RU2730917C2
Код документа: RU2730917C2
Чертежи
Описание
Изобретение относится к способу и инструменту для сборки охватывающей пресс-формы на формовочной машине, причем охватывающая пресс-форма выполнена с возможностью совместной работы с охватываемой пресс-формой для получения вогнутого объекта, в частности, крышки контейнера. Охватывающая пресс-форма, выполненная в соответствии с изобретением, в особенности подходит для использования для формования под давлением объектов, изготовленных из полимерного материала. Изобретение также относится к предварительно собранной охватывающей пресс-форме, которая может использоваться в формовочной машине указанного выше типа.
В машинах, предназначенных для изготовления крышек путем формования под давлением, известно использование охватывающей пресс-формы, имеющей формовочную полость, внутри которой может быть вставлен охватываемый элемент пресс-формы. Охватываемый элемент пресс-формы выполнен с возможностью взаимодействия с охватывающей пресс-формой для получения крышки. Известная охватывающая пресс-форма содержит пластину, которая ограничивает нижнюю поверхность формовочной полости, и кольцевой формовочный элемент, который ограничивает боковую поверхность формовочной полости. Известная охватывающая пресс-форма дополнительно содержит кольцо, которое расположено снаружи пластины и кольцевого формовочного элемента.
Пластина и кольцо поддерживаются опорой, которая прикреплена к штоку привода формовочной машины. Привод выполнен с возможностью перемещения охватывающей пресс-формы относительно охватываемой пресс-формы вдоль направления формования, так что охватывающая пресс-форма перемещается к охватываемой пресс-форме или, в качестве альтернативы, от охватываемой пресс-формы.
Охватывающая пресс-форма дополнительно содержит стопорную гайку, имеющую внутреннюю резьбу, которая входит в зацепление с наружной резьбой, выполненной на опоре. При завинчивании на опору стопорная гайка упирается в выступающую часть кольцевого формовочного элемента так, чтобы прикладывать зажимное усилие, которое толкает кольцевой формовочный элемент к пластине. Из-за усилия, действующего со стороны стопорной гайки, пластина, в свою очередь, прижимается к опоре охватывающей пресс-формы. Элементы охватывающей пресс-формы, таким образом, расположены в неподвижном положении относительно штока привода.
Чтобы гарантировать, что охватывающая пресс-форма собрана на формовочной машине в заданном угловом положении, используются фазирующие элементы, которые расположены между соответствующими элементами охватывающей пресс-формы. Фазирующие элементы могут содержать штифты или другие элементы, которые используют призматическое соединение.
Элементы охватывающей пресс-формы обычно собирают на известных формовочных машинах, первоначально устанавливая только опору на шток привода. Затем опору центрируют по отношению к корпусу, в котором позже будет установлена охватываемая пресс-форма. С этой целью используется трубчатый инструмент, который временно устанавливается в корпусе формовочной машины вместо охватываемого элемента пресс-формы. В этот момент опору закрепляют относительно штока, а кольцо, пластину и кольцевой формовочный элемент вместе с другими возможными элементами охватывающей пресс-формы, такими как прокладки или распорки, размещают один за другим на опоре. На кольцевом формовочном элементе затем закрепляют стопорную гайку, которую в конце навинчивают на опору.
Описанные выше операции, посредством которых элементы охватывающей пресс-формы собираются на формовочную машину, довольно сложны. Для каждой охватывающей пресс-формы необходимо разместить на формовочной машине большое количество отдельных элементов. Эти отдельные элементы должны располагаться один за другим и в соответствии с заранее определенной последовательностью установки на формовочной машине. Эти операции должны повторяться для каждой охватывающей пресс-формы, имеющейся на формовочной машине, то есть много раз, так как на формовочной машине могут быть расположены даже несколько десятков охватывающих пресс-форм. Соответственно, требуется долгое время для сборки всех элементов охватывающих пресс-форм на формовочной машине.
Кроме того, при установке каждого элемента охватывающей пресс-формы на формовочной машине могут возникать некоторые ошибки, и такие ошибки нелегко обнаружить во время сборки. В некоторых случаях при работе формовочной машины могут возникать сбои или даже повреждения, что может зависеть от того, что одна или несколько охватывающих пресс-форм были неправильно собраны.
Кроме того, когда элементы охватывающей пресс-формы расположены один за другим на опоре, уже центрированной относительно охватываемой пресс-формы, может случиться, что эти элементы случайно смещены, что создает угрозу точности центровки.
Еще один недостаток предшествующего уровня техники связан с фазирующими элементами, которые используются для того, чтобы элементы охватывающей пресс-формы могли быть расположены с правильной ориентацией. Такие элементы, которые могут содержать, например, штифты, имеют незначительные размеры. Следовательно, элементы охватывающей пресс-формы, в которой установлены штифты, должны иметь толщину, превышающую заданное минимальное значение. Кроме того, штифты приводят к увеличению затрат на одну охватывающую пресс-форму.
Кроме того, штифты или любые другие призматические соединительные элементы, выполненные в качестве альтернативы штифтам, подвергаются нагрузке, особенно напряжению сдвига, и поэтому должны иметь надлежащий размер. В большинстве случаев это означает, что штифты или другие соединительные элементы должны иметь значительные размеры, что приводит к увеличению затрат и толщины задействованных элементов.
Целью настоящего изобретения является усовершенствование сборочных операций для сборки охватывающей пресс-формы на формовочной машине, особенно на машине для формования под давлением объектов, выполненных из полимерного материала.
Еще одной целью является повышение точности сборки охватывающих пресс-форм формовочных машин.
Еще одна цель заключается в уменьшении риска ошибок сборки, которые могут возникать при сборке охватывающих пресс-форм формовочной машины.
Еще одна цель состоит в том, чтобы сделать менее критичным расположение элементов охватывающей пресс-формы в заданном угловом положении.
В первом аспекте изобретения предлагается способ сборки охватывающей пресс-формы на формовочной машине, включающий этапы:
подготовки предварительно собранной охватывающей пресс-формы, содержащей множество элементов, включая по меньшей мере основание, формовочное средство, имеющее формовочную полость и крепежный элемент, который обеспечивает крепление формовочного средства относительно основания;
установки предварительно собранной охватывающей пресс-формы на опоре формовочной машины;
крепления предварительно собранной охватывающей пресс-формы к опоре.
Способ, выполненный в соответствии с первым аспектом изобретения, упрощает операции сборки, которые должны выполняться для сборки охватывающей пресс-формы на формовочной машине. Вместо того, чтобы собирать отдельные элементы охватывающей пресс-формы один за другим на формовочной машине, в способе, выполненном в соответствии с первым аспектом изобретения, основные элементы охватывающей пресс-формы предварительно собирают перед установкой на формовочную машину. Операции предварительной сборки, которые позволяют получить предварительно собранную охватывающую пресс-форму, могут выполняться на удалении от формовочной машины, например, на рабочем столе, даже задолго до установки на формовочную машину, что приводит к увеличению свободы действий для оператора.
Каждая предварительно собранная охватывающая пресс-форма содержит относительно небольшое количество элементов, на сборку которых оператору может потребоваться обратить особое внимание, с вытекающим из этого уменьшением риска ошибок при сборке.
Кроме того, когда предварительно собранная охватывающая пресс-форма подготовлена на рабочем столе, оператор имеет лучший доступ для собираемых элементов по сравнению с корпусом, в котором одни и те же элементы должны устанавливаться индивидуально на формовочной машине. Это помогает упростить сборку и повысить ее точность.
Формовочное средство может содержать кольцевой формовочный элемент, проходящий вокруг оси и ограничивающий формовочную полость вокруг указанной оси.
Формовочное средство может дополнительно содержать пластинчатый элемент, который ограничивает формовочную полость поперечно оси, упомянутой выше.
В одном варианте выполнения конструкция предварительно собранной охватывающей пресс-формы может дополнительно содержать периферийный кольцевой элемент, по меньшей мере частично окружающий кольцевой формовочный элемент.
В одном варианте выполнения этап подготовки предварительно собранной охватывающей пресс-формы включает сборку элементов предварительно собранной охватывающей пресс-формы на сборочном инструменте.
Сборочный инструмент облегчает операции сборки оператором и повышает точность взаимного позиционирования элементов охватывающей пресс-формы.
Сборочный инструмент может содержать по меньшей мере один угловой позиционирующий элемент для гарантии расположения крепежного элемента в заданном угловом положении относительно сборочного инструмента.
Сборочный инструмент может дополнительно содержать по меньшей мере один угловой реперный элемент для гарантии расположения кольцевого формовочного элемента в заданном угловом положении на сборочном инструменте.
Благодаря угловому позиционирующему элементу и угловому реперному элементу, если они присутствуют, конкретные элементы охватывающей пресс-формы могут быть установлены на сборочном инструменте в известном и хорошо определенном положении. Это может быть использовано впоследствии, когда предварительно собранная охватывающая пресс-форма будет установлена на формовочной машине, чтобы гарантировать, что соответствующим образом установлены конкретные элементы охватывающей пресс-формы, правильное угловое положение которых является критическим.
В одном варианте выполнения элементы предварительно собранной охватывающей пресс-формы размещают на сборочном инструменте с перевернутой ориентацией относительно ориентации, которую эти элементы будут иметь на формовочной машине.
В частности, элементы предварительно собранной охватывающей пресс-формы могут быть размещены на сборочном инструменте таким образом, чтобы формовочная полость была обращена вниз.
Таким образом, оператор может более легко проверить, что элементы предварительно собранной охватывающей пресс-формы правильно расположены относительно друг друга на сборочном инструменте, что уменьшает риск ошибок во время операций сборки охватывающей пресс-формы и повышает точность сборки.
В одном варианте выполнения для подготовки предварительно собранной охватывающей пресс-формы крепежный элемент крепят к основанию так, что формовочные средства блокируются между крепежным элементом и основанием.
Таким образом получают предварительно собранную охватывающую пресс-форму, которая выполнена как самостоятельный узел, которым легко манипулировать и который может быть легко установлен на формовочную машину.
Крепежный элемент может быть, в частности, выполнен как блокирующее кольцо с внутренней резьбой, которая навинчивается на соответствующую наружную резьбу основания.
Этап крепления крепежного элемента к основанию может выполняться, когда предварительно собранная охватывающая пресс-форма все еще расположена на сборочном инструменте.
В частности, крепежный элемент может быть прикреплен к основанию в то время, когда сборочный инструмент удерживается в неподвижном положении, а основание вращается с помощью завинчивающего инструмента, в частности, выполненного в виде ключа.
Для того чтобы сборочный инструмент удерживался в неподвижном положении, может быть захвачен выступ, который выполнен на поверхности сборочного инструмента, причем указанная поверхность находится напротив другой поверхности сборочного инструмента, обращенной к основанию.
Это упрощает операции зажима крепежного элемента на основании.
В варианте выполнения, после того как предварительно собранная охватывающая пресс-форма установлена на опоре формовочной машины, предварительно собранную охватывающую пресс-форму центрируют по отношению к охватываемой пресс-форме, установленной на формовочной машине и выполненной с возможностью совместной работы с охватывающей пресс-формой для получения объекта.
С этой целью охватывающую пресс-форму и охватываемую пресс-форму перемещают друг к другу, пока не будет достигнуто положение зацепления, в котором охватываемая пресс-форма входит в зацепление с охватывающей пресс-формой.
В положении зацепления предварительно собранную охватывающую пресс-форму центрируют относительно охватываемой пресс-формы, что может быть сделано, например, благодаря зазору между основанием предварительно собранной охватывающей пресс-формы и соответствующей опорой, имеющейся на формовочной машине.
Таким образом обеспечивается высокая точность центровки, так как элементы предварительно собранной охватывающей пресс-формы уже прочно расположены в фиксированном положении относительно друг друга, когда предварительно собранная охватывающая пресс-форма центрирована относительно охватываемой пресс-формы. Следовательно, отсутствует риск того, что элементы предварительно собранной охватывающей пресс-формы могут перемещаться относительно друг друга, пока выполняется операция центрирования, что ухудшило бы точность операции центрирования.
В варианте выполнения, после того, как предварительна собранная охватывающая пресс-форма была установлена на опоре формовочной машины, выполняют размещение предварительно собранной охватывающей пресс-формы в заданном угловом положении вокруг оси формования, вдоль которой охватываемая пресс-форма и охватывающая пресс-форма выполнены с возможностью взаимного перемещения.
Это может быть сделано с помощью фазирующего инструмента, который входит в зацепление с реперным средством, неподвижными относительно предварительно собранный охватывающей пресс-формы, и с дополнительными реперным средством, выполненными на элементе, уже установленном на формовочной машине, причем указанные дополнительные реперные средства являются наружными по отношению к заранее собранной охватывающей пресс-форме.
На крепежном элементе могут быть расположены реперные средства, которые неподвижны относительно предварительно собранной охватывающей пресс-формы.
Элемент, на котором расположены указанные дополнительные реперные средства, может быть элементом охватываемой пресс-формы, расположенным рядом с охватываемой пресс-формой, которая входит в зацепление с предназначенной для установки предварительно собранной охватывающей пресс-формой. Этот элемент может содержать, например, экстрактор указанной расположенной рядом охватываемый пресс-формы, причем экстрактор выполнен с возможностью удаления отформованного объекта из соответствующей охватываемой пресс-формы.
Благодаря фазирующему инструменту можно избежать использования угловых фазирующих элементов, таких как штифты, непосредственно встроенных в охватывающую пресс-форму. Это упрощает конструкцию охватывающей пресс-формы. Кроме того, поскольку единственный инструмент обеспечивает возможность размещения большого количества предварительно собранных охватывающих пресс-форм, может быть достигнута экономия по сравнению с предшествующим уровнем техники, в котором для каждой пресс-формы должен использоваться штифт.
В одном варианте выполнения этап установки предварительно собранной охватывающей пресс-формы в заданном угловом положении выполняют, когда предварительно собранная охватывающая пресс-форма входит в зацепление с охватываемой пресс-формой. Таким образом гарантируется, что нежелательные перемещения не возникают, когда предварительно собранную охватывающую пресс-форму размещают в заданном угловом положении. Эти нежелательные перемещения могут перемещать предварительно собранную охватывающую пресс-форму в нецентрированную конфигурацию относительно охватываемой пресс-формы.
Следовательно, повышается точность позиционирования предварительно собранной охватывающей пресс-формы.
В одном варианте выполнения этап крепления предварительно собранной охватывающей пресс-формы к опоре выполняют, когда предварительно собранная охватывающая пресс-форма входит в зацепление с охватываемой пресс-формой и/или с фазирующим инструментом.
Другими словами, операции крепления предварительно собранной охватывающей пресс-формы к опоре, центрирования предварительно собранной охватывающей пресс-формы относительно охватываемой пресс-формы и/или углового позиционирования предварительно собранной охватывающей пресс-формы на формовочной машине могут выполняться одновременно. Это приводит к значительному повышению точности установки предварительно собранной охватывающей пресс-формы на формовочной машине, поскольку возможность нежелательных перемещений элементов охватывающей пресс-формы во время упомянутых выше операций существенно устраняется. Кроме того, установка предварительно собранной охватывающей пресс-формы на формовочной машине выполняется быстрее.
Во втором аспекте изобретения предложено предварительно собранная охватывающая пресс-форма, выполненная с возможностью установки на формовочную машину, причем предварительно собранная охватывающая пресс-форма содержит:
- кольцевой формовочный элемент, проходящий вокруг оси и ограничивающий формовочную полость вокруг указанной оси;
- пластинчатый элемент, который ограничивает формовочную полость поперечно указанной оси;
- периферийный кольцевой элемент, по меньшей мере частично окружающий кольцевой формовочный элемент;
- опорное основание;
- крепежный элемент, который установлен таким образом, чтобы обеспечивать неподвижность кольцевого формовочного элемента относительно пластинчатого элемента.
Предварительно собранная охватывающая пресс-форма может быть подготовлена оператором даже в месте, удаленном от формовочной машины, и даже задолго до ее установки на формовочную машину. Это обеспечивает возможность получения нескольких преимуществ с точки зрения степени свободы, точности и простоты сборки, как уже упоминалось со ссылкой на первый аспект изобретения.
В третьем аспекте изобретения предлагается инструмент для сборки предварительно собранной охватывающей пресс-формы, причем предварительно собранная конструкция содержит множество элементов, включая, по меньшей мере, основание, формовочное средство, имеющее формовочную полость, и крепежный элемент, который обеспечивает неподвижность формовочного средства относительно основания, причем инструмент содержит по меньшей мере один угловой позиционирующий элемент, выполненный с возможностью зацепления с крепежным элементом для позиционирования крепежного элемента в заданном угловом положении на инструменте.
В одном варианте выполнения инструмент дополнительно содержит по меньшей мере один угловой реперный элемент, выполненный с возможностью зацепления с кольцевым формовочным элементом формовочного средства для установки кольцевого формовочного элемента в заданном угловом положении на инструменте.
Инструмент, выполненный в соответствии с третьим аспектом изобретения, обеспечивает возможность повышения гибкости сборочных операций для сборки охватывающей пресс-формы, в дополнение к упрощению и более точному выполнению таких операций, как уже обсуждалось со ссылкой на первый аспект изобретения.
Изобретение будет лучше понято и реализовано со ссылкой на прилагаемые чертежи, на которых показан иллюстративный и неограничивающий вариант выполнения, на которых:
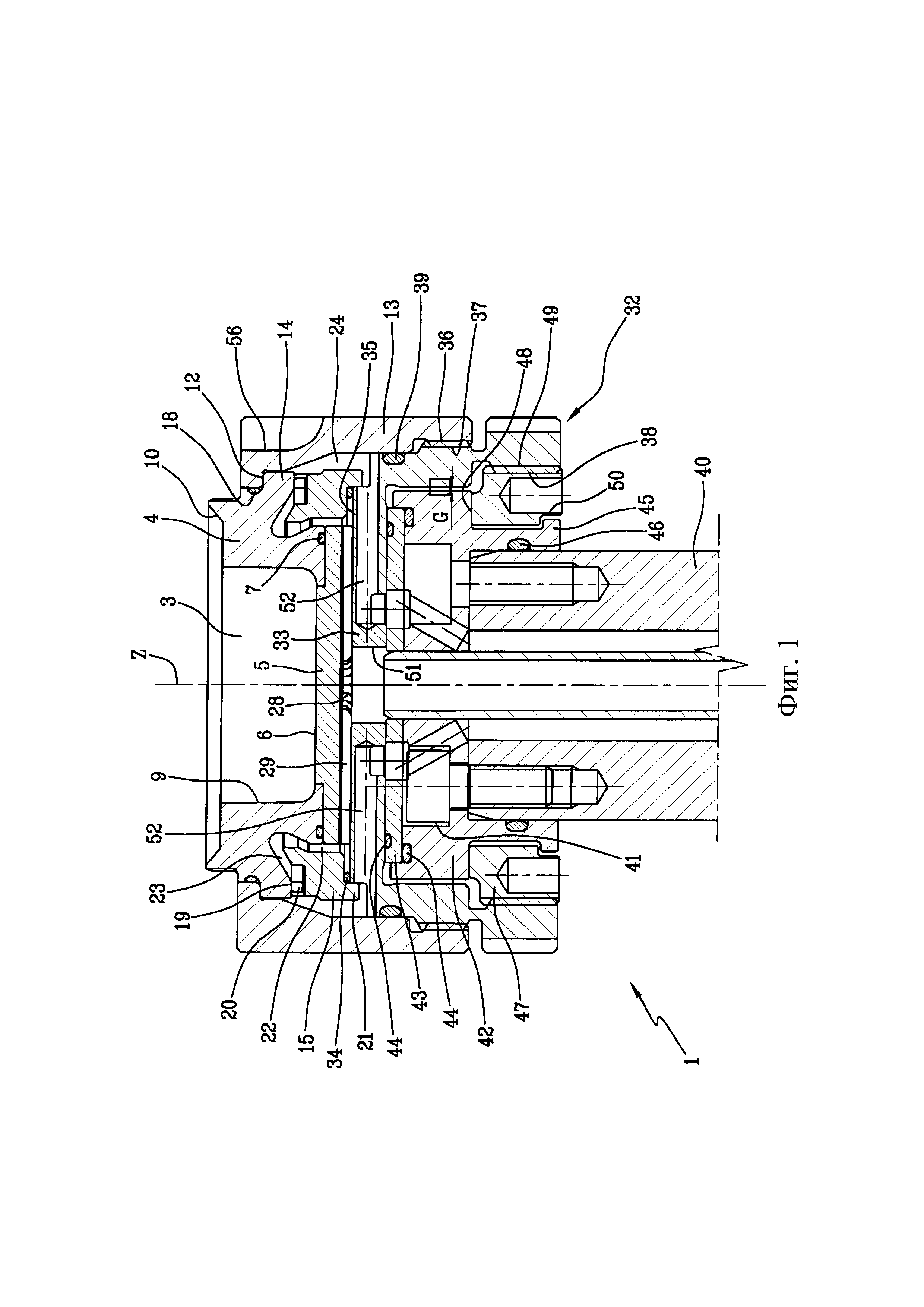
Фиг. 1 изображает вид в разрезе, показывающим охватывающую пресс-форму формовочной машины;
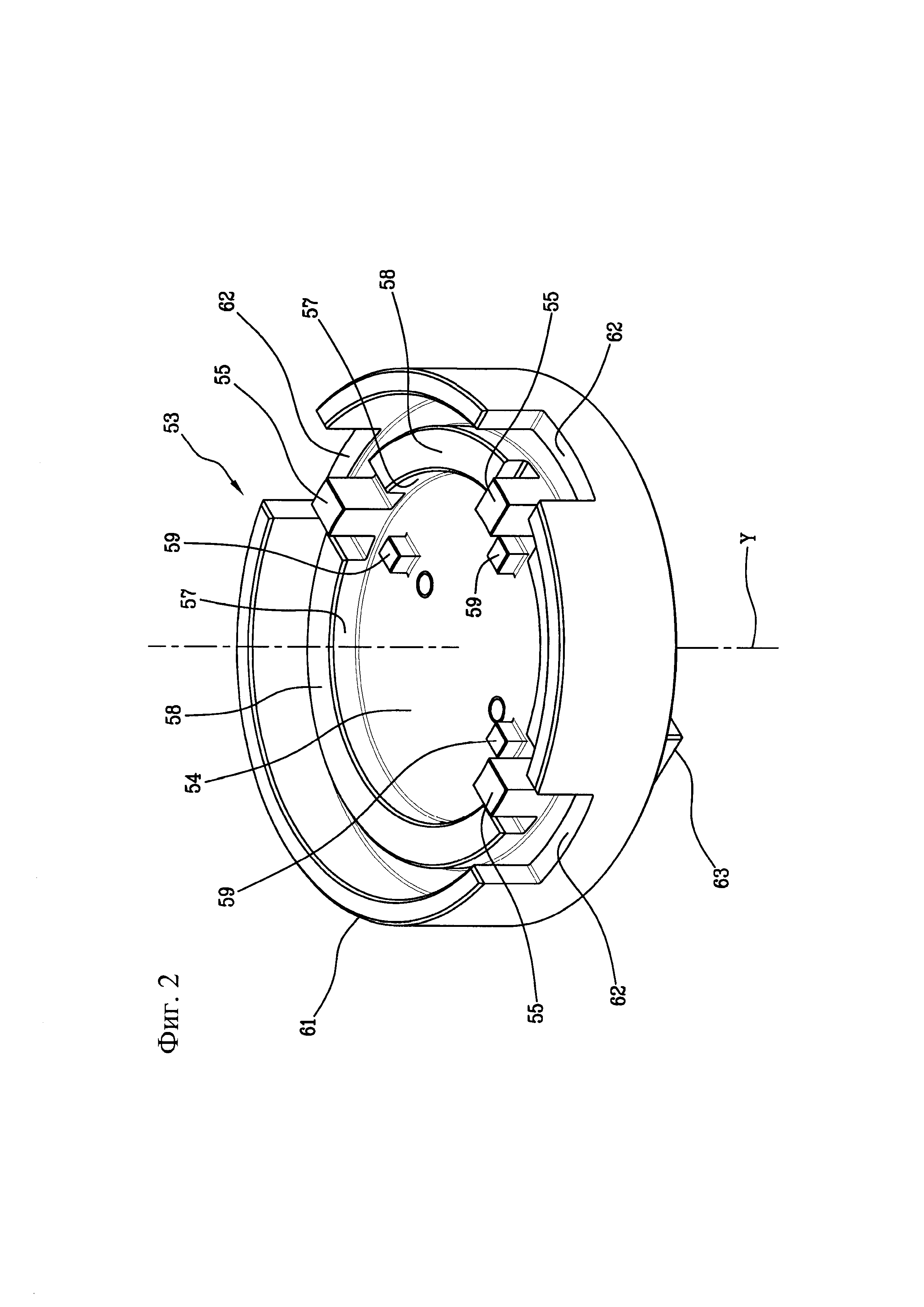
Фиг. 2 изображает вид в аксонометрии, показывающий инструмент для сборки предварительно собранной охватывающей пресс-формы;
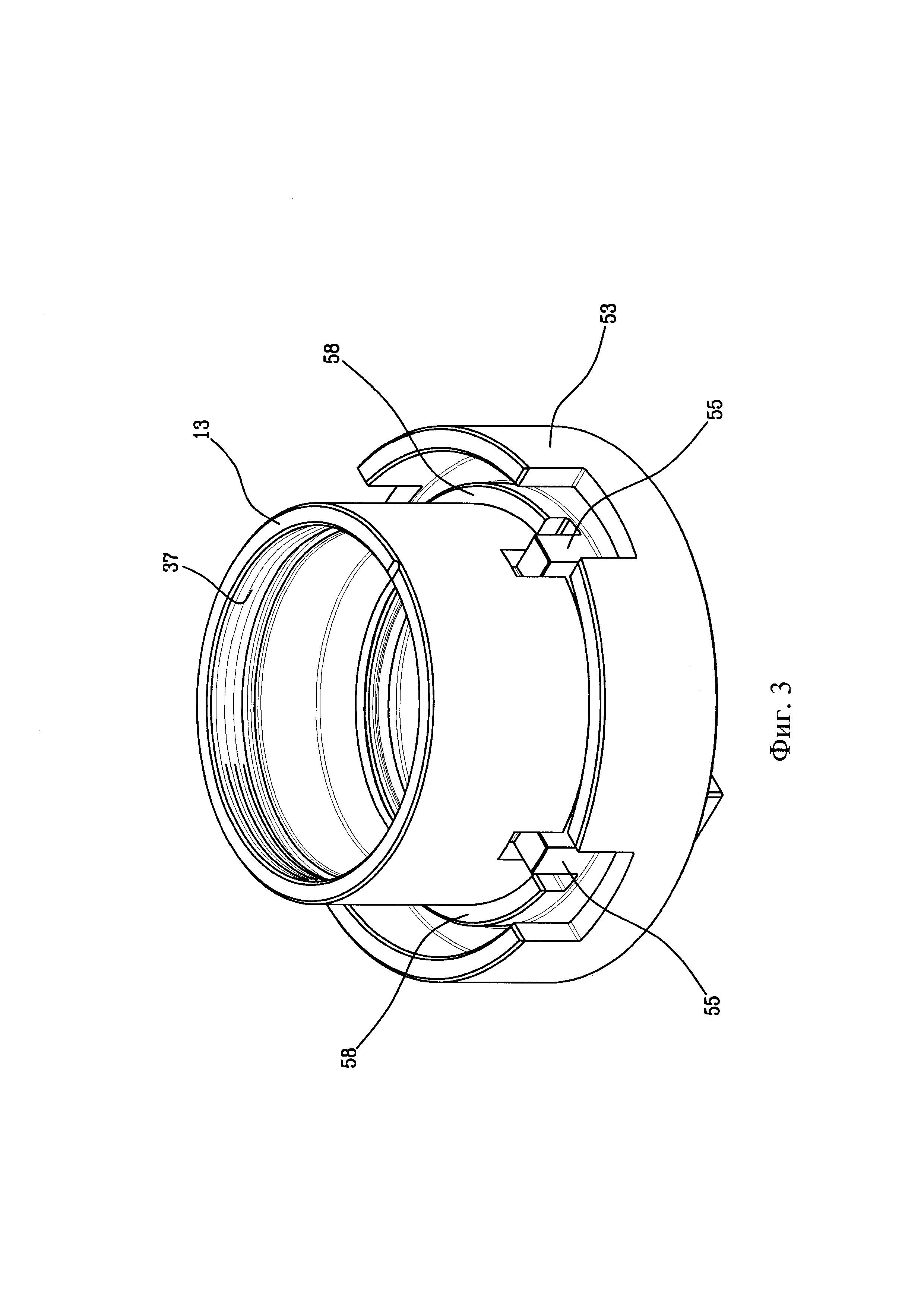
Фиг. 3 изображает вид в аксонометрии, показывающий крепежный элемент охватывающей пресс-формы, расположенный на инструменте, показанным на Фиг. 2;
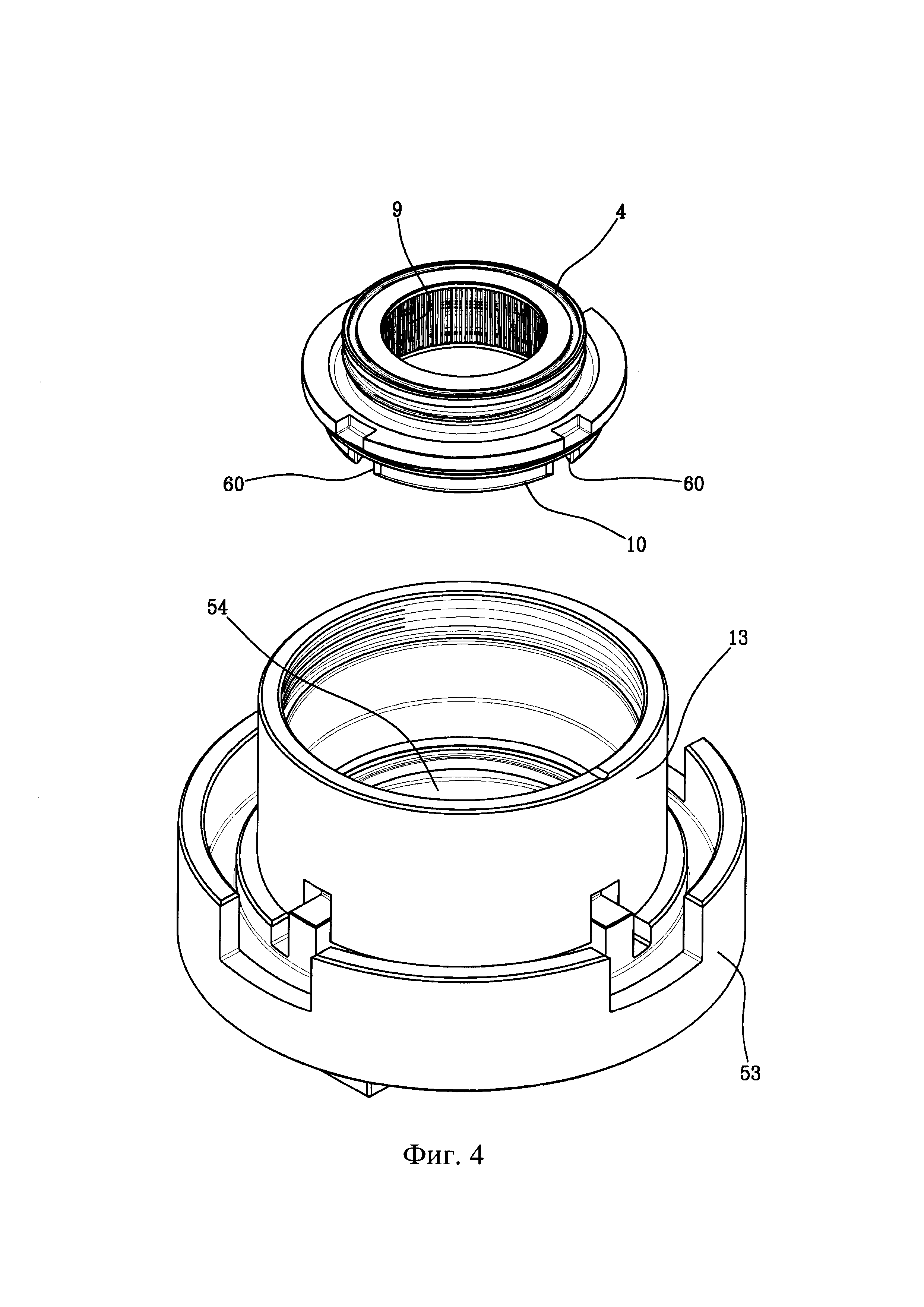
Фиг. 4 изображает вид в аксонометрии, показывающий кольцевой формовочный элемент охватывающей пресс-формы, который готов к установке на инструменте, показанном на Фиг. 2;
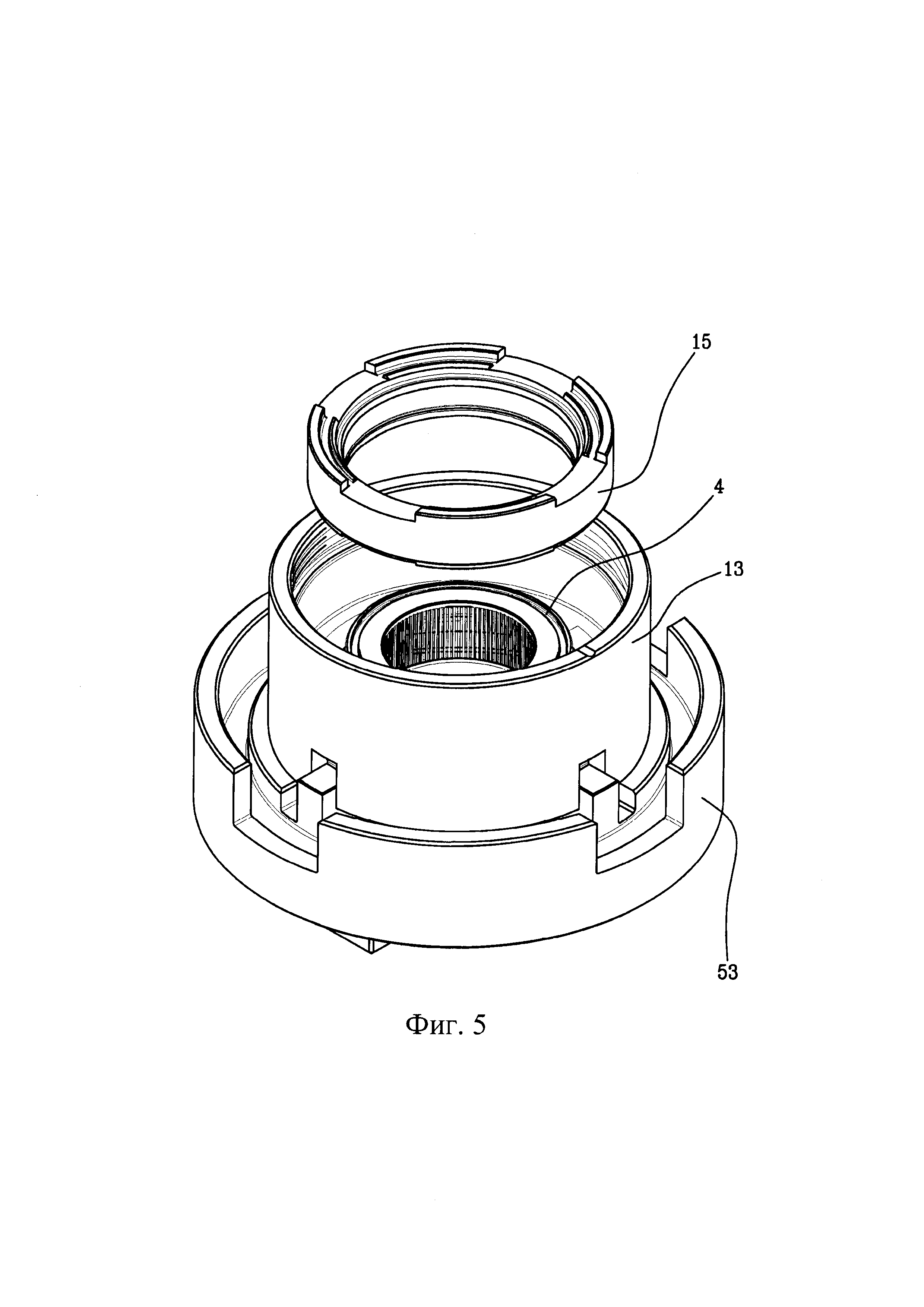
Фиг. 5 изображает вид в аксонометрии, показывающий периферийный кольцевой элемент охватывающей пресс-формы, который готов к установке на инструменте, показанном на Фиг. 2;
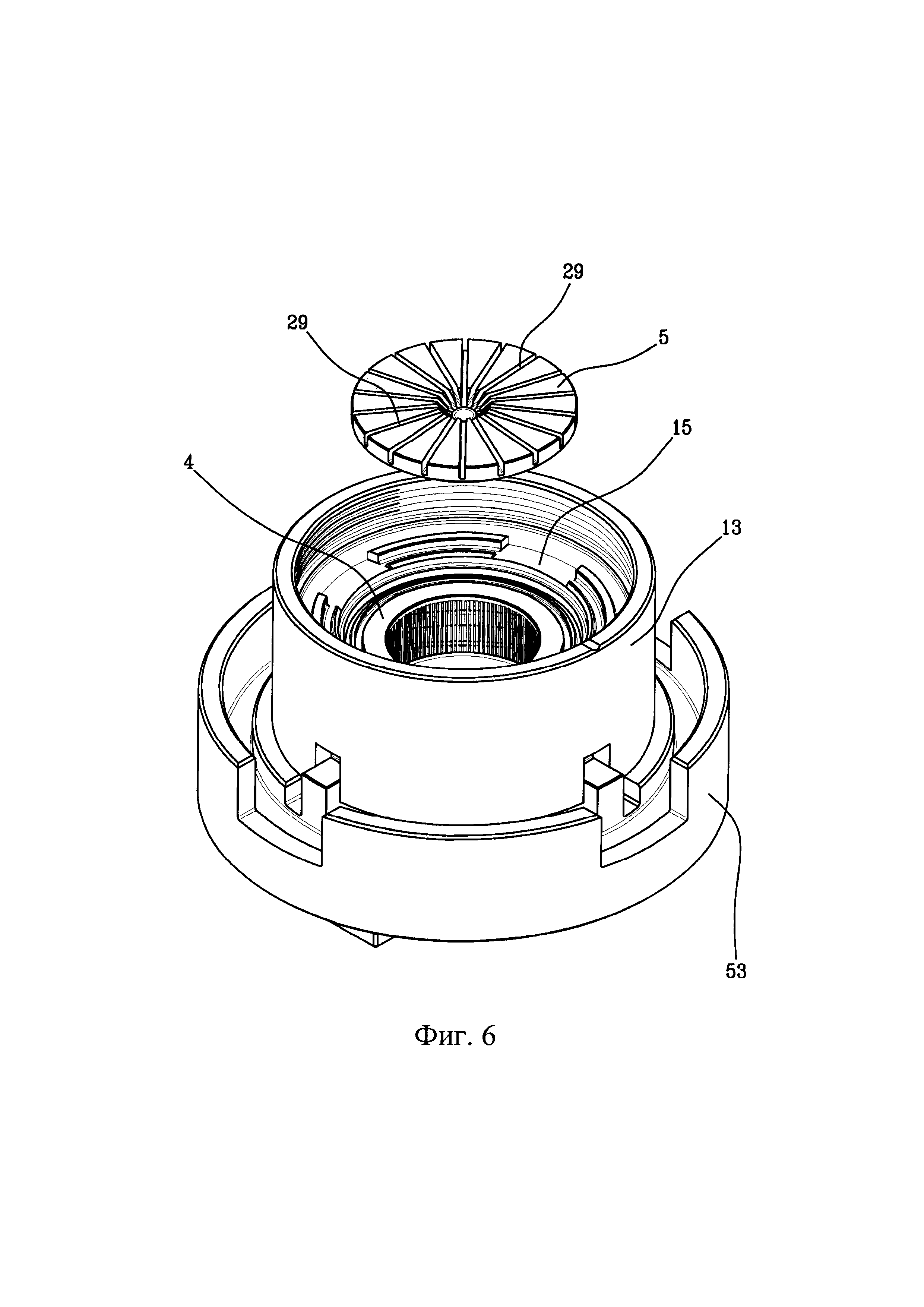
Фиг. 6 изображает вид в аксонометрии, показывающий пластинчатый элемент охватывающей пресс-формы, который готов к установке на инструменте, показанном на Фиг. 2;
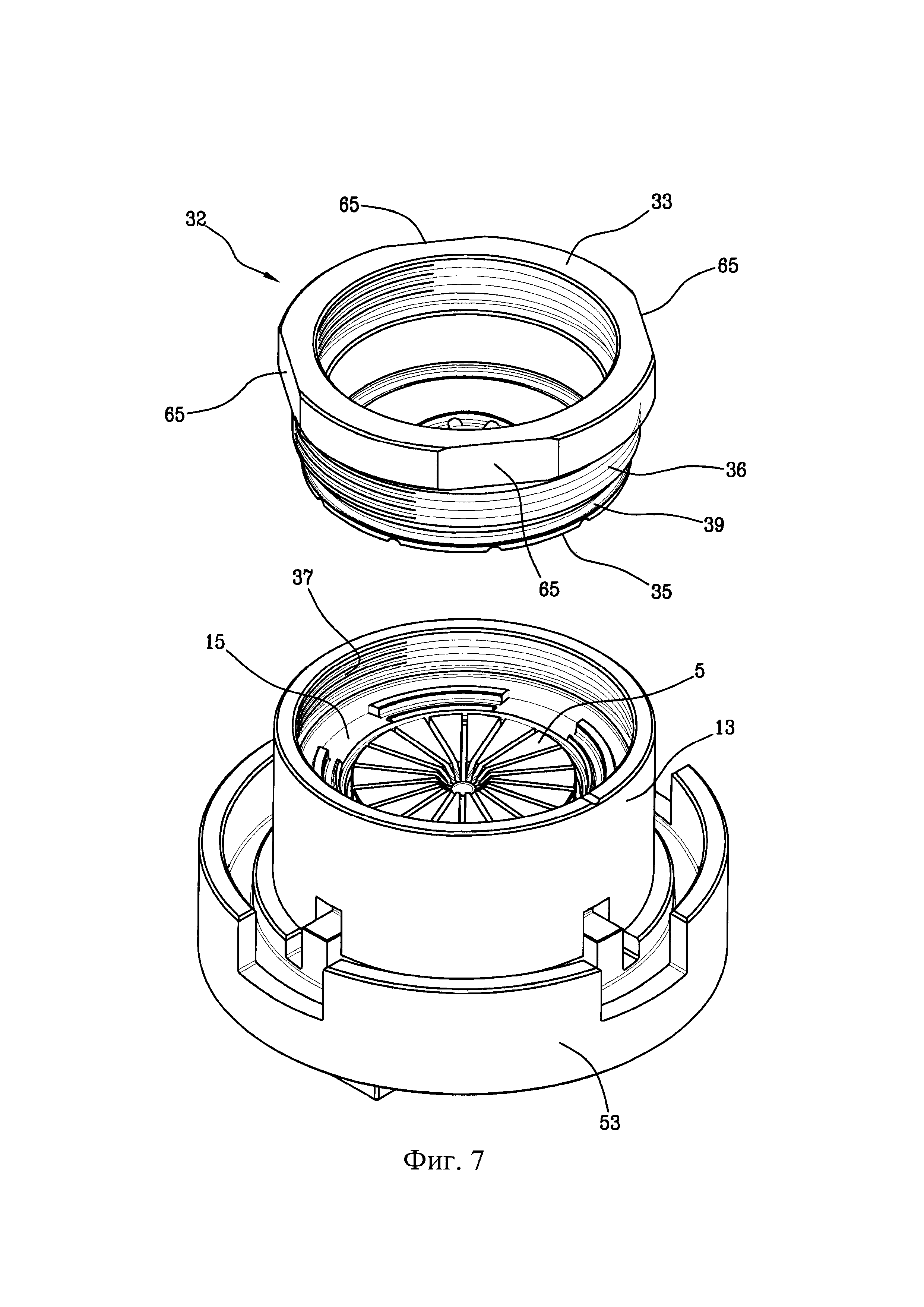
Фиг. 7 изображает вид в аксонометрии, показывающий опорное основание охватывающей пресс-формы, которое готово к установке на инструменте, показанном на Фиг. 2;
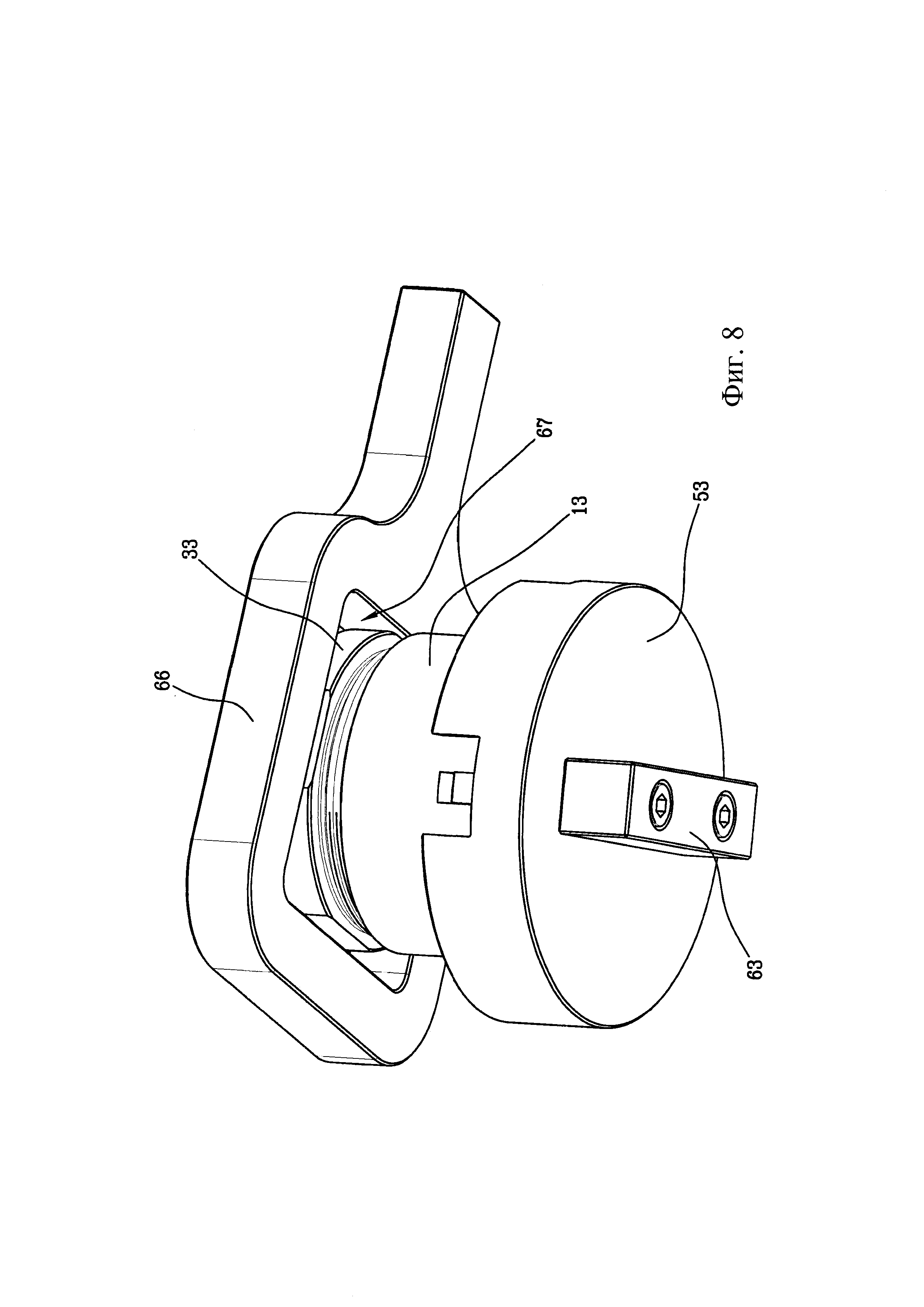
Фиг. 8 изображает вид в аксонометрии, схематично изображающий этап зажима предварительно собранной охватывающей пресс-формы;
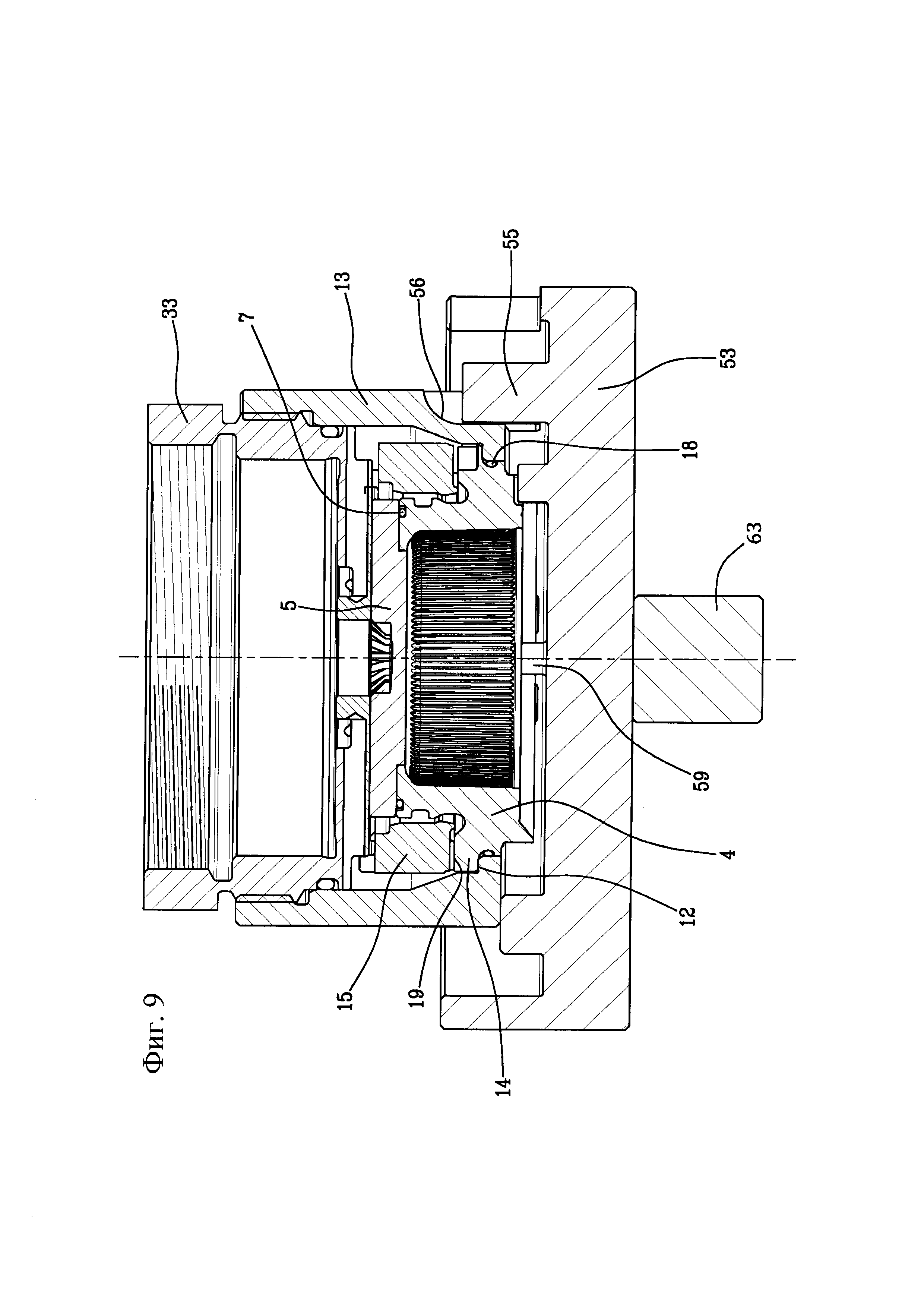
Фиг. 9 изображает вид в разрезе, показывающий предварительно собранную охватывающую пресс-форму, расположенную на инструменте, показанном на Фиг. 2;
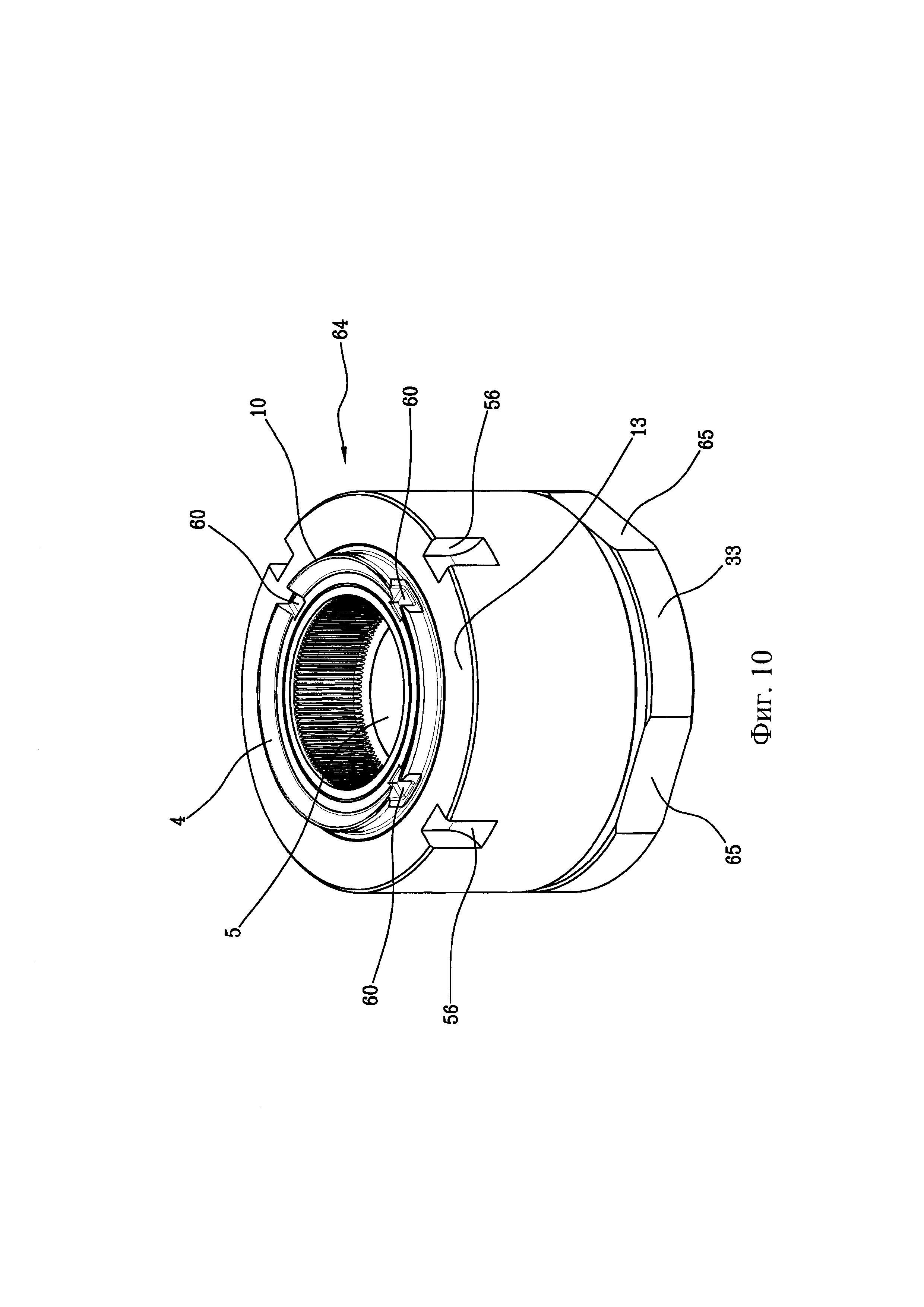
Фиг. 10 изображает вид в аксонометрии, показывающий предварительно собранную охватывающую пресс-форму, готовую к установке на формовочную машину;
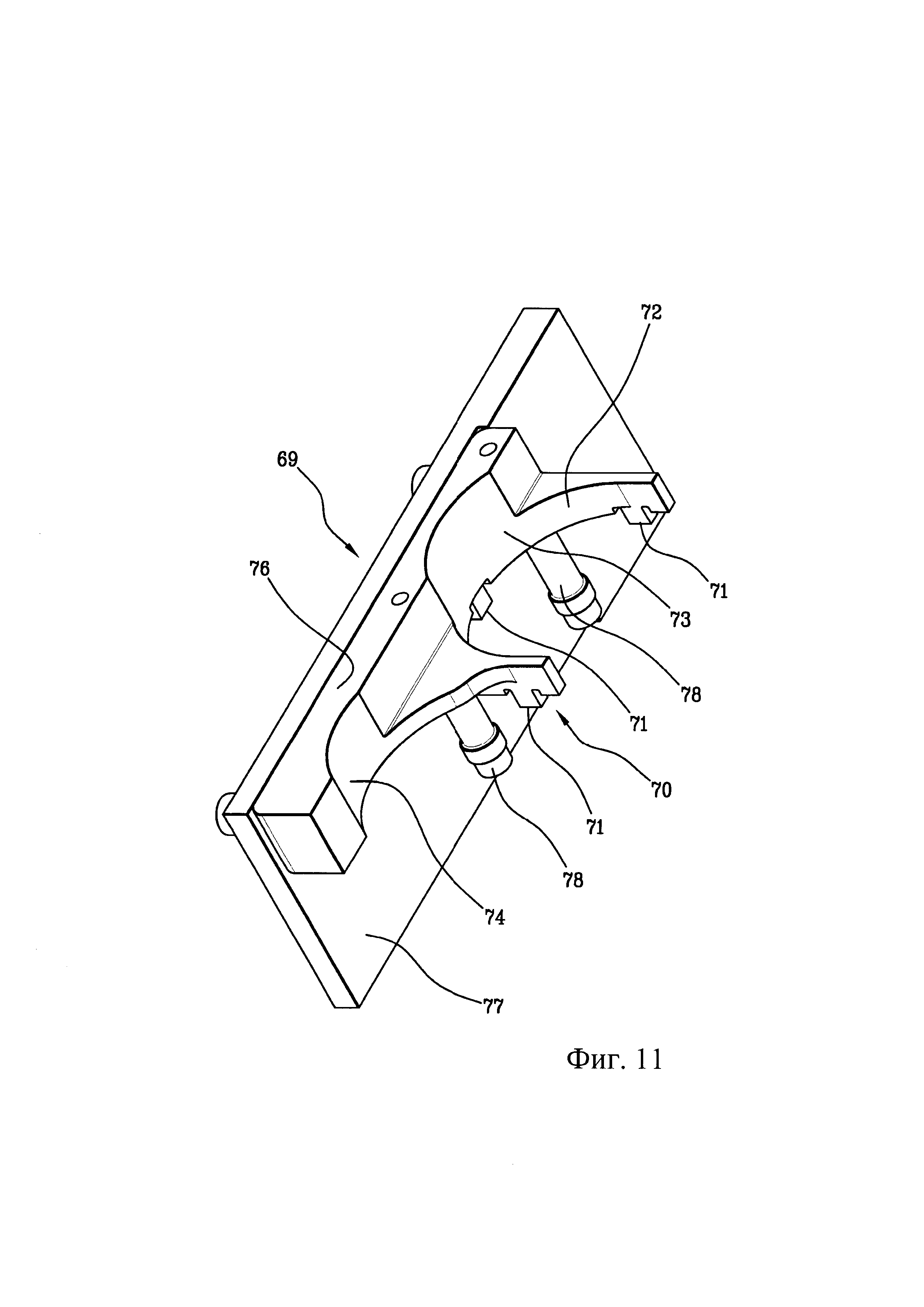
Фиг. 11 изображает вид в аксонометрии, показывающий фазирующий инструмент для установки предварительно собранной охватывающей пресс-формы на формовочную машину;
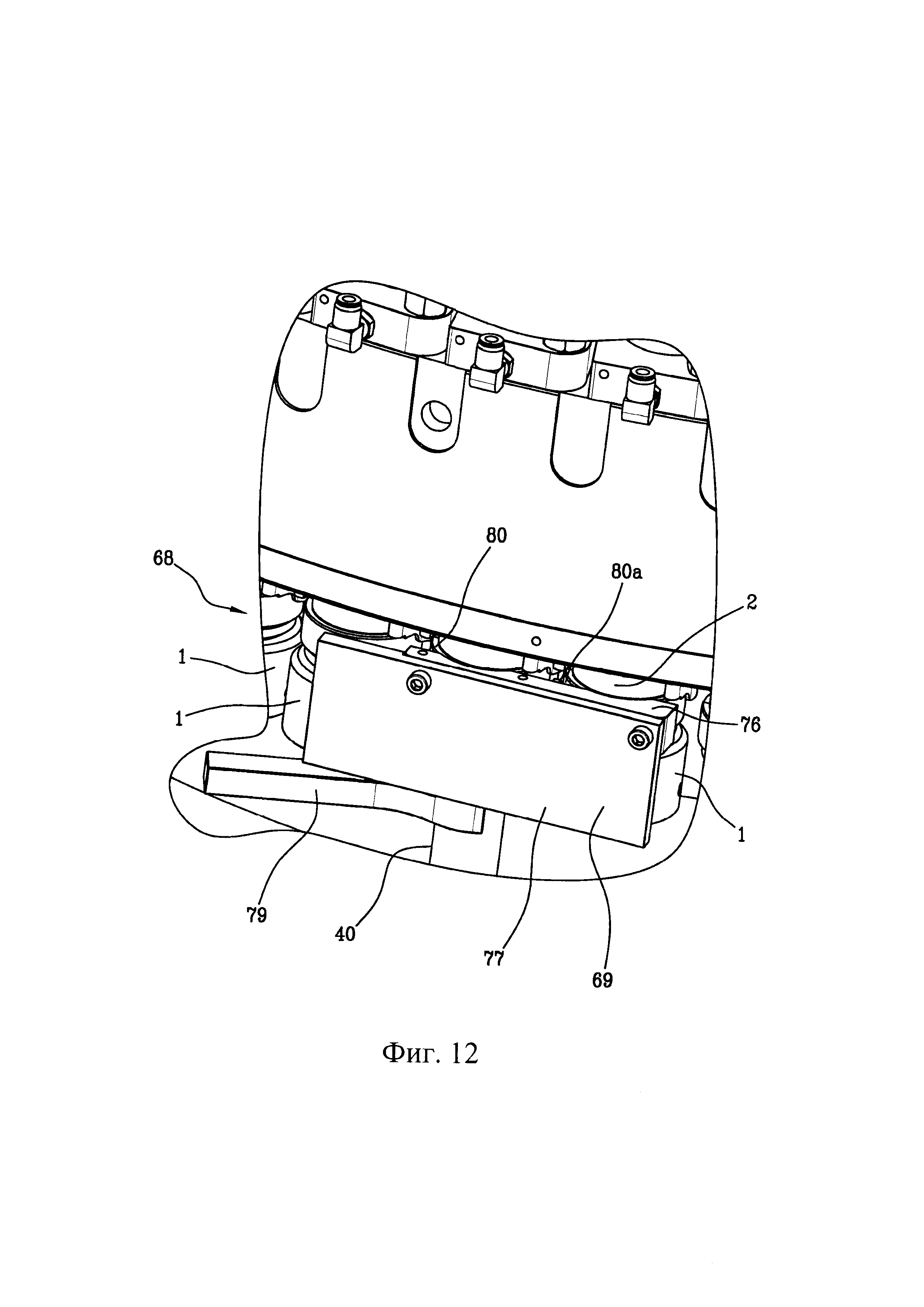
Фиг. 12 изображает вид в аксонометрии, показывающий фазирующий инструмент, изображенный на Фиг. 11, во время использования.
На фиг. 1 показана охватывающая пресс-форма 1 формовочной машины, в частности машины для получения объектов из полимерного материала путем компрессионного формования.
Охватывающая пресс-форма 1 особенно удобна для получения крышки для контейнера, такого как, например, бутылка. Однако то, что раскрыто ниже, также относится к пресс-формам для получения других вогнутых объектов, таких как контейнеры, или, в более общем случае, к формам для получения объектов любой другой геометрии.
Охватывающая пресс-форма 1 имеет ось Z.
Охватывающая пресс-форма 1 выполнена с возможностью совместной работы с охватываемой пресс-формой 2, часть которой показана на Фиг. 12, для формования требуемого объекта.
Охватывающая пресс-форма 1 имеет формовочную полость 3, только схематически показанную на Фиг. 1, внутри которой во время операций формования полимерному материалу может быть придана форма.
Охватывающая пресс-форма 1 содержит формовочное средство, содержащее кольцевой формовочный элемент 4, который проходит вокруг оси Z для разделения формовочной полости 3 в поперечном направлении, то есть вокруг оси Z.
Формовочное средство дополнительно содержит пластинчатый элемент 5, который ограничивает формовочную полость 3 поперечно оси Z, в частности, перпендикулярно оси Z. Пластинчатый элемент 5 имеет ось, которая совпадает с осью Z. В показанном примере пластинчатый элемент 5 выполнен в виде цельной детали, в частности из металла. Другими словами, пластинчатый элемент 5 имеет цельную конструкцию. Однако это условие не является необходимым, и пластинчатый элемент может состоять из двух или большего числа частей.
Пластинчатый элемент 5 имеет формовочную поверхность 6, которая проходит поперечно, в частности, перпендикулярно оси Z и выполнена с возможностью вхождения в контакт с полимерным материалом с целью придания формы последнему. Формовочная поверхность 6 образует поперечную поверхность, которая в показанном примере представляет собой нижнюю поверхность формовочной полости 3. Формовочная поверхность 6 выполнена с возможностью придания формы снаружи поперечной стенке объекта, который требуется сформировать. Если объектом является крышка, то поперечная стенка, сформированная формовочной поверхностью 6, представляет собой верхнюю стенку крышки, то есть стенку, которая при использовании расположена в верхней части крышки для закрытия отверстия контейнера.
Кольцевой формовочный элемент 4 ограничен, в своей внутренней части, посредством формующей поверхности 9, которая выполнена с возможностью взаимодействия с подлежащим формованию полимерным материалом для того, чтобы снаружи придать форму боковой стенке объекта, который требуется сформировать.
Если подлежащий формованию объект представляет собой крышку, то боковая стенка, которой была придана форма формующей поверхностью 9, может снаружи иметь рифления, способствующие захвату крышки пользователем или укупорочной машиной. Вышеупомянутая боковая стенка может внутри иметь один или несколько крепежных элементов, например, резьбовые части, для крепления крышки к контейнеру. Крепежные элементы в этом случае сформированы с помощью охватываемой пресс-формы 2.
В проиллюстрированном примере формующая поверхность 9 кольцевого формовочного элемента 4 предназначена для придания формы снаружи, в дополнение к поперечной стенке объекта, также и соединительной области, в которой боковая стенка соединена с поперечной стенкой объекта. Таким образом, формующая поверхность 9 имеет криволинейную часть, которая непрерывно соединена с формовочной поверхностью 6 пластинчатого элемента 5.
В альтернативном варианте выполнения (не показан) соединительная область, в которой боковая стенка соединена с поперечной стенкой объекта, может быть сформирована пластинчатым элементом 5.
В собранной конфигурации охватывающей пресс-формы 1 кольцевой формовочный элемент 4 упирается в пластинчатый элемент 5.
Между кольцевым формовочным элементом 4 и пластинчатым элементом 5 вставлено кольцевое уплотнение 7, в частности, в виде уплотнительного кольца. Кольцевое уплотнение 7 обеспечивает возможность предотвращения утечки текучей среды между пластинчатым элементом 5 и кольцевым формовочным элементом 4.
На стороне, противоположной пластинчатому элементу 5, кольцевой формовочный элемент 4 имеет центрирующие средства, которые в показанном примере содержат центрирующий выступ 10, в частности, выполненный как окружный выступ. Центрирующие средства выполнены с возможностью взаимодействия с центрирующим элементом охватываемой пресс-формы 2 для обеспечения возможности размещения охватывающей пресс-формы 1 относительно охватываемой формы 2 по центру относительно оси Z. С этой целью центрирующий элемент может иметь канавку, выполненную с возможностью приема центрирующего выступа 10. Если центрирующее средство имеет форму, отличную от центрирующего выступа 10, то центрирующий элемент не имеет канавки, но он будет выполнен с возможностью соединения с используемым центрирующим средством.
Кольцевой формовочный элемент 4 ограничен упорной поверхностью 12, расположенной поперечно, в частности, перпендикулярно оси Z.
Во время использования упорная поверхность 12 обращена к охватываемой пресс-форме 2.
Упорная поверхность 12 выполнена с возможностью зацепления с крепежным элементом, выполненным в частности в виде блокирующего кольца 13, чтобы кольцевой формовочный элемент 4 и пластинчатый элемент 5 могли быть прикреплены к опоре (не показана) охватывающей пресс-формы 1.
Упорная поверхность 12 выполнена на радиально выступающей части 14 кольцевого формовочного элемента 4, причем радиально выступающая часть 14 проходит радиально наружу кольцевого формовочного элемента 4.
Между кольцевым формовочным элементом 4 и блокирующим кольцом 13 может быть вставлено кольцевое уплотнение 18, в частности, выполненное в виде уплотнительного кольца, чтобы предотвратить утечку текучей среды между этими элементами.
Охватывающая пресс-форма 1 содержит периферийный кольцевой элемент 15, который окружает, по меньшей мере частично, кольцевой формовочный элемент 4. В частности, в показанном примере периферийный кольцевой элемент 15 окружает нижнюю часть кольцевого формовочного элемента 4, то есть часть кольцевого формовочного элемента 4, расположенную вблизи пластинчатого элемента 5.
Периферийный кольцевой элемент 15 также окружает пластинчатый элемент 5.
Периферийный кольцевой элемент 15 ограничен, в своей верхней части, посредством опорной поверхности 19, на которой может располагаться кольцевой формовочный элемент 4, в частности, радиально выступающая часть 14 кольцевого формовочного элемента 4.
В опорной поверхности 19 выполнено одно или несколько углублений
20. В месте углублений 20 кольцевой периферийный элемент 15 отстоит на некоторое расстояние от кольцевого формовочного элемента 4.
Периферийный кольцевой элемент 15 окружает часть кольцевого формовочного элемента 4, наружный диаметр которого меньше, чем внутренний диаметр периферийного кольцевого элемента 15. Таким образом, между периферийным кольцевым элементом 15 и кольцевым формовочным элементом 4 образуется кольцевое промежуточное пространство 22, которое проходит вокруг оси Z. Внутри кольцевого промежуточного пространства 22 может циркулировать охлаждающая текучая среда.
Кольцевое промежуточное пространство 22 проточно сообщается с одним или несколькими поперечными проходами 23, выполненными на границе между кольцевым формовочным элементом 4 и периферийным кольцевым элементом 15. Поперечные проходы 23, по меньшей мере частично, проходят внутри углублений 20.
Поперечные проходы 23, в свою очередь, проточно сообщаются с возвратным пространством 24, ограниченным блокирующим кольцом 13 снаружи периферийного кольцевого элемента 15.
Периферийный кольцевой элемент 15 дополнительно содержит выступ
21, который выступает из части периферийного кольцевого элемента 15, наиболее удаленного от охватываемой пресс-формы 2.
На поверхности пластинчатого элемента 5 напротив формовочной поверхности 6 выполнено впускное отверстие 28 для охлаждающей текучей среды, выполненное с возможностью термостатирования охватывающей пресс-формы 1.
Впускное отверстие 28 может иметь форму глухой полости, выполненной с возможностью приема охлаждающей текучей среды из элемента охватывающей пресс-формы рядом с пластинчатым элементом 5.
Впускное отверстие 28 проточно сообщается с множеством охлаждающих каналов 29, также выполненных на поверхности пластинчатого элемента 5, которая расположена напротив формовочной поверхности 6. В качестве примера, охлаждающие каналы 29 проходят радиально от впускного отверстия 28 в направлении периферии пластинчатого элемента 5. В показанном примере охлаждающие каналы 29 расположены друг от друга на одинаковом угловом расстоянии.
Когда охватывающая пресс-форма 1 находится в собранной конфигурации, охлаждающие каналы 29 проточно сообщаются с кольцевым промежуточным пространством 22. Как показано на Фиг. 1, охватывающая пресс-форма 1 может дополнительно содержать основание 33 для поддержки пластинчатого элемента 5. Например, в собранной конфигурации охватывающей пресс-формы 1, пластинчатый элемент 5 непосредственно опирается на основание 33. В частности, поверхность пластинчатого элемента 5, на которой выполнены охлаждающие каналы 29, находится в контакте с поперечной поверхностью 35 основания 33.
Основание 33 выполнено с возможностью поддержки также и периферийного кольцевого элемента 15, возможно, с размещением между ними кольцевой прокладки 34, например уплотнительного кольца.
Основание 33 имеет по существу вогнутую форму, причем вогнутость обращена к стороне, противоположной формовочной полости 3.
Основание 33 имеет наружную резьбу 36, которая выполнена с возможностью взаимодействия с внутренней резьбой 37, выполненной на блокирующем кольце 13, особенно в концевой области блокирующего кольца 13. Благодаря наружной резьбе 36 и внутренней резьбе 37, блокирующее кольцо 13 может быть прикреплено к основанию 33 с возможностью снятия.
Основание 33 дополнительно имеет внутреннюю резьбовую область 38, функция которой будет более подробно описана ниже. Внутренняя резьбовая область 38 в показанном примере выполнена на одном конце 32 основания 33, противоположном поперечной поверхности 35.
Между блокирующим кольцом 13 и основанием 33 расположена кольцевая прокладка 39, выполненная, например, как уплотнительное кольцо.
Формовочная машина содержит привод, например гидравлический, электрический или механический, для перемещения охватывающей пресс-формы 1 и охватываемой пресс-формы 2 относительно друг друга. Благодаря приводу охватывающая пресс-форма 1 и охватываемая пресс-форма 2 могут перемещаться между разделенным положением и положением зацепления. В разделенном положении охватывающая пресс-форма 1 расположена далеко от охватываемой пресс-формы 2, и при этом в формовочную полость 3 может быть загружена доза полимерного материала. В положении зацепления охватываемая пресс-форма 2 взаимодействует в формовочной полости 3 таким образом, что между охватывающей пресс-формой 1 и охватываемой пресс-формой 2 образуется формовочная камера, причем формовочная камера имеет форму, соответствующую объекту, который требуется получить.
В показанном примере привод связан с охватывающей пресс-формой 1, то есть привод перемещает охватывающую пресс-форму 1 относительно охватываемой пресс-формы 2, которая вместо этого остается неподвижной. В частности, привод выполнен с возможностью перемещения охватывающей пресс-формы 1 в направлении, параллельном оси Z.
Как показано на Фиг. 1, привод содержит шток 40, имеющий ось, которая в собранной конфигурации охватывающей пресс-формы 1 совпадает с осью Z. Шток 40 перемещается в направлении, параллельном оси Z.
К штоку 40 с помощью множества крепежных винтов 41 прикреплена опора 42, причем опора 42 предназначена для поддержки основания 33. С этой целью опора 42, в области, проксимальной к основанию 33, может иметь выемку, внутри которой, по меньшей мере частично, размещена прокладка 43. Основание 33 опирается на прокладку 43. Между опорой 42 и прокладкой 43, а также между прокладкой 43 и основанием 33 могут быть вставлены соответствующие кольцевые уплотняющие элементы 44, выполненные, например, в форме уплотнительного кольца.
В показанном примере опора 42 предназначена для того, чтобы опираться на конец штока 40. Цилиндрический край 45 выступает из опоры 42, причем цилиндрический край 45 выполнен с возможностью размещения снаружи штока 40, чтобы центрировать опору 42 относительно штока 40.
Между цилиндрическим краем 45 и штоком 40 может быть вставлено кольцевое уплотнение 46, выполненное, например, в виде уплотнительного кольца.
Охватывающая пресс-форма 1 дополнительно содержит крепежное кольцо 47, в частности, выполненное в виде стопорной гайки, которая окружает опору 42. Более конкретно, крепежное кольцо 47 окружает цилиндрический край 45 опоры 42.
Крепежное кольцо 47 ограничено контактной поверхностью 48, выполненной с возможностью упора в поверхность, которая ограничивает опору 42 в поперечном направлении, в частности, перпендикулярно оси Z.
Крепежное кольцо 47 имеет наружную резьбовую область 49, которая выполнена с возможностью зацепления с внутренней резьбовой областью 38 основания 33.
Одно или несколько отверстий 50 выполнены на поверхности, которая ограничивает крепежное кольцо 47 на стороне, противоположной контактной поверхности 48. Отверстия 50 могут быть глухими.
Отверстия 50 выполнены с возможностью приема выступающего элемента, например, выполненного в виде лапки, которая закреплена относительно зажимного инструмента, через который крепежное кольцо 47 может быть привинчено к основанию 33. Таким образом, контактная поверхность 48 крепежного кольца 47 прижимается к опоре 42, а основание 33 закрепляется относительно опоры 42.
Основание 33 имеет центральное отверстие 51 для отправки в охлаждающие каналы 29 охлаждающей текучей среды, поступающей из штока 40. Основание 33 также имеет множество поперечных трубопроводов 52, через которые охлаждающая текучая среда, поступающая из возвратного пространства 24, может принудительно вытекать из охватывающей пресс-формы 1 через соответствующие проходы, выполненные в прокладке 43, в опоре 42 и в штоке 40.
На Фиг. 2 показан сборочный инструмент 53, который может быть использован для сборки определенных элементов охватывающей пресс-формы 1, чтобы получить предварительно собранную охватывающую пресс-форму. Предварительно собранная охватывающая пресс-форма будет впоследствии установлена на формовочной машине.
Сборочный инструмент 53 содержит стенку 54, которая на виде сверху может иметь по существу круглую форму. Из стенки 54 выступает множество угловых позиционирующих элементов 55, которые выполнены с возможностью зацепления с блокирующим кольцом 13. Таким образом гарантируется, что блокирующее кольцо 13 будет расположено на сборочном инструменте 53 в заданном угловом положении.
Каждый угловой позиционирующий элемент 55 может быть выполнен как выступ, который выступает из стенки 54 и, в частности, имеют по существу призматическую форму. Угловые позиционирующие элементы 55 расположены вдоль общей окружности. В показанном примере имеется первый угловой позиционирующий элемент 55, второй угловой позиционирующий элемент 55 и третий угловой позиционирующий элемент 55. Первый угловой позиционирующий элемент 55 и второй угловой позиционирующий элемент 55 разделены угловым расстоянием в 90°. Аналогичным образом, второй угловой позиционирующий элемент 55 и третий угловой позиционирующий элемент 55 разделены угловым расстоянием в 90°. Третий угловой позиционирующий элемент 55 и первый угловой позиционирующий элемент 55, вместо этого, разделены угловым расстоянием в 180°.
Каждый угловой позиционирующий элемент 55 предназначен для зацепления внутри углубления 56, показанного на Фиг. 1, выполненного в блокирующем кольце 13. В частности, углубления 56 выполнены в поверхности блокирующего кольца 13, предназначенной быть обращенной к охватываемой пресс-форме 2. Углубления 56 проходят во внутреннее пространство блокирующего кольца 13 от наружной поверхности последнего.
В показанном примере на блокирующем кольце 13 имеются три углубления 56, причем углубления 56 размещены на взаимных угловых расстояниях, которые равны угловым расстояниям между угловыми позиционирующими элементами 55.
Угловые позиционирующие элементы 55 выполнены с возможностью зацепления в углублениях 56 в однозначно определенном угловом положении блокирующего кольца 13. Другими словами, имеется одно и только одно угловое положение блокирующего кольца 13 вокруг оси Z, в котором угловые позиционирующие элементы 55 могут быть вставлены в углубления 56.
На сборочном инструменте 53, между двумя последовательными угловыми позиционирующими элементами 55 имеются соответствующие опорные элементы 57, которые выступают из стенки 54. Каждый опорный элемент 57 ограничен посредством опорной поверхности 58, на которую может опираться поверхность блокирующего кольца 13. Поверхность блокирующего кольца 13, которая может опираться на опорную поверхность 58, при использовании обращена к охватываемой пресс-форме 2.
Сборочный инструмент 53 может также содержать по меньшей мере один угловой реперный элемент 59, который выполнен с возможностью зацепления с кольцевым формовочным элементом 4, чтобы гарантировать, что кольцевой формовочный элемент 4 будет расположен сборочном инструменте 53 в заданном угловом положении.
Однако угловой реперный элемент 59 не является существенным для работы сборочного инструмента 53. Соответственно, в варианте выполнения, который не показан, сборочный инструмент 53 может и не иметь угловых реперных элементов 59.
В показанном примере имеется множество угловых реперных элементов 59, в частности, три угловых реперных элемента 59. Угловые реперные элементы 59 могут быть распределены по общей окружности, в частности, расположены внутри и соосно с окружностью, вдоль которой распределены угловые позиционирующие элементы 55.
Каждый угловой реперный элемент 59 может иметь форму зубца, выступающего из стенки 54.
Угловые реперные элементы 59 могут быть расположены на взаимных угловых расстояниях, которые равны взаимным угловым расстояниям, разделяющим угловые позиционирующие элементы 55. В частности, угловое расстояние между первым и вторым угловым реперным элементом 59 может составлять 90°, также как и угловое расстояние между вторым и третьим угловым реперным элементом 59. Угловое расстояние между третьим и первым угловым реперным элементом 59 может вместо этого составлять 180°.
Угловые позиционирующие элементы 55 могут быть совмещены с угловыми реперными элементами 59. Однако это условие не является необходимым.
Каждый угловой реперный элемент 59 выполнен с возможностью зацепления внутри соответствующего углубления 60, показанного, например, на Фиг. 10, которое выполнено в кольцевом формовочном элементе 4. Углубления 60 выполнены на той стороне кольцевого формовочного элемента 4, которая при использовании обращена к охватываемой пресс-форме 2. В частности, углубления 60 могут быть выполнены вдоль центрирующего выступа 10 так, что они прерывают центрирующий выступ 10.
В показанном примере имеются три углубления 60, которые размещены на взаимных угловых расстояниях, равных угловым расстояниям, которые разделяют угловой реперный элемент 59.
Из стенки 54 сборочного инструмента 53 выступает боковая стенка 61, которая может иметь цилиндрическую форму. Угловые позиционирующие элементы 55 и угловые реперные элементы 59 расположены внутри боковой стенки 61. Боковая стенка 61 проходит вокруг оси Y сборочного инструмента 53.
Боковая стенка 61 имеет множество отверстий 62, каждое из которых совмещено с соответствующим угловым позиционирующим элементом 55 и с соответствующим угловым реперным элементом 59. Благодаря отверстиям 62 оператор может легко проверить, правильно ли размещено на сборочном инструменте 53 блокирующее кольцо 13 и кольцевой формовочный элемент 4.
Сборочный инструмент 53 также имеет выступ 63, который проходит из поверхности стенки 54, противоположной указанной другой поверхности, из которой выступают угловые позиционирующие элементы 55 и угловые реперные элементы 59. Выступ 63 может иметь призматическую форму, в частности, он может иметь форму призмы с прямоугольным основанием.
Выступ 63 выполнен с возможностью быть захваченным зажимным инструментом, например, тисками, так, чтобы сборочный инструмент 53 удерживался в неподвижном положении. На Фиг. 3-8 показаны некоторые этапы способа получения предварительно собранной охватывающей пресс-формы 64, показанной на Фиг. 10, путем сборки некоторых элементов охватывающей пресс-формы 1.
Предварительно собранную охватывающую пресс-форму 64 получают путем размещения элементов, которые должны быть собраны на сборочном инструменте 53, причем указанные элементы должны быть собраны с направленным вверх торцом относительно ориентации, которую они должны иметь во время работы охватывающей пресс-формы 1. Как показано на Фиг. З, блокирующее кольцо 13 первоначально располагают на сборочном инструменте 53 таким образом, чтобы конец блокирующего кольца 13, который во время работы обращен к охватываемой пресс-форме 2, находился в положении, примыкающем к стенке 54. Более конкретно, указанный конец блокирующего кольца 13 опирается на опорную поверхность 58 сборочного инструмента 53. Блокирующее кольцо 13 поворачивают таким образом, что угловой позиционирующий элемент 55 вставляется внутрь каждого углубления 56. Блокирующее кольцо 13, таким образом, расположено в однозначно определенном угловом положении вокруг оси Y на сборочном инструменте 53.
После этого, как показано на Фиг. 4, кольцевой формовочный элемент 4 вставляют внутрь блокирующего кольца 13, которое поддерживается сборочным инструментом 53. Кольцевое уплотнение 18 может быть уже установлено на кольцевом формовочном элементе 4.
Кроме того, кольцевой формовочный элемент 4 расположен на сборочном инструменте 53 в перевернутой конфигурации относительно своей рабочей конфигурации на формовочной машине. В частности, центрирующий выступ 10 кольцевого формовочного элемента 4 обращен к стенке 54 сборочного инструмента 53.
Кольцевой формовочный элемент 4 располагают на сборочном инструменте 53 таким образом, что каждый угловой реперный элемент 59, выступающий из поверхности 54, вставляется внутрь соответствующего углубления 60 кольцевого формовочного элемента 4. Таким образом, угловое положение кольцевого формовочного элемента 4 на сборочном инструменте 53, то есть положение кольцевого формовочного элемента 4 вокруг оси Y, определяется однозначно. Кроме того, как показано на Фиг. 9, упорная поверхность 12 кольцевого формовочного элемента 4 упирается в блокирующее кольцо 13, которое уже установлено на кольцевом формовочном элементе 4.
Кольцевое уплотнение 7 может быть связано с кольцевым формовочным элементом 4, прежде чем кольцевой формовочный элемент 4 будет размещен на сборочном инструменте 53. В этот момент, как показано на Фиг. 5, на сборочном инструменте 53 (на котором кольцевой формовочный элемент 4 и блокирующее кольцо 13 уже установлены) располагают периферийный кольцевой элемент 15. Кроме того, периферийный кольцевой элемент 15 находится в перевернутой конфигурации относительно своей рабочей конфигурации на формовочной машине. В частности, углубления 20 обращены к кольцевому формовочному элементу 4, то есть в показанном примере вниз.
Как показано на Фиг. 9, периферийный кольцевой элемент 15 достигает своего конечного положения на сборочном инструменте 53, когда его опорная поверхность 19 упирается в радиально выступающую часть 14 кольцевого формовочного элемента 4. Теперь на сборочном инструменте 53 можно расположить пластинчатый элемент 5. Пластинчатый элемент 5 опирают на кольцевой формовочный элемент 4, как показано на Фиг. 9. Также пластинчатый элемент 5 устанавливают на сборочном инструменте 53 в перевернутом виде относительно его ориентации во время нормальной работы, как ясно показано на Фиг. 6, который показывает, что охлаждающие каналы 29 обращены вверх.
Наконец, как показано на Фиг. 7, на сборочном инструменте 53 располагают основание 33, причем основание 33, возможно, уже имеет кольцевую прокладку 39. Поперечная поверхность 35 основания 33 обращена к пластинчатому элементу 5. Следовательно, основание 33 перевернуто вверх дном относительно своей ориентации во время работы формовочной машины.
Как показано на Фиг. 7, конец 32 основания 33 ограничен наружной поверхностью, имеющей множество плоских частей 65. В показанном примере конец 32 ограничен четырьмя плоскими частями 65. Две соседние плоские части 65 могут задавать соответствующие плоскости, перпендикулярные друг другу. Две противоположные плоские части 65 могут задавать соответствующие плоскости, параллельные друг другу.
Плоские части 65 могут быть расположены на виде сверху в соответствии с четырьмя сторонами квадрата или прямоугольника.
Плоские части 65 позволяют винтовому ключу 66, показанному на Фиг. 8, взаимодействовать с основанием 33 и, в частности, с соответствующим концом 32, так что основание 33 может быть привинчено к блокирующему кольцу 13. В частности, винтовой ключ 66 может иметь зацепляющее отверстие 67, имеющее множество сторон, по меньшей мере две из которых входят в зацепление с двумя противоположными плоскими частями 65 основания 33. Таким образом, можно поворачивать основание 33 вокруг оси Y, так что наружная резьба 36 основания 33 входит в зацепление с внутренней резьбой 37 блокирующего кольца 13. Одновременно блокирующее кольцо 13 удерживается в неподвижном положении, например, с помощью зажимного инструмента, такого как тиски, который захватывает выступ 63 сборочного инструмента 53. Поскольку блокирующее кольцо 13 является неподвижным в отношении углового перемещения относительно сборочного инструмента 53 из-за наличия угловых позиционирующих элементов 55, и если сборочный инструмент 53 удерживается неподвижным, то также удерживается от вращения и блокирующее кольцо 13.
Когда основание 33 уже полностью навинчено на блокирующее кольцо 13, как показано на Фиг. 9, кольцевой формовочный элемент 4, пластинчатый элемент 5 и периферийный кольцевой элемент 15 зажимают между блокирующим кольцом 13 и основанием 33. Кольцевой формовочный элемент 4, таким образом, расположен в неподвижном положении относительно пластинчатого элемента 5.
Таким образом получают предварительно собранную охватывающую пресс-форму 64, причем предварительно собранная охватывающая пресс-форма 64 образует независимый узел, элементы которого закреплены относительно друг друга. Предварительно собранная охватывающая пресс-форма 64 теперь может быть удалена из сборочного инструмента 53, как показано на Фиг. 10, для установки на формовочную машину или для временного хранения в ожидании установки на формовочную машину. Чтобы установить предварительно собранную охватывающую пресс-форму 64 на формовочную машину, можно действовать, как описано ниже.
Формовочная машина обычно выполнена с возможностью поддержки множества охватывающих пресс-форм 1, которые могут быть, например, расположены в периферийной области карусели 68, показанной на Фиг. 12. Карусель 68 вращается вокруг оси вращения, в частности, расположенной вертикально. Карусель 68 дополнительно поддерживает множество охватываемых пресс-форм 2, каждая из которых обращена к соответствующей охватывающей пресс-форме 1. Как уже было описано ранее, каждая охватывающая пресс-форма 1 и соответствующая охватываемая пресс-форма 2 могут перемещаться относительно друг друга между разделенным положением и положением зацепления.
Чтобы собрать охватывающую пресс-форму 1 на штоке 40 соответствующего привода, в первую очередь на штоке 40 размещают опору 42. Затем опору 42 прикрепляют к штоку 40 посредством крепежных винтов 41. Прокладку 43, которая также имеет регулирующую высоту функцию для регулировки высоты, на которой расположено основание 33, размещают на опоре 42, а также кольцевые уплотнительные элементы 44 размещают в их соответствующих положениях.
В этот момент, когда шток 40 расположен в положении, которое соответствует разделенному положению охватывающей пресс-формы 1 и соответствующей охватываемой пресс-формы 2, предварительно собранную охватывающую пресс-форму 64 располагают на опоре 42. Основание 33 может быть привинчено к крепежному кольцу 47, но при этом основание 33 относительно крепежного кольца 47 полностью не затягивают.
Опора 42 и элементы, поддерживаемые последней, в особенности предварительно собранная охватывающая пресс-форма 64, теперь перемещают штоком 40 в направлении положения зацепления, так что охватываемый элемент или пуансон охватываемой пресс-формы 2 проникает вовнутрь формовочной полости 3.
Таким образом, предварительно собранную охватывающую пресс-форму 64 центрируют относительно охватываемой пресс-формы 2, то есть обеспечивают совмещение охватывающей пресс-формы 1 и охватываемой пресс-формы 2 вдоль оси Z.
Этот этап центрирования становится возможным благодаря зазору G радиального типа, имеющемуся между предварительно собранной охватывающей пресс-формой 64 и опорой 42. В частности, зазор G, показанный на Фиг. 1, ограничен между основанием 33 и опорой 42.
Благодаря зазору G, предварительно собранная охватывающая пресс-форма 64 может перемещаться в поперечном направлении к оси Z, так что обеспечивается совпадение оси Z с осью охватываемой пресс-формы 2, которая является неподвижной. После позиционирования предварительно собранной охватывающей пресс-формы 64 на опоре 42 и центрирования предварительно собранной охватывающей пресс-формы 64 относительно охватываемой пресс-формы 2, предварительно собранная охватывающая пресс-форма 64 может быть установлена в заранее определенном угловом положении относительно оси Z. С этой целью может быть использован фазирующий инструмент 69, при этом фазирующий инструмент 69 показан на Фиг. 1.
Фазирующий инструмент 69 содержит угловое позиционирующее средство 70, выполненное с возможностью зацепления с реперным средством, причем реперное средство закреплено относительно предварительно собранной охватывающей пресс-формы 64. Угловое позиционирующее средство 70 может быть, в частности, выполнено с возможностью соединения с углублениями 56, выполненными на блокирующем кольце 13 предварительно собранной охватывающей пресс-формы 64. С этой целью угловое позиционирующее средство 70 может содержать множество, в частности, три позиционирующих выступа 71, каждый из которых выполнен с возможностью вставления в соответствующее углубление 56 предварительно собранной охватывающей пресс-формы 64, которая должна быть установлена на формовочной машине.
Позиционирующие выступы 71 могут выступать из дугообразного элемента 72, ограниченного соединительной поверхностью 73, причем соединительная поверхность 73 выполнена с возможностью взаимодействия зацепляемым образом с элементом охватываемой пресс-формы 2, взаимодействующим с предварительно собранной охватывающей пресс-формой 64, которая должна быть установлена на формовочной машине. Соединительная поверхность 73 может быть выполнена в виде части цилиндрической поверхности. Элемент охватываемой пресс-формы 2, с которым взаимодействует поверхность 73, может представлять собой экстракторный элемент 80, показанный на Фиг. 12. Экстракторный элемент 80 выполнен с возможностью извлечения отформованного объекта из пресс-формы, в частности, путем отсоединения отформованного объекта от пуансона охватываемой пресс-формы 2.
Фазирующий инструмент 69 может также содержать дополнительную соединительную поверхность 74, выполненную с возможностью взаимодействия зацепляемым образом с элементом, закрепленным относительно дополнительной охватываемой пресс-формы 2 формовочной машины. В частности, соединительная поверхность 74 может быть выполнена с возможностью взаимодействия зацепляемым образом с экстракторным элементом 80а охватываемой пресс-формы 2, смежным с охватываемой пресс-формой 2, которая взаимодействует с предварительно собранной охватывающей пресс-формой 64, которая должна быть установлена на формовочную машину. Кроме того, указанная дополнительная соединительная поверхность 74 может быть выполнена в виде части цилиндрической поверхности.
Таким образом, соединительная поверхность 73 и дополнительная соединительная поверхность 74 действуют как соединительные элементы, которые выполнены с возможностью соединения с дополнительными реперным средством, уже установленными на формовочной машине, на которых должна собираться предварительно собранная охватывающая пресс-форма 64.
Указанные дополнительные реперные средства, которые являются внешними по отношению к предварительно собранной охватывающей пресс-форме 64 и уже были правильно установлены на формовочной машине, расположены в заданном угловом положении, например, относительно оси вращения карусели 68. Когда соединительная поверхность 73 и дополнительная соединительная поверхность 74 соединены с дополнительными реперным средством формовочной машины, фазирующий инструмент 69 находится на формовочной машине в заданном угловом положении. Поскольку угловое позиционирующее средство 70, в свою очередь, соединено с реперным средством, закрепленными относительно предназначенной для установки предварительно собранной охватывающей пресс-формы 64, то есть с соответствующими углублениями 56, обеспечивается расположение предварительно собранной охватывающей пресс-формы 64 в угловом положении, которое однозначно определяется относительно соответствующей оси Z.
Соединительная поверхность 73 и дополнительная соединительная поверхность 74 расположены на общем элементе 76, который проходит в виде консоли от опорной пластины 77 фазирующего инструмента 69. На указанном общем элементе 76 установлено также и угловое позиционирующее средство 70. Таким образом гарантируется, что угловое позиционирующее средство 70, соединительная поверхность 73 и дополнительная соединительная поверхность 74 неподвижны относительно друг друга и расположены в соответствующем известном и четко определенном положении.
Из указанного общего элемента 76 также выступает пара штифтов 78, причем штифты 78 направлены параллельно оси Z и выступают с одной и той же стороны позиционирующих выступов 71. Штифты 78 позволяют сбалансировать вес фазирующего инструмента 69, когда выполняют работы с фазирующим инструментом 69. Кроме того, штифты 78 задают своего рода предохранительную поддержку фазирующего инструмента 69 на формовочной машине, чтобы предотвратить опрокидывание фазирующего инструмента 69 во время использования.
Для установки предварительно собранной охватывающей пресс-формы 64 на формовочной машине можно действовать следующим образом.
После введения предназначенной для установки охватывающей пресс-формы 1 и соответствующей охватываемой пресс-формы 2 в положение зацепления, и после центрирования предварительно собранной охватывающей пресс-формы 64 относительно соответствующей охватываемой пресс-формы 2, фазирующий инструмент 69 устанавливают на предварительно собранную охватывающую пресс-форму 64 таким образом, что позиционирующие выступы 71 входят в зацепление с углублениями 56 блокирующего кольца 13. Соединительная поверхность 73 находится в контакте с наружной поверхностью экстракторного элемента 80.
Поскольку предназначенная для установки предварительно собранная охватывающая пресс-форма 64 на этом этапе еще не полностью прикреплена к соответствующей опоре 42, такая конструкция и, следовательно, соответствующее блокирующее кольцо 13, с которым взаимодействуют позиционирующие выступы 71, может поворачиваться вокруг оси Z, чтобы позволить фазирующему инструменту 69 зацепляться с наружной поверхностью экстракторного элемента 80а, который принадлежит охватываемой пресс-форме 2 и расположен рядом с охватываемой пресс-формой 2, взаимодействующей с предварительно собранной охватывающей пресс-формой 64. Таким образом, предварительно собранная охватывающая пресс-форма 64, которое устанавливается, помещается в заданное угловое положение на формовочной машине, относительно, например, оси формования, вдоль которой охватывающая пресс-форма 1 и охватываемая пресс-форма 2 могут взаимно перемещаться.
В этот момент, когда предварительно собранная охватывающая пресс-форма 64 отцентрирована относительно соответствующей охватываемой пресс-формы 2 и расположена в правильном угловом положении вокруг оси Z, предварительно собранная охватывающая пресс-форма 64 может быть прикреплена к соответствующей опоре 42. Это может быть сделано с помощью крепежного инструмента 79, выполненного, например, в виде резьбового ключа, имеющего вогнутую часть, которая частично окружает штифт 40, как показано на Фиг. 12. Крепежный инструмент 79 дополнительно имеет одну или несколько лапок, а не показанных на Фиг. 12, которые проходят вверх таким образом, чтобы зацепляться с соответствующими отверстиями 50, выполненными в крепежном кольце 47. Таким образом, предварительно собранная охватывающая пресс-форма 64 может быть прикреплена к опоре 42 посредством завинчивания наружной резьбовой области 49 крепежного кольца 47 на внутреннюю резьбовую область 38 основания 33.
Следует отметить, что предварительно собранная охватывающая пресс-форма 64 расположена в правильном угловом положении, когда охватываемая пресс-форма 2 входит в формовочную полость 3. Кроме того, предварительно собранная охватывающая пресс-форма 64 зафиксирована на опоре 42, когда фазирующий инструмент 69 входит в зацепление с предназначенной для установки предварительно собранной охватывающей пресс-формой 64 и с охватываемой пресс-формой 2, вблизи охватываемой пресс-формы 2, взаимодействующей с формовочной полостью 3 предназначенной для установки предварительно собранной охватывающей пресс-формы 64.
Другими словами, этапы центрирования предварительно собранной охватывающей пресс-формы 64 относительно соответствующей охватываемой пресс-формы 2, углового позиционирования предварительно собранной охватывающей пресс-формы 64 вокруг оси Z и крепления предварительно собранной охватывающей пресс-формы 64 к опоре 42 выполняют одновременно.
Таким образом, можно избежать нежелательного смещения предварительно собранной охватывающей пресс-формы 64, когда последнюю устанавливают на формовочную машину и закрепляют на соответствующей опоре 42, максимизируя, тем самым, точность сборки.
В показанном примере для того, чтобы предварительно собранная охватывающая пресс-форма 64 была расположена под нужным углом на формовочной машине, фазирующий инструмент 69 использует реперные средства, которые закреплены относительно предназначенной для установки предварительно собранной охватывающей пресс-формы 64 (т.е. углубления 56), а также дополнительные реперные средства, которые закреплены относительно элементов, уже установленных на формовочной машине (то есть наружная поверхность экстракторного элемента 80а охватываемой пресс-формы 2, прилегающей к предназначенной для установки охватывающей пресс-форме 1).
В альтернативном варианте выполнения могут также использоваться другие реперные элементы. Например, дополнительные реперные средства, уже установленные на формовочной машине, могут содержать любой элемент карусели 68 или охватываемых пресс-форм 1 или охватывающих пресс-форм 2, смежных с установленными, с четко заданным угловым положением, которое может быть принято в качестве репера для позиционирования предварительно собранной охватывающей пресс-формы 64.
В любом случае предварительно собранная охватывающая пресс-форма 64 может быть установлена в правильном угловом положении с использованием реперных элементов, расположенных снаружи предварительно собранной охватывающей пресс-формы 64, что позволяет избежать использования штифтов или других громоздких и дорогих реперных элементов для размещения внутри охватывающей пресс-формы 1.
Способ, инструменты и предварительно собранная охватывающая пресс-форма, описанные выше, могут также использоваться для сборки охватывающих пресс-форм, имеющих другую конструкцию, по сравнению с изображенной пресс-формой, например охватывающих пресс-форм, в которых и кольцевой формовочный элемент 4, и периферийный кольцевой элемент 15 прилегают к пластинчатому элементу 5. В этом случае в примере, показанном на чертеже, пластинчатый элемент 5 будет иметь диаметр, больший диаметра пластинчатого элемента 5.
В любом случае использование предварительно собранной охватывающей пресс-формы обеспечивает возможность упростить сборочные операции, а также повысить гибкость и повысить точность таких операций.
Реферат
Изобретение относится к способу и инструменту для сборки охватывающей пресс-формы на формовочной машине. Способ сборки охватывающей пресс-формы (1) на машине для компрессионного формования для получения объектов из полимерного материала путем компрессионного формования, причем указанная машина выполнена с возможностью поддерживания нескольких охватывающих пресс-форм (1), включает следующие этапы: подготовку предварительно собранной охватывающей пресс-формы, которая содержит элементы, включая по меньшей мере основание (33), формовочные средства, имеющие формовочную полость (3), и крепежный элемент (13), который обеспечивает прикрепление указанных формовочных средств относительно указанного основания (33); установку указанной предварительно собранной охватывающей пресс-формы на опоре (42) указанной формовочной машины; прикрепление указанной предварительно собранной охватывающей пресс-формы к указанной опоре (42). Техническим результатом изобретения является повышение точности сборки охватывающих пресс-форм формовочных машин. 3 н. и 25 з.п. ф-лы, 12 ил.
Комментарии