Станочные тиски - RU208230U1
Код документа: RU208230U1
Чертежи

Описание
Полезная модель относится к зажимным приспособлениям металлорежущих станков, устройствам для сверления глубоких отверстий на вертикально-сверлильном станке и может быть использована в машиностроении.
Известны станочные тиски (см. патент РФ на изобретение №2016752 кл. В25В 1/12, 1994 год), содержащие корпус, неподвижную губку, подвижную губку, механизм ее перемещения в виде винтовой пары с присоединительным местом на конце винта, рукоятку с ручкой и кривошипом, имеющим два присоединительных места, расположенных вдоль оси кривошипа с возможностью поочередного взаимодействия с присоединительным местом винта.
Недостатком данных станочных тисков является отсутствие возможности самоцентрирования заготовки или инструмента при установке в них.
Наиболее близким по технической сущности и достигаемому экономическому эффекту являются универсальные тиски (см. патент РФ на изобретение №2028920 кл. В25В 1/02, 1995 год), содержащие корпус с направляющими, подвижные губки и механизм сведения и разведения губок, состоящий из винта с резьбой, связанного с губками, неподвижной полугайки, установленной в корпусе первой губки с возможностью зацепления с резьбой винта, подвижной полугайки, обращенной рабочей поверхностью к рабочей поверхности неподвижной полугайки и установленной в корпусе первой губки с возможностью перемещения в направлении неподвижной полугайки, на внутренней поверхности корпуса подвижной полугайки установлены рейки реечной передачи, а на наружной поверхности неподвижной полугайки выполнена резьба, с которой взаимодействуют шестерни реечной передачи, дополнительными рейками, закрепленными на подвижной полугайке, и ответными рейками, закрепленными на корпусе тисков.
Недостатками данной конструкции являются то, что в ней затруднительно выполнять вертикальную установку заготовок или инструмента, имеющих сечение круглой формы, что ухудшает качество металлообработки, в связи с недостаточно точным и надежным позиционированием заготовок или инструмента.
Техническим результатом задачи является повышение качества металлообработки.
Технический результат достигается тем, что в станочных тисках, содержащих корпус с направляющими, подвижные губки и механизм сведения и разведения губок, согласно полезной модели направляющие выполнены в корпусе в виде цилиндрических пазов, в которых установлены подвижные губки, а механизм сведения и разведения губок выполнен в виде реечной передачи, содержащей зубчатые рейки, расположенные на внешней поверхности губок, подвижное кольцо, установленное на корпусе с возможностью осевого вращения, при этом его внутренняя поверхность выполнена в виде червячной шестерни, взаимодействующей с зубчатыми рейками, обеспечивающей сведение и разведение губок.
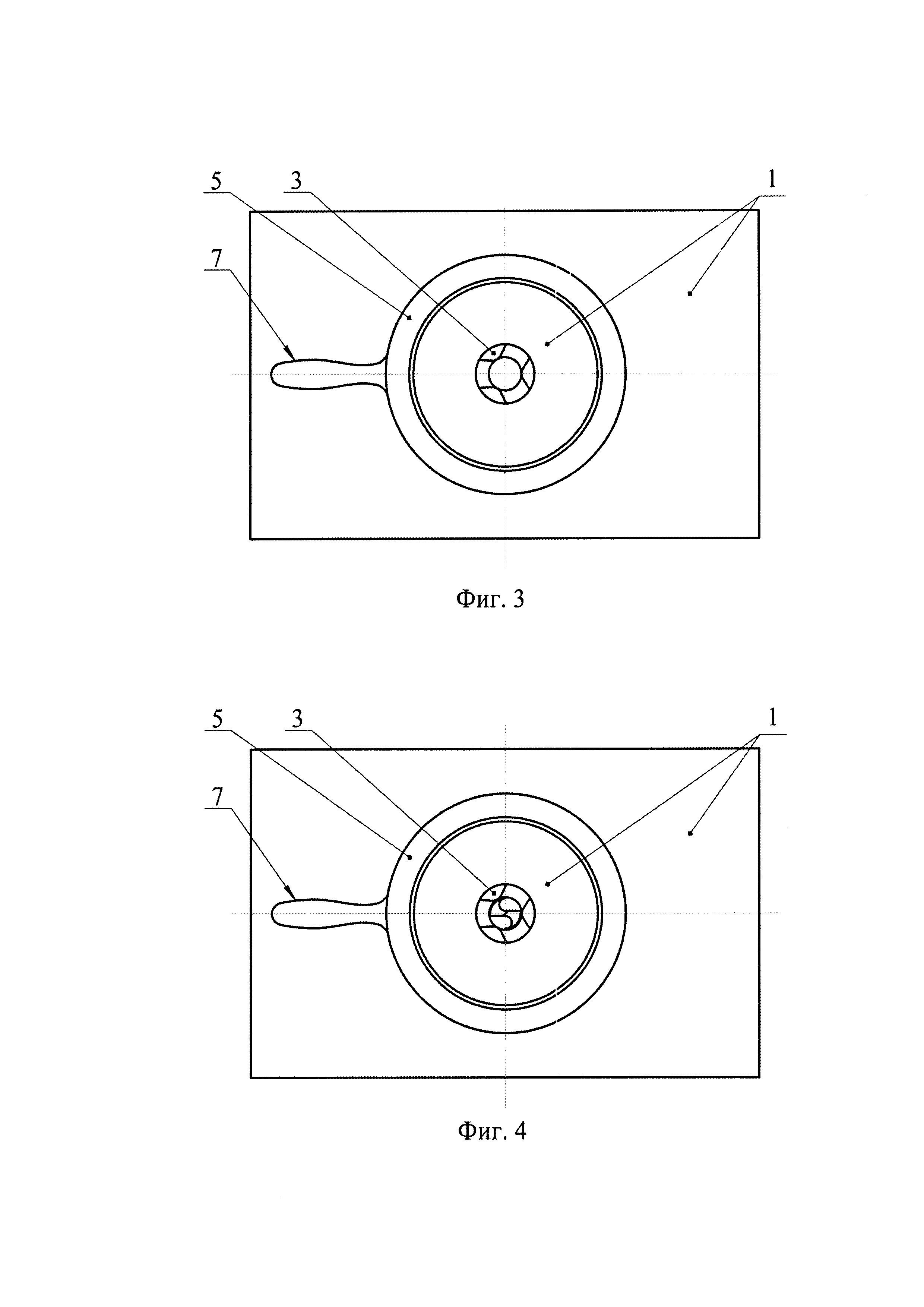
Сущность полезной модели «Станочные тиски» представлена на чертежах: на фиг. 1 - изображен вертикальный разрез станочных тисков (вид сбоку), на фиг. 2 - корпус станочных тисков в сечении А-А, на фиг. 3 - станочные тиски с установленной заготовкой (вид сверху), на фиг. 4 - станочные тиски с установленным сверлом (вид сверху).
На графических материалах для большей ясности представлены только те элементы, которые необходимы для понимания сущности полезной модели, а сопутствующие элементы, хорошо известные специалистам в данной области, не представлены.
Станочные тиски (фиг. 1, 2) содержат корпус 1, в котором выполнены направляющие 2 в виде цилиндрических пазов, в которых установлены подвижные губки 3, содержащие на внешней поверхности зубчатые рейки 4. На корпусе 1 установлено с возможностью осевого вращения подвижное кольцо 5, внутренняя поверхность которого выполнена в виде червячной шестерни 6, взаимодействующей с зубчатыми рейками 4, для сведения и разведения губок 3. На внешней поверхности подвижного кольца 5 выполнен рычаг 7.
Станочные тиски используют следующим образом: для фиксации заготовок круглой, треугольной или шестигранной формы при их последующей металлообработке, а также для фиксации инструмента, имеющего хвостовик круглой, треугольной или шестигранной формы, например сверла при глубоком сверлении. Далее приведены примеры 1, 2 фиксации заготовки и сверла в станочных тисках.
Пример 1. При фиксации в станочных тисках (фиг. 1, 2) заготовки (фиг. 3). Губки 3 разводят воздействием на рычаг 7, поворачивая подвижное кольцо 5, при котором червячная шестерня 6 взаимодействует с зубчатыми рейками 4 губок 3, опускает их в направляющих 2, до тех пор, пока раствор между губками 3 будет достаточным для установки заготовки. После установки заготовки в растворе между губок 3 рычагом 7 поворачивается в противоположную сторону подвижное кольцо 5, при котором червячная шестерня 6 взаимодействует с зубчатыми рейками 4 губок 3, поднимает их в направляющих 2, до тех пор, пока раствор между губками 3 станет достаточным для фиксации заготовки.
Пример 2. При фиксации в станочных тисках (фиг. 1, 2) инструмента, например сверла (фиг. 4) для сверления глубоких отверстий в вертикально-сверлильных станках. Губки 3 разводят воздействием на рычаг 7, поворачивая подвижное кольцо 5, при котором червячная шестерня 6 взаимодействует с зубчатыми рейками 4 губок 3, опускает их в направляющих 2, до тех пор, пока раствор между губками 3 будет достаточным для установки сверла. После размещения сверла в растворе между губок 3 рычагом 7 поворачивается в противоположную сторону подвижное кольцо 5, при котором червячная шестерня 6 взаимодействует с зубчатыми рейками 4 губок 3, поднимает их в направляющих 2, до тех пор, пока раствор между губками 3 станет достаточным для фиксации сверла.
Заготовку с предварительно накерненным центром в данном случае устанавливается в патрон вертикально-сверлильного станка. Станочные тиски закрепляют на рабочем столе вертикально-сверлильного станка, таким образом, чтобы центр закрепленного сверла совпадал с накерненным центром заготовки установленной в патроне вертикально-сверлильного станка. Далее алгоритм сверления на вертикально-сверлильном станке совпадает с обычным сверлением, за исключением того что необходимо периодически производить подъем заготовки для очистки канавок сверла от стружки. Точное глубокое сверление в данном случае достигается из-за того, что заготовка вращается, при этом одновременно производится ее продольная подача на неподвижное сверло, тем самым обеспечивая сверление без смещения сверла от оси вращения заготовки.
Применение «Станочных тисков» обеспечит снижение трудозатрат на вертикальную установку заготовок или инструмента, имеющих сечение круглой, треугольной и шестигранной формы, благодаря самоцентрированию подвижных губок при их сведении. Расширение функциональных возможностей металлорежущих станков и повышение качества металлообработки, за счет возможности сверления глубоких отверстий на вертикально-сверлильных станках без смещения сверла от оси сверления, которое достигается за счет надежной фиксации сверла в станочных тисках и вращению с одновременной подачей на сверло заготовки, закрепленной в патроне вертикально-сверлильного станка.
Реферат
Полезная модель относится к зажимным приспособлениям металлорежущих станков, устройствам для сверления глубоких отверстий на вертикально-сверлильном станке и может быть использована в машиностроении. Станочные тиски содержат корпус 1 с выполненными в нем направляющими 2 в виде цилиндрических пазов, подвижные губки 3, на внешних поверхностях которых выполнены зубчатые рейки 4, установленные в направляющих 2, механизм сведения и разведения губок 3, при этом на корпусе установлено подвижное кольцо 5, выполненное с возможностью осевого вращения. На внешней поверхности подвижного кольца 5 установлен рычаг 7 для его осевого вращения, при этом внутренняя поверхность кольца 5 выполнена в виде шестерни 6 для взаимодействия с зубчатыми рейками 4, выполненными на внешних поверхностях губок 3, а механизм сведения и разведения губок 3 выполнен в виде реечной передачи, содержащей указанные зубчатые рейки 4 и внутреннюю поверхность указанного кольца 5, выполненную в виде шестерни 6. Техническим результатом является повышение качества металлообработки. 4 ил.

Формула
Документы, цитированные в отчёте о поиске
Пневматический зажимной патрон, снабженный блокировочным механизмом
Комментарии