Способ облицовки участка трубопровода - RU2071007C1
Код документа: RU2071007C1
Чертежи
Описание
Изобретение касается облицовки трубопроводов и каналов с использованием мягких гибких облицовочных труб, которые накладываются на поверхность трубопровода с помощью гидравлического давления, при этом облицовочные трубы или содержат слой например, волокнистый слой, пропитанный отвержденной синтетической смолой, или включают слой, с помощью которого облицовочная труба крепится к поверхности трубопровода или канала. В случае, когда облицовочная труба содержит отвержденную синтетическую смолу, то смола отверждается в то время, как облицовочная труба располагается на поверхности трубопровода, а после отверждения труба действительно становится твердой отдельно стоящей трубой поверхности трубопровода или канала. В тех случаях, когда гибкая облицовочная труба крепится к поверхности трубопровода, то гидравлическое давление снимается после завершения крепления.
Известны различные способы облицовки мягкими облицовочными трубами, которые применяются на практике, и обычно в практикуемом способе гибкая облицовочная труба изготовлена по крайней мере из одного волокнистого слоя, пропитанного отверждающейся синтетической смолой, и труба выворачивается внутрь и вдоль трубопровода, используя гидравлическое давление для прижатия облицовочной трубы к поверхности трубопровода. По другому способу аналогично пропитанная облицовочная труба вводится в трубопровод, а затем надувающаяся труба вворачивается в облицовочную трубу, после чего она надувается с целью прижатия облицовочной трубы к поверхности трубопровода.
Будет очевидным, что способ мягкой облицовки широко используется для облицовки канализационных труб и труб для сточных вод и транспортировки нечистот сточных вод, которые в дальнейшем в целях простоты будут называться сточными водами, тогда как операция по облицовке может приводить к трудностям и неудобствам. В последнее время сточные воды обычно перекачивались по обводу, когда проводилась облицовка секции трубопровода, а сточные воды перекачивались через трубу, проходящую по поверхности земли, которая возвращала сточные воды в трубопровод в месте, находящемся ниже по течению от секции, которая облицовывалась. Эта технология является относительно удовлетворительной, когда речь идет об относительно небольшого диаметра перепускных перекачивающих трубах, а именно, диаметром порядка 4-6", поскольку такими трубами небольшого диаметра легко манипулировать, устанавливать, поднимать и опускать на поверхность земли так, чтобы не создавать помех для основного оборудования, использующегося для облицовочных работ, а также для транспортного потока. Однако, когда речь идет о больших потоках сточных вод, требующих использования обводных труб большого диаметра, т.е. порядка 12", то тогда не только большие затраты будут связаны с обеспечением такой операции обводной перекачки, но и с доставкой таких большого диаметра труб к месту облицовки, а на поверхности земли создает большие трудности. Кроме того, часть стоимости контракта, касающаяся обеспечения обводной перекачки по поверхности земли, резко увеличивается с увеличением диаметра обводной трубы. Кроме того, обводка коллекторами большого диаметра может оказаться трудной и рискованной, а также служить существенной помехой для проходящего по соседству транспортному потоку.
Цель изобретения создание способа облицовки трубопроводов с помощью мягкой облицовочной трубы, согласно которому трубопровод в это время активно транспортирует свое обычное содержимое и нет необходимости в прерывании или наружном обводе жидкости, обычно проходящей через трубопровод.
Цель достигается тем, что обводная труба проходит через облицовочную трубу, пока она не закреплена таким образом, что сточные воды могут течь через трубу предпочтительно путем нагнетания, тогда как операции, необходимые для закрепления облицовки, выполняются своим чередом. Обводная труба может быстро устанавливаться в соответствующее положение за счет соответствующего соединения с облицовочной трубой, когда последняя вводится, при этом конец обводной трубы выступает из удаленного конца облицовочной трубы после ее установки.
Предпочтительно способ включает подсоединение Т-образного соединения к насосу, перекачивающему сточные воды первоначально по выпускной трубе, лежащей в трубопроводе, к которому накладывается облицовочная труба, при этом от другой ножки Т-образного соединения сточные воды подаются вверх на поверхность земли, а затем через конец обводной трубы, находящийся внутри облицовочной трубы, причем выпускной трубой обычно жертвуют после завершения облицовочной операции.
Способ может использоваться с облицовочным методом, по которому пропитанная гибкая облицовочная труба выворачивается (наизнанку) в трубопровод или канал для его облицовки, или другой способ, которому облицовочная труба втягивается в положение. Способ также приемлем для тех случаев, когда на внутренней поверхности гибкой облицовочной трубы имеется клейкое вещество, и она выворачивается в трубопровод или канал для крепления к его поверхности в противоположность образованию жесткой свободно стоящей трубы, образующейся, когда толстая из волокнистого материала гибкая облицовочная труба пропитана отверждаемой смолой и ей придана форма поверхности трубопровода, и затем смола отверждается.
На фиг. 1 показана секция канализационной трубы, продольное сечение; на фиг.2 то же, вид показывающий способ работы улучшенного варианта; на фиг.3 - вид, аналогичный представленному на фиг.1, но показывающий способ настоящего изобретения на еще более улучшенной стадии; на фиг.4 вид в увеличенном масштабе сечения, показывающего строение гибкой облицовочной трубы; на фиг. 5,6 и 7 виды, аналогичные представленным на фиг.1-3, но показывающие различные этапы облицовки секции трубопровода после того, как предыдущая секция была облицована, используя настоящее изобретение.
Предлагаемое изобретение будет описано, в частности, в связи с использованием облицовочной трубы, пропитанной синтетической смолой, отверждающейся до твердого состояния, которая выворачивается наизнанку в трубопровод, однако, это является только примером, и настоящее изобретение может использоваться с другими различными облицовочными методами.
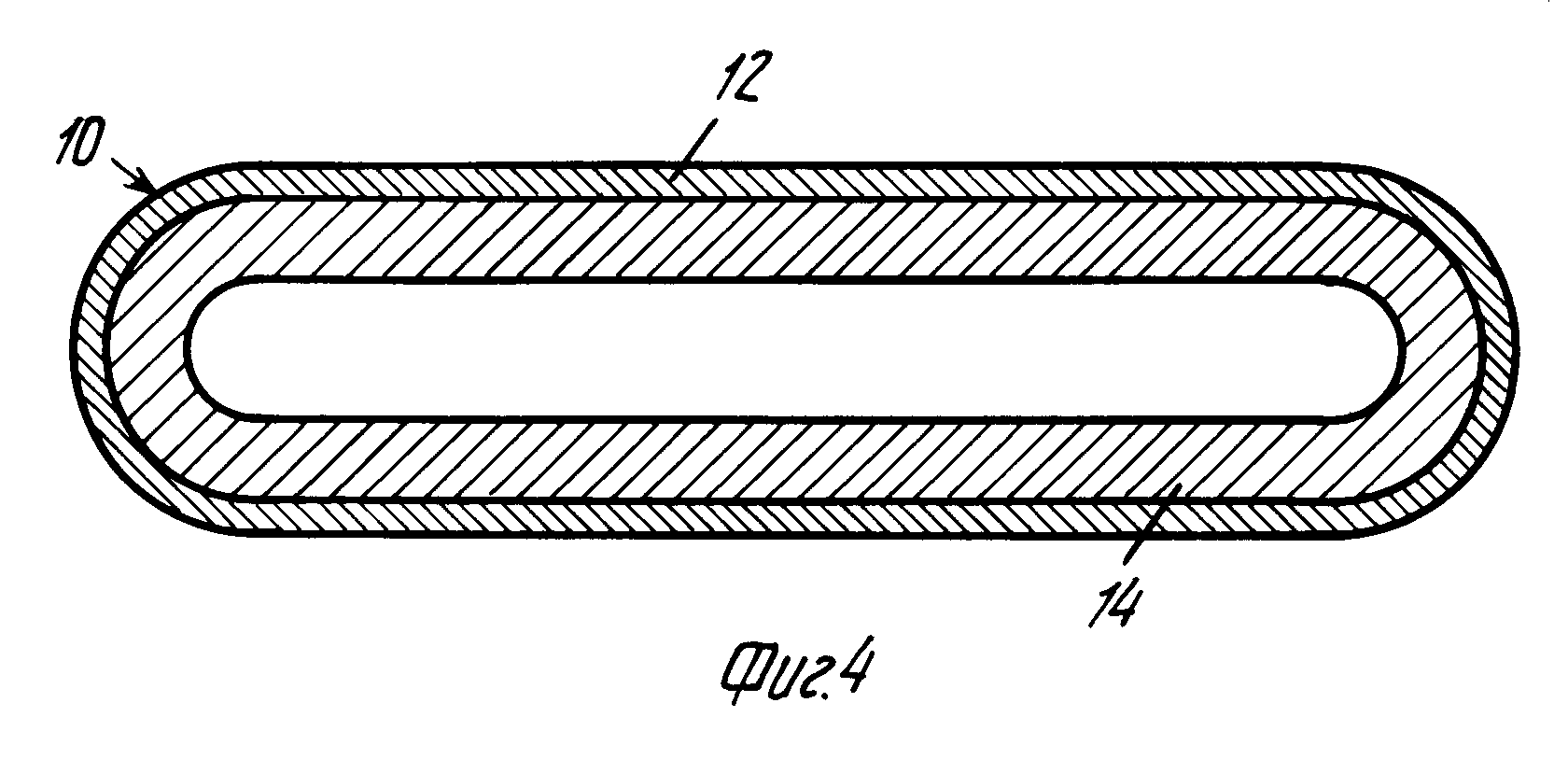
Как показано на фиг.4, на нем представлена секция гибкой облицовочной трубы, обозначенной в общем цифрой 10, которая содержит наружную пленку 12 из непроницаемого материала, с внутренней стороны которого имеется слой или слои из волокнистого материала 14. Последний может быть войлоком из полиэфира или аналогичных волокон. При использовании волокнистый материал 14 пропитывается и насыщается отверждающейся синтетической смолой, как например, полиэфир или эпоксидная смола, и гибкая облицовочная труба 10, когда будет соответствующим образом пропитана, выворачивается в трубопровод, под размер которого она соответствующим образом подготовлена, с тем, чтобы она была прижата под действием гидравлического давления к поверхности трубопровода или канала. Установленная таким образом облицовка, удерживается в данном положении до тех пор, пока смола отверждается, после чего давление снимается и облицовка остается в виде жесткой свободно стоящей трубы на поверхности трубопровода или канала. Этот способ установки облицовочной трубы на поверхности трубопровода является предметом изобретения и полностью описан в патенте США N 4064211, на который могут иметь место ссылки в отношении конкретных деталей.
Как будет оценено, когда способ применяется к подземному трубопроводу, например, коллектору (наиболее обычная область применения способа), то необходимо обеспечить подачу облицовочной трубы в коллектор через люки на поверхности земли, и в то время, как проводятся облицовочные операции, необходимо отвести или обвести нечистоты, которые обычно текли через коллектор. Обычно, это осуществляется путем перекачивания нечистот через обводную трубу, выведенную на поверхность земли, из которой нечистоты возвращались в коллектор в месте, находящемся ниже по течению от секции канализационной трубы, которая облицовывалась. Как уже отмечалось, осуществление этой операции является дорогостоящим, трудным и рискованным делом, когда речь идет о коллекторах большого диаметра, и стоимость обводной перекачки в этом случае составит большую часть от общей стоимости контракта. Однако, когда речь идет о коллекторах небольшого диаметра, то недостатки не так ярко выражены, но все же они являются значительными. Маршрутизация самой обводной трубы представляет трудность, поскольку необходимо учитывать, что на земле существуют не только требования располагать обводную трубу вне транспортного движения и пешеходов, но кроме того там находятся оборудование и устройства для выполнения облицовочного процесса, и обводная труба должна располагаться осторожно. Особая трудность возникает, когда обводная труба должна пересекать перекресток автомагистралей. Когда труба является небольшого диаметра, т.е. порядка от 4 до 6", то несложно соорудить помосты для автомобилей и пешеходов через обводную трубу, но, очевидно, если труба является большого диаметра, например порядка 12", то возникают более значительные трудности.
Будет очевидно, что чем дороже обходится обводная перекачка в связи с облицовочными работами, тем более дорогой становится сама облицовочная операция и тем менее конкурентоспособной становится облицовочная операция по сравнению с другими облицовочными системами, которые не требуют обводной перекачки.
В предлагаемом изобретении трудности, связанные с обводной перекачкой во время проведения облицовочной операции, устранены или значительно уменьшены, и один вариант воплощения способа настоящего изобретения показан на фиг.1-3.
Как показано на этих чертежах, секция 20 коллектора, который должен облицовываться пропитанной смолой облицовкой типа, показанного на фиг.4, располагается между двумя люками 22 и 24, находящимися выше и ниже по течению коллектора. В канализационной трубе выше по течению от люка 22 устанавливается пробка 26, которая блокирует поток нечистот через секцию 20, но соединительная труба 28 в пробке 26 соединяется с насосом 30, к выходу 32 которого подсоединен Т-образный элемент, обеспечивающий два выхода 34 и 36, снабженные в свою очередь регулирующими клапанами 38 и 40, в результате чего поток через выходы 34 и 36 может регулироваться от положения, полностью блокирующего поток, до положения, обеспечивающего свободное прохождение потока через них.
С выходом клапана 38 соединена выпускная труба 42, которая располагается по длине коллекторной секции 20, тем самым на начальных этапах облицовочного процесса и только как временная мера, как показано на фиг.1, клапан 38 перемещается в открытое положение, тогда как клапан 40 закрывается, в результате чего нечистоты перекачиваются насосом 30 через выпускную трубу 42 и выходят, как показано стрелкой 44, ниже по течению от люка 24. Когда такой режим устанавливается, то секция 20 коллектора готова к облицовке облицовочной трубой, как та, что показана на фиг.4.
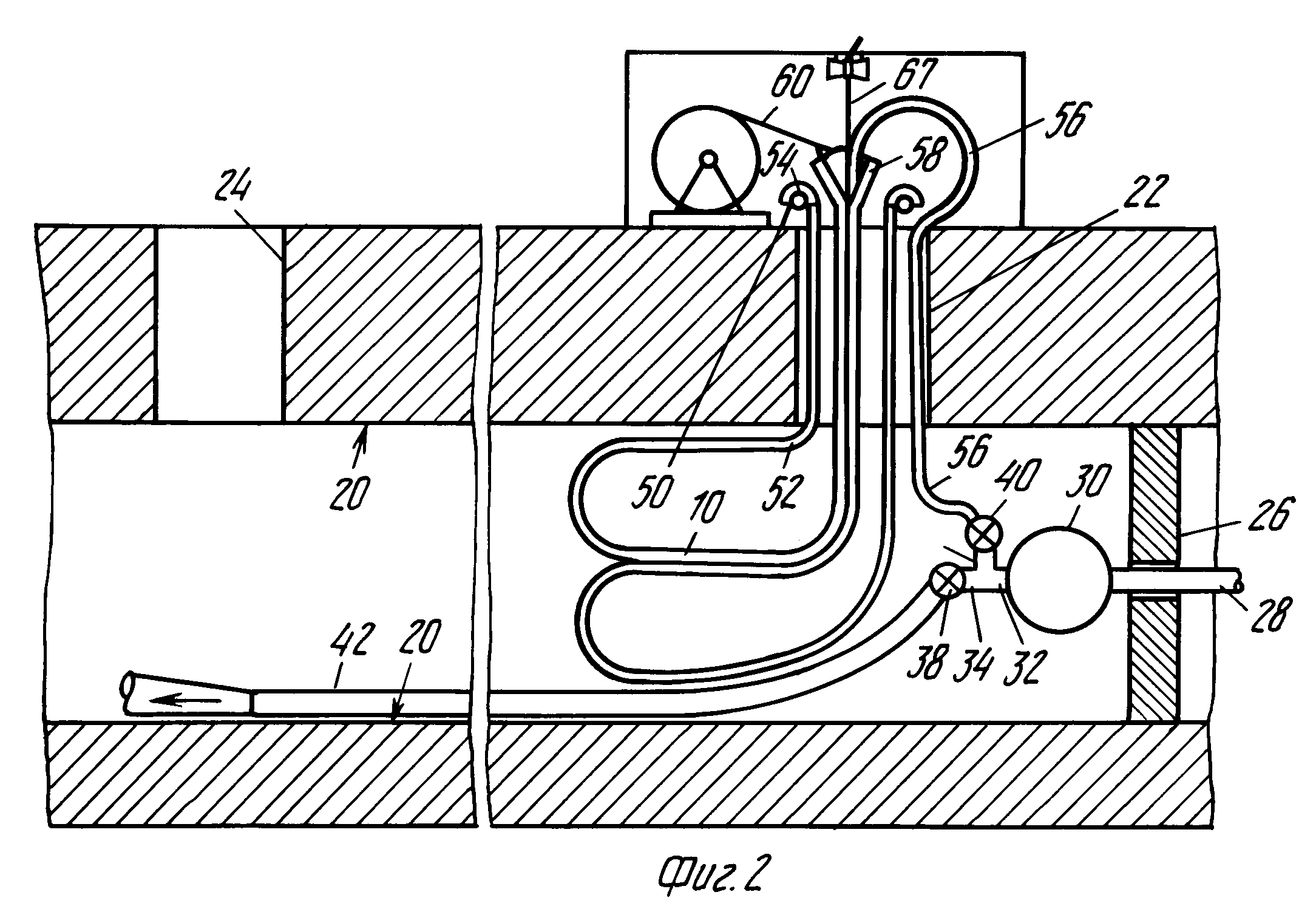
На фиг.2 показан последующий этап облицовочной операции, для осуществления которой переворачивающее кольцо 50 устанавливается над землей на отверстие люка 22. Направляющий конец облицовочной трубы 10 крепится к верху кольца 50, как показано, и затем облицовочная труба 10 выворачивается в трубопровод или канал, как показано на фиг.2, путем подачи выворачивающей жидкости, обычно воды, в верхний конец кольца 50, как показано стрелкой 54. Перекачивание нечистот через выпускную трубу 42 продолжается в течение операции выворачивания, однако, дополнительно перепускная труба 56 соединена с клапаном 40 одним своим концом, а другим концом она соединена с задним концом облицовочной трубы 10, как обозначено цифрой 58. Кроме того, к заднему концу соединен шланг 60, показанный в виде плосколежащего шланга.
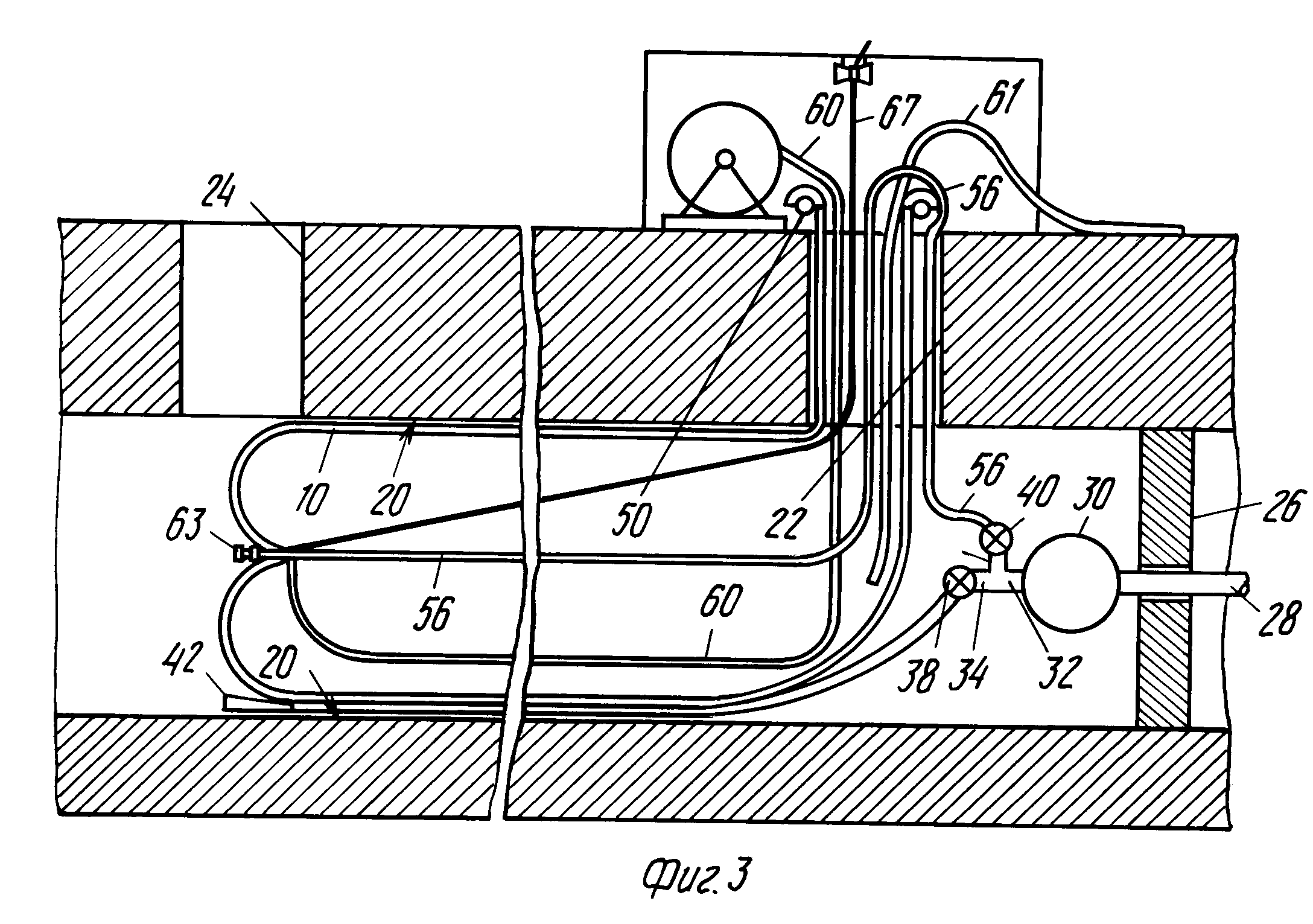
Облицовочная операция начинается с вворачивания облицовочной трубы 10 до тех пор, пока не будет достигнуто состояние, показанное на фиг.3, при этом задний конец 63 обводной трубы 56 выступает за задний конец облицовки 10. Всасывающий шланг 61 вставлен, как показано. Шланг 60 предназначен для нагнетания горячей воды внутрь облицовки 10 с целью начала и осуществления отверждения пропитанного смолой слоя или сбоев 14 облицовочной трубы, при этом горячая вода циркулирует в облицовке 10 за счет ее удаления через всасывающий шланг 61, повторного нагревания в наружном котле и обратного нагнетания в шланг 60. В это же время клапан 38 закрыт, а клапан 40 открыт, и поэтому нечистоты перекачиваются через обводную трубу 56, которая, как показано на фиг. 3, лежит внутри облицовочной трубы 10. Нечистоты выходят из конца 63 обводной трубы 56 и подаются в коллектор ниже по течению секции 20, которая была облицована. Выпускная труба 42 выводится из строя и составляет часть облицовочной трубы, тем самым приносится в жертву.
Таким образом, в период отверждения, который может быть продолжительным, сточные воды перекачиваются через облицовочную трубу в трубопроводе, и поэтому не создают никаких неудобств или проблем на поверхности земли. Завершение облицовочной операции происходит тогда, когда смола в слое или слоях 14 затвердеет до твердого состояния, после чего гидравлическое давление, прижимающее облицовочную трубу к поверхности коллектора, снимается и труба 56 вынимается со шлангом 60 всасывающим шлангом 61, которые затем могут снова использоваться.
Описанный метод обладает рядом преимуществ применительно к описанному конкретному способу облицовки в том плане, что он не требует создания новой отверждающей на окружающем воздухе смолы. Кроме того, не требуется создания нового способа увлажнения облицовочной трубы 10 с отверждающейся смолой или специального приспособления облицовочной трубы к процессу, что в других случаях может потребоваться.
Применение насоса и выпускной трубы в конструкции, показанной на фиг.1, в дополнение к тому, что облицовочный процесс может осуществляться, как было описано, также имеет то преимущество, что когда нечистоты отводятся через трубу 42, то облегчается очистка и проверка секции 20.
Вышеописанный процесс повторяется для секции коллектора, которая должна облицовываться после завершения приведения в порядок или подрезки ранее установленной отвержденной облицовочной трубы с помощью соответствующего режущего инструмента обычным образом.
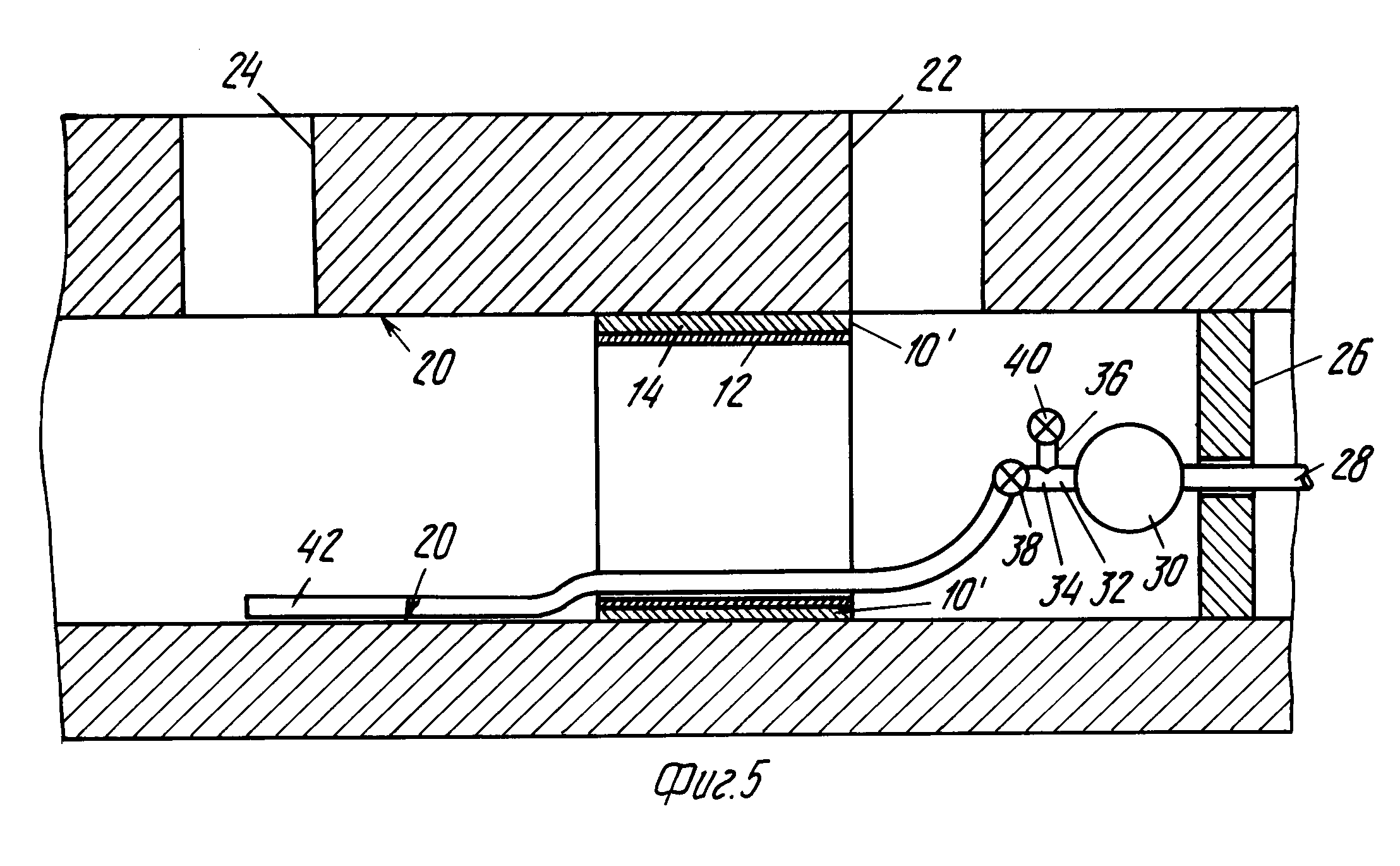
Вышеописанное касалось случая, когда секции трубопровода, которые должны облицовываться, располагались от люка до люка. Если же секция между люками должна облицовываться в два этапа по каким-либо причинам, то тогда должна быть использована модификация вышеописанного способа. Как показано на фиг.5, по этому модифицированному способу, где ранее вставленный отрезок облицовки обозначен цифрой 10', снова первоначальный выпуск осуществляется через выпускную трубу 42, идущую от насоса 30 в положение, где закончится второе выворачивание.
Как показано на фиг.6, выворачиваемый конец облицовочной трубы 10 подается через ранее установленную секцию 10', где она будет крепиться к установленному внутри выворачивающему кольцу 65. Выворачивание облицовочной трубы 10 будет начинаться с этого места. Как это было в ранее описанной конструкции, к концу облицовочной трубы 10 соединяется плоский шланг 60, а также обводная труба 56, конец 63 которой так соединен с ней, что когда облицовочная труба 10 будет полностью вывернута, то конец 63 будет выступать из конца облицовочной трубы 10. Если нужно, то может предусматриваться удерживающий трос 67 (и такой же трос 67 может применяться и в связи с конструкцией, описанной со ссылками на фиг.1-3). Процедура, как описано выше, осуществляется для закрепления облицовочной трубы 10 в положение, а затем удаляются обводная труба 56, шланг 60 и удерживающий трос 67, если использовался.
Для того, чтобы избежать заполнения горячей водой первой и второй секций трубопровода с целью затвердения пластмассы только во второй секции, надувающаяся пробка 64 может крепиться к удерживающему тросу 67, при этом шланг 60, всасывающий шланг 61 и обводная труба 56 проходят через пробку 64. Открытый конец всасывающего шланга 61 выходит с левой стороны пробки 64. Когда вторая секция облицовочной трубы 10 будет полностью вывернута, то пробка 64 устанавливается на конце первого облицованного отрезка 10'. Следовательно, количество воды, которое должно нагреваться и рециркулировать для отверждения смолы во второй секции облицовочной трубы 10, ограничивается тем, которое по существу требуется для заполнения только второй секции.
Таким образом, будет ли участок секции 20 коллектора облицован за один этап, как показано на фиг.1-3, или за два или более этапов, как показано на фиг.5-7, определяется только экономическими соображениями.
Из вышесказанного следует, что благодаря описанному способу облицовка отрезков трубы, которая активно участвует в транспортирование сточных вод, может осуществляться, не прекращая ее активности, и без вывода ее на поверхность земли с последующим перенаправлением ее обратно в трубу, но уже за тем местом, где производится облицовка. Кроме того, использование этого способа не требует модификации главной облицовочной операции и он может приспосабливаться к различным облицовочным методам.
Будет очевидно, что могут иметь место различные модификации в отдельных деталях облицовочного способа, не выходящих за область данного изобретения, которая определена его формулой.
Реферат
Сущность изобретения: для облицовки трубопровода 20, осуществляющего транспортирование сточных вод, не прерывая их прохождение, через него первая обводная труба 42 устанавливается через секцию, которая облицовывается, до того, как облицовка 10 будет введена, и через нее перекачиваются сточные воды, вторая обводная труба 56 проходит через облицовку после ее установки, но до ее закрепления в положение, после чего сточные воды нагнетаются через вторую трубу, облицовка закрепляется в положение и восстанавливается нормальный поток сточных вод, а вторая труба удаляется для дальнейшего использования. 2 с. и 13 з.п. ф-лы, 7 ил.
Комментарии