Контактное колесо - RU209551U1
Код документа: RU209551U1
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ
Полезная модель относится к области обработки материалов шлифованием, в частности, к устройствам для абразивной обработки, применяется в профессиональной деятельности и в быту для закрепления шлифовальной ленты, шлифовального круга и передачи вращательного движения от приводного устройства к режущему инструменту. Может быть использована в процессе абразивной обработки для придания предмету или его детали необходимых размеров, запланированной формы, гладкости и чистоты поверхности.
УРОВЕНЬ ТЕХНИКИ
Из уровня техники известен патент GB 2463060А МПК B24D 9/02, опубликован 03.03.2010. Изобретение представляет собой шлифовальное устройство, которое содержит цилиндрический шлифовальный барабан, имеющий шлицы на своей внешней поверхности, и отдельную цилиндрическую крышку, выполненную из эластомерного материала, которая содержит шлицы на своей внутренней поверхности.
Изобретение предлагает сплошной барабан, который будет приводить в движение полностью отдельную мягкую крышку, которая не закреплена постоянно на сплошном барабане, а приводится во вращение при помощи зацепляющихся зубьев или шлицев. Замена крышки осуществляется снятием старой крышки с барабана и надеванием новой крышки.
Недостатком данного изобретения является возможность обработки поверхности только цилиндрической поверхностью барабана, что снижает универсальность использования данного устройства.
Из уровня техники известно центробежное расширительное колесо, которое опубликовано на сайте:
https://www.rosver.com/prodotto/ruote-ad-espansione-centrifuga/ (дата обращения к сайту: 19.11.2021 г.).
Центробежное расширительное колесо представляет собой основу и эластомерный обод, соединенные между собой. В процессе работы под воздействием центробежной силы обод увеличивается в диаметре и удерживает на себе шлифовальную ленту. Используется для установки абразивных лент и проведения обработки материалов на стационарных или переносных шлифовальных машинах.
Недостатком данного центробежного расширительного колеса является возможность использования в процессе работы только одной обрабатывающей поверхности, а именно поверхности с шлифовальной лентой. Отсутствие торцевой контактной поверхности для закрепления шлифовального круга существенно увеличивает трудоемкость процесса абразивной обработки. Увеличение трудоемкости заключается в необходимости замены шлифовального устройства целиком, либо замены только шлифовальной ленты, например, с иной степенью зернистости абразива.
Центробежное расширительное колесо взято в качестве наиболее близкого аналога, недостатки которого устраняет заявленное техническое решение.
РАСКРЫТИЕ СУЩНОСТИ ПОЛЕЗНОЙ МОДЕЛИ
Технической задачей является снижение трудоемкости технологического процесса обработки материалов, повышение эффективности технологического оборудования.
Техническим результатом, на достижение которого направлено заявленное техническое решение, является оптимизация технологического процесса абразивной обработки материалов с использованием контактных колес.
Технический результат достигается тем, что контактное колесо, содержащее основу и обод, в торцевой части которого выполнены отверстия, предназначенные для увеличения внешнего диаметра обода при вращении под действием центробежной силы в процессе работы, отличающееся наличием на основе торцевой контактной поверхности для закрепления шлифовального круга. Контактное колесо обладает расширенным функционалом и позволяет производить обработку материалов шлифовальной лентой и шлифовальным кругом как последовательно, так одновременно. Последовательная обработка контактным колесом может проявляться как работой только шлифовальной ленты, либо только шлифовального круга, при этом и шлифовальная лента и шлифовальный круг установлены на контактном колесе. Одновременная обработка контактным колесом может проявляться работой одновременно и шлифовальной лентой и шлифовального круга.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
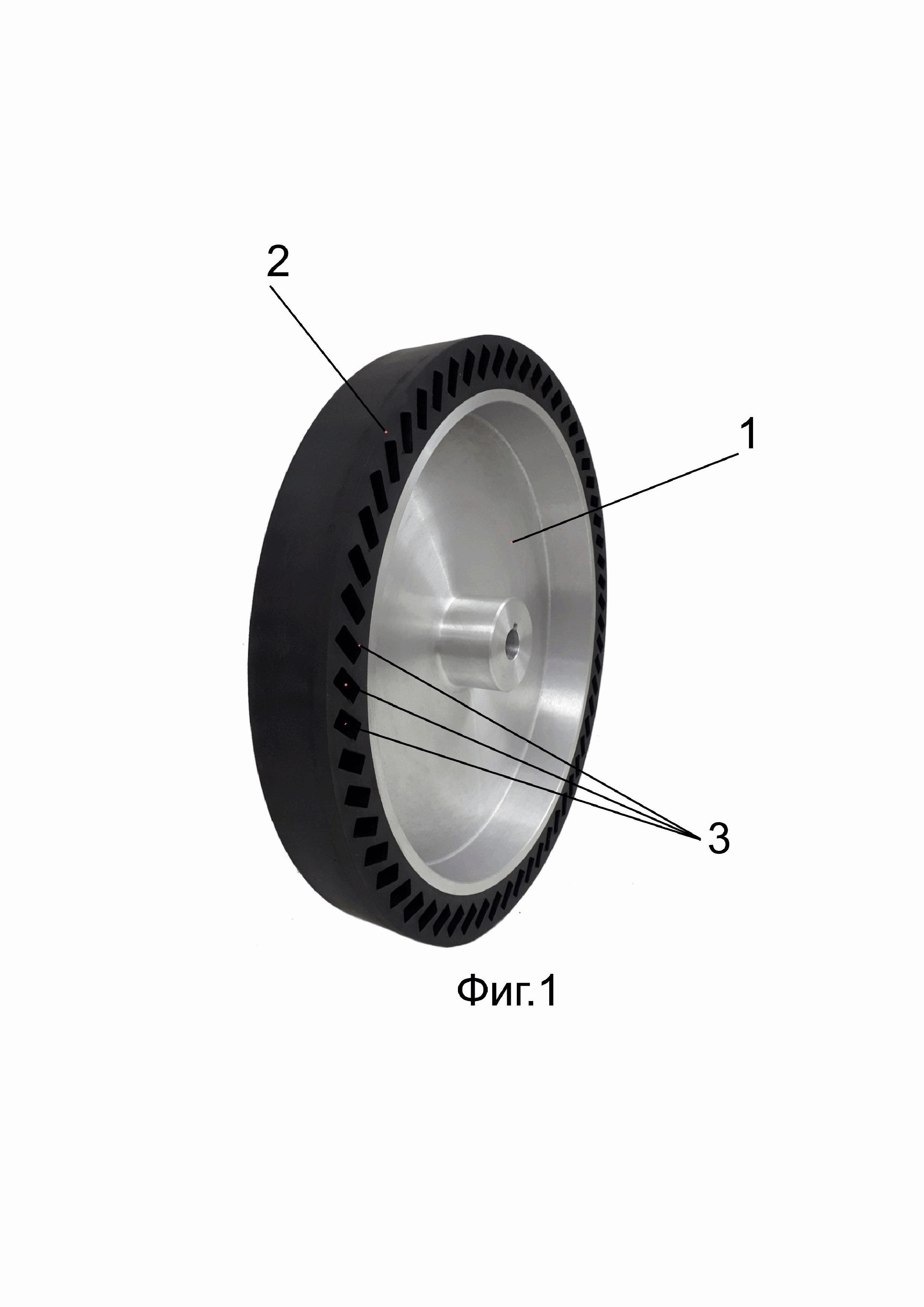
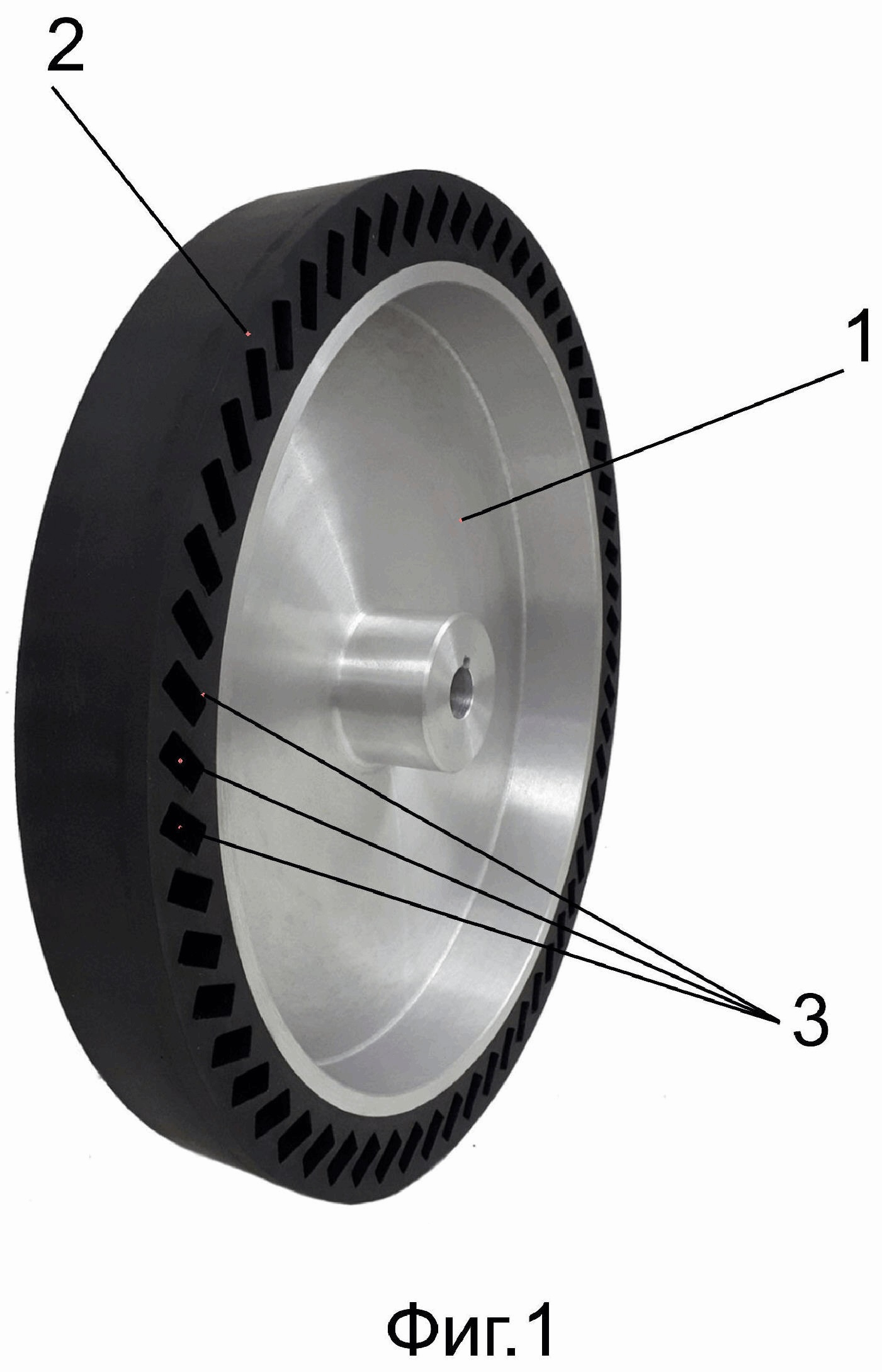
На фиг. 1-2 изображено контактное колесо.
На фиг. 3 изображено контактное колесо с шлифовальным кругом.
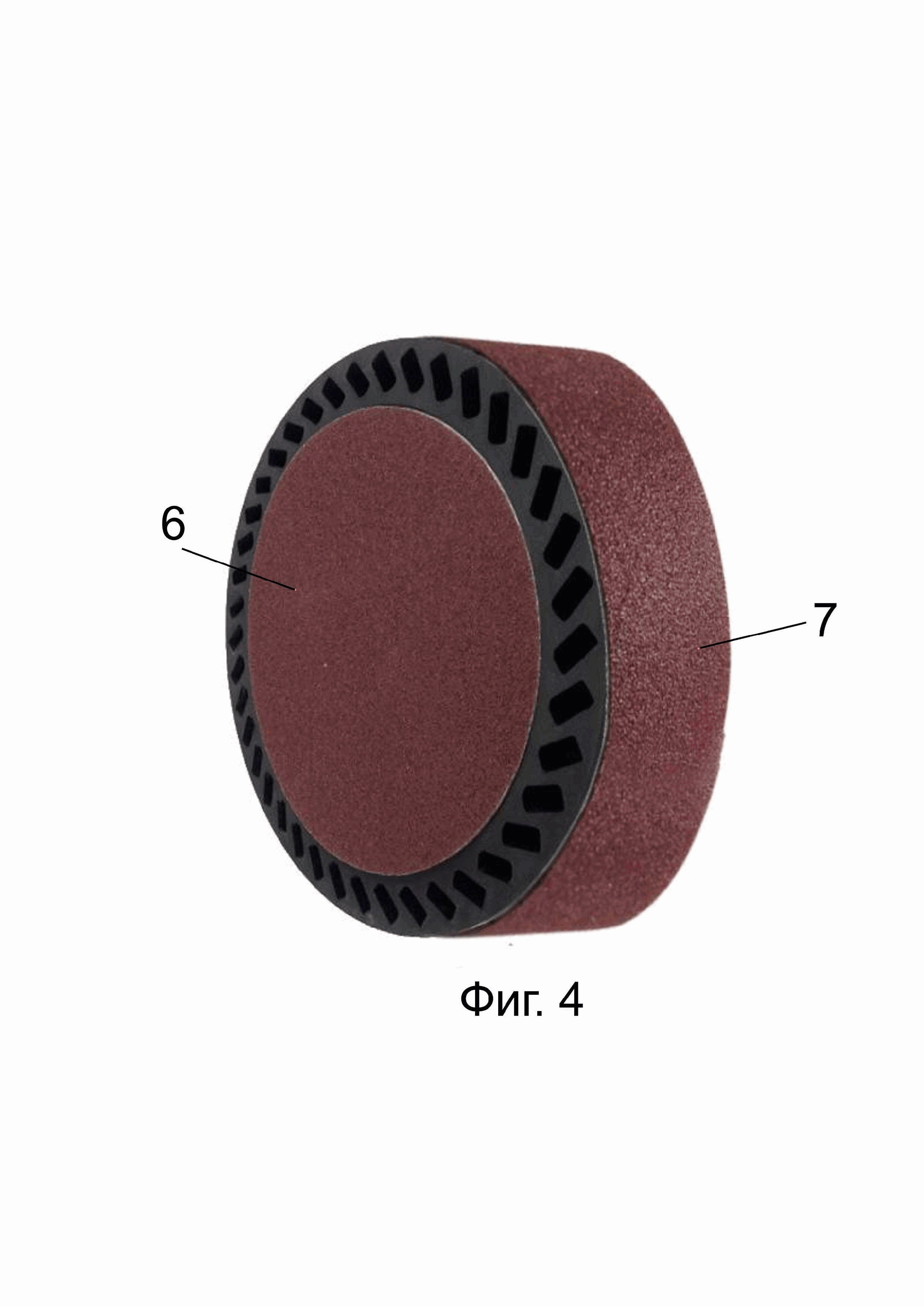
На фиг. 4 изображено контактное колесо с шлифовальным кругом и шлифовальной лентой.
На фиг. 1 указаны следующие позиции:
1 - основа;
2 - обод;
3 - отверстия.
На фиг. 2 указаны следующие позиции:
2 - обод;
3 - отверстия;
4 - торцевая контактная поверхность;
5 - контактная поверхность обода.
На фиг. 3 указаны следующие позиции:
2 - обод;
3 - отверстия;
5 - контактная поверхность обода;
6 - шлифовальный круг.
На фиг. 4 указаны следующие позиции:
6 - шлифовальный круг;
7 - шлифовальная лента.
ОСУЩЕСТВЛЕНИЕ ПОЛЕЗНОЙ МОДЕЛИ
Далее подробно описаны все составляющие настоящей полезной модели со ссылкой на чертежи и указанные на них ссылочные позиции для более полного понимания объема и всех технических аспектов заявленного технического решения специалистом в уровне техники.
На фиг. 1-4 изображено заявленное контактное колесо.
Контактное колесо состоит из основы 1 и обода 2. Основа 1 выполнена из металла, например, из алюминия, так как это легкий, прочный, коррозионностойкий материал, также основа 1 может быть выполнена из нержавеющей стали, из стали с последующей покраской. Обод 2 изготовлен из эластомера, в котором выполнены отверстия 3. Отверстия 3 обеспечивают расширение обода 2 под воздействием центробежной силы и надежное соединение между ободом 2 и шлифовальной лентой 7.
Основа 1 изготовлена таким образом, что поверхность одного из торцов образует торцевую контактную поверхность 4. Торцевая контактная поверхность 4, предназначена для закрепления на ней шлифовального круга 6.
Торцевая контактная поверхность 4 выполнена плоской для обеспечения наибольшей площади контакта с шлифовальным кругом 6. Шлифовальный круг 6 удерживается на торцевой контактной поверхности 4, например, за счет наличия клеевой основы на шлифовальном круге 6, либо за счет приклеивания к основе 1 крепления "липучки".
Обод 2 изготовлен таким образом, что образует контактную поверхность обода 5, которая используется для закрепления на ней шлифовальной ленты 7.
При обработке используются шлифовальный круг 6 и шлифовальная лента 7 с различными видами, типами нанесения и степенями зернистости абразива.
Расположение шлифовального круга 6 на торцевой контактной поверхности 4 и шлифовальной ленты 7 на контактной поверхности обода 5 позволяет производить обработку изделия шлифовальной лентой 7 и шлифовальным кругом 6 как последовательно, так одновременно.
Установка контактного колеса в приводном устройстве осуществляется посредством шпоночного соединения, либо, например с использованием резьбового соединения.
Главным образом при проведении абразивной обработки с использованием контактного колеса оптимизация процесса шлифования достигается за счет снижения трудоемкости.
Контактное колесо предназначено для проведения абразивной обработки как с одновременным, так и с последовательным использованием шлифовальной ленты 7 и шлифовального круга 6.
Одновременное использование шлифовальной ленты 7 и шлифовального круга 6 может потребоваться, например, при обработке глухих отверстий. Контактное колесо закрепляют в приводное устройство, а обрабатываемую деталь с глухим отверстием подводят таким образом, чтобы шлифовальная лента 7 производила обработку цилиндрической поверхности глухого отверстия, а шлифовальный круг 6 производил обработку основания глухого отверстия. В таком случае возможно провести сразу обработку двух поверхностей отверстия за один установ, задействовать одновременно и шлифовальную ленту 7 и шлифовальный круг 6.
Последовательное использование шлифовальной ленты 7 и шлифовального круга 6 может потребоваться, например, в следующих случаях.
В случае снижения или прекращения работоспособности шлифовальной ленты 7 по причине износа или разрыва возможно без остановки на замену шлифовальной ленты 7 продолжить проведение обработки с использованием шлифовального круга 6, например при заточке ножа или сверла.
В случае применения шлифовальной ленты 7 и шлифовального круга 6 с различными друг от друга параметрами. Это актуально когда необходимо провести сначала черновую обработку, например, с использованием шлифовальной ленты 7 с абразивами крупной зернистости, а потом продолжить проведение обработки, но уже с абразивами мелкой зернистости на шлифовальном круге 6. При использовании заявленного контактного колеса, в сравнении с ближайшим аналогом, не требуется производить остановку работы на замену шлифовальной ленты 7 с другой степенью зернистости.
В случае применения шлифовальной ленты 7 и шлифовального круга 6 с различным назначением в зависимости от обрабатываемого материала. За счет использования шлифовальной ленты 7 и шлифовального круга 6 с разным назначением возможно произвести обработку одного изделия, состоящего из различных материалов, например, на шлифовальном круге 6 обработать деревянную ручку ножа, а на шлифовальной ленте 7 произвести заточку лезвия.
Можно сделать вывод, что оптимизация технологического процесса абразивной обработки, проявляющаяся в снижении трудоемкости технологического процесса обработки материалов и повышении эффективности технологического оборудования достигнута за счет использования заявленного технического решения.
Работа устройства осуществляется следующим образом.
Перед началом работы необходимо установить контактное колесо в приводном устройстве. В качестве приводного устройства могут быть использованы, например: ленточный шлифовальный станок, заточной станок или токарный станок. Посадка контактного колеса осуществляется на вал, например, с помощью шпоночного соединения. После установки контактного колеса в приводном устройстве, на контактную поверхность обода 5 надевается шлифовальная лента 7, а на торцевую контактную поверхность 4 шлифовальный круг 6. Вращательное движение передается от приводного устройства к контактному колесу, контактное колесо, состоящее из основы 1 и обода 2, соответственно начинает вращение. Шлифовальная лента 7 удерживается на контактной поверхности обода 5 благодаря расширению обода 2 под воздействием центробежной силы. Расширение обеспечивается отверстиями 3 в ободе 2. Шлифовальный круг 6 удерживается на торцевой контактной поверхности 4, например, за счет клеевой основы шлифовального круга 6. Далее производятся шлифовальные работы с использованием одновременно или последовательно шлифовальной ленты 7 и шлифовального круга 6. После завершение процесса обработки, оборудование останавливают, вращение контактного колеса прекращается, обод 2 возвращается к исходному размеру.
Далее технологический процесс обработки материалов может быть завершен на этом этапе, либо при необходимости шлифовальная лента 7 и шлифовальный круг 6 могут быть заменены на другие в соответствии с требованиями к обработке. Причинами для замены шлифовальной ленты 7 и шлифовального круга 6 могут быть: износ или смена требований к обрабатываемой поверхности. В таком случае допускается не извлекать контактное колесо из приводного устройства, а только остановить вращение инструмента и выполнить замену.
Реферат
Полезная модель относится к области обработки материалов резанием, в частности к устройствам для абразивной обработки, и может быть использована в процессе абразивной обработки для придания предмету или его детали необходимых размеров, требуемой формы, гладкости и чистоты поверхности. Контактное колесо состоит из основы (1) и обода (2). Один из торцов основы (1) образует торцевую контактную поверхность (4), которая используется для закрепления шлифовального круга (6). Обод (2) содержит контактную поверхность обода (5), которая используется для удержания шлифовальной ленты (7) благодаря расширению обода (2) с использованием отверстий (3), которые выполнены в торцевой части обода (2) и обеспечивают увеличение диаметра обода (2) под воздействием центробежной силы. Обеспечивается снижение трудоемкости технологического процесса обработки материалов, повышение эффективности технологического оборудования. 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Высокоэффективный режущий и шлифовальный круг, сохраняющий форму
Комментарии