Абразивное изделие - RU2402415C2
Код документа: RU2402415C2
Чертежи






Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Многие абразивные изделия включают абразивные частицы в связующем, например абразивные частицы, скрепленные с бумагой, в наждачной бумаге или связанное абразивное изделие, такое как шлифовальный круг, состоящий из абразивных частиц и связующего.
Желательные характеристики таких связующих включают силу сцепления, прочность, гибкость, легкость отверждения, легкость введения добавок, таких как красители, минимальную стоимость и т.п. Связующие для абразивов, обладающие одним или несколькими такими свойствами, могут иметь более длинный срок службы, лучшие шлифующие свойства, уменьшенное образование царапин на рабочей поверхности из-за движения частиц и т.п.
В абразивных изделиях применяли или пытались применить многочисленные связующие, например фенольные смолы, аминопласты, содержащие боковые α,β-ненасыщенные карбонильные группы, полиуретаны, эпоксидные смолы, мочевиноформальдегидные смолы, полиизоцианураты, меламиноформальдегидные смолы, акриловые смолы, акрилированные полиизоцианураты, акрилированные полиуретаны, акрилированные эпоксидные смолы, бис-малеимидные смолы, мездровый клей, целлюлозы, латексы, казеин, соевые, белки, альгинат натрия, поливиниловый спирт, поливинилацетат, полиакрилаты и сополимер этилена с винилацетатом, сополимеры стирола с бутадиеном, их смеси и т.п.
Однако все еще существует необходимость в создании связующих для абразивов с улучшенными свойствами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В настоящее время было установлено, что добавки политиола обеспечивают связующим для абразивов улучшенные свойства.
Абразивное изделие включает множество абразивных частиц и смолу, отвержденную политиолом.
Способ получения абразивного изделия включает контактирование множества абразивных частиц с отверждаемой композицией, которая содержит смолу и политиол, и отверждение этой отверждаемой композиции с получением абразивного изделия.
Способ шлифования рабочей поверхности включает прикосновение абразивного изделия к рабочей поверхности и движение его для удаления части рабочей поверхности. Абразивное изделие включает абразивный материал, заделанный в сшитой смоле, при этом сшитая смола содержит сшивающие связи, образованные при помощи политиольной сшивающей группы.
Формальдегидная смола сшита политиольной группой.
Отверждаемая композиция включает формальдегидную смолу и политиольный сшивающий агент.
Способ сшивания формальдегидной смолы включает реакцию политиольного сшивающего агента с формальдегидной смолой.
Согласно конкретным вариантам сшитая смола выбирается из фенолформальдегидной, меламиноформальдегидной и мочевиноформальдегидной смол, причем смола сшивается политиольным соединением, содержащим по меньшей мере три тиольные группы, при этом политиольные группы составляют по меньшей мере примерно 1% от сшитой смолы по весу, и при сравнении с той же смолой без политиола сшитая смола удовлетворяет по меньшей мере одному критерию, выбранному из группы, состоящей из повышенной прозрачности, повышенного модуля накопления, повышенного модуля потерь и пониженного tan δ. Согласно конкретным вариантам абразивное изделие содержит абразивные частицы, заделанные в эту смолу.
Описанные отвержденные смолы, такие как сшитые смолы, имеют стабильный цвет по сравнению с другими смолами. Например, типичное потемнение, наблюдаемое у фенольных смол, может быть уменьшено путем сшивки политиолом без применения меламина, что позволяет получить прозрачные смолы, которые можно применять в областях, где выгодна прозрачность, например, когда применяются красители или т.п.
Описанные смолы обладают улучшенными механическими свойствами, например повышенным средним модулем накопления, повышенным средним модулем потерь, пониженным средним tan δ и т.п.Улучшенные механические свойства могут позволить более эффективно применять эти смолы, например, в абразивных изделиях. Например, в абразивах, таких как наждачная бумага, описанные смолы позволяют получить изделие, которое лучше удерживает зерна абразива, что приводит к меньшему образованию случайных царапин, которое является более гибким, что обеспечивает меньшее растрескивание/хрупкость, что может увеличить срок службы и улучшить характеристики изделия или может поддерживать большую силу срезания в течение такого же срока службы и т.д.
Кроме того, применение описанных отвержденных смол, таких как сшитые смолы, может значительно повысить гибкость нанесенного абразива с одновременным увеличением адгезии на границе раздела фаз, например между рабочим слоем и подложкой.
Не желая ограничиваться какой-либо теорией, полагают, что политиол может улучшать свойства отвержденных смол, таких как сшитые смолы, несколькими путями. Считают, что политиол действует как агент передачи цепи, который может замедлять высокие скорости полимеризации смол при реакции с политиолом. Полагают, что отверждение некоторых смол без политиола происходит сразу же или почти сразу же, с образованием высокомолекулярных "стекловидных" полимеров, которые имеют низкую степень конверсии и плохие механические свойства. Считается, что политиол приводит к достижению более высокой степени конверсии некоторых мономеров, обеспечивая увеличение длины межмолекулярных цепей, что позволяет избежать некоторых явлений стеклования и получить лучшие свойства. Полагают также, что свобода вращения вокруг связи -S- может ослабить напряжение вокруг абразивных зерен, что позволяет улучшить механические свойства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
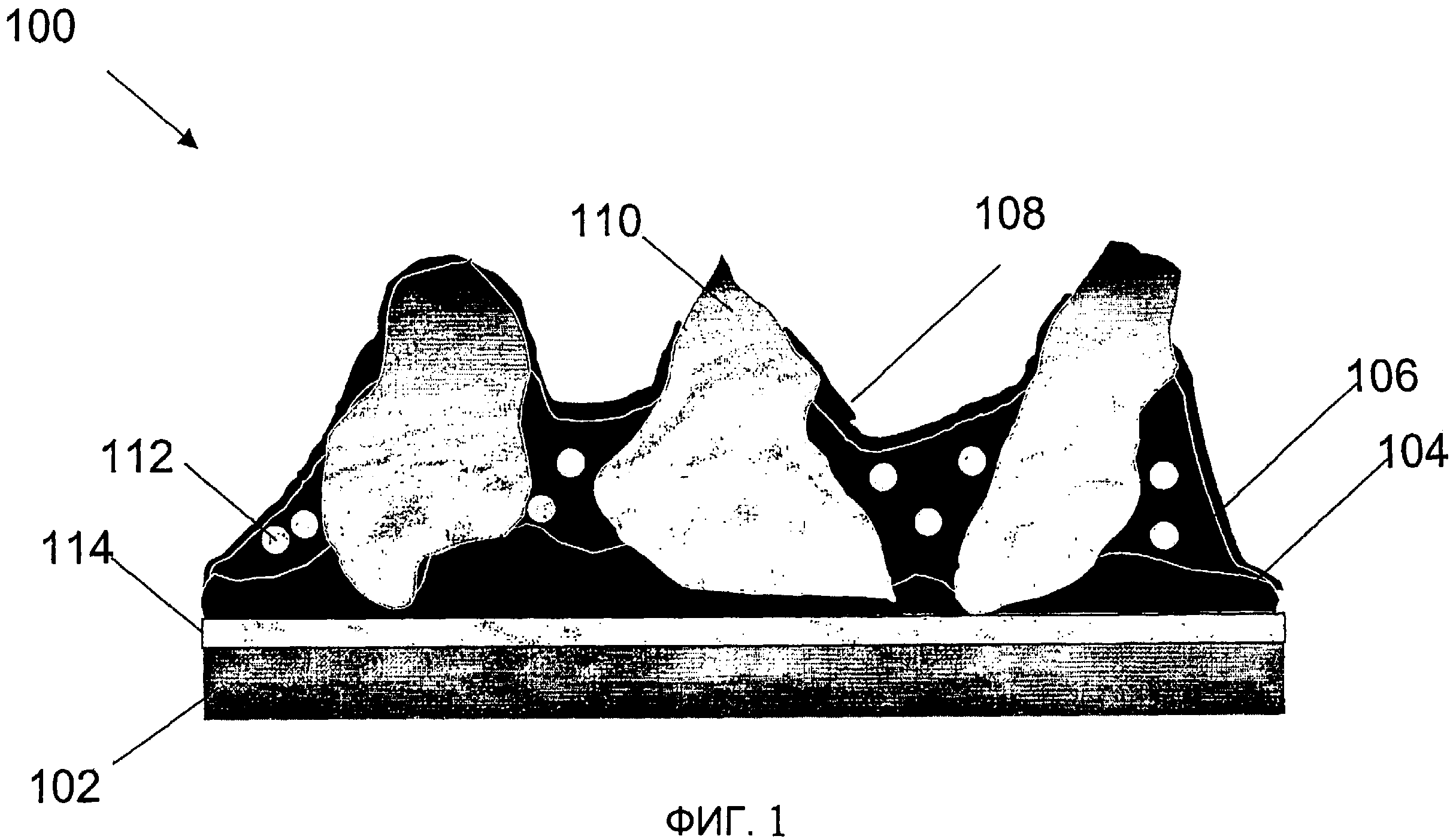
На Фиг.1 приведена схема абразивного изделия 100, полученного нанесением зерен на подложку, которое включает поддерживающую подложку 102, например, в виде наждачной бумаги, наждачной ткани или т.п.
На Фиг.2 показано "затенение зерен", которое, как полагают, возникает при отверждении нанесенного абразива 100 УФ-светом.
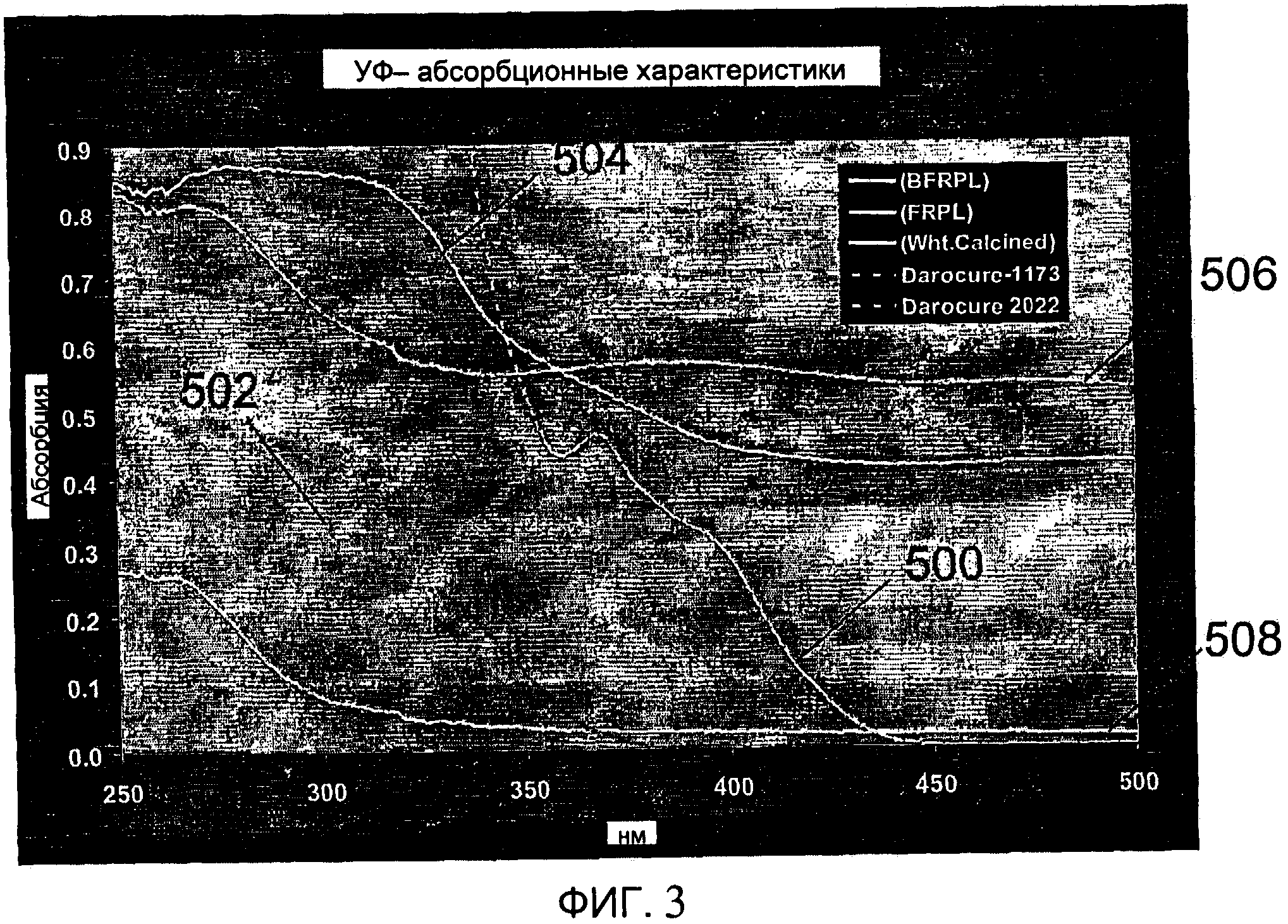
На Фиг.3 приведен график зависимости УФ-абсорбции от длины волны при применении длинноволнового фотоинициатора 500 по изобретению, коротковолнового инициатора 502 и трех различных типов абразивных зерен 504, 506 и 508.
Фиг.4А, 4В и 4С соответственно показывают улучшенные механические свойства - повышенный модуль накопления, повышенный модуль потерь и пониженную среднюю величину tan δ, измеренные в интервале температур от - 150°С до 250°С триметилол-триакрилат/трис-(2-гидроксиэтил)изоцианурат-триакрилата, сшитого политиолом пентаэритрит-тетра-(3-меркаптопропионатом) по сравнению с тем же самым триметилол-триакрилат/трис-(2-гидроксиэтил)изоцианурат-триакрилатом без политиола.
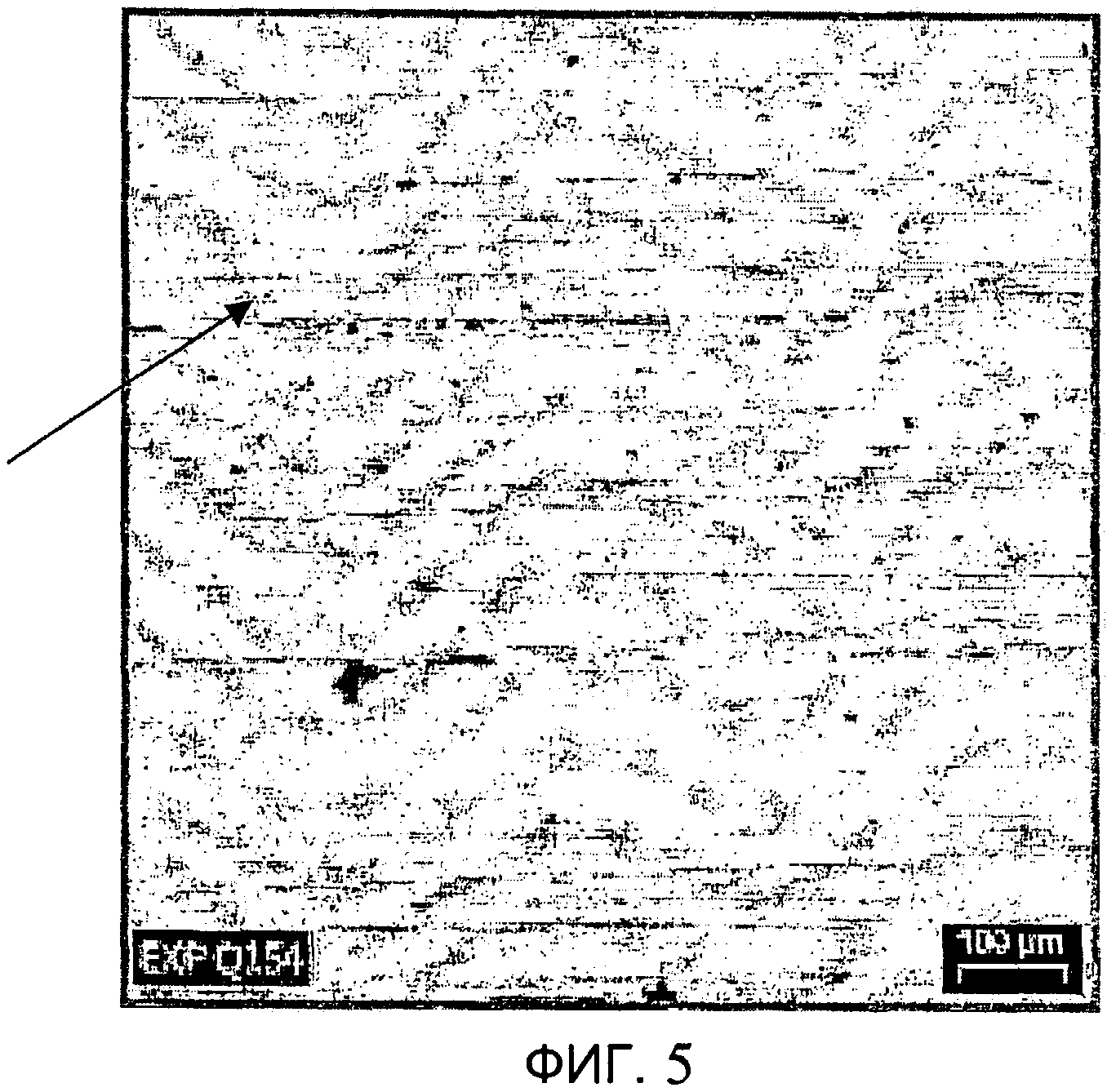
На Фиг.5 показана фотография, отражающая появление нежелательной случайной царапины на поверхности обрабатываемой детали.
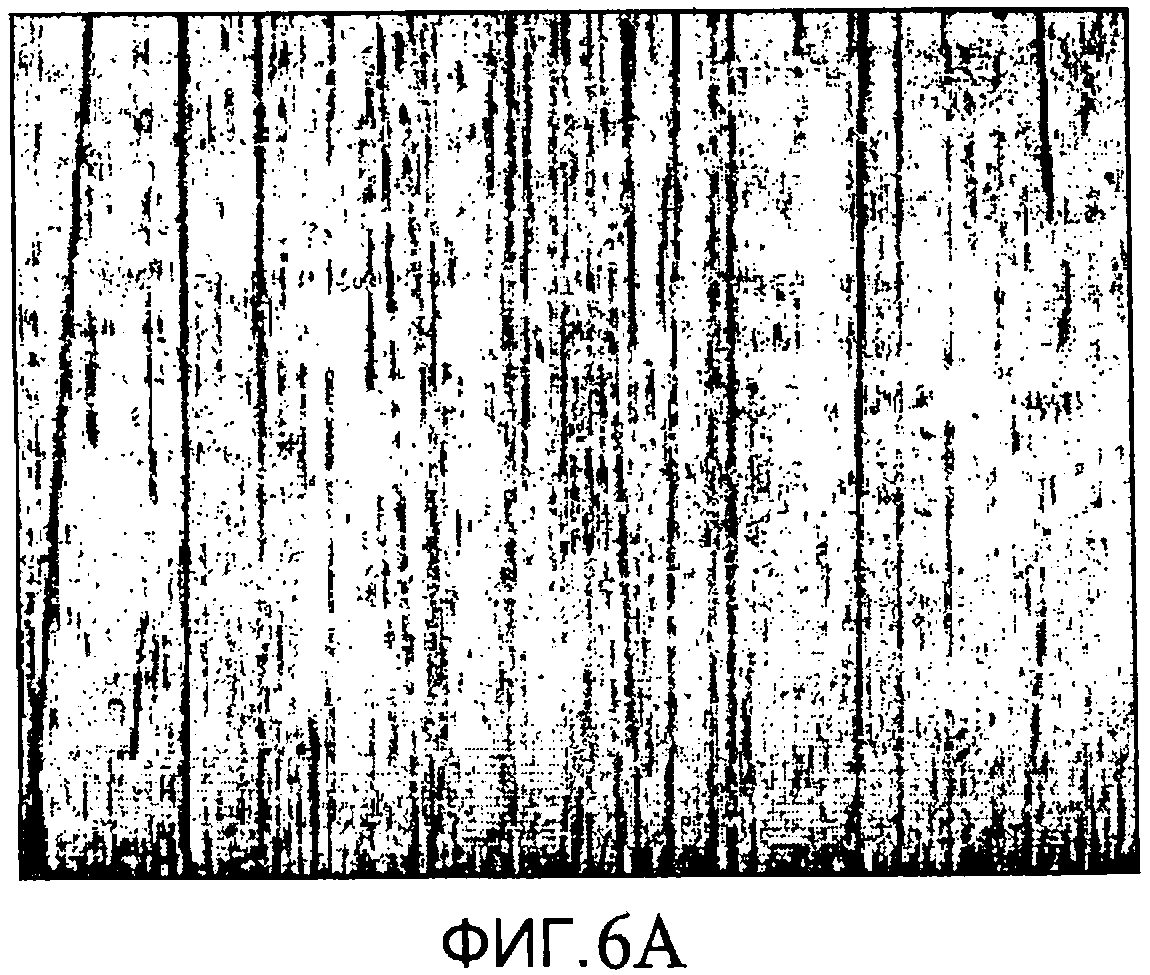
На Фиг.6А и 6В показаны фотографии, которые показывают разницу в поверхности изделия, обрабатываемого нанесенным абразивом со смолой триметилол-триакрилат/трис-(2-гидроксиэтил)изоцианурат-триакрилатом (TMPTA/ICTA 70/30), сшитой политиолом пентаэритрит-тетра-(3-меркаптопропионатом) (6А) и абразивом с той же смолой без политиола (6В).
Фиг.7А и 7В представляют фотографии абразива, нанесенного на подложку после использования в идентичных условиях. На Фиг.7А приведена фотография абразива с (TMPTA/ICTA) смолой, сшитой политиолом пентаэритрит-тетра-(3-меркаптопропионатом); на Фиг.7В показана фотография абразива с той же смолой, но без политиола.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Указанные выше и другие цели, признаки и преимущества изобретения будут очевидны из следующего ниже более конкретного описания предпочтительных вариантов изобретения, сопровождаемого чертежами, на которых указанные позиции относятся к одним и тем же частям на всех чертежах, которые не отражают масштаб, но иллюстрируют принципы изобретения.
Описанные варианты в общем относятся к комбинации политиольных соединений с полимерами и смолами, в частности применяемыми как связующие, введенные в абразивные изделия.
По одному аспекту данное изобретение относится к абразивному изделию, которое включает смолу, отвержденную политиолом. Согласно некоторым вариантам отвержденная смола включает смолу, отвержденную политиолом.
Используемая неотвержденная или несшитая "смола" представляет собой композицию для отверждения или сшивки, включающую один или более компонентов, выбранных из мономеров, олигомеров и полимеров, которая может содержать другие добавки, такие как красители, стабилизаторы, пластификаторы, наполнители, растворители, противозасаливающие агенты или т.п. Обычно смола включает смесь частично полимеризованных компонентов, которые затвердевают при отверждении, являющемся обычно результатом сшивки. Отвержденная или несшитая смола может быть отверждена при помощи света, электронного пучка, кислоты, основания, тепла, их комбинаций или т.п. с образованием сшитой смолы. Согласно изобретению неотвержденная или несшитая смола, такая как альдегидная смола, отверждается или сшивается политиольным соединением.
Используемый термин "политиольный сшивающий агент" или "политиольное соединение" представляет собой органическое соединение, содержит по меньшей мере две тиольные (- SH) группы; после сшивки тиолы находятся в виде сульфоэфирной группы -S-. Политиолы могут быть олигомерами или полимерами, содержащими 2, 5, 10, 20, 50, 100 и более тиольных групп. Обычно политиол содержит от 2 до 6 тиольных групп.
По одному из вариантов политиол является неполимерным органическим соединением. Используемый термин "неполимерное" органическое соединение означает, что органическое соединение или не включает повторяющегося звена, или содержит не более 10 повторяющихся звеньев (предпочтительно не более 5 повторяющихся звеньев), которые обычно содержит полимер. Согласно конкретному варианту политиол представляет собой тритиол или тетратиол. Согласно другому варианту тритиол или тетратиол не являются полимерами. По предпочтительному варианту политиол может быть выбран из триметилол-пропан-три-(3-меркаптопропионата), триметилолпропан-три-(2-меркаптоацетата), пентаэритрит-тетра-(3-меркаптопропионата), пентаэритрит-тетра-(2-меркаптоацетата), полиол-3-меркаптопропионатов, полиол-2-меркаптоацетатов, полиэфир-3-меркаптопропионатов, полиэфир-2-меркаптоацетатов, ЕТТМР 1300 (Chemical Abstract Service Registry №345352-19-4), других полиолэфиртиолов, других полиолтиолов или т.п.
Согласно более предпочтительному варианту политиолом может быть пентаэритрит-тетра-(3-меркаптопропионат) (С(CH2OOCCH2CH2-SH)4). Различные политиолы коммерчески доступны в BRUNO BOCK Chemische Fabrik GmbH and Co. (KG, Marschacht, Germany).
Согласно конкретному варианту отверждаемая или сшиваемая смола включает альдегидную смолу, предпочтительно, формальдегидную, сшитую политиолом. Используемая неотвержденная или несшитая "альдегидная смола" включает полимерные или частично полимеризованные композиции, которые получают путем реакций конденсации альдегидов с нуклеофильными соединениями, такими как амины или фенолы, с выделением в качестве побочного продукта воды. Используемый термин "аминосоединение" означает мономерное соединение, содержащее по меньшей мере одну аминогруппу (-NH2). Примеры аминосоединений, которые могут применяться по изобретению, включают мочевину; аминотриазины, такие как меламин; и их смеси. Используемый термин "фенольное соединение" означает мономерное соединение, содержащее по меньшей мере одну фенольную группу. Примеры фенольных соединений, которые можно применять по изобретению, включают фенол; алкилфенолы, такие как крезолы (например, о-крезол, м-крезол и п-крезол), ксиленолы (например, 2,4-ксиленол), кардинолы, этилфенолы, пропилфенолы, гексилфенолы, нонилфенолы или жидкость из оболочек орехов кэшью; алкенилфенолы, такие как изопропенилфенол; многоатомные фенолы, такие как резорцин; арилфенолы, такие как фенилфенол; фенолдиол, такой как CH2(C2H4OH)2 или С(СН3)2(С6Н4ОН)2; и их смеси. Используемый термин "альдегид" означает органическое соединение, содержащее по меньшей мере одну альдегидную группу или функциональную группу, которая может быть превращена в альдегидную группу, которая способна реагировать с фенольным соединением, описанным выше. Примеры таких альдегидов включают формальдегид, соединения, образующие формальдегид, такие как параформальдегид, ацетальдегид, фурфураль, масляный альдегид и их смеси.
Согласно конкретным вариантам отверждаемая или сшиваемая смола включает фенолальдегидную, меламиноальдегидную, мочевиноальдегидную смолы или их смесь. Согласно более конкретному варианту отверждаемая или сшиваемая смола включает фенолформальдегидную, меламиноформальдегидную, мочевиноформальдегидную смолы или их смесь.
Согласно некоторым предпочтительным вариантам отверждаемая или сшиваемая смола включает фенолформальдегидную смолу. Конкретные примеры таких фенолформальдегидных смол, которые могут применяться по изобретению, можно найти в уровне техники, например в патентах США №№4130550, 4289814 и 4578425.
Согласно другому конкретному варианту отверждаемая или сшиваемая смола включает тиол-еновый полимер, причем тиол-еновый полимер отверждается или сшивается политиолом или, другими словами, тиольные группы тиол-енового полимера включают тиольные группы политиола. Согласно одному из вариантов, в частности, отверждаемая или сшиваемая смола представляет собой триметилолпропан-триакрилат или трис-(2-гидроксиэтил) изоцианурат триакрилат.
Согласно еще одному варианту отверждаемая или сшиваемая смола включает или соединяется с возможно сшитым или способным к сшиванию компонентом, выбранным из фенольных смол, аминопластов, содержащих боковые α,β-ненасыщенные карбонильные группы, эпоксидных смол, мочевиноформальдегидных смол, полиизоциануратов, меламиноформальдегидных смол, полиакрилатов, акрилированных полиизоциануратов, акрилированных уретановых полимеров, акрилированных эпоксидных смол, бис-малеимидных смол, мездрового клея, целлюлоз, латексов, казеина, соевых белков, альгината натрия, поливинилового спирта, поливинилацетата, полиакрилового эфира и сополимера этилена с винилацетатом, сополимеров стирола с бутадиеном и их смесей.
Обычно политиол может составлять от по меньшей мере 1% до примерно 99% от веса отвержденной или сшитой смолы, обычно по меньшей мере около 5%, более типично от примерно 5% до примерно 50%, особенно от примерно 5% до примерно 40% или конкретно от примерно 10% до примерно 40%.
Абразивные изделия по изобретению включают нанесенные на подложку абразивные изделия, полирующие или структурированные абразивные изделия, связанные абразивные изделия, а также нетканые абразивные изделия.
По одному из вариантов абразивные изделия являются нанесенными на подложку. Обычно такие абразивные изделия по изобретению включают подложку, имеющую первую основную поверхность и вторую основную поверхность; абразивный материал, такой как множество абразивных частиц; связующее, смолу, которая приклеивает множество абразивных частиц к первой основной поверхности подложки, и, возможно, внешнее покрытие, содержащее антизасаливающий агент.
Абразивный материал, такой как абразивные зерна, частицы или их агломераты, может содержаться в одном слое (например, слое смола-абразив) или в двух слоях (например, закрепляющем слое и в аппрете) абразивного изделия. Такое абразивное изделие по изобретению включает связующее, смолу, отвержденную или сшитую политиолом, как описано выше, в по меньшей мере одном слое, выбранном из группы, состоящей из слоя связующее - абразив, слоя нелицевого аппретирующего покрытия, слоя предшествующего аппрету покрытия, закрепляющего слоя и поверхностного слоя.
Такая смола обычно может быть получена путем отверждения композиции связующего, которая включает несшитую смолу или частично сшитую смолу и политиольное соединение, как описано выше.
Согласно некоторым конкретным вариантам нанесенные на подложку абразивные изделия по изобретению включают подложку, имеющую первую основную поверхность, вторую основную поверхность; множество абразивных частиц; связующее, смолу, которая приклеивает множество абразивных частиц к первой основной поверхности подложки, которая может заканчиваться закрепляющим слоем.
По одному из примеров такое закрепляющее покрытие может быть получено путем пропитки подложки связующим без абразивных зерен. В зависимости от их конкретного применения эти абразивные изделия могут также включать другие слои, например закрепляющий слой, поверхностный слой и др. По этим вариантам абразивные материалы могут наноситься "самотеком", электростатическим осаждением или потоком воздуха, или в виде суспензии вместе с полиуретановой клеевой композицией.
Согласно другим конкретным вариантам подложка может быть пропитана суспензией смола - абразив, которая включает абразивный материал, например абразивные частицы и связующее, смолу, образующую слой связующее - абразив, в зависимости от требуемой шлифующей способности готовых абразивных изделий, как описано выше.
Подходящие подложки для абразивных изделий с абразивным покрытием по изобретению включают любые материалы, обычно применяемые в качестве подложек для абразивных изделий с абразивным покрытием, такие как бумага, ткань, пленка, полимерная пена, волокна, вулканизованные волокна, тканые и нетканые материалы, металл, дерево, пластик, керамика или т.п., или комбинация двух или более указанных материалов, или эти обработанные материалы. Подложка может быть ламинатом бумага/пленка, ткань/бумага, пленка/ткань или т.п. Подложка может иметь различную степень гибкости, от сравнительно гибкой тонкой бумаги, пленки, ткани до довольно жестких металла, керамики, дерева или т.п. Выбор материала подложки зависит от предполагаемого применения абразивного изделия. Прочность подложки должна быть достаточной, чтобы она была стойкой к разрыву и другим повреждениям при ее использовании, а толщина и гладкость подложки должны обеспечивать изделию толщину и гладкость поверхности, которые желательны для предполагаемого применения.
Подложка у изделия с нанесенным абразивом может иметь аппретирующее покрытие, предшествующее аппрету покрытие и/или покрытие на тыльной части. Такие покрытия могут применяться для герметизации подложки и/или для защиты пряжи или волокон подложки. Если подложка представляет собой ткань, может потребоваться по меньшей мере одно такое покрытие. Добавление предварительного покрытия или покрытия на тыльной части может дополнительно обеспечивать "более гладкую" поверхность или на передней, или на задней стороне подложки.
Дополнительно в состав этих покрытий для обработки ткани может быть включен антистатик. Добавление антистатика может уменьшить тенденцию изделия с абразивным покрытием накапливать статическое электричество при шлифовке дерева или древесных материалов. Дополнительные подробности, касающиеся антистатических подложек и покрытий на них (обработок), можно найти, например, в патентах США №№5108463, 5137542 (Buchanan et al.), 5328716 (Buchanan) и 5560753 (Buchanan et al.).
Подложка также может быть термопластичным материалом, усиленным волокнами, например, как описано в патенте США №5417726 (Stout et al.) или бесконечным несостыкованным ремнем, например, как описано в патенте США №5573619 (Benedict et al.). Подложка также может быть полимерной, содержащей выступающие стержни, например, как описано в патенте США №5505747 (Chesley et al.). Подложка может быть и тканью, например, как описано в патенте США №5565011 (Follet et al.).
В некоторых случаях может быть предпочтительно включать чувствительный к давлению клей на обратную сторону изделия с абразивным покрытием с тем, чтобы полученное изделие с абразивным покрытием было закреплено на основании.
Примеры чувствительных к давлению клеев, применяемых согласно данному изобретению, включают латексный креп, канифоль, акриловые полимеры и сополимеры, включая полиакриловые эфиры, например полибутилакрилат, виниловые простые эфиры, например поливинил-н-бутиловый эфир, алкидные клеи, каучуковые клеи, например, на основе натурального каучука, синтетического каучука, хлорированного каучука и их смесей. Предпочтительный чувствительный к давлению клей представляет собой сополимер изооктилакрилата с акриловой кислотой.
Изделие с абразивным покрытием может быть в виде рулона абразивных дисков, как описано в патенте США №3849949 (Steinhauser et al.). Изделие с абразивным покрытием может иметь различные формы, такие как ленты, диски, ремни, листы, гирлянды и т.п. Ремни могут содержать стык или соединение или же они могут быть без стыков, как описано, например, в патенте США №5573619 (Benedict et al.). Кроме того, изделие с абразивным покрытием может иметь систему присоединения с крючками и петлями для закрепления изделия на основе. Ткань с петлями может находиться на обратной стороне изделия с крючками на основе.
Система прикрепления крючки - петли описана в патентах США №№4609581 (Ott), 5254194 (Ott et al.) и 5505747 (Chesley et al.). Или же на ткань с петлями (ткань "фризе") может быть непосредственно нанесено закрепляющее покрытие, например, как описано в патенте США №5565011 (Follett et al.).
Можно также приклеивать абразивные частицы как к основной или рабочей поверхности, так и к противоположной стороне подложки. Абразивные частицы могут быть одними и теми же или разными. В этом аспекте абразивное изделие по существу является двусторонним; одна сторона может содержать множество абразивных частиц, которые отличаются от множества абразивных частиц на другой стороне. Или же одна сторона может содержать множество абразивных частиц с размером, отличающимся от размера частиц на другой стороне. В некоторых случаях это двухстороннее абразивное изделие можно использовать таким образом, что обе стороны абразивного изделия шлифуют в одно и то же время. Например, на маленькой площади, например в углу, одна сторона абразивного изделия может шлифовать верх рабочей поверхности, в то время как другая сторона может шлифовать нижнюю рабочую поверхность.
Нетканые абразивы также входят в объем данного изобретения. Нетканые абразивы в общем описаны в патентах США №№2958593 (Hoover et al.) и 4991362 (Heyer et al.).
Абразивы в связке также охвачены данным изобретением. Абразивное изделие в связке обычно включает связующую смолу, которая склеивает абразивные частицы вместе в виде формованного продукта, например шлифовального круга, точильного камня или т.п. Абразивное изделие в связке может состоять из абразива и отвержденной смолы, описанной выше, или может быть сформовано на подложке, такой как ручка, молоток, колесо или т.п. Абразивные изделия в связке описаны в общем в патенте США №4800685 (Haynes). Согласно данному изобретению во внешнем покрытии над по меньшей мере частью связующей смолы или в матрице абразивных изделий на связке содержится противозасаливающий агент.
На Фиг.1 показана структура изделия с абразивным покрытием 100, которое включает подложку 102, такую как бумага. Смола, отвержденная политиолом, как описано выше, может содержаться в одном или нескольких слоях, таких как закрепляющее покрытие 104, аппретирующее покрытие 106, покрытие на аппретирующем слое 108 на подложке 102 или т.п. Обычно отвержденная смола может связывать абразивные частицы 110 на подложке с образованием абразивного покрытия на подложке. Абразивное изделие с абразивным покрытием может содержать наполнитель 112.
Подложка 102 может быть жесткой или гибкой, пористой или непористой и т.п. Например, согласно различным вариантам подложка может быть длинномерным нетканым полотном, жесткой подложкой, гибкой подложкой, имеющей основную поверхность, и т.п. Согласно конкретным вариантам подложка является гибкой и отвержденная смола согласуется с гибкостью подложки.
В некоторых случаях поверхностное покрытие 108 может наноситься со связующим или без него. Вообще функция поверхностного покрытия 108 на аппрете заключается в помещении на поверхность материалов с абразивным покрытием добавки, которая придает особые свойства, такие как повышенная диспергирующая способность, поверхностное смазывание, антистатические свойства или противозасаливающие свойства. Примеры подходящих диспергирующих добавок представляют собой добавки, которые включают KBF4. Примеры подходящих смазок для слоя 108 включают стеарат лития и лаурилсульфат натрия. Примеры подходящих антистатических агентов включают сульфонаты щелочных металлов, третичные амины и т.п. Примеры подходящих противозасаливающих агентов включают соли металлов и жирных кислот, например стеарат цинка, стеарат кальция и стеарат лития и т.п. В качестве эффективных противозасаливающих агентов можно также применять анионные органические поверхностно-активные вещества. Различные примеры таких анионных поверхностно-активных веществ и противозасаливающих композиций, включающих такое анионное поверхностно-активное вещество, описаны в заявке США на патент №2005/0085167 А1, содержание которой полностью включено в данную заявку в качестве ссылки. Другие примеры подходящих противозасаливающих агентов включают неорганические соединения, такие как силикаты металлов, двуокись кремния, карбонаты металлов и сульфаты металлов. Примеры таких неорганических противозасаливающих агентов можно найти в заявке WO 02/062531 и в патенте США №6835220.
Согласно конкретным вариантам абразивное изделие может включать слой 114, диспергирующий энергию, который может быть расположен между подложкой 102 и абразивным покрытием 104 (показано) или подложка 102 может быть между абразивным покрытием 104 и слоем, диспергирующим энергию, 114. Согласно некоторым вариантам подложка может быть изготовлена из материала, который обеспечивает и функцию субстрата, и функцию диспергирования энергии в одном слое, например эластомерной пленки или т.п. Считают, что слой, диспергирующий энергию, по меньшей мере частично ослабляет эффект силы шлифования, которая, как полагают, вызывает выделение абразивных частиц из отвержденного или сшитого связующего.
Таким образом, изделие со слоем, диспергирующим энергию, может иметь улучшенные характеристики шлифования более продолжительный срок службы и т.д. по сравнению с идентичным изделием без такого слоя.
Абразивное изделие может включать краситель, например красящие добавки или пигменты. Обычно часть красителя может быть видна через отвержденную смолу, такую как сшитая смола, например, согласно некоторым вариантам часть красителя включена в отвержденную смолу, возможно, в подложку и/или в покрытие между возможной подложкой и отвержденной смолой. Согласно конкретным вариантам красящая добавка может быть органическим полициклическим красителем, органическим моноазокрасителем, органическим диазокрасителем, металлоорганическим комплексом, неорганическим пигментом, таким как окиси или комплексы металлов. Краситель может представлять собой Perinone, антрахинон, комплексы азокрасителей и тиоиндигоидное соединение.
Флуоресцентная красящая добавка является красителем или пигментом, содержащим флуоресцентную органическую молекулу. Подробное описание флуоресцентных красителей можно найти в публикации Zollinger, H., "Color Chemistry: Synthesis, Properties and Applications of Organic Dyes and Pigments", 2nd Ed., VCH, New York, 1991, содержание которой полностью включено в данную заявку в качестве ссылки. Используемый флуоресцентный краситель может быть, например, ксантеном, тиоксантеном, флуореном (например, флуоресцеинами, родаминами, эозинами, флоксинами, уранинами, сукцинеинами, сахареинами, розаминами и родолами), нафтиламином, нафтилимидом, нафтолактамом, азалактоном, метином, оксазином, тиазином, бензопираном, кумарином, аминокетоном, антрахиноном, изовиолантроном, антрапиридоном, пиранином, пиразолоном, бензотиазеном, периленом или тиоиндигоидным соединением. Более предпочтительно, когда флуоресцентный краситель выбран из группы, состоящей из ксантенов, тиоксантенов, бензопиранов, кумаринов, аминокетонов, антрахинонов, изовиолантронов, антрапиридонов, пиранинов, пиразолонов, бензотиазенов, тиоиндигоидных соединений, флуоренов. Наиболее предпочтительно, когда флуоресцентный краситель представляет собой тиоксантен или тиоксантен.
Специалисту известно, что для многих коммерчески доступных красителей конкретное химическое строение отдельных производных этого класса, например тиоксантена, может быть недоступным. Так, конкретные флуоресцентные красители обычно обозначены Colour Index (C.I.), как указано в "Colour Index International" 4th Ed. American Association of Textile Chemists and Colorists, Research Triangle Park, NC, 2002. The Colour Index доступен online по адресу www.colour-index. org.
Примеры предпочтительных флуоресцентных красителей включают C.I.Solvent Orange 63 (Hostasol Red GG, Hoechst AG, Frankfurt, Germany), С.I.Solvent Yellow 98 (Hostasol Yellow 3G, Hoechst AG, Frankfurt, Germany) и С.I.Solvent Orange 118 (FL Orange SFR, Keystone Aniline Corporation, Chicago, Illinois).
Количество применяемого красителя зависит от предполагаемого применения, свойств красителя, других компонентов композиции и т.п. Специалист в данной области, учитывая эти детали, может определить количество красителя для предполагаемого применения композиции. Обычно количество красителя составляет от примерно 0,01 и примерно 2%, более, предпочтительно от примерно 0,05 и примерно 0,5% и наиболее предпочтительно примерно 0,2% от веса всей окрашенной композиции.
Согласно конкретным вариантам краситель является красным, оранжевым, желтым, зеленым, синим, индиго или фиолетовым. По некоторым вариантам краситель является флуоресцентным, например флуоресцентным красным, флуоресцентным оранжевым (блестящим оранжевым), флуоресцентным желтым, флуоресцентным зеленым или т.п. Согласно некоторым предпочтительным вариантам применяют флуоресцентный оранжевый (блестящий оранжевый) краситель.
По другим вариантам, когда применяют краситель, отверждаемая или сшиваемая смола не включает меламин.
Согласно другим вариантам краситель применяют для идентификации абразивного изделия, например для обозначения коммерческого сорта, для указания применения, например, мокрого, сухого, для обработки дерева, металла и т.д., или для обозначения номера изделия и т.д.
Согласно различным вариантам краситель может образовывать печатный узор, например, для обозначения знака, идентифицирующего описания, номера, инструкции по применению, безопасности, индикатора степени износа, индикатора нагрузки шлифовального шлама и т.п., например абразив со шлифовальным шламом или абразив, который уже изношен, может быть менее эффективным, поэтому индикатор степени износа или индикатор количества шлифовального шлама очень полезны для потребителя, показывая ему, что для повышения эффективности нужны изменения. Используемый здесь термин "шлифовальный шлам" относится к материалу изношенной поверхности, который может "нагружать" абразив или оставаться в контакте с абразивом, вызывая уменьшение эффективности абразива.
Согласно некоторым вариантам отвержденная смола может доотверждаться, например сшиваться при помощи фотоинициатора с длиной волны 350 нм или больше, величиной абсорбции более 0,1, обычно более 0,15, более 0,2 еще более 0,25 и особенно более 0,3.
Обычно величина абсорбции при длине волны 350 нм или больше превышает интервал длин волн по меньшей мере примерно на 10 нм, по меньшей мере примерно на 25 нм, особенно по меньшей мере примерно на 40 нм или согласно конкретным вариантам примерно на 50 нм. Интервал длин волн может быть расположен, начиная с 350 нм, или более, между 350 нм и 800 нм, обычно между 350 нм и 500 нм или по некоторым вариантам между 350 нм и 450 нм. Согласно конкретным вариантам интервал длин волн может быть расположен между 350 нм и 400 нм, обычно начиная с 350 нм.
Согласно некоторым вариантам отвержденная смола может доотверждаться, например сшиваться при помощи фотоинициатора, выбранного из окиси бис-ацилфосфина и α-гидроксикетона.
По некоторым вариантам абразивное изделие включает абразивные зерна, которые могут быть по меньшей мере частично прозрачны для УФ-света, например, обладая при длине волны 350 нм или более величиной абсорбции менее 0,9, обычно менее 0,8, менее 0,7, чаще менее 0,6 или еще чаще менее 0,5. Обычно величина абсорбции при длине волны 350 нм или более превышает величину интервала волн по меньшей мере примерно на 10 нм, чаще по меньшей мере примерно на 25 нм, особенно по меньшей мере примерно на 40 нм или примерно на 50 нм.
Согласно некоторым вариантам абразивное изделие включает подложку, прозрачную для УФ-света.
Кроме того, согласно различным вариантам отвержденная или сшитая смола и/или абразивное изделие могут включать наполнитель, прозрачный для УФ-света, например наполнитель, который пропускает больше УФ-света, чем стандартные непрозрачные наполнители, такие как карбонат кальция и двуокись кремния. Согласно конкретным вариантам наполнитель, прозрачный для УФ-света, является тригидратом алюминия.
Согласно различным вариантам абразивные изделия по изобретению могут обладать улучшенными свойствами, особенно по сравнению с изделием, которое в остальном идентично.
Согласно некоторым вариантам отвержденные смолы по изобретению, такие как сшитые смолы, пропускают больше видимого света по сравнению с такой же смолой, но которая отверждена неполитиольным соединением. Используемый термин "видимый свет" обозначает свет в интервале длин волн от примерно 400 нм до примерно 800 нм. Прозрачность отвержденной смолы может быть измерена с применением стандартного спектрометра видимого света для соответствующего стандартного образца. Например, два образца, полученных в виде тонких пленок одинакового размера, можно сравнить и измерить соответствующие величины коэффициента пропускания.
По некоторым вариантам отвержденные смолы по изобретению, например сшитые смолы, могут иметь пониженную среднюю величину tan δ в температурном интервале от примерно -150°С до 250°С по сравнению со смолой, идентичной, но отвержденной неполитиольным соединением.
Согласно некоторым вариантам абразивные изделия по изобретению могут характеризоваться меньшим образованием случайных царапин по сравнению с абразивным изделием, которое является идентичным, но полученным с другой отвержденной смолой, т.е. изделием, которое включает ту же смолу, но отвержденную неполитиольным соединением.
По некоторым вариантам абразивное изделие по изобретению, включающее смолу, отвержденную политиольным соединением, характеризуется повышенной гибкостью, например, по меньшей мере примерно на 5% или по меньшей мере примерно на 10% выше, чем у абразивного изделия, которое является идентичным, но полученным с другой отвержденной смолой, т.е. изделием, которое включает ту же смолу, но отвержденную неполитиольным соединением. Гибкость может быть измерена подходящими методами, известными из уровня техники, например при применении прибора Frank Stiffness meter, доступного в Karl Frank в Германии или Gurley Precision Instruments в США. Обычно метод с Frank Stiffness meter позволяет измерить величину силы, требуемой для сгибания образца по фиксированному радиусу под стандартным углом, например под углом 10-60° с приращением в 5°. Это может быть сделано в направлении утка или платировки образца. Наклон кривой силы (ось Y) в зависимости от величины угла (ось X) для каждого образца известнее как "наклон при сгибе". Чем больше наклон при сгибе, тем обычно больше жесткость изделия.
Согласно другим вариантам абразивное изделие по изобретению, которое включает смолу, отвержденную политиольным соединением, такую как смола, сшитая политиолом, характеризуется повышенной прочностью сцепления (связи) на границе раздела фаз, например, по меньшей мере примерно на 5% или по меньшей мере примерно на 10% больше, чем у изделия с идентичной смолой, но отвержденной не политиолом. Прочность сцепления на границе раздела фаз (или сила отслаивания) может быть определена подходящими методами, известными из уровня техники, например, при применении прибора Instron Tensile tester. Например, при определении показателя при помощи Instron Tensile Tester подложка изделия с абразивным покрытием, которая содержит закрепляющий слой, включающий сшитую смолу, соединена с другим элементом с по существу одинаковой жесткостью. Сила, требуемая для отделения закрепляющего слоя от подложки, подвергается измерению. Отношение силы отслаивания к величине наклона при сгибе обычно является мерой силы сцепления закрепляющего слоя с подложкой, при этом чем больше эта величина, тем больше адгезия.
Изделия с абразивным покрытием по изобретению могут быть применены для шлифовки, очистки или полирования различных поверхностей, например, стали и других металлов, дерева, ламинатов "под дерево", пластиков, стеклоткани, кожи или керамики.
Согласно другому аспекту данное изобретение включает отверждаемую композицию, которая содержит формальдегидную смолу и политиол. Характеристики и примеры, включая предпочтительные, формальдегидной смолы и политиолов описаны выше. Согласно некоторым вариантам отверждаемая композиция включает также тиол-еновый полимер, описанный выше, при этом этот полимер может быть отвержден, например, сшит политиольным соединением. Согласно другим вариантам отверждаемая композиция включает также возможно сшитый или способный к сшиванию компонент, выбранный из группы, включающей фенольные смолы, аминопласты, содержащие боковые α,β-ненасыщенные карбонильные группы, полиуретаны, эпоксидные смолы, мочевиноформальдегидные смолы, полиизоцианураты, меламиноформальдегидные смолы, акриловые смолы, акрилированные полиизоцианураты, акрилированные полиуретаны, акрилированные эпоксидные смолы, бис-малеимидные смолы, мездровый клей, целлюлозы, латексы, казеин, соевые белки, альгинат натрия, поливиниловый спирт, поливинилацетат, полиакрилаты и сополимер этилена с винилацетатом, сополимеры стирола с бутадиеном, их смеси или может быть соединена с этим компонентом. Отверждаемые композиции по изобретению могут дополнительно включать красители, наполнители и добавки в зависимости от предполагаемого применения. Примеры красителей, наполнителей и добавок описаны выше.
Данное изобретение относится также к формальдегидной смоле, сшитой политиольным соединением. Характеристики и примеры, включая предпочтительные, формальдегидной смолы и политиольных соединений описаны выше.
ПРИМЕРЫ
Пример 1: Получение сшитых фенольных смол
Сшитые смолы для применения в следующих примерах получали путем смешения стандартных коммерчески доступных (например, Oxychem, Borden, Bakelite-Hexion, Durez и Dynea) фенолформальдегидных резольных смол с политиолом, пентаэритрит-тетра-(3-меркаптопропионатом) в количестве 0%, 5%, 10% и 20% в расчете на общий вес. Смесь вначале отверждали при температуре 200°F (93,3°C) в течение 2 ч и затем при температуре 250°F (121,1°С) в течение 5 ч для утверждения, например сшивания, смолы.
Изделия с абразивным покрытием для следующих примеров были получены путем смешения одной из вышеуказанных несшитых смол с эпоксиакрилатной смолой, нанесенной на 1,6 фунтов абразивных зерен (Р180 BFRPL окись алюминия), и наносили на пленку полиэтилентерефталата толщиной 5 мил (5×0,0 254·10-3 м) непрерывно. Нанесенную смесь отверждали, как указано выше, для сшивки смолы, фиксируя тем самым абразивное покрытие на субстрате. Можно вводить и другие добавки, как указано в конкретных примерах.
Пример 2: Повышенная прозрачность сшитых фенольных смол
Прозрачность образцов фенольной смолы с 0%, 5%, 10% и 20% по весу политиола, пентаэритрит-тетра-(3-меркаптопропионата) возрастала с увеличением количества политиола. Например, образец без указанного политиола (0%) был почти черным, в то время как образец с 20% этого политиола имел очень яркий желто-оранжевый цвет, свидетельствуя, что прозрачность образца с 20 вес.% политиола была значительно больше, чем у образца с 0% политиола.
Далее, когда сравнивались два почти идентичных изделия с абразивным покрытием, содержащие флуоресцентный оранжевый краситель, то есть одно с фенольным связующим, отвержденным 10 вес.% политиола, пентаэритрит-тетра-(3-меркаптопропионата), и изделие с фенольным связующим, отвержденным неполитиольным соединением, изделие с абразивным покрытием со смолой, отвержденной без политиола, было гораздо темнее и, следовательно, было менее прозрачным, чем изделие с абразивным покрытием, содержащее фенольную смолу, отвержденную политиолом.
Пример 3. Эффект "затенения зернами" преодолен у заявленных изделий.
Некоторые смолы могут быть отверждены путем облучения УФ-светом при использовании фотоинициаторов. На Фиг.2 показан эффект "затенения зернами", который, как полагают, возникает во время отверждения УФ-светом изделия 100 с абразивным покрытием. Полагают, что этот эффект ухудшает отверждение и характеристики абразивов с такими смолами. УФ-свет 402 с короткими длинами волн может быть затенен абразивными зернами 110, которые могут затенить части смолы в закрепляющем покрытии 104 и аппретирующем покрытии 106 на участке 404, затененном зернами, что мешает отверждению этого участка и связыванию зерен 104 с подложкой 102. Не намереваясь основываться на какой-либо теории, полагают, что эффект "затенения зернами" может быть ослаблен путем применения фотоинициатора, который обладает абсорбцией в интервале длин волн, где абразивные зерна являются, по меньшей мере частично, прозрачными, используя наполнители, которые прозрачны для УФ-света, такие как тригидрат алюминия, которые могут повысить рассеяние и/или диффузию света для уменьшения затенения, используя фотоинициатор, который обладает абсорбцией при более длинных волнах, когда длинноволновой свет легче диффундирует в пространство вокруг абразивных частиц и уменьшает затенение, используя подложку, прозрачную для УФ-света в абразивах с покрытием, когда смола может быть отверждена УФ-светом, направленным на сторону подложки, противоположную стороне, где отверждается смола, и т.п.
Пример 4: Фотоинициаторы, применяемые в заявленных абразивных изделиях, поглощают свет, пропущенный абразивными зернами, улучшая отверждение.
На Фиг.3 приведен график, отражающий абсорбцию длинноволнового фотоинициатора 500 по изобретению, коротковолнового инициатора 502 и трех разных видов абразивных зерен 504, 506 и 508. Как можно видеть, если применяют коротковолновой инициатор 502, может быть значительное затенение абразивными зернами, в частности зерна 504. В случае применения длинноволнового инициатора 500 система может быть облучена светом с длинами волн в пределах, превышающих величину, при которой происходит основная абсорбция зерном, например 350 нм для зерна 504, когда фотоинициатор 500 характеризуется большей абсорбцией, чем коротковолновой инициатор 502. Абразивные зерна могут иметь сравнительно низкую абсорбцию, чем коротковолновой инициатор 502, особенно зерно 504.
Пример 5: Сшитые тиолом смолы имеют улучшенные механические свойства.
Образцы отвержденного полимера для механических испытаний были приготовлены путем смешения смолы триметилолпропантриакрилат/трис-2(2-гидроксиэтил) изоцианурат триакрилата (70/30) или смолы TMPTA/ICTA (Sartomer 368D, Sartomer, Exton, PA) с фотоинициатором, наполнителем тригидратом алюминия, пентаэритрит-тетра-(3-меркаптопропионатом) и отливки пленок на необработанный Mylar последующим ультрафиолетовым отверждением на установке Fusion (Fusion UV System, Inc, Gaithersburg, MD), содержащей два источника питания 600 В/дюйм и 300 В/дюйм с "V" и "D" лампами, соответственно, для отверждения образцов @ 30 FPM. Образцы удаляли с пленки Mylar, обрезали и очищали для получения образцов, подходящих для динамических механических испытаний (DMA) (~1/16 дюйма толщиной × 1/4 дюйма ширины × 1 дюйм длины).
К указанным образцам прикладывают синусоидальную силу и осуществляют мониторинг полученной синусоидальной деформации. Отношение динамического напряжения к динамической деформации составляет комплексный модуль Е*, который затем может быть разделен на модуль накопления Е′, и модуль потерь Е′′. Модуль накопления относится к способности материала накапливать энергию и может быть связан с жесткостью материала. Модуль потерь представляет тепло, рассеиваемое образцом в результате движений молекул материала, и может отражать демпфирующие свойства полимера. Отношение модулей потерь и накопления является величиной tan δ. Вследствие вязкоэластичной природы полимеров эти вязкоэластичные свойства (Е′, Е′′ и tan δ) могут быть функцией температуры, а также времени.
На Фиг.4А, 4В и 4С соответственно показаны улучшенные механические свойства - средняя величина повышенного модуля накопления, средняя величина повышенного модуля потерь и средняя величина пониженного tan δ, измеренные в интервале температур от -150°С до 250°С, для смолы триметилолпропантриакрилат/трис-(2-гидроксиэтил)изоцианураттриакрилат, сшитой политиолом, пентаэритрит-тетра-(3-меркаптопропионатом) по сравнению с той же смолой триметилолпропантриакрилат/трис-(2-гидроксиэтил)изоцианураттриакрилат без политиола.
Пример 6: Абразивные изделия по изобретению имеют улучшенную отделку.
На Фиг.5 показана фотография, показывающая нежелательную случайную царапину на поверхности обрабатываемого изделия. Не основываясь на какой-либо теории, полагают, что такие случайные царапины появляются из-за плохой адгезии абразивных частиц, возникающей вследствие плохих механических свойств связующей смолы.
На Фиг.6А и 6В приведены фотографии, которые показывают разницу в поверхности обрабатываемого изделия в случае изделия с абразивным покрытием (со смолой TMPTA/ICTA), сшитой политиолом, пентаэритрит-тетра-(3-меркаптопропионатом) (6А) и абразива с той же смолой, но без политиола (6В). Как показывают эти фотографии, абразив с политиолом имеет более гладкую поверхность с меньшим числом глубоких случайных царапин.
Эта разница может быть количественна. В частности, абразивное изделие с политиолом имеет меньшие величины параметров поверхностной шероховатости Ra, Rz и Rt, как показано в Таблице 1.
Параметры шероховатости поверхности измеряли, оценивая длину пути зонда (например, механического или оптического), которым измеряют вариабельностью поверхности. Ra обозначает среднюю величину шероховатости при оценке длины на поверхности, которая описывает среднее пиковое значение высоты и глубины впадины или среднюю амплитуду поверхности. Rz обозначает 10-балльный ISO параметр высоты, который обозначает разницу высоты между 5 максимальными пиками и 5 минимальными впадинами при оценке длины. Rt является мерой максимума шероховатости или "самой большой шероховатости", относящейся к разнице между самым высоким пиком и самой глубокой впадиной при полной оценке длины.
Пример 7: Абразивные изделия по изобретению имеют повышенную долговечность.
На Фиг.7А и 7В представлены фотографии абразивных изделий с покрытиями после применения в идентичных условиях.
На Фиг.7А показана фотография изделия с абразивным покрытием со смолой TMPTA/ICTA, сшитой политиолом, пентаэритрит-тетра-(3-меркаптопропионатом); на Фиг.7В показана фотография изделия с абразивным покрытием с той же самой смолой, но без политиола. Как можно видеть, смола без политиола имеет большую шероховатость и больше разрушается, имеется много очевидно ослабленных или отсутствующих зерен по сравнению с изделием со смолой и политиолом.
Хотя данное изобретение описано со ссылками на предпочтительные варианты, специалистам в данной области ясно, что могут быть сделаны различные изменения формы и составных частей, не выходя за рамки изобретения, объем которого определяется формулой изобретения. Кроме того, каждый патент США, указанный выше, включен в качестве ссылки в данную заявку.
Пример 8: Абразивные изделия по изобретению обладают повышенной гибкостью и повышенной адгезией.
Изделия с абразивным покрытием, модифицированные политиолом (РТМ), оценивали с точки зрения их гибкости, прочности на отслаивание и адгезии. Испытуемые образцы получали в одних и тех же условиях, поддерживая вес покрытия постоянным и варьируя количество РТМ или в закрепляющем, или в аппретирующем слоях от 0 до 10%, как показано ниже. Все компоненты и их количества показаны в Таблице 2.
Композиция с нанесенным абразивом и РТМ и способ
Изделия с абразивным покрытием для определения гибкости и адгезии получали путем нанесения на непрерывный холст обработанной ткани закрепляющего покрытия на основе 24 ф/полосу (330 фут2) фенолформальдегидной смолы, которая содержит 5,70% РТМ. Все компоненты и количества указаны в Таблице 2. На холст с закрепляющим покрытием затем наносили электростатическое покрытие в количестве 32 ф/полосу на основе зерен окиси алюминия марки BFRPL. Эту структуру из холста с закрепляющим покрытием и зерен затем сушили в печке в течение 2 ч при температуре 80°С для сушки и последующей В-стадии отверждения фенолформальдегидного предполимера.
Затем структуры с абразивным покрытием покрывали 13 ф/полосу аппретирующего покрытия на основе фенолформальдегидной смолы. Состав этого покрытия приведен в Таблице 3. Холст опять перемещали через сушилку, в которой температура отверждения лампой была равна 120°С, и сушили в течение 2 ч.
Затем материал наматывали на сердечник с получением рулона. Рулон изделия с абразивным покрытием затем помещали в большую конвекционную печь для проведения стадии доотверждения в течение 12 ч при температуре 125°С.
Определение гибкости, адгезии и отслаивания
Гибкость определяли при помощи прибора Frank Stiffness Meter (Karl Frank, Germany). В этом опыте измеряли величину силы, требующейся для того, чтобы согнуть образец под углом 10-60°С приращением в 5°. Наклон кривой зависимости величины силы в % (ось "Н") от величины угла (ось "X") для каждого образца характеризует величину, называемую "наклоном при сгибе". Чем больше наклон, тем больше жесткость изделия. Применяли три (3) образца, каждый размером 1" ширины ×3" длины.
Силу отслаивания определяли при помощи прибора Instron Tensile. Для этого холст с абразивным покрытием соединяли с другим членом с той же жесткостью при помощи высокопрочного двухкомпонентного эпоксидного клея. Сила, требуемая для отделения слоя закрепляющего покрытия от материала подложки, измерялась при помощи Т-отслаивания на приборе Instron Tensile со скоростью вращения поперечно головки равной 1,00 дюйм/мин. Отношение величины силы отслаивания к наклону при сгибе является мерой адгезии закрепляющего покрытия к ткани подложки с покрытием, причем чем больше это отношение, тем больше величина адгезии.
Данные, полученные при помощи тестов Frank Stiffness и Instron Peel, приведены в Таблице 4. Из этой таблицы видно, что средняя величина наклона при сгибе для образца с 0% РТМ была равна 1,26 со средней величиной отношения отслаивания к сгибу, равной 21,1. При добавлении 5% РТМ к закрепляющему покрытию наклон при сгибе уменьшался на 11% с соответствующим увеличением отношения отслаивание/сгиб до 23,0 или на 10%. Следовательно, увеличение гибкости изделия наблюдалось при соответствующем повышении адгезии при отслаивании. Это было неожиданным, так как обычно более гибкое изделие имеет меньшую величину адгезии при отслаивании. Увеличивающееся количество добавляемого РТМ к аппретирующему слою не оказывает значительного влияния на гибкость или адгезионные свойства структуры. Эти результаты показывают, что наличие РТМ в закрепляющем слое значительно повышает гибкость изделия с абразивным покрытием, повышая при этом адгезию на границе раздела фаз между закрепляющим слоем и подложкой.
Хотя данное изобретение подробно описано со ссылкой на его предпочтительные варианты, специалистам в данной области очевидно, что, не выходя за рамки данного изобретения, объем которого определяется нижеследующей формулой изобретения, могут быть сделаны различные эквивалентные изменения формы и элементов.
Реферат
Изобретение относится к изготовлению абразивных изделий. Оно включает множество абразивных частиц и смолу, сшитую политиольным соединением. Способ изготовления абразивного изделия включает контактирование множества абразивных частиц с отверждаемой композицией, которая включает смолу и политиольное соединение, и отверждение отверждаемой композиции с получением абразивного изделия. Способ шлифования рабочей поверхности включает приложение абразивного изделия к рабочей поверхности шлифующим движением для удаления части рабочей поверхности. Сшитая композиция включает формальдегидную смолу и политиольное соединение. Формальдегидная смола сшита политиольным соединением. Способ сшивания формальдегидной смолы включает взаимодействие политиольного сшивающего агента с формальдегидной смолой. Улучшаются свойства связующих для абразивов и изготовленных абразивных изделий. 7 н. и 64 з.п. ф-лы, 4 табл, 7 ил.
Комментарии