Тампон с улучшенной целостностью и способ его изготовления - RU2586209C2
Код документа: RU2586209C2
Чертежи











Описание
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В настоящее время существуют два основных типа тампонов, применяемых для женской гигиены. Тампон первого типа предназначен для введения непосредственно пальцами. Тампон второго типа является тампоном аппликаторного типа, предназначенным для введения при помощи аппликатора. Тампоны обоих типов обычно изготавливают путем сгибания или сворачивания рыхлой прямоугольной полосы абсорбирующего материала для получения заготовки и затем сжатия заготовки для получения изделия цилиндрической формы, называемого вкладышем. Вкладыш может содержать, а может и не содержать покрытия. В тампонах обоих типов перед обертыванием и упаковкой тампона для продажи к вкладышу прикрепляют нить для извлечения. В тампоне аппликаторного типа перед обертыванием и упаковкой тампон помещают в аппликатор.
Тампон в соответствии с настоящим изобретением предназначен для введения во влагалище для улавливания потока менструальных выделений, крови и других жидкостей, выделяемых организмом, и предотвращения выхода жидкости из влагалища. Когда женщина готова удалить тампон из влагалища, она тянет за нить для извлечения, прикрепленную к тампону. В идеальном варианте использованный тампон после извлечения остается полностью неповрежденным и по существу не расслаивается, не разворачивается, не разгибается, не телескопируется или структурно не разрушается каким-либо иным способом. Однако этот идеальный вариант не всегда достижим из-за различных факторов, таких как уровень насыщения, угол извлечения, продолжительность использования и множество других. Для устранения этих структурных проблем было предпринято множество попыток стабилизации тампонов. Например, были сделаны попытки применения связывающих волокон, клеящих веществ, сжатия с образованием канавок, иглопробивания, СВЧ-излучения и т.п. Однако, несмотря на эти усилия, все еще существует потребность в тампонах, имеющих улучшенную стабильность вкладышей при использовании и извлечении.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с одним из аспектов настоящего изобретения предложен способ изготовления тампона с улучшенной целостностью. Способ включает обеспечение заготовки, имеющей продольную осевую линию, и сжатие абсорбирующей заготовки в направлении, перпендикулярном продольной осевой линии, для получения вкладыша, имеющего диаметр в сжатом состоянии. Способ также включает пробивание вкладыша в перпендикулярном направлении на глубину в сжатом состоянии, составляющую по меньшей мере 20% от диаметра в сжатом состоянии, для формирования отдельной выемки.
В соответствии с некоторыми вариантами осуществления изобретения вытесненный объем отдельной выемки при максимальном сжатии составляет по меньшей мере 5 мм3.
В соответствии с некоторыми вариантами осуществления изобретения этап сжатия и этап пробивания осуществляют в одном прессующем устройстве.
В соответствии с некоторыми вариантами осуществления изобретения способ дополнительно включает этап выдавливания множества продольных канавок во вкладыше на этапе сжатия.
В соответствии с некоторыми вариантами осуществления изобретения способ включает этап по меньшей мере частичного обертывания абсорбирующей заготовки покрытием перед сжатием абсорбирующей заготовки и покрытия для получения вкладыша. В соответствии с этими вариантами осуществления изобретения способ может также включать пробивание вкладыша и покрытия в перпендикулярном направлении на глубину в сжатом состоянии, составляющую по меньшей мере 30% от диаметра в сжатом состоянии, для получения отдельной выемки.
В соответствии с некоторыми вариантами осуществления изобретения вкладыш определяет первую половину, имеющую вводимый конец, и вторую половину, имеющую извлекаемый конец, и способ дополнительно включает пробивание вкладыша в перпендикулярном направлении для формирования в первой половине на 25% больше выемок, чем во второй половине.
В соответствии с некоторыми вариантами осуществления изобретения способ дополнительно включает этап формирования первого выступающего по окружности кольца на второй половине вкладыша. В соответствии с некоторыми вариантами осуществления изобретения способ дополнительно включает этап формирования второго выступающего по окружности вкладыша кольца, причем первое выступающее по окружности кольцо и второе выступающее по окружности кольцо разделены проходящей по окружности канавкой.
В соответствии с некоторыми вариантами осуществления изобретения способ включает пробивание вкладыша в перпендикулярном направлении для формирования множества проходящих в продольном направлении выемок, причем первый ряд выемок расположен по окружности в шахматном порядке относительно второго соседнего ряда выемок.
В соответствии с другим аспектом настоящего изобретения предложен другой способ изготовления тампона с улучшенной целостностью. Способ включает обеспечение абсорбирующей заготовки, имеющей продольную осевую линию, и сжатие абсорбирующей заготовки для получения вкладыша, имеющего диаметр в сжатом состоянии и множество продольных канавок. Способ также включает пробивание заготовки в направлении, перпендикулярном продольной осевой линии, для формирования множества проходящих в продольном направлении рядов выемок, причем продольные канавки и проходящие в продольном направлении ряды выемок чередуются по окружности.
В соответствии с некоторыми вариантами осуществления изобретения вкладыш пробивают на глубину в сжатом состоянии, составляющую по меньшей мере 30% от диаметра в сжатом состоянии.
В соответствии с некоторыми вариантами осуществления изобретения ряды выемок и ряды канавок формируют в одном прессующем устройстве.
В соответствии с некоторыми вариантами осуществления изобретения первый ряд выемок проходит по окружности в шахматном порядке относительно второго ряда выемок.
В соответствии с некоторыми вариантами осуществления изобретения вкладыш определяет первую половину и вторую половину, и способ дополнительно включает формирование большего количества выемок в первой половине, чем во второй половине.
В соответствии с другим аспектом настоящего изобретения предложен тампон с улучшенной целостностью. Тампон с улучшенной целостностью включает абсорбирующий вкладыш и нить для извлечения. Абсорбирующий вкладыш определяет продольное направление, направление по окружности, первую половину и вторую половину. Нить для извлечения проходит от второй половины. Абсорбирующий вкладыш имеет множество продольных канавок и множество проходящих в продольном направлении рядов выемок, причем канавки и ряды выемок чередуются по окружности.
В соответствии с некоторыми вариантами осуществления изобретения первая половина вкладыша содержит на 25% выемок больше, чем вторая половина.
В соответствии с некоторыми вариантами осуществления изобретения первый ряд выемок расположен по окружности в шахматном порядке относительно второго ряда выемок.
В соответствии с некоторыми вариантами осуществления изобретения тампон также включает покрывающий материал, а выемки включают первый свободный объем над покрывающим материалом и второй свободный объем под покрывающим материалом.
В соответствии с некоторыми вариантами осуществления изобретения тампон включает первое выступающее по окружности кольцо на второй половине вкладыша. В соответствии с некоторыми вариантами осуществления изобретения тампон включает второе выступающее по окружности вкладыша кольцо. Первое выступающее по окружности кольцо и второе выступающее по окружности кольцо разделены проходящей по окружности канавкой.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1-4 представлен иллюстративный тампон в соответствии с настоящим изобретением.
На фиг. 5 представлен иллюстративный способ в соответствии с настоящим изобретением.
На фиг. 6 представлены различные разрезы на разных этапах способа по фиг. 5.
На фиг. 7 представлен другой иллюстративный способ в соответствии с настоящим изобретением.
На фиг. 8 схематично представлены различные разрезы на разных этапах способа по фиг. 7.
На фиг. 9 представлен вид с торца иллюстративного прессующего устройства в соответствии с настоящим изобретением в несжатой конфигурации.
На фиг. 10 представлен вид с торца прессующего устройства по фиг. 9 в сжатой конфигурации.
На фиг. 11 представлен полный вид сбоку иллюстративных прессующих губок для пробивания выемок в соответствии с настоящим изобретением.
На фиг. 12 представлен в увеличенном масштабе фрагмент А по фиг. 11.
На фиг. 13 представлен полный вид сбоку других иллюстративных прессующих губок для пробивания выемок в соответствии с настоящим изобретением.
На фиг. 14 представлен в увеличенном масштабе фрагмент А по фиг. 13.
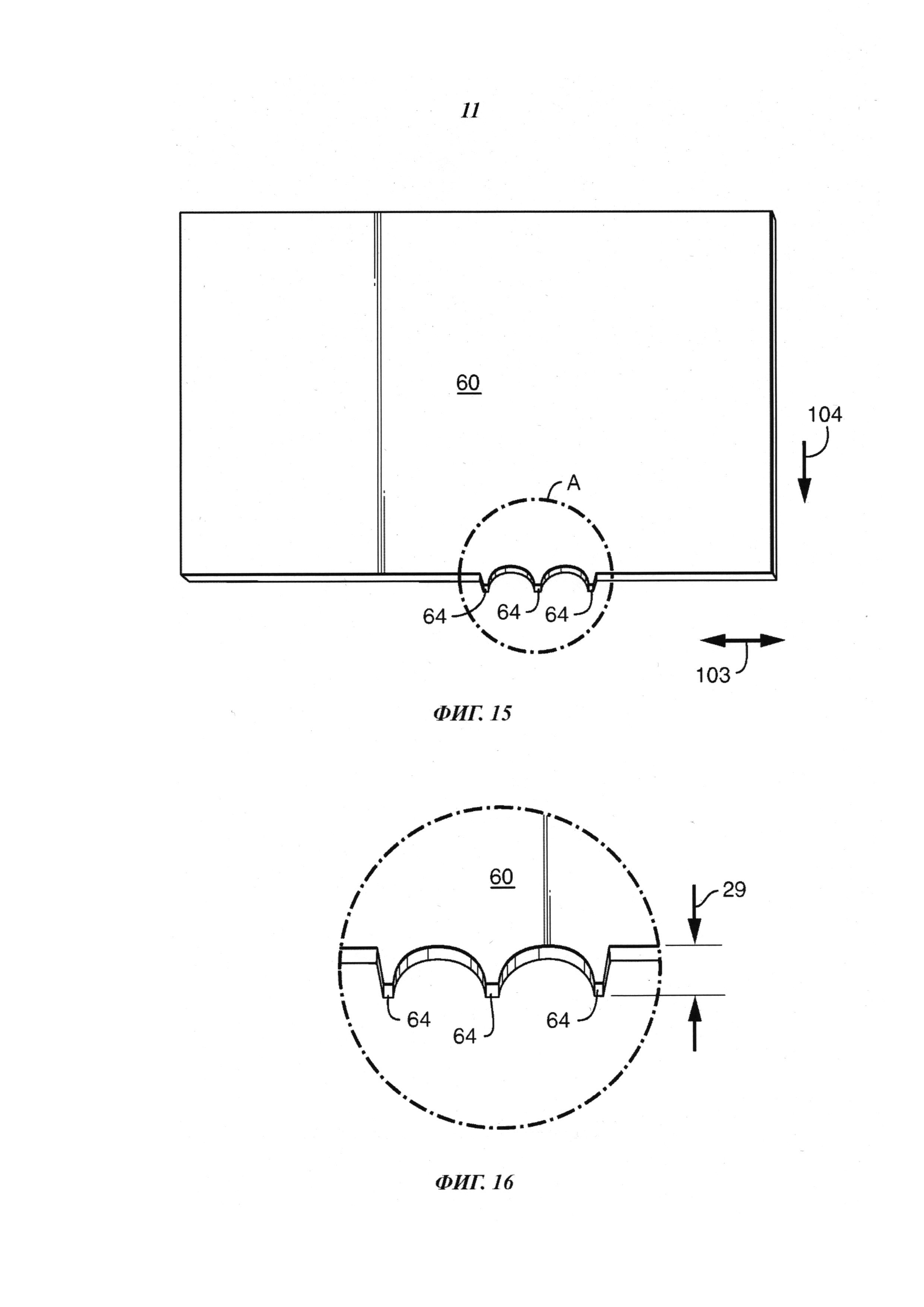
На фиг. 15 представлен полный вид сбоку других иллюстративных прессующих губок для пробивания выемок в соответствии с настоящим изобретением.
На фиг. 16 представлен в увеличенном масштабе фрагмент А по фиг. 15.
На фиг. 17 представлен полный вид сбоку других иллюстративных прессующих губок для пробивания выемок в соответствии с настоящим изобретением.
На фиг. 18 представлен в увеличенном масштабе фрагмент А по фиг. 17.
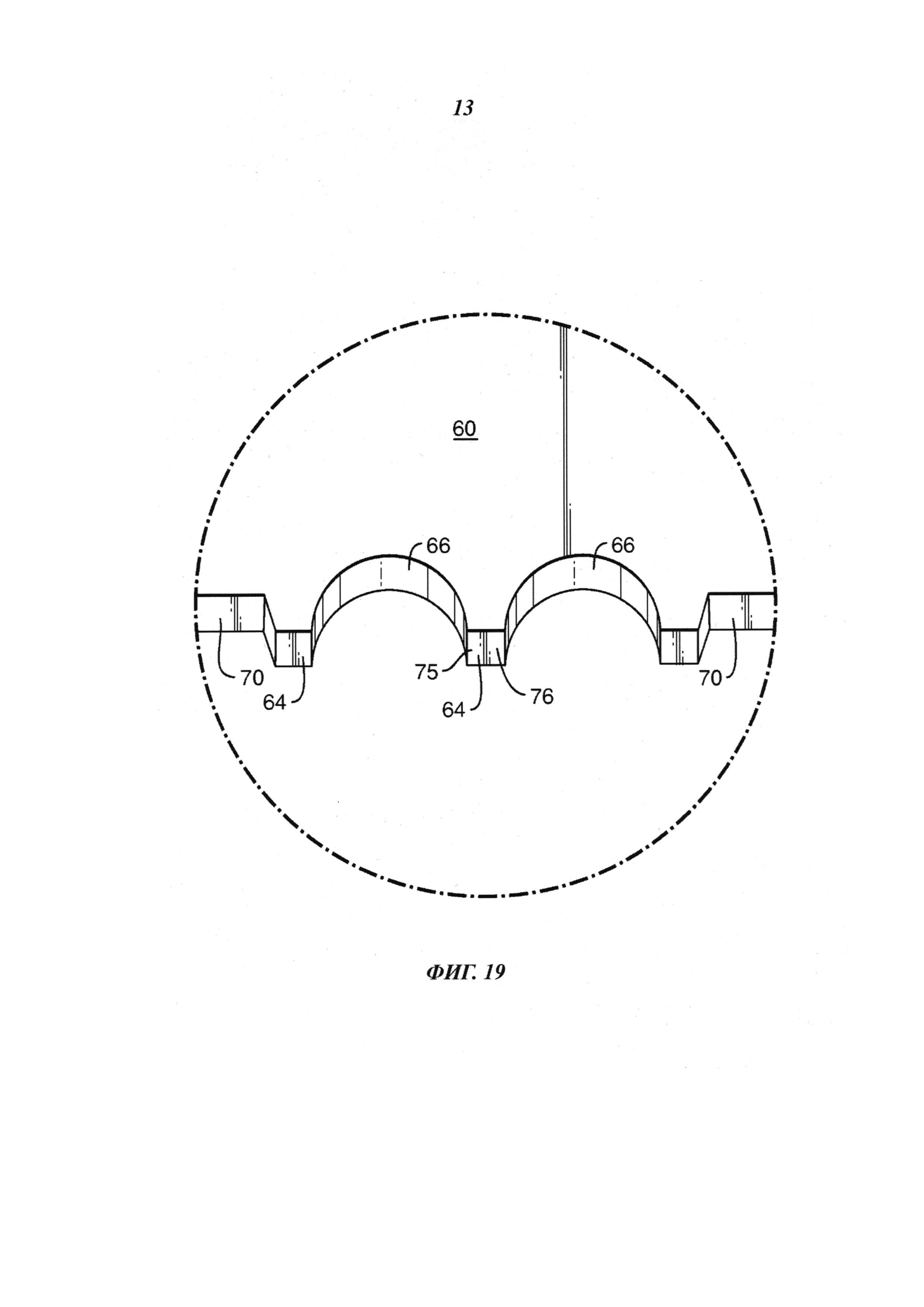
На фиг. 19 представлен в увеличенном масштабе фрагмент В по фиг. 17.
На фиг. 20 представлен полный вид сбоку других иллюстративных прессующих губок для пробивания выемок в соответствии с настоящим изобретением.
На фиг. 21 представлен в увеличенном масштабе фрагмент А по фиг. 20.
На фиг. 22 представлен полученный с помощью сканирующего электронного микроскопа СЭМ (SEM) микроснимок поперечного разреза части абсорбирующего вкладыша без выемки.
На фиг. 23 представлен полученный с помощью сканирующего электронного микроскопа СЭМ (SEM) микроснимок поперечного разреза части абсорбирующего вкладыша, содержащей выемку.
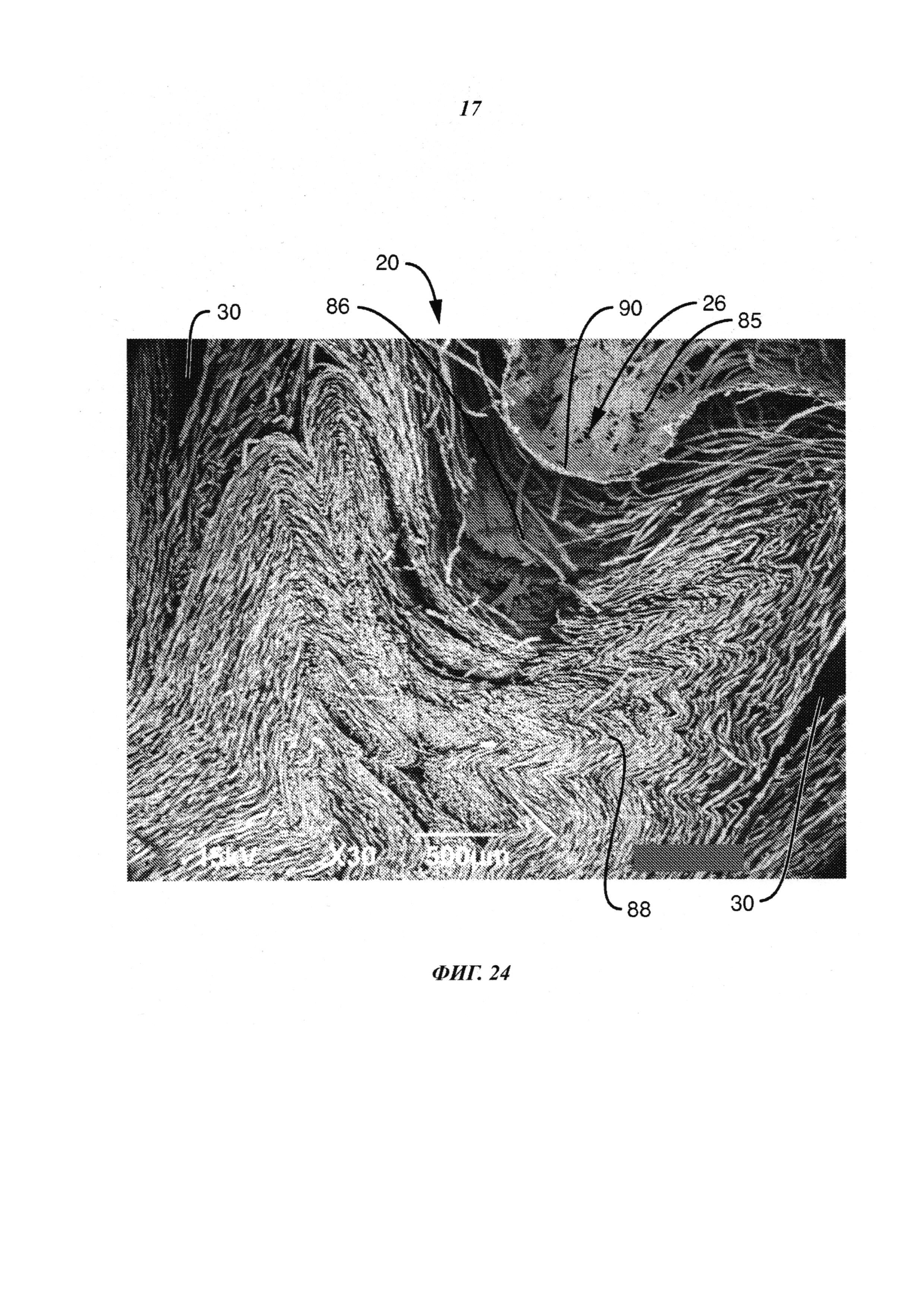
На фиг. 24 представлен полученный с помощью сканирующего электронного микроскопа СЭМ (SEM) микроснимок поперечного разреза части другого абсорбирующего вкладыша, содержащей выемку.
На фиг. 25 представлен полученный с помощью сканирующего электронного микроскопа СЭМ (SEM) микроснимок выемки, сделанный сверху.
СВЕДЕНИЯ. ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Тампон в соответствии с настоящим изобретением предназначен для введения выше области входа во влагалище и предназначен для функционирования таким образом, чтобы улавливать поток менструальных выделений, крови и других жидкостей, выделяемых организмом, и предотвращения выхода жидкости из влагалища. Хотя вкладыши в соответствии с настоящим изобретением описаны в связи с применением в качестве менструальных вкладышей, должно быть ясно, что такие вкладыши также могут быть использованы в качестве любых других вагинальных вкладышей, таких как пессарии. Аналогично, хотя вкладыши в соответствии с настоящим изобретением в общем описаны как «абсорбирующие», должно быть ясно, что такие вкладыши могут иметь покрытие или быть иным образом обработанными, являясь частично или полностью неабсорбирующими.
Как показано на фиг. 1-4, тампон 10 включает массу волокнистого материала 11, сжатого во вкладыш 20 в основном цилиндрической формы, имеющий продольную осевую линию 102. Тампон 10 в общем имеет вводимый конец 38 и противоположный извлекаемый конец 42. Вводимый конец 38 является частью тампона, которая первой входит в полость влагалища. В соответствии с некоторыми вариантами осуществления изобретения вводимый конец может быть скруглен, или ему может быть придана другая форма, облегчающая введение. При использовании вкладыш 20 в соответствии с настоящим изобретением полностью расположен во влагалище.
Тампон 10 дополнительно включает нить 21 для извлечения, помогающую извлечь тампон 10 из влагалища. Нить 21 для извлечения может быть прикреплена к вкладышу 20 любым подходящим способом. Нить 21 для извлечения может дополнительно включать один или более узлов 31 для предотвращения истирания нити 21 для извлечения и создания точки, в которой женщина может захватить нить 21 для извлечения, когда она готова извлечь тампон 10 из влагалища.
Когда женщина тянет за нить 21 для извлечения, силы прикладываются к точкам соединения между нитью 21 для извлечения и вкладышем 20. Этим силам противодействуют силы трения между вкладышем 20 и стенками влагалища. Силы трения изменяются в зависимости от уровня насыщения вкладыша, присутствия и/или типа покрывающего материала, расширения вкладыша, ориентации вкладыша, реологии имеющихся жидких выделений и множества других факторов. Вне зависимости от различных факторов вкладыш должен обладать целостностью, позволяющей ему выдерживать противодействующие силы без расслаивания, развертывания, разгибания, телескопирования или иного структурного разрушения. Не желая быть связанными теорией, предполагается, что эти и другие структурные разрушения вызываются, по меньшей мере частично, сдвигом разных слоев или структур вкладыша. Считается, что эти сдвиги усугубляет тот факт, что вкладыши, в общем, изготавливают из волокнистых лент, которые могут быть смотаны, согнуты, уложены стопкой, собраны в складки, собраны в пучки, сжаты в комок, упакованы в пакет и т.п. Имевшиеся попытки стабилизировать вкладыш включали применение связывающих волокон, клеящих веществ, сжатия с образованием канавок, иглопробивания, СВЧ-излучения и т.п. При том, что эти способы имели переменный успех, предполагается, что настоящее изобретение позволяет улучшить слоевую или структурную целостность путем механического забивания отдельных частей наружных слоев или структур в прилегающие внутренние слои или структуры.
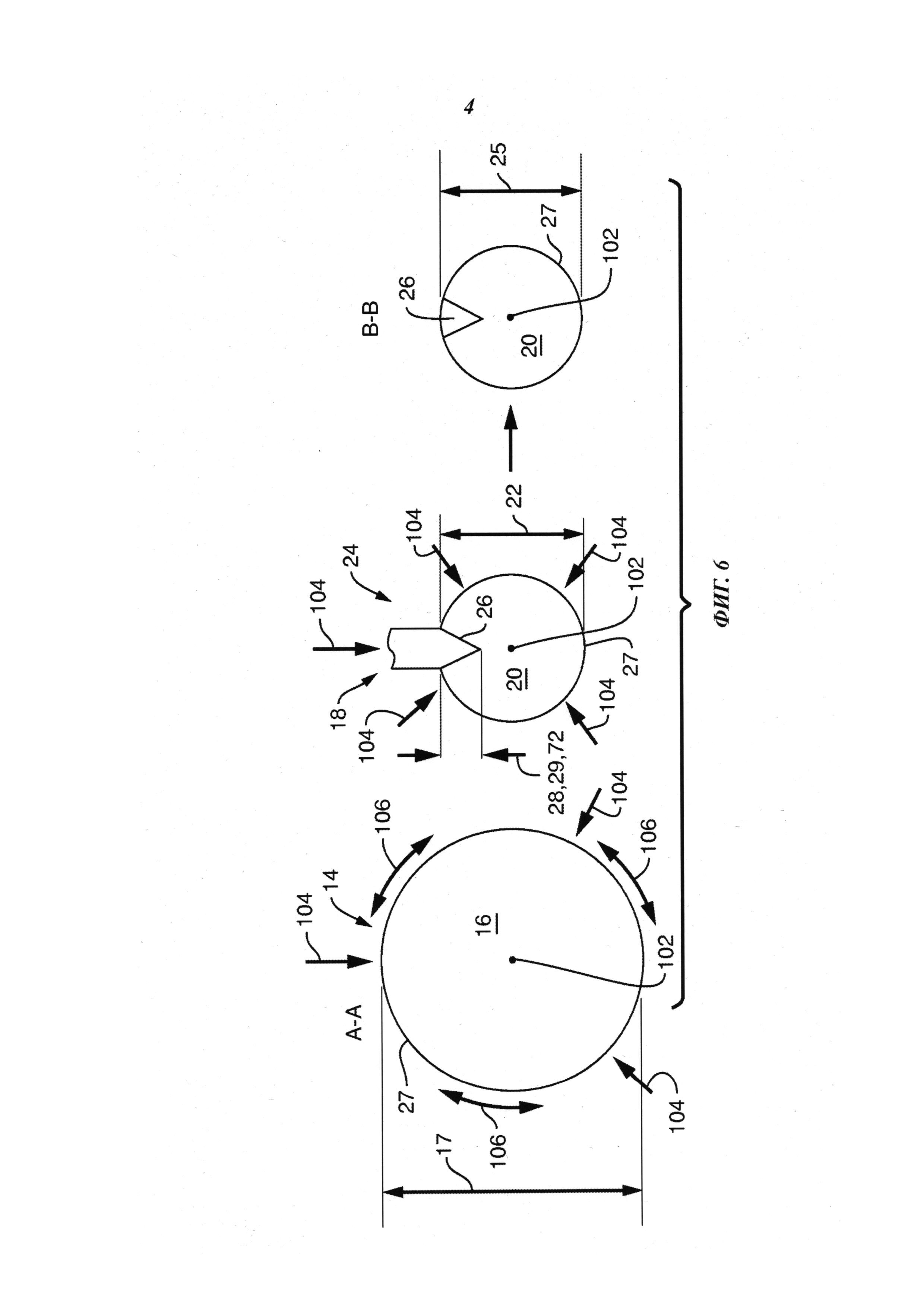
Таким образом, настоящее изобретение относится к способу изготовления тампона, имеющего улучшенную слоевую или структурную целостность. На фиг. 5 представлен способ 12 изготовления тампона 10, имеющего улучшенную слоевую целостность. Способ 12 включает этап 14 обеспечения абсорбирующей заготовки 16. Абсорбирующая заготовка 16 имеет исходный диаметр 17 (фиг. 6) до ее введения в прессующее устройство 19. Способ 12 включает этап 18 сжатия абсорбирующей заготовки 16 в прессующем устройстве 19 в направлении 104. Направление 104 перпендикулярно продольной осевой линии 102 и проходит радиально внутрь к этой осевой линии. Абсорбирующая заготовка 16 сжимается от исходного диаметра 17 до диаметра 22 в сжатом состоянии (фиг. 6). Способ 12 также включает этап 24 пробивания вкладыша 20, имеющего диаметр 22 в сжатом состоянии, в направлении 104 для формирования отдельной выемки 26, имеющей глубину 28 (фиг. 6).
На фиг. 6 представлен поперечный разрез абсорбирующей заготовки 16 по линии А-А по фиг. 5. Можно видеть, что абсорбирующая заготовка 16, поданная в прессующее устройство (этап 14), имеет исходный диаметр 17. Абсорбирующая заготовка 16 определяет множество направлений 104, перпендикулярных и проходящих радиально внутрь к продольной осевой линии 102. Абсорбирующая заготовка 16 определяет также направление 106 по окружности. На фиг.6 также представлен поперечный разрез абсорбирующей заготовки 16 в точке максимального сжатия для получения вкладыша 20, имеющего диаметр 22 в сжатом состоянии (центральная часть чертежа). На центральной части фиг. 6 также представлен этап 24 пробивания вкладыша 20 в перпендикулярном направлении 104 для получения отдельной выемки 26, имеющей глубину 28 в сжатом состоянии, составляющую по меньшей мере 20% от диаметра 22 в сжатом состоянии. Наконец, на фиг. 6 представлен разрез вкладыша 20 по линии В-В по фиг. 5. На этом чертеже вкладыш 20 представлен с восстановленным диаметром 25 и отдельной выемкой 26.
В соответствии с различными вариантами осуществления изобретения этап 18 сжатия и этап 24 пробивания осуществляются последовательно в ходе отдельных операций. В соответствии с другими вариантами осуществления этап 18 сжатия и этап 24 пробивания могут осуществляться в одном прессующем устройстве 19, как показано на фиг. 5 и 7. В соответствии с различными вариантами осуществления изобретения этапы 18 и 24 могут осуществляться одновременно или в быстрой последовательности в одном прессующем устройстве 19.
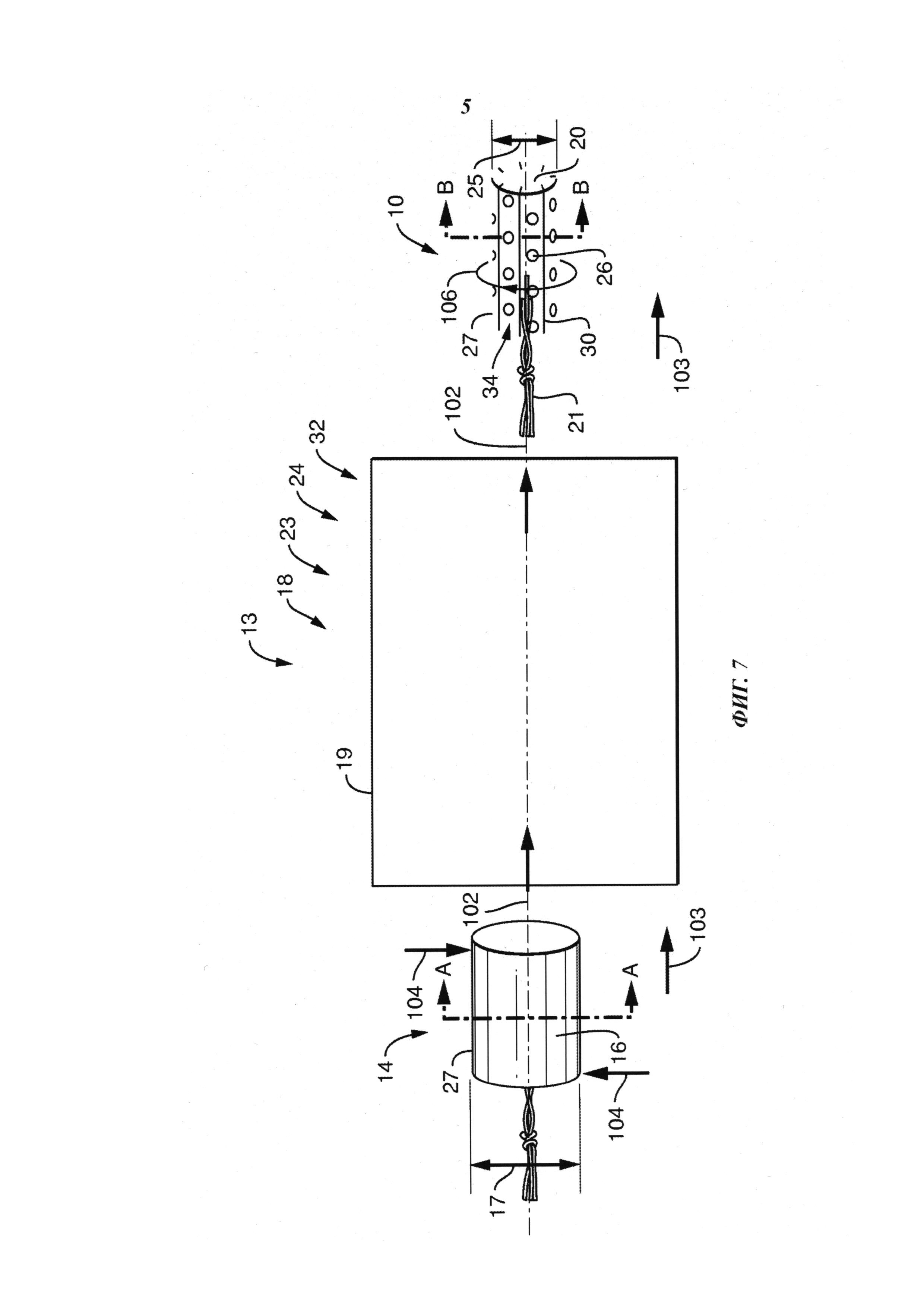
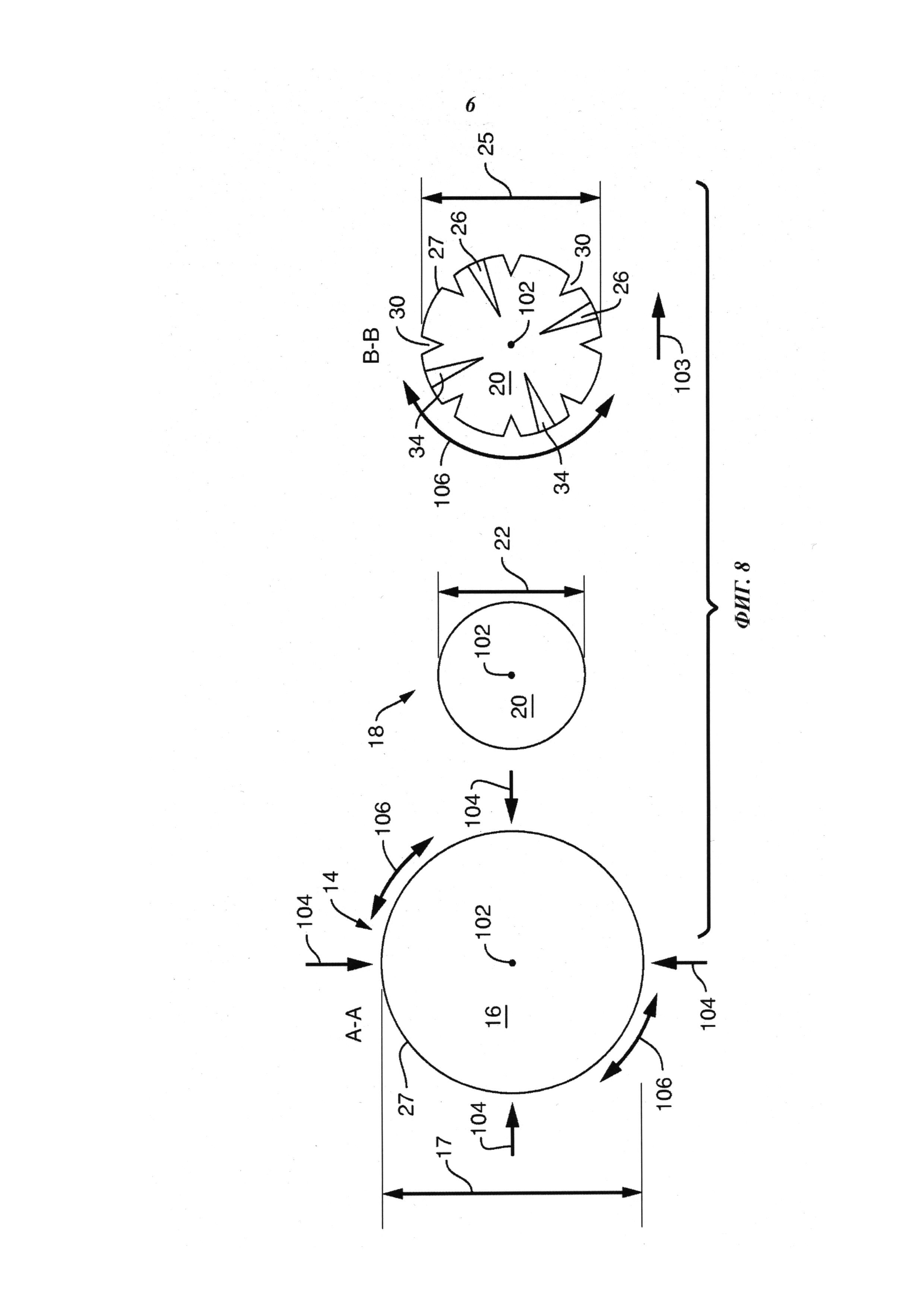
Настоящее изобретение относится также к другому способу изготовления тампона, имеющего улучшенную слоевую или структурную целостность. На фиг. 7 представлен другой способ 13 изготовления тампона 10, имеющего улучшенную слоевую или структурную целостность. На фиг. 8 представлены различные поперечные разрезы по фиг. 7. В частности, на фиг. 8 представлен поперечный разрез абсорбирующей заготовки 16 по линии А-А по фиг. 7. На фиг. 8 также представлен поперечный разрез абсорбирующей заготовки 16 при максимальном сжатии для получения вкладыша 20 (центральная часть чертежа). Наконец, на фиг. 8 представлен поперечный разрез вкладыша 20 по линии В-В по фиг. 7. Представленный на этой части чертежа вкладыш 20 имеет восстановленный диаметр 25. Способ 13 включает этап 14 обеспечения абсорбирующей заготовки 16. Абсорбирующая заготовка 16 имеет исходный диаметр 17 перед введением в прессующее устройство 19. Способ 13 включает этап 18 сжатия абсорбирующей заготовки в прессующем устройстве 19 в перпендикулярном направлении 104 (т.е. радиально внутрь) от исходного диаметра 17 для получения вкладыша 20, имеющего диаметр 22 в сжатом состоянии. Способ 13 может также включать этап 23 формирования одной или более продольных канавок 30. Способ 13 также включает этап 24 пробивания вкладыша 20 в перпендикулярном направлении для формирования одной или более выемок 26. В соответствии с некоторыми вариантами осуществления изобретения способ 13 включает формирование одного или более проходящих в продольном направлении рядов 34 выемок 26. В соответствии с различными вариантами осуществления изобретения способ 13 может также включать этап формирования множества продольных канавок 30 и множества проходящих в продольном направлении рядов 34 выемок 26. В соответствии с некоторыми вариантами осуществления изобретения способ 13 может включать этап 32 чередования продольных канавок 30 и проходящих в продольном направлении рядов 34 выемок 26 в направлении 106 по окружности, как показано на фиг. 8.
В общем, в прессующем устройстве 19 может использоваться один или более штампов, совершающих возвратно-поступательное движение друг относительно друга, таким образом формируя между собой полость формы. Когда абсорбирующую заготовку помещают в полость формы, штампы могут быть приведены в действие таким образом, что они двигаются навстречу друг другу и сжимают абсорбирующую заготовку. Абсорбирующая заготовка может быть сжата в любой подходящей степени. Например, абсорбирующая заготовка может быть сжата по меньшей мере до 75%, по меньшей мере до 50% или по меньшей мере до 25% от исходных размеров. Например, диаметр абсорбирующей заготовки может быть уменьшен до приблизительно % исходного диаметра. В соответствии с некоторыми вариантами осуществления изобретения диаметр абсорбирующей заготовки может быть уменьшен от приблизительно 28,5 мм до приблизительно 6,6 мм, что составляет приблизительно 23% от исходного диаметра. Поперечное сечение полученного вкладыша 20 может иметь круглую, овальную, прямоугольную, шестиугольную или любую другую подходящую форму или комбинацию форм. В отношении вкладыша 20, имеющего некруглое поперечное сечение (т.е. нецилиндрического), под термином «диаметр» подразумевается диаметр наибольшей окружности, которая может быть вписана в некруглую площадь поперечного сечения.
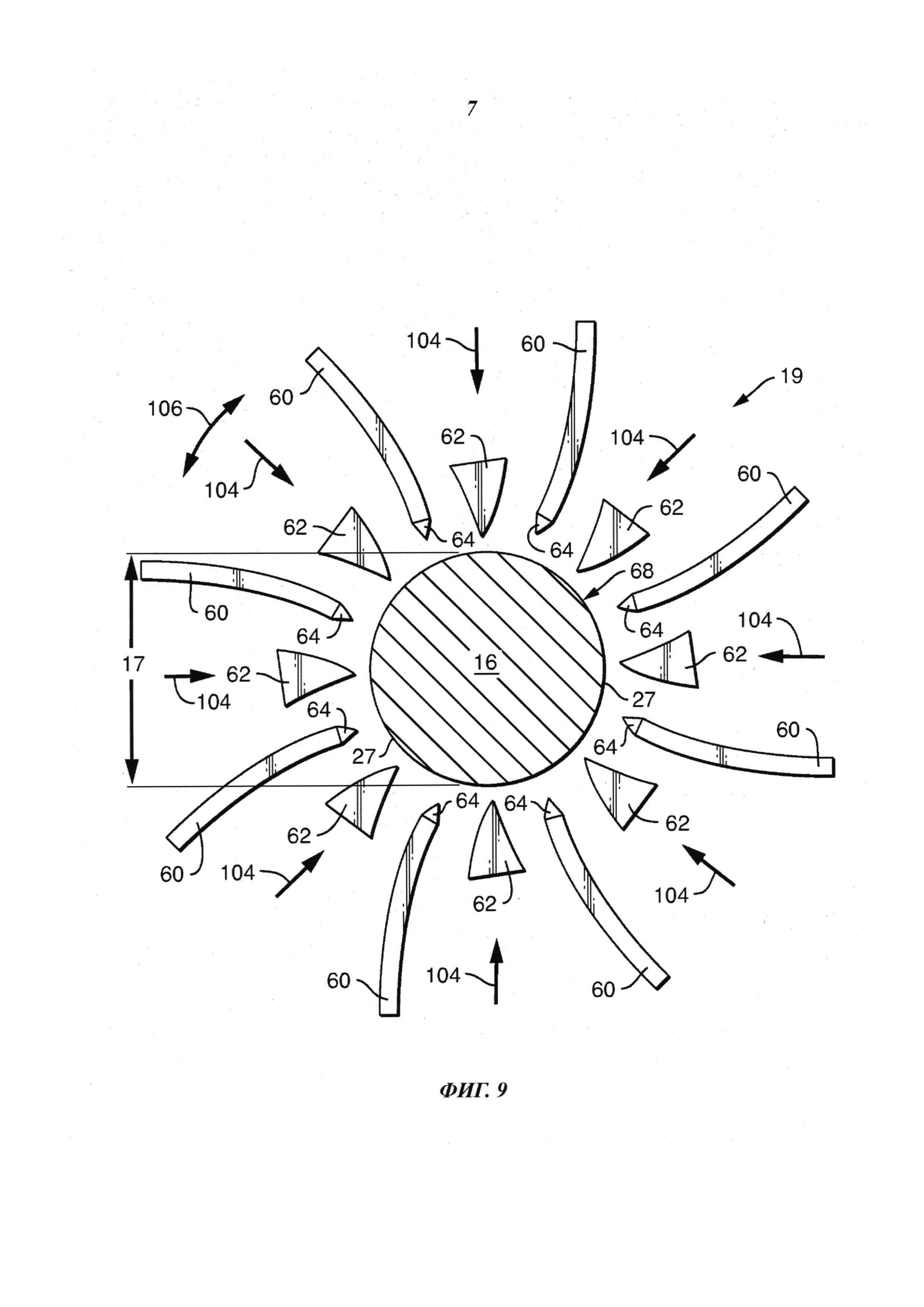
На фиг. 9 представлен вид с торца абсорбирующей заготовки 16 в прессующем устройстве 19. Прессующее устройство 19 может включать любое подходящее число прессующих губок 60 для пробивания выемок. Например, прессующее устройство 19 может включать 1, 2, 3, 4, 5, 6, 7, 8, 9 или по меньшей мере 10 прессующих губок 60 для пробивания выемок. В соответствии с вариантом осуществления по фиг. 9, восемь прессующих губок 60 для пробивания выемок равномерно разнесены в направлении 106 по окружности абсорбирующей заготовки 16. В соответствии с различными вариантами осуществления изобретения прессующее устройство 19 может также включать любое подходящее количество прессующих губок 62 для пробивания канавок. Например, прессующее устройство 19 может включать 1, 2, 3, 4, 5, 6, 7, 8, 9 или по меньшей мере 10 прессующих губок 62 для пробивания канавок. Прессующие губки 60 для пробивания выемок и прессующие губки 62 для пробивания канавок (если они имеются) совместно определяют полость 68 формы. В соответствии с вариантом осуществления по фиг. 9 восемь прессующих губок 62 для пробивания канавок равномерно разнесены в направлении 106 по окружности абсорбирующей заготовки 16. Кроме того, на фиг. 9 представлено восемь прессующих губок 60 для пробивания выемок, равномерно чередующихся с восемью прессующими губками 62 для пробивания канавок в направлении 106 по окружности абсорбирующей заготовки 16. Восемь прессующих губок 60 для пробивания выемок и восемь прессующих губок 62 для пробивания канавок совместно определяют полость 68 формы.
На фиг. 9 представлен этап 14 способа 13, когда абсорбирующая заготовка 16 подана в полость 68 формы прессующего устройства 19, но еще не сжата (т.е. несжатая конфигурация). На фиг. 10 представлено прессующее устройство 19 по фиг. 9 при максимальном сжатии в перпендикулярном направлении 104 (т.е. сжатая конфигурация). Более конкретно, на этапе 10 представлен этап 18 способа 13, в ходе которого абсорбирующую заготовку 16 сжимают для получения вкладыша 20. На фиг. 10 представлены восемь прессующих губок 60 для выемок и восемь прессующих губок 62 для канавок, перемещенные в направлении 104 перпендикулярно и/или радиально внутрь к продольной оси 102 для сжатия вкладыша 20. Прессующие губки 60 для выемок включают один или более отдельных выступов 64. Отдельные выступы 64 пробивают вкладыш 20 для формирования отдельных выемок 26 (фиг. 1), улучшающих слоевую целостность в этих точках.
На фиг. 9 и 10 представлены виды с торца прессующих губок 60 для выемок. На фиг. 11-21, напротив, представлены различные полные виды сбоку прессующих губок 60 для выемок, имеющих профильные поверхности 70 и отходящие от них отдельные выступы 64. Профильные поверхности 70 выполнены с возможностью сжатия абсорбирующей заготовки и придания формы части наружной поверхности 27 полученного вкладыша 20 (фиг. 1). Таким же образом отдельные выступы 64 выполнены с возможностью сжатия абсорбирующей заготовки и затем пробивания вкладыша для формирования отдельных выемок 26 (фиг. 1), придающих целостность абсорбирующим слоям или структуре вблизи от точки пробивания. Точка пробивания создает выемку 26 (фиг. 1).
В соответствии с различными вариантами осуществления отдельные выступы 64 могут иметь любую подходящую форму, размеры и/или объем. В соответствии с некоторыми вариантами осуществления изобретения отдельные выступы 64 могут иметь форму пирамиды, конуса, цилиндра, куба, обелиска и т.п. или комбинацию этих форм. Например, отдельные выступы 64 могут иметь форму конуса с относительно остроконечной вершиной, как показано на фиг. 20. В другом примере отдельные выступы 64 могут иметь форму конуса с закругленной вершиной, как показано на фиг. 13 и 14. В соответствии с некоторыми вариантами осуществления изобретения отдельные выступы 64 могут иметь форму пирамиды, как показано на фиг. 11 и 12. В соответствии с некоторыми вариантами осуществления изобретения отдельные выступы 64 могут иметь прямоугольную вершину и по меньшей мере одну изогнутую сторону, как показано на фиг. 15, 16, 17 и 19.
В соответствии с некоторыми вариантами осуществления изобретения прессующие губки 60 для выемок могут иметь отдельный рельеф 66. Отдельный рельеф 66 проходит в прессующие губки 60 для выемок и может иметь любую подходящую форму. Например, как показано на фиг. 19, отдельный рельеф 66 может иметь арочную форму. В соответствии с этими вариантами осуществления изобретения, когда множество прессующих губок 60 для выемок сжимают абсорбирующую заготовку 16 для получения вкладыша 20, формируется выступающее по окружности кольцо 46, как показано на фиг. 4.
В соответствии с различными вариантами осуществления изобретения одна или более прессующих губок 60 для выемок могут включать первый отдельный выступ 73, имеющий первую форму 74, и второй отдельный выступ 75, имеющий вторую форму 76, отличную от первой формы 74. Например, на фиг. 17 представлен первый отдельный выступ 73, имеющий первую форму 74, причем первая форма 74 является конической (фиг. 18). На фиг.17 также представлен второй отдельный выступ 75, имеющий вторую форму 76, причем вторая форма является более кубической.
В соответствии с некоторыми вариантами осуществления изобретения прессующее устройство может включать первую прессующую губку для выемок, имеющую первый отдельный выступ, имеющий первую форму. Таким же образом прессующее устройство может включать вторую прессующую губку для выемок, имеющую второй отдельный выступ, имеющий вторую форму. В соответствии с различными вариантами осуществления изобретения первая и вторая формы могут быть одинаковыми или различными. Например, в соответствии с некоторыми вариантами осуществления изобретения первая прессующая губка для выемок может включать отдельные выступы, имеющие форму конусов, а вторая прессующая губка для выемок может включать отдельные выступы, имеющие форму пирамид.
В соответствии с различными вариантами осуществления изобретения отдельные выступы 64 могут выступать на любое подходящее расстояние от профильной поверхности 70. Например, выступы 64 по фиг. 12, 14, 16 и 18 могут иметь величину 29 выступания, составляющую по меньшей мере 0,5 мм, по меньшей мере 1 мм, по меньшей мере 1,5 мм, по меньшей мере 2 мм, по меньшей мере 2,5 мм или по меньшей мере 3 мм. В соответствии с различными вариантами осуществления изобретения одна или более прессующих губок 60 для выемок могут иметь отдельные выступы 64, причем один или более отдельных выступов 64 имеют одинаковую величину 29 выступания, как показано на фиг. 11 и 13. В соответствии с некоторыми вариантами осуществления изобретения одна или более прессующих губок 60 для выемок могут иметь два или более отдельных выступов 64, имеющих разные величины 29 выступания, как показано на фиг. 20. Более конкретно, на фиг. 20 представлена прессующая губка 60 для выемок, имеющая профильную поверхность 70, причем первый отдельный выступ 73 имеет первую величину 82 выступания (фиг. 21), а второй отдельный выступ 75 имеет вторую величину 84 выступания (фиг. 21). Как видно на чертеже, вторая величина 84 выступания превышает первую величину 82 выступания.
В соответствии с некоторыми вариантами осуществления изобретения прессующее устройство может включать первую прессующую губку для выемок, имеющую первый отдельный выступ, имеющий первую величину выступания. Таким же образом, прессующее устройство может включать вторую прессующую губку для выемок, имеющую второй отдельный выступ, имеющий вторую величину выступания. В соответствии с различными вариантами осуществления изобретения первая и вторая величины выступания могут быть одинаковыми или различными. Например, в соответствии с некоторыми вариантами осуществления изобретения первая прессующая губка для выемок может включать отдельные выступы, величина выступания которых меньше чем величина выступания отдельных выступов второй прессующей губки для выемок.
Поскольку профильные поверхности 70 прессующих губок 60 для выемок определяют диаметр 22 в сжатом состоянии вкладыша 20 (фиг. 6 и 8), величина 29 выступания равна глубине 72 пробивания отдельным выступом 64 вкладыша 20. Глубина 72 пробивания может быть выражена в процентах от диаметра 22 в сжатом состоянии вкладыша 20. Например, в соответствии с различными вариантами осуществления изобретения отдельные выступы 64 могут иметь глубину 72 пробивания, составляющую по меньшей мере 20%, по меньшей мере 30%, по меньшей мере 40% или по меньшей мере 50% от диаметра 22 в сжатом состоянии вкладыша 20. Например, в соответствии с некоторыми вариантами осуществления изобретения диаметр 22 в сжатом состоянии может составлять приблизительно 6,6 мм, а величина 29 выступания может составлять приблизительно 2,55 мм, таким образом глубина 72 пробивания составляет 39% от диаметра 22 в сжатом состоянии.
В соответствии с различными вариантами осуществления изобретения объем отдельных выступов 64 может составлять по меньшей мере 3, по меньшей мере 4 или по меньшей мере 5 мм3. В соответствии с частными вариантами осуществления изобретения отдельные выступы 64 могут быть тупыми конусами с диаметром основания 2,523 мм и высотой 2,546 мм при объеме 5,045 мм3. В соответствии с различными вариантами осуществления изобретения объем и/или форма отдельных выступов могут быть выбраны таким образом, чтобы обеспечить необходимую слоевую целостность. В соответствии с различными вариантами осуществления изобретения по меньшей мере 80%, по меньшей мере 90%, или по меньшей мере 95%, или 100% от объема отдельных выступов 64 может пробивать сжатый вкладыш 20. Таким образом, в соответствии с этими вариантами осуществления изобретения вытесненный объем абсорбирующего материала, исходно образующий выемки 26, составляет по меньшей мере 80%, по меньшей мере 90%, по меньшей мере 95% или по меньшей мере 100% от объема отдельных выступов 64.
Представленный на фиг. 1-4 вкладыш 20 определяет первую половину 36, имеющую вводимый конец 38, и вторую половину 40, имеющую извлекаемый конец 42. В соответствии с некоторыми вариантами осуществления изобретения способ в соответствии с изобретением включает пробивание вкладыша 20 отдельными выступами 64 таким образом, что в первой половине 36 вкладыша образуется больше выемок 26, чем во второй половине 40. Например, на фиг. 1 и 4 представлен вкладыш 20, в первой половине 36 которого имеется больше выемок 26, чем во второй половине 40. Предполагается, что это предпочтительно, поскольку нить 21 для извлечения часто закреплена в первой половине 36 вкладыша 20, при этом выходя из извлекаемого конца 42 второй половины 40. Поэтому приложенное усилие извлечения сначала направлено на первую половину 36. Таким образом, создание большей слоевой целостности при помощи выемок 26 в первой половине 36 вкладыша 20 обеспечивает противодействие усилию извлечения и способствует сохранению целостности вкладыша 20. В соответствии с некоторыми вариантами осуществления изобретения первая половина 36 содержит по меньшей мере на 25%, по меньшей мере на 50% или по меньшей мере на 75% выемок больше, чем вторая половина 40. В соответствии с некоторыми вариантами осуществления изобретения все выемки 26 могут быть выполнены в первой половине. В соответствии с некоторыми вариантами осуществления изобретения по меньшей мере 60%, по меньшей мере 70%, по меньшей мере 80% или по меньшей мере 90% выемок могут находиться в первой половине 36.
В соответствии с некоторыми вариантами осуществления изобретения способ включает этап формирования первого выступающего по окружности кольца 46 вокруг вкладыша 20 на второй его половине 40. В соответствии с некоторыми вариантами осуществления изобретения способ включает этап формирования второго выступающего по окружности кольца 48 вокруг вкладыша 20, как показано на фиг. 4. В соответствии с различными вариантами осуществления изобретения первое выступающее по окружности кольцо 46 и второе выступающее по окружности кольцо 48 могут быть разделены проходящей по окружности канавкой 50.
В соответствии с некоторыми вариантами осуществления изобретения способ включает этап пробивания вкладыша 20 для формирования одного или более проходящих в продольном направлении рядов 34 выемок 26. Например, на фиг. 1-4 представлен вкладыш 20, имеющий множество проходящих в продольном направлении рядов 34 выемок 26. В соответствии с различными вариантами осуществления изобретения первый ряд 35 выемок 26 может быть выровнен в направлении 106 по окружности со вторым рядом 37 выемок 26, как показано на фиг. 3. В соответствии с некоторыми вариантами осуществления изобретения первый ряд 35 выемок 26 может быть расположен в направлении 106 по окружности в шахматном порядке относительно второго ряда 37 выемок 26, как показано на фиг. 1, 2 и 4. В соответствии с различными вариантами осуществления изобретения первый ряд 35 выемок 26 и второй ряд 37 выемок 26 могут быть соседними рядами, как показано на фиг. 1-4. В соответствии с некоторыми вариантами осуществления изобретения проходящие в продольном направлении ряды выемок могут проходить в направлении 106 по окружности вкладыша 20 и могут быть расположены в шахматном порядке таким образом, что соседние ряды выемок не выровнены, как показано на фиг. 1, 2 и 4.
Способ в соответствии с различными вариантами осуществления изобретения включает этап формирования одной или более продольных канавок 30 в абсорбирующем вкладыше 20. Например, на фиг. 1-4 представлен вкладыш 20, имеющий множество продольных канавок 30. Таким же образом, способ в соответствии с настоящим изобретением может включать этап обеспечения множества продольных канавок 30 и множества проходящих в продольном направлении рядов 34 выемок 26, причем продольные канавки 30 и проходящие в продольном направлении ряды 34 чередуются в направлении 106 по окружности вкладыша 20, как показано на фиг. 1-4.
Абсорбирующая заготовка 16 и, в конечном счете, вкладыш 20 в соответствии с настоящим изобретением, может включать абсорбирующие и/или связывающие волокна любого подходящего типа и/или их комбинацию. Абсорбирующие волокна могут включать любой подходящий абсорбирующий материал, полученный из искусственных или натуральных волокон, таких как полиэфир, целлюлоза, ацетат, нейлон, полипропилен, искусственное волокно, хлопок или их смесь. Абсорбирующие волокна могут также включать любую подходящую смесь волокон. Например, абсорбирующие волокна могут быть получены из целлюлозных волокон, таких как хлопок и искусственное волокно. Абсорбирующие волокна могут содержать 100 масс.% хлопка, 100 масс.% искусственного волокна или смесь хлопковых и искусственных волокон. В соответствии с некоторыми вариантами осуществления изобретения целлюлозные волокна могут быть модифицированы для придания суперабсорбирующих свойств.
В соответствии с некоторыми вариантами осуществления изобретения абсорбирующая заготовка 16 и в конечном счете вкладыш 20 может включать комбинацию абсорбирующих волокон и длинных связывающих волокон, как раскрыто в патентной заявке US 13/051447, Jackson et al., поданной 18 марта 2011 и включенной в настоящий документ путем ссылки до той степени, которая не противоречит сказанному здесь.
При применении хлопковых волокон их штапельная длина должна составлять от приблизительно 20 до приблизительно 40 мм. Толщина волокна хлопковых волокон должна составлять в основном от приблизительно 15 до приблизительно 28 мкм. При необходимости хлопковые волокна также могут быть отбеленными. Отбеливание повышает белизну хлопковых волокон.
Если применяют искусственные волокна, их штапельная длина должна составлять от приблизительно 20 до приблизительно 45 мм. В соответствии с некоторыми вариантами осуществления изобретения штапельная длина искусственных волокон может составлять от 38 до 42 мм. Номер волокна подходящих искусственных волокон может составлять от приблизительно 1 до приблизительно 6 денье. В соответствии с конкретными вариантами осуществления изобретения искусственные волокна могут быть вискозными волокнами, волокнами лиоцелл или любыми другими подходящими искусственными волокнами или регенерированным целлюлозным волокном.
Искусственные волокна могут иметь круглую, двухлепестковую или трехлепестковую конфигурацию поперечного сечения, или любую другую конфигурацию поперечного сечения, известную специалистам в данной области техники. Двухлепестковая конфигурация имеет профиль поперечного сечения в виде «кости для собаки», а трехлепестковая конфигурация имеет Y-образный профиль поперечного сечения. При желании искусственные волокна также могут быть отбеленными.
В соответствии с различными вариантами осуществления изобретения абсорбирующая заготовка может быть смотана, уложена стопкой, согнута или обработана иным образом перед сжатием для получения вкладыша. Например, подходящие менструальные тампоны могут включать вкладыши в форме «чашечки», раскрытые в патентной публикации US 2008/0287902, Edgett, и патенте US 2330257, Bailey; вкладыши в виде «гармошки» или сложенные W-образно, раскрытые в патенте US 6837882, Agyapong; «радиально смотанные» вкладыши, раскрытые в патенте US 6310269, Friese; вкладыши типа «сосиска» или «шарик», раскрытые в патенте US 2464310, Harwood; сложенные М-образно вкладыши тампонов, раскрытые в патенте US 6039716, Jessup; уложенные стопкой вкладыши тампонов, раскрытые в патенте US 2008/0132868, Jorgensen, или вкладыши тампонов типа «мешок», раскрытые в патенте US 3815601, Schaefer.
Подходящий способ изготовления «радиально смотанных» вкладышей раскрыт в патенте US 4816100, Friese. Способ радиального сматывания может также включать способ сжатия заготовки для получения вкладыша, раскрытый в патенте US 6310269, Friese. Подходящие способы изготовления сложенных W-образно вкладышей раскрыты в патентах US 6740070, Agyapong; US 7677189, Kondo и US 2010/0114054, Mueller. Подходящий способ изготовления чашеобразных вкладышей и уложенных стопкой вкладышей раскрыт в патентной заявке US 2008/0132868, Jorgensen.
Тампон в соответствии с различными вариантами осуществления изобретения может также включать покрывающий материал, расположенный по меньшей мере на части наружной поверхности. Покрытие может гарантировать отсутствие непосредственного контакта волокон вкладыша с внутренними стенками влагалища. Это минимизирует вероятность оставления волокон во влагалище после извлечения тампона. Покрытие может быть нанесено на вводимый конец и/или на извлекаемый конец таким образом, чтобы по существу или полностью окружать и покрывать абсорбирующие волокна. Покрытие также может быть выполнено из термосвариваемого материала, способствующего связыванию всего покрытия или его частей с вкладышем, например путем нагревания или приложения давления.
Необязательное покрытие может быть выполнено из нетканого материала, такого как полиолефин, в особенности полипропилен или полиэтилен. Материал покрытия может являться материалом спанбонд. В соответствии с некоторыми вариантами осуществления изобретения материалом покрытия может быть соединенное кардованное полотно, изготовленное из двухкомпонентных волокон (например, оболочка/сердцевина полиэтилен/полиэтилентерефталат). В соответствии с некоторыми вариантами осуществления изобретения материалом покрытия может быть пленочный материал, изготовленный из полипропилена, полиэтилена или их комбинации. Например, в соответствии с некоторыми вариантами осуществления изобретения покрытие может иметь три слоя, изготовленных из полиэтилена-полипропилена-полиэтилена. В соответствии с некоторыми вариантами осуществления изобретения материал покрытия может иметь отверстия диаметром 1 мм или менее или 0,5 мм или менее.
В соответствии с вариантами осуществления изобретения, включающими покрывающий материал, способ может также включать этап пробивания вкладыша до или после нанесения покрывающего материала. Например, в соответствии с некоторыми вариантами осуществления изобретения способ может дополнительно включать этап обертывания абсорбирующей заготовки покрывающим материалом перед сжатием для получения вкладыша. В соответствии с этими вариантами осуществления изобретения одна или более выемок могут также включать свободный объем, расположенный под покрывающим материалом. Например, на фиг. 22-25 представлены полученные с помощью сканирующего электронного микроскопа СЭМ (SEM) микроснимки поперечных разрезов различных вкладышей. Микроснимки СЭМ (SEM) тампона, при разрезании закрепленного в плотно прилегающей пластиковой трубе, были сделаны с 30-кратным увеличением. На фиг. 22 представлен поперечный разрез части вкладыша 20 без выемки. Более конкретно, на фиг. 22 представлена масса абсорбирующих волокон 88, в основном выровненных в неправильные слои и по меньшей мере частично окруженных покрывающим материалом 90. На фиг. 22 также представлен поперечный разрез продольной канавки 30.
На фиг. 23 представлен поперечный разрез части вкладыша 20 с выемкой 26 и продольными канавками 30. Вкладыш 20 по фиг. 23 был сжат, пробит, и в нем были выполнены канавки после добавления покрывающего материала 90. Иными словами, покрывающий материал 90 и абсорбирующие волокна 88 были сжаты и пробиты одновременно для формирования отдельной выемки 26. Выемка 26 включает первый свободный объем 85 над покрывающим материалом 90 и второй свободный объем 86 под покрывающим материалом 90. На дне второго свободного объема 86 абсорбирующие волокна сильно сжаты и по меньшей мере частично разломаны.
На фиг. 24 представлен другой поперечный разрез части вкладыша 20 с выемкой 26 и продольными канавками 30. Как и на фиг. 23, покрывающий материал 90 и абсорбирующие волокна 88 были пробиты одновременно для формирования выемки 26. Выемка 26 включает первый свободный объем 85 над покрывающим материалом 90 и второй свободный объем 86 под покрывающим материалом 90. Абсорбирующие волокна 88 сильно сжаты и по меньшей мере частично разломаны на дне выемки 26.
Предполагается, что это локализованное (т.е. прерывистое) пробивание и сжатие абсорбирующих слоев вытесняет абсорбирующий материал и прерывает межслоевое поверхностное взаимодействие. Таким образом, предполагается, что вкладыш 20 способен лучше противодействовать усилиям извлечения без расслаивания, развертывания, разгибания, раздвижения или иного структурного разрушения. Это подтверждается испытаниями, в ходе которых имеющийся на рынке радиально намотанный тампон с выдавленными канавками пробивали на глубину до 39% от диаметра в сжатом состоянии, составляющего 6,6 мм, при помощи 56 отдельных выступов (8 рядов по 7 отдельных выступов в каждом), имеющих величину прохождения 2,55 мм и форму по фиг. 11 для создания 56 отдельных выемок. Этот тампон с выемками испытывали в сравнении с контрольным тампоном с выдавленными канавками, не имевшим отдельных выемок. Было обнаружено, что максимальная сила, противодействующая телескопированию, тампона с выемками более чем в три раза превосходит максимальную силу, противодействующую телескопированию, контрольного тампона.
В соответствии с различными вариантами осуществления изобретения пробивание покрытия и вкладыша может разрушать материал покрытия. В соответствии с другими вариантами, пробивание покрытия и вкладыша смещает абсорбирующий материал под покрытием, но не разрушает покрытия. Например, на фиг. 25 представлен полученный с помощью сканирующего электронного микроскопа СЭМ (SEM) сделанный сверху микроснимок вкладыша 20, имеющего покрытие 90 и выемку 26. На фиг. 25 видно, что покрытие 90 в выемке 26 сильно сжато, но никаких разрушений не видно и нижележащие абсорбирующие волокна не видны.
В соответствии с различными вариантами осуществления изобретения нить 21 для извлечения может быть прикреплена к вкладышу 20 любым подходящим способом. Например, во вкладыше 20 (и покрытии, если оно присутствует) может быть выполнено сквозное отверстие, обеспечивающее средство для прикрепления нити 21 для извлечения. В соответствии с различными вариантами осуществления изобретения нить 21 для извлечения может быть прикреплена к абсорбирующей заготовке 16 до или после ее сжатия для получения вкладыша 20. Нить 21 для извлечения может быть прикреплена к вкладышу 20 и затем согнута в петлю. Затем у свободных концов нити 21 для извлечения может быть сформирован узел 31 для предотвращения отделения нити 21 от вкладыша 20. Узел 31 также служит для предотвращения истирания нити 21 для извлечения и обеспечения места или точки, в которой женщина может захватить нить 21 для извлечения, когда она готова извлечь тампон 10 из влагалища.
Нить 21 для извлечения может быть выполнена из различных типов ниток или лент. Нитка или лента может быть изготовлена целиком или частично из 100% хлопковых волокон и/или других материалов. В соответствии с некоторыми вариантами осуществления изобретения нить 21 для извлечения может состоять из 67% полиэтилентерефталата и 33% искусственного волокна. Нить 21 может быть соединена с абсорбирующей заготовкой и/или вкладышем с привязыванием или без привязывания. Нить 21 для извлечения может иметь любую подходящую длину и/или может быть окрашена, и/или обработана веществом, препятствующим впитыванию, например воском, перед прикреплением к вкладышу 20.
Хотя изобретение подробно описано в отношении конкретных вариантов его осуществления, специалистам в данной области техники должно быть ясно из предыдущего, что возможны различные изменения, варианты и эквиваленты описанных вариантов осуществления. Следовательно, сущность настоящего изобретения следует определять как сущность прилагаемой формулы изобретения и любых ее эквивалентов. Кроме того, предусмотрены также все комбинации и/или подкомбинации раскрытых вариантов осуществления изобретения, диапазоны, примеры и альтернативы.
Реферат
Настоящее изобретение относится к способу изготовления тампона с улучшенной целостностью, включающему обеспечение абсорбирующей заготовки, имеющей продольную осевую линию, и сжатие абсорбирующей заготовки в направлении, перпендикулярном продольной осевой линии, для получения вкладыша, имеющего диаметр в сжатом состоянии. Способ также включает пробивание вкладыша в перпендикулярном направлении на глубину в сжатом состоянии, составляющую по меньшей мере 20% от диаметра в сжатом состоянии, для получения отдельной выемки. 3 н. и 17 з.п. ф-лы, 25 ил.
Формула
- обеспечение абсорбирующей заготовки, имеющей продольную осевую линию;
- сжатие абсорбирующей заготовки в направлении, перпендикулярном продольной осевой линии, для получения вкладыша, имеющего диаметр в сжатом состоянии, и
- пробивание вкладыша в перпендикулярном направлении на глубину в сжатом состоянии, составляющую по меньшей мере 20% от диаметра в сжатом состоянии для получения отдельной выемки.
- обеспечение абсорбирующей заготовки, имеющей продольную осевую линию;
- сжатие абсорбирующей заготовки для получения вкладыша, имеющего диаметр в сжатом состоянии и множество продольных канавок;
- пробивание вкладыша в направлении, перпендикулярном продольной осевой линии, для формирования множества проходящих в продольном направлении рядов выемок, причем продольные канавки и проходящие в продольном направлении ряды выемок чередуются по окружности.
Документы, цитированные в отчёте о поиске
Тампон, имеющий спиральные канавки
Комментарии