Тампон, а также способ изготовления тампона - RU2459604C2
Код документа: RU2459604C2
Чертежи


Описание
Данное изобретение относится к тампону с вводимым концом и задним концом, состоящему из спрессованной гигроскопичной полоски и выведенной из заднего конца возвратной нити. Кроме того, изобретение относится к способу изготовления тампона из гигроскопичной полоски, соединенной с возвратной нитью.
В современных так называемых тампонах-аппликаторах, в которых собственно тампон находится внутри гильзы и применяется посредством сдвигания штока, необходимая для последующего удаления использованного тампона возвратная нить фиксирована посредством пришивания к гигроскопичному материалу тампона. При изготовлении тампона гигроскопичная полоска служит в качестве исходного материала, на который нашивают возвратную нить. Затем на непосредственно следующем этапе происходит придание формы тампону от первоначальной формы в виде полоски в приблизительно цилиндрическую конечную форму под действием давления.
Прошивание возвратной нити к гигроскопичной полоске тампона оказалось невыгодным. Поскольку швейные машины имеют ограничения в отношении достигаемых скоростей шитья, из-за этого становится невозможно интенсифицировать производственный процесс изготовления тампонов выше скорости швейной машины, а следовательно, - достигать более сокращенного времени изготовления.
Поэтому задачей предложенного изобретения является тампон, а также способ его изготовления, отличающиеся сокращенным производственным циклом.
Для решения этой задачи в отношении тампона предлагается, что возвратную нить в форме петли обводят вокруг полоски и что полоска к каждой стороне петли снабжена перегибом.
Прокладывание возвратной нити на гигроскопичной полоске с образованием обведенной вокруг полоски петли позволяет при производстве тампона-аппликатора достичь высокой скорости изготовления или продолжительности такта. Петля вызывает предварительную фиксацию возвратной нити. Во время непосредственно следующего прессования тампона-аппликатора возникают перегибы в материале полосы, ограничивающие подвижность возвратной нити, и как следствие, на этом этапе больше не может происходить сползание или потеря нити.
Для дополнительной фиксации возвратной нити используют способы соединения, например принимают во внимание способ сварки. Для этого подходит, прежде всего, сваривание посредством нагреваемых нажимных деталей, ультразвука, посредством лазера и т.д. Но также для еще более хорошего соединения возвратной тесьмы с деформированной впоследствии полосой подходит и процесс склеивания.
Предпочтительно, если гигроскопичная полоска состоит из накапливающей жидкость волокнистой ленты, ленты из нетканого полотна или ваточной ленты и окружающей ее оболочки. Предусмотренная внутри полоски волокнистая лента накапливает проступающую через оболочку жидкость.
Кроме того, для прочности при разрыве соединения предпочтительно, если возвратная нить приварена или склеена с полоской как вдоль верхней стороны полоски, так и вдоль ее нижней стороны.
В отношении способа для решения указанной задачи предлагается способ изготовления тампона из гигроскопичной, соединенной с возвратной нитью полоски, включающий следующие этапы:
а) Разрезание гигроскопичной полоски на отрезки заданной длины;
b) Размещение возвратной нити в форме обведенной вокруг полоски петли,
с) Прессование полоски между перемещающимися друг к другу башмаками с образованием перегиба полоски относительно каждой стороны петли.
Этим способом можно достичь значительно более высокой по сравнению с уровнем техники скорости изготовления, т.е. более сокращенного времени изготовления на один тампон.
Далее приводится разъяснение подробностей и преимуществ предложенного тампона, а также предложенного способа его изготовления при помощи приложенных чертежей.
На чертежах показаны:
Фиг.1 - Перспективное изображение изготовления бесконечного материала, из которого соответственно:
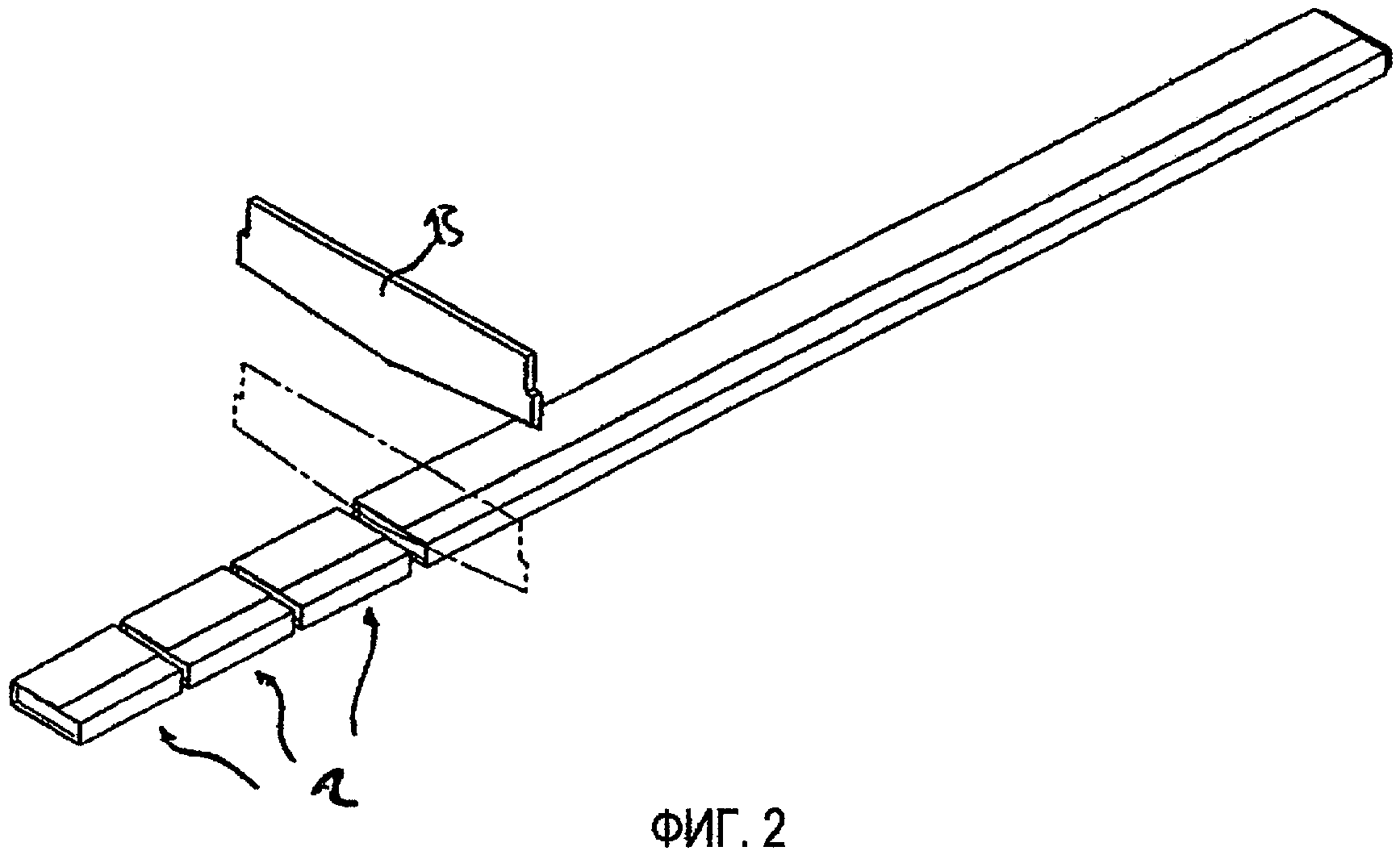
Фиг.2 - отрезают отдельные гигроскопичные полоски,
Фиг.3 - четыре различные формы полоски (фиг.3a-3d),
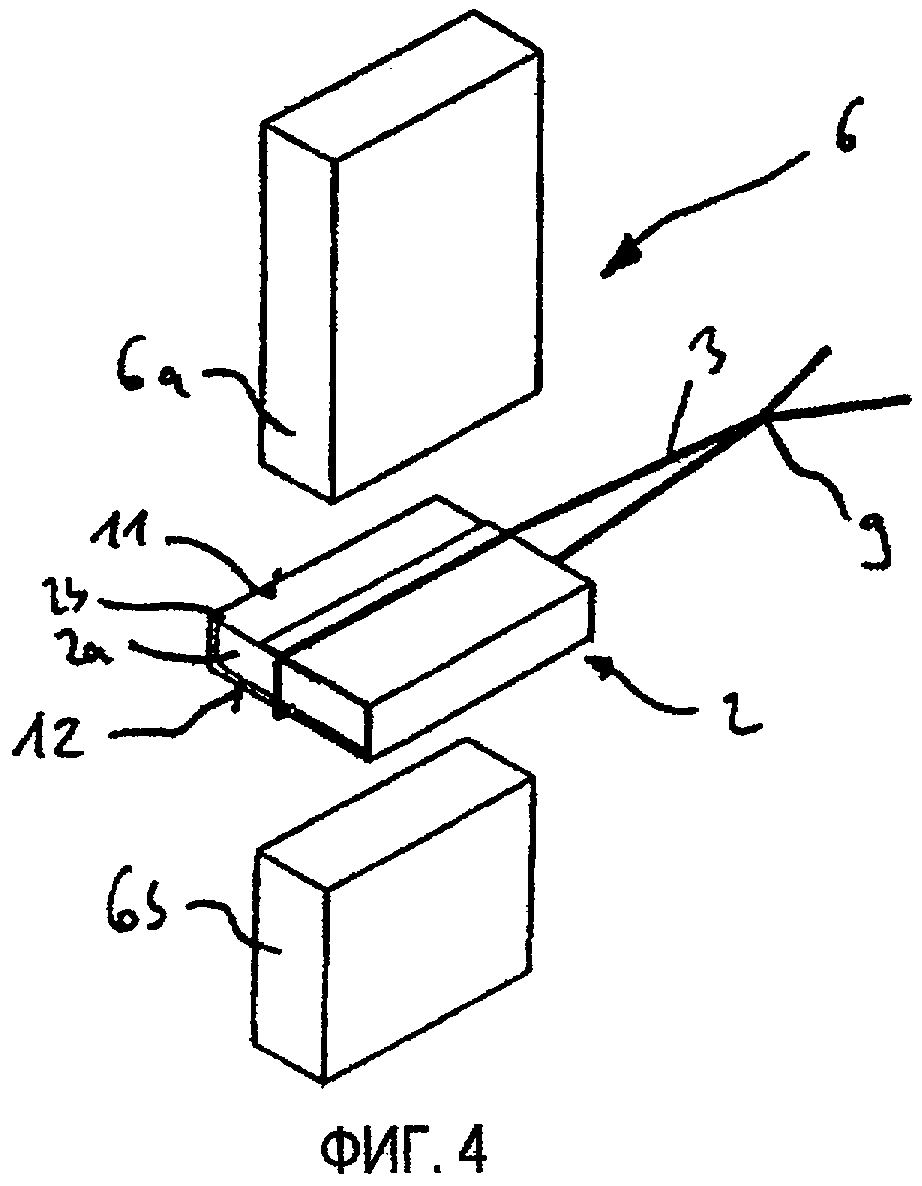
Фиг.4 - компоновка для сваривания возвратной нити с полоской, вид в перспективе,
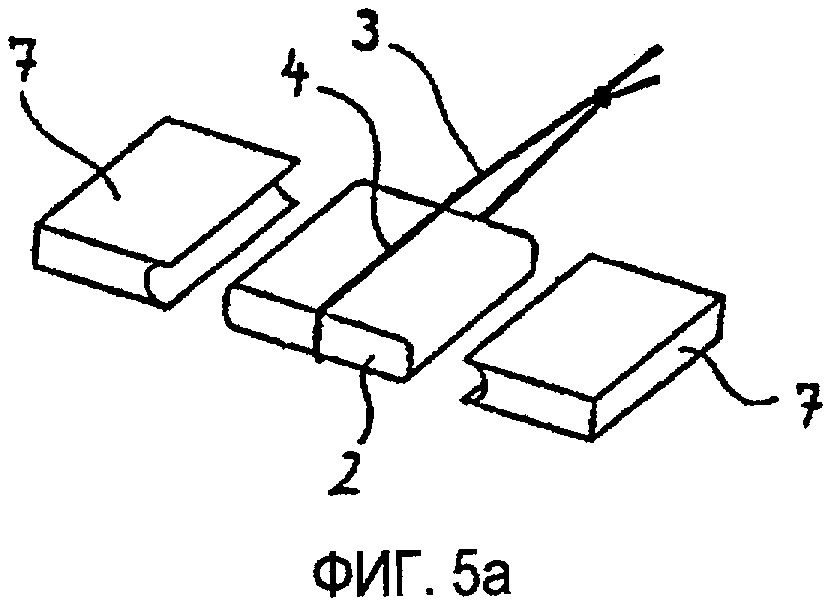
Фиг.5 - придание формы тампону-аппликатору направленным друг на друга действием давления по отдельным этапам фиг.5a, 5b и 5c.
На фиг.1 сначала представлено изготовление бесконечного материала 5, от которого на следующих этапах изготовления отделяют гигроскопичную полоску 2 для изготовления тампона 1 для использования в тампоне-аппликаторе. Бесконечный материал 5 состоит из гигроскопичной для жидкостей волокнистой ленты или ваточной ленты 2а, а также из окружающей ленту оболочки 2b. Ваточная лента 2a имеет примерно многогранное или овальное поперечное сечение, тогда как оболочка 2b является сравнительно тонкой, проницаемой для жидкости пленкой или мембраной. Завертывание волокнистой ленты или ваточной ленты 2a происходит посредством относительного движения ваточной ленты 2a, а также пленки 2b относительно двух башмаков 14, 15 устройства, вследствие чего оболочку 2b обкладывают вокруг ваточной ленты 2а так же, как станиоль вокруг полосы жевательной резинки.
Подготовленный таким образом бесконечный материал 5 подводят на следующем этапе изготовления к одному или даже нескольким ножам 13, отделяющим гигроскопичную полоску 2 от бесконечного материала 5. В качестве ножей 13 предполагается множество различных ножей, а также различных компоновок ножей.
На фиг.3а-3d изображен вид нескольких гигроскопичных полосок 2. Изображенные на фиг.3a и 3d полоски 2 приблизительно кубические, причем изображенная на фиг.3a полоска снабжена на одной стороне проходящей в продольном направлении полосы короткой прорезью 10 для защемления сформированной в петлю 4 возвратной нитью 3. Петля 4 защемлена на участке ее точки поворота. Изображенная на фиг.3d полоска 2 также снабжена такой прорезью или насечкой 10. В отличие от изображенных на фиг.3a и фиг.3b полосок 2 полоска 2 на фиг.3c и фиг.3d имеет не кубически-прямоугольную форму, а форму приблизительно в виде лопаты.
Все полоски 2 имеют длину L, а также ширину B. Кроме того, на фиг.3 видно, что уложенная почти на середине ширины B в петлю 4 возвратная тесьма 3 снабжена на своем заднем, свободном конце узлом 9. Таким образом, возникает замкнутая петля, обвивающая один раз гигроскопичную полоску 2 в продольном направлении, т.е. гигроскопичная полоска 2 находится внутри петли. После того как гигроскопичная полоска 2 и возвратная тесьма 3 подготовлены таким образом и размещены друг относительно друга, их дополнительно соединяют друг с другом на следующем этапе изготовления.
С этой целью на фиг.4 изображена компоновка для сваривания возвратной нити 3 с гигроскопичной полоской 2. В примере выполнения сварка происходит посредством расположенных выше и ниже полоски 2 нагреваемых нажимных деталей 6a, 6b сварочного устройства 6. Посредством обращенных друг к другу нажимных поверхностей нажимных деталей 6a, 6b возвратную тесьму 3 нагружают под действием температуры определенным усилием, до возникновения сварного соединения между гигроскопичной полоской 2 и возвратной тесьмой 3. В зависимости от выбора параметров сварки, как, например, давление, температура, время сварки и т.д., возвратную тесьму 3 сваривают только с нетканым материалом оболочки 2b, или даже в дополнение с ваточной лентой 2a. Как показано на фиг.4 далее, сваривание возвратной тесьмы 3 происходит вдоль верхней стороны 11, а также нижней стороны 12 гигроскопичной полоски 2. Возможны, однако, компоновки, в которых приварена, например, только одна нить либо с верхней стороны, либо с нижней стороны. Вместо сваривания, также возможно, например, приклеивание.
На фиг.5a-5c изображено переведение гигроскопичной полоски 2 из ее кубической формы или формы в виде лопаты, по существу, в цилиндрическую форму, в три этапа. На первом этапе (фиг.5a) гигроскопичную полоску 2 с расположенной на ней по центру и при необходимости фиксированной посредством сваривания возвратной тесьмой 3 позиционируют между двумя перемещающимися радиально друг на друга башмаками 7 пресса. Затем гигроскопичную полоску 2 посредством простого или многоступенчатого прессования сжимают согласно фиг.5b и фиг.5c в почти цилиндрическую форму, причем первоначально плоскую полоску 2 складывают с образованием нескольких перегибов 16, 17 в несколько слоев 8. Изгибание, соответственно, складывание происходит зигзагообразно, почти W-образно в поперечном сечении. При этом сохраняется длина кромки L (фиг.3b) полоски 2, т.е. она приблизительно соответствует длине готового тампона между его вводимым и его задним концом.
Уже выполненные к началу деформации перегибы 16, 17 приводят к ограничению, по меньшей мере, к задержке боковой подвижности возвратной нити 3 и, как следствие, к тому, что во время дальнейшего прессования полоски 2 в окончательную форму тампона не происходит сползание или потеря нити. Этого преимущества достигают, невзирая на уже описанную возможность сваривания или приклеивания возвратной нити на предшествующем этапе изготовления. Кроме того, существует возможность укладывания оболочки 2b вокруг полоски 2 материала только в тот момент, в который возвратная нить 3 уже положена в форме петли вокруг соответствующей полоски 2.
После произведенного придания формы, т.е. прессования, тампон вставляют затем в гильзу тампона-аппликатора. Подобные аппликаторы, составленные, преимущественно, из двух гильз из полимерного материала с возможностью телескопического перемещения друг в друге известны.
Тампоном или способом его изготовления достигают по сравнению с уровнем техники сокращения времени изготовления. Так, например, в настоящее время известные машины для изготовления тампонов-аппликаторов едва ли могут производить больше, чем 70 тампонов в минуту на одну подведенную бесконечную ленту материала. Для большего количества тампонов требовалось бы подводить к машине несколько бесконечных лент материала. Эти недостатки преодолеваются посредством обвивания возвратной нити, так что на бесконечную ленту можно производить до 120 тампонов в минуту и вставлять в соответствующие аппликаторы.
Список ссылочных обозначений
1. Тампон
2. Гигроскопичная полоска
2а. Ваточная лента
2b. Оболочка
3. Возвратная нить
4. Петля, шлевка
5. Бесконечный материал
6. Сварочное устройство
6а. Верхняя нажимная деталь
6b. Нижняя нажимная деталь
7. Радиальный башмак пресса
8. Слой
9. Узел
10. Насечка, прорезь
11. Верхняя сторона
12. Нижняя сторона
13. Нож
14. Башмак устройства
15. Башмак устройства
16. Перегиб
17. Перегиб
В Ширина
L Длина.
Реферат
Изобретение относится к медицине. Тампон с вводимым концом и задним концом состоит из прессованной гигроскопичной полоски (2) шириной (В) и длиной (L), соответствующей длине (L) кромок полоски (2) и приблизительно длине готового тампона между вводимым концом и задним концом и выведенной из заднего конца возвратной нити (3). Возвратная нить (3) в форме петли обвита один раз вокруг полоски (2), примерно, в середине ширины (В) в направлении длины (L) и снабжена на своем заднем свободном конце узлом (9). Полоска при одинаковой длине (L) сложена зигзагообразно в несколько слоев, между которыми образовано несколько перегибов (16, 17), а с каждой стороны петли выполнен один перегиб (16, 17). Объектом изобретения является также способ изготовления упомянутого тампона, включающий следующие этапы: а) разрезание гигроскопичной полоски (2); b) размещение возвратной нити (3) в форме обведенной вокруг полоски (2) петли; с) прессование полоски (2) между перемещающимися друг на друга башмаками (7) с образованием перегиба (16, 17) полоски (2) на каждой стороне петли (4). Заявленная группа изобретений сокращает время изготовления тампона. 2 н. и 9 з.п. ф-лы, 7 ил.
Формула
a) отделяют гигроскопичную полоску (2) шириной (В) и длиной (L), соответствующей длине кромки полоски (2) и приблизительно длине готового тампона между вводимым концом и задним концом;
b) обвивают полоску (2) возвратной нитью (3) примерно в середине ширины (В) в направлении длины (L);
c) связывают узлом возвратную нить (3) на заднем свободном конце;
d) складывают полоску (2) при одинаковой длине (L) зигзагообразно в несколько слоев посредством прессования перемещающимися друг к другу башмаками (7) с образованием перегибов (16, 17) полоски (2) с каждой стороны петли (4);
e) осуществляют простое или многоступенчатое прессование полоски (2) с приданием ей приблизительно цилиндрической формы.
Комментарии