Способ дробеструйной обработки и аппарат "тари" для его осуществления - RU2248871C2
Код документа: RU2248871C2
Чертежи
Описание
Изобретение относится к газоабразивной обработке и может быть использовано при очистке мостов, резервуаров, судов, вагонов, автомобилей, строительных конструкций и технологического оборудования от продуктов коррозии и загрязнений, для изменения шероховатости и улучшения декоративных свойств различных поверхностей, а также при пневмотранспортировке сыпучих материалов.
Известны способы обработки заготовок двухкомпонентной высокоскоростной струей, дисперсионная среда которой - газ, а дисперсная - частицы абразива. Способы включают подачу дисперсной среды из сосуда нагнетательного в трубопровод материальный, смешивание с дисперсионной средой, подачу в сопло и разгон частиц абразива за счет превращения давления газа в кинетическую энергию и формирование двухкомпонентной высокоскоростной струи - рабочего инструмента для обработки поверхностного слоя заготовок. Количество частиц абразива в двухкомпонентной высокоскоростной струе регулируется проходным сечением дозатора, установленным между сосудом и трубопроводом материальным, при этом измеряют давление в сосуде и трубопроводе материальном [1]. Данное техническое решение позволяет регулировать подачу частиц абразива в большом диапазоне 0,22-4,5 кг/с [2]. Однако существенным недостатком является подача частиц абразива непосредственно в трубопровод материальный. Малая скорость движения дисперсной среды и большое избыточное статическое давление обуславливают нестабильное соотношение дисперсной и дисперсионной сред, низкую кинетическую энергию частиц абразива и, как следствие, снижение эффективности и производительности обработки.
Известный дробеструйный способ представлен в аппарате струйной очистки модели АСО-150 [3]. Он включает подачу газа в сосуд с частицами абразива, запиранием клапаном загрузочной горловины, создание давления в сосуде, подачу газа в приемный патрубок, подачу частиц абразива самотеком из сосуда через дозатор в приемный патрубок и далее через рукав в сопло, формирование двухкомпонентной струи, которая используется в качестве инструмента для обработки поверхности. Однако частицы абразива поступают в приемный патрубок пульсирующе из-за низкого перепада давления на входе и выходе из дозатора. Кроме того, сопла применяются небольшой длины 80-115 мм, что обуславливает незначительное (3-5%) превращение давления газа в кинетическую энергию частиц абразива. Поэтому данные аппараты характеризуются низкой производительностью (5-7 м2/час) и значительным расходом абразива (60-90 кг/м2).
Наиболее близким техническим решением являются способ, раскрытый в установке для абразивной обработки деталей [4], который заключается в использовании давления газа для вытеснения частиц абразива из сосуда в смесительную камеру и далее в трубопровод материальный через центральное и радиальное отверстия питателя. Данное решение повышает стабильность подачи частиц абразива, однако не исключается возможность засорения проходного сечения дозатора, кроме этого, скорость движения газа в смесительной камере остается невысокой, а на участке подачи абразивных частиц - снижается, что провоцирует возникновение пульсации.
Существенным недостатком является операция по регулированию интенсивности подачи дисперсной среды за счет изменения проходного сечения дозатора, кроме этого, не решен вопрос с выбором оптимального участка разгона и формирования двухкомпонентной сверхскоростной струи, а также ее угла атаки и расстояния до обрабатываемой поверхности.
Технический результат заключается в повышении производительности и эффективности дробеструйной обработки за счет увеличения кинетической энергии абразива, полученной превращением из статического давления газа и снижения потерь энергии при разрушении поверхностного слоя.
Поставленный результат в известном способе дробеструйной обработки, включающем разрушение и удаление поверхностного слоя двухкомпонентной струей, дисперсионная среда которой - газ, а дисперсная - частицы абразива, подаваемые самотеком под действием сил тяжести из сосуда через материальный патрубок и дозатор в транспортный трубопровод и далее в ускоритель, достигается тем, что двухкомпонентную струю формируют акустическим воздействием, вибрацией материального патрубка и увеличением перепада давлений газа на входе и выходе дозатора, при этом через транспортный трубопровод разгоняют частицы абразива в ускорителе, выполненном длиной 30-120 его калибров, и направляют под углом 15-45° к обрабатываемой поверхности с расстояния от ускорителя в пределах 35-95 его калибров. Двухкомпонентную струю формируют подачей частиц абразива в газовый поток до соотношения масс дисперсной и дисперсионной сред в пределах 0,7-0,9. Оптимальное количество частиц абразива обеспечивают акустическим воздействием и вибрацией при частоте колебаний дозатора в пределах 500-1000 Гц и амплитуде 0,3-0,7 мм. Требуемое соотношение масс дисперсной и дисперсионной сред обеспечивают саморегулирующей пневматической системой, повышая вибрацию при уменьшении расхода газа в струе, подаваемой в материальный патрубок. Данная система является саморегулируемой, т.к. при уменьшении количества газа, проходящего через активатор, увеличивается вибрация и акустическое воздействие, что уменьшает силы трения между абразивными частицами.
Для осуществления способа в известном аппарате дробеструйном, содержащем ускоритель, подключённый транспортным трубопроводом к дозатору сосуда, при этом последние соединены с источником сжатого газа газопроводом, новым является, что он дополнительно содержит распределительный тройник, кожух, ускоритель выполнен в виде ствола длиной 30-120 калибров, дозатор снабжен акустическим широкополосным генератором, многоконтурным вибровозбудителем с эжектором, активатором и центробежным влагоотделителем, а многоконтурный вибровозбудитель снабжён расположенными под острыми углами тарелками, бегунами разной массы, патрубками тангенциальным и радиальным для подачи газа и эжектором, направленным сверху вниз от материального патрубка к материальному трубопроводу и служащим для подачи частиц абразива из полости активатора, выполненного в виде стакана с пазами в стенке для пропуска частиц абразива, и каналом в днище для подачи газа из распределительного тройника через кожух. Бегуны выполнены в виде сфер, при этом диаметр большей равен 2,3-2,4 калибра ствола, меньшей - 0,9-1,0, а диаметры промежуточных выполнены изменяющимися по убывающей зависимости. Тангенциальный патрубок выполнен в виде сверхзвукового сопла с диаметром 0,95-0,98 калибра ствола. Активатор выполнен с вихревой камерой в днище для подачи газа, а канал активатора выполнен тангенциальным. Сечение канала активатора не превышает 0,5 калибра ствола, а сечение материального патрубка находится в пределах 0,8-0,9 калибра ствола.
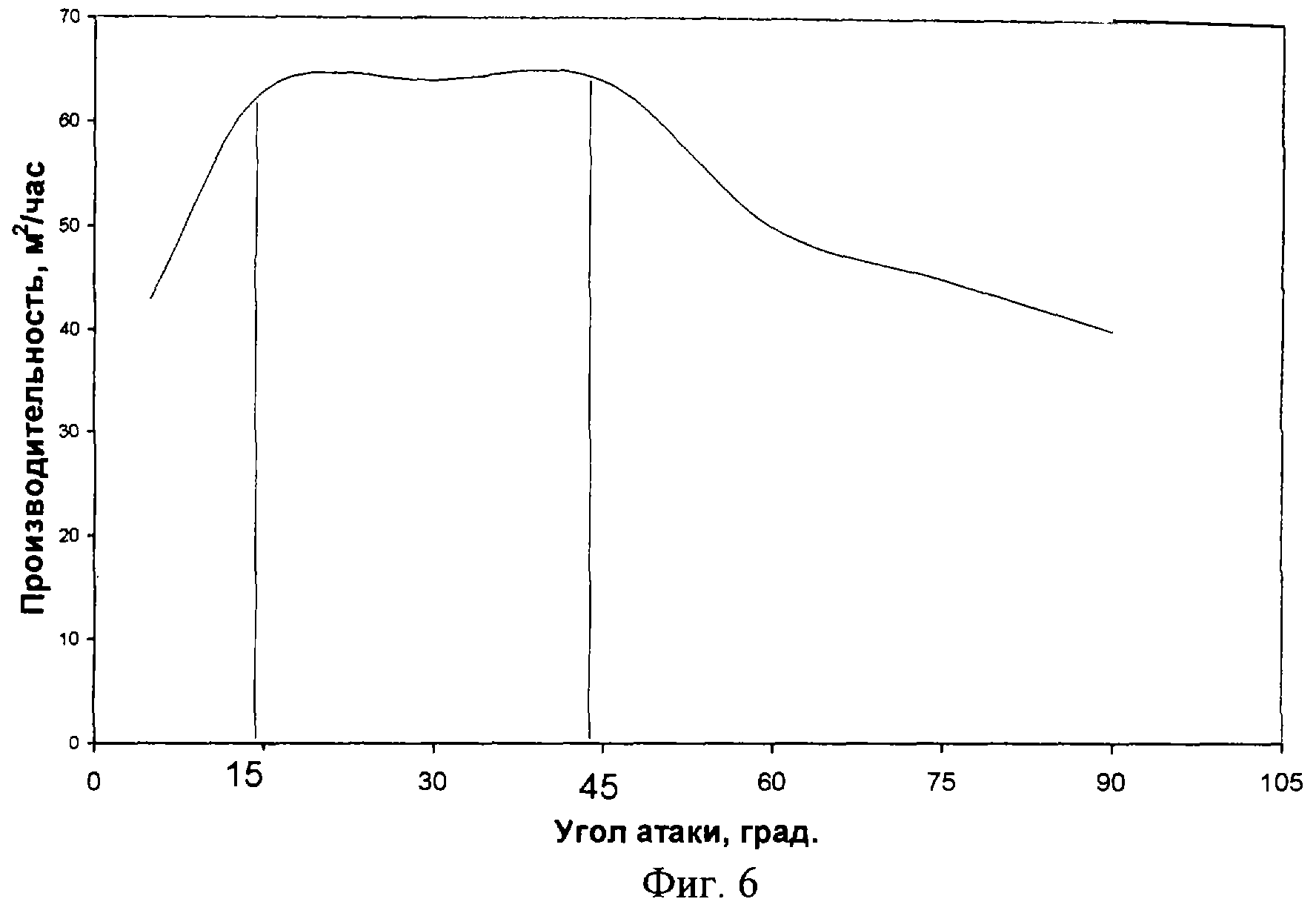
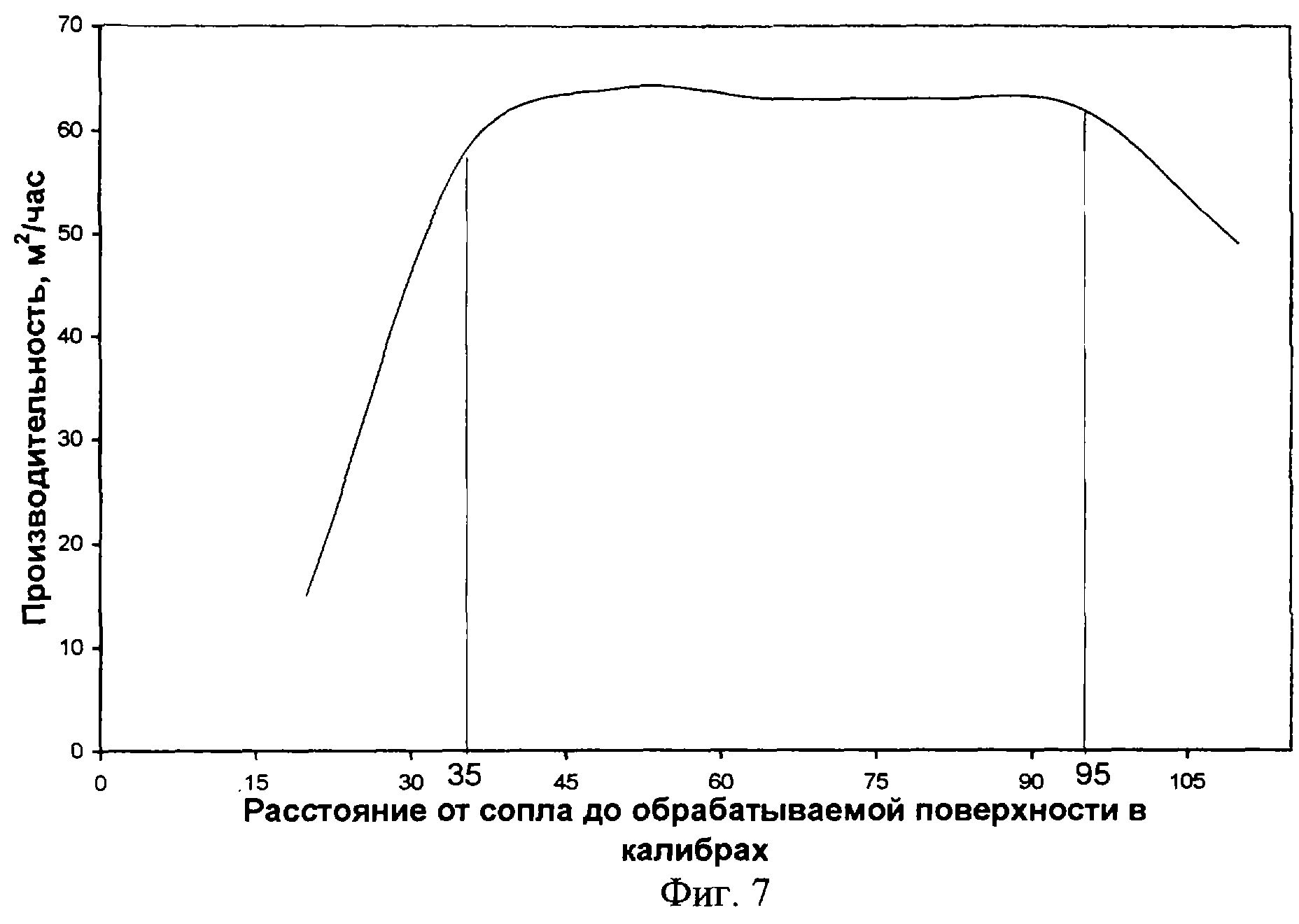
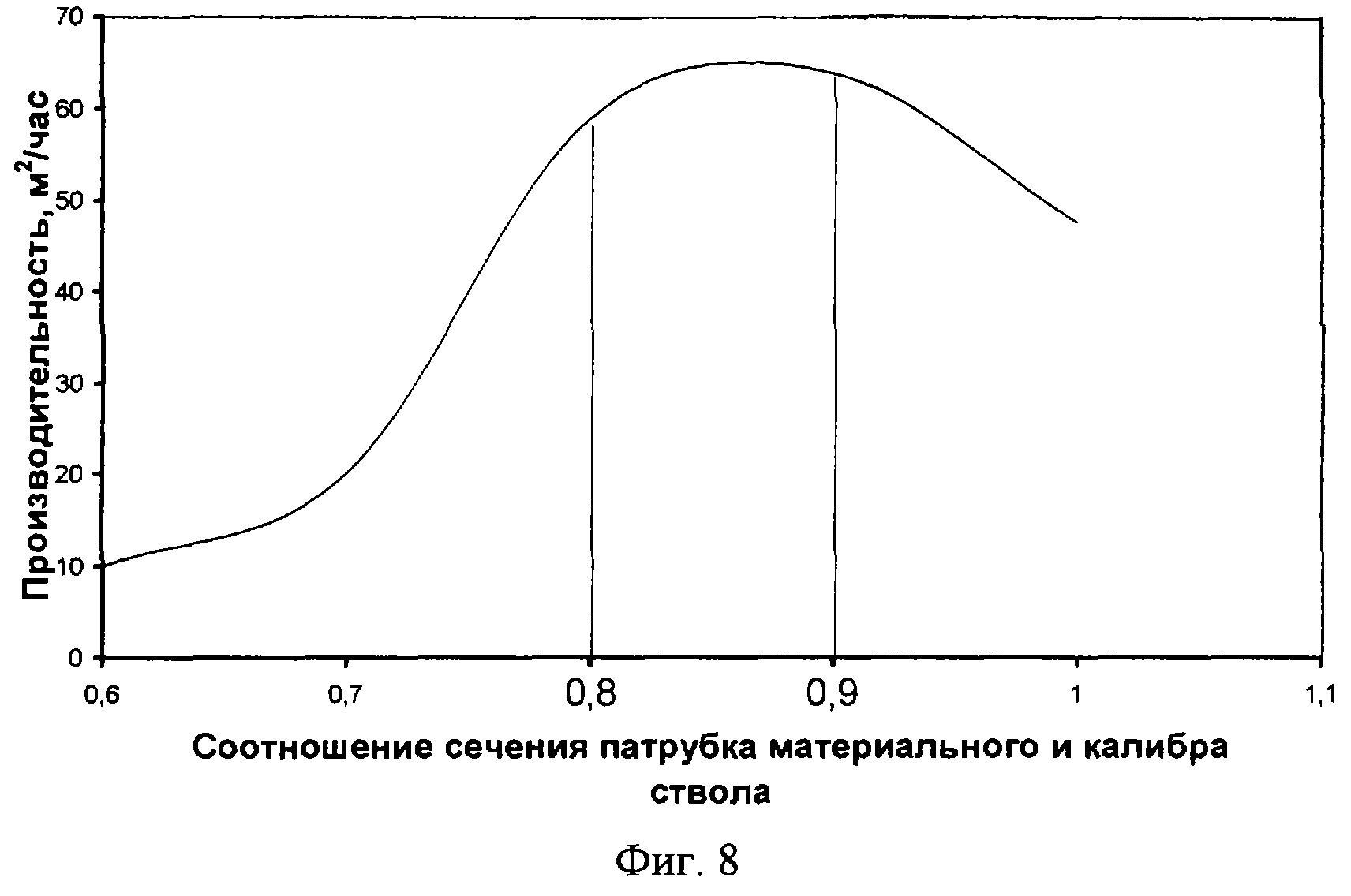
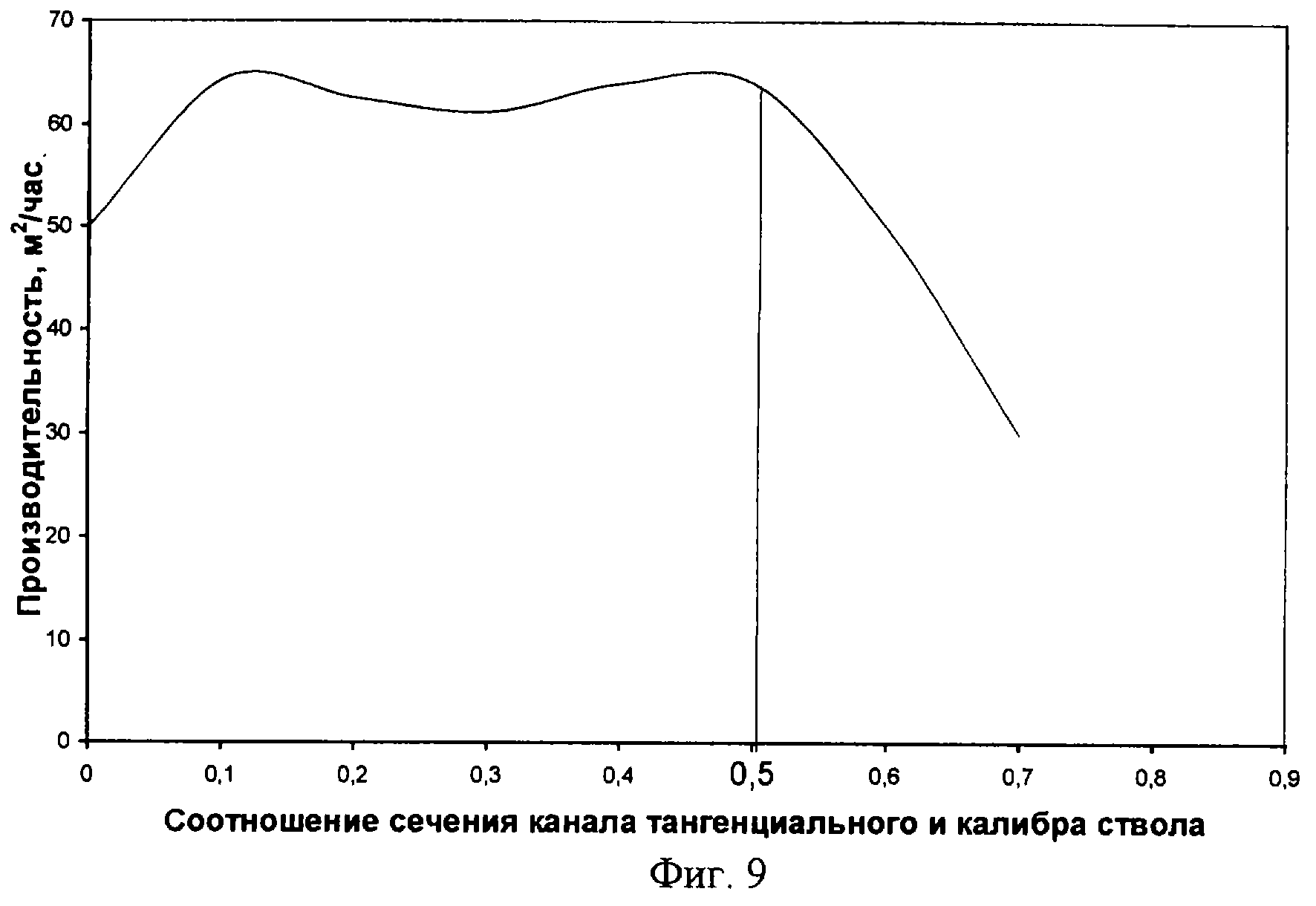
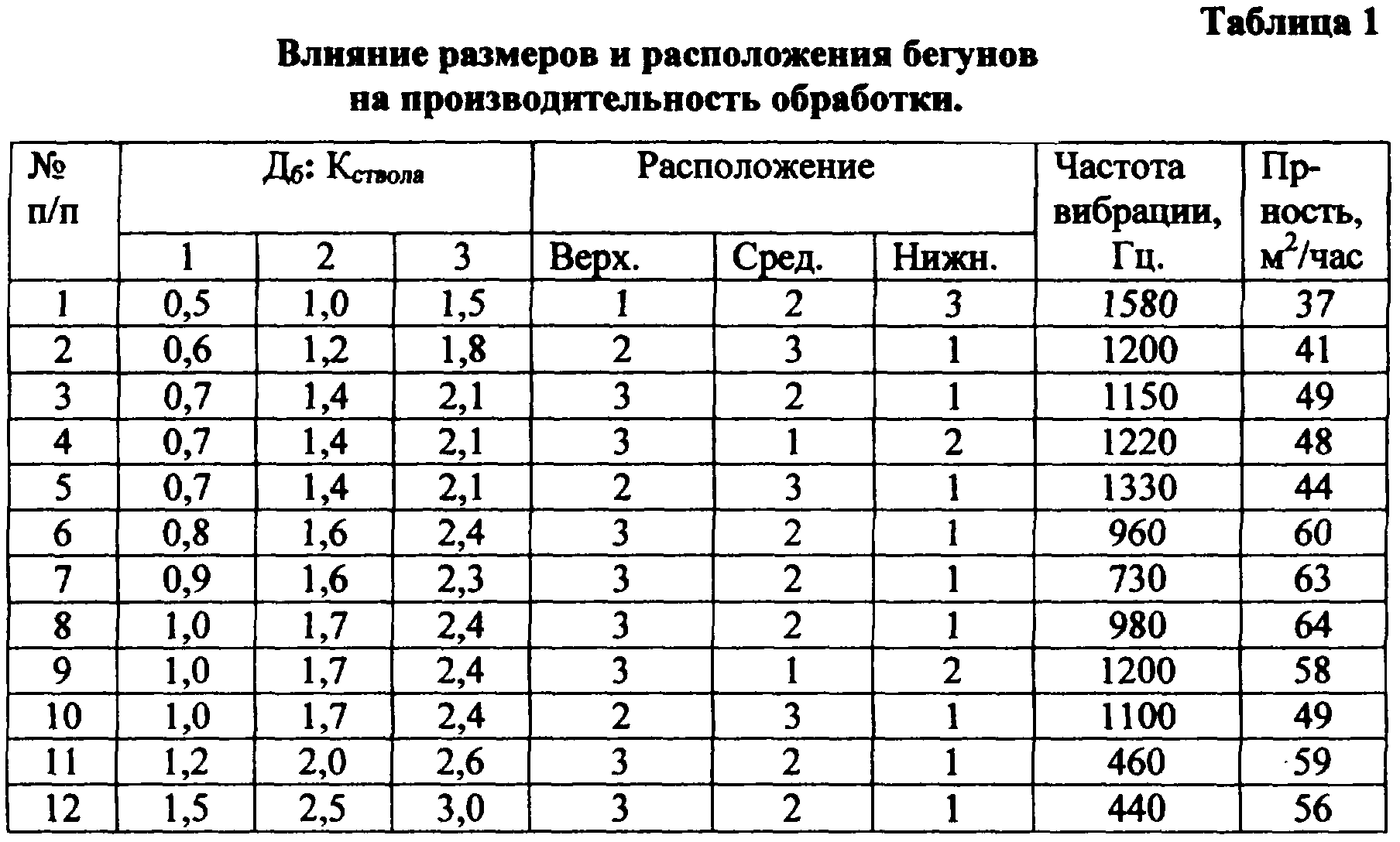
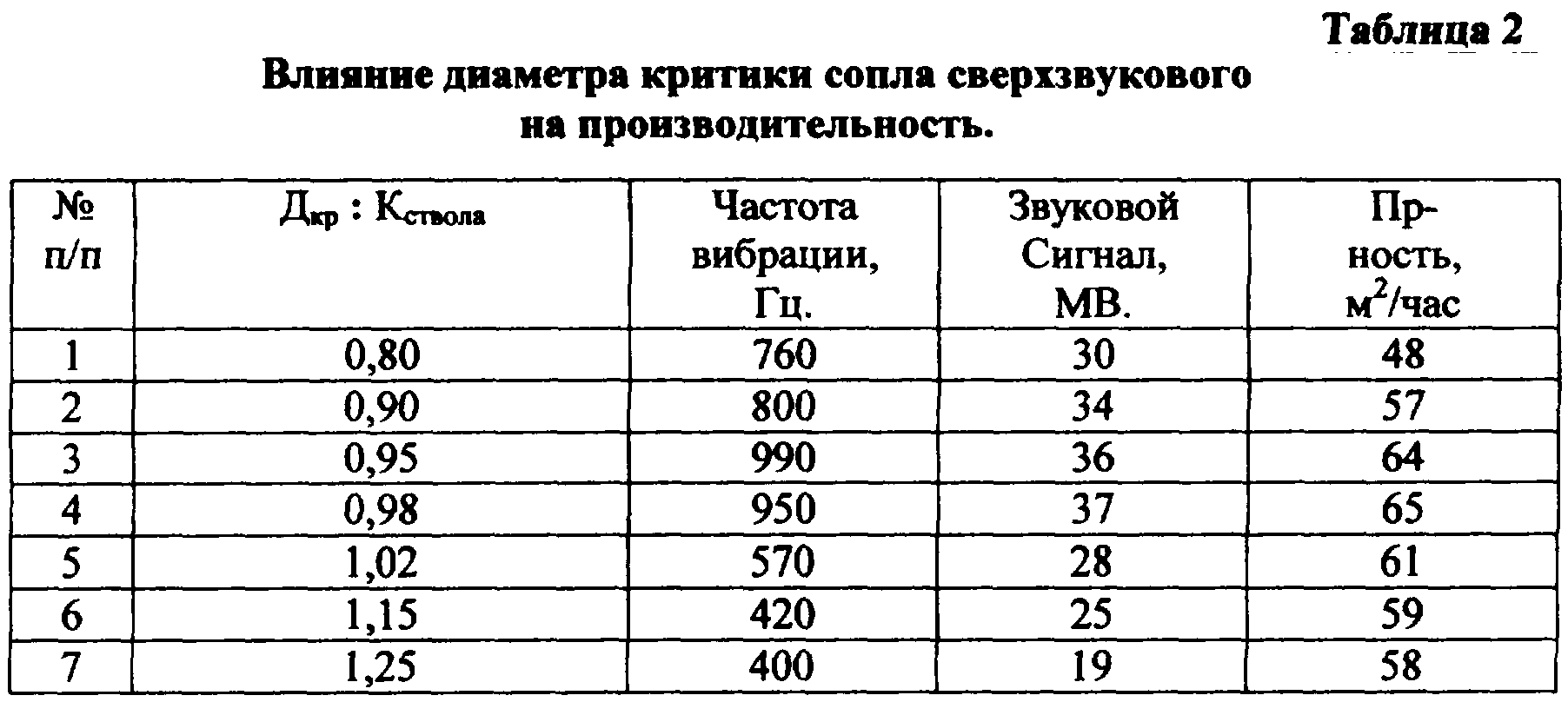
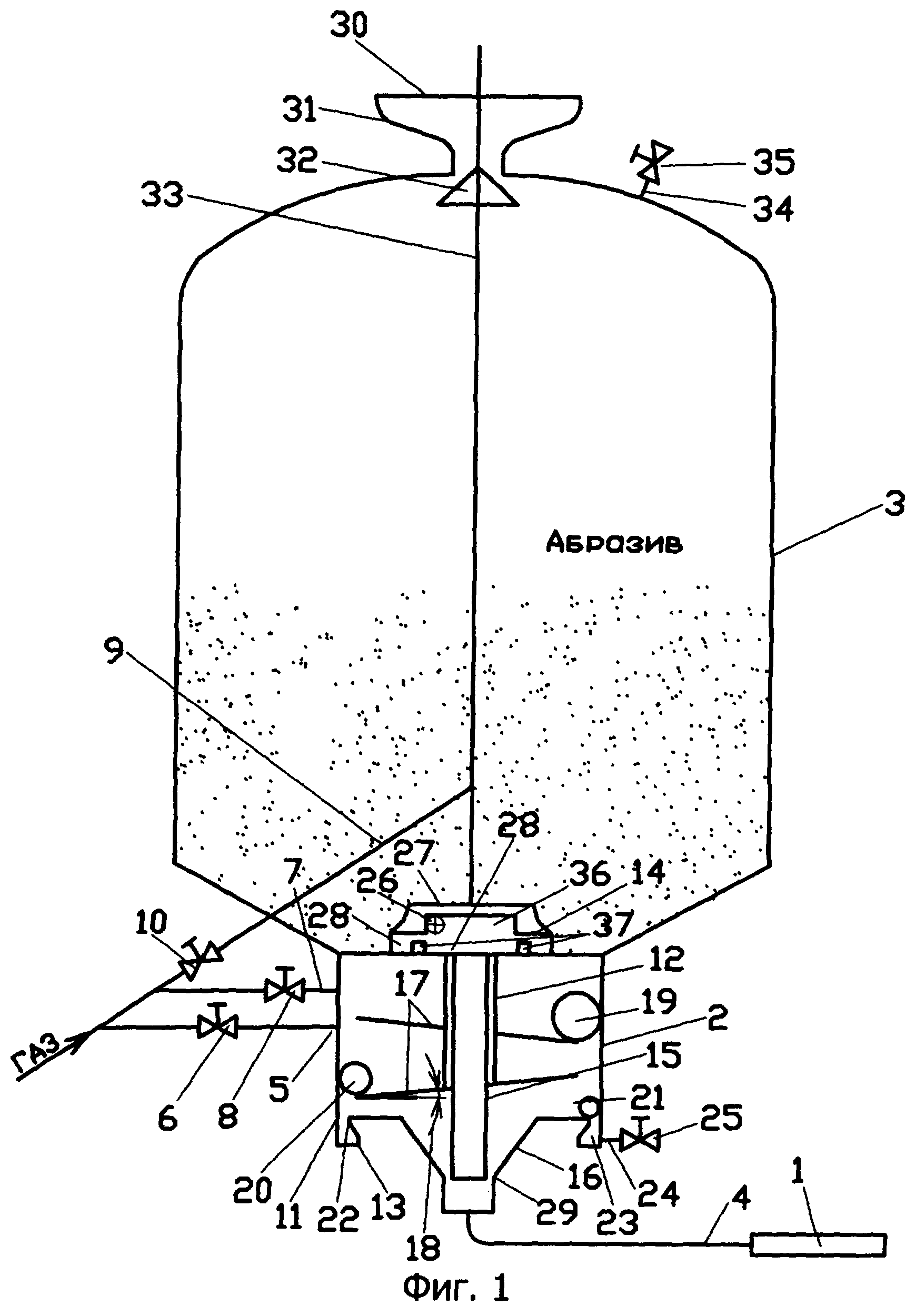
На фиг.1 схематически изображен аппарат; на фиг.2 - зависимость удельного расхода абразива от соотношения длины ствола к его калибру; на фиг.3 - зависимость производительности от соотношения масс дисперсной среды и дисперсионной; на фиг.4 - зависимость производительности от частоты колебаний; на фиг.5 - зависимость производительности от амплитуды колебаний; на фиг.6 - зависимость производительности от угла атаки; на фиг.7 - зависимость производительности от расстояния между соплом и обрабатываемой поверхностью; на фиг.8 - зависимость производительности от соотношения сечений канала тангенциального и калибра ствола; на фиг.9 - зависимость производительности от соотношения сечений патрубка материального и калибра ствола. В таблице 1 и 2 приведены значения частоты колебаний и интенсивности звука при изменении диаметров бегунов, их расположении и соотношения критики сверхзвукового сопла и калибра ствола.
Аппарат содержит ускоритель 1, подключенный к дозатору 2 сосуда 3 трубопроводом 4 материальным. Дозатор 2 соединен с источником сжатого газа, например - воздуха, патрубком 5 тангенциальным, выполненным в виде сопла сверхзвукового с вентилем 6 и патрубком 7 радиальным с вентилем 8, а сосуд 3 соединен тройником 9 распределительным с вентилем 10. Ускоритель 1 выполнен в виде ствола длиной 30-120 калибров. Дозатор 2 снабжен генератором 11 акустическим широкополосным, вибровозбудителем 12 с влагоотделителем 13 центробежным, активатором 14, патрубком 15 материальным и эжектором 16. Вибровозбудитель 12 выполнен многоконтурным с тарелками 17, установленными под острыми углами 18, бегунами 19, 20 и 21 сферической формы, разной массы, соответственно большей, средней и малой. Влагоотделитель 13 центробежного действия выполнен с зазором 22 коаксиальным, соединяющим нижнюю часть вибровозбудителя 12, карман 23 кольцевой для сбора конденсата и патрубком 24 сливным, снабженным затвором 25 гидравлическим. Активатор 14 размещен над вибровозбудителем 12 и выполнен в виде стакана с пазами 37 в стенке для пропуска абразива из сосуда 3 и каналом 26 в днище для пропуска сжатого газа из тройника 9 распределительного через кожух 27 в полость 28. Патрубок 15 материальный соединяет полости 28 активатора 14, эжектора 16 и размещен по оси дозатора 2. Эжектор 16 установлен в днище дозатора 2 с зазором 29 кольцевым и направлен сверху вниз от патрубка 15 материального к трубопроводу 4 материальному. Сосуд 3 выполнен с виброситом 30 и воронкой 31 загрузочной, которая снабжена клапаном 32 запорным, установленным на патрубке 33 верхнем тройника 9 распределительного. Вблизи от воронки 31 загрузочной установлен патрубок 34 выхлопной с краном 35. При этом бегуны выполнены в виде сферы с диаметром большего 19, равным 2,3-2,4 калибра ствола 1, меньшего 21-0,9-1,0 и среднего 20 - 1,6-1,7, т.е. диаметры изменяются сверху вниз по убывающей зависимости. Патрубок 5 тангенциальный выполнен в виде сопла сверхзвукового с диаметром критики 0,95-0,98 калибра ствола 1. Активатор 14 выполнен с камерой 36 вихревой и каналом 26 тангенциальным для подачи газа из тройника 9 распределительного через кожух 27. Сечение канала 26 тангенциального не превышает 0,5 калибра ствола 1. Сечение патрубка 15 материального находится в пределах 0,8-0.9 калибра ствола 1.
Аппарат работает следующим образом: сосуд 3 заполняется абразивом, например карбидом кремния зеленым, зернистостью 500 (0,476-0,510 мм) по ГОСТ 26327-83, через вибросито 30 и воронку 31 загрузочную. Для этого закрывают вентиль 10, открывают кран 35, стравливают сжатый газ из сосуда 3 через патрубок 34 выхлопной и опускают клапан 32 запорный. Открывают затвор 25 гидравлический, закрывают вентиль 8, приоткрывают вентиль 6 и подают сжатый газ в патрубок 5 тангенциальный и вибровозбудитель 12. Сжатый газ, закручиваясь под действием центробежных сил, прижимается к стенке вибровозбудителя 12. Разгоняя за счет аэродинамических сил бегуны 19, 20 и 21 при движении к выходу через влагоотделитель 13 центробежного действия и эжектор 16, газовый поток сначала расширяется, а потом сужается. Скорость закручивания потока в направлении от периферии к оси вибровозбудителя 12 растет с уменьшением радиуса при прохождении эжектора 16, то есть избыточное статическое давление переходит в скоростной напор. Давление падает ниже атмосферного. Под действием перепада давлений частицы абразива через пазы 37 и воздух с пылью из воронки 31 загрузочной, через патрубок 33 верхний тройника 9 распределительного, канал 26 в днище активатора 14 и полость 28 поступают в патрубок 15 материальный и далее в эжектор 16 и зазор 29 кольцевой, где под действием сил трения образуется центральный вынужденный вихрь и через трубопровод 4 материальный и ствол 1 истекают. Вращение бегунов 19, 20 и 21 генерирует вибрацию, которая через сосуд 3 и воронку 31 загрузочную приводит в действие вибросито 30, что повышает качество и скорость загрузки абразива. Плавное регулирование частоты от нескольких герц до двух килогерц и амплитуды в диапазоне 0,3-0,7 мм осуществляется изменением количества сжатого газа вентилем 6. При этом ствол 1 направляют на поверхность и производят одновременно с загрузкой предварительную обработку.
Загрузку абразива заканчивают после заполнения сосуда 3 до уровня клапана 32 запорного. Дробеструйную обработку продолжают следующим образом: ствол 1 направляют на поверхность с расстояния 35-95 калибров и под углом 15-45°, воздействуют двухкомпонентной скоростной струей, устанавливая при этом соотношение масс дисперсной среды и дисперсионной в пределах 0,7 - 0,9. Для этого закрывают кран 35 и препятствуют выходу сжатого газа через патрубок 34 выхлопной. Открывают вентиль 10 и подают сжатый газ в сосуд 3 через тройник 9 распределительный. Клапан 32 запорный выдавливается вверх и перекрывает воронку 31 загрузочную. Затем сжатый газ поступает в камеру 36 вихревую через канал 26 тангенциальный из тройника 9 распределительного, через кожух 27. Газ заполняет сосуд 3, через пазы 37, разрыхляя слежавшиеся частицы абразива. После заполнения газом сосуда 3 частицы абразива поступают через пазы 37 активатора 14, подхватываются струей газа из камеры 36 вихревой и увлекаются в патрубок 15 материальный дозатора 2, а затем в эжектор 16, где смешиваются с потоком газа и подаются в трубопровод 4 и далее в ствол 1. Подача газа из патрубка 5 тангенциального, выполненного в виде сопла сверхзвукового, на стенку генератора 11 акустического широкополосного обуславливает возникновение турбулентного пограничного слоя, который совместно с вращающимися бегунами 19, 20 и 21 по тарелкам 17, установленным под острыми углами 18, является источником звука, воздействующего на частицы абразива в сосуде 3.
Частицы абразива разгоняют в стволе 1 на участке длиной 30-120 его калибров и направляют двухкомпонентную струю под углом 15-45° к обрабатываемой поверхности с расстояния от ствола 35-95 его калибров. При этом формируют двухкомпонентную струю подачей абразивных частиц в газовый поток до соотношения масс дисперсной среды и дисперсионной в пределах 0,7 - 0,9. Оптимальное количество частиц абразива обеспечивают акустическим воздействием и вибрацией при частоте колебаний дозатора в пределах 500-1000 Гц и амплитуде 0,3-0,7 мм. Требуемое соотношение масс дисперсной и дисперсионной сред поддерживается саморегулируемой пневматической системой, повышая вибрацию при уменьшении расхода газа в струе, подаваемой в патрубок 15 материальный.
Дробеструйную обработку прекращают следующим образом. Закрывают вентиль 10 и прекращают подачу газа в тройник 9 распределительный, кожух 27. Перекрывают вентиль 6 и прекращают акустическое воздействие и вибрацию патрубка 15 материального. Открывают вентиль 8 патрубка 7 радиального и затвор 25 гидравлический для сброса конденсата из кармана 23 кольцевого дозатора 2 через зазор 22 коаксиальный и патрубок 24 сливной, при этом уменьшают давление газа в сопло 1 через трубопровод 4 материальный. Открывают кран 35, стравливают сжатый газ из сосуда 3 через патрубок 34 выхлопной и опускают клапан 32 запорный.
Благодаря установленным конструктивным и технологическим решениям созданный аппарат обладает высокой эффективностью и расширяет эксплуатационные возможности. Разработанный дозатор - долговечен, надежен и компактен, а ускоритель - ствол длиной 30-120 его калибров позволяет получить максимальную кинетическую энергию дисперсионной среды. Воздействие этой двухкомпонентной струи на обрабатываемую поверхность, с определенного расстояния и под требуемым углом, позволяет достигнуть наивысшую производительность при высокой однородности и требуемой шероховатости. Оценка дробеструйной обработки по ГОСТ 9.402-80 и международному стандарту ISO 8501- 1/1988 свидетельствует о соответствии свойств полученной поверхности самому высокому качеству, соответственно степени очистки 1 и классу Sa=3.
Выполнение ствола длиной 30-120 его калибров, бегунов, большего, промежуточного и меньшего, сопла сверхзвукового, канала тангенциального с указанными диаметрами, соответствующими принятому калибру ствола: 2,3-2,4; 1,6-1,7; 0,9-1,0; 0,95-0,96; <0,5; 0,8-0,9 - является оптимальным. Отклонение от указанных величин снижает эффективность работы аппарата. Оптимальное соотношение масс дисперсной и дисперсионной сред находится в пределах 0,7-0,9. Необходимое количество частиц абразива подают воздействием акустическим и вибрацией при частоте колебаний дозатора в пределах 500-1000 Гц и амплитуде 0,3-0,7 мм. Двухкомпонентную струю направляют к обрабатываемой поверхности под углом 15-45° с расстояния от ствола в пределах 35-95 его калибров.
Эмпирические зависимости установлены методом приближения оптимальных значений и определения влияния отклонения одной из характеристик на основные показатели.
Дробеструйная обработка осуществлялась стволами с калибром от 4 до 16 мм при давлении 0,6 МПа. Эффективность определялась удельным расходом частиц абразива на 1 м2 обработанной поверхности. Производительность замерялась при обработке поверхности по классу Sa=2,5. Экспериментально установлено, что наилучшие технологические результаты могут быть получены при разгоне частиц абразива в ускорителе на участке длиной 30-120 его калибров (фиг.2). На участке 10-20 калибров удельный расход частиц абразива начинает уменьшаться и достигает минимальных показателей на рубеже участка длиной от 30 до 120 калибров ствола, что объясняется интенсивным превращением энергии сжатого газа в кинетическую энергию двухкомпонентной струи. Дальнейшее увеличение участка разгона более 120 калибров приводит к снижению скорости частиц абразива из-за трения о стенки ствола. Таким образом, участок длиной 30-120 калибров ствола является оптимальным с точки зрения суммарной кинетической энергии дисперсной составляющей, которая определяет удельный расход абразива и эффективность обработки. Снабжение дозатора вибровозбудителем позволяет генерировать вибрацию, за счет чего уменьшаются силы трения между частицами абразива и увеличивается его подача в эжектор. Установка тарелок под острыми углами обеспечивает движение шаров в горизонтальных и вертикальных плоскостях, что способствует генерированию вибрации трехмерной. Установка активатора в верхней части патрубка материального позволяет измельчать комки и препятствовать подаче абразива при выключении вибрации.
Соотношения масс дисперсной и дисперсионной сред в пределах 0,7-0,9 является оптимальным (фиг.3). При увеличении более 0,9 снижается скорость частиц абразива, которая определяет квадратичную зависимость кинетической энергии и в конечном счете - производительность. На других графиках (фиг.4-9) указаны оптимальные значения следующих параметров: оптимальное количество частиц абразива получают воздействием акустическим и вибрацией при частоте колебаний дозатора в пределах 500-1000 Гц и амплитуде 0,3-0,7 мм; двухкомпонентную струю (рабочий инструмент) направляют под углом 15-45° к обрабатываемой поверхности с расстояния от ствола в пределах 35-95 его калибров; сечение канала тангенциального не превышает 0,5 калибра ствола, а сечение патрубка материального находится в пределах 0,8-0,9 калибра ствола.
В таблице 1 и 2 приведены данные, подтверждающие, что бегуны должны быть выполнены в виде сферы, при этом диаметр большего равен 2,3-2,4 калибра ствола, меньшего - 0,9-1,0, а диаметры промежуточных изменяются по убывающей зависимости, а патрубок тангенциальный необходимо выполнить в виде сопла сверхзвукового с диаметром 0,95-0,98 калибра ствола.
Данные технологические операции и их оптимальные значения осуществляются аппаратом, в котором использованы вышеперечисленные узлы и конструктивные особенности, что позволяет существенно снизить расход абразива на единицу обработанной поверхности и значительно повысить производительность.
Источники информации:
1. Патент США №5081799, кл. В 24 С 3/00, 1992.
2. Патент США №5083402, кл. В 24 С 1/00, 1992.
3. ТУ 5251-020-03082926-2002. Аппарат струйной очистки. Модель АСО-150. М.: Госстандарт России, 2002. 20с. ил.
4. Патент США №5433653, 1995.
Реферат
Изобретение может быть использовано при очистке мостов, резервуаров, судов, вагонов, автомобилей, строительных конструкций и технологического оборудования от продуктов коррозии и загрязнений, для изменения шероховатости и улучшения декоративных свойств различных поверхностей, а также при пневмотранспортировке сыпучих материалов. Способ заключается в формировании двухкомпонентной струи акустическим воздействием, вибрацией материального патрубка и увеличением перепада давлений газа на входе и выходе в дозатор. Частицы абразива разгоняют в ускорителе на участке длиной 30-120 его калибров и направляют под углом 15-45° к обрабатываемой поверхности с расстояния от ускорителя в пределах 35-95 его калибров. Аппарат содержит ускоритель, подключённый транспортным трубопроводом к дозатору сосуда, при этом последние соединены с источником сжатого газа газопроводом. Дозатор снабжен акустическим широкополосным генератором, многоконтурным вибровозбудителем с эжектором, активатором и центробежным влагоотделителем. Эжектор служит для подачи частиц абразива из полости активатора. Вибровозбудитель выполнен с тарелками, расположенными под острыми углами, и бегунами разной массы. Активатор выполнен в виде стакана с пазами в стенке для пропуска частиц абразива и каналом для подачи газа из тройника распределительного через кожух. Изобретение позволяет повысить производительность и эффективность обработки. 2 с. и 7 з.п. ф-лы, 9 ил., 2 табл.
Комментарии