Устройство и способ группирования предметов - RU2605464C2
Код документа: RU2605464C2
Чертежи


Описание
Изобретение относится к устройству для группирования (плоских) предметов, прежде всего гигиенических изделий, таких как подгузники, причем подлежащие группированию предметы отдельно и друг за другом являются транспортируемыми на подающем конвейере и подводимыми на группирующий конвейер согласно ограничительной части п. 1 формулы изобретения. Кроме того, изобретение относится к соответствующему способу согласно ограничительной части п. 13 формулы изобретения.
На практике является обычным, что подлежащие группированию предметы транспортируются на подающем конвейере, а с него передаются на примыкающий (группирующий) конвейер с отделениями для предметов. В случае с группирующим конвейером речь может идти, например, о секционном конвейере с несколькими секциями для соответственно одного предмета. Затем, в дальнейшем протекании процесса, несколько предметов выдвигаются из секционного конвейера с образованием группы.
Недостатком таких решений является очень большая площадь, занимаемая секционным конвейером. Большие размеры секционного конвейера неблагоприятным образом вынуждают делать соответственно адаптированную компоновку упаковочной линии.
Еще один недостаток состоит в том, что в результате больших размеров секционного конвейера отдельные позиции в пределах упаковочной линии при неисправностях являются доступными лишь с трудом. К тому же известные секционные конвейеры могут быть переоснащены только с большими затратами, так что они лишь ограниченно могут быть применены для предметов разных размеров.
Исходя из этого, в основе изобретения лежит задача усовершенствовать устройства и способы указанного вначале вида, прежде всего, в расчете на как можно меньшую занимаемую площадь.
Задача решена в устройстве для группирования плоских предметов, по одному и друг за другом транспортируемых на подающем конвейере и подаваемых на группирующий конвейер, за счет того, что группирующий конвейер имеет отделения для каждой группы предметов, предпочтительно выполненные с возможностью размещения предметов в стоячем положении, прежде всего в непосредственной близости друг от друга, причем предметы являются подаваемыми посредством подающего конвейера под углом к направлению транспортировки группирующего конвейера, прежде всего, по существу, поперек этого направления, и транспортируемыми, по существу, конусообразным конвейером в направлении транспортировки группирующего конвейера с образованием группы предметов в отделении, причем конусообразный конвейер выполнен с возможностью приведения во вращение, и предметы во время их транспортировки посредством конусообразного конвейера прилегают к нему в области его наружной боковой поверхности.
Особенность предлагаемого в изобретении решения может состоять в пространственном расположении конусообразного конвейера, а именно в том, что конвейер выполнен с возможностью приведения во вращение вокруг оси вращения, наклоненной к вертикали в двух направлениях таким образом, что область наружной боковой поверхности, к которой предметы прилегают для транспортировки, ориентирована, по существу, поперек траектории транспортировки предметов, прежде всего перпендикулярно, а траекториятранспортировки предметов проходит, по существу, тангенциально к наружной боковой поверхности конвейера. Таким образом, подлежащие транспортировке предметы и периферическая поверхность конвейера оптимально ориентированы относительно друг друга.
Согласно одному благоприятному усовершенствованию изобретения предусмотрено, что ось вращения расположена эксцентрично и/или что радиус конвейера по периферии изменяется так, что предметы при вращении конвейера являются транспортируемыми под углом к направлению транспортировки подающего конвейера, прежде всего поперек этого направления, или, по существу, в направлении транспортировки группирующего конвейера.
Конвейер транспортирует предметы в связи с конструктивными особенностями не только в направлении транспортировки на подающем конвейере дальше, но и под углом к нему, прежде всего попрек его, в направлении транспортировки группирующего конвейера. Таким образом, конвейер служит для транспортировки предметов в двух направлениях в (горизонтальной) плоскости группирующего конвейера.
Еще одна особенность изобретения может состоять в том, что в рабочей области конвейера расположено устройство для выдачи действующего на предметы поперечно в направлении транспортировки группирующего конвейера воздушного потока, прежде всего дутьевое устройство. Дутьевое устройство может выполнять несколько функций. Во-первых, оно при транспортировке предметов может оказывать поддержку в направлении транспортировки группирующего конвейера. Во-вторых, оно может противодействовать опрокидыванию уже находящихся в отделениях предметов. Такое событие грозит, прежде всего, в том случае, если отделения еще не полностью заполнены, то есть в процессе наполнения или, если отделение может или должно быть заполнено лишь частично.
Также благоприятным является выполнение некоторых элементов группирующего конвейера для подвода к предметам вакуума. Таким образом может быть предотвращено или, по меньшей мере, оказано противодействие тому, что предметы при транспортировке на группирующем конвейере не будут оставаться в предусмотренном положении на группирующем конвейере.
В конструктивном отношении особенность представляет собой то, что выполненные на группирующем конвейере отделения ограничены захватами транспортной ветви, причем предметы выступают за верхнюю сторону захвата, а конвейер для транспортировки предметов расположен над захватами. Кроме того, предпочтительно, предусмотрено, что верхняя сторона захватов выполнена со спадающим уклоном против направления подачи предметов на группирующем конвейере. Таким образом может быть предотвращено то, что предметы будут сталкиваться с захватом и поэтому блокировать подачу.
Поставленная задача также решена в способе группирования плоских предметов, причем подлежащие группированию предметы по одному и друг за другом транспортируют на подающем конвейере и подают на группирующий конвейер за счет того, что группирующий конвейер имеет отделения для каждой группы предметов, в которые предметы предпочтительно помещают в стоячем положении, прежде всего в непосредственной близости друг от друга, причем предметы подают посредством подающего конвейера под углом к направлению транспортировки группирующего конвейера, прежде всего по существу, поперек этого направления, и транспортируют с помощью, по существу, конусообразного конвейера в направлении транспортировки группирующего конвейера с образованием группы предметов в отделении, причем конусообразный конвейер приводят во вращение, и предметы во время их транспортировки посредством конусообразного конвейера прилегают к нему в области его наружной боковой поверхности.
Предпочтительный пример осуществления изобретения далее описывается на чертежах, на которых показано:
фиг. 1: вид сверху на устройство для группирования предметов,
фиг. 2: вертикальный разрез через устройство вдоль линии разреза II-II на фиг. 1,
фиг. 3: вертикальный разрез через устройство вдоль линии разреза III-III на фиг. 1,
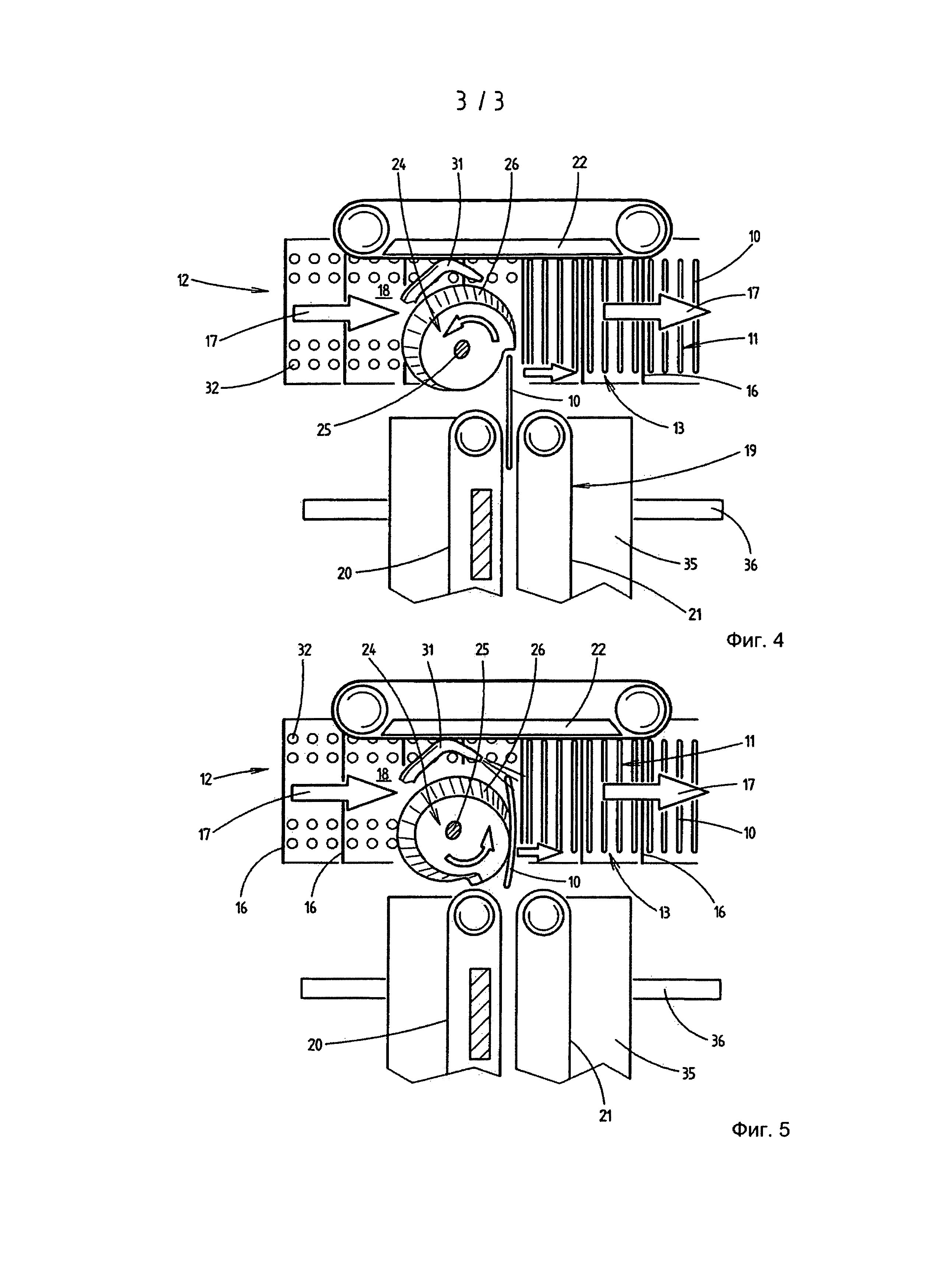
фиг. 4 и фиг. 5: горизонтальный разрез через устройство вдоль линии разреза IV-IV на фиг. 3 во время разных фаз процесса группирования.
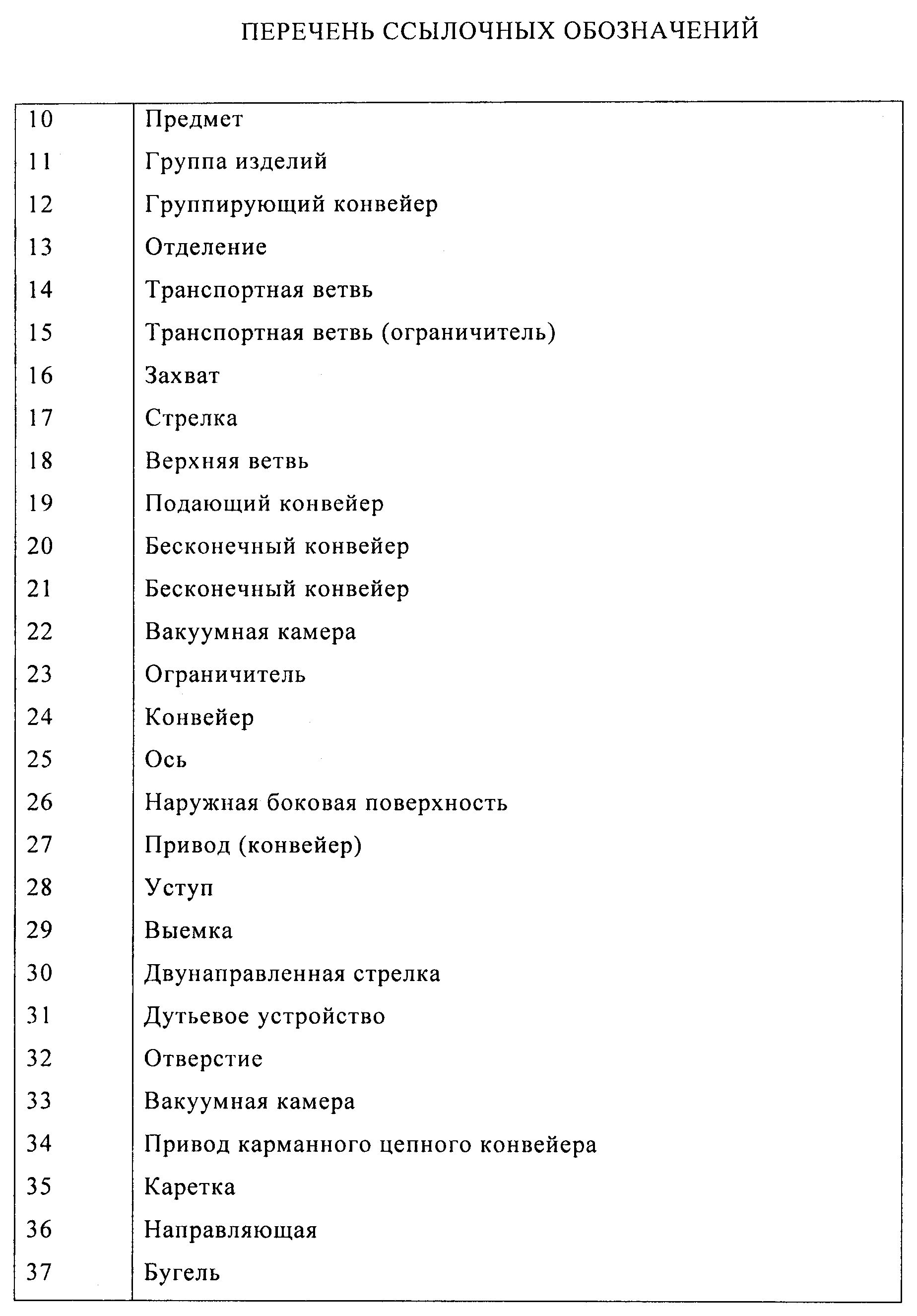
Далее изобретение описывается на устройстве для группирования предметов 10. В случае с предметами 10 речь может идти о (упакованных) гигиенических изделиях, таких как подгузники, прокладки или салфетки.
В данном случае предметы 10 имеют плоскую форму и с помощью устройства собираются в группу 11 изделий. Внутри группы 11 изделий предметы 10 имеющими большую поверхность передними или же задними сторонами прилегают предпочтительно близко друг к другу.
Описываемое далее устройство может быть частью упаковочной линии или же производственной линии для предметов 10. Однако описываются только те участки линии, которые имеют значение для процесса группирования.
Центральным органом устройства является группирующий конвейер 12. Группирующий конвейер 12 имеет следующие одно за другим отделения 13 для приема соответственно одной группы 11 изделий из предметов 10.
В данном случае группирующий конвейер 12 выполнен в виде бесконечного конвейера с транспортной ветвью 14, которая направлена через направляющие ролики 15. Один или несколько направляющих роликов 15 могут приводиться в действие посредством соответствующего привода 22. Привод 22 работает, предпочтительно, непрерывно.
На транспортной ветви 14 на расстоянии друг от друга расположены захваты 16, которые расположены вертикально или же радиально относительно транспортной ветви 14. Захватами 16 отделения 13 ограничены поперек направления транспортировки группирующего конвейера 12, причем следующие друг за другом отделения 13 отделяются друг от друга общим захватом 16. Направление транспортировки группирующего конвейера 12 обозначено стрелками 17.
Расстояние между двумя захватами 16 в направлении транспортировки группирующего конвейера 12 соответствует соответствующей ширине группы 11 изделий. Расстояние между захватами 16 может выбрано так, что группа 11 изделий незначительно сжимается.
Группирование предметов 10 происходит в области верхней ветви 18 группирующего конвейера 12. Предусмотрен подающий конвейер 19, с помощью которого предметы 10 транспортируются отдельно и на расстоянии друг от друга в направлении транспортировки. Направление транспортировки подающего конвейера 19 ориентировано под углом, прежде всего поперек, группирующего конвейера 12, так что предметы 10 могут быть введены в открытые сбоку отделения 13.
В данном случае предметы транспортируются в области подающего конвейера 19 в том же относительном положении, в котором они расположены в отделениях 13 группирующего конвейера 12. Предметы 10 покоятся или же стоят узкой стороной на верхней ветви 18 группирующего конвейера 12. Соответственно, предметы 10 подаются подающим конвейером 19 в том же относительном положении и, по существу, на одинаковой высоте.
В области подающего конвейера 19 предметы 10 с обеих сторон удерживаются проходящими параллельно ветвями бесконечных конвейеров 20, 21. Бесконечные конвейеры 20, 21 могут быть сконструированы так, что в области подающего конвейера 19 производится еще одно изменение относительного положения предметов 10, прежде всего, поворот, прежде чем предметы в окончательном относительном положении предаются на группирующий конвейер 12. Также и подающий конвейер 19 приводится в действие приводом (не показан) предпочтительно непрерывно.
Предметы 10 подающим конвейером 19 отдельно подаются в отделение 13 на верхней ветви 18 группирующего конвейера 12. Движение подачи ограничивается ограничителем 23, с которым предметы 10 сталкиваются торцом, и который поперечно простирается вдоль верхней ветви 18 в направлении транспортировки.
В данном случае ограничитель 23 выполнен в виде бесконечного конвейера, причем ветвь 15 бесконечного конвейера простирается вдоль соответствующего края верхней ветви 18 и служит боковым ограничителем для предметов 10. В качестве особенности, на предметы 10 в области транспортной ветви 15 может быть подведен вакуум. Для этого на обращенной от предметов 10 стороне транспортной ветви 15 простирается вакуумная камера 22 вдоль транспортной ветви 15. Вакуумная камера 22 может быть соединена с источником вакуума и выполнена для того, чтобы на соответствующей длине транспортной ветви 15 создавать вакуум на обращенной к предметам 10 стороне транспортной ветви 15. Транспортная ветвь 15 может быть соответственно выполнена для этого. Таким образом предотвращается, чтобы предметы 10 в результате слишком сильного соударения с боковым ограничителем не отбрасывались назад на траекторию транспортировки.
Особенность состоит в специальном конвейере 24 для транспортировки предметов 10 в области их подачи на группирующий конвейер 12.
Конвейер 24 выполнен с возможностью вращаемого приведения в действие вокруг вертикальной оси 25 с помощью привода 27 и имеет наружную боковую поверхность 26, которая для транспортировки предметов 10 ориентирована в соответствии с их подачей.
В данном случае предметы 10 подаются стоя вертикально и тангенциально прилегают к наружной боковой поверхности 26 конвейера 24, в результате чего они могут транспортироваться дальше в направлении транспортировки подающего конвейера 19. Кроме того, конвейер 24 одновременно выполнен для боковой транспортировки предметов 10 в направлении транспортировки группирующего конвейера 12. Для этой цели конвейер 24 выполнен конусообразным, прежде всего в форме усеченного конуса, с проходящей по периметру, по существу, вертикально наружной боковой поверхностью 26. Для боковой транспортировки поданных предметов 10 поперечное сечение конвейера 24 выполнено неравномерным, а именно, с изменяющимся по периметру поперечного сечения радиусом. Таким образом предметы 10 при прилегании к наружной боковой поверхности 26 за счет увеличивающегося радиуса перемещаются поперечно в направлении транспортировки группирующего конвейера 12. При этом расположение конвейера 24 может быть выбрано так, что уже находящаяся в отделении 13 на группирующем конвейере 12 группа 11 изделий сжимается в направлении транспортировки.
В данном случае ось 25 конвейера 24 выполнена под наклоном к вертикалям в двух направлениях, так что наружная боковая поверхность 26 в области контакта с транспортируемыми вертикально предметами 10 ориентирована параллельно им при тангенциальной ориентации предметов 10 к периферии конвейера 24.
Как уже было указано, радиус конвейера 24 изменяется по его периферии. Радиус может изменяться непрерывно, то есть сначала непрерывно увеличиваться, а затем снова уменьшаться до начального радиуса. В качестве альтернативы, радиус, как в данном случае, может непрерывно увеличиваться, чтобы затем в области уступа скачкообразно или же внезапно уменьшиться. Таким образом в наружной боковой поверхности 26 может быть образован уступ 28. Задача уступа 28 может состоять в том, чтобы служить в качестве ограничителя для подведенных предметов 10. В качестве альтернативы, также является возможным, что уступ 28 служит для того, чтобы содействовать боковому отводу предметов 10 в направлении транспортировки группирующего конвейера 12. В первом случае является возможным, что скорость вращения конвейера 24 меньше, чем скорость подачи предметов 10, так что предметы 10 контролируемым образом направляются на образованной уступом 28 кромке (фиг. 4). В последнем случае является возможным, что скорость вращения конвейера 24 больше, чем скорость подачи предметов 10, так что предметы 10 не сталкиваются с уступом 28, а ускоряются им поперечно в направлении группирующего конвейера (фиг. 5).
В качестве альтернативы описанной (усеченно-) конусообразной форме конвейера 24 является возможной также и цилиндрическая форма, причем благодаря эксцентричной оси вращения также могла бы происходить боковая транспортировка предметов 10.
Как видно на фиг. 2, конвейер 24 расположен над захватами 16. При этом захваты 16 по своему выполнению особенно адаптированы к ориентации конвейера 24. С одной стороны, верхняя сторона захватов 16 опускается по направлению к подающему конвейеру 19. Таким образом учитывается наклон оси 25 вращения. Кроме того, высота захватов 16 в области подачи предметов 10 за счет этого так мала, что непреднамеренное столкновение предметов 10 с захватом 16 не приводит к затору подачи в этой области. Более того, захваты 16 обеспечивают в любом случае настолько малую ограничительную кромку, что предметы 10 сбоку проскальзывают мимо захватов 16.
Кроме того, фиг. 2 показывает, что высота захватов 16 (явно) меньше, чем высота предметов 10, так что они могут транспортироваться конвейером 24 над захватами 16.
В области ограничителя 23 захваты 16, к тому же, имеют выемку 29, в области которой проходят транспортная ветвь 15 или же вакуумная камера 22. Расстояние ограничителя 23 относительно центральной продольной оси группирующего конвейера 12 выполнено регулируемым в соответствии с двунаправленной стрелкой (фиг. 2).
Группирование предметов 10 по меньшей мере в одном отделении 13 группирующего конвейера 12 может быть, в качестве еще одной особенности, поддержано сжатым воздухом. Для этого в рабочей области конвейера 24 предусмотрено дутьевое устройство 31. Дутьевое устройство 31 имеет сопло, через которое сжатый воздух может сбоку вдуваться на находящиеся в отделениях 13 предметы 10 (фиг. 1). Таким образом предметы 10 предохраняются от опрокидывания, когда, например, группа 11 изделий не заполняет отделение 13. В качестве причины возможной является, например, меньшая в соответствии с планом группа 11 изделий или помеха в подаче предметов 10. Кроме того, дутьевое устройство 31 также может поддерживать боковую транспортировку поданного предмета 10 конвейером 24 (фиг. 5).
Фиксации положения предметов 10 на верхней ветви 18 группирующего конвейера 12 способствуют, во-первых, захваты 16, которые ограничивают отделения 13 поперек направления транспортировки группирующего конвейера 12. Кроме того, этому способствует действующий в области ограничителя 23 вакуум на торцы предметов 10. Дополнительный вклад вносит соответствующее вакуумное устройство в области группирующего конвейера 12. Для этого он имеет отверстия 32 в области верхней ветви 18, через которые посредством расположенных под верхней ветвью 18 вакуумных камер 33 предметы присасываются к верхней ветви 18.
В данном случае группирующий конвейер 12 выполнен в виде карманного цепного конвейера, который также образует захваты 16. Под верхней ветвью 18 установлен привод 34 карманного цепного конвейера, причем по обе стороны привода в продольном направлении группирующего конвейера 12 простираются вакуумные камеры 33.
Конструктивно подающий конвейер 19, конвейер 24 и дутьевое устройство 31 объединены в один совместно перемещаемый модуль. Модуль установлен на каретке 35, которая по бокам установлена на направляющих 36 с возможностью перемещения, а именно параллельно направлению транспортировки группирующего конвейера 12. Конвейер 24 с приводом 27 посредством бугеля 37 соединен с кареткой 35. При отсутствии подачи предметов 10 на группирующий конвейер 12 группа может перемещаться поперечно, чтобы компенсировать пробелы в потоке подачи.
После образования группы 11 изделий в отделении 13 с помощью не показанного сталкивающего устройства группа 11 изделий может быть удалена из отделения 13 группирующего конвейера 12. Для этого сталкивающее устройство 30 может иметь толкатель, который выполнен с возможностью перемещения под углом, предпочтительно поперек, к направлению транспортировки группирующего конвейера 12, чтобы между двумя захватами 16 захватить группу 11 изделий и столкнуть с группирующего конвейера 12 поперек. Поскольку группирующий конвейер 12 приводится в действие непрерывно, сталкивающее движение толкателя может быть перекрыто обращенным в направлении транспортировки группирующего конвейера 12 движением.
С помощью не показанного блока управления приводы конвейера 24 (привод 27) и/или каретки (не показана) и/или сталкивающего устройства взаимно согласованы.
Реферат
Устройство предназначено для группирования плоских предметов (10), например подгузников, по одному и друг за другом транспортируемых на подающем конвейере (19) и подаваемых на группирующий конвейер (12). Группирующий конвейер (12) имеет отделения (13) для каждой группы (11) предметов (10), выполненные с возможностью размещения предметов в стоячем положении в непосредственной близости друг от друга. Предметы (10) подаются посредством подающего конвейера (19) поперек направления транспортировки группирующего конвейера (12) и транспортируются конусообразным конвейером (24) в направлении транспортировки группирующего конвейера (12) с образованием группы (11) предметов в отделении (13). Конусообразный конвейер (24) выполнен с возможностью приведения во вращение. Предметы (10) во время их транспортировки посредством конусообразного конвейера (24) прилегают к нему в области его наружной боковой поверхности (26). Уменьшаются размеры устройства для группирования. 2 н. и 14 з.п. ф-лы, 5 ил.
Комментарии