Способ соединения труб,покрытых изоляцией - SU1355115A3
Код документа: SU1355115A3
Чертежи
Описание
Изобретение относится к сварке, в частности к способам соединения труб, покрытых теплоизоляцией, и может найти применение при изготовлении систем теплоизолированных труб, например подземных районных систем теплоснабжения. Цель изобретения - повышение зф- фективности за счет создания способа осуществления соединений, основанного на использовании заделанных проволочных нагревателей.
На фиг.1 представлено трубное соединение общий вид; на фиг.2 и
3 - сварочная полоса и ее детали соответственно, общие виды; на
фиг.4 - один конец сварочной полосы , вид сбоку; на фиг.5 - соединительный элемент со сварочными полосами , вид сбоку с частичным разрезом; на фиг.6 - соединительный элемент , установленный на трубное соединение , вид сбоку с частичным разрезом; на фиг.7 - трубное соединение с установленным соединительным элементом, вид сбоку; на фиг.8 - сварочная полоса, предназначенная для заделки продольного разреза соединительного элемента, общий вид; на фиг.9 - трубное соединение с установленным соединительным элементом и с установленной сварочной полосой, вид сбоку; на фиг.10 - крепление сварочной полосы, сечение; на фиг.11 - пересечение сварочной полосы, вид сверху; на фиг. 12 - приспособление ,для установки сварочной полосы, прикрепленной по фиг. 10, общий вид.
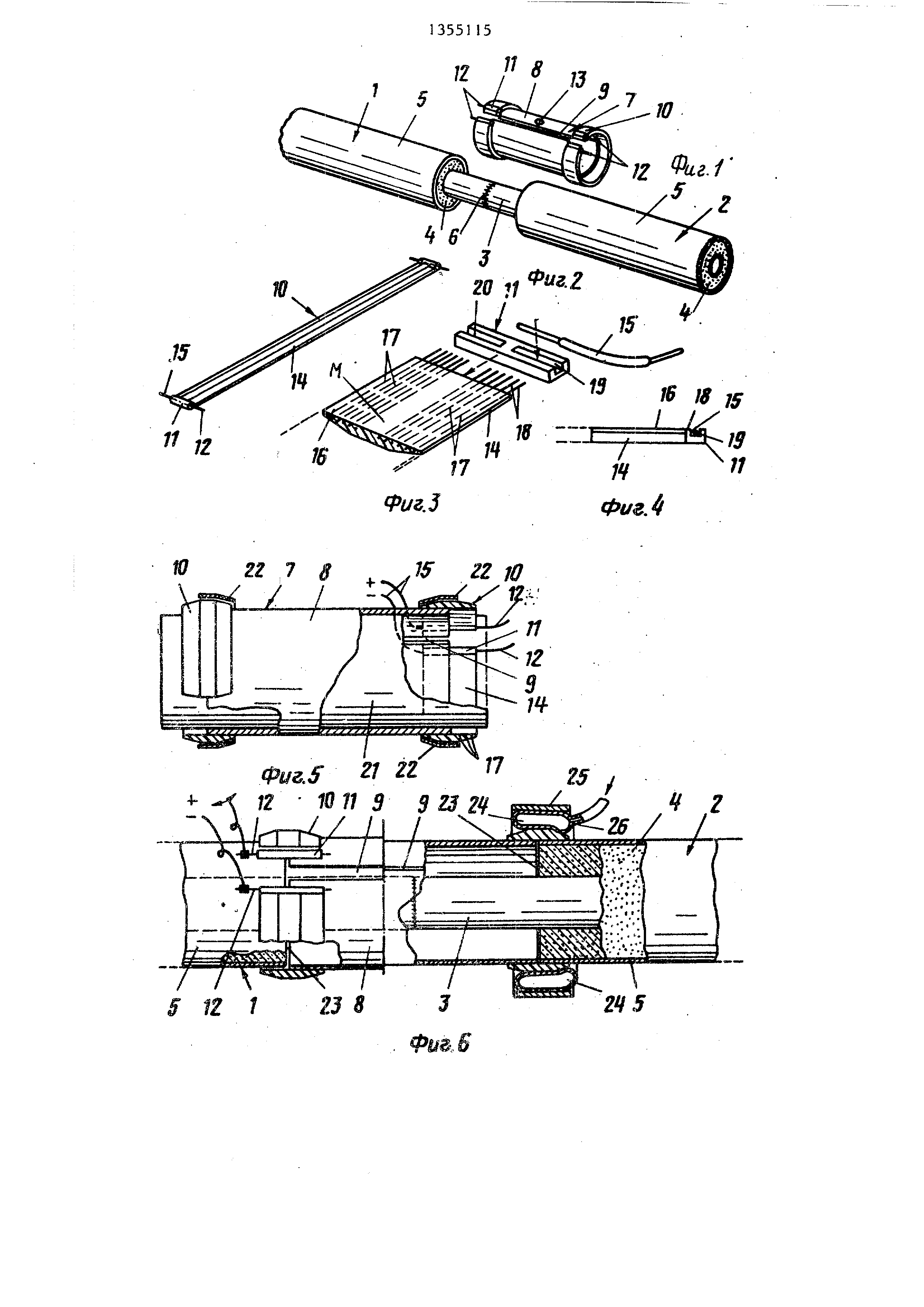
На фиг.1 показаны концы двух подлежащих соединению труб 1 и 2, покрыть х изоляцией. Калодая труба состоит из внутренней стальной трубы 3, покрытой слоем изоляционного материала и заключенной в защитную трубчатую оболочку 5 из пластика, например РЕН. Концы стальных труб 3 выступают из соответствующих концов изолированных блоков и показаны уже соединенными сварным швом 6. На соединение устанавливается соединительный элемент 7 оболочки, с по-- мощью которого соединяются концы оболочки 5 и образуется жесткое и герметичное соединение.
Соединительный элемент 7 состоит из отрезка цилиндрической пластмассовой 8.с продольным зазором
9, оба конца которого снабжены манжетами из пластмассовой полосы 10, Наложенной на наружную поверхность трубы 8 таким образом, что края полосы выступают за края трубы 8. В зоне продольного разреза 9 между краями полосы 10 имеется просвет., а сами края полосы заделаны в .выводные
блоки 11, из которых выступают проволоки электронагревателя 12, При установке соединительного элемента трубы 8 он раскрывается по продольному разрезу и надевается на трубное
соединение, после чего, как будет более подробно описано ниже, полосы 10 манжеты привариваются к кромкам труб оболочки -5, для чего проволоки электронагревателя 12 подключаются
к сварочному генератору. В соединительном элементе имеется верхнее
отверстие 13, используемое впоследствии для заполнения полости соеди- нительного элемента теплоизоляционным материалом.
Одна из полос манжеты или сварочная полоса 10 показана на фиг,2 отдельно до установки на трубу 8 соединительного элемента. Она состоит из отрезка 14 экструдирован- ной полосы, на концах которого выполнены вьшодные блоки 11, пред- ставляющие собой пластмассовые элементы , прикрепленные к концам полосы с помощью любого известного вида сварки. С одной стороны вьтодного блока 11 выступает конец провода 12, ас другой - конец провода 15. На фиг.З более подробно показан
один конец сварочной полосы 10. Отрезок экструдирован ной полосы 14 имеет практически плоскую активную поверхность 16, в которую заделаны параллельные медные проволоки 17,
расположенные очень близко к поверхности или под самой поверх™ ностью 16. Изготовить полосу 14 можно посредством экструзии совместно с проволаками 17, располагаемыми
параллельно. Проволоки расположены. двумя группами вдоль левого и правого краев полосы с просветом между ними М в средней части полосы. Противоположная поверхность полосы выполнена несколько вьшуклой.
При отрезании от экcfpyдиpoвaн- ной полосы отрезка 14 обрезаются также проволоки 17. Поэтому крайние
участки пластика снимаются с, полосы с тем, чтобы обнажить концы 18 проволок. После этого к концам полосы привариваются выводные блоки 11 таким образом, чтобы концы 18 проволок входили в выводной элемент Это обеспечивается за счет того, что в выводном блоке вьтолняются поперечные канавки 19 и 20 i в которые входят концы соединительных проводов 15 и 12 соответственно. Концы 18 тонких проволок припаиваются к соединительным проводам, в результате чего провод 15 на фиг.3 оказывается соединенным со всеми проволоками 17 правой группы проволок , а в канавку 20 вводится провод 12, соединенный со всеми проволоками левой группы. Полоса в сборе показана на фиг.4.
Дпя предварительной установки манжеты или сварочной полосы 10 на разрезной трубе 8 трубу В надевают на оправку 21, как показано на фиг.5, На концы трубы накладывают полосы, на которые накладывают зажимы 22, прижимающие соответствующие половинки полос к наружной поверхности трубы 8. После этого соединительные провода 15 каждой полос соединяются с источником тока и через проволоки 17 половины полосы, охватывающей трубу 8, пропускается надлежащий греющий ток, в результате чего образуется надежное сварочное соединение полосы с поверхность трубы. Изготовленный таким образом соединительный элемент 7 (фиг.1) доставляется к месту установки на трубопроводе. Соединительные провода 15 могут быть отрезаны, как выполнившие свое назначение, а показанный на фиг. соединительный элемент 7 имеет только соединительные провода 12.
Соединительные провода 12 должны быть использованы для приваривания полос 10 к концам труб оболочки 5 после установки соединительного элемента на трубное соединение. На фиг.6 слева показан соединительный элемент, не обжатый на концах труб оболочки 5, со сравнительно большим осевым зазором 9, поскольку диаметр трубы 8 соединительного элемента несколько больше диаметра труб оболочки 5, Однако труба 8 соединительного элемента должна быть расположена между торцами труб оболочки 5 с небольшими зазорами 23 между ними .
Для того,- чтобы приварить выступающие половинки полос к концам трубы оболочки, необходимо прижать полосы 10 к наружной поверхности концов труб оболочки и подвести надлежащий ток к соединительным проводам 12 от сварочного генератора. Справа на фиг.6 показан оптимальный вариант приложения к полосе 10 необходимого механического давления,
а именно способ с использованием надуваемого рукава 24, уложенного вокруг полосы 10 и охваченного жестким кольцевым элементом 25. Надуваемый через патрубок 26 рукав 24 прижимает выступающие половинки полосы 10 к поверхности трубы оболочки 5 и по всей окружности. При этом зазор 9 сужается, а труба соединительного элемента 8 центрируется по краям
труб оболочки 5. После этого выступающие концы сварочной полосы привариваются к трубам оболочки путем запитки сварочных проволок 17 через соединительные провода 12.
В результате получается соединение , показанное справа на фиг.7. Осевой зазор 9 оказьшается очень нег
большим, труба 8 соединительного элемента установлена заподлицо с трубами оболочки 5, а между концам1€ сварочных полос 10 виден небольшой участок кольцевой канавки 23.
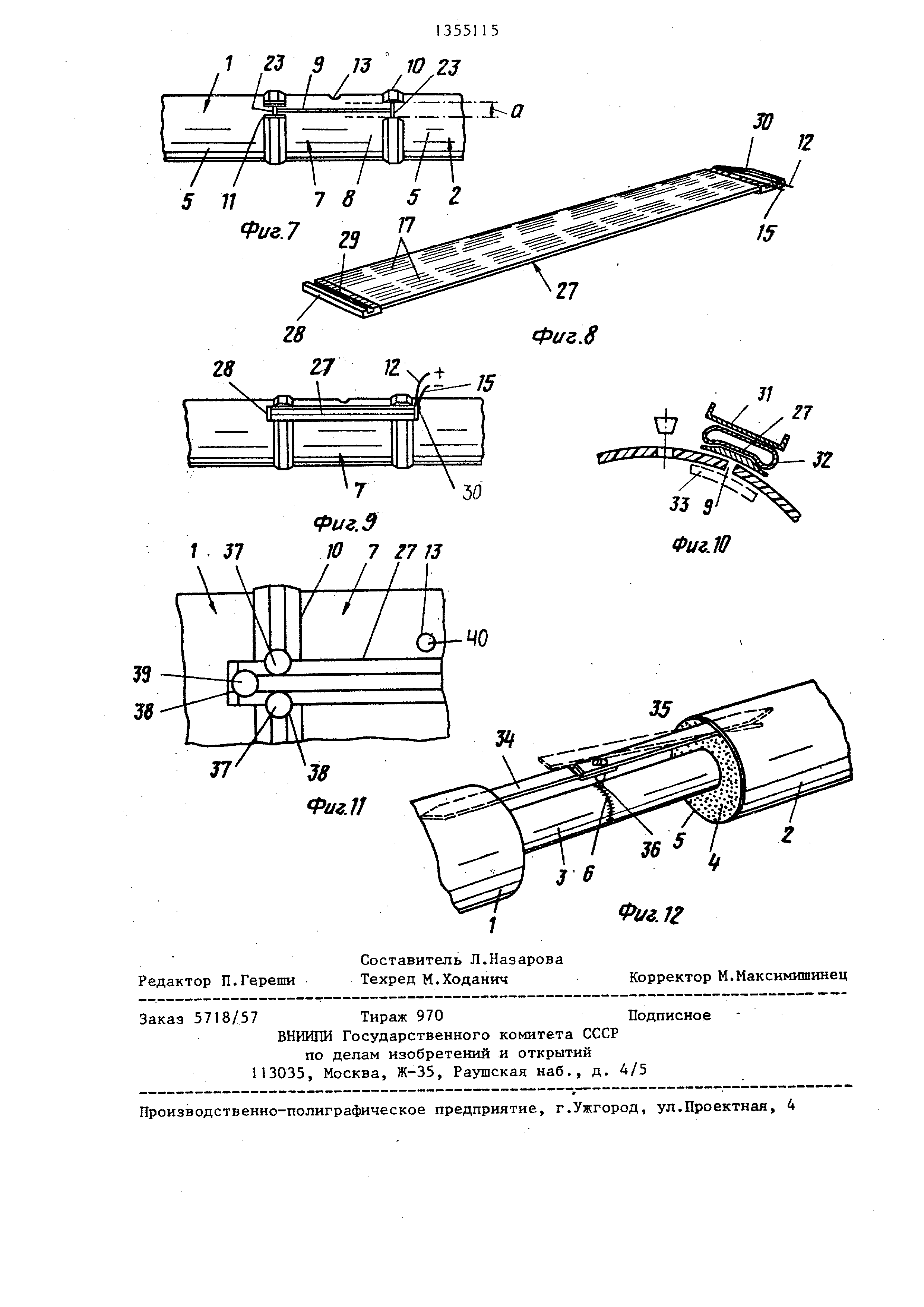
После этого, как.показано на фиг.7, концы полос 10 образуются
таким образом, что между ними образуется зазор - ширина а. Затем осевой зазор 9 покрывается и герметизируется с помощью сварочной полосы 27 (фиг.8 и 9), которая подобна
полосам 10 (фиг.2). В оптимальном варианте полоса 27 отрезается от той же самой экструдированной полосы , что и полосы 10. Размер а (фиг.7) должен быть равен ширине
полосы 27 с тем, чтобы эту полосу можно было использовать не только для заделки осевого зазора 9, но и участков 23, оставленных между концами полосы 10,
При отрезании концов полос 10 удаляются также выводные элементы 11. Эти элементы остаются неприваренными к поверхности трубы и, отрезая их, гарантируется то, что ос
тавшиеся на соединении участки полосы 10 надежно приварены по всей длине.
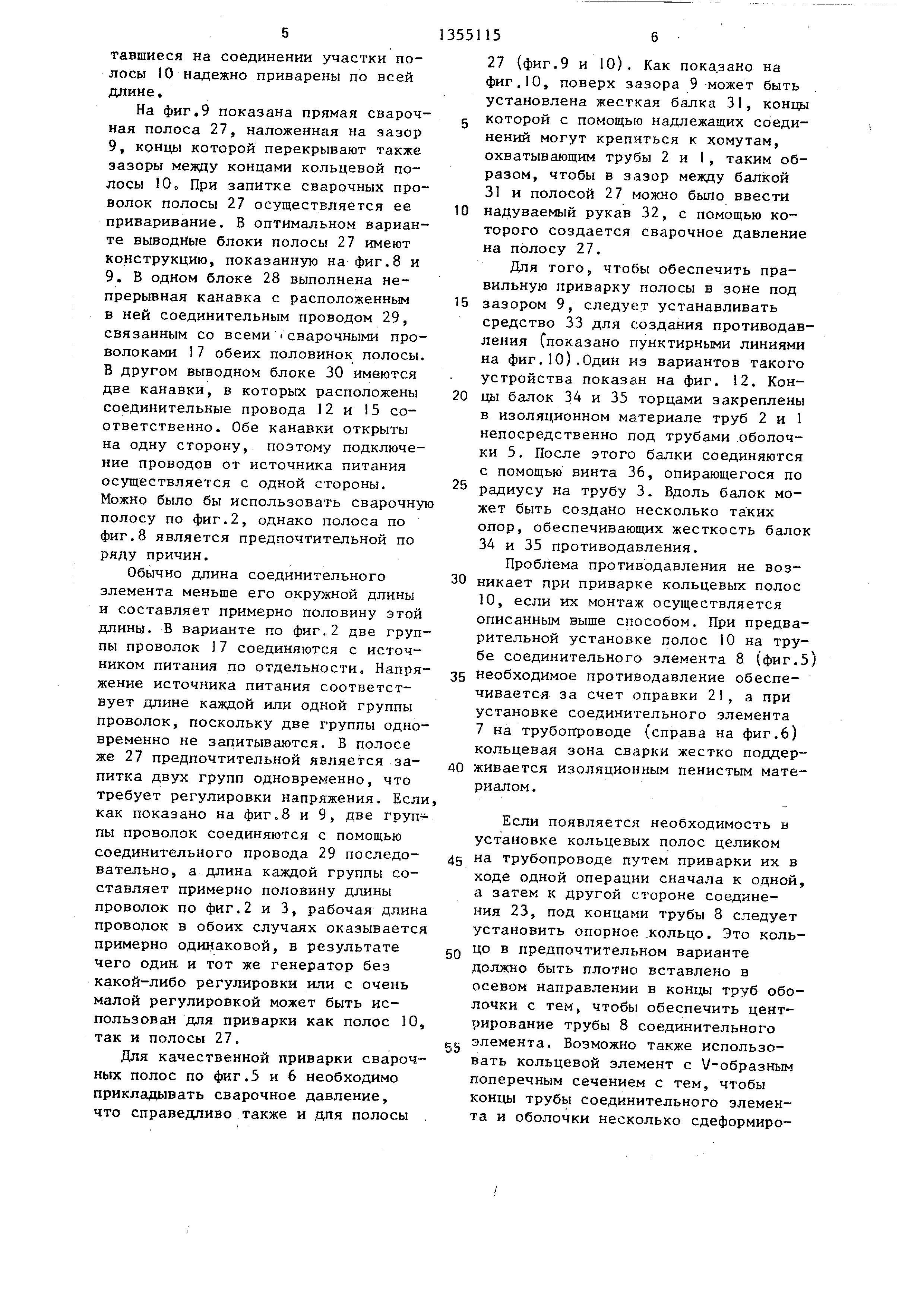
На фиг,9 показана прямая сварочная полоса 27, наложенная на зазор 9, концы которой перекрывают также зазоры между концами кольцевой полосы 10о При запитке сварочных проволок полосы 27 осуществляется ее приваривание. В оптимальном варианте выводные блоки полось 27 имеют конструкцию, показанную на фиг.8 и 9. В одном блоке 28 выполнена не- прерьшная канавка с расположенным в ней соединительным проводом 29, связанным со всеми iсварочными проволоками 17 обеих половинок полосы. В другом выводном блоке 30 имеются две канавки, в которых расположены соединительные провода 12 и 15 соответственно . Обе канавки открыты на одну сторону, поэтому подключение проводов от источника питания осуществляется с одной стороны. Можно было бы использовать сварочную полосу по фиг,2, однако полоса по фиг.8 является предпочтительной по ряду причин.
Обычно длина соединительного элемента меньше его окружной длины и составляет примерно половину этой длины. В варианте по фиг., 2 две группы проволок 17 соединяются с источником питания по отдельности. Напряжение источника питания соответствует длине каждой или одной группы проволок, поскольку две группы одновременно не запитываются. В полосе же 27 предпочтительной является за- питка двух групп одновременно, что требует регулировки напряжения. Если как показано на фиг.8 и 9, две группы проволок соединяются с помощью соединительного провода 29 последовательно , а длина каждой группь составляет примерно половину длины проволок по фиг.2 и 3, рабочая длина проволок в обоих случаях оказывается примерно одинаковой, в результате чего один и тот же генератор без какой-либо регулировки или с очень малой регулировкой может быть использован для приварки как полос 10 так и полосы 27.
Для качественной приварки сварочных полос по фиг.5 и 6 необходимо прикладывать сварочное давление, что справедливо также и для полосы
27 (фиг.9 и 10). Как показано на фиг,10, поверх зазора 9 может быть установлена жесткая балка 31, концы
которой с помощью надлежащих соединений могут крепиться к хомутам, охватывающим трубы 2 и I, таким образом , чтобы в зазор между балкой 31 и полосой 27 можно было ввести
надуваемый рукав 32, с помощью которого создается сварочное давление на полосу 27.
Для того, чтобы обеспечить правильную приварку полосы в зоне под
зазором 9, следует устанавливать
средство 33 для создания противодавления (показано пунктирными линиями на фиг.Ю).Один иэ вариантов такого устройства показан на фиг. 12. Концы балок 34 и 35 торцами закреплены в изоляционном материале труб 2 и 1 непосредственно под трубами оболочки 5. После этого балки соединяются с помощью винта 36, опирающегося по
радиусу на трубу 3. Вдоль балок может быть создано несколько таких опор, обеспечивающих жесткость балок 34 и 35 противодавления.
Проблема противодавления не возникает при приварке кольцевых полос 10, если их монтаж осуществляется описанным выше способом. При предварительной установке полос 10 на трубе соединительного элемента 8 (фиг.5)
необходимое противодавление обеспечивается за счет оправки 21, а при установке соединительного элемента 7 на трубопроводе (справа на фиг.6) кольцевая зона сварки жестко поддерживается изоляционным пенистым материалом .
Если появляется необходимость в установке кольцевых полос целиком
на трубопроводе путем приварки их в ходе одной операции сначала к одной, а затем к другой стороне соединения 23, под концами трубы 8 следует установить опорное кольцо. Это кольцо в предпочтительном варианте должно быть плотно вставлено в осевом направлении в концы труб оболочки с тем, чтобы обеспечить центрирование трубы В соединительного
элемента. Возможно также использовать кольцевой элемент с V-образным поперечным сечением с тем, чтобы концы трубы соединительного элемента и оболочки несколько сдеформировались на конус, а сварочная полоса могла быть установлена впотай.
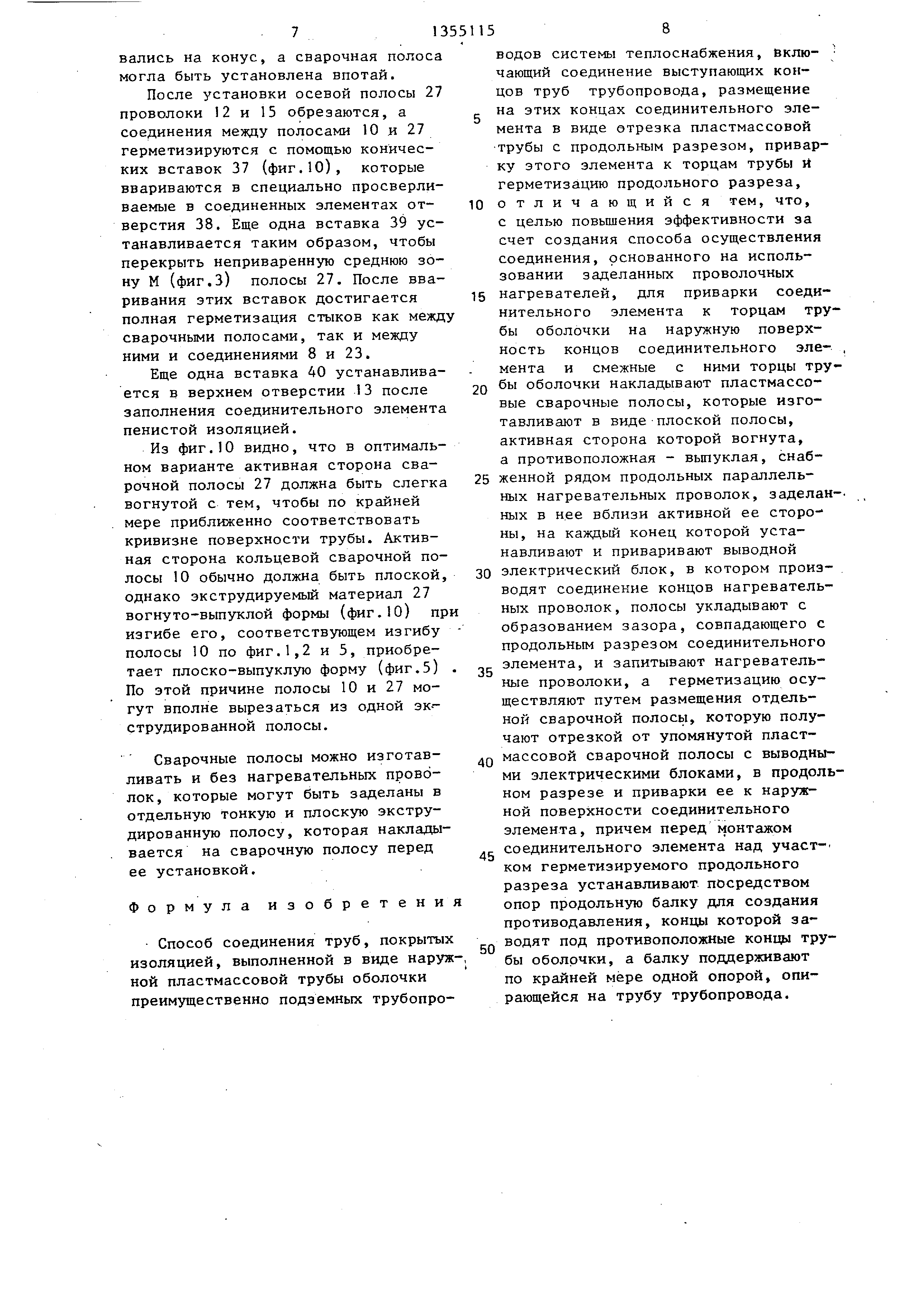
После установки осевой полосы 27 проволоки 12 и 15 обрезаются, а соединения между полосами 10 и 27 герметизируются с помощью конических вставок 37 (фиг.10), которые ввариваются в специально просверливаемые в соединенных элементах отверстия 38. Еще одна вставка 39 устанавливается таким образом, чтобы перекрыть неприваренную среднюю зону М (фиг.З) полосы 27, После вва- ривания этих вставок достигается полная герметизация стыков как межд сварочными полосами, так и между ними и соединениями 8 и 23.
Еще одна вставка 40 устанавливается в верхнем отверстии 13 после заполнения соединительного элемента пенистой изоляцией.
Из фиг.10 видно, что в оптимальном варианте активная сторона сварочной полосы 27 должна быть слегка вогнутой с тем, чтобы по крайней мере приближенно соответствовать кривизне поверхности трубы. Активная сторона кольцевой сварочной полосы 10 обычно должна быть плоской, однако экструдируемый материал 27 вогнуто-выпуклой формы (фиг.10) пр изгибе его, соответствующем изгибу полосы 10 по фиг.1,2 и 5, приобретает плоско-выпуклую форму (фиг.5) По этой причине полосы 10 и 27 могут вполне вырезаться из одной эк- струдированной полосы.
Сварочные полосы можно изготавливать и без нагревательных проволок , которые могут быть заделаны в отдельную тонкую и плоскую экстру- дированную полосу, которая накладывается на сварочную полосу перед ее установкой.
Формула изобретени
Способ соединения труб, покрытых изоляцией, выполненной в виде наруж ной пластмассовой трубы оболочки преимущественно подземных трубопроводов системы теплоснабжения, вклю- чающий соединение выступающих концов труб трубопровода, размещение на этих концах соединительного элемента в виде отрезка пластмассовой трубы с продольным разрезом, приварку этого элемента к торцам трубы и герметизацию продольного разреза,
отличающийся тем, что, с целью повьпления эффективности за счет создания способа осуществления соединения, основанного на использовании заделанных проволочных
5 нагревателей, для приварки соединительного элемента к торцам трубы оболочки на наружную поверхность концов соединительного элемента и смежные с ними торцы тру0 бы оболочки накладывают пластмассовые сварочные полосы, которые изготавливают в виде-плоской полосы, активная сторона которой вогнута, а противоположная - выпуклая, снаб5 женной рядом продольных параллельных нагревательных проволок, заделанных в нее вблизи активной ее стороны , на каждый конец которой устанавливают и приваривают выводной
0 электрический блок, в котором производят соединение концов нагревательных проволок, полосы укладывают с образованием зазора, совпадающего с продольным разрезом соединительного
.- элемента, и запитывают нагревательb
ные проволоки, а герметизацию осуществляют путем размещения отдельной сварочной полосы, которую получают отрезкой от упомянутой пластQ массовой сварочной полосы с выводными электрическими блоками, в продольном разрезе и приварки ее к наружной поверхности соединительного элемента, причем перед монтажом
соединительного элемента над участ- ком герметизируемого продольного разреза устанавливают посредством опор продольную балку для создания противодавления, концы которой за- водят под противоположные концы трубы оболочки, а балку поддерживают по крайней мере одной опорой, опирающейся на трубу трубопровода.
11
12
ю
Фиг. 1
Фиг. 5
Реферат
Изобретение относится к сварке , в частности к способам соединений труб, покрытых теплоизоляцией, и может найти применение при товлении систем теплоизолированных труб. Целью изобретения является повышение эффективности за счет создания способа осуществления соединения , основанного на использовании заделанных проволочных нагревателей . Для достижения цели концы труб, покрытых изоляцией, выступаю ; щие из оболочки, соединяют между собой посредством соединительного элемента. Последний вьшолняют в виде отрезка пластмассовой трубыi который приваривают к оболочке. Приварку осуществляют посредством пластмассовой полосы с нагревательными элементами в виде проволок, по которым пропускают ток. Пластмассовая полоса с нагревательными элементами используется для заделки продольного разреза соединительного элемента. Таким образом, соединительный элемент располагают между трубами оболочки и заподлицо с ними независимо от допусков на диаметры труб. Свариваемый соединительный элемент, образованный с помощью полос , легко формируется вокруг стыков независимо от допусков без необходимости его усадки. При этом снимаются проблемы, связанные с герметизацией зон перекрытия. 12 ил § Z Сд СП
Формула
Комментарии