Индукционная сварка полимерных элементов посредством электрически прерываемого нагревательного элемента - RU2729263C1
Код документа: RU2729263C1
Чертежи

Описание
Область техники
Настоящее изобретение относится к способу термического соединения двух элементов из полимерного материала посредством индукционной сварки. Настоящее изобретение, в частности, относится к нагревательному элементу из электропроводящего нагреваемого посредством индукции материала, расположению свариваемых элементов, а также системе для сварки с таким нагревательным элементом и способу термического соединения двух упомянутых элементов из полимерного материала.
Уровень техники
Элементы из полимерного материала могут быть соединены посредством термического соединения, при котором электропроводящий материал вводится между двумя соединяемыми элементами и подвергается нагреву посредством переменного электромагнитного поля, создаваемого специальным генератором. При индукционной сварке элементов из полимерного материала создается электромагнитное сцепление между электропроводящим намагничиваемым материалом и индукционным генератором, главным образом, посредством переменного электромагнитного поля, создаваемого обмоткой индукционного генератора.
Способ индукционной сварки, в частности, применяется для термического соединения концов полимерных труб с помощью полимерной муфты, насаживаемой на оба конца свариваемых элементов. Электропроводящий намагничиваемый нагревательный элемент вводится при этом между полимерной муфтой и боковой поверхностью каждого конца обеих соединяемых труб и подвергается индукционному нагреву, так что наружные поверхности обеих концов, а также внутренняя поверхность полимерной муфты расплавляются, и при последующем охлаждении за счет усадки создается прочное сварное соединение.
Способы индукционной сварки для полимерной трубы заявлены, например, в патентах ЕР 2886285 А1, а также DE 102013021667 А1.
Технической проблемой при индукционной сварке является, все-таки, то, что количество теплоты или тепловой энергии, которая подводится нагревательным элементом, устанавливается так, что с одной стороны обеспечивается стабильное термическое сварное соединение, а с другой стороны устойчивость к деформации свариваемых друг с другом элементов не должна подвергаться риску. Только при таких условиях посредством индукционной сварки возможно получить "хорошее" сварное соединение.
Для получения "хорошего" сварного соединения, все-таки, требуется не только точно определить суммарное количество теплоты, которое применяется для образования сварного соединения. Скорее, следует позаботиться также о том, чтобы, эта тепловая энергия, по возможности, равномерно распределялась по всей поверхности сварного соединения. Особенно следует предотвращать образование так называемых локальных "зон перегрева", что может привести к местному перегреву и повреждению, в частности, из-за расплавления полимерного материала.
Например, при сварке теплоизолируемых теплотрасс выявляется, что точечные места перегрева в процессе сварки оболочки трубы теплоизолируемой теплотрассы изменяют расположенный под ними слой изолирующего материала (например, полиуретановой пены) настолько, что изменяются соответствующие параметры изоляции и/или диффузионные перемычки становятся проницаемыми. Кроме того, места перегрева и, в особенности, локального перегрева кристаллических или частично кристаллических материалов (например, полиэтилена высокой плотности, который является предпочтительным материалом для полимерных труб), по меньшей мере, в последующем процессе охлаждения могут вызывать значительные нарушения в структуре кристаллов. Вследствие этого обычно образуются зоны механического повреждения, которые возникают в местах ослабления механической прочности. Наряду с этим места нежелательного более значительного перегрева могут вызывать разрыв полимерных цепей, что также, принято называть деполимеризацией. При этом в зонах деполимеризации образуются дефектные места с ухудшением механических характеристик в структуре полимерного материала. Кроме того, места еще более значительного перегрева могут вызывать даже разложение и в связи с этим самые нежелательные последствия в виде образования газовых пузырей. В этой связи также очевидно, что вследствие этого ухудшается механическая прочность сварного соединения.
Цель изобретения состоит в улучшении процесса индукционной сварки полимерного материала в отношении стабильности механических параметров сварных соединений.
Описание изобретения
Достижение данной цели раскрывается посредством неограничивающих пунктов формулы изобретения. Предпочтительные варианты исполнения настоящего изобретения описаны в ограничивающих пунктах.
Согласно первому аспекту изобретения предлагается нагревательный элемент для термического соединения двух упомянутых элементов из полимерного материала, при этом при соединении (i) первый внутренний элемент, по меньшей мере, частично охватывается вторым наружным элементом и (ii) нагревательный элемент по окружности охватывает первый внутренний элемент, по меньшей мере, частично и располагается между первым внутренним элементом и вторым наружным элементом. Упомянутый нагревательный элемент содержит лентообразную структуру со способным к нагреву индукционным способом материалом, при этом упомянутый материал таким образом разделяется на секции или располагается по окружности, что по окружности вокруг первого внутреннего элемента электропроводность, по меньшей мере, в одном месте прерывается.
В основе упомянутого нагревательного элемента положено знание о том, что посредством планомерного прерывания тока в направлении окружности простым способом можно предотвратить то, что вокруг первого внутреннего элемента создается короткозамкнутая обмотка, которая привела бы в процессе индукционной сварки к индуцируемому току вокруг целого первого внутреннего элемента. При замкнутом или прерывистом электропроводящем нагревательном элементе такой индуцируемый ток возникает по принципу трансформатора, когда обмотка индукционного генератора представляет собой первичную обмотку трансформатора, а прерывистый электропроводящий нагревательный элемент - вторичную обмотку трансформатора.
В этой связи изобретателям понятно, что направленный ток, который возникает только за счет прерывистого электропроводящего и полностью охватывающего первый внутренний элемент нагревательного элемента, приводит к асимметрии суммарного тока, который в свою очередь приводит к неравномерному разогреву нагревательного элемента. Асимметрия (направления) ответственного за разогрев тока в нагревательном элементе следует в случае замкнутой электропроводящей нагревательной ленты из того, что при индукционном возбуждении нагревательной ленты образуются преимущественно токи двух типов. Током первого типа является ток, который согласно свойству нагревательного элемента в качестве вторичной обмотки трансформатора протекает вокруг целого первого внутреннего элемента и который в данном документе называется током короткого замыкания. Ток короткого замыкания протекает исключительно или, по меньшей мере, преимущественно в направлении по окружности. Токами второго типа являются вихревые токи, которые при индукционной сварке генерируются известным способом в нагревательном элементе, как в электрическом проводнике из-за возбуждающего переменного магнитного поля, которое в свою очередь генерируется обмоткой индукционного генератора. Вихревые токи, как правило, не имеют преимущественного направления и приводят вследствие этого к особенно однородному индукционному тепловыделению. За счет блокирования токов короткого замыкания блокируется также точно та часть ответственного за разогрев тока, который является асимметричным в отношении направления тока. Тем самым однородность разогрева в целом улучшается, и образование мест локального перегрева в процессе сварки в расплавляемом полимерном материале возможно предотвратить простым и эффективным способом.
Определенное направление по окружности в связи с инициируемым воздействием в каждой точке нагревательного элемента в данном документе называется тангенциальным направлением. Направление перпендикулярное к направлению по окружности или ко множеству тангенциальных направлений в данном документе называется продольным или осевым направлением.
Очевидно, что посредством, по меньшей мере, электрического прерывания нагревательного элемента обеспечивается то, что нагревательный элемент сам по себе не образует целой вторичной обмотки вокруг первого внутреннего элемента. Тем самым блокируются токи короткого замыкания, и разогрев нагревательного элемента достигается исключительно за счет индукционного воздействия вихревых токов. Вследствие этого в процессе сварки возможно предотвратить появление мест локального перегрева в горячих точках. Кроме того, упрощаются монтаж нагревательного элемента или его укладка вокруг первого внутреннего элемента, а также общая процедура использования процесса индукционной сварки.
Преимущественно нагревательный элемент формируется таким образом, что на обеих сторонах лентообразной структуры это приводит к разогреву контактирующего с ним полимерного материала. Это означает, что при термическом соединении не просто один элемент приваривается к другому, но оба элемента, по меньшей мере, примерно симметрично свариваются друг с другом.
Следует заметить, что также, когда в большинстве примеров исполнения посредством процесса индукционной сварки свариваются концентричные контактирующие цилиндрические элементы, нагревательный элемент, согласно изобретению, также может применяться для элементов граненой или овальной формы. Периметр, по которому устанавливается нагревательный элемент, также вовсе не должен быть кольцеобразным.
В соответствии с примером исполнения изобретения нагреваемый материал является электропроводящим материалом. При этом преимущество состоит в том, что индукционному нагреву могут способствовать вихревые токи.
В этой связи следует указать на то, что упомянутый в данном документе нагрев может вызываться частично посредством потерь на перемагничивание и частично посредством электрических потерь. Под потерями на перемагничивание понимают так называемые потери на перемагничивание нагревательного элемента, которые связаны с ферромагнитной и/или с ферримагнитной намагничиваемостью нагревательного элемента, а также такие потери могут называться потерями на гистерезис. Электрическими потерями являются главным образом потери на омическом сопротивлении, в связи с упомянутыми вихревыми токами, которые создаются при индукционном взаимодействии нагревательного элемента с электромагнитным полем, создаваемым одним из соответствующих генераторов.
Далее представлены другие преимущества индукционного нагрева на основе вихревых токов нагревательного элемента:
Вихревые токи могут генерироваться преимущественно при явно более высоких частотах возбуждения, чем токи короткого замыкания. При этом частотами возбуждения являются частоты возбуждения электромагнитных волн, генерируемых обмоткой индукционного генератора, которые ответственны за индукционный разогрев. Более высокие частоты возбуждения приводят, все-таки, к более высокой эффективности использования энергии в процессе сварки. Кроме того, для более высоких частот возбуждения возможно применение группы обмоток возбуждения различных форм и размеров, так что для различных вариантов использования могут применяться подходящие обмотки возбуждения.
При, по меньшей мере, одном электрически прерываемом нагревательном элементе также не требуется, чтобы обмотка возбуждения индукционного генератора полностью охватывала первый внутренний элемент, так как ток короткого замыкания не должен индуцироваться. Это также способствует тому, что индукционная сварка может выполняться с группой обмоток возбуждения различных форм и/или размеров. При этом можно избегать часто загрязненных и/или подверженных износу разъемных соединений или, по меньшей мере, значительно снизить их количество.
С учетом упомянутого сознательного отказа от тока короткого замыкания, протекающего в тангенциальном направлении, обмотку возбуждения возможно заключить в подходящую герметичную оболочку. За счет этого снижается чувствительность обмотки возбуждения по отношению к часто встречающимся на практике загрязнениям и/или механическим нагрузкам.
Электропроводящий материал может различаться, в его составе могут быть один или несколько металлов или же металлический сплав или несколько металлических сплавов. В качестве металлического сплава могут применяться, по меньшей мере, следующие: латунь (Cu-Zn), бронза (Cu-Sn), сталь (Fe-C) и высококачественная сталь (Fe-Cr-Ni).
Понятие "электропроводящий материал" в данном документе следует понимать как относящееся к "единому" материалу (например, чистому железу) так и к части или нескольким частям, входящим в общий состав из различных материалов. В частности, понятие "электропроводящий материал" может относиться, по меньшей мере, к отдельному веществу (например, по меньшей мере, в связанном состоянии, такому как, электропроводящее железо, в целом неэлектропроводящем оксиде металла) или к составу (например, сплаву).
Согласно дальнейшему описанию примера исполнения изобретения нагреваемый материал является магнитным материалом, в частности ферромагнитным и/или с ферримагнитным материалом.
Ферромагнетизм проявляется у отдельных металлов или сплавов, тогда как ферримагнетизм, в частности, наблюдается у оксидов, как магнетиты и ферриты. Кривые гистерезиса у ферромагнитных и ферримагнитных материалов принципиально одинаковые, при этом, все-таки, у ферримагнитных материалов характеристика намагничивания до насыщения обычно является более низкой. У обоих материалов в точке Кюри проявляются потери сильной намагничиваемости. Это наблюдается как у магнитнотвердых, так и у магнитомягких материалов.
Ферримагнитные материалы характеризуются меньшими потерями вихревых токов, так как обладают на порядок меньшей электропроводностью, чем металлические ферромагнитные вещества. Вследствие этого у ферримагнитных материалов составляющая индукционного нагрева, основанная на вихревых токах, намного меньше.
Для обеспечения высокого значения индукционного теплоподвода, основанного на потерях на перемагничивание магнитный материал должен иметь относительно высокое значение коэрцитивной силы. Это прямая мера потерь на перемагничивание, которая определяется известным способом посредством заключенной под петлей магнитного гистерезиса площади.
Согласно следующему примеру исполнения изобретения электропроводящим материалом является ферромагнитный материал, который имеет точку Кюри ниже 460°С.
В основе этого примера исполнения изобретения положено знание о том, что посредством применения ферромагнитного материала с подходящей точкой Кюри для обоих соединяемых элементов создается автоматическое ограничение температуры в процессе термического соединения. Это означает, что такая температура с одной стороны является достаточно высокой для расплавления полимерного материала, по меньшей мере, одного из элементов, а с другой стороны не является достаточно высокой, для того чтобы полимерный материал достигал температуры, приводящей к термическому разрушению, по меньшей мере, части, по меньшей мере, одного из элементов. Такое термическое разрушение может, например, происходить потому, что соответствующий элемент расплавляется настолько, что в процессе термического соединения происходит незначительное изменение его формы. В частности, ферромагнитный материал должен иметь точку Кюри, которая, при условии, что эта точка Кюри также достигается в процессе термического соединения, приводит в течение типового для процесса термического соединения периода к расплавлению только поверхностного слоя, по меньшей мере, одного из двух элементов.
Понятие "ферромагнитный или ферримагнитный материал" в данном документе следует понимать как относящееся к "единому" материалу с «единой» точкой Кюри, так и к части или к нескольким частям, входящим в общий состав из различных материалов. В частности, понятие "ферромагнитный или ферримагнитный материал" может относиться, по меньшей мере, к отдельному веществу (например, по меньшей мере, компоненту сплава) или общему составу из различных материалов (например, сплаву).
При достижении точки Кюри у нагревательного элемента или нагреваемого материала потери на перемагничивание исчезают, и соответственно ввод энергии в нагревательный элемент снижается, так как возникающие еще только при определенных условиях электрические потери способствуют (дальнейшему) нагреву нагревательного элемента. В зависимости от конкретного исполнения нагревательного элемента такое исчезновение действующего подвода энергии за счет исчезновения потерь на перемагничивание уже может стать достаточным для ограничения температуры. При определенных условиях соответствующее снижение ввода энергии также может происходить из-за индукционного генератора, от которого тогда "отбирается меньшая мощность". В этой связи индукционный генератор можно рассматривать в качестве первичной стороны всей нагревательной системы, которая состоит из индукционного генератора и (в качестве вторичной стороны) нагревательного элемента. В связи с выщеупомянутым, нагревательный элемент (в качестве вторичной стороны), все-таки, не является вторичной обмоткой трансформатора. Обнаружение снижения отбора мощности можно использовать в качестве сигнала о необходимости настроить индукционный генератор так, чтобы индукционный перенос энергии далее снизился или даже выключился.
Преимущественно ферромагнитный или ферримагнитный материал имеет точку Кюри ниже 400°С, в частности, предпочтительно ниже 300°С и более предпочтительно ниже 250°С. При этом имеется преимущество в том, что также для полимерных элементов, которые имеют сравнительно низкую точку плавления, при длительном процессе индукционной сварки и/или сварки с повышенным значением энергии первичной стороны (создаваемой генератором) также может обеспечиваться высокая стабильность формы обоих свариваемых элементов.
Точка Кюри, которая явно выше точки плавления применяемых полимерных материалов, способствует быстрому наогреву в процессе сварки и тем самым содействует сокращению продолжительности процесса сварки. При относительно высокой точке Кюри необходимо оптимизировать нагревательный элемент касательно параметров теплоотвода, теплоемкости и скорости нагрева в том отношении, чтобы быстро аккумулируемая в нагревательном элементе энергия могла отводиться на полимерный материал таким образом, чтобы исключить его повреждение. Как будет показано далее, за счет применения материалов с различными значениями точки Кюри проявляющуюся макроскопически область перехода потерь ферромагнитных свойств возможно раздвинуть или передвинуть и за счет этого дополнительно сформировать функцию ограничения температуры.
В некоторых вариантах исполнения лентообразная структура состоит из нескольких ферромагнитных или ферримагнитных материалов, имеющих различные значения точки Кюри. При этом имеется преимущество в том, что посредством подходящей смеси с количественным соотношением (массовым или объемным) различных ферромагнитных материалов можно установить оптимальное для соответствующего применения среднее значение точки Кюри. Упомянутые различные ферромагнитные материалы могут также привести к тому, что нагревательный элемент будет иметь, по меньшей мере, два различных значения точки Кюри. На практике это означает, что до начала процесса соединения, когда температура нагревательного элемента и охватываемого полимерного материала является еще относительно низкой, оба материала содействуют индукционному нагреву со сравнительно высокой тепловой нагрузкой. Если далее в процессе достигается значение, превышающее точку Кюри конкретного материала, тогда процесс нагрева будут происходить с соответственно еще меньшей тепловой нагрузкой. Это делает возможным выгодным способом осуществить особо точное управление термическим соединением обоих элементов.
Следует отметить, что подобное ступенчатое управление тепловой нагрузкой можно в принципе реализовать с любым количеством ферромагнитных или ферримагнитных материалов, обладающих различными точками Кюри. На практике, все-таки, для многих применений достаточно, чтобы лентообразная структура содержала только два ферро- или ферримагнитных материала с различных значениями точки Кюри.
Согласно примеру исполнения настоящего изобретения предлагается лентообразная структура, которая содержит неэлектропроводящий матричный материал и группу магнитных, в частности, ферромагнитных и/или ферримагнитных и/или электропроводящих фрагментов, залитых в матричный материал, которые электрически изолированы друг от друга. Это дает преимущество в том, что упомянутый нагревательный элемент, который препятствует вихревым токам, в процессе индукционной сварки с точки зрения пользователя может использоваться, как нагревательный элемент в обычных случаях. В частности, нагревательный элемент может наматываться как обычно полностью с известным пространственным нахлестом обоих концов вокруг первого внутреннего элемента.
Матричный материал может, например, представлять полимерная лента. Фрагменты могут состоять из ферромагнитного материала или, по меньшей мере, быть включены в нее. Матричным материалом может быть, например, полиэтилен.
Согласно примеру исполнения настоящего изобретения в качестве фрагментов предлагаются ферриты. Ферриты могут присутствовать в качестве микро- или наночастиц.
Согласно примеру исполнения настоящего изобретения матричный материал имеет удельное электрическое сопротивление по меньшей мере 10 м/мм2, в частности, предпочтительно, 100 Ом/мм2 и по крайней мере 10000 Ом/мм2. Тем самым обеспечивается то, что в нагревательном элементе макроскопические токи и, в частности, токи короткого замыкания блокированы или, по меньшей мере, сведены к исчезающе малым силам тока.
Матричным материалом может быть соответствующий полимерный материал или материал, проявляющий подобные свойства. Полимерный материал может быть идентичным полимерному материалу, по меньшей мере, одного из свариваемых друг с другом элементов или отличным от материала последних.
Согласно примеру исполнения настоящего изобретения матричный материал выполняется из, по меньшей мере, одного материала, выбранного из группы, включающей:
(a) термопластичный полимер, в частности, полиолефины, такие как РЕ, РР, РВ, CPE, СОС, EVA;
(b) полистирол и его сополимеры, такой как ABS SAN;
(c) эластомер, такой как ТРЕ, EPDM, SBR, NBR, BR;
(d) полиэстер, такой как PET, РВТ, PEN, PLA, PVA;
(e) галогенополимер, такой как PVC, PVF, PVDC, PVDF, PTFE;
(f) полиамид, такой как РА4.2, 4.6, 6.6, 6.10, 4.10, РА6, 11, 12, ив каждом случае сополимеры и/или их смеси.
Согласно примеру исполнения настоящего изобретения лентообразная структура дополнительно содержит два плоских несущих элемента, при этом нагреваемый материал встроен между двумя несущими элементами.
В процессе сварки один из двух несущих элементов обращен к первому внутреннему элементу, а другой несущий элемент обращен ко второму наружному элементу. Тем самым оба несущих элемента могут быть согласованы выгодным образом в отношении их механических, структурных и/или химических свойств с соответствующим элементом. При необходимости оба несущих элемента могут состоять из одного и того же материала или различным материалов.
Несущие элементы могут, например, быть реализованы в качестве заготовки в виде предварительно сконструированной пленочной подложки. Это может существенно облегчить изготовление упомянутого нагревательного элемента. По меньшей мере, в качестве одной из обеих пленочных подложек может быть использована так называемая пленка из плавящегося клеящего вещества, которая также не должна соединять термопластичные материалы на месте установки.
Согласно следующему примеру исполнения настоящего изобретения в лентообразной структуре выполнена группа отверстий. Размеры отверстий заданы так, что плавящийся полимерный материал первого внутреннего элемента и/или второго наружного элемента проникает через них и соединяется с плавящимся полимерным материалом другого элемента. В качестве альтернативы или в комбинации (с упомянутым), отверстия заполняются полимерным материалом, который может соединяться с плавящимся полимерным материалом первого внутреннего элемента и/или второго наружного элемента.
Следует отметить, что при сплошном электропроводящем нагревательном элементе за негативное воздействие асимметрии в отношении направления тока, в частности, были бы ответственны выполненные в лентообразной структуре отверстия. Они приводят к тому, что лентообразная структура в приближенном варианте рассмотрения имеет множество электропроводящих "мостиков". В случае токов короткого замыкания мостики стали бы передавать вдоль окружности более сильный ток, чем ток в осевом направлении.
Таким образом, в нагретом состоянии оба полимерных материала могут протекать через выполненные в лентообразной структуре отверстия, так что множество мелких сварных соединений создается посредством этих отверстий. После охлаждения это приводит к особенно высокой прочности получаемого термического соединения.
Согласно следующему примеру исполнения настоящего изобретения в лентообразной структуре в направлении течения по окружности имеются разрывы. Это означает, что прерываемая электропроводность при определенных и прочих условиях обусловлена наличием макроскопических разрывов в облегающей первый внутренний элемент лентообразной структуре. В явном выражении, пространственные нахлесты отсутствуют между обоими (противолежащими) концами нагревательного элемента или лентообразной структуры, пространственное положение которой определяется посредством продольной оси лентообразной структуры, которая в процессе сварки совпадает с направлением по окружности. Между обоими концами нагревательного элемента имеется макроскопический разрыв.
Если нагревательный элемент должен быть прерывистым не только электрически, но также вещественно, тогда нагревательный элемент может укладываться между обоими элементами с заданным механическим зазором, без опасения, что во время процесса сварки при известной усадке второго наружного элемента, в частности, такого как, муфта, фланец, возникают какого-либо рода деформация и/или коробление.
Упомянутое «вещественное прерывание» имеет преимущество в том, что лентообразная структура может быть образована из электропроводящего материала плоской или иной («объемной») формы или из ферромагнитного материала плоской или иной («объемной») формы со всеми положительными качествами, в частности, касательно высокой механической прочности и/или высокой термостойкости, при этом токи короткого замыкания заблокированы. В подобных материалах на основе известного поверхностного эффекта, в частности, при повышенных частотах нагрев нагревательного элемента происходит за счет вихревых токов - предпочтительно вблизи плоской поверхности соответствующих тел. Вследствие этого разделенные поверхностные участки (например, концы лентообразной структуры) нагреваются быстрее, чем центральные зоны упомянутого тела. Это усиливает выгодным образом, в частности, нагрев от наружных участков, что приводит к дальнейшему пространственному равномерному распределению тепловыделения.
Согласно следующему примеру исполнения настоящего изобретения, по меньшей мере, один из концов лентообразной структуры имеет волнистый, зазубренный и/или прямоугольный профиль.
На основе упомянутого ране поверхностного эффекта возникают вихревые токи (зависимые от индуктивной частоты возбуждения) более или менее сильные предпочтительно на поверхности электропроводящего, и в частности, феромагнитного материала. Упомянутый негладкий профиль, по меньшей мере, одного из концов, при этом способствует увеличению поверхности. Вследствие этого возможно, несмотря на макроскопический разрыв в зоне прерывания, надежно блокирующий ток короткого замыкания, обеспечить достаточный нагрев полимерного материала, так как сосредоточение вихревых токов в зоне, по меньшей мере, одного из концов способствует соответствующему более сильному нагреву.
Предпочтительно оба конца лентообразной структуры выполнены с подобным негладким профилем. Вследствие этого разрыв с обеих сторон нагревается особенно сильно. Другими словами, требуемая усиленная тепловая нагрузка на обеих концах может разделяться так, что это менее значительно влияет на равномерность нагрева вследствие промежутка.
Очевидно, посредством негладкого профиля, предпочтительно на обоих концах нагревательного элемента, возможно создать более длинный разрыв, без заботы о недостаточном сваривании. Оба конца с негладким профилем могут обеспечить достаточный нагрев промежутка.
Согласно следующему примеру исполнения настоящего изобретения, нагревательный элемент имеет лентообразный несущий элемент, на котором закрепляется лентообразная структура. При этом в продольном направлении лентообразной структуры лентообразный несущий элемент имеет большую длину, чем лентообразная структура. Дополнительно лентообразный несущий элемент выполнен из неэлектропроводящего материала. Это дает следующее преимущество: нагревательный элемент может быть таким длинным, что для процесса индукционной сварки он может быть полностью намотанным вокруг первого внутреннего элемента, при этом посредством соответствующего короткого исполнения лентообразной структуры может обеспечиваться то, что нагревательный элемент не представляет собой замкнутую вторичную обмотку с вышеупомянутыми недостатками от возникновения токов короткого замыкания.
Лентообразный несущий элемент может быть электропроводящим так же, как упомянутый ранее матричный материал. Кроме того, лентообразный несущий элемент может быть реализован в качестве заготовки в виде предварительно сконструированной пленочной подложки или подобной ей. В качестве пленочной подложки может быть использована так называемая пленка из плавящегося клеящего вещества, которая на месте установки также не должна соединять термопластичные материалы. Предпочтительно лентообразный несущий элемент может содержать две пленочных подложки, при этом (сравнительно короткая) лентообразная структура находится между обеими (сравнительно длинными) пленочными подложками. Тем самым обе пленочные подложки могут быть выгодным образом согласованы в отношении их механических, структурных и/или химических свойств с соответствующим элементом. При необходимости обе пленочные подложки могут быть выполнены из одного и того же материала или содержать таковой. При этом могут применяться и различные материалы подложек.
Согласно следующему примеру исполнения настоящего изобретения лентообразная структура состоит из слоев различных материалов, которые, в частности, имеют различные значения твердости, упругости и/или пластичности.
Посредством соответствующего подбора количественного соотношения различных материалов становится возможным изменить собственные механические свойства отрезка нагревательного элемента так, что при вытяжке получаются заданные формы, которые способствуют улучшению, то есть повышенной механической прочности формируемого сварного соединения. В частности, возможно выполнение форм с разность высот и/или с закруглениями на переходе между поверхностью лентообразного материала и отверстиями.
Согласно существующим знаниям для упомянутого послойного исполнения подходят, в частности, комбинации из двух или нескольких слоев следующих металлических сплавов: Cu-Al, Fe-Cu, Fe-высококачественная сталь, CU-Sn, Fe-Al, Al-Mg. Для достижения оптимальной механической растяжимости при соответствующем применении возможно подбирать для конкретного сплава соотношение входящих в него металлов.
Чтобы исследовать влияние различных значений эластичности на качество и, в частности, на прочность сварного соединения, проведен ряд испытаний в соответствии с изобретением. При этом было обнаружено, что посредством заданной установки продольной эластичности лентообразной структуры может быть достигнуто явное улучшение результатов сварки. При этом под продольной эластичностью понимается эластичность лентообразной структуры вдоль упомянутого ранее тангенциального направления. При сварке труб -- это расстояние в тангенциальном направлении по цилиндрической поверхности соответствующей трубы.
Из проведенных испытаний в соответствии с изобретением, в частности, следует, что при слишком низкой продольной эластичности, то есть, когда нагревательный элемент является слишком жестким или слишком твердым, он не может создать по всей поверхности соединения необходимое контактное давление, которое требуется для систематического и преимущественно анизотропного расплавления соответствующего полимерного материала. При этом при слишком высокой продольной эластичности требуемое давление прижима не достигается ни в одном месте. Оказывается, что значение продольной эластичности от 30 Н до 300 Н для относительного удлинения в 0,1% и, в частности, от 60 Н до 200 Н для относительного удлинения в 0,1% приводит к особенно качественным результатам сварки. Следует отметить, что здесь значения продольной эластичности соответствуют коэффициенту жесткости лентообразной структуры (см. закон Гука).
Результаты частично указывают на то, что возможно создать послойное исполнение из нескольких слоев материалов с различным значением точки Кюри. Это дает преимущество в том, что для установки, по меньшей мере, одной подходящей для специального случая применения точки Кюри не нужно изготавливать сплав из различных материалов с различными значениями точки Кюри.
Согласно примеру исполнения настоящего изобретения нагревательный элемент дополнительно имеет слой с изменяемой адгезионной способностью, который, скреплен, по меньшей мере с поверхностью лентообразной структуры или образуется в этой поверхности.
Слой с изменяемой адгезионной способностью может выгодным образом способствовать тому, что текучесть расплавляемого полимерного материала, который вступает в контакт с нагревательным элементом, можно устанавливать с учетом последующего охлаждения для получения особенно стабильного сварного соединения. Если в процессе термического соединения или сварки поверхности обоих полимерных элементов расплавляются, тогда возможно возникновение захваченных воздушных пузырей, если вокруг места нагрева уже перекрыты все пневматические соединения с наружной средой. Возникающее вследствие этого повышение давления благоприятно действует для нижнего затвора требуемого преимущественного направления течения расплавляемого полимерного материала внутрь посредством нагревательного элемента. При этом имеет значение, что увлажнение поверхности нагревательного элемента сопровождается оптимальным адгезионным эффектом так, что путь наименьшего сопротивления текучего полимерного материала - это путь внутрь через отверстия нагревательного элемента, и воздушные пузыри не остаются внутри отверстий. Тем самым возможно предотвратить проникновение расплавляемого
полимерного материала внутрь нагревательного элемента (через отверстия).
Согласно следующему примеру исполнения настоящего изобретения слой с изменяемой адгезионной способностью (i) выполнен на поверхности лентообразной структуры как слой с повышенной адгезионной способностью и/или (ii) на боковых стенках отверстий - как слой с пониженной адгезионной способностью.
Посредством слоя с повышенной адгезионной способностью между поверхностью лентообразной структуры и соответствующим полимерным элементом, после охлаждения дополнительно к сварному соединению между обоими полимерными элементами, может также создаваться прочное соединение между поверхностью лентообразной структуры и соответствующим полимерным элементом. Для этой цели предпочтительно обе (плоские) поверхности лентообразной структуры снабжены слоем с повышенной адгезионной способностью.
Посредством слоя с пониженной адгезионной способностью в зоне отверстий возможно улучшить текучесть расплавляемого полимерного материала через лентообразную структуру. Вследствие этого в результате последующего охлаждения образуется механическое особенно стабильное непосредственное соединение между обоими полимерными элементами.
В некоторых вариантах исполнения слоем с изменяемой адгезионной способностью является оксидный слой. В качестве альтернативы или в комбинации слоем с изменяемой адгезионной способностью также может быть карбонат.
Оксидным слоем, в частности, оксидной пленкой на металле может служить, как обнаружили изобретатели упомянутого нагревательного элемента, (специально созданный) оксидный слой на поверхности лентообразной структуры. Подобные оксидные слои выполняются посредством специальной выдержки лентообразной структуры в атмосфере, которая содержит, по меньшей мере, 10% одной из модификаций кислорода, то есть, активного (атомарного) кислорода (О), молекулярного кислорода (02) и/или озона (03), при этом остаточное содержание атмосферы представлено инертным газом. Инертным газом может быть благородный газ, предпочтительно Не, Ar, Ne и/или азот.
Оксидная пленка на металле может, по меньшей мере, содержать один из следующих химических элементов: Fe, Cr, Ni, в крайнем случае, также Cu, Al, Zn, Sn и редкоземельные металлы. В состав поверхностного слоя оксидов металлов также могут быть специально введены доли, по меньшей мере, одного из следующих химических элементов: Au, Ag, Cu, Rh.
В качестве особенно эффективных в этой связи проявляют себя поверхностные слои, которые в дополнение к оксидам металлов также содержат карбонат. Это выполняется посредством добавки небольшой дозы CO2, составляющей менее, 10 весовых процентов и предпочтительно менее 1 весового процента, для того чтобы не сильно сдвинуть образование требуемого оксида металла в пользу образования карбонатов.
Особенно подходящий состав возможно создать, например, при температуре в диапазоне от 5°С до 120°С, предпочтительно от 15°С до 80°С, в течение, по меньшей мере, 48 часов, предпочтительно, по меньшей мере, 96 часов. Для явного сокращения продолжительности реакции смесью из кислорода, углекислого газа и/или инертного газа можно насытить поверхность лентообразной структуры с помощью атомарной плазмы, которая наряду с защитным газом (предпочтительно аргоном) также содержит реактивные компоненты газовой смеси O2 и CO2. Тем самым возможно создать требуемый слой с изменяемой адгезионной способностью в течение нескольких секунд или даже долей секунд. Дополнительно возможно встроить и другие элементы, как например, Si, В, Ti и/или Zr посредством добавки соответствующего газа-прекурсора в поверхность лентообразной структуры. В этой связи выяснилось, что, в частности, Si и Ti способствуют созданию особенно подходящего состава слоя с изменяемой адгезионной способностью. Посредством соответствующего выбора состава слоя с изменяемой адгезионной способностью возможно установить требуемые для него свойства.
В некоторых вариантах исполнения оксидные слои имеют толщину менее 10 микрон, в частности, менее 500 нм, предпочтительно менее 50 нм или более предпочтительно менее 10 нм.
Следует отметить, что при послойном создании оксидной пленки с упомянутыми свойствами в смысле гарантированного управления, в частности, предпочтительным являются очень тонкие слои, так как тем самым минимизируется негативное влияние хрупкости оксидов и, все-таки, уже полностью проявляются свойства, подвергаемые гарантированному управлению. Уже при толщине слоя менее 10 нм (в типовом случае от 1 нм до 5 нм) при экспериментах были получены очень хорошие результаты.
Согласно следующему примеру исполнения настоящего изобретения среднее расстояние между отверстиями s задается по отношению к толщине d лентообразной структуры и удовлетворяет, по меньшей мере, одному из следующих неравенств:
0,5
Геометрия упомянутых отверстий или перфорационных отверстий приводит, как это было выяснено при проведенных испытаниях, к качественно особенно прочному сварному соединению. При этом отверстия могут располагаться (а) регулярно (с постоянным шагом между соседними отверстиями в различных направлениях) или (b) нерегулярно.
В явном выражении, наряду с химическими качествами поверхностного слоя лентообразной структуры важными для качества сварки также являются геометрические параметры. Конечная прочность сварного соединения может при соответствующей геометрии отверстий или перфорационных отверстий поэтому быть особенно высокой, так как после отверждения текучих полимерных материалов анизотропные показатели прочности в отношении усилия среза не проявляются. Также можно предотвратить отслаивание частей полимерного элемента посредством выбора соответствующей геометрии отверстий, при этом отслаивание может содержать, в частности, пространственное отделение участка с временно текучим полимерным материалом от участка с постоянно жестким полимерным материалом.
В абсолютном выражении при определенных вариантах исполнения средний разрыв s может соответствовать диапазону от 0,1 мм до 5 мм. То же самое относится к толщине d, которая также может соответствовать диапазону от 0,1 мм до 5 мм.
Согласно следующему примеру исполнения настоящего изобретения переход между плоской поверхностью лентообразной структуры и отверстием выполняется с закруглением. Поэтому возможно выгодным образом предотвращать "резкие изменения потока", то есть резкие изменения направления текучего полимерного материала на его входе внутрь отверстий. Это может привести к значительному улучшению текучести.
Под термином "закругление" в этой связи понимается, в частности, то, что в переходе между плоской поверхностью лентообразной структуры и отверстием не имеется углов и кромок, закругление также не обязательно должно соответствовать радиусу воображаемого круга.
В случае цилиндрических отверстий переход при виде на лентообразную структуру сверху представляет собой круг или точнее кольцо. При этом ширина кольца зависит от размера закругления. Особенно простое закругление можно реализовать зенкованием, которое, например, выполняется с помощью зенкера. При этом участок закругления содержит форму усеченного конуса.
В некоторых вариантах исполнения закругление имеет радиус более 10 микрон, в частности, более 7 0 микрон и предпочтительно более 300 микрон.
В других вариантах исполнения закругление имеет радиус более 1 микрона, в частности, более 3 микрон, и предпочтительно более 6 микрон.
Согласно следующему примеру исполнения настоящего изобретения, по меньшей мере, часть отверстий имеют продольную ось, угол между которой и перпендикуляром к поверхности лентообразной структуры отличен от 0°.
В итоге, по меньшей мере, часть отверстий, выполненных в лентообразной структуре, являются наклонными. Это приводит к тому, что изменение направления текучего полимера по ходу течения на линии входа в отверстие является сравнительно небольшим (в частности, менее 90°). Даже если изменение направления текучего полимера в противоположном по отношению к ходу течения направлении на линии входа в отверстие является сравнительно большим (в частности, более 90°), такая анизотропия в итоге может привести к улучшению текучести. Продольные оси различных отверстий также могут быть непараллельными, при этом на участках с отличными от ожидаемых направлений течения продольные оси соответствующих отверстий являются наклонными предпочтительно против направления течения.
Дополнительно при этом за счет наклонных отверстий может быть повышена механическая прочность свариваемых друг с другом полимерных элементов. В частности, при различных направлениях, или точнее, направлениях осей отверстий после охлаждения и связанного с этим отверждения происходит стяжка с лентообразной структурой. Это может вызывать повышение общей прочности сварного соединения подобно свойствам "предварительно напряженного железобетона".
Согласно следующему примеру исполнения настоящего изобретения на поверхности лентообразной структуры имеются выступы и углубления, при этом в среднем различие по высоте между выступами и углублениями соответствует диапазону 0,01 мм… 2 мм, в частности, диапазону 0,1 мм… 1,5 мм и предпочтительно диапазону 0,5 мм… 1,2 мм.
Шероховатость поверхности может основываться на различии по толщине лентообразной структуры и/или на множестве локальных деформаций, точнее, искривлений.
Упомянутая шероховатость, в частности, дает преимущество, если второй наружный элемент выполнен, например, в качестве муфты из полимерного материала, обладающего свойствами термической усадки. При этом в процессе сварки на нагревательный элемент действует равномерно распределенное радиальное усилие сжатия. Посредством упомянутой шероховатости поверхности лентообразной структуры может достигаться то, что место сопряжения с полимерным материалом в точках наибольших высот вызывает повышенное усилие сжатия по сравнению с другими участками. В результате повышенного давления достигается улучшенное термическое сцепление, что с другой стороны приводит к более раннему расплавлению в соответствующей зоне. Этот расплавленный материал сжимается при медленном размягчении целой полимерной детали преимущественно в отверстиях, что приводит к особенно прочному соединению между полимерными деталями.
Согласно следующему примеру исполнения настоящего изобретения нагревательный элемент дополнительно содержит, по меньшей мере, одну дополнительную лентообразную структуру, расположенную рядом с основной лентообразной структурой. Дополнительная лентообразная структура установлена, по меньшей мере, параллельно основной лентообразной структуре.
Разрыв между соседними дорожками может, например, соответствовать диапазону 0,5 мм… 50 мм, в частности, диапазону 0,8 мм… 10 мм и предпочтительно диапазону 1 мм… 1,5 мм.
В итоге нагревательный элемент образуется с, по меньшей мере, двумя отдельными дорожками лентообразных структур и при необходимости, соответствующими несущими элементами, точнее пленочными подложками. Это дает преимущество в том, что нагревательный элемент любой ширины может изготавливаться лишь с одним видом лентообразной структуры и, при необходимости, с соответствующими несущими элементами, точнее пленочными подложками. При этом нагревательный элемент может дополнительно состоять из нескольких частей, то есть, лентообразная структура и, по меньшей мере, одна дополнительная лентообразная структура не соединены между собой и при проведении одного сварочного процесса вложены отдельно между двумя свариваемыми элементами.
Различные лентообразные структуры могут быть соединены между собой (вдоль продольных боковых сторон). При этом возможно выполнить непосредственное соединение, например, посредством известного соединения внахлестку. В качестве альтернативы лентообразные структуры могут быть дополнительно соединены над неэлектропроводящим неферромагнитным материалом, что в соответствии с ранее упомянутой раздельной конструкцией приводит к тому, что в отношении процесса индукционной сварки нагревательный элемент представляет собой, по меньшей мере, две отдельные вторичных катушки. Для (осевого) соединения нескольких лентообразных структур преимущественно применяются: один широкий несущий элемент, точнее широкая пленочная подложка или широкий лентообразный носитель.
Согласно следующему аспекту настоящего изобретения предлагается установка в которой (а) первый внутренний элемент, который является первым полимерным материалом; (b) второй наружный элемент, который охватывает первый внутренний элемент, по меньшей мере, частично, и который является вторым полимерным материалом; и (с) нагревательный элемент вышеупомянутого типа, который охватывает по окружности первый внутренний элемент, по меньшей мере, частично, и расположен между первым внутренним элементом и вторым наружным элементом.
Упомянутая установка основана на том, что посредством целенаправленного прерывания протекания тока в направлении по окружности возможно простым способом предотвратить то, что вокруг первого внутреннего элемента создается короткозамкнутая обмотка, которая в процессе индукционной сварки приводила бы к индуцированию протекания тока (преимущественно) вокруг целого первого внутреннего элемента. Тем самым возможно, как было подробно разъяснено выше, предотвратить возникновение асимметрии (направления) ответственного за нагрев тока в нагревательном элементе и обеспечить равномерный нагрев нагревательного элемента в процессе индукционной сварки.
Предпочтительно, чтобы оба полимерных материала были одинаковыми. Это дает преимущество в том, что одинаковые полимерные материалы соединяются особенно надежно, так что прочность получаемого сварного соединения является особенно высокой.
В некоторых вариантах исполнения первый полимерный материал и/или второй полимерный материал может представлять собой состав (из нескольких полимерных материалов) или иметь добавку, которая вызывает изменение при реакции в течение нагрева, или точнее, расплавления. Упомянутыми реакциями могут быть такие как:
(А) образование сетчатой структуры посредством добавки полимера (эпоксидное кольцо с амином, амидом, кислотой, кислотным ангидридом, спиртом, фенолом, тиолом или изоцианатом (также скрытого с амином, амидом, спиртом, фенолом, тиолом)
(B) образование сетчатой структуры посредством удаления водорода посредством пероксида и/или азосоедниений
(C) соединение полимерных цепей посредством полимеризации винила, добавки силан-винила, добавки Thio-click-Addition, Azid-click-Addition
В итоге реактивные плавящиеся клеящие вещества дополнительно могут быть включены в процесс термического соединения. В частности, при необходимости, поверхности соединяемых полимеров первого внутреннего (полимерного) элемента и второго наружного (полимерного) элемента могут также сцепляться посредством вышеупомянутых реакций.
Согласно примеру исполнения настоящего изобретения нагревательный элемент встроен в первый внутренний элемент и/или во второй наружный элемент.Тем самым возможно упростить применение, точнее, выполнение процесса индукционной сварки, так как в случае сварки всего лишь двух элементов - первого внутреннего со вторым наружным - (помимо обмотки индукционного генератора) всего лишь два элемента требуют участия в процессе одного оператора.
В этой связи следует отметить, что выражение "находится между первым внутренним элементом и вторым наружным элементом" при, по меньшей мере, частичной интеграции нагревательного элемента следует понимать, что нагревательный элемент находится между двумя отвернутыми друг от друга краями обоих элементов, при этом первый внутренний элемента снабжен первой кромкой и второй наружный элемент снабжен второй наружной кромкой.
В случае вышеупомянутых вариантов исполнения, в которых лентообразная структура содержит неэлектропроводящий матричный материал и множество электропроводящих и встроенных в матричный материал частиц, частицы, в частности, ферромагнитные частицы могут уже быть встроены в качестве мелких электропроводящих фрагментов в полимерный материал соответствующего элемента. Соответствующий элемент со встроенным нагревательным элементом можно изготовить способом двухкомпонентного литья под давлением. При этом первым компонентом может быть такой, как полиэтилен (РЕ). Вторым компонентом может быть, такой нагревательный элемент, который в свою очередь может представлять собой композицию из (i) электропроводящего и, в частности, ферромагнитного материала соответствующих размеров и (ii) РЕ.
Согласно следующему примеру исполнения настоящего изобретения предлагается установка, содержащая дополнительно третий внутренний элемент, состоящий из полимерного материала, при этом (i) второй наружный элемент также огибает третий внутренний элемент, по меньшей мере, частично и при этом (ii) нагревательный элемент находится между третьим внутренним элементом и вторым наружным элементом. Это дает преимущество в том, что вместе с упомянутой установкой более двух полимерных элементов соединяются друг с другом, так что для упомянутой установки предоставляется особенно широкий диапазон технического применения.
Предпочтительно третий полимерный материал является тем же, что и первый полимерный материал и/или второй полимерный материал. Это дает те же преимущества, что и вышеупомянутые для двух одинаковых полимерных материалов.
Согласно следующему примеру исполнения настоящего изобретения (а) первый внутренний элемент выполнен в виде трубы из полимерного материала, (b) третий внутренний элемент выполнен в виде другой трубы из полимерного материала и (с) второй наружный элемент выполнен в виде муфты из полимерного материала, которая охватывает два направленных друг к другу конца, конец одной трубы из полимерного материала и конец другой трубы из полимерного материала.
При упомянутой установке можно выгодным образом изготовить трубопровод, составляемый из нескольких полимерных труб. Чтобы обеспечить поток с малым сопротивлением жидкости в месте соединения обеих полимерных труб, оба торца таких полимерных труб можно свести вместе с минимально возможным друг от друга зазором.
Полимерные трубы могут быть трубами системы централизованного теплоснабжения, которые, при необходимости теплоизолируются снаружи и/или изнутри. Как вариант, трубы системы централизованного теплоснабжения могут, согласно известной технологии, содержать внутреннюю металлическую (например, стальную) трубу, при этом соединенные друг с другом внутренние трубы могут свариваться.
Согласно следующему аспекту настоящего изобретения предлагается система, которая содержит (а) установку упомянутого выше вида и (b) генератор, создающий электромагнитное поле, посредством которого узел обмоток генератора взаимодействует с нагревательным элементом посредством электромагнитной индукции.
Упомянутая система основана также на том, что посредством планомерного электрического прерывания протекания тока в направлении по окружности можно блокировать токи короткого замыкания и посредством этого обеспечить особенно высокую степень пространственной однородности нагрева нагревательного элемента. За счет этого возможно создавать сварные соединения особенно высокого качества.
Узел обмоток может содержать одну или несколько обмоток.
Согласно примеру исполнения настоящего изобретения узел обмоток в соответствии с установкой является открытым узлом обмоток. Это означает, что узел обмоток может охватывать данную установку, если установка содержит три элемента, как это происходит при термическом (посредством индукции) соединении двух (в принципе, бесконечно длинных) полимерных труб, которые на стыках соединяются муфтой. В отличие от закрытого узла обмоток, который надевается на конец трубы и должен перемещаться вдоль трубы к стыку, в упомянутом открытым узле обмоток достаточно, если он просто располагается в зоне муфты и охватывает установку. В итоге, узел обмоток может располагаться в виде гибкого и длинного индукционного нагревательного устройства, охватывающего муфту.
Открытый узел обмоток может быть настолько длинным, что может охватывать муфту с заданным нахлестом. В таком случае необходимо следить за тем, чтобы индуктивная тепловая нагрузка в зоне нахлеста не была слишком сильной. Открытый узел обмоток может быть настолько длинным, что может охватывать муфту без нахлеста и также без свободного пространства между обоими концами. Дополнительно открытый узел обмоток может быть таким коротким, что между обоими концами образуется свободное пространство. В таком случае необходимо следить за тем, чтобы индуктивная тепловая нагрузка в зоне концов была достаточной, чтобы в зоне свободного пространства муфта была достаточно нагретой.
Изменяемая индуктивная тепловая нагрузка может, например, быть создана посредством соответствующего управления, точнее, подачи напряжения на отдельные участки пупинизированной линии и/или посредством изменяемой плотности намотки обмоточного провода.
Согласно следующему примеру исполнения настоящего изобретения узел обмоток содержит обмотку с вплетаемыми друг в друга некругообразными витками. Это дает преимущество в том, что узел обмоток может быть легким и удобным для пользования способом расположен вокруг установки состоящей, по меньше мере, из двух свариваемых друг с другом элементов.
Согласно следующему примеру исполнения настоящего изобретения узел обмоток содержит несколько отдельных обмоток. Это дает преимущество в том, что геометрия узла обмоток может быть простым способом согласована с соответствующим вариантом применения. Дополнительно при соответствующей конструкции электрического соединения возможно реализовать индивидуальное управление отдельными обмотками или также группами обмоток.
Дополнительно в каждом случае можно рассматривать, по меньшей мере, отдельную обмотку, которая при необходимости соединяется с другой обмоткой. За счет этого можно увеличивать длину узла обмоток.
Применение нескольких отдельных обмоток имеет преимущество в том, что они, в частности, в сложных условиях производства уплотнены по отдельности и таким образом могут быть защищены от загрязнения и/или повреждений. Можно рассматривать еще одно преимущество нескольких отдельных обмоток, состоящее в том, что поскольку обмотки отделенные друг от друга подвержены управлению от индукционного генератора, то есть в них генерируется ток, то при отказе одной из обмоток весь узел обмоток не выходит из строя.
Согласно следующему примеру исполнения настоящего изобретения предлагается способ термического соединения двух элементов из полимерных материалов. Такой способ всключает (а) пространственное расположение первого внутреннего элемента, второго наружного элемента и упомянутого выше нагревательного элемента, так что (i) первый внутренний элемент, по меньшей мере, частично охватывается вторым наружным элементом и (ii) нагревательный элемент по окружности охватывает первый внутренний элемент, по меньшей мере, частично и расположеня между первым внутренним элементом и вторым наружным элементом; (b) индукционный нагрев нагревательного элемента, так что расплавляемый полимерный материал первого внутреннего элемента и/или второго наружного элемента непосредственно или косвенно соединяется с расплавляемым полимерным материалом другого элемента; и (с) охлаждение нагревательного элемента.
При этом упомянутый способ основан на том, что ввиду равномерного нагрева нежелательные токи короткого замыкания могут быть заблокированы, когда ток короткого замыкания в направлении по окружности вокруг первого внутреннего элемента планомерно блокируется.
Согласно следующему примеру исполнения настоящего изобретения предлагается индукционный нагрев посредством возбуждения в узле обмоток индукционного генератора для создания электромагнитного излучения, связанного с нагревательным элементом за счет индукции. При этом частота электромагнитного излучения составляет более 8 кГц, в частности, более 15 кГц и предпочтительно более 100 кГц.
Преимущество созданного подобным образом электромагнитного излучения высокой частоты состоит в том, что узел обмоток может быть выполнен со сравнительно небольшими обмотками, которые удобны в обращении и могут монтироваться в пределах, по меньшей мере, приблизительно оптимального пространственного расположения вокруг установки со свариваемыми элементами. За счет этого возможно создавать очень хорошие соответствующие конструкции систем сварки для различных вариантов применения.
В целом отмечается, что на основе так называемого поверхностного эффекта при возрастающей частоте глубина проникновения электромагнитного излучения в материал нагревательного элемента снижается. При высокой частоте лентообразная структура, в которой происходит ввод энергии за счет индукции, может быть изящной и особенно тонкостенной. При частотах возбуждения в диапазоне мегагерц возможно применение даже наноразмерных конструкционных материалов нагревательного элемента. При этом на практике необходимо рассматривать аспект электромагнитной совместимости, который, по меньшей мере, в процессе индукционного нагрева посредством высоких частот представляет собой растущую проблему. Поэтому применение слишком высоких частот необходимо предотвращать.
В этой связи следует отметить, что в типовом диапазоне частот для индукционных варочных панелей применяется полоса частот (20…200 кГц), которая должна оптимизироваться для упомянутого в данном документе нагрева нагревательного элемента лишь в нечувствительном диапазоне волн в отношении электромагнитной совместимости. Это относится, в частности, к вышеупомянутому варианту исполнения со встроенными частицами.
Следует отметить, что варианты исполнения изобретения были описаны в отношении различных предметов изобретения. В частности, упомянуты некоторые варианты исполнения изобретения на устройство и другие варианты исполнения изобретения на способ. Специалисту при прочтении заявки, все-таки, тотчас станет ясно, что если иначе не определено явно, дополнительно к комбинации признаков, которые относятся к одному из типов предмета изобретения, возможно наличие любых комбинаций признаков, которые относятся к различным типам предмета изобретения.
Прежде чем представить описание приведенных на фигурах примеров исполнения изобретения, далее следуют некоторые технические соображения в отношении изобретения.
Следующие преимущества и признаки настоящего изобретения вытекают из последующего описания примера предпочтительного для настоящего времени исполнения. Отдельные фигуры в данном документе являются исключительно схематическими и не должны рассматриваться в качестве изображаемых в масштабе.
Краткое описание чертежей
На фиг. 1а показан вид сверху на нагревательный элемент с группой отверстий, с неупорядоченным расположением в лентообразной структуре.
На фиг. 1b показан вид сверху на нагревательный элемент с группой отверстий, с упорядоченным (по координатной сетке) расположением в лентообразной структуре.
На фиг. 2 показан вид сверху на нагревательный элемент, который содержит электроизолирующий матричный материал со встроенными в него ферромагнитными частицами.
На фиг. 3 показан вид сбоку на нагревательный элемент с лентообразной структурой, который содержит матричный материал со встроенными в него ферромагнитными частицами и два гибких несущих элемента, выполненных в форме пленочной подложки.
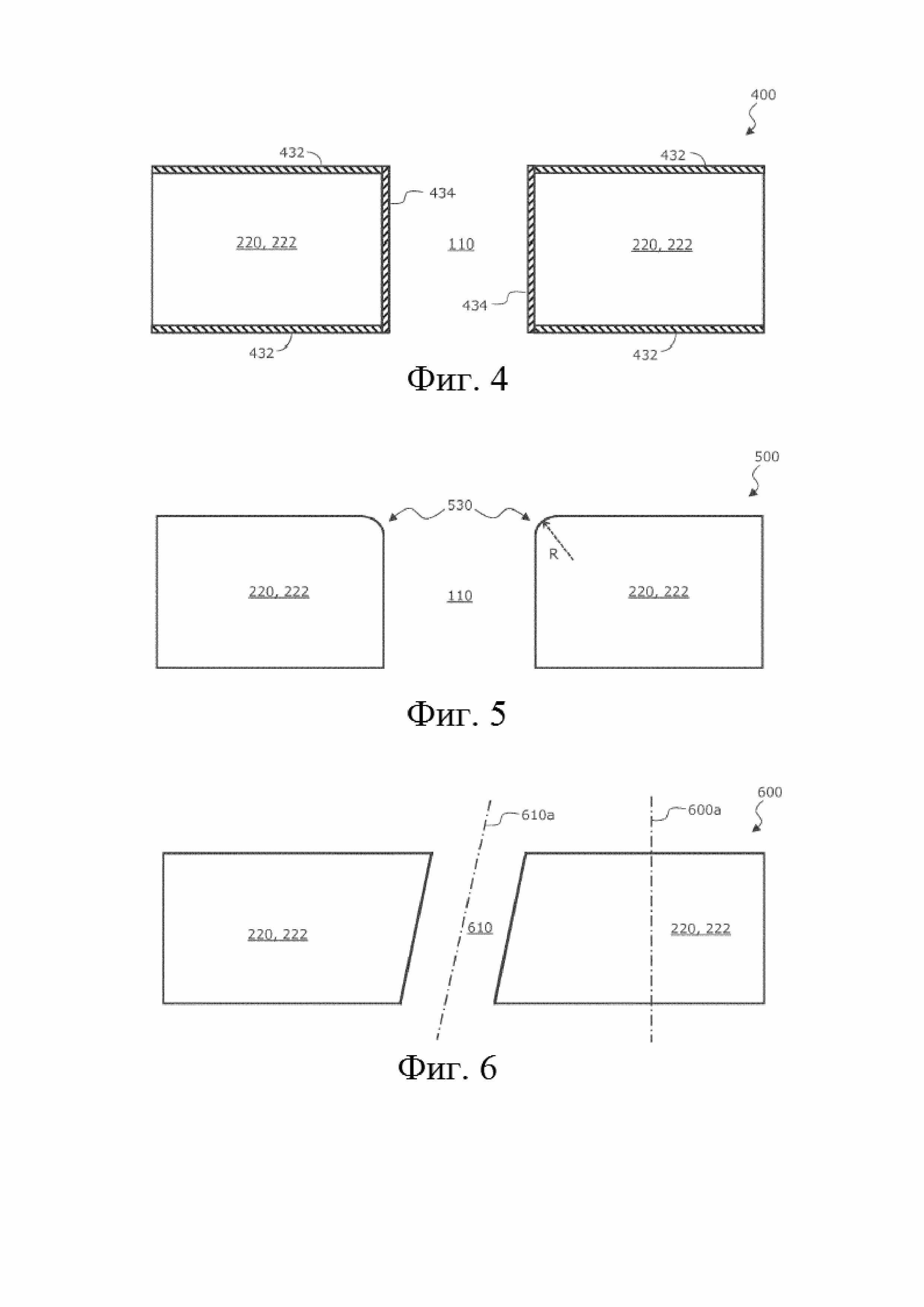
На фиг. 4 показано поперечное сечение нагревательного элемента в крупном масштабе, с отверстием, при этом на обе верхние плоские поверхности нагревательного элемента нанесен слой, усиливающий адгезионную способность, а на стенки отверстия нанесен слой, уменьшающий адгезионную способность
На фиг. 5 показано поперечное сечение в крупном масштабе отверстия нагревательного элемента, которое имеет скругление в верхней части На фиг. 6 показано поперечное сечение нагревательного элемента в крупном масштабе, с наклонным отверстием
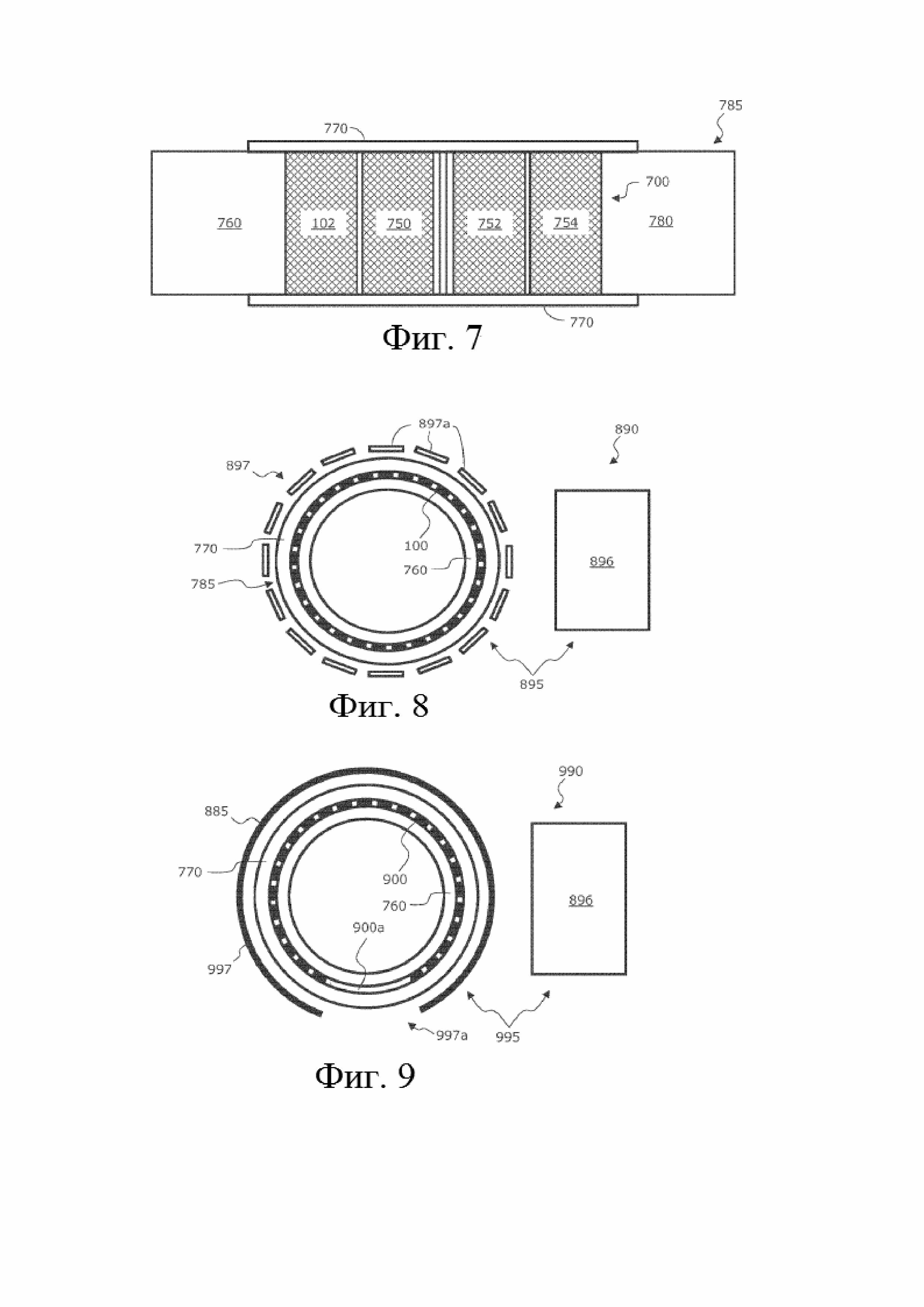
На фиг. 7 схематично показан вид сверху на установку с двумя внутренними трубами и одной наружной муфтой, все вместе сварено с помощью одного нагревательного элемента с четырьмя лентообразными структурами.
На фиг. 8 показана система, которая содержит (а) индукционный генератор, (b) свариваемую установку, состоящую из внутренней полимерной трубы и наружной муфты и (b) нагревательный элемент с замкнутым носителем, но электрически прерываемый, расположенный между внутренней трубой и наружной муфтой.
На фиг. 9 показана система, которая содержит (а) индукционный генератор с открытым узлом обмоток, (b) свариваемую установку, состоящую из внутренней полимерной трубы и наружной муфты и (b) нагревательный элемент с разомкнутым носителем и электрически прерываемый, расположенный между внутренней трубой и наружной муфтой
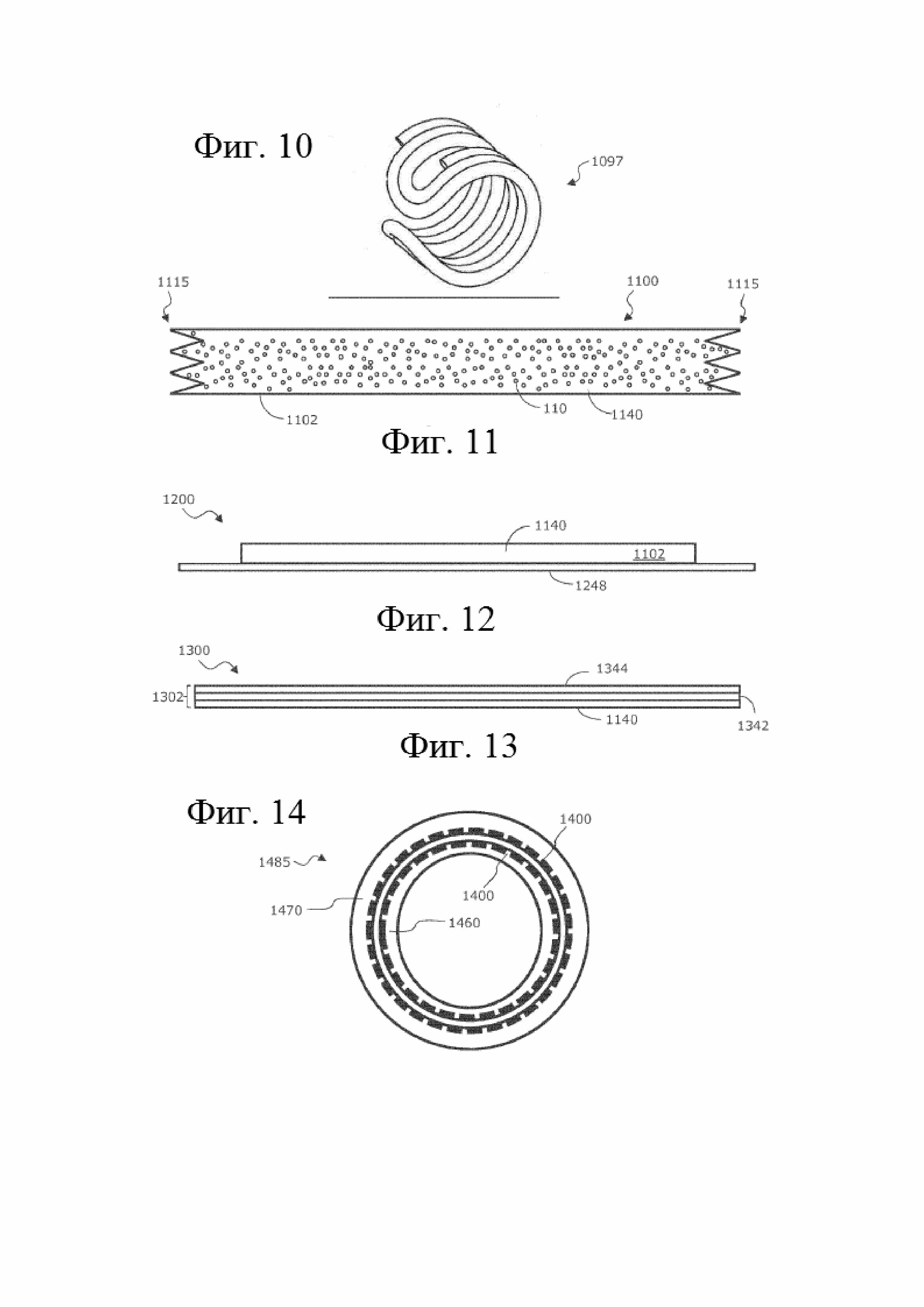
На фиг. 10 показан открытый узел обмоток со сплетаемыми намотками.
На фиг. 11 показан вид сверху на нагревательный элемент с зазубренными концами.
На фиг. 12 показано поперечное сечение нагревательного элемента, в котором лентообразная структура расположена на ленточном носителе.
На фиг. 13 показан вид сбоку на нагревательный элемент, который содержит несколько ферромагнитных слоев с различными значениями точки Кюри.
На фиг. 14 показана свариваемая установка, состоящая из внутренней полимерной трубы и наружной муфты, в которую встроен электрически прерываемый нагревательный элемент с замкнутым носителем.
Описание изобретения
Следует отметить, что в последующем подробном описании признаков, точнее компонентов различных вариантов исполнения, которые являются одинаковыми с соответствующими признаками, точнее, компонентами другого варианта исполнения или, по меньшей мере - одинаковыми по назначению, даны обозначения сходными номерами позиций на чертеже или в тексте, последние цифры которых совпадают с последними цифрами номеров позиций на чертеже соответствующих одинаковых или, по меньшей мере, одинаковых по назначению признаков, точнее компонентов. Для исключения ненужных повторений далее подробно не комментируются уже объясненные на основании ранее упомянутого варианта исполнения признаки, точнее компоненты, с обозначениями, имеющими одинаковые последние цифры.
При этом следует отметить, что последующие описываемые варианты исполнения представляют собой лишь ограниченный выбор из возможных вариантов исполнения изобретения. В частности, признаки отдельных вариантов исполнения возможно комбинировать друг с другом соответствующим способом так, что специалистом, уже ознакомленным с явно представленными здесь вариантами исполнения, множество различных вариантов исполнения должно рассматриваться в качестве очевидно проявляющегося.
При этом, следует отметить, что понятия, связанные с пространственным положением, как например, "спереди" и "сзади", "сверху" и "снизу", "слева" и "справа", и тп. применяются, для того чтобы описать взаимное расположение элементов, которое наглядно поясняется фигурами. Поэтому понятия, связанные с пространственным положением могут быть действительными для направлений, которые отличаются от показанных на фигурах. Все-таки, очевидно, что все подобные понятия, связанные с пространственным положением, касаются простоты описания и введены ради представленных на чертеже направлений и не являются обязательно ограничивающими, так как каждое(ый) из представленных направлений, компонентов и тп., в случае их применения, могут допускать направления, которые могут отличаться от направлений показанных на фигурах.
На фиг. 1а показан вид сверху на нагревательный элемент 100. Нагревательный элемент 100 содержит главным образом лентообразную структуру 102 с группой отверстий 110, выполненных, например, штамповкой. Согласно представленному здесь примеру исполнения отверстия 110 расположены неупорядоченно. Согласно упомянутому выше подробному описанию эти отверстия в процессе сварки позволяют пропускать поток расплавляемого полимерного материала через лентообразную структуру 102.
В предпочтительном варианте исполнения изобретения длина L лентообразной структуры 102 находится в диапазоне 4 0 мм… 3200 мм и, в частности, 60 мм… 800 мм. Типовое соотношение длины L и ширины В лентообразной структуры 102 составляет менее, чем 1:10, в частности, менее, чем 1:100.
На фиг. lb показан вид сверху на нагревательный элемент 200 согласно другому варианту исполнения изобретения. Здесь выполнены отверстия 110, которые расположены упорядоченно по координатной сетке. В других непредставленных вариантах исполнения эти отверстия также расположены упорядоченно, но согласно другому шаблону.
Как при упорядоченном, так и при неупорядоченном расположении отверстий 110 среднее расстояние между ними, находится в диапазоне 0,1 мм… 5 мм и, частности, 0,5 мм… 3 мм.
Лентообразная структура 102 может быть изготовлена из перфорированной металлической ленты. В качестве ферромагнитного материала лентообразной структуры 102 может, например, использоваться сталь. Для получения дополнительного непредставленного здесь контура перфорированная металлическая лента может вытягиваться посредством достаточного усилия растяжения.
Согласно упомянутому выше, лентообразная структура 102 не обязательно должна быть выполнена из ферромагнитного материала. Наряду с ферромагнитными материалами принципиально возможно применение всех материалов, которые могут нагреваться за счет индукционного нагрева. Подобные материалы в данном документе называются вообще нагреваемыми материалами. Соответствующим материалом, который нагревается, прежде всего, за счет электропроводности и возникающих вследствие этого вихревых токов, является, например, немагнитный материал алюминий.
Лентообразная структура 102 в других вариантах исполнения изобретения может быть выполнена в виде плетеной или витой ткани, «сотканной» из отдельных кусков проволоки, которые в качестве варианта могут иметь покрытие для улучшения теплопроводности, защиты от коррозии, и т.п.
На фиг. 2 показан вид сверху на нагревательный элемент, который содержит электроизолирующий матричный материал со встроенными в него ферромагнитными частицами. Согласно представленному здесь варианту исполнения матричный материал состоит из полиэтилена (РЕ) или, по меньшей мере, содержит его. Средний диаметр частиц может составлять менее 1 мм, в частности, менее 0,1 мм и предпочтительно менее 0,01 мм. Согласно представленному здесь варианту исполнения частицами являются ферриты.
Сравнительно мелкие ферромагнитные частицы предоставляют преимущество в том, что для индукционного нагрева можно применять очень высокие частоты. Порядки величины для соответствующих частот уже были упомянуты выше. При высоких частотах, как также упомянуто выше, применяются узлы обмоток с различной соответствующей для каждого случая применения геометрией с целью создания посредством индукционного нагрева требуемого электромагнитного поля.
На фиг. 3 показан вид сбоку на нагревательный элемент 300 с лентообразной структурой, которая содержит матричный материал 222 со встроенными в него ферромагнитными частицами 220 и два гибких несущих элемента, выполненных в виде пленочной подложки 324. Матричный материал 222 находится между обеими пленочными подложками 324. Несущие элементы 324 могут быть снабжены клеящимися пленками, к которым прилипает матричный материал. Подобная послойная структура нагревательного элемента 300 облегчает обращение с ним.
Согласно представленному здесь варианту исполнения нагревательный элемент 300 с послойной структурой имеет толщину D 0,5 микрон. Возможно применение также и другой толщины 0,1…3 мм, в частности, 0,2… 2 мм и предпочтительно 0, 3 мм… 1 мм.
На фиг. 4 показано поперечное сечение нагревательного элемента 400 в крупном масштабе с одним из группы отверстий 110. На обеих плоских поверхностях, то есть, на нижней и верхней сторонах нагревательного элемента 400 имеется слой 422, усиливающий адгезионную способность, а на стенки отверстия 110 нанесен слой 424, уменьшающий адгезионную способность. За счет этого возможно улучшить поток расплавляемого полимерного материала внутрь отверстия 110, так что внутри его возможно создание особенно стабильного полимерного соединения.
Дополнительно посредством усиления адгезионной способности на обеих плоских поверхностях лентообразной структуры 102 возможно получить механическое более или менее прочное соединение между нагревательным элементом 400 и полимерным элементом. Это способствует еще большему улучшению свойств всего сварного соединения.
На фиг. 5 показано поперечное сечение нагревательного элемента 500 в крупном масштабе, в котором выполнена группа отверстий 110. Как видно, на отверстии 110 выполнен переход с плоской поверхности лентообразной структуры в отверстие 110 с закруглением 530. Это способствует тому, что горизонтальный поток расплавляемого полимерного материала при проникновении в отверстие 110 не должен протекать вокруг острой кромки. За счет этого улучшается течение расплавляемого полимерного материала в отверстие 110.
В предпочтительном варианте исполнения радиус R закругления составляет 1 микрон… 100 микрон. Все-таки, следует отметить, что в качестве кругообразного закругления в поперечном сечении также скосы другой формы, например в виде раззенковки, могут способствовать улучшению течения расплавляемого полимерного материала в отверстие 110.
На фиг. 6 показано поперечное сечение нагревательного элемента 600, в котором выполнено наклонное отверстие 610. Наклонное положение отверстий соответствует при этом углу, образованному между продольной осью 610а отверстия 610 и перпендикуляром 600а к плоским поверхностям нагревательного элемента 600. В предпочтительном варианте исполнения данный угол соответствует диапазону 10°… 60°, в частности, 20°… 50° и предпочтительно 30°… 40°.
Следует отметить, что в данном варианте исполнения нагревательный элемент 400 содержит группу отверстий, среди которых имеется, по меньшей мере, несколько наклонных отверстий. Для наглядности на фиг. 6 показано только одно наклонное отверстие 610.
На фиг. 7 схематично показан вид сверху на установку 785 с двумя внутренними полимерными элементами, выполненными в форме труб 760 и 780, и наружный полимерный элемент, выполненный в форме муфты 770, где вся установка сваривается посредством нагревательного элемента 700. Нагревательный элемент 700 охватывает согласно представленному здесь варианту исполнения в общей сложности четыре лентообразные структуры, первую лентообразную структуру 102, а также три другие лентообразные структуры 750, 752 и 754, которые с небольшими промежутками намотаны параллельно друг к другу вокруг полимерной трубы 760 или вокруг другой полимерной трубы 780. Охватывающий четыре лентообразные структуры нагревательный элемент 700 находится, как показано на фиг. 7, между муфтой 77 0 и полимерной трубой 7 60 или между муфтой 77 0 и полимерной трубой 780.
Лентообразные структуры 102, 750, 752 и 754 могут представлять собой замкнутые вокруг внутренних полимерных элементов 760 и 780 (и только электрически разомкнутые) структуры, которые содержат матричный материал со встроенными в него электрически изолированными друг от друга ферромагнитными частицами. В качестве варианта лентообразные структуры 102, 750, 752 и 754 могут представлять собой как в материале, так и электрически разомкнутые структуры, которые далее будут описаны подробно. Комбинация замкнутых в материале структур и разомкнутых в материале структур также может применяться для нагревательного элемента 700.
В связи с этим следует отметить, что на фиг. 7 на виде сверху установка 785 показана принципиально. Для улучшения восприятия в сечении изображена лишь муфта 770.
На фиг. 8 показана система 8 90, которая содержит (а) установку 785 изображенную в поперечном сечении, и (b) индукционный генератор 895 для индукционного нагрева нагревательного элемента 100 (и при необходимости, также еще одного не изображенного нагревательного элемента), и таким образом сварки муфты 770 с полимерной трубой 760. Индукционный генератор 895 содержит устройство возбуждения 896, а также узел обмоток 8 97 с группой обмоток возбуждения 897а. Узел обмоток 897 охватывает муфту 770. Согласно представленному здесь варианту исполнения каждая из обмоток возбуждения 87а может отдельно инициироваться от устройства возбуждения 896.
Как видно из фиг. 8, согласно представленному здесь варианту исполнения нагревательный элемент 100 полностью охватывает полимерную трубу 760, так что между обоими концами нагревательного элемента создается неизображенный нахлест. Нагревательный элемент поэтому, можно рассматривать в качестве (незамкнутой) вторичной обмотки, так как в упомянутом выше матричном материале встроенные в него ферромагнитные частицы электроизолированы друг от друга, и возникновение так называемого тока короткого замыкания вокруг целой внутренней полимерной трубы 760 невозможно.
Следует отметить, что в качестве варианта узел обмоток также может содержать лишь одну первичную обмотку, которая охватывает муфту 770. Подобная расположенная вокруг муфты 770 единственная первичная обмотка может быть выполнена с соответствующим электрическим штекерным разъемом, который после успешного выполнения процесса сварки может размыкаться так, что единственная первичная обмотка может отделяться от установки 785.
В предпочтительном варианте исполнения муфта 770 выполнена из материала, который при воображаемом процессе сварки без противодействия от полимерной трубы 760 давал бы усадку по окружности, которая, по меньшей мере, соответствовала 10%, предпочтительно, по меньшей мере, 20% и более предпочтительно 30%. За счет этого на практике, с противодействием от полимерной трубы 760, создается механическое напряжение, которое способствует улучшению результатов сварки.
На фиг. 9 показана система 990, которая содержит (а) индукционный генератор 995 с открытым узлом обмоток 997, (b) подлежащую сварке установку, которая состоит из внутренней полимерной трубы 760 и наружной муфты 770 и (b) нагревательный элемент 900, незамкнутый как в материале, так и электрически, расположенный между внутренней трубой 760 наружной муфтой 770.
Нагревательный элемент 900 согласно представленному здесь варианту исполнения содержит электропроводящий и, в частности, ферромагнитный материал. За счет этого в нагревательный элементе 900 принципиально невозможно возникновение не только микроскопических (вихревых) токов но также и макроскопических токов.
Как видно из фиг 9, нагревательный элемент 900 лишь частично охватывает полимерную трубу 7 60 и таким образом по окружности полимерной трубы 760 образует структуру незамкнутую как в материале, так и электрически. Разомкнутая зона на фиг. 9 обозначена позицией 900а. Разомкнутая зона в открытом узле обмоток 997 обозначена позицией 997а. Как уже было упомянуто выше, за счет открытой петли нагревательного элемента 900 возможно обеспечить индукционный подвод энергии лишь посредством создания вихревых токов, которые требуют микроскопической проводимости лентообразной структуры нагревательного элемента 900. При этом ток короткого замыкания вокруг внутренней полимерной трубы 760 не возникает из-за разомкнутой зоны 900а.
На фиг. 10 показан открытый узел обмоток 1097 с переплетенными витками. Узел обмоток 1097 может без затруднений удобным способом надеваться на установку, содержащую, по меньшей мере, два свариваемы друг с другом элемента. В итоге, узел обмоток 1097 может устанавливаться подобно гибкому и длинному индукционному нагревателю печи вокруг наружной муфты, точнее, наружного полимерного элемента.
На фиг. 11 показан вид сверху на нагревательный элемент 1100 с зазубренными концами 1115. Нагревательный элемент 1100 содержит лентообразную структуру 1102 из ферромагнитного материала 1140 с группой отверстий 110.
Нагревательный элемент 1100 согласно представленному здесь варианту исполнения является незамкнутым как в материале, так и электрически. В данной установке между обоими концами 1115 имеется разрыв в материале.
На фиг. 12 показано поперечное сечение нагревательного элемента 1200, который содержит лентообразную структуру 1102, расположенную на лентообразном носителе 1248. Лентообразная структура 1102 содержит непрерывный ферромагнитный материал 1140. Лентообразный носитель 1248 состоит из неэлектропроводящего несущего материала.
Лентообразный носитель 1248 имеет явно больший размер по длине в сравнении с лентообразной структурой 1102. Это дает преимущество в том, что нагревательный элемент 1200 может быть настолько длинным, что он в процессе индукционной сварки может постоянно охватывать первый внутренний элемент, при этом за счет соответствующего короткого исполнения электропроводящей лентообразной структуры 1102 обеспечивается то, что нагревательный элемент 1200 не образует замкнутой вторичной обмотки с вышеупомянутым ущербом из-за возникновения токов короткого замыкания.
На фиг. 13 показан вид сбоку на нагревательный элемент 1300 с лентообразной структурой 1302, которая состоит из нескольких (здесь трех) слоев, выполненных из различных ферромагнитных материалов. Первый слой выполнен из первого ферромагнитного материала 1140 с первой точкой Кюри. Второй слой выполнен из второго ферромагнитного материала 1342 со второй точкой Кюри. Третий слой выполнен из третьего ферромагнитного материала 1344 с третьей точкой Кюри. Согласно представленному здесь варианту исполнения три точки Кюри имеют различные значения. Тем самым возможно получить среднее значение точки Кюри для нагревательного элемента 1300, которая посредством соответствующего выбора трех ферромагнитных материалов может подходить к специальному случаю применения сварки.
В других вариантах исполнения среднее значение точки Кюри не устанавливается, так что индукционный подвод энергии к нагревательному элемент 1300 после достижения более низкой точки Кюри уменьшается, но не прерывается постоянно. Вследствие этого при одинаковом индукционном возбуждении повышение температуры происходит более медленно, при этом при достижении ближайшего более высокого значения точки Кюри индуктивное сцепление между обмоткой возбуждения и нагревательным элементом 1300 уменьшается.
В предпочтительном варианте исполнения толщина D нагревательного элемента 1300 составляет 0,1 мм… 5 мм, и, в частности, 0,5 мм… 3 мм. Эти размеры также действительны для лентообразной структуры, которая состоит лишь из одного слоя ферромагнитного материала.
Следует отметить, что при послойном исполнении нагревательного элемента возможно выполнение 2-х, 4-х или более слоев.
И дополнительно следует отметить, что на плоских поверхностях нагревательного элемента 1300, на фиг. 13 на верхней и/или нижней поверхности, возможно наличие определенной шероховатости поверхности. Подобная шероховатость основана на наличии выступов и углублений, которые во взаимном отношении определяют среднее значение разности высот. В предпочтительном варианте исполнения это среднее значение превышает величину 10 микрон. Шероховатость поверхности также может при других упомянутых в данном документе нагревательных элементах приводить к улучшению результатов сварки.
На фиг. 14 показана показана свариваемая установка 1485 состоящая из внутренней полимерной трубы 1460 и наружной муфты 1470, где имеется встроенный электрически прерываемый нагревательный элемент 1400 с замкнутым носителем. За счет этого возможно облегчить обслуживание, или точнее выполнение процесса индукционной сварки, так как лишь свариваемые элементы, а не еще один дополнительный (наружный) нагревательный элемент требуют участия в процессе одного оператора.
Следует отметить, что понятие "отличается" не исключает другие элементы, что "один" не исключает множества. Также и элементы, которые могут быть упомянуты в связи с различными вариантами исполнения, могут составлять комбинации. Нужно также отметить, что обозначения в заявке на изобретение не должны быть истолкованы в качестве ограничительной охраны прав на изобретение.
ОБОЗНАЧЕНИЯ:
100 Нагревательный элемент
102 Лентообразная структура
110 Отверстия
L Длина
В Ширина
2 00 Нагревательный элемент
22 0 Частицы / ферриты
222 Матричный материал
300 Нагревательный элемент
324 Несущий элемент / Пленочная подложка
D Толщина
400 Нагревательный элемент
432 Слой, изменяющий адгезионную способность/слой, усиливающий адгезионную способность
434 Слой, изменяющий адгезионную способность/слой, уменьшающий адгезионную способность
500 Нагревательный элемент
530 Скругление
R Радиус скругдения
600 Нагревательный элемент
б00а Перпендикуляр к плоским поверхностям
610 Наклонное отверстие
610а Продольная ось
700 Нагревательный элемент
750 Дополнительная лентообразная структура
752 Дополнительная лентообразная структура
754 Дополнительная лентообразная структура
760 Первый внутренний элемент/полимерная труба
770 Второй наружный элемент/муфта
780 Третий внутренний элемент/дополнительная полимерная труба
785 Установка
890 Система
895 Генератор/индукционный генератор
896 Устройство возбуждения
897 Узел обмоток
897а Обмотка возбуждения
900 Нагревательный элемент
900а Разрыв в нагревательном элементе/открытая зона
990 Система
995 Генератор/индукционный генератор
997 Узел обмоток
997а Разрыв
1097 Узел обмоток с переплетенными витками
1100 Нагревательный элемент
1102 Лентообразная структура
1115 Зазубренные концы
1140 Ферромагнитный материал
1200 Нагревательный элемент
1248 Лентообразный носитель
1300 Нагревательный элемент
1302 Лентообразная структура
1342 Ферромагнитный материал
1344 Ферромагнитный материал
1400 Нагревательный элемент (встроенный)
1460 Первый внутренний элемент/полимерная труба
1470 Второй наружный элемент/муфта
1485 Установка.
Реферат
Изобретение относится к электрически прерываемому нагревательному элементу, а также установке и системе для сварки с помощью такого нагревательного элемента и способу термического соединения элементов из полимерного материала посредством индукционной сварки. Нагревательный элемент включает лентообразную структуру, расположенную по окружности, имеющую разрыв в материале и выполненную из нагреваемого посредством индукции материала, который пространственно распределен или установлен так, что электропроводность прерывается, по меньшей мере, в одном месте, и лентообразный носитель, выполненный из неэлектропроводящего несущего материала. Установка содержит внутренний элемент из полимерного материала, наружный элемент из полимерного материала, который охватывает внутренний элемент, по меньшей мере, частично, и нагревательный элемент, который по окружности охватывает внутренний элемент, по меньшей мере, частично, и расположен между внутренним и наружным элементами. Система включает установку и генератор возбуждения электромагнитного поля, в котором узел обмоток генератора связан с нагревательным элементом посредством индукции. Способ включает индукционный нагрев нагревательного элемента, при котором расплавляемый полимерный материал внутреннего элемента и/или наружного элемента непосредственно или косвенно соединяется с расплавляемым полимерным материалом другого элемента. Изобретение обеспечивает улучшение процесса индукционной сварки полимерного материала в отношении стабильности механических параметров сварных соединений. 4 н. и 25 з.п. ф-лы, 15 ил.
Комментарии