Устройство и способ для перемещения дискретных элементов c возможностью поворота и нанесения этих элементов на основу - RU2606922C2
Код документа: RU2606922C2
Чертежи
Описание
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Область изобретения относится в основном к устройству для обработки ленты и, в частности, к устройству для перемещения множества дискретных элементов и нанесения этого множества дискретных элементов в смещенном положении, а также к способу использования такого устройства.
УРОВЕНЬ ТЕХНИКИ
Одноразовые впитывающие изделия, такие как пеленки, подгузники, подгузники для приучения к горшку, одежда и подушечки для страдающих недержанием, а также женские гигиенические изделия, включая гигиенические салфетки, ежедневные прокладки и тому подобное, широко используются в настоящее время широким спектром пользователей, включая младенцев, детей и взрослых.
В результате производителям подобных изделий приходится инвестировать большие суммы капитальных средств в оборудование и способы производства таких изделий. Особенно это верно из-за большого количества вариантов и размеров каждого из изделий, которые необходимы для удовлетворения потребностей потребителей. Как результат, есть потребность в том, чтобы оборудование, используемое для производства таких изделий, было настолько универсальным, насколько это возможно.
При изготовлении таких изделий не является необычным, что в финальное изделие попадают дюжины компонентов. Для изготовления таких изделий отдельные компоненты часто отрезают от материала заготовки совместно с основным процессом или независимо и далее подают на основную линию формовки для соединения с другими компонентами итогового изделия. Часто соединение и пошаговое перемещение этих компонентов, особенно на очень больших скоростях, при которых работают такие машины, является процессом, требующим особой тщательности. В некоторых случаях соединяемые компоненты перемещают на одинаковых скоростях, но в других случаях один компонент может двигаться быстрее или медленнее других. В результате движение одного из компонентов должно быть ускорено или замедлено для обеспечения надлежащего пошагового перемещения и присоединения, чтобы обеспечить выпуск качественных изделий с точки зрения функциональности и эстетики. Поэтому существует потребность в оборудовании и процессах, которые будут приспособлены к такой изменчивости выпускаемых моделей.
Одна специфическая проблема возникает, когда компонент, подаваемый на производственную линию, ориентирован неправильно по отношению к тому, как он в конечном итоге должен быть установлен в готовом изделии. Как результат, были приложены значительные усилия для разработки оборудования и процессов, которые позволяют вращать некоторую часть или части изделия или компонентов из первого положения или ориентации во второе положение или ориентацию для выравнивания с готовым изделием. В контексте основной производственной линии перемещение изделия по производственной линии обычно называется движением в направлении обработки НО (MD), а направление под прямым углом к нему называется поперечным направлением ПН (CD). Во многих случаях для правильного выравнивания компонента по отношению к итоговому изделию компонент должен быть повернут в плоскости на 90° из направления обработки в поперечное направление или наоборот. В других ситуациях для получения конкретного вида изделия может быть необходимо повернуть компонент или изделие на меньший или больший угол, например 45 или 135°.
Хотя существует множество конструкций оборудования, которое выполняет эту задачу, одна из конструкций использует серию вращающихся рычагов, приводимых приводным валом. На торце каждого рычага находится так называемая передаточная пластина. Каждая передаточная пластина конструируется так, чтобы подхватывать дискретный элемент материала и удерживать его при помощи вакуума или других способов удержания. Если необходимо, отдельные рычаги могут быть ускорены или замедлены, если основа, на которую наносятся дискретные элементы, не двигается с той же скоростью. Как только элемент подхвачен отдельной пластиной, он поворачивается до нужной ориентации и после этого наносится на основу (см. для примера патенты США № 5,716,478 и 5,759,340, Бут и др., и № 6,139,340, Куйара и др.
Когда компонент, наносимый на основу, находится в центре изделия и сборочной линии, этот процесс подхвата, поворота и нанесения довольно прост. Однако, если компонент должен быть отклонен в положение, которое смещено относительно нормальной линии перемещения механизма конвейера, возникают проблемы. Одним из решений является физическое смещение передаточного оборудования от осевой линии производственной линии и/или попытка отклонить подаваемые ленты материала от осевой линии производства. Оба этих процесса затруднительны или приводят к проблемам, таким как обрыв ленты и неприемлемые простои для сдвига или выравнивания оборудования. Как результат, существует потребность в оборудовании и процессах, которые обеспечат нанесение смещенных компонентов на движущуюся ленту или основу.
Одним из примеров, где эта проблема стоит с особой серьезностью, является область, в которой изделия изготавливают в поперечном направлении обработки. Многие одноразовые впитывающие изделия изготавливают в направлении обработки. Под этим подразумевается, что продольная осевая линия изделия параллельна направлению движения сборочной линии и совмещена с ее продольной осевой линией. Поэтому, например, если необходим сдвиг или отклонение положения конкретного компонента конечного изделия, смещение изделия скорее зависит от временной регулировки последовательности того, когда компонент подхватывается, поворачивается и затем укладывается на сборочную линию. Однако в некоторых случаях оборудование сконструировано производить изделия так, что продольное направление изделия перпендикулярно направлению сборочной линии. Когда используется такой тип оборудования ПН, изменение положения компонента может быть затруднено. Одним из примеров может быть изменение положения впитывающего наполнителя в подгузнике или изделии для страдающих недержанием в сторону передней части изделия для приспособления к мужской анатомии. В таких ситуациях может требоваться сдвинуть подаваемую ленту или остановить линию для физического сдвига оборудования нанесения в сторону от осевой линии сборочной линии. Похожая ситуация может возникать, когда изделие производится в направлении обработки, но в изделии используются дополнительные компоненты, которые удалены на равное расстояние в какую либо сторону от осевой линии производственного оборудования, таким образом делая необходимым сдвиг оборудования в какую либо сторону от осевой линии.
Изобретение использует систему доставки и нанесения, которая позволяет наносить отдельные компоненты на движущуюся ленту или конвейер в месте, смещенном от осевой линии изделия и/или производственной линии, таким образом способствуя созданию специализированных изделий, которые соответствуют конкретным потребностям конечного потребителя.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для преодоления вышеназванных проблем предлагается устройство и процесс для перемещения множества элементов и нанесения таких элементов на движущуюся основу в конфигурации со смещением от осевой линии подаваемых элементов. В одном из вариантов реализации устройство перемещения и передачи содержит средство вращения, образующее ось вращения, причем это средство вращения имеет первое направление вращения вокруг оси вращения такое, чтобы множество элементов могло быть нанесено на основу. Устройство может быть оснащено несколькими передаточными лапами, каждая из которых имеет продольную ось передаточной лапы, ближний конец и дальний конец. Несколько передаточных лап закреплены на средстве вращения по радиальной схеме вокруг средства вращения, при этом каждый ближний конец передаточной лапы закреплен на средстве вращения таким образом, что продольная ось передаточной лапы смещена относительно оси вращения на расстояние выноса передаточной лапы. Несколько передаточных пластин приспособлены для перемещения элементов на основу. Каждая передаточная пластина имеет продольную ось пластины и поперечную ось пластины, пересекающиеся в центральной точке на каждой из нескольких передаточных пластин. Дальние концы передаточных лап прикреплены к передаточным пластинам в месте, которое смещено относительно центра передаточных пластин на расстояние выноса передаточной пластины. Каждая из передаточных пластин выполнена с возможностью поворота вокруг продольной оси передаточной лапы, так что каждая передаточная пластина может поворачиваться между первым положением, в котором передаточная пластина сориентирована для приема элементов, и вторым положением, в котором передаточная пластина сориентирована для нанесения элементов на движущуюся основу.
В другом варианте реализации изобретения устройство задает ось вращения и содержит средство вращения с несколькими передаточными лапами, каждая из которых закреплена на средстве вращения по радиальной схеме вокруг средства вращения. Каждая передаточная лапа имеет продольную ось передаточной лапы, дальний конец и ближний конец, причем ближний конец закреплен на средстве вращения таким образом, что продольная ось передаточной лапы смещена относительно оси вращения на расстояние выноса передаточной лапы. К дальним концам передаточных лап прикреплены несколько передаточных пластин, приспособленных для перемещения элементов на основу. Каждая передаточная пластина имеет продольную ось пластины и поперечную ось пластины, пересекающиеся в центральной точке на каждой из нескольких передаточных пластин. Дальние концы передаточных лап прикреплены к передаточным пластинам в месте, которое смещено относительно центра передаточных пластин на расстояние выноса передаточной пластины. Каждая из передаточных пластин выполнена с возможностью поворота между первым положением, в котором передаточные пластины сориентированы для приема элементов, и вторым положением, в котором передаточные пластины сориентированы для нанесения элементов на основу во втором положении, смещенном относительно первого положения.
В другом варианте исполнения устройство может содержать несколько передаточных лап, каждая из которых имеет продольную ось передаточной лапы, ближний конец и дальний конец. Несколько передаточных лап закреплены по радиальной схеме на средстве вращения, имеющем ось вращения. Ближний конец каждой передаточной лапы закреплен на средстве вращения таким образом, что продольная ось передаточной лапы смещена от оси вращения на расстояние выноса передаточной лапы. Устройство также содержит несколько передаточных пластин, приспособленных для перемещения элементов на основу. Каждая передаточная пластина имеет продольную ось пластины и поперечную ось пластины, пересекающиеся в центральной точке на каждой из нескольких передаточных пластин. Дальние концы передаточных лап прикреплены к передаточным пластинам в месте, которое смещено относительно центра передаточных пластин на расстояние выноса передаточной пластины. Каждая из передаточных пластин выполнена с возможностью поворота между первым положением, в котором передаточные пластины сориентированы для приема элементов, и вторым положением, в котором передаточные пластины сориентированы для нанесения элементов на основу во втором положении, смещенном относительно первого положения.
Каждая передаточная пластина может иметь ведущую грань и ведущий радиус и заднюю грань и задний радиус, причем задний радиус одной передаточной пластины практически равен ведущему радиусу соседней передаточной пластины. Расстояние выноса передаточной лапы может быть практически равным расстоянию выноса передаточной пластины. По крайней мере часть нескольких передаточных лап может быть закреплена по крайней мере к части передаточных пластин в месте, которое смещено относительно центра по одной из осей, а именно по продольной оси пластины, или поперечной оси пластины.
В других вариантах реализации изобретения по крайней мере часть нескольких передаточных лап устройства могут быть оснащены механизмом регулировки передаточной лапы, который позволяет выборочно регулировать расстояние выноса передаточной лапы. В некоторых случаях по крайней мере часть нескольких передаточных пластин устройства может быть оснащена механизмом регулировки передаточной пластины, который позволяет выборочно регулировать расстояние выноса передаточной пластины.
В вариантах изобретения первая часть нескольких передаточных пластин устройства может быть установлена с возможностью поворота в одном направлении, а вторая часть нескольких передаточных пластин может быть установлена с возможностью поворота в другом направлении. Также первая часть нескольких передаточных пластин может иметь первое или начальное положение, отличное от первого и второго положения второй части нескольких передаточных пластин. Кроме того, первая часть нескольких передаточных пластин может иметь второе или конечное положение, отличное от второго или конечного положения второй части нескольких передаточных пластин.
Что касается расстояний выноса, расстояние выноса первой части нескольких передаточных лап может быть отличным от расстояния выноса второй части нескольких передаточных лап, а расстояние выноса первой части нескольких передаточных пластин может быть отличным от расстояния выноса второй части нескольких передаточных пластин. Расстояние выноса передаточной лапы, также как и расстояние выноса передаточной пластины, может быть от 1 до 70 мм.
Способ по изобретению предполагает подачу нескольких элементов в первом положении в процесс перемещения и передачи вдоль оси линии подачи, а затем передачу нескольких элементов на устройство перемещения и передачи. Затем устройство перемещения и передачи поворачивает несколько элементов во второе положение, которое смещено относительно оси линии подачи. За этим следует нанесение нескольких элементов, находящихся в их втором положении, на движущуюся основу, после чего собираемое изделие может быть подвергнуто дальнейшей обработке.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Полное и достаточное для воспроизведения описание изобретения дается в большей степени в остальной части заявки, включая ссылки на прилагаемые чертежи.
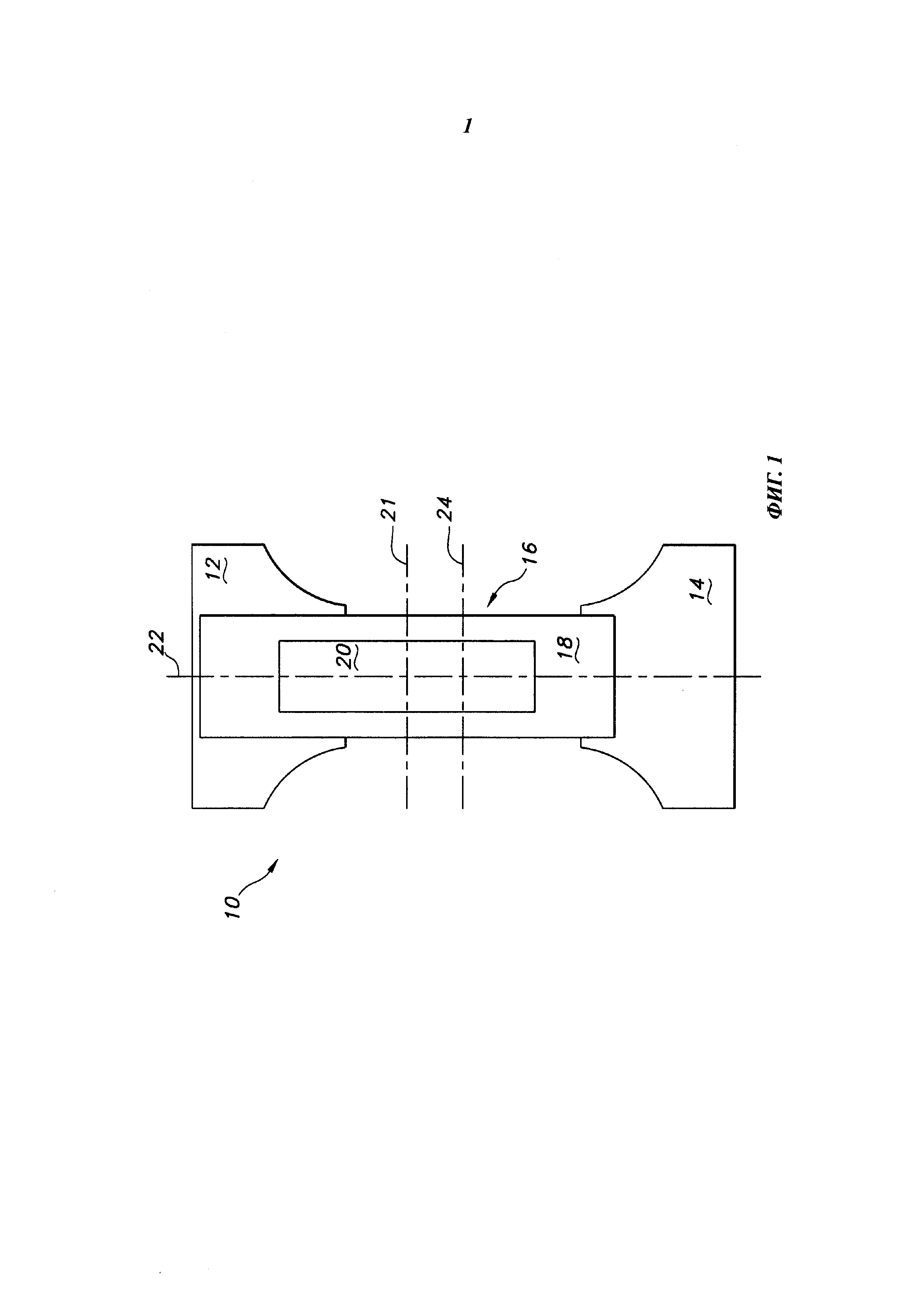
На фиг. 1 изображен вид сверху впитывающего изделия личной гигиены, в данном случае подгузника для страдающих недержанием, открытого и уложенного горизонтально, показывающий впитывающий наполнитель, смещенный к одному краю изделия.
На фиг. 2 изображен схематический вид сверху конфигурации процесса по производству изделий, таких как показано на фиг. 1, использующего способ и устройство по изобретению.
На фиг. 3 изображен вид сбоку устройства в соответствии с изобретением.
На фиг. 4 изображен вид сбоку передаточной лапы и передаточной пластины в соответствии с изобретением, показывающий возможность регулировки выноса передаточной лапы.
На фиг. 5 изображен вид снизу передаточной пластины в соответствии с изобретением.
На фиг. 6 изображен вид сбоку альтернативной конструкции устройства в соответствии с изобретением.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ.
Здесь приведено детальное описание существующих вариантов реализации изобретения, один или более примеров которых проиллюстрированы на прилагаемых чертежах. Каждый пример приводится с целью объяснения изобретения, но не для ограничения объема изобретения. Более того, будет ясно, что могут быть сделаны модификации и варианты изобретения, не отступающие при этом от его объема и сущности. Например, признаки, проиллюстрированные или описанные как часть одного варианта реализации, могут быть использованы в другом варианте реализации для получения еще одного варианта реализации. Кроме того, параметры, измерения и элементы одного примера могут быть использованы по отдельности или в комбинации с другими параметрами, измерениями и элементами других примеров изобретения и могут быть использованы независимо или в комбинации в качестве основания для одного или более пунктов прилагаемой здесь формулы, описывающего и защищающего варианты реализации изобретения. Таким образом, предполагается, что изобретение покрывает эти и другие подобные модификации и вариации как подпадающие под объем пунктов прилагаемой формулы и эквивалентные им.
Итак, на фиг. 1 изображено впитывающее изделие личной гигиены, в данном случае изделие 10 для гигиены взрослых, страдающих недержанием, имеющее переднюю поясную часть 12, заднюю поясную часть 14 и впитывающую наполнительную сборку 16, разнесенную и присоединенную к передней поясной части 12 и задней поясной части 14. Впитывающая наполнительная сборка 16 содержит подложку 18, обычно водонепроницаемую, и впитывающий наполнитель 20, расположенный на и прикрепленный к подложке 18. Как видно на фиг. 1, впитывающий наполнитель 20 смещен к одному краю изделия 10, в данном случае в сторону передней поясной части 12. В результате, хотя впитывающая сборка 16 центрирована на продольной осевой линии 22 изделия, поперечная осевая линия 21 впитывающего наполнителя смещена от поперечной осевой линии 24 изделия.
Обратимся к фиг. 2, где изображена часть производственной линии 30 для формирования впитывающего изделия 10. Движение на линии 30 осуществляется в направлении стрелки 32. Материал 34 прикрепленных или соединенных впитывающих сборок 16 показан с продольной осевой линией, центрированной по продольной осевой линии 36 производственной линии. Устройство перемещения и передачи в соответствии с изобретением представлено блоком 50. На существующих производственных линиях и оборудовании передачи по изобретению подача элементов или частей может осуществляться на передаточное устройство 50 множеством способов. При одном из способов материал 34 является предварительно нарезанными частями, перемещающимися на несущей ленте, конвейере или другом средстве перемещения (не показан), которые затем подхватывается и поворачиваются в смещенное положение при помощи устройства 50. Вторым способом является непрерывное соединение отдельных частей или сборок 16 (как показано на фиг. 2) друг с другом при наличии перфораций 38, которые могут быть впоследствии разорваны и отделены действием описанных позже передаточных лап 58 и передаточных пластин 70, образующих часть устройства 50 перемещения и передачи. Третьим способом является способ, при котором отдельные части или сборки 16 не разделены линиями перфорации, а вместо этого предусмотрен встроенный механизм резки (не показан), который разъединяет отдельные сборки 16. Встроенный механизм резки может быть частью устройства 50 или отдельным, но его функцией является разъединение подаваемого материала на отдельные части или куски непосредственно перед частью процесса, выполняемой устройством 50, при которой подаваемые части поворачиваются из исходного положения в свое конечное положение. Поэтому в контексте изобретения, включая формулу, когда речь идет о "перемещении", "передаче", и т.п. "частей" или "элементов" от материала к основе, подаваемые элементы могут вводиться в устройство любым из указанных способов или, если необходимо, других способов в зависимости от природы собираемых компонентов.
Возвращаясь к фиг. 2, здесь каждая впитывающая сборка 16 из линии подачи 34 отделена перфорационной линией 38. Материал основ 33а и 33b, соответствующих передней поясной части 12 и задней поясной части 14, также подается на производственную линию 30 и движется в направлении стрелки 32. Устройство 50 по изобретению, как будет описано более детально позже, принимает материал 34 впитывающих наполнительных сборок 16, которые уже находятся в направлении обработки, и поворачивает их в смещенное положение, как показано справа от устройства 50 на фиг. 2, на основы 33а и 33b. После того, как впитывающие сборки 16 нанесены на основы 33а и 33b, основы разрезаются на переднюю поясную часть 12 и заднюю поясную часть 14 при помощи известного из уровня техники режущего механизма 37 и далее загибаются и соединяются вдоль их сторон для образования готовых подгузников (не показаны).
Поэтому, что касается процесса, видно, что материал 34, состоящий из частей или элементов, имеет свою осевую линию 36 материала слева от устройства 50, совпадающую в данном случае с осевой линией производственной линии 36 после устройства 50. Однако важно отметить, что благодаря работе устройства 50 поперечная осевая линия 21 впитывающей сборки 16 не совпадает с осевой линией 36, как это было бы в случае обычного процесса поворота и передачи, который не был предназначен для смещения впитывающей сборки 16 от осевой линии 36.
На фиг. 3-6 схематически изображено устройство 50 передачи и перемещения для перемещения множества элементов, в данном случае впитывающих сборок 16, и нанесения этих элементов 16 на основу, которой в данном случае является изделие 10 для гигиены взрослых, страдающих недержанием. Общая конструкция и механизм работы такого устройства хорошо известны, что подтверждается примерами патентов США № 5,716,478 и 5,759,340, Бут и др., и № 6,139,340, Куйар и др., каждый из которых включен здесь посредством ссылки в полном объеме в части, не противоречащей изобретению.
Так как существует много способов и конфигураций для приведения устройства 50 для передачи дискретных элементов на основу, в целях иллюстрации устройство 50 имеет средство 52 вращения, который представлен на фигурах вращающимся валом 52, имеющим ось 54 вращения. Средство 52 вращения может напрямую или не напрямую приводиться приводным мотором или другими подходящими средствами (не показаны) обычным для такого передаточного оборудования способом. Поэтому вращающийся вал 52 и ось 54 вращения представляют различные механизмы и способы, используемые для приведения в движение описанных ниже передаточных лап 58 и передаточных пластин 70 в традиционном оборудовании, к которому может быть применено изобретение. Средство 52 вращения вращается вокруг своей оси 54 в первом направлении, как показано стрелкой 56, так, что несколько дискретных элементов могут быть перемещены и нанесены на основу или основы, которыми в данном случае являются передняя поясная часть 12 и задняя поясная часть 14. Однако, отметим также, что из-за разнообразия конструкций существующего конвейерного оборудования, с которым может использоваться изобретение, возможно, что ось 54 вращения может не совпадать со средством 52 вращения, так как может использоваться промежуточное приводное устройство, из-за которого описанные ниже передаточные лапы 58 и передаточные пластины 70 имеют ось 54 вращения, отличную от оси главного привода устройства.
К средству 52 вращения присоединены несколько передаточных лап 58, прикрепленные к средству 52 вращения по радиальной схеме. Каждая передаточная лапа 58 имеет ближний конец 60, прикрепленный напрямую или не напрямую к средству 52 вращения, и дальний конец 62, прикрепленный к передаточной пластине 70. Каждая передаточная лапа 58 имеет продольную ось 64 передаточной лапы, которая смещена относительно оси 54 вращения средства 52 вращения и перпендикулярна ей. Продольная ось 64 передаточной лапы проходит через точку, в которой дальний конец 62 передаточной лапы 58 прикреплен к передаточной пластине 70, и обычно перпендикулярна плоскости, которой принадлежит передаточная пластина 70. Каждая передаточная лапа 58 имеет расстояние 66 выноса, размер "x" которого есть расстояние между осью 54 вращения и продольной осью 64 передаточной лапы (см. фиг. 4). Оказалось желательным, чтобы, когда устройство 50 по изобретению используется для формовки изделий личной гигиены, расстояние 66 выноса передаточной лапы было приблизительно от 1 до 70 мм, более желательно приблизительно от 1 до 50 мм и наиболее желательно приблизительно в пределах от 1 до 30 мм.
Как отмечено выше, каждая из нескольких передаточных лап 58 имеет передаточную пластину 70, прикрепленную к дальнему концу 62 соответствующей передаточной лапы 58. Каждая из передаточных пластин 70 оснащена вспомогательной вакуумной системой, известной из уровня техники, или другими средствами (не показаны), которые позволяют передаточной пластине 70 подхватывать дискретные части материала, как и в случае традиционного передаточного оборудования без смещения. На фиг. 5 видно, что каждая из передаточных пластин 70 может иметь продольную ось 72 передаточной пластины и поперечную ось 74 передаточной пластины, пересекающиеся в центральной точке 76. Центральная точка 76 является обычной точкой прикрепления передаточной лапы 58 к передаточной пластине 70 в традиционном оборудовании без смещения. Для обеспечения возможности устройства 50 перемещать дискретные части на основу со смещением относительно обычной осевой линии конвейерной системы и изделий или основ, передвигающихся по ней, дальние концы 62 передаточных лап 58 прикреплены к передаточным пластинам 70 в точке, смещенной относительно центральной точки 76 передаточных пластин 70 (см. фиг. 3 и 4).
Как правило, желательно, чтобы дальние концы 62 передаточных лап 58 были прикреплены к передаточным лапам 70 со смещением относительно центральных точек 70 на расстояние 78 выноса передаточной пластины. Расстояние 78 выноса передаточной лапы, расстояние "y", есть расстояние между продольной осью 64 передаточной лапы 58 и центральной точкой 76 передаточной пластины 70. При использовании устройства 50 в соответствии с изобретением для формовки изделий личной гигиены, расстояние 78 выноса передаточной пластины желательно должно быть приблизительно от 1 до 70 мм, более желательно приблизительно от 1 до 50 мм и наиболее желательно приблизительно в пределах от 1 до 30 мм.
В большинстве случаев желательно, чтобы расстояние 66 выноса передаточной лапы и расстояние 78 выноса передаточной пластины были равны. Однако в некоторых случаях они могут быть различны, а в других случаях допустимо, чтобы расстояния "x" и "y" были практически одинаковы, при этом "практически" значит, что значения x и y отличаются друг от друга не более чем на 20%.
Точка, в которой дальние концы 62 передаточных лап 58 прикреплены к передаточным пластинам, может для создания необходимого расстояния выноса находиться в любой точке на передаточной пластине 70. Однако обычно точка прикрепления лежит вдоль продольной оси 72 передаточной пластины или вдоль поперечной оси 74 передаточной пластины, в зависимости от размера и формы перемещаемого элемента и начальной и конечной ориентации, либо начального и конечного углового положения элемента.
Каждая из передаточных пластин 70 выполнена с использованием известных из уровня техники средств с возможностью вращения вокруг продольных осей 64 передаточных лап, так что каждая из передаточных пластин 70 может поворачиваться между первым положением 80, в котором передаточные пластины 70 сориентированы для приема элементов, и вторым положением 82, в котором передаточные пластины 70 сориентированы для нанесения элементов на движущуюся основу (см. фиг. 3).
На фиг. 7 видно, что относительно направления 56 вращения каждая из передаточных пластин 70 имеет ведущую грань 84 и ведущий радиус 86, и каждая из передаточных пластин 70 имеет заднюю грань 88 и задний радиус 90. Ведущий радиус 84 является расстоянием между осью 54 вращения и точкой, в которой радиальная линия 86 пересекает наиболее удаленную от центра часть ведущей грани 84 передаточной пластины 70. Похожим образом задний радиус 90 является расстоянием между осью 54 вращения и точкой, в которой радиальная линия 90 пересекает наиболее удаленную от центра часть задней грани 88 передаточной пластины 70. При большом расхождении радиальных расстояний между задней гранью 88 одной передаточной пластины 70 и ведущей гранью 84 соседней передаточной пластины 70 относительно оси 54 вращения могут возникнуть проблемы с поддержанием стабильной подачи дискретных элементов на сборочную линию, особенно когда они соединены друг с другом и требуют разрыва перфорационной линии 38 подаваемого материала 34, как показано на фиг. 2. Расхождение радиальных расстояний ведущей грани 84 и соседней задней грани 88 может вызвать преждевременный разрыв перфораций 38, нарушающий таким образом работу производственной линии и вызывающий необходимость остановки устройства для повторной заправки подаваемого материала 34 впитывающих сборок 16. Как результат, желательно, чтобы ведущий радиус 86 и задний радиус 90 соседних передаточных пластин 70 были практически одинаковы, при этом "практически" означает, что значения отличаются друг от друга не более чем на 20%. Поддержание этого допустимого отклонения может достигаться регулировкой расстояния 66 выноса передаточной лапы и/или расстояния 78 выноса передаточной пластины.
На фиг. 3 передаточные лапы 58 показаны имеющими форму с постоянным расстоянием "x" выноса. С целью создания желаемого смещения устройства 50, которое обуславливает правильную передачу дискретных элементов на основу, и с целью придания устройству 50 большей универсальности в работе, одна или несколько передаточных лап 58 могут быть оснащены необязательным механизмом 92 регулировки передаточной лапы, позволяющим выборочно регулировать расстояние "x" выноса передаточной лапы. Как показано на фиг. 4, механизм 92 регулировки передаточной лапы содержит несколько регулировочных шайб, которые могут быть добавлены или удалены для увеличения или уменьшения расстояния "x" выноса передаточной лапы. Регулировочные шайбы могут быть простым набором размерных шайб, установленных на болту или другом крепеже 94, который может быть использован для регулируемого крепления передаточной лапы 58 к средству 52 вращения.
Таким же образом одна или все передаточные пластины 70 могут быть оснащены необязательным механизмом 96 регулировки передаточной пластины, который позволяет выборочно регулировать расстояние "y" выноса передаточной пластины.
Как показано на фиг. 5, для создания механизма 96 регулировки передаточных пластин, передаточные пластины 70 могут иметь несколько точек крепления, которые могут быть или не быть предусмотрены для того, чтобы выборочно повторять увеличение или уменьшение расстояние "x" выноса передаточной лапы.
Хотя обычно желательно, чтобы все передаточные лапы 58 и передаточные пластины 70 работали одинаково, также допустимо, чтобы работа одной части устройства 50 отличалась от работы второй части устройства 50. Например, хотя устройство 50 в соответствии с изобретением было описано в связи с формовкой изделий для страдающих недержанием, устройство 50 может быть использовано при производстве любого вида впитывающих изделий личной гигиены, включая, но не ограничиваясь, подгузники для детей и взрослых, подгузники для приучения к горшку, трусики и средства для страдающих недержанием, такие как защитные средства и прокладки для мужчин. В контексте женских изделий гигиены устройство 50 в соответствии с изобретением может быть использовано для производства гигиенических салфеток, гигиенических трусиков, ежедневных прокладок и тампонов. Кроме того, устройство 50 и способ эксплуатации в соответствии с изобретением могут быть использованы в любом процессе сборки, где необходимо создать смещенное положение одной заготовки относительно другой. Например, может быть необходимо при помощи устройства 50 наносить дискретные элементы со смещениями в одном направлении в течение одной части производственного цикла и со смещениями в одном или более других направлениях в течение других частей производственного цикла. Как следствие, могут быть предусмотрены первая часть передаточных лап 70, вращающихся в одном направлении, и вторая часть передаточных лап 70, вращающихся в другом, втором, направлении.
Обычно устройство 50 сконструировано так, чтобы поворачивать элементы из первого положения во второе положение, отличающееся от первого положения на 90°. Однако в других вариантах реализации в соответствии с изобретением первая часть нескольких передаточных пластин 70 имеет первое или начальное положение 80, отличное от первого или начального положения 80 у второй части нескольких передаточных пластин. Кроме того, в соответствии с изобретением первая часть нескольких передаточных пластин 70 может иметь второе или конечное положение 82, отличное от второго или конечного положения 82 у второй части нескольких передаточных пластин 70. Еще одной возможностью, соответствующей объему изобретения, могут быть другие комбинации первого и второго положений (80 и 82) отдельных передаточных пластин 70 на одном и том же устройстве 50.
То же верно в отношении расстояний выноса передаточных лап 58 и передаточных пластин 70. Первая часть нескольких передаточных лап 58 может иметь расстояние 66 выноса передаточных лап, отличное от расстояния 66 выноса у второй части нескольких передаточных лап 58. Первая часть нескольких передаточных пластин 70 может иметь расстояние 78 выноса передаточных пластин, отличное от расстояния 78 выноса у второй части нескольких передаточных пластин 70. Также, в соответствии с объемом изобретения могут быть и другие комбинации первого и второго положений отдельных передаточных лап 58 и передаточных пластин 70 в одном и том же устройстве 50.
Как указано ранее, существует много конструкций устройств и вариантов процессов, с которыми может применяться изобретение. Во многих вариантах существуют физические передаточные лапы 58, как показаны в связи с устройством 50 на фиг. 3. При этом в контексте изобретения под передаточными лапами 58 подразумеваются любые средства (включая оборудование или процесс), используемые для перемещения и поворота передаточных пластин 70.
Этот тезис иллюстрирует другой вариант реализации изобретения, показанный на фиг. 6. В этом варианте реализации аналогичные элементы имеют аналогичные номера позиций, за исключением того, что устройство 50 снабжено вместо передаточных лап 58 передаточным диском 98. Как видно из фиг. 6, по прежнему присутствует аналог оси 64 передаточной лапы, как и расстояние 66 выноса оси 64 передаточной лапы от оси 54 вращения, а также расстояние 78 выноса передаточной пластины 70. В этом варианте конструкции, как и в других вариантах, точка вращения передаточной пластины 70 смещена относительно обычной точки вращения, которая имеется при нахождении центральной точки 76 передаточной пластины 70 на одной оси с осью 54 вращения.
При этом, так как описано устройство 50 перемещения и передачи, видно, что процесс 30 перемещения и передачи, показанный на фиг. 2, описывает способ нанесения нескольких элементов на движущуюся основу. Заготовки, в данном случае впитывающие сборки 16, подаются в устройство 50 в виде материала 34, который имеет осевую линию 36. На фиг. 2 впитывающие сборки 16 показаны в первом положении. Когда материал 34 сборок заходит в устройство 50, отдельные передаточные пластины 70 разнесены так, чтобы подхватывать сборки 16 в первом положении, которое соответствует первому положению 80 передаточных пластин. При ускорении передаточных пластин 70 (по существующей технологии), перфорационные линии 38 расходятся так, что каждая передаточная пластина 70 переносит свой дискретный элемент. Затем передаточная пластина 70 поворачивается из своего первого положения 80 в свое второе положение 82 (которое в данном случае ортогонально начальному положению), вызывая тем самым перемещение элементов (впитывающих сборок 16) во второе положение. После этого передаточные пластины 70 наносят отдельные элементы (впитывающие сборки 16) в их втором положении, смещенном от осевой линии 36 материала, на движущиеся основы 33а и 33b (соответственно переднюю поясную часть 12 и заднюю поясную часть 14). Как только впитывающие сборки 16 нанесены на переднюю и заднюю поясные части (12 и 14), используется известный из уровня техники режущий механизм 37 для разрезания объединенных компонентов на отдельные изделия 10, как показано на фиг. 1. Изделия 10 на последующих не показанных этапах процесса сворачиваются, и передняя и задняя поясные части (12 и 14) соединяются друг с другом для формирования готового изделия.
Специалисту понятно, что изобретение допускает множество модификаций и вариантов, не выходящих за пределы его сущности. Поэтому детальное описание и примеры, приведенные выше, предназначены только для иллюстрации, и не имеют целью любым способом ограничить объем изобретения, изложенного ниже в прилагаемой формуле.
Реферат
Группа изобретений относится к области устройств для обработки ленты и может применяться для нанесения на основу множества дискретных элементов в смещенном положении. Устройство для перемещения множества элементов на основу содержит средство вращения, несколько передаточных лап и несколько передаточных пластин. Передаточные лапы закреплены на средстве вращения по радиальной схеме. Ближние концы лап прикреплены к средству вращения так, что продольная ось лапы смещена относительно оси вращения на расстояние выноса передаточной лапы. Передаточные пластины прикреплены к дальним концам передаточных лап с возможностью поворота между первым и вторым положением. Обеспечивается возможность нанесения элементов на основу в положении, смещенном относительно оси линии подачи. 5 н. и 12 з. п. ф-лы, 6 ил.
Комментарии