Впитывающее изделие и способ его изготовления - RU2741541C1
Код документа: RU2741541C1
Чертежи




Описание
Область техники, к которой относится изобретение
[0001] Настоящее раскрытие относится к впитывающему изделию и способу изготовления указанного впитывающего изделия.
Предпосылки создания изобретения
[0002] Известные впитывающие изделия, такие как подгузники, включают слоистую структуру, включающую в себя впитывающий материал, и по меньшей мере одну удлиненную полоску, такую как, например, боковые крепежные язычки для бокового скрепления боковых панелей изделия друг с другом или полоска для утилизации, которую обматывают вокруг изделия, когда его выбрасывают. Такие полоски обычно прикрепляются к многослойной структуре при помощи адгезива и имеют крепежную часть с крючками, предусмотренными для разъемного сцепления с зоной посадки на другой части впитывающего изделия.
[0003] Из US 6746434 B2 известно впитывающее изделие, которое включает защитный материал, часть поверхности которого механически модифицирована с образованием множества поверхностных выступов, как неотъемлемой части защитного материала. Впитывающее изделие также включает зону посадки, имеющую множество волокнистых петель, приспособленных для сцепления с поверхностными выступами с обеспечением крепежного механизма. Патент US 6746434 B2 также описывает способ механического формирования поверхностных выступов на защитном материале.
[0004] Способ для формирования таких поверхностных выступов на подложке также известен из WO 2010/085492 A1.
Сущность изобретения
[0005] Первой целью настоящего раскрытия является обеспечение впитывающего изделия такого типа, который включает многослойную структуру с впитывающим материалом, находящимся между по меньшей мере двумя слоями, и по меньшей мере одну удлиненную полоску, прочно прикрепленную к по меньшей мере одному слою многослойной структуры, которое проще и экономичнее в изготовлении, предпочтительно без использования адгезива.
[0006] Второй целью настоящего раскрытия является обеспечение простого и более экономичного способа изготовления такого впитывающего изделия, предпочтительно без использования адгезива.
[0007] Раскрытие обеспечивает, в соответствии с первым аспектом, впитывающее изделие, включающее многослойную структуру с впитывающим материалом, находящимся между по меньшей мере двумя слоями указанной многослойной структуры, такое как, например, подгузник, и по меньшей мере одну удлиненную полоску. Каждая удлиненная полоска включает прикрепленную часть, посредством которой полоска прочно прикреплена к по меньшей мере одному слою многослойной структуры, и крепежную часть с крючками, предусмотренными для разъемного сцепления с зоной посадки на впитывающем изделии. По меньшей мере прикрепленная часть и крепежная часть каждой полоски изготовлены из заранее выбранного материала, который поддается деформации при воздействии источника энергии. Прикрепленная часть включает сварной шов, и сварной шов прикрепленной части и крючки крепежной части представляют собой деформации, образованные как часть указанного заранее выбранного материала.
[0008] В соответствии с настоящим раскрытием, сварной шов и крючки крепежной части изготовлены из заранее выбранного материала, предпочтительно одного и того же материала, по меньшей мере материалов, которые поддаются деформации при воздействии источника энергии, такого как, например, тепло, ультразвуковые колебания, микроволны, инфракрасное излучение или другие. Таким образом, можно сформировать крючки на полоске и прикрепить полоску на многослойную структуру одновременно, то есть на одной и той же или, по существу, той же самой стадии технологической линии.
[0009] Таким образом, также можно избежать использования адгезива для прикрепления полоски к многослойной структуре. Использование адгезива нежелательно, поскольку может быть трудно контролировать количество адгезива, выходящего из аппликатора адгезива, и адгезив может загрязнять производственную линию. Кроме того, прикрепление при помощи сварного шва путем деформации указанного материала может создать более прочную постоянную фиксацию.
[0010] В вариантах осуществления в соответствии с настоящим раскрытием впитывающий материал, находящийся между по меньшей мере двумя слоями указанной многослойной структуры, может представлять собой впитывающую сердцевину. Многослойная структура может включать проницаемый для жидкости верхний слой и непроницаемый для жидкости внешний слой. Впитывающая сердцевина может быть расположена вдоль продольной оси многослойной структуры и поперечной оси, проходящей в перпендикулярном направлении по отношению к продольной оси, и указанное изделие может иметь переднюю часть, заднюю часть и промежностную часть.
[0011] В вариантах осуществления в соответствии с настоящим раскрытием по меньшей мере одна удлиненная полоска может включать полный слой указанного материала или может быть полностью изготовлена из указанного материала. Указанный материал предпочтительно представляет собой термопластичный материал. По меньшей мере одна удлиненная полоска предпочтительно представляет собой пленку, (нетканое) полотно, лист или ламинированный материал, например, пленку и нетканый ламинированный материал вместе.
[0012] В вариантах осуществления в соответствии с настоящим раскрытием могут быть сформированы дополнительные крючки на сварном шве, причем указанные дополнительные крючки представляют собой образованные как единое целое деформации заранее выбранного материала, прикрепленной части и/или материала указанного по меньшей мере одного слоя многослойной структуры. Эти дополнительные крючки могут быть экономически выгодно сформированы на той же стадии процесса, на которой формируются крючки крепежной части. Эти дополнительные крючки могут, например, быть полезными для удержания в сложенном положении части удлиненной полоски в процессе производства, то есть для обеспечения того, чтобы полоска оставалась в сложенном положении.
[0013] В вариантах осуществления в соответствии с настоящим раскрытием по меньшей мере одна удлиненная полоска может представлять собой крепежные язычки, прикрепленные к первым боковым частям многослойной структуры и предназначенные для прикрепления к одной или нескольким зонам посадки на поверхности многослойной структуры, например чтобы закрепить впитывающее изделие вокруг талии пользователя.
[0014] В вариантах осуществления в соответствии с настоящим раскрытием первые боковые части могут представлять собой первые боковые панели многослойной структуры, например, у задней части изделия, и указанные зоны посадки могут быть обеспечены вторыми боковыми панелями многослойной структуры, например у передней части изделия. Первые боковые панели могут быть выполнены из, или включать, слоя нетканого материала, который также может представлять собой термопластичный материал, деформируемый при воздействии источника энергии, выбранного из: тепла, ультразвуковых колебаний, микроволн, инфракрасного излучения, предпочтительно деформируемый при помощи того же источника энергии, что и крепежная и прикрепленная части полоски. Таким образом, сварной шов и, возможно, дополнительные крючки на сварном шве, могут быть образованы путем деформации как материала прикрепленной части, так и материала первых боковых панелей.
[0015] В вариантах осуществления в соответствии с настоящим раскрытием вторые боковые панели многослойной структуры могут быть выполнены из, или включать, слоя нетканого материала, например, того же нетканого материала, что и первые боковые панели, чтобы таким образом обеспечить зоны посадки для крепежных частей крепежных язычков.
[0016] В вариантах осуществления в соответствии с настоящим раскрытием каждый из крепежных язычков может быть приварен к первой поверхности соответствующей первой боковой части и согнут так, чтобы крепежная часть разъемно зацепляла указанную первую поверхность соответствующей первой боковой части или вторую поверхность соответствующей первой боковой части, противоположную первой поверхности. Дополнительные крючки могут быть обеспечены в области сварного шва так, чтобы разъемно зацеплять другую часть сложенного крепежного язычка.
[0017] В вариантах осуществления в соответствии с настоящим раскрытием по меньшей мере одна удлиненная полоска может быть полоской для утилизации, прикрепленной к внешнему слою многослойной структуры и предназначенной для обматывания вокруг впитывающего изделия. После использования впитывающие изделия обычно складывают или сворачивают так, чтобы загрязненная часть была завернута внутрь для утилизации. Чтобы предотвратить раскрытие загрязненного изделия и удерживать загрязненную часть внутри, желательно, чтобы так называемая полоска для утилизации располагалась так, чтобы держать изделие в сложенном или скрученном состоянии при выбрасывании.
[0018] В вариантах осуществления в соответствии с настоящим раскрытием полоска для утилизации может представлять собой Z-образно сложенную полоску, при этом нижний слой Z-образно сложенной полоски включает прикрепленную часть, которая прикреплена к наружному слою многослойной структуры, и верхний слой Z-образно сложенной полоски включает крепежную часть с сформированными в виде единого целого крючками для разъемного зацепления первой зоны на наружном слое многослойной структуры, когда полоска сложена, и второй зоны на наружном слое многослойной структуры, когда полоску обматывают вокруг изделия. Слои Z-образно сложенной полоски могут быть склеены друг с другом, например, при помощи адгезива между нижним и средним слоем и между средним и верхним слоем, или как результат того, что материал слоев является самоклеящимся, или как результат одной или нескольких зацепляющих частей, которые разъемно прикреплены к самой полоске.
[0019] В вариантах осуществления в соответствии с настоящим раскрытием по меньшей мере одна удлиненная полоска может быть растягивающейся. Например, полоска для утилизации может быть растягивающейся до такой степени, что она может быть обмотана вокруг впитывающего изделия.
[0020] В вариантах осуществления в соответствии с настоящим раскрытием по меньшей мере одна удлиненная полоска может представлять собой пояс, прикрепленный к впитывающему изделию, предусмотренный для удерживания изделия вокруг талии пользователя. По меньшей мере одна удлиненная полоска также может представлять собой крепежный язычок, прикрепленный к такому поясу.
[0021] Во втором аспекте, который может быть объединен с другими аспектами и вариантами осуществления, описанными в настоящей заявке, раскрытие обеспечивает способ изготовления впитывающего изделия, включающего многослойную структуру с впитывающим материалом, находящимся между по меньшей мере двумя слоями многослойной структуры, при этом способ включает стадии: (a) обеспечения слоя указанной многослойной структуры и по меньшей мере одной удлиненной полоски, где по меньшей мере первая часть и вторая часть каждой полоски изготовлены из заранее выбранного материала, который поддается деформации при воздействии источника энергии; (b) размещения каждой указанной по меньшей мере одной удлиненной полоски относительно указанного слоя, так что первая часть полоски перекрывается с соответствующим слоем; (c) прикрепления первой части каждой указанной по меньшей мере одной удлиненной полоски к указанному слою, тем самым создавая прикрепленную часть; (d) формирования крючков на второй части каждой указанной по меньшей мере одной удлиненной полоски, тем самым создавая крепежную часть, предусмотренную для разъемного сцепления с зоной посадки на впитывающем изделии. Указанные стадии прикрепления первой части и формирования крючков на второй части осуществляют одновременно путем деформации указанного заранее выбранного материала посредством указанного источника энергии.
[0022] В соответствии с настоящим раскрытием, сварной шов прикрепленной части и крючки крепежной части формируют одновременно путем деформации посредством одного и того же источника энергии. Следовательно, первая и вторая части изготовлены из заранее выбранных материалов, предпочтительно одного и того же материала так, чтобы они могли деформироваться посредством одного и того же источника энергии, такого как, например, тепло, ультразвуковые колебания, микроволны, инфракрасное излучение или другие. Таким образом, можно сформировать крючки на полоске и приварить полоску на многослойную структуру одновременно, то есть на одной и той же или, по существу, той же самой стадии технологической линии. Кроме того, можно избежать необходимости использовать адгезив для прикрепления полоски к слою. В вариантах осуществления дополнительную зону с крючками, т.е. дополнительную крепежную часть, или несколько зон с крючками, т.е. несколько крепежных частей, также можно получить на одной и той же стадии, т.е. сформировать одновременно как сварной шов прикрепленной части, так и крючки крепежной части путем деформации посредством одного и того же источника энергии.
[0023] В вариантах осуществления в соответствии с настоящим раскрытием по меньшей мере одна удлиненная полоска может включать полный слой указанного материала или может быть полностью изготовлена из указанного материала.
[0024] В вариантах осуществления в соответствии с настоящим раскрытием указанный материал может быть термопластичным материалом, и источник энергии может быть выбран из: тепла, ультразвуковых колебаний, микроволн, инфракрасного излучения.
[0025] В вариантах осуществления в соответствии с настоящим раскрытием могут быть сформированы дополнительные крючки на первой части путем деформации указанного заранее выбранного материала посредством указанного источника энергии, предпочтительно одновременно с формированием крючков на второй части.
[0026] В вариантах осуществления в соответствии с настоящим раскрытием способ может дополнительно включать стадию складывания указанной по меньшей мере одной удлиненной полоски.
Краткое описание чертежей
[0027] Настоящее раскрытие будет обсуждено более подробно далее со ссылкой на приложенные чертежи.
[0028] Фиг.1 показывает первый вариант осуществления удлиненной полоски и слоя многослойной структуры перед их прикреплением друг к другу.
[0029] Фиг.2 показывает первый вариант осуществления удлиненной полоски и слоя многослойной структуры после их прикрепления друг к другу.
[0030] Фиг.3 показывает первый вариант осуществления удлиненной полоски и слоя многослойной структуры после их прикрепления друг к другу и расположения полоски внахлест.
[0031] Фиг.4 показывает второй вариант осуществления удлиненной полоски и слоя многослойной структуры перед их прикреплением друг к другу.
[0032] Фиг.5 показывает второй вариант осуществления удлиненной полоски и слоя многослойной структуры после их прикрепления друг к другу.
[0033] Фиг.6 показывает второй вариант осуществления удлиненной полоски и слоя многослойной структуры после их прикрепления друг к другу и расположения полоски внахлест.
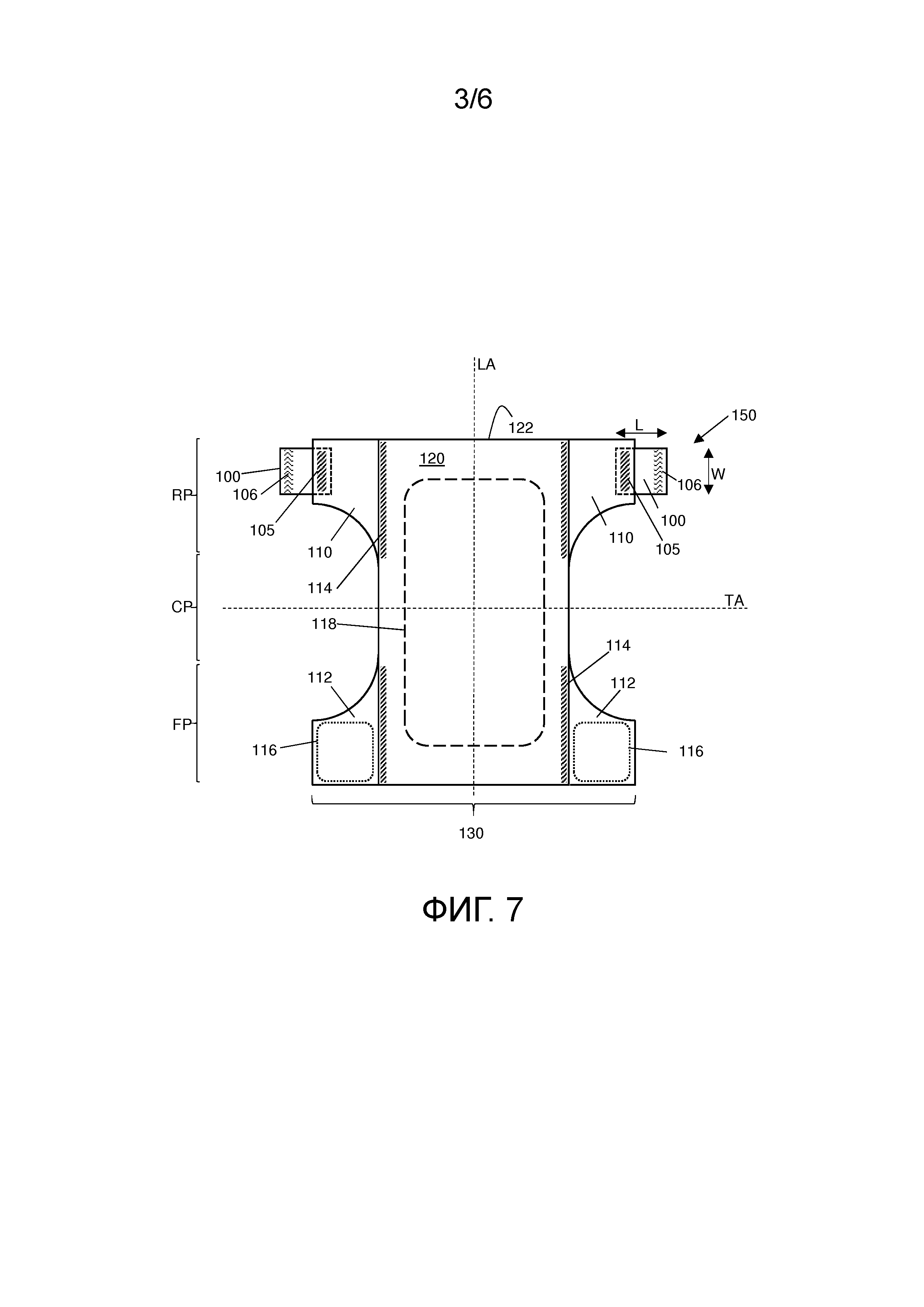
[0034] Фиг.7 показывает вид сверху впитывающего изделия в соответствии с настоящим раскрытием.
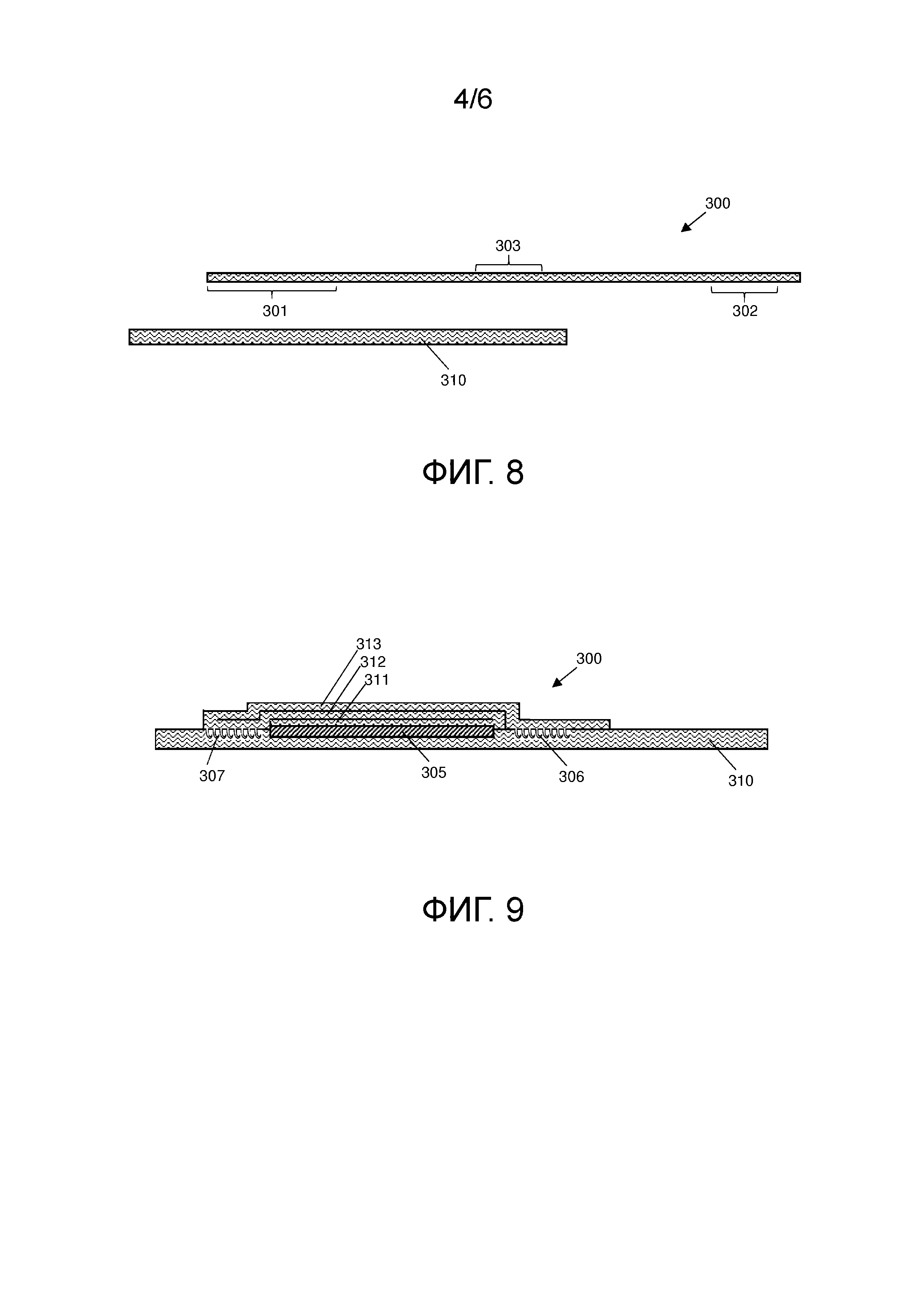
[0035] Фиг.8 показывает третий вариант осуществления удлиненной полоски и слоя многослойной структуры перед их прикреплением друг к другу.
[0036] Фиг.9 показывает третий вариант осуществления удлиненной полоски и слоя многослойной структуры после их прикрепления друг к другу и Z-образного сложения полоски.
[0037] Фиг.10 и 11 показывают варианты осуществления стадий изготовления в соответствии с настоящим раскрытием.
[0038] Фиг.12 показывает четвертый вариант осуществления удлиненной полоски и слоя многослойной структуры после их прикрепления друг к другу и расположения полоски внахлест.
[0039] Фиг.13A-B показывает пятый вариант осуществления удлиненной полоски и слоя многослойной структуры, прикрепленных друг к другу, причем полоска растягивается.
Описание вариантов осуществления
[0040] Настоящее раскрытие будет описано в отношении конкретных вариантов осуществления и со ссылкой на определенные чертежи, но раскрытие не ограничивается этим, а только формулой изобретения. Описанные чертежи являются только схематическими и не являются ограничивающими. На чертежах размер некоторых элементов может быть увеличен и не показан в масштабе в иллюстративных целях. Размеры и относительные размеры не обязательно соответствуют фактическим уменьшениям для осуществления на практике настоящего изобретения.
[0041] Кроме того, термины первый, второй, третий и т.п. в описании и в формуле изобретения используют для разграничения похожих элементов и необязательно для описания последовательного или хронологического порядка. Термины являются взаимозаменяемыми при соответствующих обстоятельствах, и варианты осуществления раскрытия могут работать в других последовательностях, отличных от описанных или проиллюстрированных в настоящей заявке.
[0042] Более того, термины верх, низ, над, под и подобные в описании и формуле изобретения используют в описательных целях и необязательно для описания взаимного расположения. Используемые таким образом термины являются взаимозаменяемыми при соответствующих обстоятельствах, и варианты осуществления раскрытия, описанные в настоящей заявке, могут работать в других ориентациях, отличных от описанных или проиллюстрированных в настоящей заявке.
[0043] Кроме того, различные варианты осуществления, хотя и указаны как “предпочтительные”, следует рассматривать как иллюстративные способы, в которых раскрытие может быть реализовано, а не как ограничивающие объем раскрытия.
[0044] Термин “включающий”, используемый в формуле изобретения, не должен интерпретироваться как ограниченный перечисленными после него элементами или стадиями; это не исключает другие элементы или стадии. Он должен интерпретироваться как указывающий на присутствие заявленных признаков, целых чисел, стадий или компонентов, как указано, но не исключает наличия или добавления одного или нескольких других признаков, целых чисел, стадий или компонентов или их групп. Таким образом, объем выражения “устройство, включающее A и B” не должен быть ограничен устройствами, состоящими только из компонентов А и В; скорее, что касается настоящего раскрытия, единственными перечисленными компонентами устройства являются А и В, и также должен истолковываться как включающий эквиваленты этих компонентов.
[0045] При использовании в настоящей заявке термин “крючки” предназначен для обозначения частей крючков или поверхностных выступов застежки типа крючок-петля, которые приспособлены для сцепления с зоной, включающей волокнистые петли, называемой зоной посадки. Крючки могут иметь любую форму. Предпочтительные примеры крючков включают булавки, например, прямые булавки, угловые булавки, изогнутые булавки, конические булавки, стержневые или многостержневые булавки, крючки, стержневые или многостержневые крючки, выступы в форме гриба, выступы в форме пальмы. Крючки могут иметь поперечное сечение любого типа, например, круглое, овальное, квадратное, прямоугольное, многоугольное. Крючки предпочтительно имеют твердый стержень. В пределах одной крепежной части все крючки могут иметь одинаковую форму. Альтернативно, одна крепежная часть может включать несколько различных форм крючков.
[0046] Для зоны посадки можно рассмотреть зону любого типа, которая способна сцепляться и предпочтительно способна разъемно сцепляться с поверхностными выступами. Зоной посадки может быть зона, прикрепленная к впитывающему изделию, например, одна или несколько зон посадки, прикрепленных к одной или нескольким боковым панелям впитывающего изделия, или накладка большего размера в передней части впитывающего изделия. Примеры включают петлевую накладку или нетканую, тканую или вязаную накладку, прикрепленную к впитывающему изделию, например, путем склеивания, плавления или сшивания. Альтернативно, материал части впитывающего изделия может действовать в качестве зоны посадки, например, часть или целое наружное покрытие впитывающего изделия или материал одной или нескольких боковых панелей. Например, если наружное покрытие или его часть, или боковые панели, включает нетканый материал.
[0047] Крепежные части, описанные в настоящей заявке, могут включать любое количество крючков, возможно расположенных рядами или зонами в пределах крепежной части. Кроме того, крепежные части могут иметь различную плотность. Под "плотностью" в настоящей заявке подразумевают количество крючков на единицу площади (квадратный дюйм или квадратный мм). Плотность крепежной части может влиять на гибкость и мягкость застежек типа крючок-и-петля. Например, область с более низкой плотностью обычно обеспечивает более высокую гибкость и мягкость материала. Однако, чтобы обеспечить определенную удерживающую силу между зацепляющими крючками и петлями, для зацепления должно быть доступно определенное количество крючков.
[0048] “Впитывающие изделия” в соответствии с настоящим раскрытием могут относиться к потребительским продуктам такого типа, которые абсорбируют и содержат экссудаты тела, и, более конкретно, относятся к продуктам, которые размещены на или близко к телу пользователя, чтобы абсорбировать и содержать различные экссудаты, выделяемые из организма. Впитывающие изделия включают, например, подгузники и гигиенические средства ухода за больными с недержанием. Подгузники включают, например, подгузники “все в одном”, подгузники-трусы и подгузники с поясом. Подгузники могут быть подгузниками для младенцев, маленьких детей или взрослых. Впитывающие изделия включают многослойную структуру с впитывающим материалом, находящимся между по меньшей мере двумя слоями указанной многослойной структуры. Например, впитывающий материал может быть частью впитывающей сердцевины, расположенной между слоями структуры, которая, например, может представлять собой проницаемый для жидкости верхний слой и непроницаемый для жидкости внешний слой. Впитывающее изделие может включать переднюю часть, заднюю часть и промежностную часть, простирающуюся между передней частью и задней частью. Предпочтительно, передняя часть и/или задняя часть включает поясную часть. Поясная часть предпочтительно является растягивающейся или эластичной.
[0049] Так называемые подгузники “все в одном” отличаются тем, что они включают крепежные язычки, с которыми соединяются передняя и задняя часть подгузника, когда подгузник располагают вокруг талии пользователя. Крепежные язычки могут быть прикреплены к многослойной структуре, которая включает впитывающий материал, находящийся между по меньшей мере двумя слоями указанной многослойной структуры.
[0050] Так называемые подгузники-трусы отличаются тем, что передняя и задняя часть подгузника соединены в области талии. Подгузники этого типа предназначены для того, чтобы их надевать на пользователя точно так же, как трусы, то есть натягивать на ноги пользователя. Соединение в области талии подгузников-трусов, как правило, может быть разорвано, чтобы снять подгузники-трусы с пользователя, так что нет необходимости стягивать брюки вниз через ноги и ступни пользователя, чтобы снять подгузник-трусы. Подгузники-трусы обычно включают эластичные участки как в области талии, так и вокруг отверстий для ног. Существуют также подгузники-трусы, которые можно расстегнуть и снова застегнуть при помощи средств повторного скрепления. Такие подгузники-трусы можно расстегнуть, например, для проверки содержимого изделия или для регулировки ширины изделия, и после этого снова застегнуть.
[0051] Так называемые подгузники с поясом характеризуются тем, что они содержат пояс, который ориентирован в поперечном направлении относительно впитывающей части подгузника и который скреплен как одно целое с каркасом, т.е. прикреплен к многослойной структуре, которая включает впитывающий материал, находящийся между по меньшей мере двумя слоями указанной многослойной структуры, или впитывающую часть. Пояс может иметь две части пояса, расположенные на любой стороне заднего конца или переднего конца каркаса или впитывающей части. При надевании подгузника с поясом, две части пояса предназначены для закрепления вокруг талии пользователя на первой стадии. Передний конец или задний конец впитывающей части подгузника с поясом свисают от пояса между ногами пользователя. Как только части пояса соединены вместе, впитывающая часть располагается между ногами пользователя и прикрепляется к поясу, причем пояс включает фиксирующие поверхности, предназначенные для приклеивания к фиксирующему элементу, расположенному на впитывающей части подгузника посредством его свободного поперечного края. Другой тип подгузника с поясом состоит из двух частей и содержит отдельный пояс и отдельную впитывающую структуру. При использовании пояс крепится вокруг талии пользователя, после чего впитывающая структура соединяется с внешней стороной пояса посредством элементов с крючками и петлями или ленточных элементов в углах впитывающей структуры.
[0052] Впитывающее изделие в соответствии с настоящим раскрытием может представлять собой одноразовое изделие или изделие многоразового пользования. Термин “одноразовое” используют для описания впитывающих изделий, которые, как правило, не предназначены для стирки или иного восстановления или повторного использования в качестве впитывающего изделия, например они предназначены для выбрасывания после однократного использования, и также могут быть сконфигурированы с возможностью быть переработанными, компостированными или иным образом утилизированным экологически безопасным способом.
[0053] Полоска для утилизации может быть предусмотрена на внешней стороне одноразового изделия и предназначена для наматывания вокруг изделия, чтобы обеспечить возможность размещения изделия в компактной форме с надежно удерживаемыми абсорбированными жидкостями. Полоска для утилизации как правило, имеет часть, которая прочно прикреплена к изделию, и часть, которая не является фиксированной и возможно растягивающейся для того, чтобы обматывать вокруг изделия.
[0054] В вариантах осуществления в соответствии с настоящим раскрытием впитывающая часть впитывающих изделий как правило, образована многослойной структурой, содержащей сердцевину из впитывающего материала. Сердцевина может быть расположена между верхним слоем и внешним слоем. Верхний слой является проницаемым для жидкости(ей), которая должна быть абсорбирована; внешний слой непроницаем для этих жидкостей. Дополнительные слои могут быть обеспечены между верхним слоем или внешним слоем и сердцевиной для улучшения абсорбции и/или удержания жидкостей. сердцевина может быть обернута, например, нетканым материалом, который может охватывать сердцевину.
[0055] В настоящей заявке описаны варианты осуществления впитывающих изделий, которые включают “боковые панели”, также прикрепленные к многослойной структуре. Боковые панели впитывающего изделия могут включать, например, полимерную пленку или фольгу, пленку или фольгу с покрытием, например, пленку или фольгу с полимерным покрытием, текстильную подложку, такую как тканая структура или нетканая подложка, или текстильную подложку с покрытием, например, текстильную структуру с полимерным покрытием. Боковая панель предпочтительно включает термопластичный материал. Примеры термопластичных материалов включают полиамид, полиолефин, такой как полипропилен и полиэтилен, полистирол, такой как стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-этилен-бутилен-стирол (SEBS), акрилонитрил-бутадиен-стирол (ABS), полиэфир, поликарбонат, поливинилхлорид (PVC); полиэфир, содержащий сложноэфирные группы; полиэфирамин, PLA, полимолочную кислоту (полиэфир), термопластичный крахмал, сложные эфиры целлюлозы, полигидроксиалканоаты (PHA), такие как поли-3-гидроксибутират (PHB), полигидроксивалерат (PHV), полигидроксигексаноат (PHH), и их смеси. Термопластичный материал может быть модифицирован или армирован, например, наполнителями, волокнами, антипиренами, красителями и т.д. Специалистам в данной области техники должно быть понятно, что боковая панель может включать несколько слоев, например, ламинированный материал, включающий два или три слоя.
[0056] В настоящей заявке описаны варианты осуществления впитывающих изделий, которые включают части, изготовленные из заранее выбранных материалов, которые поддаются деформации при воздействии источника энергии. Источник энергии используют для деформации этих частей, по меньшей мере, частично, для формирования сварного шва для прикрепления слоев, а также для формирования крючков застежки типа крючок-и-петля. Предпочтительными материалами являются термопластичные материалы, деформируемые при воздействии источника энергии, такого, как например, тепло, ультразвуковые колебания, микроволны, инфракрасное излучение или другие. Таким образом, возможно формировать крючки и сварной шов одновременно, то есть на одной и той же или, по существу, той же самой стадии технологической линии. Примеры предпочтительных термопластичных материалов включают полиамид, полиолефин, такой как полипропилен и полиэтилен, полистирол, такой как стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-этилен-бутилен-стирол (SEBS), акрилонитрил-бутадиен-стирол (ABS), полиэфир, поликарбонат, поливинилхлорид (PVC); полиэфир, содержащий сложноэфирные группы; полиэфирамин, PLA, полимолочную кислоту (полиэфир), термопластичный крахмал, сложные эфиры целлюлозы, полигидроксиалканоаты (PHA), такие как поли-3-гидроксибутират (PHB), полигидроксивалерат (PHV), полигидроксигексаноат (PHH), и их смеси. Термопластичный материал может быть модифицирован или армирован, например, наполнителями, волокнами, антипиренами, красителями и т.д.
[0057] Первый вариант осуществления раскрытия описан со ссылкой на Фиг.1-3.
[0058] Фиг.1 схематически представляет удлиненную полоску 100, которая может быть крепежным язычком подгузника. Крепежные язычки (см. Фиг.7) обычно имеют длину L от 40 до 75 мм и ширину W от 20 до 50 мм. Полоска 100 включает слой носителя 103, который несет первую часть 101 и вторую часть 102 заранее выбранного материала, предпочтительно одного и того же материала, деформируемого при воздействии источника энергии, в частности, ультразвуковых колебаний. Первую часть 101 используют для прикрепления к слою 110 многослойной структуры впитывающего изделия. Вторую часть 102 используют для формирования крючков и получения крепежной части 106 застежки типа крючок-и-петля.
[0059] Прикрепление и формирование крючков могут быть экономически эффективно осуществлены на одной стадии процесса с использованием одного и того же источника энергии и приводить к стадиям процесса, на которых избегают использования адгезива. Как показано на Фиг.1 стрелкой, полоска 100 надлежащим образом расположена на слое 110, после чего энергию используют для размягчения и деформации материала обеих частей 101, 102. Вариант осуществления такой стадии деформации описан ниже.
[0060] Результат после стадии деформации показан на Фиг.2. На участке 101 сварной шов 105 сформирован из деформированного материала (который также может включать в себя деформированный материал слоя 110). На участке 102 сформирована крепежная часть 106 с крючками.
[0061] Крепежная часть 106 и прикрепленная (приваренная) часть 105 находятся на расстоянии друг от друга. Они могут быть расположены, как показано, у или около противоположных концов удлиненной полоски 100. Предпочтительно, чтобы размеры были такими, чтобы полоску можно было загибать вокруг слоя 110 с крепежной частью 106, расположенной за сварным швом 105, таким образом, чтобы крепежная часть 106 могла разъемно прикрепляться к волокнистым петлям слоя 110 в области, которая не подвергалась сварке. Фиг.3 показывает результат после этой стадии складывания.
[0062] Стадии, описанные со ссылкой на Фиг.1-3, могут быть выполнены на слое 110 до, во время или после сборки многослойной структуры. Слой 110 может быть слоем многослойной структуры или слоем, который в свою очередь, прикреплен к многослойной структуре. Слой 110 может, например, быть внешним слоем многослойной структуры, боковой панелью, которая прикреплена к многослойной структуре, или поясом, который прикреплен к многослойной структуре.
[0063] Второй вариант осуществления раскрытия описан со ссылкой на Фиг.4-6.
[0064] Фиг.4 схематически представляет удлиненную полоску 200, которая может быть крепежным язычком подгузника. Полоска 200 включает ламинированный материал, состоящий из пленки 203 и нетканого слоя 204 заранее выбранного материала, деформируемого при воздействии источника энергии, например, ультразвуковых колебаний. Первую часть или зону 201 слоя 204 используют для прикрепления к слою 210 многослойной структуры впитывающего изделия путем формирования сварного шва 205. Вторую часть или зону 202 слоя 204 используют для формирования крючков и получения крепежной части 206 застежки типа крючок-и-петля. В этом варианте осуществления дополнительные крючки 207 также сформированы в первой части 201.
[0065] Формирование сварного шва 205 и крючков 206, 207 могут быть экономически эффективно осуществлены на одной стадии процесса с использованием одного и того же источника энергии и приводить к стадиям процесса, на которых избегают использования адгезива. Как показано на Фиг.4 стрелкой, полоску 200 надлежащим образом размещают на слое 210, после чего энергию используют для размягчения и деформации материала обеих частей 201, 202. Вариант осуществления такой стадии деформации описан ниже.
[0066] Результат после стадии деформации показан на Фиг.5. На участке 202 сформирована крепежная часть 206 с крючками. На участке 201 сварной шов 205 сформирован из деформированного материала (который также может включать в себя деформированный материал слоя 210), и крючки 207 формируют на этом сварном шве 205.
[0067] Крепежная часть 206 и прикрепленная (приваренная) часть 205 с дополнительными крючками 207 находятся на расстоянии друг от друга. Они могут быть расположены, как показано, у или около противоположных концов удлиненной полоски 200. Предпочтительно, чтобы размеры были такими, чтобы полоску можно было загибать вокруг слоя 210, с крепежной частью 206, расположенной за сварным швом 205 и дополнительными крючками 207, таким образом, чтобы крепежная часть 206 могла разъемно прикрепляться к волокнистым петлям слоя 210 в области, которая не подвергалась сварке и формированию крючков 207.
[0068] Фиг.6 показывает результат после этой стадии складывания. Обе части 206, 207 с крючками защищены загнутой полоской, а крючки 207 функционируют для обеспечения того, чтобы полоска удерживалась в этой сложенной конфигурации во время последующих стадий изготовления и использовалась до тех пор, пока пользователь намеренно не освободит полоску 200 от слоя 210.
[0069] Стадии, описанные со ссылкой на Фиг.4-6, могут быть выполнены на слое 210 до, во время или после сборки многослойной структуры. Слой 210 может быть слоем многослойной структуры или слоем, который в свою очередь, прикреплен к многослойной структуре. Слой 210 может, например, быть внешним слоем многослойной структуры, боковой панелью, которая прикреплена к многослойной структуре, или поясом, который прикреплен к многослойной структуре.
[0070] Фиг.7 схематически представляет вид сверху на вариант осуществления впитывающего изделия, такого как подгузник, с крепежными язычками согласно раскрытию. Подгузник 150 развернут и находится в плоском состоянии. Подгузник включает многослойную структуру 130, которая состоит из центральной части с (проницаемым) верхним слоем 120 и (непроницаемым) внешним слоем 122 на противоположных сторонах сердцевины 118 впитывающего материала. Другими словами, подгузник 150 включает впитывающую сердцевину 118, расположенную между проницаемым для жидкости верхним слоем 120 и непроницаемым для жидкости внешним слоем 122. Подгузник расположен вдоль продольной оси “LA” и поперечной оси “TA”, проходящей в перпендикулярном направлении по отношению к продольной оси, при этом указанное изделие включает переднюю часть “FP”, спинную или заднюю часть “RP” и промежностную часть «CP», простирающуюся между передней частью и задней частью. Подгузник имеет продольную центральную линию, проходящую вдоль продольной оси. Каждая из передней части и задней части имеют поясной край. Передняя часть предназначена для ориентации в направлении к животу пользователя во время использования изделия.
[0071] Предпочтительно, впитывающая сердцевина 118 расположена, по меньшей мере, в промежностной части “CP”. Впитывающая сердцевина, возможно, проходит в передней части “FP” и в задней части “RP”. Верхний слой 120 расположен на поверхности подгузника, то есть на той стороне, которая обращена к пользователю, тогда как внешний слой 122 расположен на обратной стороне изделия. Впитывающая структура, т.е. сердцевина 118, предназначена для поглощения экссудатов тела пользователя, чтобы обеспечить сухую и удобную посадку для пользователя.
[0072] Для впитывающего изделия могут использоваться различные типы материалов. Верхний слой расположен лицом к носителю впитывающего изделия при ношении. Верхний слой может быть образован из проницаемого для жидкости нетканого материала или пленки, которая изготовлена из термопластичных синтетических волокон. Верхний слой может быть достаточно проницаемым для жидкости, чтобы позволить выделяемым жидкостям организма проникать через толщину верхнего слоя. Кроме того, верхний слой может быть надлежащим образом изготовлен из материала, который совместим с кожей пользователя и является мягким на ощупь. Верхний слой может состоять из одного слоя или иметь слоистую структуру, содержащую множество слоев, например, два или более слоев. Слои могут быть изготовлены из одного и того же материала, или некоторые или все слои могут быть изготовлены из разных материалов.
[0073] Слой верхнего слоя или, в случае ламинированной структуры, один, несколько или все слои верхнего слоя могут быть изготовлены из одного материала или иметь множество частей, выполненных из разных материалов, например, в разных частях обращенной к пользователю поверхности верхнего слоя.
[0074] Слой верхнего слоя или, в случае ламинированной структуры, один, несколько или все слои верхнего слоя могут быть нетканым материалом, перфорированной пластиковой пленкой, пластиковой или текстильной сеткой или проницаемым для жидкости пенистым слоем.
[0075] Слой верхнего слоя или, в случае ламинированной структуры, один, несколько или все слои верхнего слоя могут быть, например, гидрофильным не перфорированным нетканым полотном из волокон, таких как натуральные волокна, например, хлопковые или целлюлозные волокна, синтетические волокна, например, полиэфирные или полипропиленовые волокна, или комбинация этих волокон.
[0076] Верхний слой может иметь основную массу в диапазоне 8-40 г/м2. Однако раскрытие не ограничено верхними слоями, имеющими только эту основную массу.
[0077] Внешний слой может состоять из непроницаемого для жидкости и воздухопроницаемого слоя, такого как полимерная пленка, например, пленка из полиэтилена или полипропилена. В соответствии с различными вариантами осуществления, материалы, которые можно использовать для внешнего слоя 122, включают тонкие и гибкие непроницаемые для жидкости пластиковые пленки или непроницаемые для жидкости нетканые материалы, непроницаемые для жидкости пены и непроницаемые для жидкости ламинированные материалы.
[0078] Внешний слой может быть образован одним слоем, но альтернативно может быть образован многослойной структурой, то есть ламинатом, в котором по меньшей мере один слой является непроницаемым для жидкости. Кроме того, внешний слой 122 может быть эластичным в любом направлении.
[0079] Кроме того, внешний слой может иметь слоистую структуру, содержащую барьерный слой для жидкости и нетканый слой, расположенные друг над другом (подробно на чертежах не показано), причем нетканый слой расположен на внешней обращенной от пользователя стороне впитывающего изделия при ношении.
[0080] Нетканый слой может быть изготовлен из термопластичного полимерного материала, волокон или филаментных нитей. Нетканый слой может быть сформирован с использованием множества различных способов, таких как способы формования методом скрепления прядением, воздушной сушки, плавления с раздувом или скрепления кардочесанного полотна. Нетканый слой может быть изготовлен из нетканого материала SMS (спанбонд/мелтблоун/спанбонд) или SS (спанбонд/спанбонд) из полипропиленовых или двухкомпонентных волокон полипропилена и полиэтилена или комбинации таких материалов.
[0081] Барьерный для жидкости лист может быть изготовлен из пластикового материала, например, из термопластичного пленочного материала и/или нетканого материала. Например, барьерный для жидкости лист может быть сформирован в виде пластикового слоя, например термопластичного слоя, или пластиковой пленки, например термопластичной пленки. Формирование барьерного листа для жидкости из пластикового материала, такого как термопластичный пленочный материал, обеспечивает особенно хорошую печатаемость барьерного листа для жидкости. Барьерный для жидкости лист также может содержать бумажные волокна.
[0082] Барьерный лист для жидкости может представлять собой непроницаемый для жидкости, воздухопроницаемый или воздухонепроницаемый слой. Барьерный лист для жидкости может состоять из одного слоя или иметь слоистую структуру с множеством слоев, например, двумя или более слоями, тремя или более слоями или четырьмя или более слоями. Слои барьерного листа для жидкости могут быть ламинированы, связаны или прикреплены друг к другу, например, при помощи термо- и/или механического связывания, такого как термосваривание, ультразвукового связывания, такого как ультразвуковая сварка, адгезива или адгезивов, сшивания или подобного.
[0083] Барьерный лист для жидкости может быть воздухопроницаемой микропористой пленкой. Микропористая пленка может быть изготовлена из материала, включающего по меньшей мере два основных компонента, а именно термопластичный эластомерный полиолефиновый полимер и наполнитель. Эти компоненты и, в некоторых вариантах осуществления, другие дополнительные компоненты можно смешать вместе, нагреть и затем экструдировать в виде однослойной или многослойной пленки с использованием любого из различных способов получения пленки, таких как литье с тиснением, холодное и плоское литье и способы экструзии с раздувом.
[0084] Кроме того, впитывающая сердцевина предусмотрена между верхним слоем и внешним слоем для поглощения жидкости, такой как моча или другие физиологические жидкости, которая проходит через верхний слой. Впитывающая сердцевина может быть изготовлена только из одного слоя, изготовленного из любого подходящего впитывающего или поглощающего жидкость материала, такого как один или несколько слоев распушенной целлюлозной массы, пены, волокнистой ваты или т.п.
[0085] Впитывающая сердцевина может включать подходящие количества супервпитывающих частиц. Такой супервпитывающий материал хорошо известен в области впитывающих изделий и состоит из набухающего в воде и нерастворимого в воде материала, который способен поглощать большие количества жидкости при образовании гидрогеля. Впитывающая сердцевина может содержать супервпитывающий материал в форме волокон или частиц впитывающего полимерного материала. Например, супервпитывающий материал может представлять собой поверхностно сшитые частично нейтрализованные полиакрилаты. Кроме того, покрытие сердцевины может окружать сердцевину и может быть изготовлено из нетканого материала с основной массой 5-20 г/м2.
[0086] Супервпитывающий материал, например, супервпитывающие волокна или частицы, может быть смешан с другим впитывающим или поглощающим жидкость материалом или материалами, такими как распушенная целлюлоза, и/или размещен в карманах или слоях в впитывающей сердцевине.
[0087] Впитывающая сердцевина может дополнительно включать компоненты для улучшения свойств впитывающей сердцевины. Например, впитывающая сердцевина может включать связующее или связующие, такие как связующие волокна.
[0088] Кроме того, как известно специалисту в данной области, различные слои впитывающего изделия могут быть прикреплены посредством адгезивного материала.
[0089] Один или несколько дополнительных слоев могут быть предусмотрены в впитывающем изделии. Например, принимающий слой может быть расположен между впитывающей сердцевиной и верхним слоем. Такой дополнительный слой может быть, например, в форме слоя суховоздушного формования, гидросплетенного слоя, высокоэластичного материала, пены или любого другого типа слоя материала, который можно использовать в впитывающем изделии для действия в качестве слоя для сбора и абсорбции жидкости. Принимающий слой выполнен с возможностью быстрого приема и временного накопления выделяемой жидкости до того, как она будет поглощена впитывающей сердцевиной. Такой принимающий слой может состоять, например, из нетканого материала суховоздушного формования, нетканого гидросплетенного материала, нетканого высокоэластичного материала или вспененных материалов. Нетканый материал суховоздушного формования может быть изготовлен из распушенной целлюлозы, и в этом случае распушенные волокна рассеиваются в быстро движущийся воздушный поток и уплотняются на подвижном сите посредством давления и вакуума.
[0090] В варианте осуществления согласно фиг.7, первая и вторая боковые панели 110, 112 прикреплены к продольным краям центральной части посредством сварных швов 114 и, таким образом, образуют часть многослойной структуры 130. Первые боковые панели 110 расположены на задней части корпуса RP подгузника и снабжены крепежными язычками 100 в соответствии с вариантом осуществления согласно фиг.1-3, здесь прикреплены к задней стороне панелей 110 (т.е. внешней стороне подгузника 150), но крепежные язычки 100 также могут быть прикреплены к передней стороне или другому слою. Вторые боковые панели 112 расположены на передней части корпуса FP подгузника. Задние стороны вторых боковых панелей 112, т.е. внешняя сторона, которая обращена от пользователя во время использования, обеспечивают зоны посадки 116 для крепежных частей 106 крепежных язычков 100. На Фиг.7 полоски 100 показаны в свободном положении, т.е. высвобождены и развернуты пользователем перед использованием. В упакованном состоянии, т.е. как изделие продается, полоски 100 обычно находятся в сложенном положении, как показано на Фиг.3. Вместо отдельных боковых панелей, и верхний слой и внешний слой могут продолжаться в боковом направлении снаружи впитывающей сердцевины вдоль периметра впитывающего изделия и образовывать боковые панели.
[0091] Третий вариант осуществления раскрытия описан со ссылкой на Фиг.8-9, где удлиненная полоска 300 представляет собой полоску для утилизации, прикрепленную к внешнему слою многослойной структуры и предназначенную для обматывания вокруг впитывающего изделия. Полоска для утилизации обычно имеет длину от 60 до 72 мм в сложенной гармошкой конфигурации. В развернутом виде общая длина полоски для утилизации может составлять от 100 до 200 мм. Ширина полоски для утилизации обычно составляет от 10 до 20 мм. Полоски для утилизации обычно прикреплены к внешнему слою подгузника, например, в середине задней части корпуса, и ориентированы в продольном направлении подгузника, но очевидно, что полоска для утилизации может быть прикреплена в других частях на изделии.
[0092] Фиг.8 показывает полоску 300 до ее прикрепления к слою 310, который может быть внешним слоем изделия. Полоска образована одним слоем нетканого материала. На полоске определены три зоны: первая зона или часть 301 на одном конце для формирования сварного шва 305 для постоянной фиксации к слою 310, вторая зона или часть 302 для формирования крючков крепежной части 306, и третья зона 303 на противоположной стороне полоски для формирования дополнительных крючков 307. Сварной шов 305 и крепежная часть 306 могут быть сформированы одновременно таким же образом, как описано для других вариантов осуществления, описанных в настоящей заявке. Дополнительные крючки 307 могут быть сформированы на предыдущем или последующем этапе. Если для создания крючков 306, 307 и/или сварного шва 305 требуется больше материала, один слой может быть сложен в этих зонах для создания нескольких слоев материала.
[0093] Фиг.9 показывает полоску 300 после прикрепления к слою 310 и после Z-образного сложения. Нижний слой 311 Z-образно сложенной полоски 300 включает прикрепленную часть, которая прикреплена к наружному слою 310 при помощи сварного шва 305. Средний слой 312 лежит сверху нижнего слоя и включает часть с крючками 307, которая выходит за пределы нижнего слоя и разъемно прикрепляется к наружному слою 310 впитывающего изделия. Верхний слой лежит 313 поверх среднего слоя и включает крепежную часть 306, которая выходит за пределы нижнего и среднего слоев и разъемно прикрепляется к наружному слою 310 впитывающего изделия.
[0094] При использовании, когда пользователь хочет избавиться от изделия, пользователь тянет полоску 300 за конец с крепежной частью 306, чтобы отцепить ее крючки от наружного слоя 310 и развернуть полоску, тем самым также отцепляя крючки 307 от наружного слоя 310. Затем развернутую полоску можно обернуть вокруг изделия и крепежную часть 306 затем прикрепить к другой области или зоне посадки на изделии.
[0095] В альтернативных вариантах осуществления слои Z-образно сложенной полоски для утилизации могут быть склеены друг с другом, например при помощи адгезива между нижним и средним слоем и между средним и верхним слоем, или как результат того, что материал слоев является самоклеящимся.
[0096] В альтернативных вариантах осуществления удлиненная полоска может представлять собой пояс, прикрепленный к впитывающему изделию, например к внешнему слою, и предусмотренный для удерживания изделия вокруг талии пользователя, т.е. изделие в этом случае является, например, подгузником с поясом. Подгузник с поясом, имеющий пояс, может иметь две части пояса, то есть два пояса, проходящих с обеих сторон заднего конца или переднего конца каркаса или впитывающей части. При надевании подгузника с поясом две части пояса, т.е. два пояса, предназначены для закрепления вокруг талии пользователя на первой стадии. Передний конец или задний конец впитывающей части подгузника с поясом свободно свисают от пояса между ногами пользователя. После соединения частей пояса вместе впитывающую часть направляют между ногами пользователя и прикрепляют к поясу, при этом пояс включает фиксирующие поверхности, предназначенные для приклеивания к фиксирующему элементу, расположенному на впитывающей части подгузника, посредством их свободного поперечного края. Для такого впитывающего изделия, которое включает две части пояса, только одна из частей пояса может включать крепежную часть, чтобы закрепить пояса вместе, когда они перекрываются во время использования. Альтернативно, оба пояса могут иметь крепежные части в противоположных направлениях, чтобы крепежная часть на первом поясе прикреплялась к второму поясу, а крепежная часть второго пояса прикреплялась к первому поясу, когда они перекрываются друг с другом во время использования.
[0097] В дополнительном альтернативном варианте осуществления по меньшей мере одна удлиненная полоска также может быть одним или несколькими крепежными язычками, прикрепленными к такому поясу. Вариант осуществления согласно Фиг.4-6, например, подходит для получения такой конструкции, где слой 210 представляет собой пояс с крепежным язычком 200 на одном конце, предназначенный для прикрепления ко второму поясу. При использовании обе части с крючками 206 и 207 могут использоваться для зацепления второго пояса.
[0098] В вариантах осуществления в соответствии с настоящим раскрытием по меньшей мере одна удлиненная полоска, например, крепежные язычки или полоски для утилизации, как описано выше, может быть растягивающейся, т.е. эластичной. Например, полоска для утилизации может быть растягивающейся до такой степени, что она может обматываться вокруг впитывающего изделия, например, растягиваться до 50-300%.
[0099] Фиг.10 и 11 показывают варианты осуществления стадий способа изготовления впитывающих изделий, описанных в настоящей заявке, в частности, стадий прикрепления первой части 201 удлиненной полоски 200 к слою 210 многослойной структуры и формирования крючков на второй части 202 удлиненной полоски. Эти стадии прикрепления первой части и формирования крючков на второй части могут осуществляться одновременно путем деформации заранее выбранного материала посредством одного и того же источника энергии. На Фиг.10 и 11 показана полоска в соответствии с Фиг.4-6, но стадии также могут применяться для других удлиненных полосок, описанных в настоящей заявке.
[00100] В вариантах осуществления согласно фиг.10 и 11 в качестве источника энергии используют ультразвуковые колебания. Процесс формирования поверхностных выступов с использованием ультразвуковой энергии известен из WO 2010/085492 A1 и US 6746434 B2. В этих документах этот процесс одновременно используют для формирования сварного шва. С этой целью полоска 200 и слой 210 располагаются между опорой 500, 600 и ультразвуковым рогом 400. Опора 500, 600 (показана в поперечном сечении на Фиг.10 и 11) может быть вращающейся опорой, которая имеет две круглые выступающие части.
[00101] В варианте осуществления согласно фиг.10 первый круглый выступ 510 имеет плоскую верхнюю сторону. Второй круглый выступ 520 имеет углубления на своей верхней стороне, сформованные для формирования крючков. Первая часть 201 и слой 210 расположены сверху первого круглого выступа и вместе свариваются путем приложения ультразвуковой энергии, т.е. материал первой части 201 слоя 204 здесь деформируется с образованием сварного шва 205. Вторая часть 202 расположена сверху второго круглого выступа 520 и деформируется под воздействием ультразвуковой энергии в крепежную часть с крючками 206. Правильное положение может быть проверено, например, при помощи системы визуального контроля.
[00102] В варианте осуществления согласно Фиг.11 опора 600 также имеет два круглых выступа 610, 620. В этом варианте осуществления первый круглый выступ 610 также имеет углубления на своей верхней стороне, сформованные для формирования крючков. При этом, первую часть 201 и слой 210 не только сваривают вместе, но одновременно также формируют крючки 207 в области сварного шва 205 (см. Фиг.5).
[00103] В качестве альтернативы, ультразвуковой рог 400 может иметь углубления, например для формирования крючков в другом направлении (т.е. на верхней стороне полоски в ориентации, показанной на Фиг.10 и 11) или в двух разных направлениях (т.е. на обеих сторонах полоски).
[00104] Фиг.12 показывает вариант, альтернативный варианту осуществления согласно фиг.1-3, где полоска 700 выполнена из одного слоя 703 заранее выбранного материала. Крепежная часть 706 и сварной шов 705 формируются путем деформации зон 702 и 701 этого слоя 703. Если для создания поверхностных выступов в зоне 702 и/или сварного шва в зоне 701 требуется больше материала, единственный слой 703 можно сложить в зонах 701, 702 для создания нескольких слоев материала. В этом варианте осуществления полоску 700 приваривают к той же поверхности слоя 710 многослойной структуры, на которой полоска складывается и разъемно прикрепляется при помощи крепежной части 706.
[00105] Фиг.13A-B показывает вариант, альтернативный варианту осуществления согласно фиг.7-8, где полоска 800 является растягивающейся, например, растягивающейся полоской для утилизации. Полоска включает слой заранее определенного деформируемого материала. Крепежная часть 806 и сварной шов 805 формируются путем деформации зон 802 и 801 этого слоя. Зона растяжения 803 обеспечивается между крепежной частью 806 и прикрепленной частью 805. Фиг.13A показывает полоску с крепежной частью 806, разъемно прикрепленной к слою 810 многослойной структуры; Фиг.13B показывает полоску, где крепежная часть 806 отцеплена и полоска растянута, например, для обматывания ее вокруг изделия.
Реферат
Впитывающее изделие, включающее многослойную структуру с впитывающим материалом, находящимся между по меньшей мере двумя слоями указанной многослойной структуры, такое как, например, подгузник, и по меньшей мере одну удлиненную полоску. Каждая удлиненная полоска включает прикрепленную часть, посредством которой полоска прочно прикреплена к по меньшей мере одному слою многослойной структуры, и крепежную часть с крючками, предусмотренными для разъемного сцепления с зоной посадки на впитывающем изделии. По меньшей мере, прикрепленная часть и крепежная часть каждой полоски изготовлены из заранее выбранного материала, который поддается деформации при воздействии источника энергии. Прикрепленная часть включает сварной шов, и сварной шов прикрепленной части и крючки крепежной части представляют собой образованные как единое целое деформации указанного заранее выбранного материала. Способ изготовления такого изделия, где сварной шов и крючки формируют одновременно. 2 н. и 16 з.п. ф-лы, 14 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления адсорбирующего одноразового подгузника
Комментарии