Способ и устройство для гальванизации объектов - RU2321675C2
Код документа: RU2321675C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для гальванизации объектов, в частности гальванизации металлических объектов.
Уровень техники
Известно множество технологий защиты стальных конструкций от коррозии. Одна известная технология предусматривает гальванизацию с погружением в расплав, в ходе которой тонкий слой цинка наносят на поверхность объекта. Нанесенный слой цинка обеспечивает катодную защиту объекта, то есть при коррозии цинк расходуется и, таким образом, обеспечивается защита расположенного под ним металла. Продукты коррозии цинка, кроме того, заполняют возможные повреждения, такие как царапины и т.п., благодаря чему обеспечивается дополнительная защита.
Цинк может быть нанесен на объект электрохимически, с использованием способа, известного как электролитическая гальванизация. Кроме того, цинк может быть нанесен на металлический объект способом напыления цинка на поверхность объекта с использованием пульверизатора (распыляющего цинк), после измельчения цинка в барабане (шерардизация), или способом нанесения цинка на объект в виде краски (называемым способом окраски цинковой пылью или холодной гальванизации). Другой способ нанесения цинка на металл представляет собой термическую гальванизацию, при которой обрабатываемый объект погружают в жидкий цинк, находящийся в цинковой ванне при температуре от 445°С до 465°С.
При термической гальванизации обрабатываемый объект подвергают предварительной обработке, при которой с поверхности объекта удаляют грязь, масла и жировые остатки. В ходе предварительной обработки объект затем погружают в ванну с разбавленным раствором соляной кислоты и протравляют в нем для удаления ржавчины и валковой окалины. После этого следует обработка "флюсом", при которой обрабатываемый объект помещают в ванну с флюсом, например хлористым цинком-аммонием, с тем чтобы позже получить хорошую адгезию цинка со сталью. Если флюс вначале наносят и затем высушивают, такой способ известен как сухая гальванизация. При влажной гальванизации флюс распределяют над поверхностью цинковой ванны и сталь пропускают через него. После обработки на поверхности стали образуется компоновка из слоев сплава цинк/железо. После такой предварительной обработки объект погружают в соответствии с известным способом на несколько минут в цинковую ванну, где жидкий цинк соединяется со сталью по всей ее поверхности и поэтому также внутри возможных полых структур объекта. Во время погружения формируется множество (гамма, дельта и эта) слоев сплава в результате реакции цинка с металлом, в то время как слой чистого цинка формируется, когда объект вынимают из цинковой ванны.
Известные способы имеют множество недостатков. Во-первых, использование химических ванн, таких как ванны с соляной кислотой, в качестве предварительной обработки стали оказывают отрицательное воздействие на окружающую среду. Кроме того, необходимость подачи соляной кислоты и выпуска (загрязненной) соляной кислоты связана с существенными затратами.
Известный способ, кроме того, включает множество трудоемких и относительно дорогостоящих этапов, таких как помещение стали в обезжиривающие ванны, протравливающие ванны и, возможно, ванны удаления цинкового покрытия в случае восстановления стали, гальванизированной ранее. Соляная кислота, кроме того, только удаляет валковую окалину с объекта, в то время как другие примеси остаются на поверхности объекта. В результате требуется применение дополнительных этапов обработки.
Другой недостаток известного способа и устройства состоит в использовании соляной кислоты, в результате воздействия которой повышается хрупкость обработанного металла. Последующая гальванизация хрупкого металла приводит к получению менее гладкой поверхности, что отрицательно влияет на внешний вид продукта после гальванизации.
Из американского патента US 5666714 известен способ гальванизации стальных компонентов. Компоненты вначале подвергают дробеструйной обработке и затем формуют и/или сваривают с получением объекта. Сформованный и/или сваренный в результате объект подвергается помимо прочего обработке флюсом и обработке гальванизацией. Недостаток известного способа состоит в том, что уже изготовленные и/или ранее использовавшиеся объекты вначале необходимо разбирать на отдельные детали для обеспечения возможности предварительной обработки компонентов.
Краткое описание изобретения
Настоящее изобретение направлено на устранение вышеуказанных недостатков и обеспечение улучшенного способа, системы и устройства обработки объектов с нанесением защитного материала.
Другая цель настоящего изобретения состоит в получении предпочтительного устройства, с помощью которого можно производить предварительную обработку предназначенных для гальванизации объектов.
В соответствии с первым аспектом настоящего изобретения предложен способ термической гальванизации объектов, в частности металлических объектов, содержащий следующие этапы:
- предварительная обработка обрабатываемого объекта, включая удаление поверхностного слоя объекта;
- помещение предварительно обработанного объекта в ванну с флюсом для обработки объекта флюсом;
- помещение объекта, обработанного флюсом, в цинковую ванну для проведения реакции материала объекта с цинком и нанесения слоя цинкового покрытия на объект, в котором этап предварительной обработки содержит струйную очистку объекта частицами для удаления, по меньшей мере, поверхностного слоя. В соответствии с этим аспектом изобретения этапы предварительной обработки, используемые в случае необходимости для удаления остатков цинкового покрытия, обезжиривания, обработки соляной кислотой и промывки водой и т.п., таким образом, можно заменять одним этапом, то есть этапом дробеструйной обработки объекта. В этом случае с поверхности объекта удаляется не только валковая окалина, но также возможно, в случае необходимости, удалить множество слоев материала объекта, таких как кремнистый слой. Это позволяет получить более чистую поверхность объекта, для гальванизации которой требуется меньшее количество цинка. Обработанный таким образом объект в дальнейшем более пригоден для нанесения на него покрытия. Внешний вид объекта после дробеструйной обработки и после гальванизации, проведенной таким образом также получается более привлекательным.
Способ в соответствии с настоящим изобретением, кроме того, можно непосредственно применять для нанесения покрытия на ранее изготовленные объекты и/или даже на объекты, уже бывшие в употреблении. Такие объекты можно обрабатывать непосредственно без дополнительных этапов, таких как этапы разборки и т.п.
Было определено, что частицы или зерна со средним диаметром от 0,25 до 1,6 мм, изготовленные из стали с низким содержанием углерода, в особенности пригодны для дробеструйной обработки объектов. Частицы имеют низкое содержание углерода, предпочтительно меньше 18 мас.%, поскольку при высоком содержании углерода на объект наносится слишком толстый слой цинка, и повышается степень формирования твердого цинка. Предпочтительно используют смесь, состоящую по существу на 40% из частиц со средним размером 0,6-1,0 мм и на 60% из частиц со средним размером 0,8-1,3 мм. Это позволяет обеспечить оптимальное соотношение между ударовязкостью, минимальным расходом частиц и максимальным эффектом. В ходе обработки также возникает значительный эффект рикошета/отскока, что повышает эффективность дробеструйной обработки, и в частности, обработки относительно труднодоступных деталей объекта.
Предпочтительно между этапом дробеструйной обработки и этапом обработки флюсом объект обдувают для очистки воздухом и/или промывают путем разбрызгивания жидкости. Жидкость представляет собой воду, к которой предпочтительно добавлены химические добавки для улучшения объекта промывки жидкостью.
После этапа гальванизации на объект направляют воздух для сдувания капелек цинка с объекта обратно в цинковую ванну.
Считается известным погружение объекта для обработки в ванну с последующим его неподвижным удержанием в ванне в течение нескольких минут и последующим извлечением его из ванны. После этого наступает очередь следующего объекта. Однако в соответствии с другим предпочтительным вариантом выполнения настоящего изобретения вышеуказанный этап помещения объекта в, по меньшей мере, одну ванну содержит перемещение объекта через эту ванну. Это означает, что можно обеспечить непрерывное или, по существу, без перерывов перемещение объектов друг за другом через ванну. Такой подход не только позволяет использовать устройство в соответствии с аспектом настоящего изобретения, которое будет описано ниже, но также влияет на химические процессы, происходящие во время гальванизации. Помещение или погружение объектов в ванну отрицательно влияет на происходящие химические процессы. При перемещении объектов через ванну формируется меньше зольных остатков и, в частности, меньше паров. Кроме того, при этом меньше вероятность нежелательного формирования твердых кристаллов железа/цинка.
Объект предпочтительно перемещают через ванну, практически с постоянной скоростью, для получения равномерной и насколько возможно постоянной гальванизации объекта.
В соответствии со вторым аспектом настоящего изобретения предложено устройство для дробеструйной обработки объектов, в частности металлических объектов, содержащее:
- корпус, содержащий, по меньшей мере, входное отверстие и выходное отверстие для подачи объектов для дробеструйной обработки и соответственно выхода их из него;
- средство перемещения, предназначенное для перемещения объектов для дробеструйной обработки по пути через корпус от входного отверстия до выходного отверстия;
- устройства дробеструйной обработки, расположенные с обеих сторон вдоль пути внутри корпуса и ориентированные по-разному по отношению к корпусу, и которые направляют потоки частиц на объект по множеству заданных углов обработки для удаления поверхностного слоя объекта, по существу, со всей его поверхности. Устройства дробеструйной обработки поэтому направляют частицы одновременно, по меньшей мере, на переднюю и на заднюю часть объекта, под различными углами, так, что частицы ударяют о всю поверхность объекта. В наиболее рекомендованном в данный момент варианте выполнения восемь устройств дробеструйной обработки установлены и направлены так, что обеспечивается обработка всех обрабатываемых деталей объекта.
Система может содержать средство сушки объектов, средство охлаждения объектов и/или средство полировки объектов.
Предпочтительно между средством дробеструйной обработки и ванной обработки флюсом установлено средство очистки, предназначенное для обдувки объектов для очистки их воздухом и/или удаления с объекта остатков материала с использованием жидкости, при этом имеется средство сбора, предназначенное для сбора смеси остатков материала и воздуха и/или жидкости, средство для отделения остатков материала и средство для подачи воздуха и/или жидкости обратно в средство очистки.
В предпочтительном варианте выполнения настоящего изобретения средство перемещения содержит:
- подвесной рельс, проходящий вдоль пути,
- один или несколько элементов подвески, которые могут быть закреплены на рельсе и на которых могут быть подвешены перемещаемые объекты;
- средство привода, предназначенное для перемещения элементов подвески вдоль рельса;
- первый направляющий элемент, установленный с первой стороны вдоль пути перемещения;
- второй направляющий элемент, установленный с противоположной стороны вдоль пути перемещения,
в котором взаимное расстояние между первым и вторым направляющими элементами регулируют в соответствии с размерами объекта. Указанное расстояние между направляющими регулируют так, что оно максимум на 30 см, предпочтительно максимум на 10 см больше, чем соответствующий размер объекта.
В частности, в предпочтительном варианте выполнения элемент подвески находится в контакте с верхней стороной объекта, и направляющие элементы устанавливают так, что они ограничивают поперечное перемещение нижней стороны объекта. Направляющее средство обеспечивает правильную вертикальную ориентацию объектов несмотря на значительные силы, прикладываемые к объектам со стороны устройств дробеструйной обработки, в результате действия которых объекты могли бы сместиться в наклонное положение. Это обеспечивает равномерное удаление поверхностного слоя объектов. Использование балки (предпочтительно в форме подвесного рельса), вдоль которой объекты непрерывно перемещают в ходе процесса обработки (процесса гальванизации), кроме того, позволяет обеспечить полную или, по меньшей мере, большую степень автоматизации процесса. Это позволяет достичь лучшего управления различными этапами процесса и обеспечить возможность использовать меньше персонала.
В другом предпочтительном варианте выполнения используется устройство для дробеструйной обработки объектов с различными размерами и формами. Этот вариант выполнения позволяет устанавливать направляющие элементы на различных расстояниях между ними, в зависимости от размеров объекта. В случае относительно крупных объектов или объектов с выступающими деталями используют большое расстояние между направляющими элементами, в то время как в случае относительно малых объектов расстояние между направляющими элементами может быть малым.
В другом предпочтительном варианте выполнения размеры входного и выходного отверстий можно регулировать. В случае крупных объектов необходимо использовать относительно большие отверстия, в то время как относительно малые отверстия будут достаточными для малых объектов. Возможность получения более крупных и малых отверстий обеспечивается путем установки на корпусе множества дверок, сдвигаемых по отношению друг к другу. Входное отверстие формируется, например, из двух сдвигаемых дверок, между которыми образуется отверстие. Отверстие выбирают такого размера, что соответствующий объект может тесно проходить через него в корпус или выходить из корпуса. Это ограничивает количество стальных частиц, вылетающих за пределы корпуса при дробеструйной обработке, что улучшает обработку объекта. Частицы, вылетающие из корпуса (камеры дробеструйной обработки), могут попадать в ванну обработки флюсом или в цинковую ванну, что отрицательно влияет на процесс обработки флюсом или процесс гальванизации.
Система может содержать множество, предпочтительно четыре, устройств дробеструйной обработки, установленных по одной стороне пути, и множество, предпочтительно четыре, устройств дробеструйной обработки, установленных на противоположной стороне пути.
Дополнительный предпочтительный вариант выполнения содержит средство первого детектирования, установленное рядом с входным отверстием, с помощью которого могут быть определены размеры следующего объекта для дробеструйной обработки, а также средство управления, которое соединено со средством детектирования и с помощью которого можно устанавливать размер входного отверстия и выходного отверстия в зависимости от определенного размера объекта. Таким образом, может быть реализована автоматическая регулировка размеров входного и/или выходного отверстий.
Другой предпочтительный вариант выполнения содержит второе средство детектирования, предназначенное для детектирования наличия объекта, подвешенного на элементах подвески, вместе со средством управления, предназначенным для управления средством привода подвесного рельса и, по меньшей мере, устройствами дробеструйной обработки для прерывания привода элемента подвески и работы устройств дробеструйной обработки с заданной временной задержкой. Когда, например, один или несколько детекторов определяют, что на подаваемых элементах подвески больше нет объектов для обработки, средство управления может определить момент, когда процесс дробеструйной обработки должен быть закончен, с учетом известной скорости перемещения элементов подвески. Кроме того, также возможно определять момент полной обработки последнего объекта. В этот момент привод подвесного рельса также останавливается.
В соответствии с третьим аспектом настоящего изобретения предложена система для термической гальванизации объектов, в частности металлических объектов, содержащая подвесной рельс с установленными на нем элементами подвески, на которые могут быть подвешены один или несколько обрабатываемых объектов, а также средство привода, предназначенное для перемещения элементов подвески вдоль подвесного рельса, в котором вдоль подвесного рельса, по меньшей мере, установлены: устройства дробеструйной обработки, предназначенные для направления одного или нескольких потоков частиц на объект, перемещаемый вдоль них, с целью удаления, по меньшей мере, поверхностного слоя объекта; ванна обработки флюсом, предназначенная для обработки флюсом объекта, перемещаемого через ванну; и ванна гальванизации, предназначенная для термической гальванизации объекта, перемещаемого через ванну. Дробеструйная обработка объектов, используемая вместо этапов обезжиривания, обработки соляной кислотой и промывки водой, обеспечивает вышеописанные преимущества. Кроме того, подвесной рельс, вдоль которого непрерывно перемещаются объекты во время процесса гальванизации, позволяет полностью или, по меньшей мере, в значительной степени автоматизировать процесс гальванизации. Это позволяет обеспечить лучшее управление различными этапами процесса, в результате чего требуется использовать до 80% меньше персонала.
В соответствии с предпочтительным вариантом выполнения подвесной рельс содержит, по меньшей мере, один участок снижения и, по меньшей мере, один участок подъема, предназначенные для соответствующего перемещения объектов вниз в ванну и вверх из ванны. В результате становится возможной, по существу, постоянная обработка объектов в ванне обработки флюсом и/или в цинковой ванне при использовании относительно простой конструкции.
В соответствии с другим аспектом настоящего изобретения элемент подвески предпочтительно содержит вышеуказанный элемент подвески, который изготовлен из такого сплава, что на поверхности элемента, по существу, не происходит поглощение цинка или прилипание цинка. В противном случае, когда элемент подвески проходит через цинковую ванну, цинк мог бы оставаться на поверхности элемента подвески. При обработке следующего объекта это могло бы привести к взрывам, в частности во время дробеструйной обработки этого объекта, которые могли бы составить опасность для персонала и повредить механизмы. Взрыв может произойти в системе, когда остатки цинка смешиваются со стальными зернами, имеющими другой состав (содержащими другие металлы).
Другие преимущества, свойства и детали настоящего изобретения будут очевидны из следующего описания предпочтительных вариантов его выполнения.
Краткое описание чертежей
В описании делается ссылка на прилагаемые чертежи, на которых:
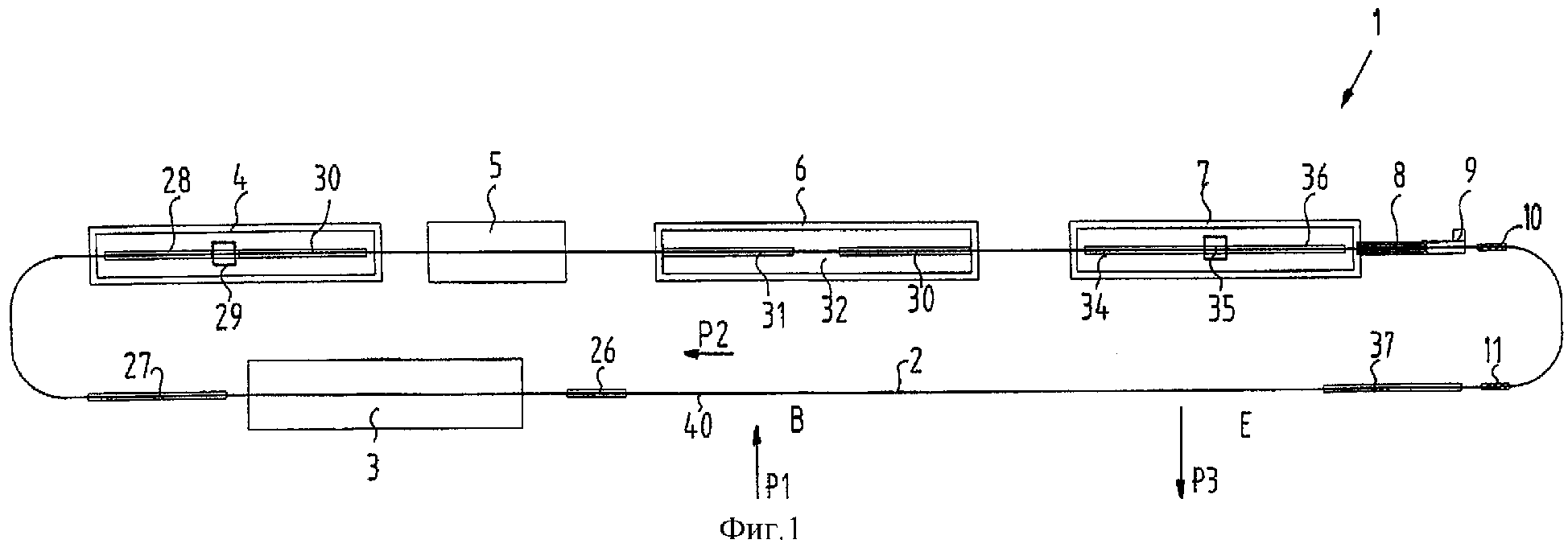
На фигуре 1 схематично показан вид сверху предпочтительного варианта выполнения настоящего изобретения;
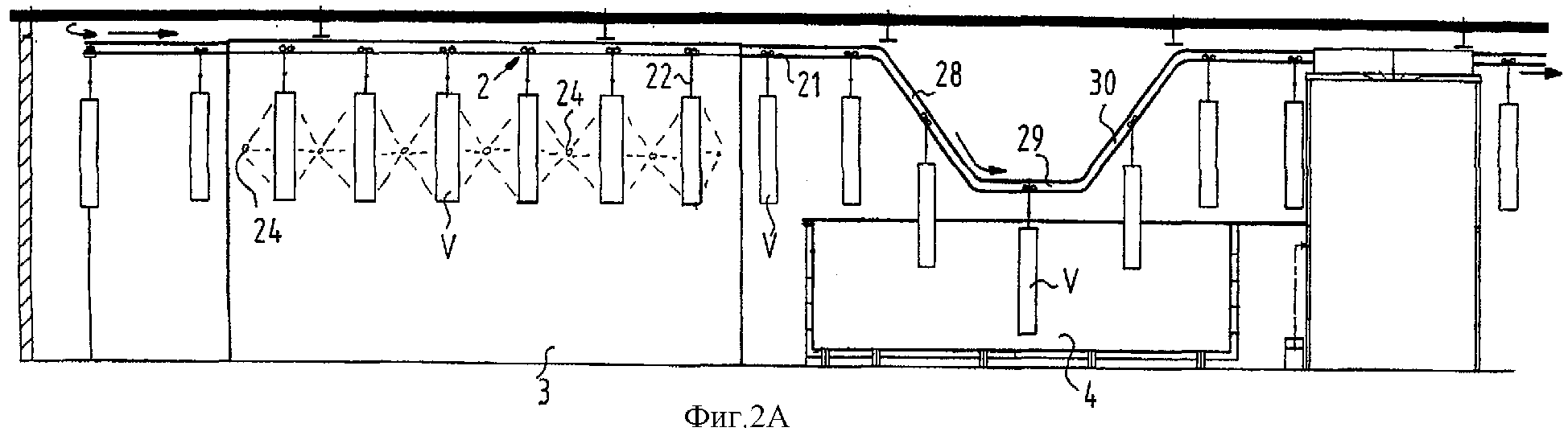
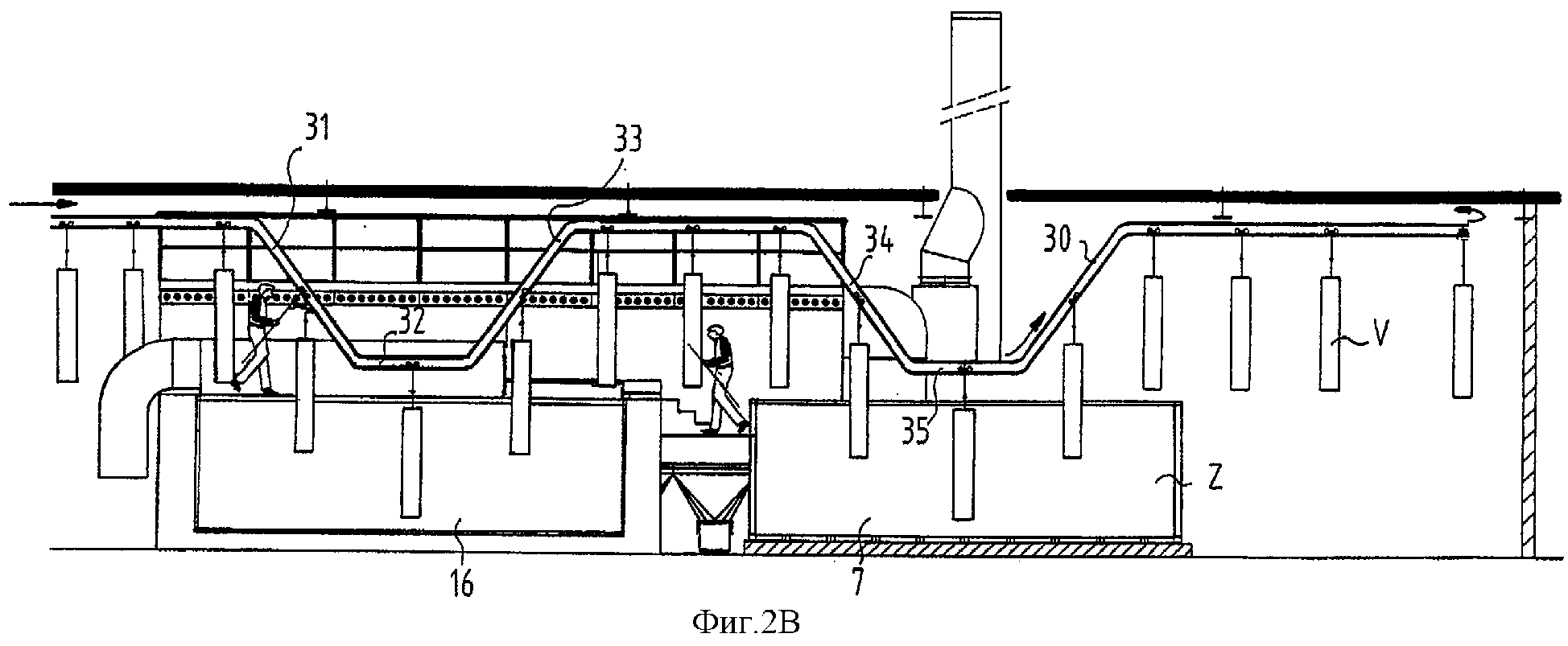
На фигурах 2а и 2b схематично показаны виды сбоку предпочтительного варианта выполнения, представленного на фигуре 1;
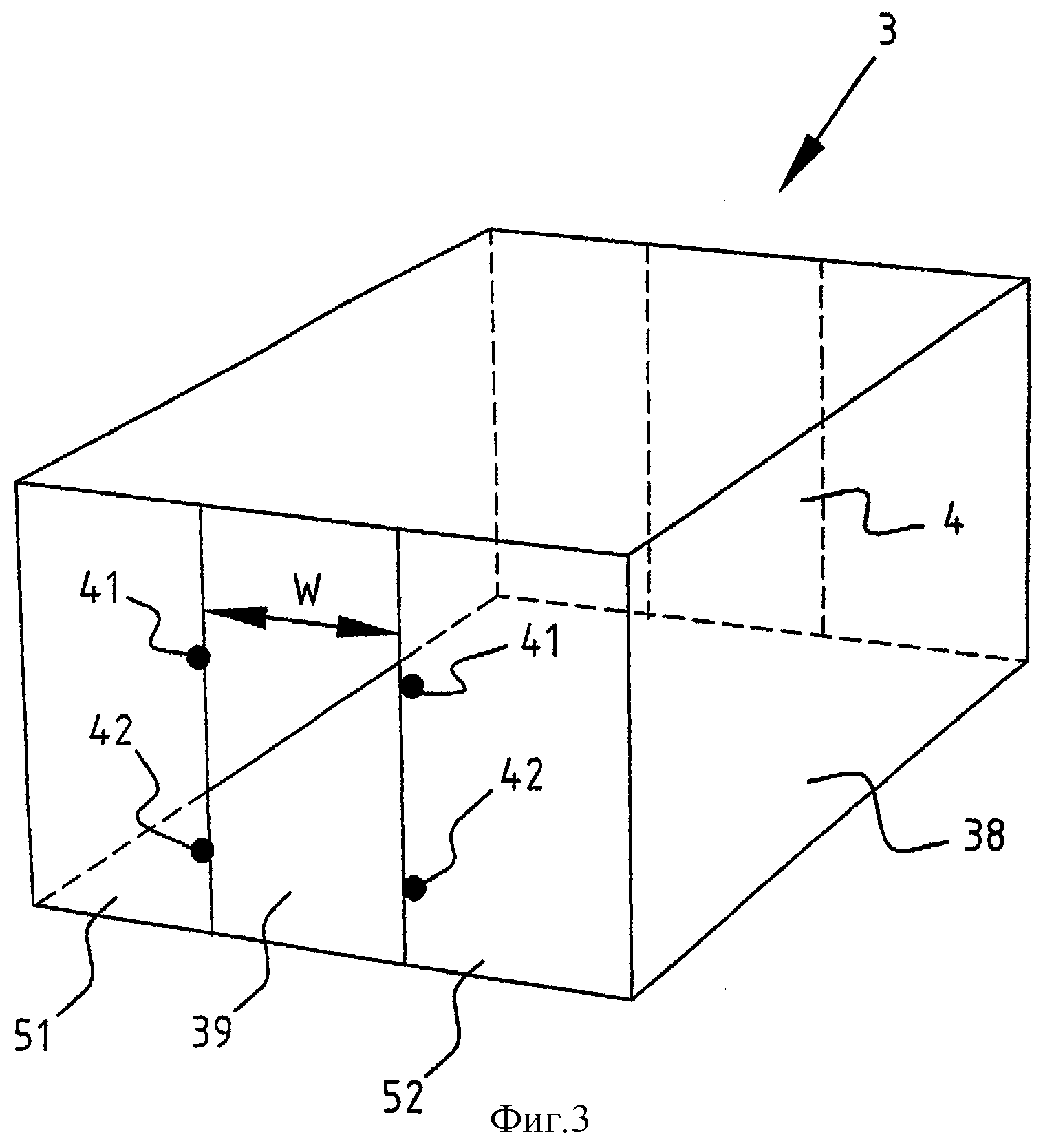
На фигуре 3 схематично показан вид в перспективе предпочтительного варианта выполнения камеры дробеструйной обработки в соответствии с настоящим изобретением;
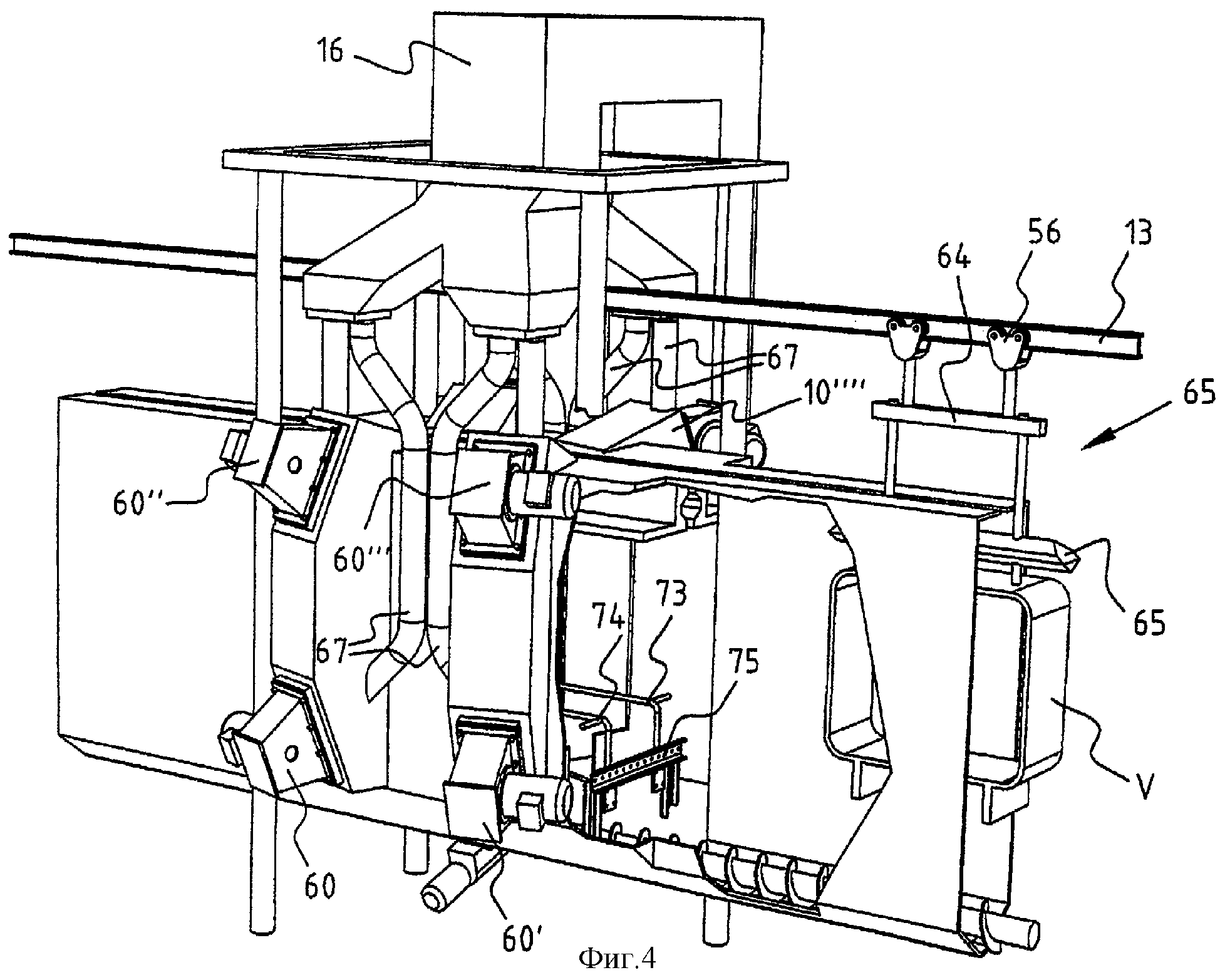
На фигуре 4 более подробно показан вид в перспективе с частичным вырезом камеры дробеструйной обработки по фигуре 3; и
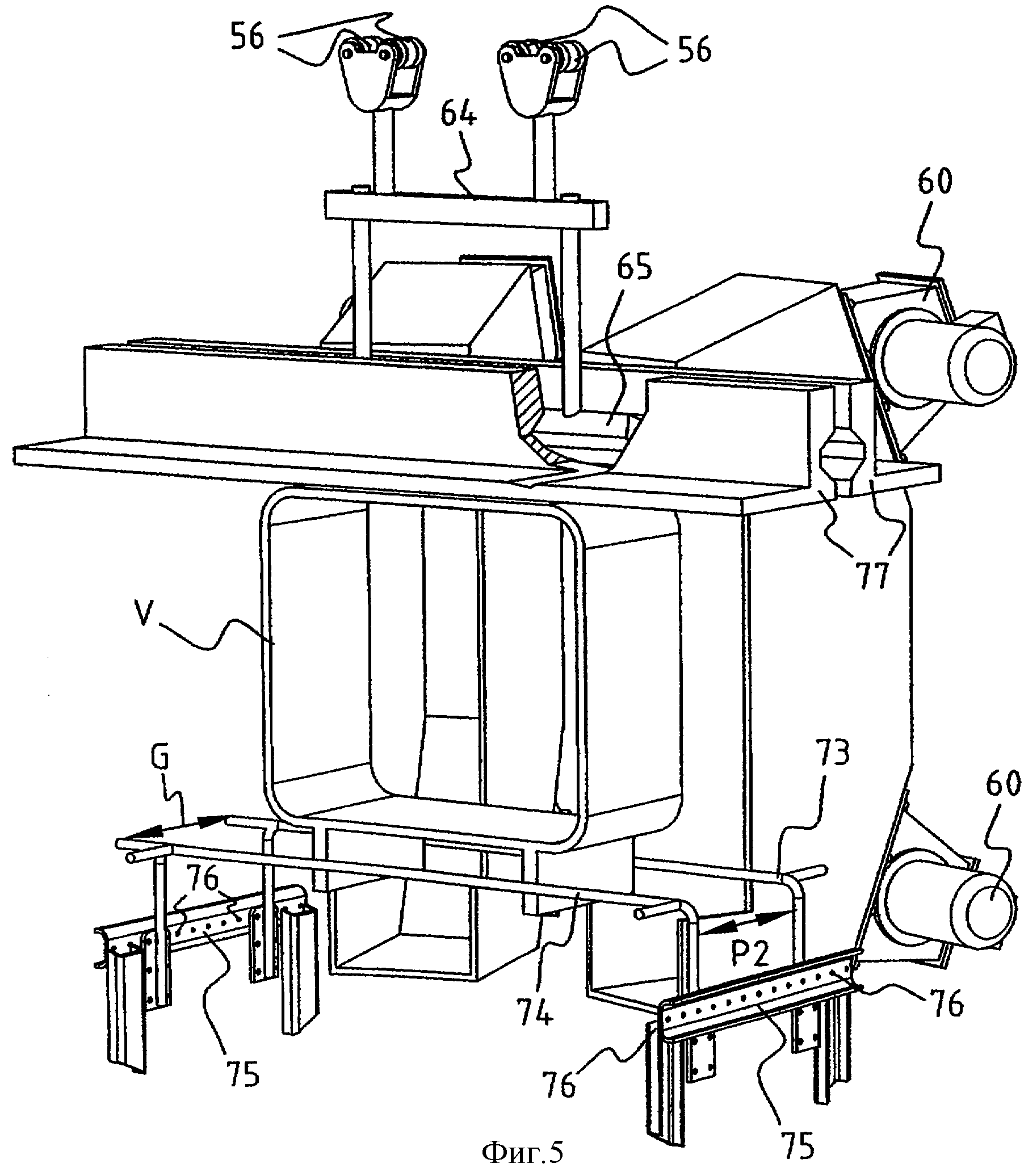
На фигуре 5 показан вид в перспективе с другими вырезами, в котором дополнительно показаны направляющие объектов.
Осуществление изобретения
На фигурах 1 и 2 представлен предпочтительный вариант выполнения устройства 1 гальванизации в соответствии с настоящим изобретением. Объекты V для гальванизации, такие как, например, стальные секции, подают и закрепляют в начальном положении на системе транспортирования. Система транспортирования представляет собой систему в виде подвесного рельса, и в представленном варианте выполнения содержит цепные коробчатые рельсы 2, вдоль которых с использованием роликов 21 (фигура 2а) можно перемещать множество (например, приблизительно 100) элементов 22 подвески с расстоянием между ними приблизительно 60 см. Такая система цепных коробчатых рельсов, очевидно, представляет собой систему обычного типа и не будет здесь подробно описана. Другие системы транспортирования также могут быть предусмотрены.
Элементы 22 подвески перемещаются с помощью привода 8, соединенного с электродвигателем 9 привода. Система 2 транспортирования содержит два элемента 10 и 11 натяжения, предназначенные для создания в системе постоянного заданного натяжения.
После того, как объекты V для обработки будут установлены на элементы 22 подвески в начальной точке В (стрелка P1), например путем подвески на них объектов на крюках, элементы подвески перемещаются в направлении стрелки Р2.
Необработанный объект V вначале проходит дробеструйную обработку в камере 3 дробеструйной обработки. Объекты обрабатывают в камере дробеструйной обработки с помощью множества устройств дробеструйной обработки, установленных под заданным углом. Здесь важен не только угол обработки объектов, но также диаметр зерен и материал зерен. Было определено, что оптимальное удаление поверхностного слоя с объекта может быть обеспечено при использовании стальных зерен или стальных частиц с другой формой, с толщиной частиц от 0,25 мм до 1,6 мм и предпочтительно при соотношении 40% частиц с размером 0,6-1,0 мм и 60% частиц с размером 0,8-1,3 мм. Хороший химический состав стали частиц представляет собой, например, 0,14-0,18% С, 0,65-0,85% Si и 0,35-0,55% Mn. При такой обработке возможно обеспечить удаление с поверхности объекта только валковой окалины. В этом случае под термином слой поверхности следует понимать, как означающий только валковую окалину соответствующего объекта. Однако, если требуется, с поверхности объекта может быть удалено большее количество слоев, кроме слоя валковой окалины. Возможно, например, удалять нежелательную неравномерность объекта так, что он приобретает более сглаженный и более привлекательный внешний вид.
В результате дробеструйной обработки объекта, проводимой вышеуказанным образом, он становится чистым до такой степени, что можно немедленно проводить обработку "флюсом" без необходимости выполнения дополнительных операций. Термин обработка "флюсом" относится к помещению объекта в ванну обработки флюсом, которая заполнена, например, хлористым цинком-аммонием. Агент флюса должен быть по существу бездымным, то есть в нем необходимо применять пропорционально малые концентрации хлористого аммония, предпочтительно на уровне порядка 10% NH4Cl (и приблизительно 90% ZnCl2). Хлористый цинк-аммоний формирует тонкий слой на поверхности объекта, который в ходе последующего процесса гальванизации улучшает соединение цинка с материалом объекта. На фигуре 2а показано, что обработка флюсом происходит путем перемещения объекта, висящего на элементе 22 подвески, через ванну обработки флюсом 4.
В другом предпочтительном варианте выполнения, не показанном на чертежах, непосредственно после дробеструйной обработки и поэтому перед обработкой флюсом, объект очищают, в основном, с использованием продувки всей его поверхности воздухом и/или с последующей промывкой объекта путем разбрызгивания на него воды, с добавлением в нее, в случае необходимости, химических добавок. Химические добавки добавляют для улучшения промывки водой остающейся пыли, состоящей, в основном, из пыли, образующейся при дробеструйной обработке.
Очистку с разбрызгиванием воды производят путем установки множества разбрызгивающих установок вдоль пути конвейера, которые удаляют остатки железа, образующиеся при дробеструйной обработке. Смесь воды (в случае необходимости с добавками) и остатков железа затем собирают, и железо удаляют с помощью магнитного фильтра. Воду затем повторно используют для очистки разбрызгиванием воды. Благодаря такому повторному использованию остатки железа не попадают в окружающую среду. Кроме того, остатки железа не попадают в ванну обработки флюсом и/или в цинковую ванну (которая будет описана ниже), так что не требуется более частая замена ванн. Эти аспекты представляют собой дополнительные свойства защиты окружающей среды настоящего изобретения.
После высушивания слоя флюса, например при перемещении объекта вдоль сушильного блока 5, объект направляют через цинковую ванну 6 (фигура 2а), которая заполнена цинком, при температуре приблизительно 453°С. Было определено, что при такой температуре и скорости транспортировки через цинковую ванну порядка 50-250 см в минуту, и предпочтительно 80 см в минуту, обеспечивается оптимальное химическое соединение жидкого цинка с материалом объекта.
Сформированный таким образом слой цинка имеет сложную структуру. Кроме слоя чистого цинка на поверхности также формируется множество слоев сплава цинка с железом, с различным соотношением между цинком и материалом объекта. Общая толщина этих слоев изменяется от 50 до 150 микрометров.
После выхода гальванизированных объектов на них направляют струю сжатого воздуха. Это может быть обеспечено, например, благодаря установке перфорированной конструкции рядом с путем конвейера и путем подачи воздуха под большим давлением через перфорированные отверстия. Капельки цинка, которые, возможно, еще присутствуют на поверхности объекта, при этом сдувают с объекта. Это важно, если допуски размеров объекта являются критичными, например при контроле подгонки объекта. Сдуваемые капельки цинка собирают и направляют обратно в цинковую ванну, в результате чего экономят избыточно расходуемый цинк, и поэтому меньше цинка расходуется при гальванизации.
После обработки гальванизацией объекты охлаждают в теплообменнике со средой, например из окружающего воздуха, или в теплообменнике с использованием (не обязательно) системы охлаждения. В представленном варианте выполнения система охлаждения содержит охлаждающую ванну 7, через которую можно перемещать объекты.
Объекты охлаждают от температуры приблизительно 453°С до температуры приблизительно 85°С. Если используют один или несколько теплообменников, можно получить температуру приблизительно 80°С. В варианте выполнения, показанном на фигуре 2, охлаждение выполняют в охлаждающей ванне. Отдельно или совместно с этой ванной охлаждения может быть установлена полировальная ванна, в которой поверхности гальванизированного объекта придают яркость для получения поверхности объекта с ярким внешним видом. Комбинированное устройство охлаждения/полировки предпочтительно представляет собой устройство Karisol 2508, поставляемое компанией Dipl. Ing. Herwig GmbH. Такое полировальное устройство обладает хорошими охлаждающими свойствами, и одновременно оно также предотвращает образование так называемой белой ржавчины и позволяет получить привлекательный, хорошо отполированный продукт. После охлаждения и в случае необходимости полировки соответствующий объект транспортируют, пока он не достигнет конечной точки Е. В этом месте объект можно снять с соответствующего элемента 22 подвески и подать на выход (Р3) процесса. Поскольку температура объекта составляет приблизительно 85°С или меньше, рабочие могут упаковывать обработанные объекты немедленно и без особых проблем.
На фигурах 2а и 2b показан вид сбоку части устройства. В представленном варианте выполнения дробеструйная обработка и обработка флюсом происходят немедленно друг за другом, в отличие от варианта, показанного на фигуре 1. Однако это не соответствует описанию настоящего изобретения. Как показано на фигуре 2а, объекты V обрабатывают с помощью дробеструйной обработки с использованием множества элементов дробеструйной обработки или устройств 24 дробеструйной обработки, которые установлены так, что все углы и отверстия в объектах могут быть подвержены дробеструйной обработке. Поэтому дробеструйная обработка обеспечивается не только снаружи, но также и внутри структуры объекта, до степени, в которой можно обеспечить доступ снаружи к, по меньшей мере, этой внутренней структуре.
На фигурах 1 и 2 можно видеть, что система 21 рельса транспортной системы 2 содержит участки подъема и снижения в множестве положений. В начальной точке (В), где объекты закрепляют на системе подвески, высота рельса 21 над полом составляет приблизительно 2,3 м. В положении участка 26 подъема рельса 20 высота повышается от приблизительно 2,3 м до приблизительно 3 м, при этом дробеструйная обработка поверхности объектов происходит на такой высоте. На участке 27 происходит затем дополнительный подъем от высоты 3 м до высоты приблизительно 5,3 м. В месте установки ванны 4 обработки флюсом расположен первый спуск (участок 28), благодаря которому объекты постепенно поступают в ванну 4 обработки флюсом. На участке 29 происходит горизонтальное перемещение, в то время как на участке 30 снова происходит подъем для постепенного подъема объектов из ванны 4 обработки флюсом. После сушки в сушилке 5 снова выполняют спуск, горизонтальное перемещение и подъем на соответствующих участках 31, 32 и 33, так что соответствующий объект постепенно проходит через ванну 6 гальванизации. Аналогично выполняют спуск, горизонтальное перемещение и подъем объектов на участках 33, 34 и 35 рельсов 20 для охлаждения и в случае необходимости придания объекту яркости. Наконец, на участке 36 происходит спуск с высоты приблизительно 5,3 м до 3,0 м, так что в конечной точке объекты можно, по существу, легко снимать с соответствующего элемента 22 подвески (стрелка Р3).
Время рабочего цикла системы, то есть период времени от закрепления объекта для обработки на элементе подвески до снятия обработанного объекта с элемента подвески, составляет в представленном варианте выполнения приблизительно 1,5 часа, в то время как производительность составляет от приблизительно 3000 до 3750 кг в час.
На фигуре 3 показан предпочтительный вариант выполнения камеры дробеструйной обработки. Камера дробеструйной обработки построена в виде корпуса 38, в котором сформировано входное отверстие 39 и выходное отверстие 40. Объекты V можно подавать внутрь через входное отверстие и выводить через выходное отверстие. Для обеспечения как можно меньшего выброса стальных частиц наружу из корпуса форму входного и выходного отверстия можно адаптировать к форме обрабатываемых в данный момент объектов. В случае обработки объемных объектов входное и выходное отверстия увеличивают, например до ширины W 60 см, в то время как при использовании объектов меньших размеров отверстие может быть установлено меньшим, например с шириной W приблизительно 20 см.
В представленном варианте выполнения установлено множество детекторов 41, которые определяют наличие или отсутствие объекта V на элементе 22 подвески. В зависимости от определения наличия объекта центральный пульт управления (не показан) устройства позволяет управлять перемещением элементов 22 подвески и/или работой камеры 3 дробеструйной обработки. Также в зависимости от результатов детектирования возможно обеспечить управление другими элементами системы, то есть помимо прочего, ванной 8 обработки флюсом и ванной гальванизации (не показана). Это позволяет обеспечить (полностью) автоматическую гальванизацию объектов.
В другом варианте выполнения установлено множество детекторов 42, с помощью которых можно определять размеры объекта, поступающего в камеру 3 дробеструйной обработки в данный момент времени. При этом можно регулировать зазор W в зависимости от размеров объекта, например путем перемещения сдвигаемых дверок 51 и 52 по отношению друг к другу.
На фигурах 4 и 5 устройство дробеструйной обработки показано более подробно. Элемент 55 подвески состоит из множества роликов 56 и рамы 64. Объект V подвешивают на раме 64. Элемент 55 подвески перемещается с помощью роликов 56 вдоль направляющей 63. Для удержания объекта в вертикальном положении, когда устройства 60 дробеструйной обработки с большой силой направляют потоки зерен на объекты, установлены верхняя и нижняя направляющие. В верхней части направляющая состоит из балки 65, которая может быть установлена в прорези компонента 77 камеры дробеструйной обработки. Прорезь имеет такие размеры, что балка 65 может перемещаться в ней в продольном направлении. В результате этого предотвращается чрезмерное смещение в поперечном направлении. Направление в нижней части объекта V состоит из первого направляющего рельса 83 и второго направляющего рельса 84, при этом второй направляющий рельс проходит параллельно первому направляющему рельсу и образует с ним взаимный зазор G. Во время транспортировки вдоль пути через камеру нижняя часть объекта V устанавливается между двумя направляющими рельсами 73 и 74. Расстояние G выбирают несколько большим, чем соответствующий габарит объекта (в представленном варианте выполнения глубина объекта V). Расстояние G обычно выбирают так, чтобы оно было максимум на 10 см больше, чем соответствующий размер объекта, так что объект V может перемещаться в поперечном направлении только на несколько сантиметров (в поперечном направлении Р2) под воздействием ударов стальных частиц, используемых для дробеструйной обработки.
Взаимный зазор G между направляющими рельсами 73 и 74 можно подгонять под размеры объекта V. Направляющие рельсы 73, 74 с этой целью установлены на держателях 75. Держатели 75 содержат большое количество отверстий 76, с использованием которых направляющие рельсы 73, 74 могут быть прочно привинчены.
В другом предпочтительном варианте выполнения можно регулировать степень дробеструйной обработки и/или скорость перемещения. В зависимости от степени образования ржавчины на обрабатываемых объектах степень дробеструйной обработки (количество частиц за единицу времени, углы дробеструйной обработки, усилие, с которым частицы ударяют о поверхность объектов и т.д.), можно изменять с учетом скорости перемещения системы транспортирования. Это может быть выполнено, например, при использовании механизма управления частотой.
Элементы подвески, кроме того, должны позволять полностью автоматически изменять положение во время перемещения вдоль системы транспортирования, в результате чего улучшается качество слоя цинка и скорость перемещения остается высокой. Положение крюков подвески регулируют в зависимости от процесса, который проходит объект в данном положении и в заданный момент в системе транспортирования. Положение крюков подвески (длина приблизительно 60 см) регулируют путем установки в правильном положении на системе транспортирования точек автоматического вращения, которые позволяют изменять положение крюков подвески по мере того, как они перемещаются вдоль них.
В другом предпочтительном варианте выполнения настоящего изобретения, который не показан на чертежах, используют конвейер другого типа. На таком конвейере объекты гальванизации после существенного горизонтального перемещения по конвейеру перемещаются вниз, по существу, вертикально в ванну обработки флюсом, ванну гальванизации или охлаждающую ванну. Через заданное время объекты вновь перемещают, по существу, вертикально вверх, после чего существенное горизонтальное смещение объекта продолжается. Этот вариант выполнения имеет преимущество, состоящее в том, что в данном случае требуется меньшая высота установки конвейера, чем в случае конвейера, описанного выше. Использование конвейера в соответствии с данным вариантом выполнения дополнительно означает возможность использования различных ванн с меньшей длиной, поскольку не нужно учитывать горизонтальное смещение объекта при погружении его в соответствующую ванну. Производительность системы, таким образом, может быть повышена до приблизительно 5500 кг обрабатываемого материала в час.
Настоящее изобретение не ограничивается вышеописанными его предпочтительными вариантами выполнения; причем защищаемые права определяются следующей формулой изобретения, в пределах объема которой может быть предусмотрено множество модификаций.
Реферат
Настоящее изобретение относится к способу и системе термической гальванизации объектов, в частности металлических объектов. Система содержит подвесной рельс с установленными на нем элементами подвески для обрабатываемых объектов, средство привода для перемещения элементов подвески вдоль подвесного рельса, в котором вдоль подвесного рельса установлены ванна флюсования, ванна гальванизации, при этом для улучшение системы обработки объектов для нанесения защитного материала и для предварительной обработки вдоль подвесного рельса установлено одно или больше устройств дробеструйной обработки, предназначенное для направления одного или нескольких потоков частиц в направлении объекта, перемещаемого вдоль них, с целью удаления, по меньшей мере, поверхностного слоя объекта. Способ включает закрепление объектов на подвесном рельсе системы, перемещение объектов вдоль подвесного рельса, во время которого выполняются этапы предварительной обработки объекта, помещение обработанного объекта в ванну флюсования, помещение объекта в цинковую ванну, при этом этап предварительной обработки включает дробеструйную очистку объекта частицами для удаления, по меньшей мере, поверхностного слоя без использования химических ванн для улучшения системы обработки объектов для нанесения защитного материала. 3 н. и 33 з.п. ф-лы, 5 ил.
Комментарии