Способ и устройство для удаления поверхностного слоя и/или уплотнения и/или нанесения покрытия на твердые поверхности - RU2288090C2
Код документа: RU2288090C2
Чертежи
Описание
Изобретение относится к способу удаления поверхностного слоя с твердых поверхностей, и/или уплотнения, и/или нанесения покрытия на твердые поверхности, например, для удаления дефектов лакировки с лаковых покрытий, выравнивания паяных и сварочных швов, удаления поверхностных загрязненных слоев бетона или слоев ржавчины, упрочнения или выравнивания металлических поверхностей, при котором средство для струйной обработки дозированно вводится под действием силы тяжести и/или посредством инжекционного действия в транспортирующий воздушный поток, созданный при пониженном давлении, доставляется в системе шлангового провода к струйному наконечнику и направляется на обрабатываемую поверхность, находящуюся под пониженным давлением за счет использования камеры для струйной обработки, оттуда в воздушном потоке транспортируется обратно, очищается и, при необходимости, подается в контур циркуляции, причем осуществляется ускорение средства для струйной обработки, и камера для струйной обработки перемещается от одной обрабатываемой поверхности к другой обрабатываемой поверхности.
Изобретение также относится к устройству для осуществления способа, содержащему, по меньшей мере, один резервуар для хранения запаса средства для струйной обработки; подсоединенное к резервуару дозирующее и/или инжекционное устройство для дозированного ввода средства для струйной обработки в созданный всасывающим агрегатом поток воздуха под пониженным давлением;
соединенный с дозирующим и/или инжекционным устройством подводящий шланговый провод для переноса воздушного потока со средством для струйной обработки к струйному наконечнику, ведущему в находящуюся под пониженным давлением камеру для струйной обработки, с соплом для осуществления струйной обработки поверхности, и подсоединенный к камере для струйной обработки отводящий шланговый провод для отсасывания средства для струйной обработки и удаленных с поверхности частиц из камеры для струйной обработки в резервуар для сепарации и фильтр, который связан с отсасывающим агрегатом.
Из DE 19747838 A1 известен способ сухого удаления покрытий, граффити (надписей на стенах) или иных загрязнений поверхностей на плоских или криволинейных поверхностях. Абразивное или мягкое средство для струйной обработки вводится в подаваемый по системе шлангового провода транспортирующий воздушный поток, посредством которого транспортируется, ускоряется и направляется на обрабатываемую поверхность.
Средство для струйной обработки затем под действием выработанного пониженного давления от 50 до 300 мбар доставляется назад в транспортирующий воздушный поток, очищается в устройстве очистки и вновь дозированным способом вводится в транспортирующий воздушный поток, так что реализуется контур циркуляции. Смесь средства для струйной обработки и воздуха перед попаданием на обрабатываемую поверхность в прямолинейном движении с ускорением ускоряется до скорости струйной обработки от 20 до 80 м/с, причем ускорение достигается за счет уменьшения диаметра подводящего участка до диаметра участка ускорения.
Достигаемая посредством такого уменьшения диаметра скорость струйной обработки достаточна для осуществления абразивного действия по отношению к граффити или другим поверхностным загрязнениям. Для удаления поверхностного слоя или выравнивания более твердых поверхностей, как, например, паяные и сварочные швы, достижимые скорости струйной обработки слишком малы, так что известный способ становится неэкономичным. Это относится и к удалению ржавчины с металлических поверхностей или удалению загрязненных слоев бетона.
С другой стороны, достигаемая согласно DE 19747838 A1 подача энергии слишком высока, когда необходимо удалять точечные включения в слоях лакового покрытия. Как известно, многослойные лаковые покрытия имеют толщину до 150 мкм и состоят, если смотреть с внешней стороны внутрь, из слоя прозрачного лака и основного слоя лакового покрытия, наполнителя и слоя грунтовки. В особенности в случае металлических лаковых покрытий деталей кузова автомобилей возникают дефекты в лакировке, которые прежде всего обусловлены точечными или площадными включениями в слое прозрачного лака или в основном слое лака. Эти дефекты приводят к дополнительным работам, требующим затрат времени и средств, потому что уменьшение диаметра обеспечивает возможность лишь ограниченного регулирования скорости струйной обработки, так что, с одной стороны, при слишком высокой выбранной энергии удара частиц средства для струйной обработки весь слой лака разрушается или ухудшается, а при слишком низкой энергии удара дополнительно требуемая обработка становится неэкономичной.
Из документа DE 19614555 А1 известно устройство для абразивной струйной обработки деталей, содержащее по существу герметично закрытую камеру, по меньшей мере, с одним, а предпочтительно с несколькими закрываемыми отверстиями, причем камера вакуумирована, резервуар для приема дроби для струйной обработки, блок струйной трубки, который может вводиться в камеру через одно из закрываемых отверстий и который имеет подвод для средства для струйной обработки, подвод для воздуха и выпускное отверстие для средства для струйной обработки, причем подвод для средства для струйной обработки может соединяться через подводящую линию с резервуаром для средства для струйной обработки.
В этом решении применяется струйный наконечник для подачи материала для струйной обработки, имеющий отверстие для воздуха, функцией которого является всасывание средства для струйной обработки. Струйный наконечник имеет постоянный диаметр и не имеет дополнительного инжектора внутри корпуса струйного наконечника. Поэтому это известное решение также не пригодно для реализации соответственно высоких скоростей струйной обработки для удаления поверхностного слоя и/или уплотнения, и/или процесса нанесения покрытия. Все вышеуказанные недостатки также свойственны этому известному решению.
Исходя из данного уровня техники задачей настоящего изобретения является усовершенствование способа и устройства вышеназванного типа таким образом, чтобы скорость струйной обработки значительно повышалась, и несмотря на это количество энергии, подаваемой средством для струйной обработки на обрабатываемую поверхность, можно было устанавливать экономичным образом для различных областей применения в широких пределах при незначительном использовании энергии, высокой гибкости и при соответствующей экологическим требованиям регенерации и повторном использовании средства для струйной обработки.
Эта задача в способе удаления поверхностного слоя и/или уплотнения и/или нанесения покрытия на твердые поверхности, например, для удаления дефектов лакировки в лаковых покрытиях, выравнивания паяных и сварочных швов, удаления загрязненных поверхностных слоев бетона или слоев ржавчины, упрочнения, выравнивания или нанесения покрытия на металлические поверхности, при котором средство для струйной обработки дозировано вводят под действием силы тяжести и/или посредством инжекционного действия в транспортирующий воздушный поток, созданный при пониженном давлении, доставляют по системе шлангового провода к струйному наконечнику и направляют на обрабатываемую поверхность, находящуюся под пониженным давлением за счет использования камеры струйной обработки, оттуда в воздушном потоке транспортируют обратно, очищают и, при необходимости, подают в контур циркуляции, причем за счет пониженного давления осуществляют ускорение материала для струйной обработки, и камеру струйной обработки перемещают от одной обрабатываемой поверхности к другой обрабатываемой поверхности, согласно изобретению решается тем, что средству для струйной обработки сообщают, по меньшей мере, один дополнительный импульс энергии посредством, по меньшей мере, одного дополнительного, всосанного под действием пониженного давления, находящегося, по меньшей мере, под атмосферным давлением газового потока, для достижения конечной скорости, которая заметно превышает скорость транспортирующего воздушного потока и посредством которой передачу энергии к обрабатываемой поверхности устанавливают в зависимости от типа параметров и формы обрабатываемой поверхности и средства для струйной обработки, степени нагружения транспортирующего воздушного потока средством для струйной обработки, пониженного давления в транспортирующем воздушном потоке, времени струйной обработки и температуры струйной обработки.
Дополнительный газовый поток расщепляют на отдельные частичные потоки и коаксиально к направлению потока после сужения поперечного сечения потока в струйном наконечнике вводят в транспортирующий воздушный поток.
Пониженное давление устанавливают в диапазоне от >150 до 1000 мбар, предпочтительно от 400 до 700 мбар, а средство для струйной обработки - на конечную скорость от >80 до 1000 м/с, предпочтительно на значение от 150 до 330 м/с.
В качестве газового потока используют атмосферный воздух или защитный газ, например инертный газ.
Расход транспортирующего воздушного потока составляет от 0,1 м3/час до 5000 м3/час.
Передачей энергии к обрабатываемой поверхности дополнительно управляют тактируемым импульсным режимом дозирования и временем струйной обработки.
Дозированием и временем струйной обработки управляют посредством дозирующего устройства с реле времени.
Нагруженный средством для струйной обработки транспортирующий воздушный поток перед достижением обрабатываемой поверхности разделяют на отдельные частичные потоки, каждому из этих частичных потоков сообщают импульс энергии, и все частичные потоки одновременно веерообразно подают на обрабатываемую поверхность.
Для удаления поверхностного слоя в качестве средства для струйной обработки используют стеклянную дробь, корунд, циркониевый песок, мелкозернистый шлак или стальные частицы или их смесь.
Для уплотнения в качестве средства для струйной обработки используют круглые гранулы из стекла, стали, стального литья, керамики, корунда или их смеси с размерами частиц от 5 до 5000 мкм.
Для уплотнения в качестве средства для струйной обработки используют металлические частицы, например частицы цинка, свинца, олова, алюминия, магния или их сплавов.
Соответствующий изобретению способ отличается прежде всего тем, что скорость средства для струйной обработки регулируется в зависимости от типа и формы обрабатываемой поверхности и средства для струйной обработки, от степени нагрузки транспортирующего воздушного потока средством для струйной обработки, от разрежения в транспортирующем воздушном потоке, от времени струйной обработки и температуры струйной обработки в широких пределах, например от >80 до 1000 м/с. Поэтому соответствующий изобретению способ можно равным образом использовать для удаления дефектов лаковых покрытий, для сглаживания и выравнивания паяных швов или, например, для удаления поверхностных загрязненных слоев бетона, а также для уплотнения и нанесения покрытий на поверхности.
Поставленная задача в устройстве для удаления поверхностного слоя и/или уплотнения и/или нанесения покрытия на твердые поверхности, содержащем, по меньшей мере, один резервуар для хранения средства для струйной обработки, подсоединенное к резервуару дозирующее и/или инжекционное устройство для дозированного ввода средства для струйной обработки в созданный всасывающим агрегатом воздушный поток низкого давления, соединенный с дозирующим и/или инжекционным устройством подводящий шланговый провод для транспортировки средства для струйной обработки и воздушного потока к ведущему в камеру струйной обработки, находящуюся под пониженным давлением, струйному наконечнику с соплом для осуществления струйной обработки обрабатываемой поверхности, соединенный с камерой струйной обработки отводящий шланговый провод для отсасывания средства для струйной обработки и удаленных с обрабатываемой поверхности частиц из камеры струйной обработки в резервуар сепаратора и фильтр, связанный с всасывающим агрегатом, согласно изобретению решается тем, что струйный наконечник перед его вводом в камеру струйной обработки с помощью подводящего шлангового провода образует, по меньшей мере, один дополнительный инжектор для выработки и ввода дополнительного импульса энергии путем всасывания, по меньшей мере, одного находящегося, по меньшей мере, под атмосферным давлением газового потока в средство для струйной обработки.
Струйный наконечник снабжен расположенным коаксиально к подводящему шланговому проводу всасывающим кольцом, имеющим всасывающие отверстия, и находящимся внутри него корпусом сопла с сужающимся поперечным сечением со смесительной трубкой, в который введен конец подводящего шлангового провода по центру на оси (А-А) корпуса сопла до области наибольшего сужения поперечного сечения корпуса сопла.
Соотношение внутренних диаметров подводящего шлангового провода и корпуса сопла составляет от >1 до 1000.
Камера струйной обработки образована корпусом в форме гильзы, в котором струйный наконечник размещен по оси гильзы (В-В) до тела заслонки, закрывающего с торца корпус в форме гильзы, в которой соосно со струйным наконечником внутри корпуса в форме гильзы предусмотрено расширяющееся выходное отверстие с малым поперечным сечением, причем тело заслонки на обрабатываемой поверхности удерживается таким образом, что выходное отверстие совпадает с точкой обработки, и отводящий шланговый провод размещен перпендикулярно к оси (В-В) гильзы над выходным отверстием.
Выходное отверстие в теле заслонки имеет поперечное сечение от 1 до 20 мм2.
Выходное отверстие расширяется воронкообразно внутрь.
Угол выходного отверстия в теле заслонки составляет 90°.
Тело заслонки состоит из износостойкого материала, такого как керамика или сталь.
Тело заслонки вставлено разъемным образом в торцевое отверстие.
Тело заслонки удерживается на обрабатываемой поверхности с помощью магнитной пленки.
Тело заслонки удерживается на обрабатываемой поверхности с помощью вакуума или механических усилий.
Тело заслонки удерживается на обрабатываемой поверхности с помощью адгезии, например приклеиванием.
Дозирующее устройство представляет собой шнек, который соединен с реле времени для подключения и отключения дозирующего устройства.
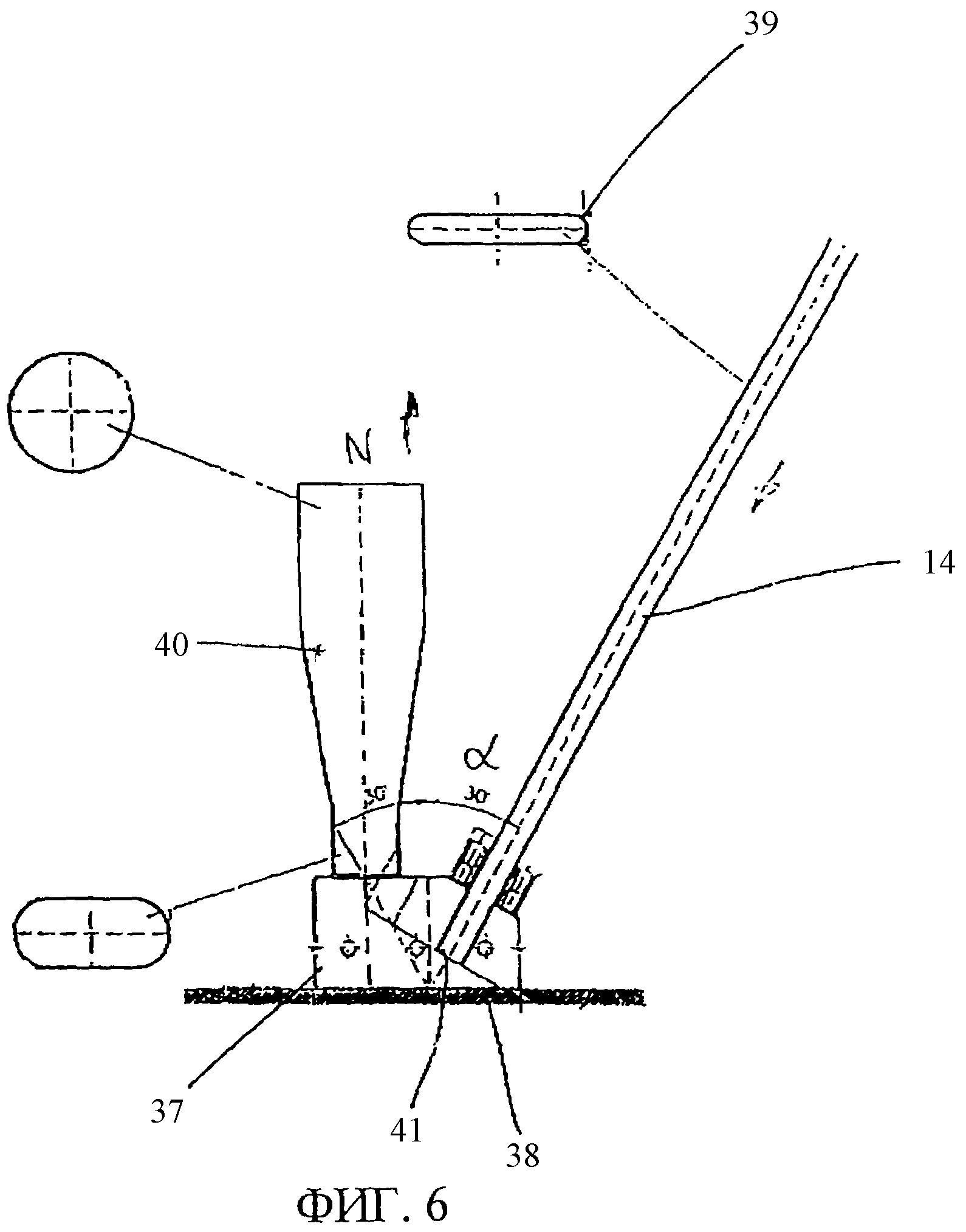
Камера струйной обработки образована корпусом в форме прямоугольного параллелепипеда, устанавливаемым на обрабатываемую поверхность, в который введен струйный наконечник под углом от 5 до 179° к нормали (N) к обрабатываемой поверхности до положения вблизи маски, покрывающей обрабатываемую поверхность, с щелевым отверстием, соответствующим обрабатываемой поверхности, и имеет выходное отверстие, которое перекрывает отверстие, причем отсасывающее отверстие отводящего шлангового провода размещено по нормали (N) к поверхности выше обрабатываемой поверхности.
Маска размещена на изнашивающейся прокладке, которая со своей стороны удерживается на обрабатываемой поверхности посредством вакуума, механически действующих сил, магнитных сил или адгезии.
Изнашивающаяся прокладка ограничивает область струйной обработки.
Изнашивающаяся прокладка разделена на две части, причем ее части размещены вдоль отверстия.
Части изнашивающейся прокладки имеют различную толщину.
Изнашивающаяся прокладка выполнена из резины, преимущественно из губчатой резины.
Соответствующее изобретению устройство для осуществления способа отличается простотой и одновременно надежностью конструкции. Оно работает с транспортирующим воздушным потоком с расходом от 0,1 м3/час до 5000 м3/час.
Другие преимущества и особенности поясняются в последующем описании со ссылками на чертежи, на которых показано:
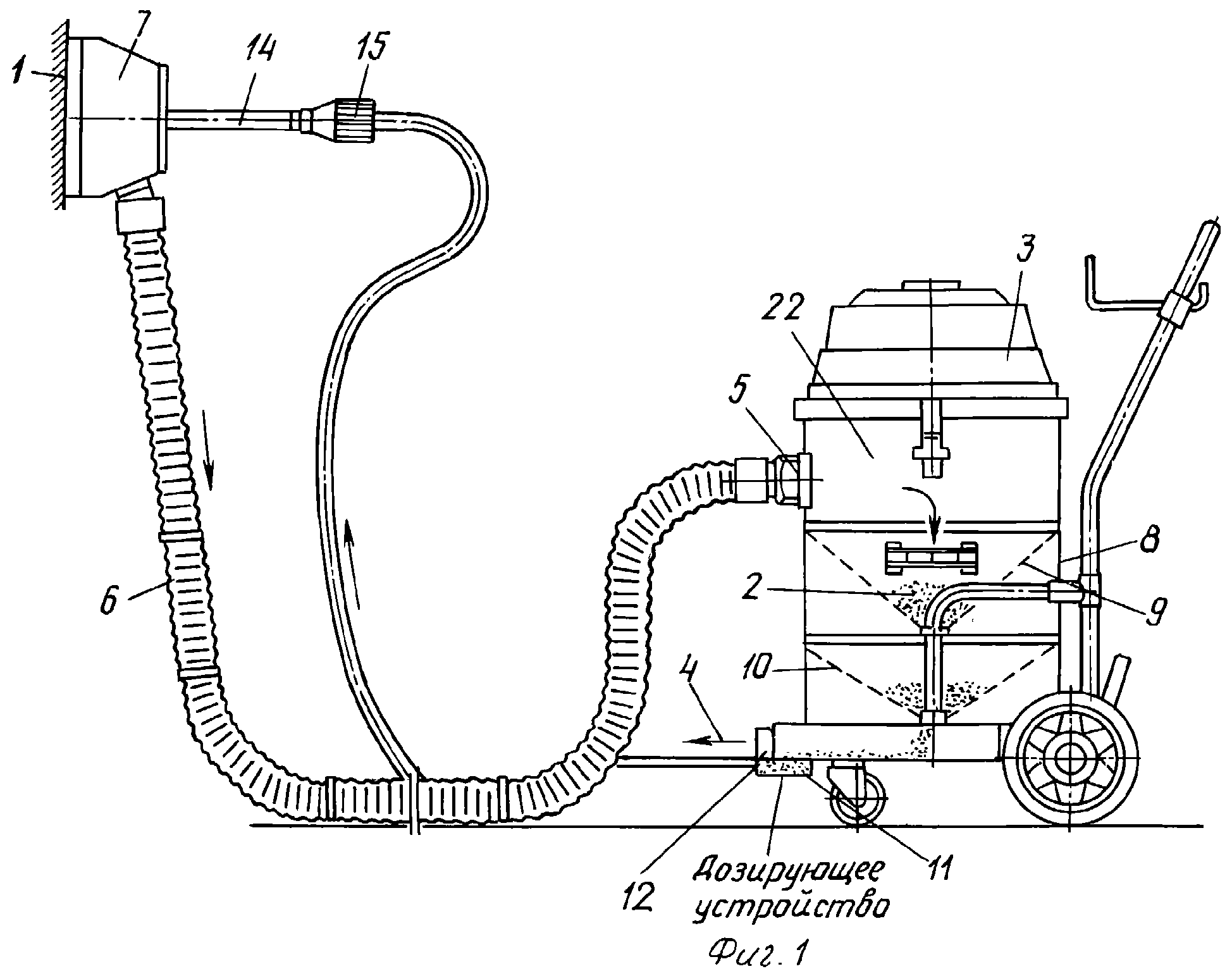
фиг.1 - схема функционирования соответствующего изобретению способа,
фиг.2 - изображение в сечении инжектора в подводящем шланговом проводе,
фиг.3 - изображение принципа действия соответствующего изобретению устройства для удаления точечных дефектов в лаковых покрытиях,
фиг.4 - представление камеры струйной обработки, струйного наконечника, струйной заслонки и магнитной пленки по фиг.3,
фиг.5 - изображение принципа действия соответствующего изобретению устройства для выравнивания паяных швов,
фиг.6 - представление камеры струйной обработки, струйного наконечника и маски по фиг.5 и
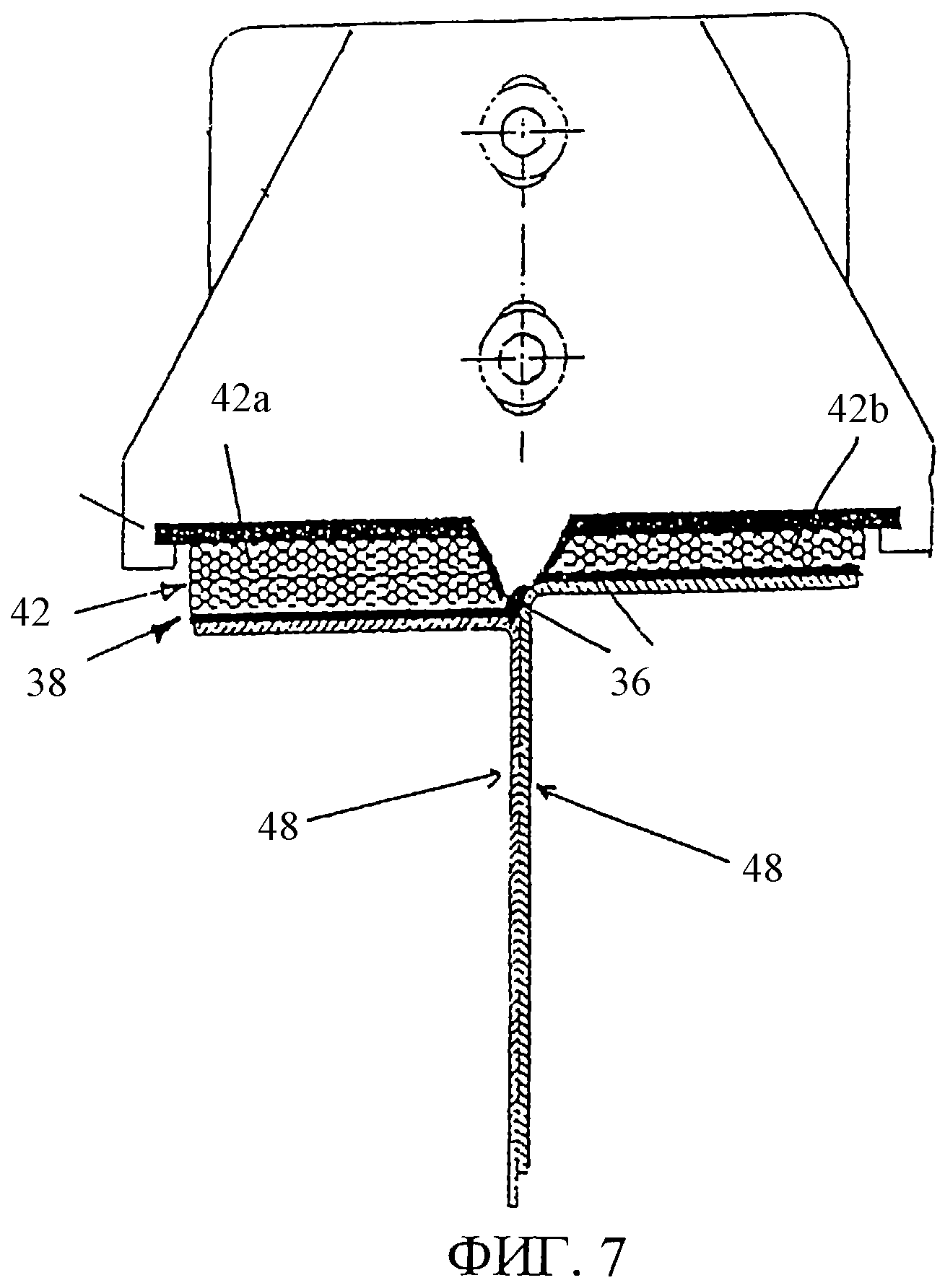
фиг.7 - сечение через паяный шов, соединяющий две листовые детали, с надвинутой на него камерой для струйной обработки.
Фиг.1 иллюстрирует принципиальную функциональную схему соответствующего изобретению способа струйной обработки, перпендикулярной плоской обрабатываемой поверхности 1, средством 2 для струйной обработки. В качестве средства 2 для струйной обработки применяется стеклянная дробь, корунд, циркониевый песок, мелкозернистый шлак или стальные частицы.
С помощью всасывающего агрегата 3 создается транспортирующий воздушный поток 4 с расходом воздуха от 0,1 м3/час до 5000 м3/час. Всасывающий патрубок 5 всасывающего агрегата 3 соединен с отводящим шланговым проводом 6, который ведет к камере 7 струйной обработки. С помощью всасывающего агрегата 3 создается пониженное давление от>150 до 1000 мбар. В резервуаре 8 находятся два расположенных вертикально друг над другом загрузочных бункера 9 и 10, которые пневматически отделены один от другого. Средство 2 для струйной обработки попадает под действием силы тяжести из загрузочного бункера 9 в загрузочный бункер 10 и оттуда в дозирующее устройство 11 с горизонтально расположенным дозирующим инжектором 12, который связан с подводящим шланговым проводом 13. За счет приложенного разрежения осуществляется всасывание средства 2 струйной обработки, которое вместе с транспортирующим воздушным потоком в гибком подводящем шланговом проводе 13 подается в струйный наконечник 14, который ведет в камеру 7 струйной обработки. Из камеры 7 струйной обработки смесь, состоящая из средства для струйной обработки, воздуха и удаленных частиц поверхностного обрабатываемого слоя, подается через отводящий шланговый провод 6 к сепаратору или циклону 22, в котором осуществляется отделение средства для струйной обработки от транспортирующего воздушного потока прежде, чем посредством фильтра удаленные частицы будут отделены от транспортирующего воздушного потока, и последний будет подан в всасывающий агрегат 3.
На фиг.2 показано сечение через вставленный в подводящий шланговый провод 13 инжектор 15, смесительная трубка 16 которого ведет в камеру 7 струйной обработки. Инжектор 15 состоит из корпуса 17 сопла с конически сужающимся, ведущим в смесительную трубку 16 входным отверстием 18. Конец 19 подводящего шлангового провода 13 расположен по центру на оси А-А корпуса 17 сопла и заканчивается в области наибольшего сужения поперечного сечения корпуса 17 сопла. Коаксиально подводящему шланговому проводу 13 размещены входные отверстия в виде всасывающего кольца 20 для всасывания атмосферного воздуха. Смесительная трубка 16 имеет диаметр D2, примерно в два раза превышающий диаметр D3 конца 19 подводящего шлангового провода 13, так что поступающий через всасывающее кольцо 20 воздушный поток Lvz вырабатывает пониженное давление Рui, которое дополнительно всасывает через всасывающие отверстия 20 и ускоряет смесь, состоящую из транспортирующего воздуха и средства для струйной обработки, из подводящего шлангового провода 13.
Воздушный поток Lvz действует на смесь, состоящую из транспортирующего воздуха и средства для струйной обработки, как импульс энергии, приводящий к повышению скорости. За счет этого достигаются скорости струйной обработки до 1000 м/с.
В зависимости от материала обрабатываемой поверхности и вида и формы средства для струйной обработки за счет регулирования количества воздуха Lvz, изменения приложенного пониженного давления, времени струйной обработки, температуры струйной обработки и геометрических соотношений в инжекторе 15 можно устанавливать скорости струйной обработки соответственно поставленным задачам обработки. Все существенные конструктивные элементы соответствующего изобретению устройства можно сгруппировать в соответствии со случаями применения на основе модульного принципа.
Пример 1
В лаковом покрытии деталей кузова автомобиля необходимо устранить дефекты с использованием соответствующего изобретению способа. На фиг.3 показан вариант соответствующего изобретению устройства, с помощью которого может быть реализован способ, соответствующий изобретению.
Устройство, показанное на фиг.3, содержит по существу одну камеру 7 струйной обработки с размещенным в ней струйным наконечником 14, дозирующий шнек 11, который посредством подводящего шлангового провода 13 соединен со струйным наконечником 14, резервуар 44 с запасом средства 2 для струйной обработки, который связан с дозирующим шнеком 11 посредством загрузочной линии 45, всасывающий патрубок 21, который, с одной стороны, ведет в струйную камеру 7, а с другой стороны, через отводящий шланговый провод 6 в сепаратор 22 и из него в связанный с ним со стороны всасывания всасывающий агрегат 3.
Струйная камера 7, как показано на фиг.4, образована корпусом 23 в форме цилиндрической гильзы, который имеет внутреннее пространство 24 приема. Во внутреннее пространство 24 приема вдоль оси В-В гильзы через отверстие 25 в верхней стенке 26 гильзы вставлен тонкий струйный наконечник 14 и зажат в этом отверстии посредством винта.
Противолежащий верхней стенке 26 гильзы торец корпуса 23 в форме гильзы открыт и имеет выбранную в стенке 27 гильзы выемку 28, в которую вставлено тело 29 заслонки. Тело 29 заслонки закрывает пространство 24 приема корпуса 23 в форме гильзы. В теле 29 заслонки выполнено круговое отверстие 30, которое внутрь расширяется в форме воронки (конически). Тело 29 заслонки выполнено из износостойкого материала, который с внешней стороны снабжен магнитной пленкой 31. Магнитная пленка 31 предпочтительно наклеена на тело 29 заслонки и также имеет отверстие 32, которое по своему положению совпадает с отверстием 30 тела 29 заслонки.
Струйный наконечник 14 вдвинут в пространство 24 приема настолько, что выходное отверстие 33 струйного наконечника 14 оказывается вблизи отверстия 30 тела 29 заслонки.
Всасывающий патрубок 21 входит в корпус 23 в форме гильзы немного ниже верхней стенки 26 гильзы при достаточном расстоянии от выходного отверстия 33 струйного наконечника 14.
Привод дозирующего шнека 11 имеет возможность отключения посредством реле 34 времени. При этом дозирующий шнек 11 подает средство для струйной обработки из резервуара 44 лишь до тех пор, пока реле 34 времени вновь не выключит привод.
Соответствующий изобретению способ осуществляется следующим образом. На нескольких образцах листового материала с лаковым покрытием после определения толщины слоя определяются длительность струйной обработки и количество средства для струйной обработки в качестве меры требуемой подачи энергии на место дефекта, которая необходима, чтобы, например, обеспечить удаление поверхностного слоя прозрачного лака и основного лака вплоть до наполнителя. Время включения реле 34 времени дозирующего шнека 11 устанавливается на это определенное значение времени, и определенное перед этим количество средства для струйной обработки вводится в транспортирующий воздушный поток.
В случае металлического лакового покрытия, состоящего из слоя грунтовки толщиной 18 мкм, наполнителя толщиной 25 мкм, основного слоя лака толщиной 12 мкм и слоя прозрачного лака толщиной 35 мкм, в качестве предпочтительных параметров установлены время включения 14 секунд и количество средства для струйной обработки 7 г с размером зерна 80 мкм.
По истечении времени включения реле 34 времени отключает дозирующий шнек 11. Средство для струйной обработки не поступает в транспортирующий воздушный поток, вырабатываемый всасывающим агрегатом 3, который поддерживается при остановке дозирующего шнека 11 и транспортирует использованное средство для струйной обработки через отсасывающую линию 46 в сепаратор 22. В сепараторе 22 циклон 47 отделяет средство 2 для струйной обработки от удаленных частиц лака, которые всасывающим агрегатом 3 подаются в фильтр 35.
Затем результат струйной обработки контролируется визуально, и за счет этого определяется, удалено ли включение из лакового покрытия. Если оно не удалено, то дозирующий шнек 11 включается вновь. Дозирующий шнек затем вновь доставляет средство для струйной обработки в транспортирующий воздушный поток до тех пор, пока реле 34 времени не отключит дозирующий шнек 11.
За счет изменения средства для струйной обработки, времени струйной обработки и количества средства для струйной обработки можно очень точно установить и дозировать подачу энергии, требуемую для удаления включения из слоя лакового покрытия.
Пример 2
С помощью соответствующего изобретению способа должен быть выровнен и разглажен паяный шов 36, соединяющий два изогнутых листа 48 жести. Паяные швы ввиду процесса затвердевания расплава металла в области шва всегда имеют известные неровности, которые при последующем покрытии лаком могут привести к ухудшению равномерности нанесения лака в области паяного шва.
На фиг.5 показано соответствующее изобретению устройство для выравнивания подобных паяных швов, которое по своей конструкции соответствует уже описанному конструктивному выполнению системы.
На фиг.6 показана струйная камера 7, которая выполнена из насаживаемого на обрабатываемую поверхность паяного шва 36 корпуса 37, струйного наконечника 14, погружаемого в корпус 37 почти до паяного шва 36 под углом α к нормали N к поверхности паяного шва 36; защитной маски 38, которая закрывает корпус 37 и имеет соответствующее паяному шву щелевое выходное отверстие 39 для средства для струйной обработки, а также воронкообразно расширяющегося всасывающего патрубка 40. Струйный наконечник 14 имеет конец 41 щелевой формы, продольная протяженность которого примерно соответствует продольной протяженности обрабатываемой поверхности паяного шва 36. Тем самым гарантируется, что вся обрабатываемая поверхность паяного шва 36 может равномерно нагружаться средством для струйной обработки. Струйный наконечник 14, как уже описано выше, связан со шланговым подводящим проводом 13, в котором размещен дополнительный инжектор 15, более подробно описанный выше.
Защитная маска 38 прилегает фиксированным образом к прокладке 42 из губчатой резины, которая в данном примере разделена на две части, чтобы иметь возможность компенсировать разницу по высоте паяных швов 36 в области стыка листов металла (см. фиг.7). Для этого обе части 42а и 42b прокладки 42 из губчатой резины имеют разную толщину. Прокладка 42 из губчатой резины фиксируется на листах металла, например, с помощью магнитной пленки, так что без каких-либо проблем возможна ее укладка вдоль обрабатываемого паяного шва. Разумеется, фиксация может осуществляться приложением механических усилий посредством вакуума или адгезии.
Прокладка 42 из губчатой резины в качестве изнашивающейся прокладки обеспечивает по существу герметичное замыкание камеры 7 струйной обработки, причем обеспечивается накрытие неровностей.
В данном примере способ, соответствующий изобретению, реализуется при пониженном давлении 320 мбар, с расходом транспортирующего воздушного потока 180 м3/час и со скоростью подачи средства для струйной обработки около 180 м/с.
Пример 3
Необходимо удалить загрязненный поверхностный слой бетона с бетонной поверхности с использованием способа, соответствующего изобретению. Конструктивное выполнение устройства, соответствующего изобретению, соответствует описанному выше принципиальному представлению. Транспортирующий воздушный поток с расходом от 3000 до 5000 м3/час, создаваемый всасывающим агрегатом 3, разделяется на части и подается по отдельным подводящим шланговым проводам 13 к множеству струйных наконечников, веерообразно ориентированных друг к другу. Каждый из подводящих шланговых проводов 13 снабжен инжектором 15, который сообщает смеси, состоящей из транспортирующего воздушного потока и средства для струйной обработки, дополнительное приращение энергии для значительного повышения скорости струйной обработки. Все струйные наконечники 14 ведут в общую камеру 7 струйной обработки, которая может перемещаться по бетонной поверхности. Всасывающий агрегат 3 создает пониженное давление от 400 до 500 мбар, и достигаются скорости струйной обработки около 300 м/с.
Смесь, состоящая из средства для струйной обработки и частиц бетона, подается по шланговой отводящему проводу 6 в сепаратор 22, где осуществляется отделение средства для струйной обработки, его фильтрация и повторная подача в замкнутый контур циркуляции.
В фильтре тонкой очистки средство для струйной обработки отделяется от удаленных с обрабатываемой поверхности частиц бетона. Транспортирующий воздушный поток в очищенном виде поступает во всасывающий агрегат 3.
С использованием способа, соответствующего изобретению, может без затруднений достигаться производительность процесса очистки поверхностного слоя 4,6 м3/час при толщине удаляемого слоя 10 мм.
Толщина удаляемого слоя при реализации способа, соответствующего изобретению, может устанавливаться таким образом, что в случае загрязненных поверхностных слоев бетона будет удаляться только соответствующее требованиям количество бетона.
Тем самым обеспечивается то, что подлежит устранению только незначительная масса отходов бетона, или соответственно получается в качестве отхода особый щебень.
Пример 4
С использованием соответствующего изобретению способа может осуществляться уплотнение поверхностного слоя некоторой поверхности. Для этого способ, соответствующий настоящему изобретению, осуществляется, как описано выше. Используется средство для струйной обработки из стали, которое при ударе о поверхность уплотняет ее и тем самым способствует повышению прочности поверхности.
Средство для струйной обработки состоит, в зависимости от типа уплотняемой грунтовой поверхности, например, из шарообразных стальных частиц с диаметрами от 50 мкм до 5000 мкм. Скорости струйной обработки превышают 250 м/с.
Пример 5
На описанную в примере 4 уплотненную поверхность с использованием способа, соответствующего изобретению, должно наноситься цинковое покрытие. В качестве средства для струйной обработки применяют частицы цинка с размером зерна 20 мкм. Эти частицы ускоряются с помощью инжектора 15 до скорости 180 м/с.
При соударении частиц цинка с поверхностью энергия движения преобразуется в тепловую энергию, достаточную для образования цинкового покрытия на обрабатываемой поверхности.
Реферат
Изобретение относится к области струйной обработки и может быть использовано при удалении поверхностного слоя и/или уплотнения и/или нанесения покрытия на твердые поверхности. При обработке осуществляют дозированное введение средства для струйной обработки в транспортирующий воздушный поток, созданный при пониженном давлении, и доставку средства по системе шлангового провода к струйному наконечнику с направлением его на обрабатываемую поверхность. При этом струйный наконечник образует по меньшей мере один дополнительный инжектор для выработки и ввода дополнительного импульса энергии посредством по меньшей мере одного дополнительного газового потока, всосанного под действием пониженного давления и находящегося, по меньшей мере, под атмосферным давлением. В результате значительно повышается скорость струйной обработки, появляется возможность управления количеством энергии, передаваемой средством для струйной обработки на обрабатываемую поверхность, в широких пределах в зависимости от области применения, формы обрабатываемой поверхности, вида средства для струйной обработки и других параметров струйной обработки. 2 н. и 28 з.п. ф-лы, 7 ил.
Комментарии