Абразивоструйное устройство мокрой очистки для удаления окалины с листового металла - RU2440197C2
Код документа: RU2440197C2
Чертежи



Описание
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к процессу удаления нежелательных веществ с поверхностей плоских листовых или рулонных материалов. В частности, настоящее изобретение относится к устройствам и способам удаления окалины с поверхностей обработанного листового металла путем подачи средства для удаления окалины, в частности абразивных гидросмесей, на противоположные стороны листового металла, проходящего через устройство.
ХАРАКТЕРИСТИКА УРОВНЯ ТЕХНИКИ
Обработанный листовой металл - это листовой металл, который подготовлен к изготовлению холоднокатаных листов и производству ряда изделий. Листовой металл такого рода используется при производстве товаров из стальных листов различной толщины, например сельскохозяйственного оборудования, запчастей к автомобилям, стальных контейнеров и машинных плит.
Листовой металл обычно подготавливают к использованию способом горячей прокатки. В процессе горячей прокатки углеродистую сталь нагревают до температуры свыше 1500°F (815°C). Нагретую сталь пропускают через следующие одна за другой пары противостоящих валков, которые уменьшают толщину стального листа. По завершении горячей прокатки обработанный листовой металл или горячекатаную сталь охлаждают известными способами, обычно путем закалки в воде, масле или жидком полимере. Затем обработанный листовой металл сворачивают в рулон для удобства хранения и транспортировки конечному пользователю, то есть изготовителям самолетов, автомобилей или бытовых приборов и т.п.
В процессе охлаждения горячекатаного листового металла реакции с содержащимся в воздухе кислородом и с влагой, участвующей в процессе охлаждения, приводят к образованию на его поверхностях слоя оксида железа или, как его обычно называют, окалины. Скорость охлаждения листового металла и падение суммарной температуры процесса горячей прокатки влияют на количество и состав окалины, образующейся на поверхности в процессе охлаждения.
В большинстве случаев перед использованием листового металла изготовителем его поверхность необходимо обработать, т.е. так подготовить к производственному процессу, чтобы листовой металл можно было окрасить или, например, нанести иной покрывающий слой. Самым распространенным способом удаления окиси с поверхности горячекатаного или обработанного листового металла является травление. Для удаления окиси листовой металл, уже охлажденный, после горячей прокатки, до температуры окружающей среды, разматывают и пропускают через кислотную ванну, обеспечивая, таким образом, удаление окалины, образовавшейся на поверхностях листового металла, химическим способом. После удаления окалины с помощью кислотной ванны листовой металл промывают, высушивают и незамедлительно смазывают, чтобы защитить его поверхности от окисления или ржавчины. Смазка создает барьер для воздуха из слоя пленки, который защищает открытые поверхности листового металла от воздействия атмосферного воздуха и влаги. Необходимо смазывать листовой металл незамедлительно после травления, поскольку открытые металлические поверхности начнут окисляться почти сразу же под воздействием атмосферного воздуха и влаги. Процесс травления эффективен при удалении всего окисного слоя или окалины с поверхности обработанного листового металла. Однако травление имеет множество недостатков. Например, кислота, используемая в кислотной ванне, является едкой, а это наносит вред оборудованию и опасно для людей, т.к. кислота является экологически вредным химическим продуктом, который имеет специальные ограничения по хранению и утилизации. Кроме того, процесс травления в кислотной ванне требует значительных площадей для технологического оборудования.
Таким образом, в различных отраслях промышленности требуются усовершенствованные устройства и способы очистки поверхности листового металла путем удаления с них окиси или окалины, не требующие больших производственных площадей для процесса травления и использования опасных химикатов, например кислот.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает менее сложные процессы удаления окалины без использования опасных химикатов, что позволяет преодолеть недостатки известных устройств и способов удаления окалины с обработанного листового металла. Предлагаемое устройство позволяет полностью удалить окалину с поверхности предварительно обработанного, т.е. горячекатаного листового металла. Под "листовым металлом" понимают все виды листового металла, например полосовые и листовые прокаты из углеродистых и нержавеющих сталей. Предлагаемое устройство может включать в себя правильную машину, предназначенную для плющения или раскатывания листового металла, поступающего из рулона. В качестве правильной машины могут быть использованы правильно-растяжные машины, роликовые правильные машины либо и те, и другие.
Листовой металл некоторой протяженности перемещается от правильной машины к окалиноломателю устройства. Окалиноломатель содержит несколько пар центробежных рабочих колес, именуемых здесь колесами, расположенных рядом друг с другом на некотором расстоянии над и под листовым металлом, некоторой протяженности, проходящим через окалиноломатель. Вращающиеся колеса оснащены абразивным средством для удаления окалины, т.е. абразивной гидросмесью. Вращающиеся колеса с большой скоростью подают это средство на плоские поверхности листового металла некоторой протяженности, и под воздействием гидросмеси происходит удаление окалины с его поверхностей по мере его прохождения через окалиноломатель.
Устройство также может содержать щеточную машину (см. патент Voges, №6814815).
В большинстве случаев используют также по меньшей мере одно промывочное устройство, на которое поступает листовой металл некоторой протяженности из окалиноломателя или щеточной машины. Вращающиеся щетки щеточной машины и промывочный раствор воздействуют на противоположные поверхности листового металла некоторой протяженности и способствуют удалению продуктов, остающихся после абразивной обработки окалиноломателем. Вращающиеся щетки, воздействующие на противоположные поверхности листового металла, могут также использоваться для дальнейшей обработки его поверхности или обеспечения его требуемой шероховатости. Затем листовой металл некоторой протяженности проходит через сушильный аппарат, который сушит его или иным способом удаляет с него оставшуюся промывочную жидкость.
После этого высушенный листовой металл некоторой протяженности незамедлительно пропускают через устройство для нанесения покрытия, с помощью которого на высушенные поверхности листового металла наносят масляную пленку или иной защитный слой, предотвращая, таким образом, их повторное окисление и обеспечивая их смазывание для последующей обработки и защиту от повреждения, вызванного соприкосновением двух стальных поверхностей при сматывании в рулон высушенного и смазанного листового металла некоторой протяженности намоточным устройством, на которое он затем поступает. Таким образом, смазанному рулону листового металла с удаленной окалиной придают форму, удобную для его хранения до последующей обработки.
Полный процесс удаления окалины, выполненный предлагаемым устройством, дополняет другие способы обработки листового металла, например способ, описанный в патенте США №6814815, согласно которому удаляют некоторую заданную часть окалины, оставляя коррозионно-стойкую поверхность, допустимую при изготовлении многих продуктов, не требующих полного удаления окалины, например, при изготовлении продуктов с цинковым покрытием.
Предложены устройство и способ удаления окалины с обработанного листового металла, обладающие рядом преимуществ по сравнению с известными устройствами и способами. Например по сравнению с процессом травления предложенные устройство и способ обладают меньшими эксплуатационными затратами, не требуя при этом использования опасных материалов и не оставляя на листовом металле никаких остатков вредных моющих средств. Кроме того, отсутствует необходимость изменять скорость линии отделки проката или другие параметры для удаления более стойких окисей, образующихся на кромках полосы листового металла или на концах рулона листового металла, т.е. в тех местах, где под воздействием воздуха или при длительном воздействии высокой температуры имеет место повышенное окисление.
Устройство для удаления окалины можно использовать в широком диапазоне рабочих режимов независимо от скорости линии отделки листового металла, вызванных коррозией при остановке линии, коррозией от моющих растворов, либо перетравливанием листового металла, т.е. процессов, присущих травлению. С помощью нового способа можно удалять небольшие поверхностные дефекты, такие как расщепы и пр. При травлении на полосе зачастую остается стальное отслоение, закрывающее участок окалины. Такие отслоения в дальнейшем отделяются при сворачивании в рулон, нанесении покрытия или отжиге, что может вызвать проблемы с линией отделки, бремя которых ложится на заказчика.
Устройство и способ по изобретению также весьма перспективны и при одностороннем применении.
Предлагаемое устройство и способ его применения можно также использовать для обеспечения требуемой шероховатости поверхности обработанного листового металла. Требуемую шероховатость поверхности обеспечивают с помощью предлагаемого устройства. Шероховатость поверхности представляет собой ключевой параметр изделий с более высокой добавленной стоимостью. Потребители листового металла зачастую жестко задают значения Ra и Rpc для приобретаемого листового металла в соответствии с технологическими требованиями и конечным использованием материала. Более высокое значение Ra порядка 150 мкд (3,8 микрон) может потребоваться, например, для увеличения адгезии цинка или контроля массы покрытия на линиях цинкования для нанесения слоев цинка, имеющих массу покрытия от умеренной до большой, тогда как Ra порядка 70 мкд (1,8 микрон) с большим числом пиков может потребоваться для увеличения смазывания в процессе прокатки или штамповки или для улучшения внешнего вида поверхности после покраски готового изделия.
Устройство также можно использовать для того, чтобы каждая из противоположных поверхностей полосы листового металла имела свою заданную шероховатость, например, если на внутренней поверхности детали должен быть нанесен толстый слой смазки для холодной штамповки, а затем толстый слой полимерного покрытия для защиты от износа и коррозии, а внешняя поверхность должна быть гладоокрашенной и иметь привлекательный внешний вид. Эту технологию использовали в прошлом при изготовлении кузовных деталей автомобилей премиум-класса, но она одинаково применима и в других случаях. Способность обеспечивать требуемую шероховатость поверхности листа имеет большое значение в связи с тем, что повышенная шероховатость обычно улучшает сцепление покрытия, но и повышает его расход. Таким образом, пользователь устройства может обеспечивать требуемую шероховатость поверхности с учетом того, что в данном случае наиболее необходимо - больше адгезии или больше покрытия. Устройство позволяет получить более однородную по шероховатости поверхность, чем при травлении листового металла, приводящем к сложной топографии поверхности, особенно в диапазоне микрошероховатости. Предлагаемое устройство можно использовать и для обработки полос листового металла различной ширины. Ширину зоны воздействия, где гидросмесь контактирует с поверхностью листового металла, в случае более узкого материала можно уменьшить, но при этом использовать полную расчетную энергию колес устройства, что позволит обрабатывать узкие материалы на линии отделки листового металла на более высоких скоростях.
Использование в гидросмеси частиц нержавеющей стали позволяет улучшить антикоррозионные свойства листового металла. По имеющимся сведениям, это вызвано уменьшением свободных ионов железа на поверхности металла, приводящим к некоторой пассивации поверхности. По сравнению с сухой струйной обработкой листового металла предлагаемые устройство и способ обеспечивают более стабильную работу, поскольку абразивные частицы в используемой гидросмеси не разрушаются так быстро, как такие же или эквивалентные частицы, используемые при сухой струйной обработке. Жидкость, присутствующая в используемой гидросмеси, снижает ущерб, нанесенный частицам гидросмеси в результате их случайных столкновений, что увеличивает срок их службы. Кроме того, жидкость снижает износ, вызванный соприкосновением абразивных частиц с деталями машины, что в свою очередь повышает срок службы этих деталей. Также, в отличие от сухой струйной обработки предлагаемое устройство не создает пыли и, следовательно, обеспечивает более улучшенную эргономику в рабочей зоне, снижает риск возникновения пожара и создает меньше шума при эксплуатации.
Предлагаемое устройство позволяет также получить более чистую поверхность полосы по сравнению с сухой струйной обработкой, которая оставляет различные отходы, как лежащие на поверхности листового металла, так и застрявшие в ней. Эти отходы, оставшиеся после абразивной обработки, могут включать частицы металла, которые очень трудно удалить. Кроме того, загрязнения, находящиеся на поверхности листового металла перед сухой струйной обработкой, могут застрять в поверхности листового металла. Более того, в отличие от сухой струйной обработки, вымочки на полосах листового металла не вызывают скопления рыхлой окалины или продуктов износа на поверхности полосы, которое может привести к появлению на ней еще большего количества дефектов. Агломерированная масса может прикрепиться либо к полосе листового металла, либо к обрабатывающему ролику линии отделки.
Кроме того, предлагаемое устройство не имеет недостатков, связанных с повышением температуры на локализованных участках полосы, приводящим к искривлению полосы и/или ее быстрой коррозии. Также в предлагаемом устройстве можно использовать более широкий диапазон средств для удаления окалины, чем при сухой струйной обработке, например частицы большего размера. Предлагаемое устройство увеличивает выбор вариантов обработки листового металла. Например, можно обрабатывать поверхности листового металла с помощью гидросмеси, в которой в качестве жидкости использована антикоррозийная присадка. К жидкости гидросмеси можно также добавить моющее средство для обезжиривания или очистки поверхностей листового металла, что позволяет вторично обрабатывать дефектные материалы, прошедшие обработку другими способами.
По сравнению с другими абразивоструйными устройствами мокрой очистки предлагаемое устройство обеспечивает более однородное распределение абразива по ширине листового металла. В предпочтительном варианте реализации изобретения поток гидросмеси, подаваемый каждым колесом устройства, охватывает всю ширину листового металла.
Предлагаемое устройство можно также использовать для обработки полос листового металла различной ширины. Устройство может расходовать свою полную энергию на обработку листового металла с различной шириной полос.
С точки зрения потребления энергии предлагаемое устройство более эффективно, чем воздухоструйные устройства мокрой очистки. В воздухоструйных устройствах для охвата всей ширины обычной промышленной полосы необходимо использовать несколько сопел. Настоящее изобретение обеспечивает отсутствие неоднородностей в местах соприкосновения краев пятна отдельного абразивоструйного потока с листовым металлом, и в местах перекрытия отдельных пятен, а также их начала и конца.
Центробежное рабочее колесо предлагаемого устройства для удаления окалины также имеет меньше комплектующих деталей по сравнению с другими абразивоструйными устройствами мокрой очистки. Кроме того, уменьшена сложность большинства отдельных компонентов устройства по сравнению с другими устройствами очистки. Также в устройстве предлагаемой конструкции относительная площадь поверхности деталей, соприкасающихся с подвижным абразивом, намного меньше, чем в других абразивоструйных устройствах мокрой очистки с эквивалентным полным объемным расходом гидросмеси, что приводит к их меньшему износу.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Конструктивные особенности устройства и способ его применения рассмотрены ниже в подробном описании изобретения и прилагаемых чертежах.
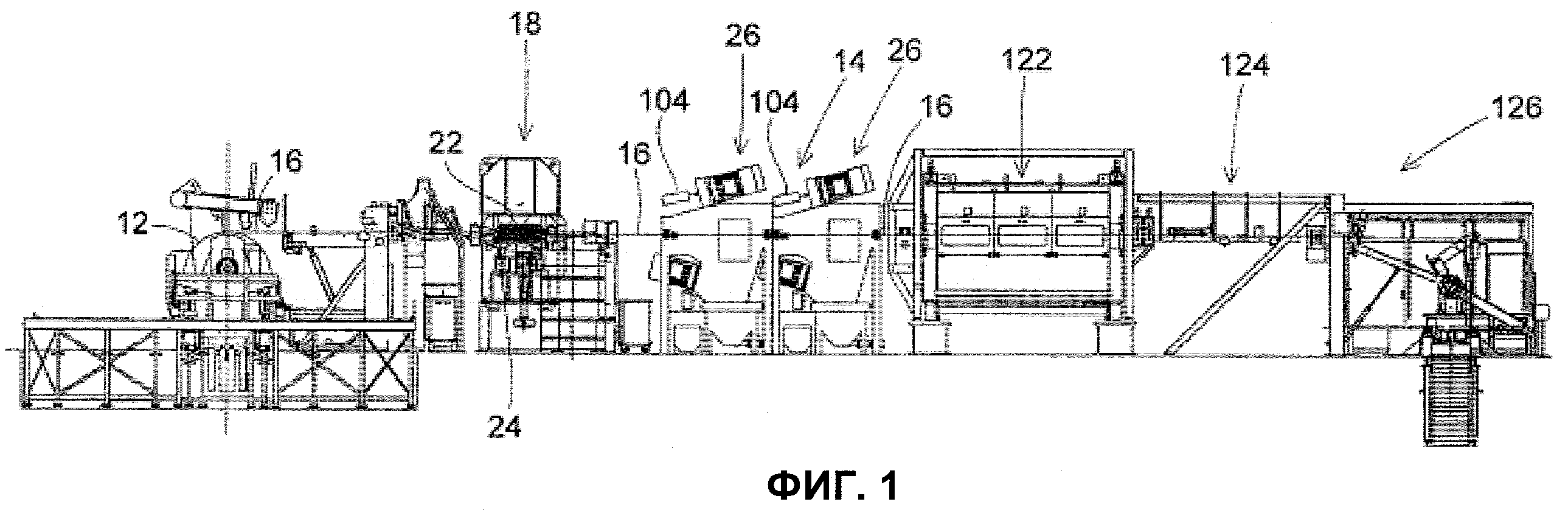
На фиг.1 схематично представлен вид сбоку предлагаемого устройства для удаления окалины с листового металла и проиллюстрирован способ его работы.
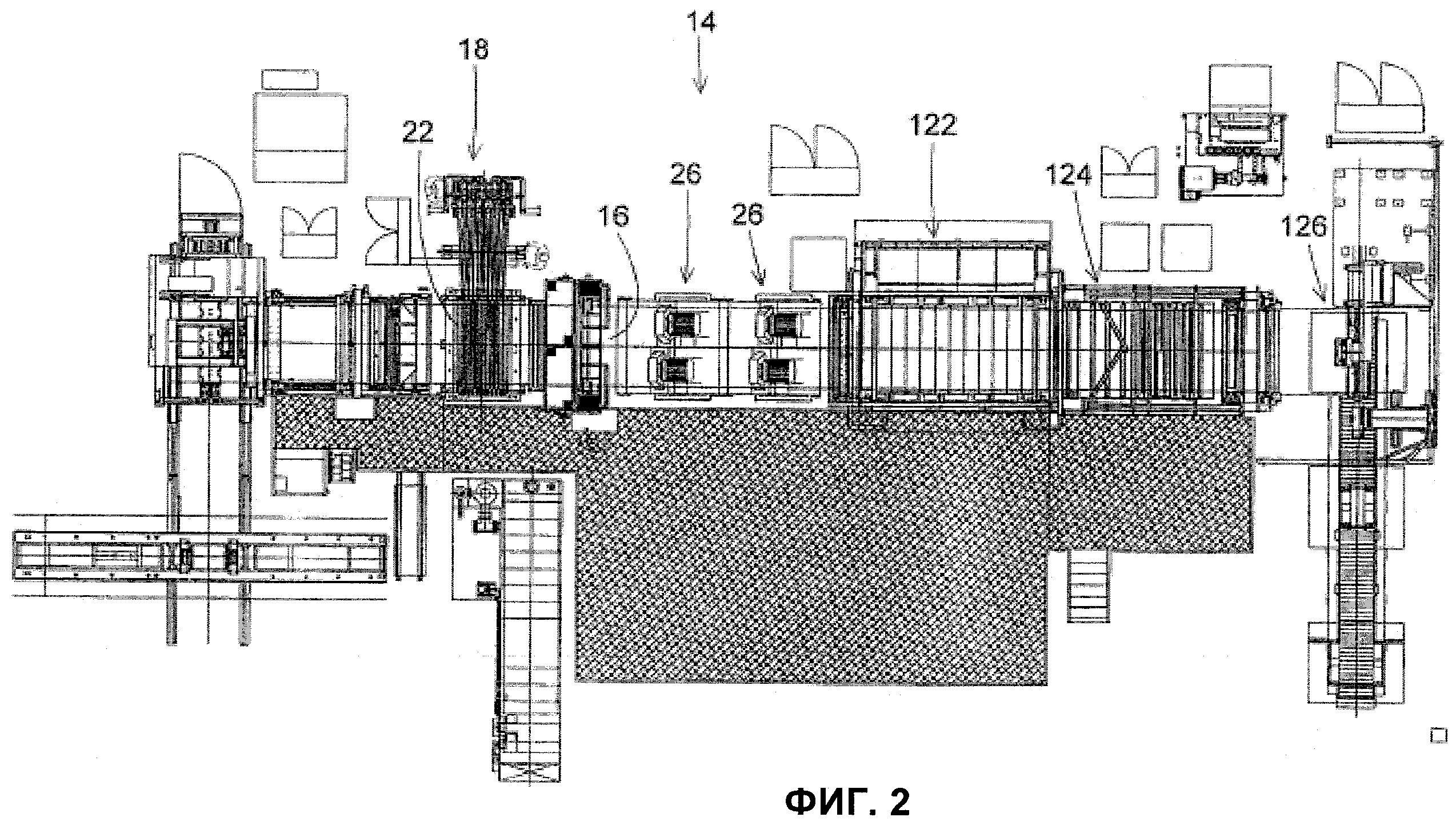
На фиг.2 схематично представлен вид сверху устройства, изображенного на фиг.1.
На фиг.3 приведен вид сбоку окалиноломателя устройства, изображенного на фиг.1.
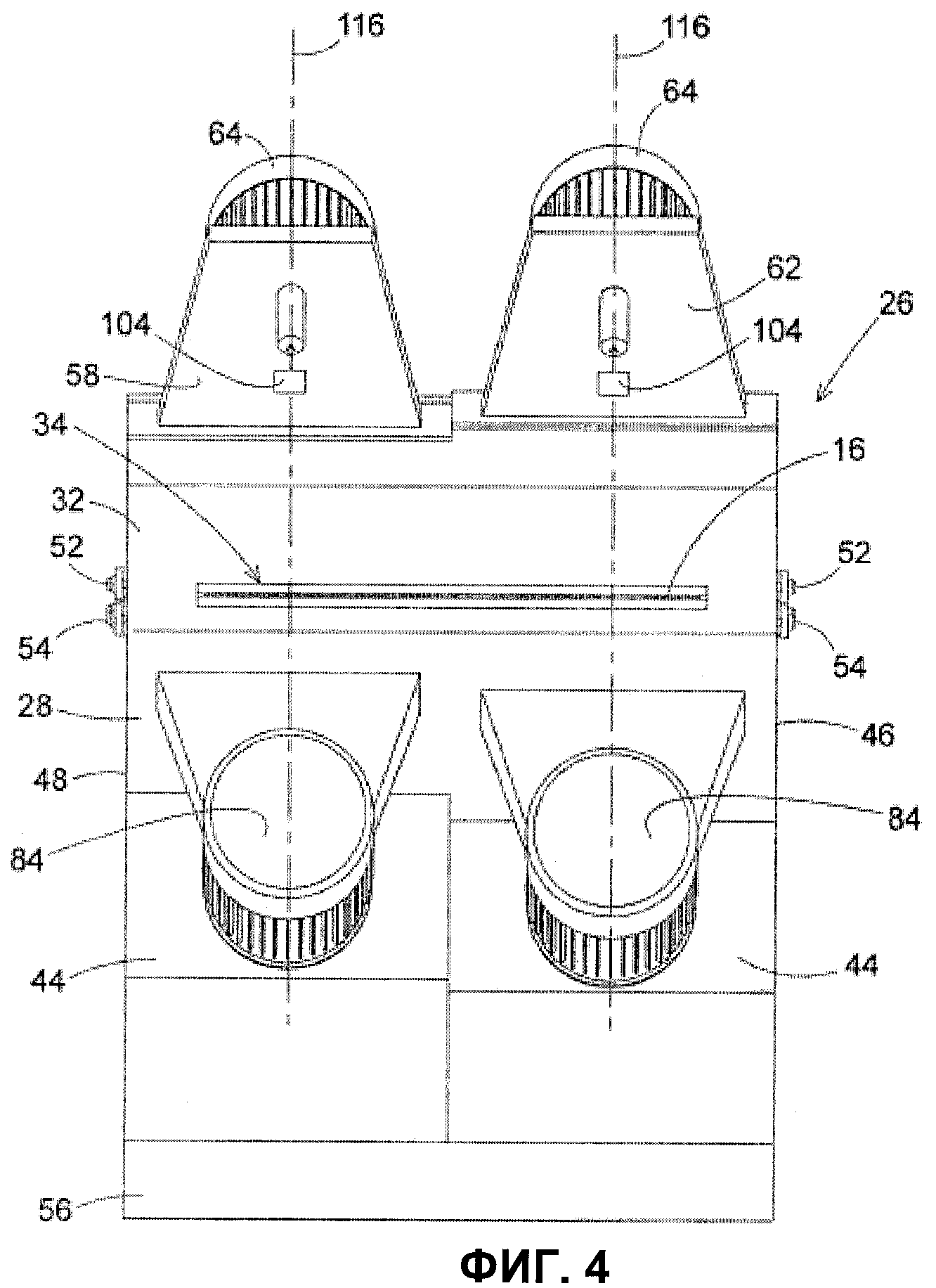
На фиг.4 изображен вид окалиноломателя с переднего конца.
На фиг.5 представлен вид окалиноломателя с заднего конца.
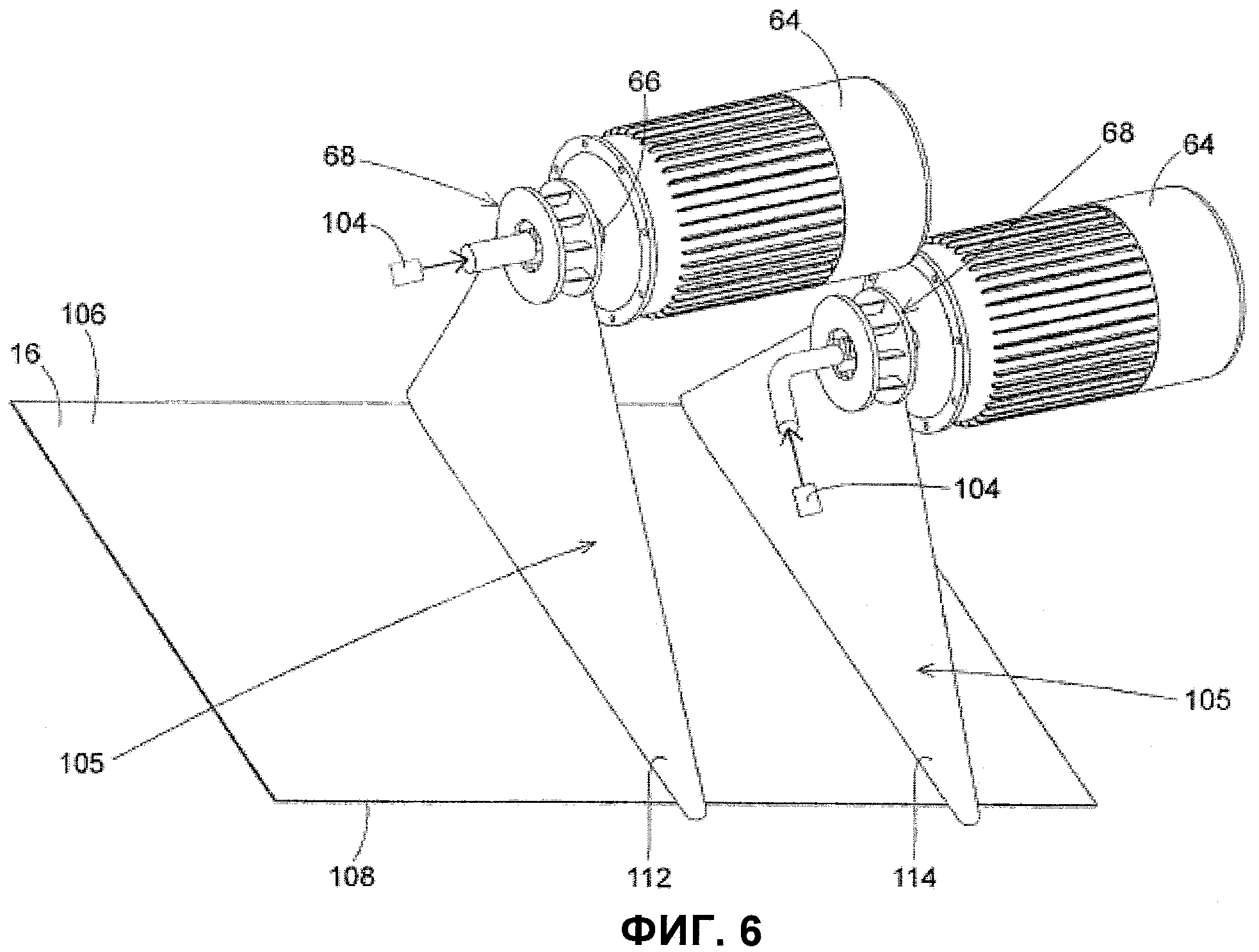
На фиг.6 представлен частичный вид окалиноломателя, изображенного на фиг.4 и 5.
На фиг.7 представлен еще один частичный вид окалиноломателя, изображенного на фиг.4 и 5.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг.1 схематично представлено предлагаемое устройство, используемое для удаления окалины с поверхностей обрабатываемого листового металла предлагаемым способом. Как подробнее описано ниже, листовой металл перемещают через устройство, изображенное на фиг.1, по направлению слева направо. Составные части устройства, изображенного на фиг.1, относятся к предпочтительному варианту изобретения. Следует отметить, что возможны изменения описываемого предпочтительного варианта изобретения без выхода за пределы его объема, ограниченного формулой изобретения.
Рулон предварительно обработанного листового металла (например горячекатаного листового металла) 12 расположен вблизи подающего механизма 14 для подачи металлического листа 16 на устройство (см. фиг.1). Рулон листового металла 12 может быть закреплен на любом известном устройстве, предназначенном для контролируемого разматывания листового металла некоторой протяженности 16 из рулона 12. Как вариант, листовой металл можно подавать на устройство в виде отдельных листов.
Рядом с рулоном листового металла 12 расположена правильная машина 18, на которую поступает размотанный листовой металл 16 некоторой протяженности. Правильная машина 18 содержит ролики 22, 24, расположенные на расстоянии друг от друга. Несмотря на то, что на чертежах изображена роликовая правильная машина, для реализации устройства и способа по изобретению могут быть использованы и другие типы правильных машин.
Из правильной машины 18 обработанный листовой металл 16 поступает в окалиноломатель 26. На фиг.1 и 2 изображены два отсека окалиноломателя 26, расположенные один за другим по ходу движения листового металла 16 и содержащие две сопряженные пары центробежных рабочих колес, одна из которых установлена с возможностью обработки каждой из двух плоских поверхностей полосы. Оба отсека окалиноломателя 26 выполнены аналогичным образом, поэтому подробно рассмотрен только один отсек. Количество отсеков окалиноломателя выбирают из условия соответствия заданной линейной скорости устройства и обеспечения удаления окалины и последующего выравнивания текстуры поверхности.
На фиг.3 представлен увеличенный вид сбоку окалиноломателя 26 устройства, приведенного на фиг.1 и 2. Движение листового металла некоторой протяженности (фиг.3) осуществляют слева направо. Окалиноломатель 26 в целом представляет собой пустотелый корпус 28. Часть листового металла некоторой протяженности 16, представленная на фиг.3-5, проходит через корпус 28 окалиноломателя. Следует отметить, что горизонтальное положение, в котором листовой металл некоторой протяженности 16 представлен на чертежах при прохождении через корпус 28, не является обязательным признаком изобретения. При прохождении через окалиноломатель листовой металл может принимать и вертикальное или любое иное положение. Таким образом, такие термины, как "верх" и "низ", "выше" и "ниже", и "верхний" и "нижний", не являются фактором, ограничивающим расположение устройства или направленность листового металла некоторой протяженности, необходимые для их правильной работы.
Передняя торцевая стенка 32 корпуса имеет узкую входную разрезную щель 34, имеющую соответствующую ширину и толщину для обеспечения возможности подачи листового металла некоторой протяженности 16. Противоположная задняя торцевая стенка 36 корпуса имеет узкую выходную разрезную щель 38, размеры которой обеспечивают выход листового металла некоторой протяженности 16. Входное отверстие 34 изображено на фиг.4, а выходное на фиг.5. Отверстия снабжены уплотнительными устройствами, предназначенными для удержания гидросмеси внутри корпуса при обработке полосы. Внутренний объем корпуса 28 образован верхней стенкой 42, рядом нижних стеновых панелей 44 и двумя боковыми стенками 46, 48. Для наглядности внутренняя часть корпуса 28 в целом показана открытой, кроме пар противоположных роликов 52, 54, которые поддерживают листовой металл некоторой протяженности 16 при его прохождении через корпус от входного отверстия 34 к выходному 38. Во многих случаях используют также возвратные опорные устройства, способствующие прохождению концов полос через машину. Дно корпуса 28 снабжено сливным лотком 56, сливное отверстие которого выходит во внутреннюю часть корпуса. Лоток 56 предназначен для сбора материала, удаленного с листового металла некоторой протяженности 16, и отработанной гидросмеси из внутренней части корпуса 28.
Два управляемых центробежных рабочих колеса 68 установлены в облицованных корпусах или защитных кожухах 58, 62, смонтированных на верхней стенке 42 корпуса. Кожухи 58, 62 имеют внутри полости, связанные через отверстия в стенке 42 с его внутренней частью. Как видно из фиг.3-5, кожухи 58, 62 рабочих колес расположены в шахматном порядке на стенке 42. Такое расположение предотвращает столкновение потока гидросмеси, выбрасываемого одним рабочим колесом, с потоком гидросмеси, с другого рабочего колеса пары. На двух кожухах 58, 62 установлены два электродвигателя 64.
Каждый электродвигатель 64 имеет выходной вал 66, проходящий через стенку соответствующего кожуха 58, 62 в его внутреннюю часть.
Колеса для удаления окалины и их защитные кожухи аналогичны по конструкции и работе головкам для выпуска гидросмеси, раскрытым в патентах США MacMillan №№4449331, №№4907379, и №№4723379; Carpenter и другие. №№4561,220; McDade №№4751,798; и Lehane №№5637029, которые включены в данный документ.
Подача гидросмеси с рабочих колес осуществляется со скоростью 280 футов в минуту (1,4 м/с). Для оптимизации удаления окалины с полосы горячекатаной углеродистой стали в первом отсеке окалиноломателя можно использовать гидросмесь из воды и дроби из рубленой проволоки #20. Получившуюся в результате текстуру поверхности выравнивают во втором отсеке окалиноломателя с помощью дроби из более мягкой нержавеющей стали. Для этого оказалось достаточно смеси дроби #30 и #10. Если не требуется смазки изделия после обработки, то в гидросмесь можно добавить ингибиторы коррозии, например, выпускаемые компанией Oakite Products, Inc, под торговой маркой "Oakite". Выбор средств зависит от последующего использования обрабатываемого листа и требуемой степени защиты.
Если на поверхности подаваемого материала имеется масло, то в воду гидросмеси необходимо добавлять техническую щелочь или другие моющие или обезжиривающие средства, без изменения эффективности процесса абразивоструйной очистки.
Специалисты в данной области могут выбрать и другие абразивные среды. Средний размер, гранулометрический состав, форма и материал абразивов, входящих в приготавливаемый раствор, зависят от материала обрабатываемой полосы и требуемой степени чистоты поверхности.
Вращение валов 66 электродвигателей вызывает вращение связанных с ними колес 68 для удаления окалины. Хотя предпочтительными приводными устройствами колес 68 являются электрические двигатели 62, тем не менее, могут быть использованы и другие устройства. Вторая пара центробежных рабочих колес 88 для подачи гидросмеси установлена на нижних стеновых панелях 44 корпуса 28. По назначению и размерам эти колеса идентичны верхней паре.
Оси обеих пар рабочих колес 68 и 88, а также их агрегаты установлены на корпусе 28 под углом к направлению движения листового металла некоторой протяженности 16 через корпус окалиноломателя 28. Оси 98, 102 второй пары двигателей 84 также расположены под углом к плоскости листового металла некоторой протяженности 16, проходящего через отсек окалиноломателя 28.
Этот угол выбирают из условия обеспечения стабильного потока гидросмеси, уменьшения столкновения между отскакивающими частицами и частицами, которые еще не воздействовали на поверхность полосы, улучшения разрушения абразивным материалом, повышения эффективности удаления материала и уменьшения сил, стремящихся впрессовать в полосу материал, который необходимо удалить путем ударных нагрузок.
Подачу средства 104 для удаления окалины осуществляют во внутреннюю часть каждого из защитных кожухов 58, 62 в центральной части колес 68 и 84 либо так же, как в вышеупомянутом патенте Lehane, либо другим аналогичным образом. В предпочтительном варианте изобретения в качестве средства для удаления окалины используют гидросмесь воды и частиц мелкозернистой стали. На фиг.3 схематично проиллюстрирована подача средства 104 для иллюстрации подачи различных известных способов подачи различных абразивных средств мокрой очистки от окалины во внутреннюю часть корпуса 28.
Верхняя пара колес 68 подает средство 105 для удаления окалины по направлению вниз к листовому металлу 16, проходящему через корпус 28. Согласно решениям, изложенным в вышеупомянутых патентах, для эффективного воздействия на одни и те же области полосы жидкими и твердыми составляющими гидросмеси подаваемое средство 105 для удаления окалины воздействует на верхнюю поверхность 106 листового металла некоторой протяженности 16 и удаляет с нее окалину. Например, если при перемещении листового металла некоторой протяженности 16 по направлению перемещения колесо 68 на левой стороне верхней поверхности листового металла 106 вращается против часовой стрелки, то колесо 68 на правой стороне верхней поверхности 106 вращается по часовой стрелке. Это приводит к тому, что средство 105, подаваемое каждым рабочим колесом 68, контактирует с верхней поверхностью 106 листового металла некоторой протяженности 16, причем контактная поверхность средства 105, подаваемого каждым колесом 68, с запасом перекрывает ширину листового металла некоторой протяженности 16. Подача гидросмеси за кромки полосы обеспечивает наиболее равномерное покрытие. На фиг.6 и 7 это проиллюстрировано изображением верхней поверхности листового металла некоторой протяженности 16 с двумя практически прямоугольными зонами воздействия 112, 114 струи средства 105. Поскольку направление движения гидросмеси, подаваемой колесами, по ширине полосы изменяется в зависимости от положения гидросмеси на выходе из колеса по его диаметру, шероховатость поверхности в местах, наиболее удаленных от колеса, может иметь некоторую направленность. В предпочтительном варианте изобретения это компенсируют путем использования пар колес, вращающихся в противоположных направлениях, таким образом, что сначала на каждый участок полосы воздействует поток гидросмеси первого колеса, а затем любые последствия направленности действия, вызванные первым потоком гидросмеси, компенсируют воздействием второго потока гидросмеси второго колеса, который имеет поперечные составляющие скорости, нивелирующие воздействие первого потока.
Аксиальное смещение положения верхней пары колес 68 приводит также к аксиальному смещению двух зон 112, 114 воздействия на поверхности 106 листового металла. Это обеспечивает воздействие средства 105 по всей ширине листового металла при отсутствии взаимодействия между средством 105, подаваемым каждым колесом 68. Кроме того, пары колес 68 и 84 могут быть установлены с возможностью перемещения по направлению к поверхности 106 листового металла, проходящего через окалиноломатель, и от нее. Это обеспечивает вторичное выравнивание листового металла различной ширины. По мере удаления двигателей 64 и колеса 68 от поверхности 106 листового металла ширина зон 112, 114 воздействия на поверхность 106 листового металла увеличивается. По мере приближения двигателей 64 и колес 68 к поверхности 106 ширина зон 112, 114 воздействия на поверхность 106 уменьшается. Такое расположение двигателей 64 и их колес 68 с возможностью перемещения позволяет использовать устройство для удаления окалины с листового металла различной ширины. Еще один способ изменения ширины зоны воздействия струи гидросмеси на поверхность листового металла заключается в изменении наклонного положения входных сопел 104 относительно защитного кожуха рабочего колеса. Разъяснение этого способа дано в вышеупомянутых патентах. Третий вариант заключается в том, чтобы поворачивать два рабочих колеса вокруг осей 116 под прямым углом к их осям вращения относительно направления движения полосы так, чтобы эллипсоидная зона воздействия струи гидросмеси каждого колеса, при той же самой длине, не стала бы квадратной или перпендикулярной по отношению к направлению движения полосы. Удаление от полосы и приближение к ней также изменяет энергию воздействия потока. Кроме того, наклонное расположение осей 78, 82 колес 68 приводит к удару струи средства 105 под углом к поверхности листового металла 16. Угол воздействия струи средства 105 на поверхность листового металла 16 выбирают из условия получения оптимальной эффективности удаления окалины. Достаточным был признан угол 15 градусов. Кроме того, для получения требуемой шероховатости поверхности полосы листового металла, проходящего через устройство для удаления окалины, можно изменять свойства средства 104. Например, за счет изменения в гидросмеси средства 104 комбинации размера частиц, их формы или материала можно получать различные шероховатости поверхности листового металла.
Как видно из фиг.3 и 7, нижняя пара колес 88 направляет гидросмесь 105 для воздействия на нижнюю поверхность 108 листового металла некоторой протяженности 16 так же, как и верхняя пара колес для удаления окалины 68. При такой конфигурации зоны воздействия струи средства 105 на нижней поверхности 108 листового металла 16 находятся непосредственно напротив зон воздействия 112, 114 на верхней его поверхности. Это уравновешивает полосовые нагрузки от верхних и нижних потоков гидросмеси, повышая при этом устойчивость линии против напряжений. Таким образом, нижние колеса 88 работают так же, как и верхние колеса 68, удаляя окалину с нижней поверхности 108 листового металла 16, проходящего через окалиноломатель 26.
В варианте конструкции линии отделки металла устройства, приведенном на фиг.1 и 2, два отсека 26 струйной обработки расположены последовательно по ходу листового металла 16, проходящего через линию отделки устройства. После выхода отсеков 26 листовой металл может быть подвергнут дальнейшей обработке.
Вблизи отсека 26 струйной обработки, куда поступает листовой металл некоторой протяженности 16 из окалиноломателей, расположена щеточная машина 122. Машина 122 может быть выполнена аналогично раскрытой в патенте США Voges №6814815, который следует считать включенным в данное описание. Машина 122 содержит вращающиеся щетки, расположенные по всей ширине листового металла 16. Вращающиеся щетки, содержащиеся в машине 122, контактируют с противоположными верхней 106 и нижней 108 поверхностями листового металла некоторой протяженности 16 по мере его прохождения через машину 122 и создают поверхность, зачищенную посредством абразивной очистки, как правило, имеющую невысокую шероховатость с некоторой направленностью. При обработке противоположных поверхностей листового металла в щетки вводят струю воды, что позволяет получать заданную шероховатость поверхностей, создаваемую отсеками 26, или изменять ее. Вблизи щеточной машины 122 расположена сушилка 124, в которую листовой металл 16 поступает из щеточной машины или, при ее отсутствии, непосредственно из струйного устройства мокрой очистки. По мере прохождения листового металла некоторой протяженности 16 через сушилку 124 с его поверхностей удаляют влагу, оставшуюся после промывки.
Из сушилки 124 листовой металл некоторой протяженности 16 поступает на намоточное устройство 126, которое сматывает его в рулон для ее хранения или транспортирования.
В других вариантах конструкции линии обработки металла на поверхности листового металла некоторой протяженности, обработанной устройством, далее наносят покрытие, например цинковое или красочное.
Кроме того, листовой металл некоторой протяженности можно также обработать путем его вторичного пропускания через устройство, приведенное на фиг.1 и 2.
Следует также учесть, что противоположные поверхности листового металла некоторой протяженности могут быть обработаны с помощью устройства и другим способом, например путем использования другого средства для удаления окалины, подаваемого на колеса, расположенные перед листовым металлом некоторой протяженности, проходящим через устройство, и за ним.
Окалиноломатели устройства могут быть также расположены в различных местах на линии обработки металла, отличных от приведенных на фиг.1 и 2. Например, окалиноломатели могут быть установлены за щеточным устройством.
Описанный выше окалиноломатель 14 представляет собой устройство, позволяющее удалить практически всю окалину с обработанного листового металла (то есть горячекатаного листового металла или листового металла, прошедшего иную обработку), что требует меньшего количества производственных площадей, а также меньших затрат по сравнению с известными способами удаления окалины, главным образом, травлением.
Таким образом, в данном изобретении предложен способ, согласно которому обрабатываемый листовой металл некоторой протяженности сначала выравнивают до получения по существу плоских поверхностей.
Затем с листового металла некоторой протяженности удаляют окалину, для чего производят абразивоструйную очистку его противоположных верхней и нижней поверхностей с использованием по меньшей мере одного центробежного рабочего колеса и контура для подачи гидросмеси, как правило смеси из воды и абразивных частиц. Для удаления окалины с противоположных верхней и нижней поверхностей листового металла некоторой протяженности гидросмесь подают на его поверхности.
Затем высушивают влагу, оставшуюся на противоположных верхней и нижней поверхностях листового металла. После этого, листовой металл, с которого удалили окалину, при необходимости покрывают смазкой, а затем сворачивают в рулон для хранения или транспортирования.
Дополнительные признаки предлагаемого способа включают щеточную очистку противоположных верхней и нижней поверхностей после снятия окалины. Щеточная очистка обеспечивает вторичную обработку противоположных верхней и нижней поверхностей листового металла некоторой протяженности и обработку поверхностей путем придания им требуемой шероховатости, а также позволяет выбрать для изготовления одну из двух групп изделий.
Преимуществом предлагаемого способа является отсутствие его отрицательного воздействия на окружающую среду, поскольку он не требует использования опасных химикатов, по сравнению с известным процессом травления. Кроме того, реализация предлагаемых устройства и способа требует производственных площадей длиной примерно 100 футов, по сравнению с 500 футами площадей, необходимых при травлении.
Хотя описание устройства и способа по изобретению дается здесь применительно к предпочтительному варианту его реализации, следует отметить, что специалистами могут быть выполнены различные замены и изменения основной концепции изобретения без выхода за пределы сущности и объема изобретения.
Реферат
Предложено устройство и способ удаления окалины с поверхностей обработанного листового металла с помощью средства для удаления окалины, подаваемого парой вращающихся встречно колес, расположенных вблизи поверхностей листового металла. Преимуществом изобретения является отсутствие отрицательного воздействия на окружающую среду, поскольку оно не требует использования опасных химикатов. 4 н. и 24 з.п. ф-лы, 7 ил.
Комментарии