Изготовление и сборка впитывающих изделий с множеством компонентов с нанесенной печатью - RU2540596C2
Код документа: RU2540596C2
Чертежи





Описание
Настоящее изобретение относится к изготовлению одного или более компонентов с нанесенной печатью в композитном впитывающем изделии и к снижению производственных отходов при изготовлении композитного изделия.
Существует огромное количество применений, в которых необходимо, или желательно при изготовлении контролировать наличие и/или положение одного или более компонентов композитного изделия. Например, в преимущественно автоматизированном процессе изготовления одноразовых впитывающих изделий, таких как подгузники и другие изделия, используемые при недержании, долго существовал стандарт, по которому при изготовлении соответствующего изделия определенные компоненты (например, поддерживающие слои, впитывающие прокладки, эластичные компоненты, застегивающие компоненты и т.д.) должны быть расположены или выровнены друг в отношении друга и/или других компонентов.
Для нанесения графических печатных изображений на материалах боковых панелей может быть применена флексографическая печать вне процесса, но она не очень хорошо работает при нанесении печати совмещенных ножных полос. Может так случиться, что материалы боковых панелей с нанесенной печатью потребуют разрезания, поворачивания и расположения, с целью выравнивания с наружным покрытием и вырезания задней панели. Однако системы регистрации, которые необходимы для указания изменения нанесения печати и собственно расположения ножной формы и сохранения ножного размера, являются неадекватными.
Настоящее изобретение обеспечивает способы и изделия, которые значительно снижают количество отходов при изготовлении одноразовых впитывающих изделий, имеющих множественные компоненты с нанесенной печатью.
Решения данных проблем представлены в способе изготовления одноразового впитывающего изделия, имеющего множественные компоненты с нанесенной печатью, причем способ включает обеспечение полотна боковой панели, имеющей продольное направление, отделение полосы от полотна материала боковой панели, причем полоса имеет наибольший размер, и нанесение печати на полосу или полотно материала боковой панели с полоской передней ножной ленты, полоской задней ножной ленты и полоской поясной ленты, перед прикреплением полосы к полотну основного материала, при этом полоса имеет участок полоски передней ножной ленты, участок полоски задней ножной ленты и участок полоски поясной ленты. Способ включает также прикрепление полосы к полотну материала основного элемента, с образованием полотна сборного материала, при этом полотно материала основного элемента имеет машинное направление (MD), и отрезание полотна сборного полотна изделия для изготовления отдельного изделия.
Дополнительно способ изготовления одноразового впитывающего изделия, имеющего множественные компоненты с нанесенной печатью, включает нанесение печати на полотно материала боковой панели с полоской передней ножной ленты, полоской задней ножной ленты и полоской поясной ленты, при этом полотно материала боковой панели имеет продольное направление, и нанесение печати на полотно материала основного элемента с сегментом задней ножной ленты, при этом полотно материала основного элемента имеет машинное направление (MD), материал наружного покрытия, подкладочный материал, в общем, параллельный материалу наружного покрытия, и материал впитывающей сердцевины, расположенный между ними, в котором продольное направление является, по существу, параллельным машинному направлению (MD). Способ включает также отделение от полотна материала боковой панели полос, при этом полоса имеет наибольший размер и участок маркировочной полоски передней ножной ленты, участок полоски задней ножной ленты и участок полоски поясной ленты, и поворачивание полосы, чтобы наибольший размер, был, по существу, параллельным MD. Способ включает также закрепление полосы на полотне материала основного элемента, с образованием сборного полотна изделия, и разрезают сборное полотно изделия для изготовления отдельного изделия.
Другие признаки изобретения будут частично понятны и частично изложены далее. Другие задачи и преимущества настоящего изобретения будут более понятны специалистам в данной области техники при рассмотрении последующего описания и прилагаемых чертежей.
Настоящее изобретение будет более понято, а дополнительные признаки станут очевидными, при обращении к последующему подробному описанию и прилагаемым чертежам. Чертежи даны всего лишь для представления и не имеют цели ограничения объема формулы изобретения.
Фиг.1 - вид сбоку детских трусиков с застегивающей системой трусиков, показанных застегнутыми на одной стороне и расстегнутыми на другой стороне;
Фиг.2 - вид снизу трусиков по фиг.1, не застегнутых, растянутых и лежащих в плоском состоянии, чтобы показать поверхность трусиков, которая обращена наружу от пользователя;
Фиг.3 - вид сверху трусиков в их не застегнутом, растянутом положении и лежащих в плоском состоянии, чтобы показать поверхность трусиков, которая обращена к пользователю, после использования трусиков, причем с участками трусиков, вырезанными для раскрытия нижележащих признаков;
Фиг.4 - схематичный вид трусиков по фиг.1, показывающий поясную ленту и ножные ленты;
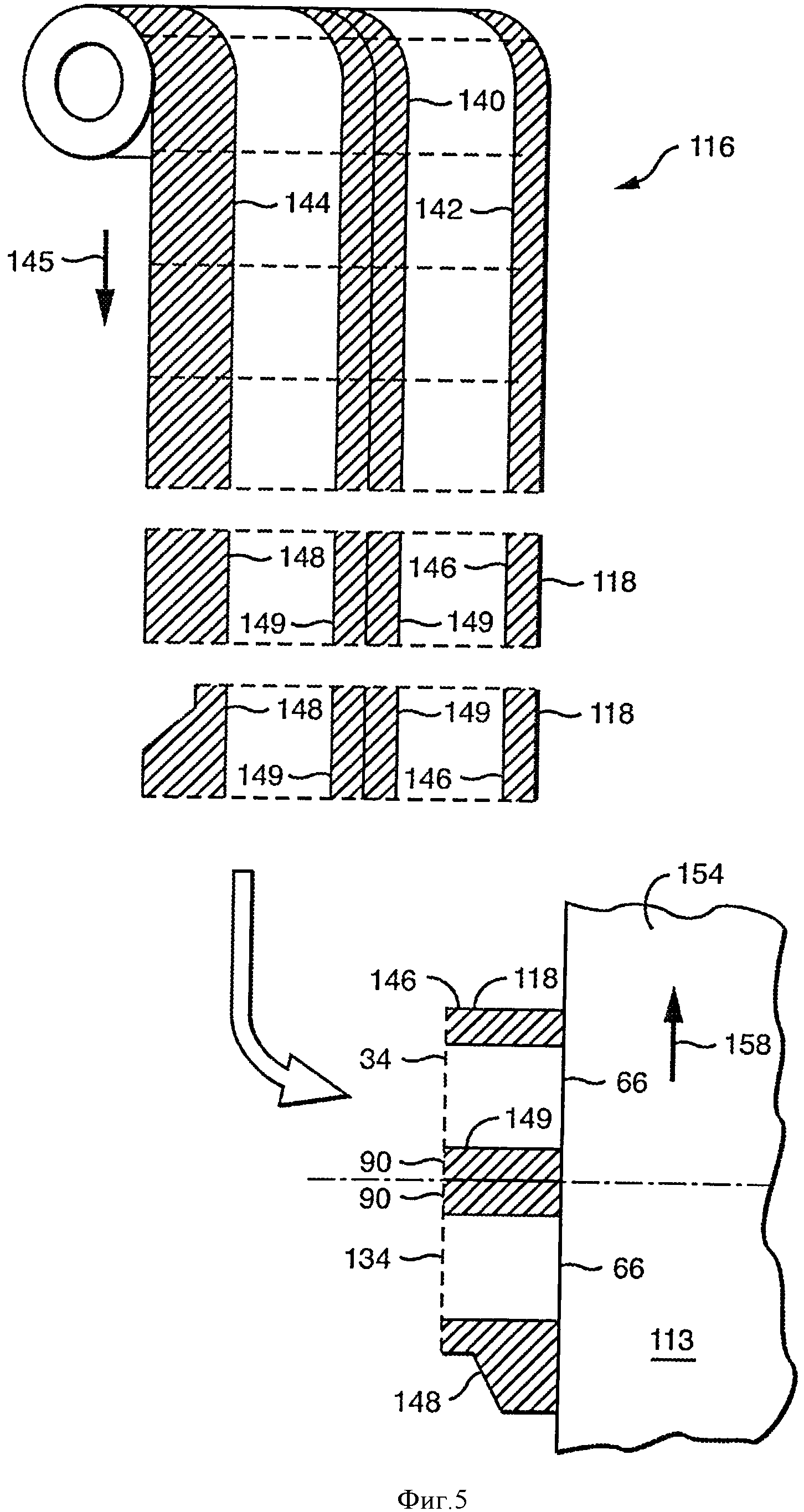
Фиг.5 - схематичный вид рулона материала боковой панели при изготовлении трусиков по фиг.1; и
Фиг.6 - схематичный вид технологического оборудования, применяемого при изготовлении трусиков по фиг.1.
Повторное использование ссылочных позиций в данном описании изобретения и на чертежах предусмотрено для обозначения одних и тех же или аналогичных признаков или элементов данного изобретения. Чертежи являются иллюстративными и поэтому выполнены не в масштабе. Некоторые соотношения в данном случае могли быть преувеличены, в то время как другие могли быть минимизированы.
Любому специалисту в данной области техники понятно, что данное описание является описанием лишь примерных объектов данного изобретения и не предназначено для ограничения более широких его объектов.
Способы и устройства по настоящему изобретению могут быть применены для изготовления множества предварительно застегнутых изделий, таких как одноразовые впитывающие предметы одежды, включающие в себя подгузники, обучающие трусы, средства личной гигиены для женщин, впитывающие изделия, медико-санитарную одежду, другие изделия личной гигиены или охраны здоровья, купальники, спортивную одежду, трусы и шорты, и т.п. В частности, способы и устройства по изобретению могут быть применены для изготовления изделий, в которых по меньшей мере два элемента изделия соединены вместе во время превращения их в сборку, или предварительно застегнутое изделие. Для упрощения объяснения, способы и оборудование по изобретению описаны далее в связи с изготовлением детских трусиков, в общем, представленных позицией 20 на фиг.1. В частности, способы и оборудование будут описаны с использованием терминологии по изготовлению предварительно застегнутых одноразовых трусов, описанных в заявке США: US 09/444,083, озаглавленной "Absorbent Articles With Refastenable Side Seams" и поданной 22 ноября, 1999 (соответствующая заявке РСТ WO 00/37009, опубл. 29 июня, 2000), A.L.Fletcher et.al., описание которой также включено сюда посредством ссылки. Впитывающее изделие 20 может быть также выполнено с применением способов и оборудования, раскрытых в патенте США US4.940.464, выдан 10 июля, 1990, Van Compel и др..; и патенте США US 5,766,389, выдан 16 июня, 1998, Brandon и др.; описания которых также включены сюда посредством ссылки.
Понятно, что используемый здесь термин "компонент" включает в себя не только отдельные предметы, но также предметы, которые должны быть превращены в отдельные предметы (например, предметы, которые все равно должны быть выделены в отдельные предметы из непрерывного листа, или полотна материала), фракции (например, сверхвпитывающие фракции, или полимеры), адгезивы, лосьоны, мази, и другие субстанции, как части, или характеристики любых таких компонентов, включающие в себя, например, линии сгиба, линии соединения (например, линии соединения, полученные методом ультразвуковой сварки), соединенные или адгезивно закрепленные области, и метки совмещения, нанесенные на компоненты, или около них, для последующей индикации во время процесса изготовления или проверки.
Обратимся теперь к чертежам, в частности к фиг.1, на которой впитывающее изделие 20 представлено в частично застегнутом состоянии и включает в себя впитывающий основной элемент 32, имеющий переднюю поясную область 22, заднюю поясную область 24, область 26 ластовицы, соединяющую переднюю и заднюю области 22, 24, внутреннюю поверхность 28, которая выполнена так, чтобы контактировать с пользователем, и наружную поверхность 32, противоположную внутренней поверхности и выполненную так, чтобы контактировать с одеждой пользователя. Дополнительно ссылаясь на фиг.2 и 3, впитывающий основной элемент 32 также имеет пару латерально противоположных боковых краев 36 и пару продольно противоположных поясных краев, соответственно обозначенных как передний поясной край 38 и задний поясной край 39. Передняя поясная область 22 является смежной с передним поясным краем 38, а задняя поясная область 24 является смежной с задним поясным краем 39.
Представленный впитывающий основной элемент 32 включает в себя композитную структуру 33, которая, в горизонтальном положении, может быть прямоугольной или любой другой заданной формы и имеет пару латерально противоположных передних боковых панелей 34 и пару латерально противоположных задних боковых панелей 134, продолжающихся от нее наружу.
Композитная структура 33 и боковые панели 34, 134 могут включать в себя два или более отдельных элементов, как показано на фиг.1, или могут быть интегрально выполненными. Интегрально выполненные боковые панели 34, 134 и композитная структура 33 будут включать в себя, по меньшей мере, некоторые обычные материалы, например, подкладку, обращенную к телу, защитный композитный материал, наружное покрытие, другие материалы и/или сочетания из них, и образовывать эластичные, растягиваемые, или не растягиваемые трусы, выполненные в виде одного куска. Представленная композитная структура 33 включает в себя наружное покрытие 40, подкладку 42, обращенную к телу (фиг.1 и 3), соединенную с наружным покрытием совмещением, впитывающий узел 44 (фиг.3), расположенный между наружным покрытием и подкладкой, обращенной к телу, и пару удерживающих клапанов 46 (фиг.3). Представленная композитная структура 33 имеет противоположные концы 45 (фиг.2 и 3), которые образуют участки переднего и заднего поясных краев 38 и 39, и противоположные боковые края 47, которые образуют участки боковых краев 36 впитывающего основного элемента 32 (фиг.2 и 3).
Для ссылки, стрелки 48 и 49 (фиг.2 и 3) указывают ориентацию продольной оси и поперечной, или латеральной оси соответственно, впитывающего изделия 20.
При впитывающем изделии 20, находящемся в застегнутом состоянии, представленном на фиг.1, передняя и задняя боковые панели 34, 134 соединены вместе застегивающим устройством 80, при этом образуют трехмерную конфигурацию трусиков, имеющую внутреннее пространство 51, поясное отверстие 50 для приема пользователя во внутреннее пространство трусиков, пару ножных отверстий 52, и соединительные швы 88, вдоль которых соединены боковые панели 34, 134. Таким образом, внутреннее пространство 51 впитывающего изделия 20 ограничено впитывающим основным элементом 32, соединительными швами 88 и участками боковых панелей 34, 134, продолжающимися на противоположных сторонах соединительных швов 88 (например, между соединительными швами 88 и впитывающим основным элементом 32). Используемое в данном случае "внутреннее пространство" 51 предназначено для обозначения пространства между любыми двумя участками трехмерного изделия, которые, в общем, противоположны друг другу. Понятно, что поперечное сечение изделия не должно быть закрытым, например, непрерывным, чтобы ограничить внутреннее пространство 51. Например, двухмерное изделие может быть, в общем, согнуто на само себя, так что обе части изделия находятся противоположно одна другой, с образованием между ними внутреннего пространства изделия. Таким образом, внутреннее пространство 51 впитывающего изделия 20, показанное на фиг.1, может быть образовано самими боковыми панелями 34, 134, или, если боковые панели полностью выпрямлены между собой, то внутреннее пространство образовано комбинацией боковых панелей, передней и задней поясными областями 22, 24 впитывающего основного элемента 32.
Передняя поясная область 22 включает в себя участок впитывающего изделия 20, который при использовании, располагается спереди пользователя, в то время как поясная область 24 включает участок трусов, который, при использовании, располагается сзади пользователя. Область 26 ластовицы впитывающего изделия включает участок впитывающего изделия 20, который, при использовании, располагается между ногами пользователя и закрывает нижнюю часть его туловища. Передняя и задняя боковые панели 34 и 134 включают в себя участки впитывающего изделия 20, которые, при использовании, располагаются на бедрах пользователя. Поясные края 38 и 39 используемого впитывающего основного элемента 22 выполнены для схватывания поясницы пользователя и, вместе с тем, ограничения поясного отверстия 50 (фиг.1). Участки боковых краев 36 в области 26 ластовицы, в общем, ограничивают ножные отверстия 52.
В другом объекте изобретения, лучше всего представленном на фиг.2 и 4, впитывающее изделие 20 также включает в себя поясную ленту 90 с нанесенной печатью. Поясная лента 90 с нанесенной печатью включает в себя участок 91 поясной ленты наружного покрытия, расположенный на впитывающем основном элементе 32, смежном поясному отверстию 50. Участок 91 поясной ленты наружного покрытия включает в себя дистальный край 92, проксимальный край 93 и продольную высоту 94, которая представляет собой продольное расстояние между проксимальным краем 93 и дистальным краем 92. Поясная лента 90 с нанесенной печатью включается в себя также участок 95 поясной ленты первой боковой панели, расположенный на одной из боковых панелей 34, 134, смежной поясному отверстию 50. Участок 95 поясной ленты первой боковой панели включает в себя дистальный край 96, проксимальный край 97 и продольную высоту 98, которая представляет собой продольное расстояние между проксимальным краем 97 и дистальным краем 96. Дополнительно, каждый другой компонент изделия, смежный поясному отверстию 50, может иметь участок поясной ленты 90 с нанесенной печатью, с аналогичными признаками.
На практике, дистальные края 92, 96 участка 91 поясной ленты наружного покрытия и участка 95 поясной ленты первой боковой панели могут быть продольно выровнены, или могут быть продольно смещены. Проксимальные края 93, 97 участка 91 поясной ленты наружного покрытия и участка 95 поясной ленты первой боковой панели могут быть продольно выровнены, или могут быть продольно смещены. Сдвиг, смещения и смещения со сдвигом касаются продольного расположения края компонента, или элемента по отношению к краю другого компонента или элемента.
Дополнительно, продольные высоты 94, 98 участка 91 поясной ленты наружного покрытия и участка 95 поясной ленты первой боковой панели могут быть равными или неравными. Дополнительно, участок 91 поясной ленты наружного покрытия и участок 95 поясного пояса первой боковой панели могут не иметь между собой латеральный промежуток в латеральном направлении или могут быть расположены так, что между участками существует латеральный промежуток.
В другом объекте данного изобретения, лучше всего показанном на фиг.4, впитывающее изделие 20 включает ножную ленту 100 с нанесенной печатью. Ножная лента 100 с нанесенной печатью включает в себя участок 101 ножной ленты наружного покрытия, расположенный на впитывающем основном элементе 32, смежном ножному отверстию 52. Участок 101 ножной ленты наружного покрытия включает в себя дистальный край 102, проксимальный край 103 и продольную высоту 104, которая представляет собой продольное расстояние между проксимальным краем 103 и дистальным краем 102. Ножная лента 100 с нанесенной печатью включает в себя также участок 105 ножной ленты первой боковой панели, расположенный на одной из боковых панелей 34, 134, смежной ножному отверстию 52. Участок 105 ножного пояска первой боковой панели включает в себя дистальный край 106, проксимальный край 107 и продольную высоту 108, которая представляет собой продольное расстояние между проксимальным краем 107 и дистальным краем 106. Дополнительно, каждый другой компонент изделия, смежный ножному отверстию 52, может иметь участок ножной ленты 100 с аналогичными признаками. Впитывающее изделие 20 предпочтительно включает в себя ножную ленту 100 с нанесенной печатью, охватывающую каждое ножное отверстие 52.
Используемая здесь продольная высота поясной ленты 90 с нанесенной печатью или ножной ленты 100 с нанесенной печатью, в общем, является расстоянием между дистальным и проксимальным краями данного пояса. Однако некоторые ленты не имеют прямолинейных краев. Например, ленты могут быть фестончатыми, синусоидальными, дугообразными, или любой, не прямолинейной, конфигурации. В таких случаях продольная высота представляет собой наибольшее расстояние между дистальным краем и проксимальным краем.
На практике, дистальные края 102, 106 участка 101 ножной ленты наружного покрытия и участка 105 ножной ленты первой боковой панели могут быть продольно выровнены или могут быть продольно смещены. Проксимальные концы 103, 107 участка 101 ножной ленты наружного покрытия и участка 105 ножной ленты первой боковой панели могут быть продольно выровнены или могут быть продольно смещены. Дополнительно, продольные высоты 104, 108 участка 101 ножной ленты наружного покрытия и участка 105 ножной ленты первой боковой панели могут быть равными или неравными. Кроме того, участок 101 ножной ленты наружного покрытия и участок 105 ножной ленты первой боковой панели могут не иметь между собой латерального промежутка в латеральном направлении, или могут быть расположены так, что между участками присутствует латеральный промежуток.
Впитывающий основной элемент 32 выполнен так, чтобы вмещать в себя и/или впитывать любые экссудаты, выделяемые пользователем. Например, впитывающий основной элемент желательно, хотя не обязательно, включает в себя пару удерживающих клапанов 46, которые выполнены для обеспечения барьера поперечному вытеканию выделяемых пользователем веществ. Клапанный эластичный элемент 53 (фиг.3) может быть функционально связан с каждым удерживающим клапаном 46 любым известным приемлемым способом. Эластичные удерживающие клапаны 46 образуют вертикальный край, что предполагает вертикальное расположение, по меньшей мере, в области ластовицы 26 впитывающего изделия 20, с осуществлением изоляции от тела человека. Удерживающие клапаны 46 могут быть размещены по боковым краям 36 впитывающего основного элемента 32 и могут продолжаться продольно по всей длине впитывающего основного элемента 32 или могут продолжаться частично по его длине. Соответствующие конструкции и схемы расположения удерживающих клапанов 46, в общем, известны специалистам в данной области техники и раскрыты в патенте США US 4,704,116, выданном 3 ноября, 1987, Enloe, который полностью включен сюда посредством ссылки.
С целью дополнительного улучшения вмещения в себя и/или впитывания выделенных пользователем веществ, впитывающее изделие 20, желательно, но не обязательно, включает в себя передний поясной эластичный элемент 54, задний поясной эластичный элемент 56 и ножные эластичные элементы 58, известные специалистам в данной области техники (фиг.3). Поясные эластичные элементы 54 и 56 могут быть функционально связаны с наружным покрытием 40 и/или обращенной к телу подкладкой 42 по противоположным поясным краям 38 и 39 и продолжаться частично или полностью по ним. Ножные эластичные элементы 58 могут быть функционально связаны с наружным покрытием 40 и/или обращенной к телу подкладкой 42 по противоположным боковым краям 36 и расположены в области ластовицы 26 впитывающего изделия 20. Ножные эластичные элементы 58 могут быть продольно выровнены вдоль каждого бокового края 47 комбинированной структуры 33. Каждый ножной эластичный элемент 58 имеет переднюю концевую точку 63 и заднюю концевую точку 65, которые представляют собой продольные концы эластичного узла, образованного ножными эластичными элементами. Передние концевые точки 63 могут быть расположены продольно, смежно самым дальним внутренним частям передних боковых панелей 34, а задние концевые точки 65 могут быть расположены продольно, смежно самым дальним внутренним частям задних боковых панелей 134.
Как показано на фиг.1 и 2, впитывающее изделие 20 и, в частности, наружное покрытие 40 включает предпочтительно один или более компонентов, относящихся к внешнему виду. Примеры относящихся к внешнему виду компонентов включают в себя, но не ограничиваются этим, графические изображения; ярко выделяющиеся, или привлекающие к себе внимание ножные и поясные отверстия, чтобы сделать форму изделия более наглядной или очевидной для пользователя; ярко выделяющиеся или привлекающие к себе внимание участки изделия, для изображения функциональных компонентов, таких как эластичные ножные ленты, эластичные поясные пояса, имитирующие "ширинки" для мальчиков, оборочки для девочек; ярко выделяющиеся участки изделия, для указания размера изделия; отметки на изделии, указывающие влажность, температуру и т.п.; этикетка на изделии, указывающая заднюю или переднюю стороны; и размещенная в заданном месте изделия текстовая инструкция по применению.
Представленное впитывающее изделие 20 (фиг.1 и 2) предназначено для девочек и включает совмещенное графическое изображение наружного покрытия 60. В данном устройстве совмещенное графическое изображение 60 включает в себя основное наглядное изображение 61, воспроизводящее поясные оборочки 62 и ножные оборочки 64. Основное наглядное изображение 61 включает в себя графическое изображение объекта, например, радугу, солнце, облака, фигурки животных, коляску и воздушные шарики. Для трусиков, предназначенных девочкам, может быть использован любой подходящий дизайн, который является эстетичным, функционально приятным для них и человека, осуществляющего уход за ребенком. Компоненты, относящиеся к внешнему виду, желательно располагают на впитывающем изделии 20 в специальных местах, которые могут быть выполнены с применением способов, раскрытых в патенте США US 5,766,389, выдан 16 июня, 1998, Brandon и др., полное описание которого включено сюда посредством ссылки. Основное наглядное изображение 61 желательно располагают на передней поясной области 22 по продольной центральной линии впитывающего изделия 20.
Печатные графические изображения на впитывающем изделии 20 могут быть разделены по цветовой палитре, могут быть одного и того же цвета, могут быть с дополнительными оттенками, или могут быть выполнены по соответствующей цветовой схеме. Разные участки впитывающего изделия 20 могут быть выполнены также с нанесенными печатными изображениями в виде одинаковых или идентичных элементов графических изображений, таких как звездочки, кольца, бабочки и т.д. Разные участки впитывающего изделия 20 могут быть выполнены также с печатными изображениями в виде одинаковых или идентичных графических изображений, которые раскрывают графическую тему. Например, впитывающее изделие 20 может быть выполнено с печатным изображением в виде цветов, которые могут быть или не могут быть идентичными по размеру, виду, расцветке и т.д., но все связаны с цветочной тематикой. По другому объекту, изделие может быть выполнено с выворотной печатью, так что элементы графического изображения выглядят как отсутствующая печать.
Как отмечалось выше, представленное впитывающее изделие 20 имеет переднюю и заднюю боковые панели 34 и 134, расположенные на каждой стороне впитывающего основного элемента 32. Передние боковые панели 34 могут быть постоянно соединены вдоль швов 66 с композитными структурами 33 впитывающего основного элемента 32 в соответствующих передних и задних поясных областях 22 и 24. В частности, как показано на фиг.2 и 3, передние боковые панели 34 могут быть постоянно соединены с боковыми краями 47 композитной структуры 33 в передней поясной области 22 и продолжаться поперечно наружу от них, а задние боковые панели 134 могут быть постоянно соединены с боковыми краями композитной структуры в задней поясной области 24 и продолжаться поперечно наружу от них. Боковые панели 34 и 134 могут быть соединены с композитной структурой 33 с использованием известного специалистам в данной области техники средства прикрепления, например, адгезива, термической или ультразвуковой сварки. Альтернативно, боковые панели 34 и 134 могут быть выполнены в виде интегрального участка компонента композитной структуры 33. Например, боковые панели могут включать в себя, в общем, более широкий участок наружного покрытия 40, обращенной к телу подкладки 42, и/или другого компонента впитывающего основного элемента 32. Передние и задние боковые панели 34 и 134 могут быть постоянно соединены вместе или быть соединенными с возможностью высвобождения, одна с другой, например, посредством застегивающей системы 80 показанного объекта.
Как лучше всего показано на фиг.2 и 3, передние и задние боковые панели 34, 134, каждая, имеют наружный край 68, разнесенный латерально со швом 66, поясной концевой край 70, расположенный около продольного центра впитывающего изделия 20, и поясной концевой край 72, расположенный около продольного конца трусиков. Ножной концевой край 70 и поясной концевой край 72 продолжаются от боковых краев 47 композитной структуры 33 до наружных краев 68. Ножные концевые края 70 боковых панелей 34 и 134 образуют часть боковых краев 36 впитывающего основного элемента 32. В задней поясной области 24 ножные концевые края 70, желательно, хотя и не обязательно, закруглены и/или изогнуты под углом относительно поперечной оси 49, с обеспечением большей зоны покрытия задней стороны впитывающего изделия 20 по сравнению с передней зоной трусиков. Поясные концевые края 72 передних боковых панелей 34 образуют часть переднего поясного края 38 впитывающего основного элемента 32, а поясные концевые края 72 задних боковых панелей 134 образуют часть заднего поясного края 39 впитывающего основного элемента. Поясные концевые края 72, в общем, выровнены или расположены в линию с передним и задним поясными краями 38, 39.
В конкретных объектах для улучшенного прилегания и внешнего вида боковые панели 34, 134 предпочтительно имеют среднюю длину, измеренную параллельно продольной оси 48, которая составляет около 15%, или более, и, в частности, около 25%, или более, общей длины трусиков, также измеренной параллельно продольной оси 48. Например, во впитывающем изделии 20, имеющем общую длину около 54 см, боковые панели 34, 134 имеют среднюю длину предпочтительно около 10 см, или более, например, около 15 см. В то же время каждая из боковых панелей 34, 134 продолжается от поясного отверстия 50 до одного из ножных отверстий 52, причем показанные задние боковые панели 134 имеют постоянно снижающийся размер длины при движении от шва 66 к наружному краю 68, что лучше всего показано на фиг.2 и 3.
Каждая из боковых панелей 34, 134 может включать в себя один или более отдельных, индивидуальных кусков материала. В конкретных объектах каждая боковая панель 34, 134 может включать в себя, например, участки первой и второй боковых панелей, которые соединены по шву или могут включать в себя одинарный кусок материала, который выполнен в виде сложенных одна над другой складок (не показано).
Боковые панели 34, 134, предпочтительно, хотя не обязательно, включают в себя эластичный материал, способный к растяжению в направлении, в общем, параллельном поперечной оси 49 впитывающего изделия 20. Соответствующие эластичные материалы, равно как и соответствующий процесс введения эластичных боковых панелей в трусики, описан в следующих патентах США US 4,940,464, выдан 10 июля, 1990, Van Compel et. AL; 5,224,405, выдан 6 июля, 1993, Pohjola; 5,104,116, выдан 14 апреля, 1992, Pohjola; и 5,046,272, выдан 10 сентября, 1991, to Vogt et. al.; которые, все, включены сюда посредством ссылки. Ниже описан альтернативный эластичный материал. В конкретных объектах эластичный материал включает в себя материал из терморастягиваемого ламината (STL), ламината, соединенного с сужением (NBL), суженного двухстороннего ламината (reversibly necked laminate), или ламината, соединенного с растягиванием (SBL). Специалистам в данной области техники хорошо известны способы изготовления данных материалов, и они описаны в патентах США: US 4,663,220, выдан 5 мая, 1987, Wisneski et. al,; US 5,226,992, выдан 13 июля, 1993, Morman; и европейской заявке No. EP 0217032, опубликованной 8 апреля, 1987, Taylor et. al.; которые, все, включены сюда посредством ссылки. Альтернативно, материал боковой панели может включать в себя другие тканые или нетканые материалы, такие как, описанные выше материалы, причем пригодные для наружного покрытия 40 или обращенной к телу подкладки 42; предварительно механически деформированные композитные материалы; или поддающиеся растягиванию, но не эластичные материалы.
Более подробное описание в отношении эластичных ламинатов по данному изобретению можно найти в находящейся на рассмотрении публикации патента США: US No. 2008/0095978, озаглавленной "Nonwomen Composite Containing An Apertured Elastic Film", которая включена сюда посредством ссылки, в объеме, не противоречащем указанному здесь.
Впитывающее изделие 20 может иметь боковые панели 34, 134, соединенные одна с другой, для закрепления впитывающего изделия 20 вокруг пояса пользователя. Боковые панели 34, 134 могут быть соединены адгезивным прикреплением, механическими застежками или любым подходящим способом и могут быть соединены постоянно, с возможностью разрыва, или с возможностью повторного застегивания. Показанное впитывающее изделие 20 включает застегивающее устройство 80, для закрепления трусиков вокруг пояса пользователя, с возможностью повторного застегивания. Представленное застегивающее устройство 80 включает первые застегивающие компоненты 82, пригодные для повторного зацепления с соответствующими вторыми застегивающими компонентами 84. В одном объекте одна поверхность каждого из первых застегивающих компонентов 82, 84 включает в себя множество зацепляющих элементов, которые выступают из данной поверхности. Зацепляющие элементы застегивающих компонентов 82 приспособлены для повторного зацепления и разъединения зацепляющих элементов вторых застегивающих компонентов 84.
Застегивающие компоненты 82, 84 могут включать в себя отдельные элементы, соединенные с боковыми панелями 134, 34, или они могут быть интегрально выполнены с боковыми панелями. Таким образом, если не оговорено иное, термин "застегивающий компонент" включает в себя отдельные компоненты, которые функционируют в качестве застежек, и области материалов, например, боковые панели 34, 134, которые функционируют в качестве застежек. Кроме того, единичный материал может образовывать множество застегивающих компонентов, при условии, что разные области материала функционируют в качестве отдельных застежек. Застегивающие компоненты 82, 84 могут быть расположены на боковых панелях 134, 34, между боковыми панелями, например, на впитывающем основном элементе или на сочетании из этих двух.
Компоненты, выравнивание, и изделия могут быть проверены с помощью инфракрасной системы контроля, например, описанной в патенте США US 6,885,451, Vogt, et. al., и находящейся на рассмотрении заявке США: U.S. Patent Application Serial No. 12/580,765, озаглавленной "Disposable Absorbent Articles Incorporating Black-Free Colorant", каждая из которых включена сюда посредством ссылки, в объеме, не противоречащем указанному здесь.
Как описано выше, поясное и ножные отверстия одноразовых впитывающих изделий часто получают соединением множественных компонентов. Данное изобретение распространяется, в частности, на изделия, для которых периферия, или поясного, или ножного отверстия имеет более двух границ стыков, или соединений, на которых компоненты скрепляют, соединяют и т.д., как описано выше. Изделие может включать в себя один или более поясных элементов с нанесенной печатью в виде поясной ленты, частично или полностью охватывающего поясное отверстие и/или ножную ленту, частично или полностью охватывающую одно или каждое ножное отверстие. Например, полностью замкнутая поясная лента обеспечивается соединением пары левых и правых боковых панелей с каждой передней и задней поясными областями наружного покрытия изделия, а затем, для получения законченного предмета одежды, соединением по бокам, вместе, передней и задней частей. В данном примере поясная лента включает в себя шесть компонентов (с наружным покрытием, учтенным дважды в его передней и задней областях) и шесть соединений. В других объектах функциональная поясная лента, которая обеспечивает или не обеспечивает просвет по всей поясной периферии, может быть прикреплена к наружному покрытию и/или боковым панелям с подобной сложностью. Элемент поясной ленты с нанесенной печатью может иметь обычный или любой другой подходящий внешний вид. Множественные ленточные элементы с нанесенной печатью, например, поясной ленты, включающей, в общем, горизонтальные и соединительные линии, должны быть единственным ленточным элементом.
Аналогично, полностью охватывающую ножную ленты обеспечивают соединением пары левых и правых боковых панелей с каждой из передних и задних поясных областей наружного покрытия, а затем, для получения законченного предмета одежды, соединением по бокам, вместе, передней и задней частей. В данном примере, каждая ножная лента включает три компонента и три соединения. Выравнивание каждого из данных компонентов является, собственно, сложным процессом, который дополнительно усложняется, если печать на некоторых, или всех компонентах, также требует выравнивания. В других объектах функциональные ножные ленты и эластичные элементы, которые не обеспечивают просвет по всей ножной периферии, могут быть прикреплены к наружному покрытию и/или боковым панелям.
Нанесение печатных изображений на полностью замкнутые поясную и ножные ленты обеспечивает визуальную информацию пользователю полностью замкнутой функциональной поясной ленты, которая является ключевым компонентом в придании изделию внешнего вида традиционного нижнего белья. Нанесение печатных изображений позволяет эффективно использовать зрительное восприятие непрерывного поясного и/или ножного поясного материала, который находится напротив, на множественных кусках (например, боковых панелях, наружном покрытии, поясных эластичных элементах, и ножных эластичных элементах). Нанесение печатей может быть применено на деталях одежды или наружных поверхностях наружного покрытия и боковых панелей, нательных или внутренних поверхностях наружного покрытия и боковых панелей и/или прослоенных внутри материала слоях.
В альтернативном варианте данного изобретения поясная лента и/или ножная лента не должна иметь четко установленный или резко выраженный край. Для визуального эффекта и, в некоторых случаях, для минимизации появления не выровненного смещения может быть применена градация нанесения печати, например постепенный переход от более темного к более светлому нанесению. Те же самые приемлемые/неприемлемые пределы смещений и описанные здесь признаки могут быть применены к такой градации в отношении их краев и/или продольной высоты.
Компоненты могут быть нанесены заранее, во время или после объединения компонентов с образованием впитывающего изделия. Поясные/ножные ленты являются, по существу, но не обязательно, полностью выровненными по швам (например, швы наружного покрытия с боковой панелью, переднего и заднего боков) и, по существу, замыкают поясное и ножные отверстия. С целью обеспечения большего единообразия, придания вида одежды, изделие может иметь дополнительное нанесение печати или пигментацию.
Другой объект настоящего изобретения обеспечивает защищенность основного пользователя изделий от неправильного выравнивания или смещения, как описано выше. В данном объекте устанавливают смещение, при котором изделие еще приемлемо и, таким образом, не подвергается отбраковке и удалению. Например, дистальные края участка поясной ленты наружного покрытия и участка поясной ленты первой боковой панели могут быть продольно смещены, или смещены за счет различия в продольной высоте, зависящей от типа нижнего белья, размера, предполагаемого возраста пользователя, и пола, моделируемых одноразовыми изделиями. Дополнительную информацию в отношении смещений и неправильных выравниваний поясных и ножных лент можно найти в одновременно поданной заявке США: US 12/580,529, Ruman и др., и озаглавленной "Alignment of Leg and Waist Bands on Disposable Absorbent Articles", которая включена сюда посредством ссылки, в объеме, не противоречащем указанному здесь.
С целью имитации функциональной поясной ленты изделие, составленное из множественных компонентов, может дополнительно иметь полностью замкнутую поясную ленту с нанесенной изнутри и снаружи изделия печатью. Изделие может также иметь дополнительные материалы функциональной поясной ленты и компоненты, которые перекрывают боковые панели. В данном последнем случае может быть также добавлена поясная лента с нанесенной печатью, причем она может быть выполнена с частично или полностью нанесенной печатью на всей функциональной поясной ленте, или на ее участке.
С целью решения конкретных проблем, связанных с предварительно нанесенными печатями, при производстве ножных лент были указаны альтернативные знаки совмещенных графических изображений ножных лент. Как показано на фиг.5, на рулоне с материалом 116 боковых панелей были нанесены три полосы с печатями. Полосы проходят, в общем, по машинному направлению (MD) и разнесены одна от другой в поперечном машинном направлении (CD). Полосы не совмещены в MD. Материал 116 боковых панелей может иметь нанесенную печать на любой стороне любого слоя материала 116. В процессе изготовления впитывающего изделия 20 средняя полоса, или полоса 140 поясной ленты, будет формировать как передние, так и задние поясные ленты 90, причем первая краевая маркировочная полоса, или маркировочная полоса 142 передней ножной ленты, будет формировать переднюю ножную ленту 146, а третья краевая маркировочная полоса, или полоса 144 задней ножной ленты, будет формировать заднюю ножную ленту 148. На любой участок материала 116 боковых панелей может быть также нанесена печать с другими графическими изображениями, связанными или не связанными с маркировочными полосами и/или графическим изображением 60 наружного покрытия.
Любая, или каждая из первой краевой, средней и третьей краевой маркировочных полос 142, 140, 144 может быть выполнена по образцу, в виде объемного изображения, фестончатым, линейным или нелинейным, в виде множественных лент или любого другого соответствующего узора. Некоторые узоры, например фестончатый узор, могут быть использованы с целью маскировки любого возможного смещения между боковыми панелями 34, 134 и основным элементом 33. В альтернативных объектах данного изобретения нет необходимости в копировании дизайна первой и третьей краевых маркировочных полос 142, 144 или средней маркировочной полосы 140 по рисунку, цвету и т.д. В других объектах первая и/или третья краевые маркировочные полосы 142, 144 могут быть выполнены с нанесенной печатью для выравнивания элементов изображения наружного покрытия 60. Например, изображение в виде брызг из повторяющихся точек может присутствовать как на изображении наружного покрытия 60, так и на одной или на обеих первой и второй краевых маркировочных полосах 142, 144. Любая маркировочная полоса, и в частности средняя маркировочная полоса 140, может быть выполнена с нанесенной печатью, чтобы включить в себя полосу с не нанесенной печатью, и присутствовать в одном экземпляре в виде двух параллельных линий или маркировочных полос.
Третья краевая маркировочная полоса 144, которая становится задней ножной лентой 148, может показаться значительно шире маркировочной полосы 148 задней ножной ленты, поскольку большая часть материала задней ножной ленты будет удалена, при высекании штампом, за счет вырезания области задней ножной ленты под соответствующую форму ножного отверстия. В других объектах данного изобретения, во избежание нанесения печати на материал, который будет удален высеканием штампом, или для оптимизации формы задней ножной ленты 148, третья краевая маркировочная полоса 144, которая становится задней ножной лентой 148, может быть также выполнена с нанесенной нелинейным способом печатью, например, в виде повторной дугообразной формы. Третья краевая маркировочная полоса 144, которая становится задней ножной лентой 148, может быть также выполнена с нанесенной в прерывистом виде печатью, включающем в себя нанесение печати по образцу в виде "галочек", или нанесение печати в виде повторяющихся треугольников любого подходящего вида. Третья краевая маркировочная полоса 144 может быть выполнена с нанесенной печатью, так что участок или вся маркировочная полоса 144 находится под углом к средней маркировочной полосе 140 или так, что участок или вся полоса 144 является параллельной средней маркировочной полосе 140. Третья краевая маркировочная полоса 144 может быть выполнена с нанесенной печатью с целью выравнивания с ожидающей высечения штампом боковой панели, чтобы минимизировать нанесение печати на материал, который будет удален.
Поскольку наружное покрытие 40 может иметь печатные графические изображения ножной ленты, которые являются изогнутыми и/или имеют некоторую форму, то для выравнивания с ножными лентами 146, 148 боковых панелей на швах 66 наружное покрытие/боковая панель в передней и задней частях трусиков, толщина ножного пояска, или продольная высота 108, может быть изменена.
Способ разрезания и расположения боковой панели на обучающих трусах описан в патенте США: US 6,513,221, Vogt и др., и озаглавленном "Garment Side Panel Conveyor System and Method", который включен сюда посредством ссылки, в объеме, который не противоречит указанному здесь. Дополнительно одно соответствующее устройство нанесения раскрыто более подробно в патентах США: US 5, 104, 116, выдан 14 Апреля, 1992 и US 5,224.405, выдан 6 июля 1993, Pohjola, оба, которые включены сюда посредством ссылки, в объеме, не противоречащем указанному здесь.
Непрерывные полотна материала 116 боковых панелей, применяемые для образования боковых панелей 34 и 134, могут быть обеспечены соответствующими источниками снабжения. Источники снабжения могут включать в себя один или более стандартных разматывающих механизмов. Материал 116 боковых панелей выполнен с нанесенными графическими изображениями, которые не совмещены в продольном направлении его полотна. Графические изображения материала боковых панелей могут включать в себя полосы поясной ленты, полосу передней ножной ленты и полосу задней ножной ленты, криволинейное, шевронное или другое соответствующее графическое изображение задней ножной ленты. Благодаря расположению полос каждый рулон материала 116 боковых панелей с нанесенной печатью находится с определенной стороны. Материал 116 боковых панелей может включать в себя все или несколько материалов и слоев боковых панелей 34, 134 впитывающего изделия 20. Например, материал 116 боковых панелей может быть подан для впитывающего изделия 20 так, что боковые панели 34, 134 имеют те же самые материалы и слои, что и материал 116 боковых панелей, или материал 116 боковых панелей может быть подан для впитывающего изделия 20 так, что боковые панели 34, 134 могут быть выполнены только с добавлением другого материала (других материалов), например, наружного покрытия 40.
В одном объекте данного изобретения и объекте, рассмотренном здесь первоначально, материал 116 боковых панелей имеет растягивание в машинном направлении, когда он расположен на ролике, и вращение полосок 118 материала 116 боковых панелей, как описано ниже, обеспечивает растягивание материала 116 боковых панелей в поперечном машинном направлении, когда он расположен во впитывающем изделии 20. В других объектах данного изобретения материал 116 боковых панелей имеет растягивание в поперечном машинном направлении, когда он расположен на ролике, и вращение полос 118 материала 116 боковых панелей, как описано ниже, не требуется, чтобы обеспечивать растягивание материала 116 боковых панелей в поперечном направлении, когда он расположен во впитывающем изделии 20.
В одном объекте процесса изготовления ролик материала 116 боковых панелей выполнен так, что продольное направление 145 полотна материала 116 боковых панелей является, по существу, параллельным машинному направлению 158. В других объектах продольное направление 145 может быть в любом другом расположении или размещении.
Примерный вариант осуществления сборочного участка 150 по реализации непрерывного потока частично собранных, отдельных изделий 152 показан на фиг.6. Конкретное оборудование и применяемые на сборочном участке 150 процессы могут изменяться очень существенно, в зависимости от конкретного вида производимого нижнего белья. Конкретный процесс и устройство, представленные на фиг.6, специально адаптированы для изготовления обучающих трусиков 20, типа показанных на фиг.1-4.
Непрерывные полотна материала для формирования наружного покрытия 40 выполняют с нанесенной печатью в виде совмещенного в машинном направлении графического изображения, и также обеспечивают из соответствующих источников снабжения. Ориентация графических изображений наружного покрытия, когда материал наружного покрытия сматывают с рулона, сохраняется при превращении материалов в обучающие трусики, что происходит при процессе в машинном направлении. Источники снабжения могут включать в себя один или более стандартных разматывающих механизмов. Материал наружного покрытия и/или другие полотна материалов основного элемента могут быть выполнены с нанесенной печатью на сегментах задней ножной ленты, сегментах передней ножной ленты и сегментах поясной ленты с приданием, по нарастающей, законченным обучающим трусикам вида нижнего белья.
Материал 116 боковых панелей может быть нарезан с помощью устройства 120 для нанесения на отдельные полосы 118 и расположен частично на материале 154 основного элемента. Каждая полоса 118 имеет наибольший размер и участки маркировочных полос с нанесенной печатью: участок 146 полосы передней ножной ленты, участок 148 полосы задней ножной ленты и участок 149 полосы поясной ленты. Когда полотно материала 116 боковых панелей выполнено так, что продольное направление 145 является, по существу, параллельным машинному направлению 158, то после нарезки наибольший размер полосы будет, по существу, перпендикулярным машинному направлению 158. В данном объекте, и после нарезки с помощью устройства 120 для нанесения, отдельные полосы 118 поворачиваются, как описано ниже, и располагаются частично или на наружном покрытии, или на материале обращенной к телу подкладки (материале 154 основного элемента). Вообще говоря, из материала 116 боковых панелей отрезают полосу 118, поворачивают на 90°, располагают смежно материалу 154 основного элемента и прикрепляют ее к нему. Отдельные полосы 118 располагают, желательно, латерально снаружи в поперечном машинном направлении от материала 154 основного элемента на величину около 2 см, чтобы обеспечить возможность соединения полос с основным элементом. В машинном направлении 158, положение полос 118 может быть совмещено относительно впитывающих узлов 114, так что сборка 113 продукта может быть разрезана между впитывающими узлами 114, при этом каждая полоса 118 материала боковых панелей образует как переднюю боковую панель 34, так и заднюю боковую панель 134 следующих друг за другом изделий 152. В другом объекте, также в машинном направлении, положение полос 118 может быть совмещено для выравнивания участка маркировочной полосы задней ножной ленты с сегментом задней ножной ленты.
Устройство 120 для нанесения может включать в себя режущий блок 122 и вращающийся промежуточный барабан 124. Для нарезания отдельных полос 118 из непрерывного материала 116 боковых панелей режущий блок 122 использует вращающийся ножевой валик 126 и вращающийся вакуумный опорный вал 128. Отрезанные ножом на ножевом валике 126 полосы 118 могут удерживаться на опорном валу 128 за счет вакуума и передаваться к промежуточному барабану 124.
Вращающийся промежуточный барабан 124 может включать множество вращающихся вакуумных держателей 130. Вакуумные держатели 130 принимают полосы 118 материала 116 из режущего блока 122, поворачивают, и передают узкие полоски 118 на непрерывно движущийся материал 154 основного элемента. Полотно материала 154 основного элемента включает в себя материал наружного покрытия, материал подкладки, в общем, параллельный материалу наружного покрытия, и расположенный между ними материал 114 впитывающей сердцевины. После заданного расположения полос 118 относительно материала 154 основного элемента полосы 118 освобождают от держателей 130 снятием вакуума в последних. Держатели 130 могут продолжать вращаться к режущему блоку 122 за приемом следующих полос 118. Для сохранения соответствующего ножного размера и выравнивания графических изображений поясной и ножной лент важно соблюдать правильное местоположение полосы 118 боковых панелей относительно материала 154 основного элемента. Полосы 118 закрепляют на полотне материала 154 с образованием сборочного полотна 113 изделия.
Применяемый для получения боковых панелей 34, 134 материал 116 может быть альтернативно обеспечен в непрерывной форме, а для резки материала с образованием ножных отверстий 52 могут быть применены струи текучих сред под давлением, или вращающийся нож-высекатель. Еще дополнительно боковые панели 34 и 134 обучающих трусов 20 могут быть обеспечены участками обращенной к телу подкладки 42 и/или наружного покрытия 40.
Полосы 118 материала 116 боковых панелей могут быть, по желанию, наклонно подрезаны, например, для обеспечения наклонных и/или криволинейных концевых краев 70 в поясной области 24. С этой целью участок 150 сборки может включать в себя режущий валик 182 с высечным штампом и подпорный валик 184. Для формирования наклонных и/или криволинейных концевых ножных краев 70 в задней поясной области 24 из заднего края отрезают участок каждой полосы 118. Высечение штампом может быть произведено так, что высечка находится в районе участка полоски задней ножной ленты. Дополнительное вырезание боковой панели может быть выполнено после прикрепления боковой панели к полотну 113 сборки изделия. Вырезание, как описано здесь, может быть выполнено с применением ножа-высекателя, или любым другим соответствующим способом резания.
Описанный здесь процесс может включать в себя совмещение нанесения печати на основной элемент 33, или наружное покрытие, совмещение нанесения печати на боковую панель 34, 134, совмещения скрепления боковой панели 34, 134 с полотном 113 сборки изделия, и совмещения вырезов, выполненных в полотне 113 сборки изделия.
Рассматриваемые способ и устройство обеспечивает непрерывное полотно взаимно соединенных и частично собранных впитывающих изделий, перемещающееся в направлении, показанном стрелкой 158. Данное непрерывное перемещение полотна 113 сборки изделия проходит через нож 186, который селективно разрезает полотно на отдельные, частично собранные впитывающие изделия 152. Разрезание полотна 113 сборки изделия может включать в себя вырезание полосы 118 внутри участка 149 маркировочной полосы поясной ленты. Данные ножи 186, в общем, известны специалистам в данной области техники и могут включать в себя, например, сочетание режущего валика 187 и опорного вала 188, через которые проходит полотно. Опорный вал 188 может включать в себя вращающийся валик из упрочненной стали, в то время как режущий валик 187 может включать в себя одно или более гибких лезвий из упрочненной стали, закрепленных на другом вращающемся валике. Сила сжатия между лезвием на режущем валике 187 и опорным валом 188 обеспечивает резание. В зависимости от желаемого расстояния между разрезами режущий валик 187 может иметь одно или более лезвий. Нож-высекатель 186 может быть, дополнительно, выполнен с возможностью обеспечения промежутка между отдельными отрезанными элементами после их отрезания. Данный промежуток может быть обеспечен переносом отрезанных элементов от ножа-высекателя со скоростью, большей скорости подачи к нему полотна.
Далее отдельное впитывающее изделие 152 может быть сложено на участке складывания с использованием любого пригодного складывающего механизма. Впитывающее изделие 152 может быть сложено по линии сгиба, в общем, делящей впитывающее изделие пополам. Например, поясные области 22 и 24 каждой половинки 102 обучающих трусов располагают непосредственно смежно боковым панелям 34 и 134, продолжающимися латерально наружу относительно продольной оси 48 половинки обучающих трусов. Линия сгиба продолжается в латеральном направлении по области 26 ластовицы половинки обучающих трусов. Каждую отдельную половинку 102 обучающих трусов, по желанию, складывают по линии сгиба, с выравниванием друг с другом переднего и заднего поясных краев 38 и 39 половинки обучающих трусов.
Несмотря на то что выше рассмотрена конструкция боковой панели и наружного покрытия основного элемента, данное изобретение можно равно применить для традиционных подгузников, одноразовых изделий "типа боксеры", безразмерного нижнего белья, одноразового нижнего белья и защитных поясов.
При введении элементов данного изобретения, или предпочтительного объекта (объектов) артикли: "a", "an", "the" предусмотрены для обозначения одного или более элементов. Термины "comprising", "including" и "having" предусмотрены для обозначения: "включать" и означают, что здесь могут быть дополнительные элементы, отличные от перечисленных элементов.
Изобретение было описано со ссылкой на различные конкретные и иллюстрационные объекты и технологии. Однако понятно, что может быть выполнено множество изменений и модификаций, оставаясь, при этом, в пределах духа и объема изобретения. В свете представленного описания для специалистов в данной области техники будут очевидны многие альтернативы, модификации и изменения. Соответственно, данное изобретение предусматривает схватывание всех таких альтернатив, модификаций и изменений, которые попадают в рамки и объем прилагаемой формулы изобретения.
Реферат
Изобретение относится к одноразовым впитывающим изделиям и касается способа изготовления одноразового впитывающего изделия, имеющего множественные компоненты с нанесенной печатью. Способ предусматривает обеспечение полотна боковой панели, имеющей продольное направление, отделение от полотна материала боковой панели полосы, при этом полоса имеет наибольший размер. На полотне материала основного элемента до закрепления полосы на полосу или полотно материала боковой панели наносят печать с маркировочной полосой передней ножной ленты, полосой задней ножной ленты и полосой поясной ленты, при этом полоса имеет участок маркировочной полосы передней ножной ленты, участок полосы задней ножной ленты и участок полосы поясной ленты. Способ предусматривает прикрепление полосы к полотну материала основного элемента с образованием полотна сборки изделия, при этом полотно материала основного элемента имеет машинное направление (MD) и разрезание полотна сборки изделия для изготовления отдельного изделия. Изобретение обеспечивает снижение количества отходов при изготовлении впитывающих изделий, имеющих множественные компоненты с нанесенной печатью. 2 н. и 18 з.п. ф-лы, 6 ил.
Формула
обеспечение полотна боковой панели, имеющей продольное направление;
отделение от полотна материала боковой панели полосы, при этом полоса имеет наибольший размер;
печать на полосе или полотне материала боковой панели с маркировочной полосой передней ножной ленты, маркировочной полосой задней ножной ленты и маркировочной полосой поясной ленты перед прикреплением полосы к полотну материала основного элемента, причем полоса имеет участок маркировочной полосы передней ножной ленты, участок полосы задней ножной ленты и участок полосы поясной ленты;
прикрепление полосы на полотне материала основного элемента с образованием полотна сборки изделия, при этом полотно материала основного элемента имеет машинное направление (MD); и
разрезание полотна сборки изделия для изготовления отдельного изделия.
нанесение печати на полотно материала боковой панели с маркировочной полосой передней ножной ленты, маркировочной полосой задней ножной ленты и полосой поясной ленты, при этом полотно материала боковой панели имеет продольное направление;
нанесение печати на полотно материала основного элемента с сегментом задней ножной ленты, при этом полотно материала основного элемента имеет машинное направление (MD), материал наружного покрытия, прокладочный материал, в общем, параллельный материалу наружного покрытия, и материал впитывающей сердцевины, расположенный между ними, причем продольное направление является, по существу, параллельным машинному направлению;
отделение от полотна материала боковой панели полосы, при этом полоса имеет наибольший размер и участок маркировочной полосы передней ножной ленты, участок полосы задней ножной ленты и участок полосы поясной ленты;
поворот полосы, так что наибольший размер, по существу, параллелен машинному направлению;
прикрепление полосы к полотну материала основного элемента с образованием полотна сборки изделия и
разрезание полотна сборки изделия для изготовления отдельного изделия.
Комментарии