Способ и приспособление для этикетирования конического пластмассового сосуда, а также предусмотренная для этого бандероль - RU2650164C2
Код документа: RU2650164C2
Чертежи





Описание
Изобретение относится к способу этикетирования конического пластмассового сосуда согласно ограничительной части п. 1 формулы изобретения, к предусмотренному для этого приспособлению согласно п. 13 формулы изобретения, а также к бандероли согласно п. 30 формулы изобретения.
Способы изготовления сосудов из термопластичной пленки во взаимосвязи с соответствующими машинами глубокой вытяжки известны с давних пор (DE 3636767 А1, 1988 г.). При этом осуществляется комбинированное изготовление и обандероливание сосудов таким образом, что сначала в полую форму вкладываются бандероли и затем они одновременно с глубокой вытяжкой впечатываются в наружную сторону изготавливаемых сосудов. Предварительно выполненные для этого этикетки в виде соответствующих гильзообразных полуфабрикатов позиционируются на поворотной тарелке подающего приспособления и в таком «стоячем положении» вводятся в тактовом режиме в цилиндрические формовочные инструменты. Данный способ является затратным и требует стоящих гильзовых заготовок, так что при введении в формы они требуют точного направления и система является подверженной сбоям.
В устройстве согласно ЕР 0296302 В1 (1987 г.) этикетки вводятся в формовочные приспособления сериями полых форм, причем они загружаются посредством намоточных оправок с намотанными этикетками. Для этого этикетки образовываются из полосы, которая сматывается с рулона и требует соответствующих высечек сначала в продольном направлении, а затем в поперечном направлении. После этого полосы передаются на цилиндрическую намоточную оправку и вводятся в формовочное приспособление в качестве внутренней оболочки стенки. В решении согласно ЕР 0467002 В1 (1990 г.) тоже перерабатываются отдельные этикетки, причем они изготавливаются из бумаги и в виде предварительно выполненных гильз вкладываются в соответствующий формовочный инструмент. При этом данные бумажные этикетки могут быть предварительно выполнены также в виде гильз в форме усеченного конуса, причем необходимо соответствующее оконтуривание принимающего инструмента для формовки сосуда. Гильзы «вставляются» преимущественным образом в формовочный инструмент, так что после этого возможна окончательная формовка чаш.
В DE 10011386 (1990 г.) описаны способ и установка для изготовления сосудов посредством горячей формовки и для нанесения декоративных лент на сосуды. Для обеспечения надлежащего свертывания концов соответствующих, предусмотренных в качестве этикеток декоративных полос они размещаются в заправочных камерах, в каждой из которых расположен намоточный сердечник таким образом, что между периметром сердечника и внутренней стенкой заправочной камеры определяется кольцевидное намоточное пространство. Продвигающаяся вперед в данном намоточном пространстве декоративная полоса может принимать только цилиндрическую форму. Когда после этого концы декоративных полос сворачиваются на полный виток, декоративные полосы обрезаются на одинаковой высоте с пропусками таким образом, что их отрезанные куски образуют ленты, которые сворачиваются в заправочных камерах. Затем посредством вертикального подъемного движения данные ленты принимаются в соответствующие камеры формы для изготовления чаш.
В способе и приспособлении для изготовления снабженных бандеролью цилиндрических сосудов согласно DE 10348182 А1 (2003 г.) бандероли вводятся в цилиндрические формовочные гнезда нижней части формы с помощью подающего устройства. При этом подающее устройство имеет транспортировочное устройство, которое может пошагово транспортировать бесконечное бандерольное полотно. Кроме того, подающее устройство содержит сердечник, который окружен цилиндрообразной стенкой и, таким образом, может образовывать кольцевидный зазор. Бандерольное полотно транспортируется транспортировочным устройством в данный зазор, так что бандерольное полотно обматывается вокруг цилиндрического сердечника и проходит по его периметру. В данном положении бандерольное полотно обрезается с помощью разделительного приспособления. Для дальнейшей транспортировки этих, теперь уже разделенных отдельных бандеролей подающее устройство имеет соответствующие заправочные штифты, которые могут входить в зазор между сердечником и цилиндрической стенкой. При этом по периметру кольцевидного зазора распределено преимущественным образом несколько заправочных штифтов, так что с помощью данных заправочных штифтов бандероль переводится из зазора в соответствующее формовочное гнездо формовочного блока.
В данном процессе перевода предусмотрено, что подающее устройство должно быть отведено от соответственно сопряженного формовочного блока с формовочными гнездами. Только в этом положении подающее устройство с помощью дополнительного управляющего и установочного движения может быть подведено к стороне с отверстиями, через которые позднее соответствующие пуансоны верхней части формы вводятся в формовочные гнезда. Таким образом, данная система является трудоемкой и пригодна, прежде всего, только для изготовления цилиндрообразных этикеток, так как требуется перемещение с помощью заправочных штифтов.
В DE 3119717 А1 предлагается приспособление для обандероливания, в котором бандероли наносятся на цилиндрическую намоточную оправку. В DE 4106387 А показано специальное приспособление для наклеивания этикеток, которые подаются на несущую ленту. Приспособление согласно DE 29713877 U1 тоже предусматривает передачу круговой этикетки с несущей ленты на чашу.
Изобретение имеет дело с проблемой создания способа этикетирования конического пластмассового сосуда, а также предусмотренного для этого приспособления, которые являются применимыми также при сравнительно большой тактовой частоте в формовочной, разливочной или укупорочной машине, и при этом возможно оптимальное нанесение этикеток на конические сосуды и система является простой в обращении с точки зрения техники управления.
Изобретение решает данную проблему способом с отличительными признаками п. 1 формулы изобретения, а также приспособлением для этикетирования с отличительными признаками п. 13. Другие формы выполнения следуют из п.п. 2-12 формулы изобретения, а также из п.п. 14-29 и 30 формулы изобретения.
Для применения комплексной переработки в форме пленок для изготовления чаш с предусмотренными на них носителями информации в системе, прежде всего в формовочной, разливочной или укупорочной машине, согласно изобретению предлагается способ этикетирования с функционально улучшенным конструктивным узлом в области подачи этикеток.
Исходя из того, что в использовавшихся до сих пор для образования этикеток подводимых полосах теперь уже выполняются соответствующие частично высеченные заготовки с имеющим участками форму кольцевого сектора контуром, данный, предварительно выполненный контур, следуя процессу его передачи к соответствующему коническому формовочному гнезду, может быть оптимизирован. При этом управление процессом регулируется таким образом, чтобы с помощью конического подающего пуансона можно было в точном положении захватить переведенную на него и предварительно позиционированную на нем этикетку в форме кольцевого сектора. Данная этикетка удерживается на подающем пуансоне в «коническом сворачивании» так, что предусмотренное установочное положение в соответствующем формовочном гнезде достигается уверенно и точно даже при высоких скоростях транспортировки или при влияющих на положение этикетки ускорениях. При этом перемещение подающих пуансонов - в вертикальном или горизонтальном направлении - может осуществляться посредством сравнительно просто управляемого движения подъема.
Исходя из уровня техники, в котором применяются отдельные цилиндрические этикетки или лишь отбираются цилиндрические гильзовые элементы из полосового контура, теперь согласно изобретению применяется «бесконечная» полоса, в которой на предшествующем этапе обработки являются формируемыми образующие соединенную последовательность частично высеченные заготовки. При этом данные частично высеченные заготовки могут быть отделены преимущественным образом с помощью единственного отсечного разреза. Точно так же является мыслимым высекание из ленты или подобного всего контура в форме кольцевого сектора непосредственно в ближней области подающего узла. Затем каждая из этих отделенных частично отрезанных заготовок в виде отдельной этикетки в форме кольцевого сектора может быть переведена в формовочное гнездо таким образом, чтобы его коническая внутренняя стенка была покрыта самостоятельно расправляющейся в конус этикеткой. После этого с помощью обработки в форме запрессованная в коническое формовочное гнездо пленка для изготовления чаш соединяется с «конической» этикеткой в единое целое.
Управление процессом в области соответствующего(-их) подвода(-ов) бандеролей предусматривает, что определяющая соответственно передний конец подводимой полосы частично отрезанная заготовка перемещается в положение приема к имеющему, по меньшей мере, участками конический окружной контур подающему пуансону. При этом соответствующие приемные элементы могут вызывать полное «обертывание» конического окружного контура. Является также мыслимым, что данный подвод бандеролей имеет соответствующие сдвигающие элементы. Вставленная в известный сам по себе приемный зазор частично высеченная заготовка предварительно передвигается настолько, чтобы перед разделительной высечкой данная «этикетка» была уже почти полностью перемещена на конический окружной контур подающего пуансона.
Исходя из имеющего соответствующие предварительно выполненные частично отрезанные заготовки «полуфабриката бандероли», предусмотрено, что передний конец данной подводимой полосы или же уже отсеченная, отделенная в форме кольцевого сектора этикетка тангенциально накладывается на коническую окружную часть подающего пуансона. Данная, уже прилегающая частичная область имеет согласно изобретению наклоненное к вертикальной оси конического подающего пуансона направление подачи. Теперь предусмотренная этикеточная полоса может оптимально перемещаться в этом «наклонном положении» вдоль конической окружной части. Для этого одновременно действует ориентирующаяся на контур в форме кольцевого сектора опорная направляющая, так что обхватывание конического подающего пуансона, точное и без складок, достигается без других вспомогательных элементов. Для такой проводки на коническом подающем пуансоне предусмотрена, прежде всего, интегрированная в систему направляющая дорожка в области приемного зазора. Она может захватывать по меньшей мере один из дуговидных частичных контуров частично высеченных заготовок в форме кольцевого сектора.
Вставленная отделенная этикетка может быть зафиксирована в данном охватывающем, по меньшей мере, участками подающий пуансон транспортировочном положении. После этого подающий пуансон с этикеткой является переводимым посредством единственного прямолинейного установочного движения - с помощью устройства управления машины - в формовочное гнездо для пластмассового сосуда.
Управление процессом в области предварительно выполненной частично отрезанной заготовки бандероли или же отсеченной этикетки в форме кольцевого сектора предусматривает, что каждая из них является окончательно выполняемой в интервале времени до, во время или после прикладывания этикетки к подающему пуансону. В простейшем случае этикетка отделяется от подводимой полосы на заднем конце посредством по меньшей мере одного отсечного разреза. За счет этого получаются различные возможности точной по положению фиксации «конической» этикетки на коническом подающем пуансоне.
Для непрерывного хода процесса загрузки предусмотрено, что несколько подводимых полос имеют в продольном направлении соответственно несколько уже предварительно выполненных частично отрезанных заготовок в соединенном последовательном расположении, и они в тактовом режиме принимаются друг за другом в виде соответствующих отсеченных этикеток соответствующими подающими пуансонами. Точно также является мыслимым, что на подводимой полосе с соответственным размером по ширине предварительно формуется несколько последовательных расположений с соответствующими частично отрезанными заготовками в соответствующем ширине данной полосы расположении друг над другом или же друг возле друга и затем эта «многорядная» подводимая полоса требует дополнительного продольного разделительного реза.
Предпочтительно, предусмотрено, что для образования отдельной этикетки предварительно выполненная частично отрезанная заготовка всего лишь отделяется в области проходящей по существу поперек продольного направления полосы контурной линии и после этого снимается с подводимой полосы. Соответственно последовательному расположению, предпочтительно, предусмотрено, что во время по меньшей мере одного отсечного разреза на заднем конце соответственно передней в направлении передачи частично отрезанной заготовки одновременно предварительно формуется передний контур последующей частично отрезанной заготовки. Соответственно конфигурации частично высеченных заготовок в форме кольцевого сектора во время отсечного разреза образуется несколько линий разреза. При этом дополнительно к соответственно полезным этикеткам образуется остающийся в форме разреза и утилизируемый отход.
Приспособление для этикетирования конического пластмассового сосуда согласно предписанному способу предусмотрено, прежде всего, для применения в сфере формовочных, разливочных и укупорочных машин. При этом реализуется так называемая фаза обработки в форме, при которой соответственно по меньшей мере одна из этикеток и подлежащий формованию сосуд сводятся в общее формовочное гнездо. Согласно изобретению данное приспособление отличается тем, что предусмотренная по меньшей мере на одной подводимой полосе и формируемая с контуром в форме кольцевого сектора этикетка подводится к подающему пуансону, который имеет, по меньшей мере, участками конический окружной контур. Для данного «соединения при переносе» оптимизация в области передаточного зазора достигается за счет того, что для уже отсеченной этикетки предусматривается управляющая в направлении транспортировки, по меньшей мере, участками точным по положению охватыванием конического подающего пуансона направляющая опора. С данной подающей конструкцией взаимодействует расположенное ранее отрезное приспособление по меньшей мере с одним отрезным элементом, так что подводимая полоса с предварительно выполненными частично отрезанными заготовками может быть оптимально подготовлена в соответствующей фазе такта.
Передача предварительно выполненной частично отрезанной заготовки предусматривает, что в области подающего пуансона соответственно отделенная этикетка перемещается вдоль направляющей опоры до заранее задаваемого положения передачи на конический подающий пуансон. После этого происходит фиксация таким образом, чтобы удерживаемая, по меньшей мере, на конической области подающего пуансона этикетка могла быть переведена вместе с формовочным пуансоном в формовочное гнездо.
Приспособление отличается тем, что выполненный участками коническим подающий пуансон входит по существу в комплементарное приемное отверстие направляющей плиты так, что подающий пуансон может перемещаться движениями сдвига. В данное приемное отверстие вводится частично высеченная заготовка в форме кольцевого сектора или же отделенная этикетка. В данном положении направляющая плита, а также подающий пуансон позиционированы в положении напротив формовочного гнезда формовки сосуда, так что передача конической этикетки возможна по короткому пути.
Для данного процесса передачи направляющая плита образована, предпочтительно, из двух компонентов. Благодаря такому двухкомпонентному выполнению, по меньшей мере, участками охватывающее подающий пуансон в положении подачи приемное отверстие может быть расширено. Для этого осуществляется перемещение кареточной части, так что приемное отверстие «раскрывается» и подающий пуансон вместе с этикеткой может быть перемещен в предусмотренном направлении в формовочное гнездо. Для того чтобы задавать положение раскрытия или смыкания, является мыслимым, что направляющая плита в области каретки может быть образована также многокомпонентной. Конструкция может быть дополнена так, чтобы приемное отверстие было настраиваемым на варьируемые увеличения поперечного сечения, чтобы несущий этикетку подающий пуансон на своем пути подвода к соотнесенному формовочному гнезду перекрывал свободное направление отвода.
В области перемещаемой кареточной части конструкция оптимизирована за счет того, что в нее интегрирован тангенциально выходящий в приемное отверстие подводящий шлиц. При однокомпонентном выполнении кареточной части подводящий шлиц выполнен прямолинейным, так что в области дна шлица действует направляющая для перемещаемой по нему части полосы. Точно так же является мыслимым, что подводящий шлиц может быть образован в виде «разделительной линии» по меньшей мере двухкомпонентной кареточной части. Прежде всего, при таком многокомпонентном выполнении кареточной части возможны дальнейшие конструктивные адаптации, причем подводящий шлиц может изменяться или же настраиваться, прежде всего, по своей длине, ширине и/или высоте.
В ближней зоне приемного отверстия в кареточной части предусмотрен захватывающий передний конец предварительно выполненной частично отрезанной заготовки втягивающий узел. В компактном выполнении предусмотрено, что в области выходящего в приемное отверстие подводящего шлица предусмотрен имеющий по меньшей мере одно втягивающее колесо втягивающий узел. Для оптимизации процесса втягивания предусмотрено, что в области конического подающего пуансона втягивающее колесо взаимодействует с сопряженным втягивающим колесом.
В области описанного ранее приспособления или же образованного из подающего пуансона и направляющей плиты блока предусмотрен захватывающий последовательное расположение предварительно выполненных частично отрезанных заготовок узел предварительного натяжения, причем в его ближней зоне снова располагается отрезной узел. При этом узел предварительного натяжения снабжен, прежде всего, приводным роликом и сопряженным роликом, так что соответствующая подводимая бандероль является захватываемой ими и управляемо передаваемой далее.
В области отрезного узла расположены две лежащие напротив друг друга отрезные пластины, так что расположенная между ними подводимая бандероль может быть отделена в точном положении. Для изготовления полезного контура в форме кольцевого сектора предусмотрен образующий треугольный контур отрезной нож, которым одновременно образуется отход.
Применяемая в ранее описанном способе и приспособлении бандероль отличается тем, что она как предоставившая предварительно выполненную полосу, рулон или тому подобное бандероль снабжена предварительно выполненными в форме кольцевого сектора частично отрезанными заготовками.
Дальнейшие подробности и предпочтительные формы выполнения изобретения вытекают из последующего описания и чертежей, который показывает пример выполнения способа согласно изобретению и его применение в приспособлении для этикетирования. На чертеже показано:
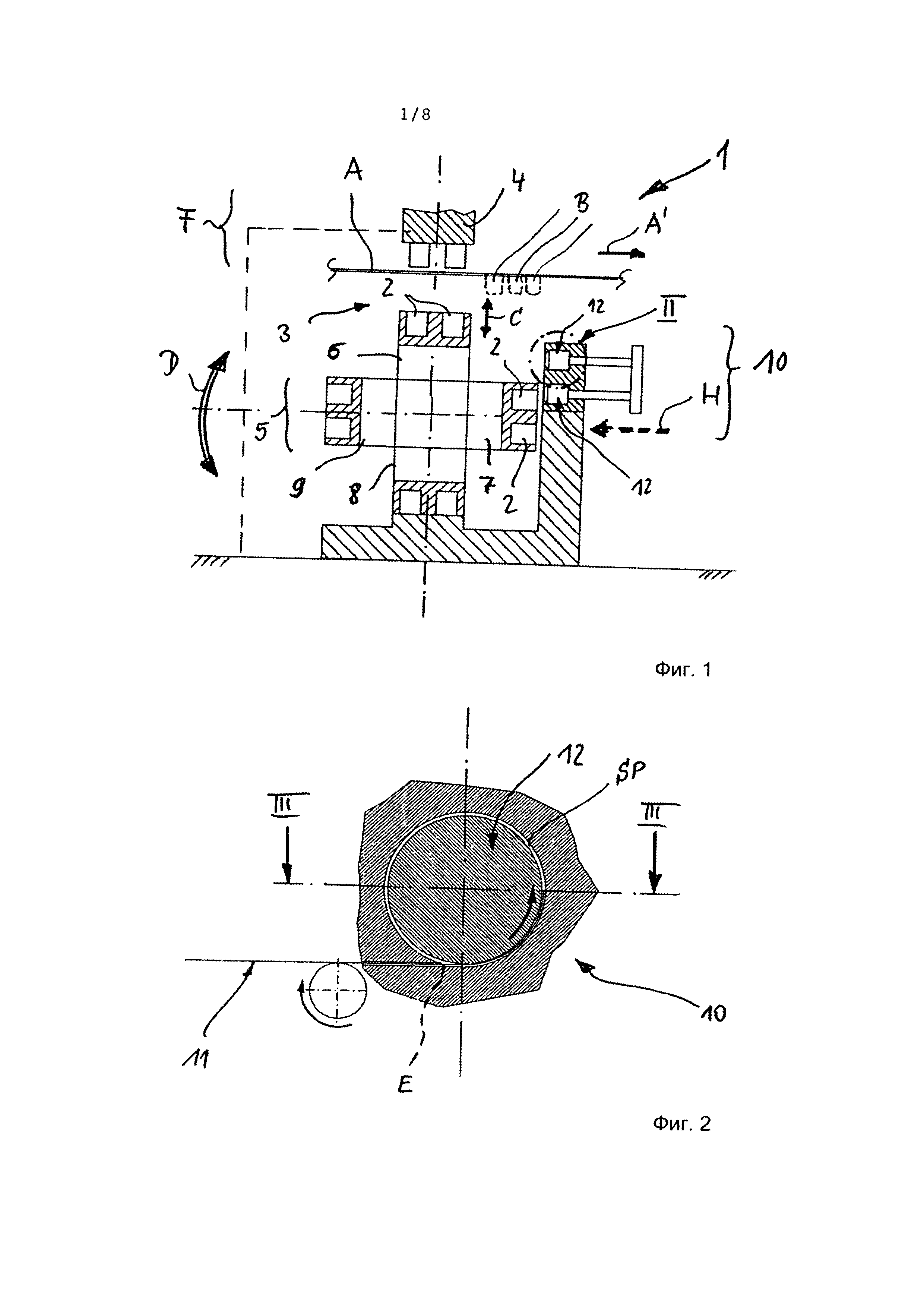
Фиг. 1 принципиальное изображение формовочной, разливочной или укупорочной машины с формовочным блоком в виде револьверной головки и подводящим этикетки подающим узлом,
Фиг. 2 увеличенное изображение в разрезе в области доставляющего подаваемую полосу в области подающего узла в принимающий шлиц блока подачи,
Фиг. 3 изображение конического пуансона в области приема подводимой полосы в разрезе,
Фиг. 4 отдельное изображение подающего узла в области II согласно фиг. 1 в перспективе,
Фиг. 5 вид сбоку на подающий узел с частичным разрезом согласно линии V-V на фиг. 4,
Фиг. 6 вид сверху на подающий узел согласно фиг. 5,
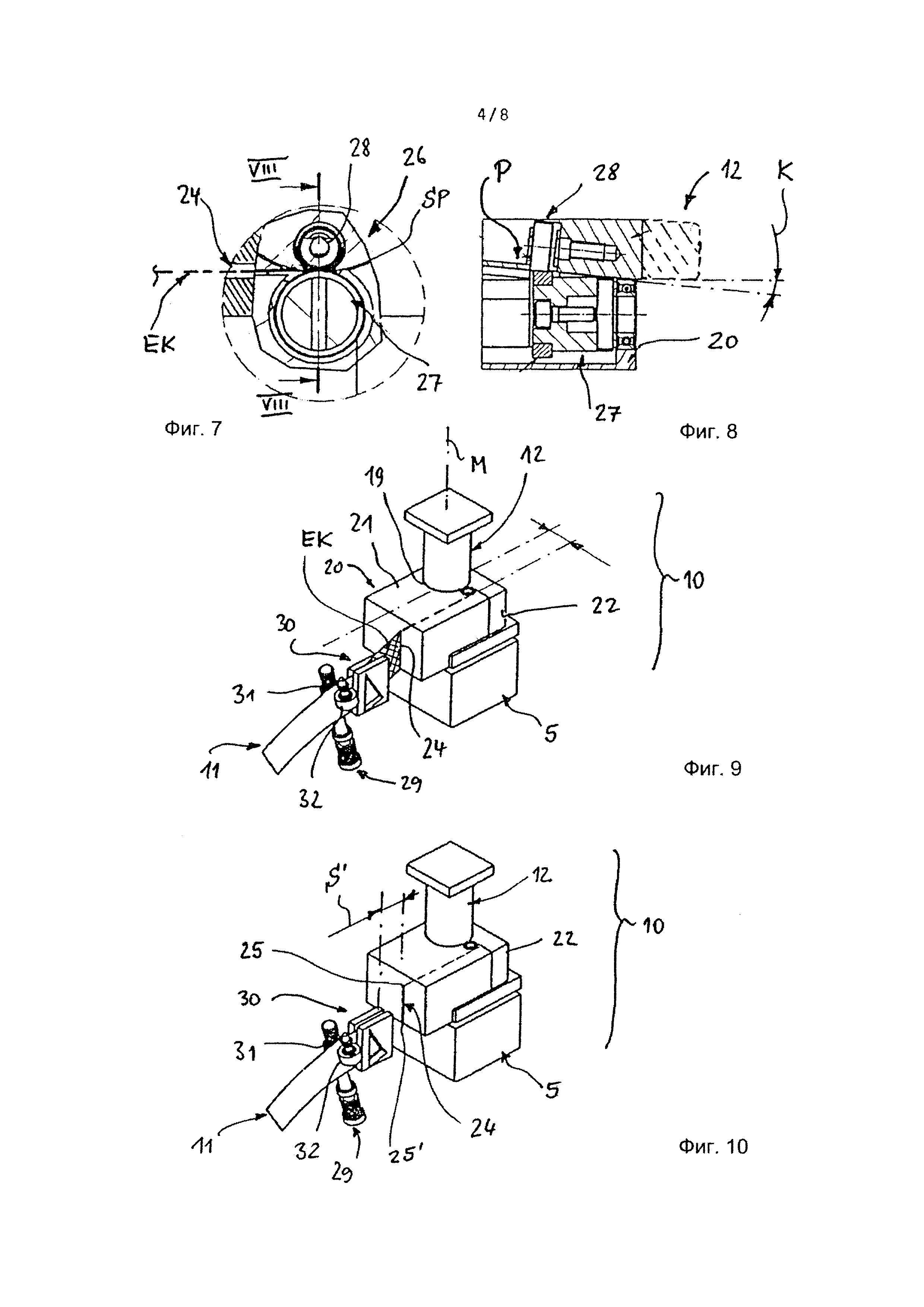
Фиг. 7 увеличенное изображение приспособления в области фрагмента VII на фиг. 6,
Фиг. 8 изображение в разрезе согласно линии VIII-VIII на фиг. 7,
Фиг. 9 и фиг. 10 соответствующие изображения в перспективе аналогично фиг. 4 с разными положениями подводимой полосы,
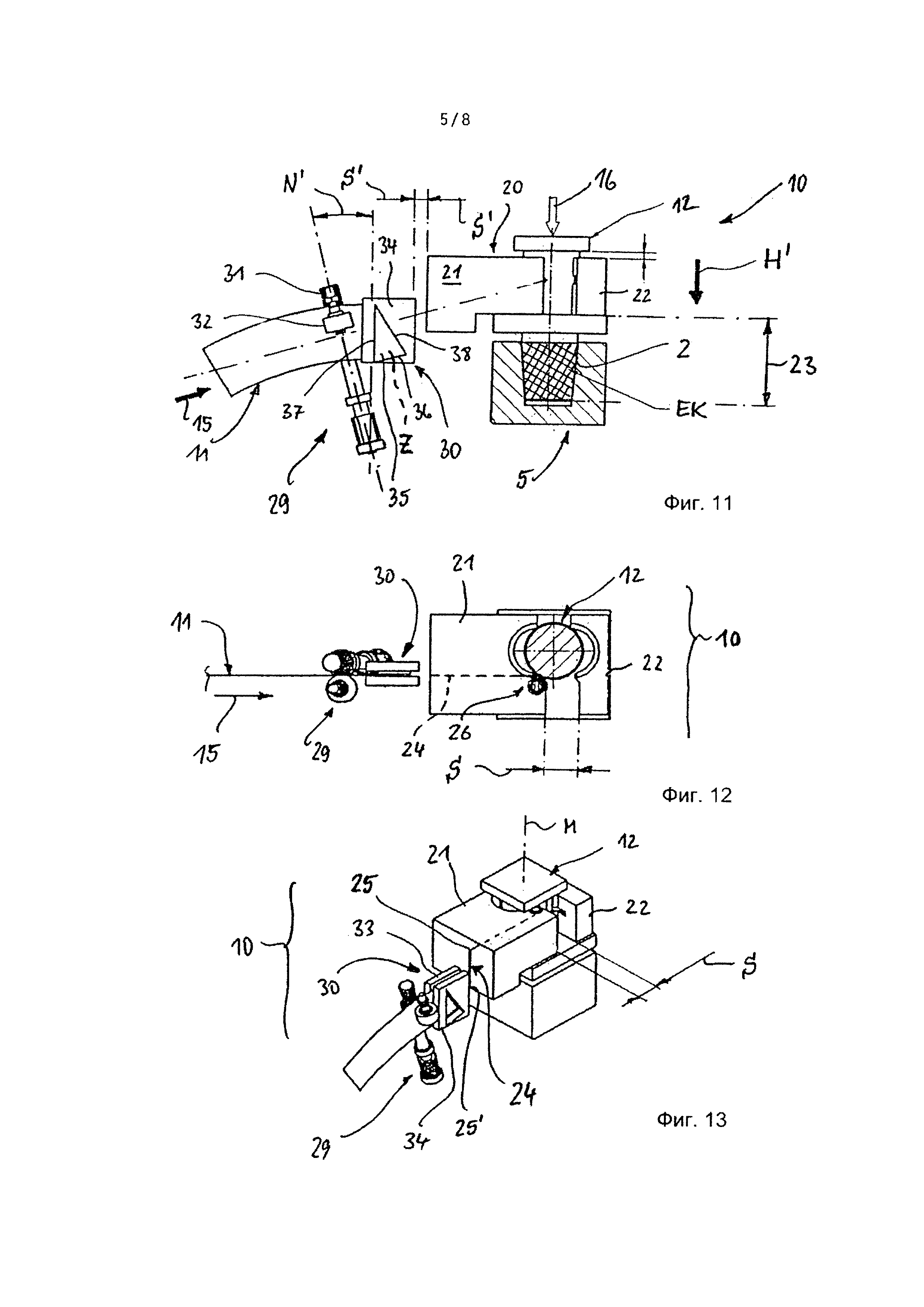
Фиг. 11 вид сбоку аналогично фиг. 5 с перемещенным подающим пуансоном,
Фиг. 12 и фиг. 13 вид сверху и в перспективе на ситуацию движения согласно фиг. 11,
Фиг. 14 вид сбоку на подводимую полосу с несколькими расположенными друг над другом частично отрезанными заготовками с контуром в форме кольцевого сектора,
Фиг. 15 принципиальное изображение аналогично фиг. 11 с принимающей этикетки от подающего пуансона револьверной головкой,
Фиг. 16 вид сверху на систему согласно фиг. 15,
Фиг. 17 принципиальное изображение аналогично фиг. 15 с фазой введения в направляющую плиту без вложенного направляющего пуансона и
Фиг. 18 вид сверху на систему согласно фиг. 17.
На фиг. 1 изображено обозначенное в целом как 1 приспособление для этикетирования и глубокой вытяжки глубокотянутого пластмассового сосуда В, причем такого рода приспособления 1 могут быть применены, прежде всего, в обозначенной в целом как F формовочной, разливочной или укупорочной машине. При этом известно, что перед глубокой вытяжкой образовываемых из пленочного полотна А посредством «процесса в форме» сосудов В соответствующие, предусмотренные для этого этикетки Е (фиг. 3) вкладываются в формовочные гнезда 2 имеющего верхнюю часть 4 формы формовочного пресса 3 для глубокой вытяжки. В дополнение к этому предусмотрена расположенная, прежде всего, параллельно ниже и поперек направления А' транспортировки пленочного полотна А нижняя часть 5 формы в виде револьверной головки с имеющими формовочные гнезда 2 ответными формовочными блоками 6, 7, 8, 9. Данная нижняя часть 5 формы в зоне достижимой посредством ее перемещения С и поворачивания D положения передачи (здесь не изображена) взаимодействует с передающим этикетку Е подающим узлом 10.
В способе этикетирования пластмассового сосуда согласно изобретению предусмотренная для этого бандероль в форме этикетки, декоративной ленты или подобного носителя Е информации передается с продвигаемой вперед, прежде всего в тактовом режиме, подводимой полосы 11 на подающий пуансон 12. С помощью движения Н, Н' подачи этикетка Е перемещается от него в соответствующее формовочное гнездо 2 формовочного пресса 3 для глубокой вытяжки. Затем во время последующей фазы обработки в форме отдельные этикетки и подлежащий формованию пластмассовый сосуд В сводятся в общее формовочное гнездо.
Из краткого обзора фиг. 2 и фиг. 3 становится понятной концепция этикетирования конического пластмассового сосуда В согласно изобретению, причем она видна, прежде всего, на виде сбоку на фиг. 3. Система исходит из того, что по меньшей мере на одной подводимой полосе 11 предварительно выполняются соответствующие частично отрезанные заготовки Т, Т' (фиг. 14) с имеющим участками форму кольцевого сектора контуром KR (данная обработка детальнее не изображена). Заранее подготовленные в качестве технологических заготовок подводимые полосы 11, 11', исходя из лент или рулонов, могут передаваться в тактовом режиме на конический подающий пуансон 12 (фиг. 3, наклон К). За счет этого в изображенной ситуации введения достигается оптимальная связь в установке, и соответствующая этикетка может быть оптимально принята подающим пуансоном 12. Из общего обзора изображений, прежде всего в очередности согласно фиг. 5-10, становится понятно, что на образующих соединенную последовательность частично отрезанных заготовках Т, Т' следует выполнить по меньшей мере один отсечной разрез. После этого каждая из теперь отделенных частично отрезанных заготовок Т может быть переведена в виде отдельной этикетки ЕК в форме кругового сектора (заштрихованное крест-накрест изображение, фиг. 11) в формовочное гнездо 2 нижней части 5 формы. На фиг. 2 и фиг. 4 подробнее изображена вступительная фаза развития данного способа согласно изобретению. При этом становится понятно, что соединенная с подводимой полосой 11 в виде ее текущего переднего конца частично отрезанная заготовка Т перемещается к имеющему, по меньшей мере, участками конический окружной контур К подающему пуансону 12 в положение приема (фиг. 3).
При оптимизации данного процесса передачи оказалось предпочтительным, прежде всего для того чтобы повысить точность процесса, если передний конец подводимой полосы 11 (или отдельная, отделенная в форме кольцевого сектора этикетка) может прилегать к конической окружной части К подающего пуансона 12 с тангенциальным смещением к вертикальной оси М (расстояние L, фиг. 6). При этом одновременно задается наклоненное в плоскости М' прилегания (фиг. 6) направление подачи (наклон N, фиг. 5). Данная фаза наклонного приема или же передачи отличается, прежде всего, тем, что после этого этикетка Е может быть оптимально проведена вдоль конической окружной части К в зазор SP (фиг. 7).
На фиг. 5, левая сторона, параллельными нижней и верхней сторонами обозначена штриховой линией полосообразная лента SB, которая в прежних, образующих уровень техники процессах этикетирования вытягивается из рулона и отделяется перед подающим узлом 10. При параллельных продольных сторонах 13 и 14 данная лента SB является принципиально легче манипулируемой. Однако данная лента SB не может быть использована для конических чаш и формовочных пуансонов, а также формовочных гнезд. Тогда, когда эластичность ленты SB не может компенсировать соответствующие различия между задуманной цилиндрической формой и конусностью К, втягивание этикеток является проблематичным.
Для выполненной в форме кольцевого сектора этикетки Е, ЕК согласно изобретению управление процессом оптимизировано еще за счет того, что во время фазы подвода и прикладывания к подающему пуансону 12 происходит перемещение этикетки ЕК вдоль направляющей дорожки Р (фиг. 3, фиг. 8) и тем самым достигается оптимальное коническое «обматывание».
После данного процесса введения отделенная этикетка ЕК фиксируется в охватывающем, по меньшей мере, участками подающий пуансон 12 транспортировочном положении таким образом, чтобы после этого подающий пуансон 12 вместе с этикеткой ЕК мог быть переведен в формовочное гнездо 2 для пластмассового сосуда В (Н', фиг. 11). При этом предусмотрено, что этикетка ЕК удерживается в конической области К подающего пуансона 12, прежде всего, с помощью всасывающего вакуумного блока (не изображен) и может быть передана в формовочное гнездо 2 посредством его отключения. Концепция управления данным процессом согласно изобретению предусматривает, что этикетка ЕК в форме кольцевого сектора может быть отделена от подводимой полосы 11 во временной последовательности машинного такта соответственно по времени до, во время и после фазы ее прикладывания к подающему пуансону 12. При этом, соответственно предварительной обработке частично высеченных заготовок Т, Т', на подводимой полосе 11 предусмотрен по меньшей мере один отсечной разрез так, чтобы было надежно предотвращено преждевременное отделение или же «отрывание» частично высеченных заготовок Т, Т' по воображаемой перфорированной линии во время фазы подачи в область зазора SP.
Для оптимального протекания процесса предусмотрено, что каждая их нескольких подводимых полос 11 имеет в продольном направлении (фиг. 5) по несколько уже предварительно выполненных частично отрезанных заготовок Т, Т' в соединенном последовательном расположении таким образом, что данные частично отрезанные заготовки могут быть приняты в тактовом режиме одна за другой соответствующими подающими пуансонами 12 в виде соответственно отсеченной этикетки ЕК. Из изображения согласно фиг. 14 становится понятно, что на имеющей здесь поперечную протяженность Q подводимой полосе 11' соответственно ее ширине было предварительно выполнено несколько последовательных расположений с соответствующими частично отрезанными заготовками Т, Т' в расположении друг над другом. Вследствие дополнительного разделения в области контура KR данная «широкая» лента Q требует соответственно более высоких затрат. Тогда отсеченные ленты могут передаваться на несколько параллельных формовочных пуансонов 12 или же в несколько параллельных формовочных гнезд 2.
Из принципиальных изображений согласно фиг. 3 и фиг. 14 становится понятно, что для образования отдельной этикетки Е или же ЕК предварительно выполненная частично отрезанная заготовка Т может быть отделена и после этого отведена от подводимой полосы 11 только лишь в области проходящей по существу поперек продольного направления полосы контурной линии KR'. Заштрихованным «изображением клиновидного элемента» Z на фиг. 3 и фиг. 14 обозначено, что во время отсечного разреза KR' на заднем конце соответственно передней в направлении передачи частично отрезанной заготовки Т одновременно формуется передний контур KR'' последующей частично отрезанной заготовки Т'. Во время данного отсечного разреза становится понятно, что здесь одновременно образуется несколько линий KR', KR'', KR''' разреза и при этом возникает в виде отхода клиновидный элемент Z.
Из изображений согласно фиг. 4-13 становится понятным протекание процесса с помощью описанного здесь подробнее приспособления. В качестве базового элемента данного подающего узла 10 действует подающий пуансон 12 со своим, по меньшей мере, участками коническим окружным контуром К, причем на нем - исходя из частично высеченной заготовки Т с контуром в форме кольцевого сектора - в стабильном положении формуется «коническая» этикетка ЕК и затем она может быть передана в формовочное гнездо 2 (фиг. 11).
При этом становится понятно, что предварительно выполненная на подводимой полосе 11 посредством по меньшей мере одного отрезного элемента 17 (фиг. 3, левая сторона) частично отрезанная заготовка Т, Т' (или передний конец уже отсеченной этикетки ЕК в форме кольцевого сектора), по меньшей мере, пофазно взаимодействует с направляющей опорой Р (фиг. 8), которая в направлении 15 транспортировки управляет, по меньшей мере, участками точным по положению охватыванием конического подающего пуансона 12.
Схема приспособления 10 построена так, что оно снабжено выполняющим отсечной разрез отрезным элементом 30. При этом перемещенная в положение прилегания к коническому подающему пуансону 12, предварительно выполненная в форме кольцевого сектора частично отрезанная заготовка Т, Т' пофазно взаимодействует с отрезным элементом 30. После соответствующего процесса отделения (фиг. 9, фиг. 10) предусмотрено, что в области подающего пуансона 12 отделенная этикетка ЕК перемещается на коническом подающем пуансоне 12 вдоль направляющей опоры Р до заранее задаваемого положения передачи. Затем здесь происходит соответствующая фиксация, и после этого эти оба элемента могут быть вместе опущены в формовочное гнездо 2 (стрелка 16, фиг. 11).
Для адаптации к соответствующему периметру конического пуансона 12 (или же получаемого при этом сосуда) длина частично высеченных заготовок Т, Т' может быть установлена так, чтобы было достигнуто полное «охватывание» или были этикетированы лишь частичные области (не изображено).
Из изображения в перспективе на фиг. 4 становится понятно, что выполненный участками коническим подающий пуансон 12 входит по существу в комплементарное приемное отверстие 19 (соответственно «кольцевому зазору» SP, фиг. 2) направляющей плиты 20. Частично высеченная заготовка Т в фирме кольцевого сектора или же этикетка ЕК может быть продвинута вперед соответственно направлению 15 подачи к области данного приемного отверстия 19. Процесс данного перемещения регулируется, по меньшей мере, настолько, чтобы этикетка ЕК была полностью извлечена из направляющей плиты 20 (фиг. 10). За счет этого достигается «коническое положение прилегания» на подающем пуансоне 12 и он может быть позиционирован в положение напротив формовочного гнезда 2 формовки сосуда. Затем в данном противоположном положении (фиг. 11) осуществляется уже описанное движение 16 опускания, причем совершающий движение сдвига подающий пуансон 12 теперь пронизывает приемное отверстие 19.
Из изображений становится понятно, что в предпочтительном выполнении направляющая плита 20 выполнена двухкомпонентной. За счет этого достигается то, что, по меньшей мере, участками охватывающее подающий пуансон 12 в положении загрузки приемное отверстие 19 (изображение согласно фиг. 9 и фиг. 10) является расширяемым посредством перемещения подвижной кареточной части 21 в удаленное положение S (фиг. 5) по отношению к неподвижной части и после этого подающий пуансон 12 в данном расширенном положении (фиг. 11-13) может быть выведен из данной направляющей плиты 20. При этом передняя кромка направляющей плиты 20 одновременно позиционируется по направлению к расположенным спереди узлам 29 и 30 до, предпочтительно, малого приемного расстояния S' (фиг. 11).
Подразумевается, что приемное отверстие 19 может быть настраиваемым на разные увеличения поперечного сечения. В каждом случае при раскрытии согласно удалению S (фиг. 4) осуществляется установочное движение на такое расстояние, чтобы несущий этикетку ЕК подающий пуансон 12 мог быть перемещен по пути 23 подвода (фиг. 11) до соотнесенного формовочного гнезда 2 нижней части 5 формы.
Из изображений приспособления 10 становится также понятно, что перемещаемая кареточная часть 21 имеет тангенциально (с расстоянием L до вертикальной оси М) выходящий в приемное отверстие 19 подводящий шлиц 24 (фиг. 13). При происходящем в нем для части 11 полосы движении подачи в направлении стрелки 15 согласно изобретению достигается возможность действия подводящего шлица 24 в области своего дна 25 шлица и/или своей кромки 25' шлица как направляющей (фиг. 13) для соответствующей части 11 полосы или же для этикетки ЕК.
Точно так же является мыслимым, что подводящий шлиц 24 предусмотрен в соединительной области двух образующих кареточную часть 21 соединительных частей (не изображено). Данное мыслимое многокомпонентное выполнение кареточной части 21 дает возможность оптимальной адаптации к подводимой полосе 11 в области подводящего шлица 24. При этом подводящий шлиц 24 в области его соответствующих размеров по длине, ширине и/или высоте может быть с малыми затратами выполнен изменяемым или же регулируемым, так что тем самым настраивается оптимальная проводка для различных материалов и/или толщин материалов.
Другую составную часть подающего узла 10 образует захватывающий подводимую полосу 11 втягивающий узел 26, который в области подводящего шлица 24 вблизи от приемного отверстия 19 захватывает включающую передний конец предварительно выполненной частично отрезанной заготовки Т область. Из увеличенных изображений согласно фиг. 7 и фиг. 8 становится понятно, что в области выходящего в приемное отверстие 19 подводящего шлица 24 предусмотрен имеющий по меньшей мере одно втягивающее колесо 27 втягивающий узел 26. В предпочтительном выполнении в данной области предусмотрено, что в области конического подающего пуансона 12 втягивающее колесо 27 может взаимодействовать с ответным втягивающим колесом 28 таким образом, что достигается оптимальная проводка этикетки ЕК в намоточном зазоре SP.
В целесообразном выполнении с образованным из подающего пуансона 12 и направляющей плиты 20 блоком соотнесен захватывающий последовательное расположение предварительно выполненных частично отрезанных заготовок Т, Т' установочный узел 29 (фиг. 11). В его области предусмотрен дополнительный отрезной узел 30 для отсечного разреза.
Из изображения в перспективе согласно фиг. 4 и детальных изображений согласно фиг. 11-13 становится понятно, что установочный узел 29 снабжен приводным роликом 31 и ответным роликом 32 и подводимая бандероль 11 может быть оптимально захвачена ими и направлена в направлении 15 подачи. Для оптимальной проводки ими этикеток ЕК в форме кольцевого сектора предусмотрено, что установочный узел 29 имеет соответствующее наклону N наклонное положение N' (фиг. 11).
Из изображений становится также понятно, что отрезной узел 30 имеет две параллельные отрезные пластины 33, 34, на которых предусмотрены образующие треугольный контур (фиг. 13) отрезные ножи 36, 37, 38 или же отрезное отверстие 35 (фиг. 11). Данной отрезной конструкцией (фиг. 11) достигается образование в частично высеченных заготовках Т, Т' изображенного на фиг. 3 и фиг. 14 контура разреза в области клиновидного элемента Z. Процесс разреза обозначен на фиг. 6 соответствующими направлениями стрелок 33' и 34'.
Из обеих форм выполнения подводимой полосы 11, 11' (фиг. 3, фиг. 14) согласно изобретению становится также понятно, что данная, предусмотренная, прежде всего, для формовочной, разливочной или укупорочной машины подводимая полоса 11, 11' может быть заранее подготовлена в виде соответствующего ленточного или рулонного слоя с предварительно выполненными в форме кольцевого сегмента частично отрезанными заготовками KR, KR', KR''. После этого с помощью способа и приспособления согласно изобретению возможно оптимальное изготовление «конических этикеток» для соответствующих конических чаш В.
На фиг. 15-18 изображено применение подающего пуансона 12' во взаимосвязи с револьверной головкой 5' в качестве принимающего инструмента. В отличие от выполнений согласно фиг. 4-13 после соединения с подающим пуансоном 12' этикетка ЕК теперь не продвигается с ним сквозь направляющую плиту 20' (фаза согласно фиг. 10 и фиг. 11), а происходит выдвижение согласно стрелке АН, подающий пуансон 12' позиционируется (например вращение ZD) и после этого осуществляется введение в револьверную головку 5' согласно стрелке ER.
В функциональном положении согласно фиг. 15 и фиг. 16 становится понятно, что этикетка ЕК вводится в - выполняемую также однокомпонентной - изображенную здесь сомкнутой направляющую плиту 20' (аналогично фиг. 9) и после этого прилегает к подающему пуансону 12'. В другом варианте способа предусмотрено, что этикетка ЕК - или же соответствующая бандероль - вводится в приемное отверстие 19' тогда, когда подающий пуансон 12' занимает положение на расстоянии от направляющей плиты 20' (фиг. 17). Подразумевается, что при этом осуществляется «движения намотки» бандероли ЕК в форме кольцевого сектора на внутреннюю стенку WA. Эффект оптимальной проводки вдоль направляющей дорожки Р' используется при этом так, чтобы при опускании подающего пуансона 12' (стрелка АН) этикетка ЕК была захвачена в оптимальном положении приема и в точном положении и без складок была передана на форму 5'.
Реферат
Изобретение относится к способу и приспособлению для этикетирования конического пластмассового сосуда. В способе этикетирования используется предусмотренная для этого бандероль в форме этикетки, декоративной ленты или подобного носителя информации. Ее передают с продвигаемой вперед прежде всего в тактовом режиме подводимой полосы на подающий пуансон и с помощью движения подачи перемещают от него в соответствующее формовочное гнездо устройства глубокой вытяжки. Во время последующей фазы обработки в форме соответственно отдельная этикетка и подлежащий формованию пластмассовый сосуд сводятся в общее формовочное гнездо. Согласно изобретению предусмотрено, что по меньшей мере на одной подводимой полосе предварительно выполняют соответствующие частично отрезанные заготовки с имеющим участками форму кольцевого сектора контуром, и затем данную подводимую полосу передают в одиночном тактовом режиме на конический подающий пуансон. Изобретение обеспечивает повышение производительности приспособления для этикетирования конического пластмассового сосуда. 2 н. и 22 з.п. ф-лы, 18 ил.
Формула
Документы, цитированные в отчёте о поиске
Установка для изготовления контейнеров с двухслойными стенками
Патенты аналоги
Установка для изготовления контейнеров с двухслойными стенками
Комментарии