Способ и устройство правки шлифовальной поверхности - RU2697135C1
Код документа: RU2697135C1
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу правки шлифовальной поверхности шлифовального круга и к устройству его правки.
Кроме того, настоящее изобретение относится к способу правки, применимому для правки шлифовальной поверхности шлифовального круга для шлифовки торцевой поверхности стеклянной пластинки, и к устройству его правки.
Предпосылки создания изобретения
Правка шлифовальной поверхности шлифовального круга традиционно осуществляется путем прижатия пруткового правящего устройства к шлифовальной поверхности.
Ссылки на известный уровень техники
Патентный документ 1: WO 2014/064855
Краткое изложение сущности изобретения
Задачи, решаемые изобретением
В патентном документе 1 описано решение, согласно которому прижимают правящее устройство к шлифовальной поверхности вращающегося шлифовального круга, чтобы осуществить правку. Согласно такому решению в случае износа правящего устройства, прижимаемого к шлифовальной поверхности шлифовального круга, его неизбежно требуется заменять новым устройством. Однако, поскольку правящее устройство зафиксировано и прикреплено к держателю, эта операция замены требует времени и затрат труда и является неэффективной.
Настоящее изобретение создано с учетом описанных выше особенностей, и в его основу положена задача создания способа правки, позволяющего преодолеть описанный выше недостаток и обеспечить высококачественную правку, а также устройства для его осуществления.
Средства решения задач
Способ правки шлифовальной поверхности согласно настоящему изобретению включает стадии: приведения абразивной нагнетательной поверхности абразивного нагнетательного устройства, соответствующей форме шлифовальной поверхности шлифовального круга, оппозитно шлифовальной поверхности шлифовального круга, который вращается с упругим усилием упруго тянущего устройства; нагнетания воздуха со смешанными абразивными зернами в пространство между шлифовальной поверхностью и абразивной нагнетательной поверхностью; подачи шлифовальной поверхности в направлении вращения относительно абразивной нагнетательной поверхности; и правки шлифовальной поверхности поддержанием нагнетания воздуха со смешанными абразивными зернами от абразивной нагнетательной поверхности на шлифовальную поверхность во время подачи.
Кроме того, другой способ правки шлифовальной поверхности согласно настоящему изобретению включает стадии приведения абразивной нагнетательной поверхности абразивного нагнетательного устройства, соответствующей форме шлифовальной поверхности шлифовального круга, оппозитно шлифовальной поверхности шлифовального круга, который вращается с упругим усилием упруго тянущего устройства; нагнетания воды со смешанными абразивными зернами в пространство между шлифовальной поверхностью и абразивной нагнетательной поверхностью; подачи шлифовальной поверхности в направлении вращения относительно абразивной нагнетательной поверхности; и правки шлифовальной поверхности поддержанием нагнетания воды со смешанными абразивными зернами от абразивной нагнетательной поверхности на шлифовальную поверхность во время подачи.
Помимо этого, устройство правки шлифовальной поверхности согласно настоящему изобретению содержит струйный генератор абразивных зерен для генерации потока смешанных абразивных зерен; абразивное нагнетательное устройство, имеющее абразивную нагнетательную поверхность с формой, соответствующей форме шлифовальной поверхности шлифовального круга, который вращается и нагнетает поток смешанных абразивных зерен от струйного генератора абразивных зерен в пространство между шлифовальной поверхностью и абразивной нагнетательной поверхностью; и упруго тянущее устройство для приведения упругим усилием абразивной нагнетательной поверхности оппозитно шлифовальной поверхности.
В качестве абразивных зерен в настоящем изобретении достаточно использовать свободные абразивные зерна из такого материала, как WA (белый алунд на основе окиси алюминия) или GC (зеленый карбонит на основе карбида кремния) с размером зерна 180.
Преимущества изобретения
Согласно настоящему изобретению в состоянии, в котором вращающаяся шлифовальная поверхность и абразивная нагнетательная поверхность абразивного нагнетательного устройства, соответствующая форме шлифовальной поверхности, противоположны (оппозитно расположены) друг другу, в узкое пространство между шлифовальной поверхностью и абразивной нагнетательной поверхностью в направлении вращения нагнетается текучая среда, такая как воздух или вода со смешанными абразивными зернами, и за счет давления текучей среды, такой как поток воздуха или воды, регулировки посредством абразивного нагнетательного устройства и вращения шлифовального круга абразивные зерна в различных местах прижимаются к шлифовальной поверхности на протяжении большой длины и с высокой скоростью перемещаются, одновременно перекатываясь, что позволяет осуществлять высококачественную правку шлифовальной поверхности.
Кроме того, поскольку согласно настоящему изобретению текучая среда, такая как воздух или вода со смешанными абразивными зернами, регулируется абразивным нагнетательным устройством, правка может осуществляться с использованием небольшого количества абразивных зерен.
456784 этого, устройство правки согласно настоящему изобретению может быть установлено на шлифовальной головке и выполнено с возможностью перемещения вместе со шлифовальной головкой, в результате чего правка шлифовальной поверхности может осуществляться одновременно со шлифованием.
Краткое описание чертежей
На фиг. 1 показан пояснительный вид в поперечном разрезе одного из предпочтительных вариантов осуществления устройства правки согласно настоящему изобретению;
На фиг. 2 показан пояснительный частичный вид в плане варианта осуществления, проиллюстрированного на фиг. 1;
На фиг. 3 показан пояснительный вид в плане абразивного нагнетательного устройства варианта осуществления, проиллюстрированного на фиг. 1;
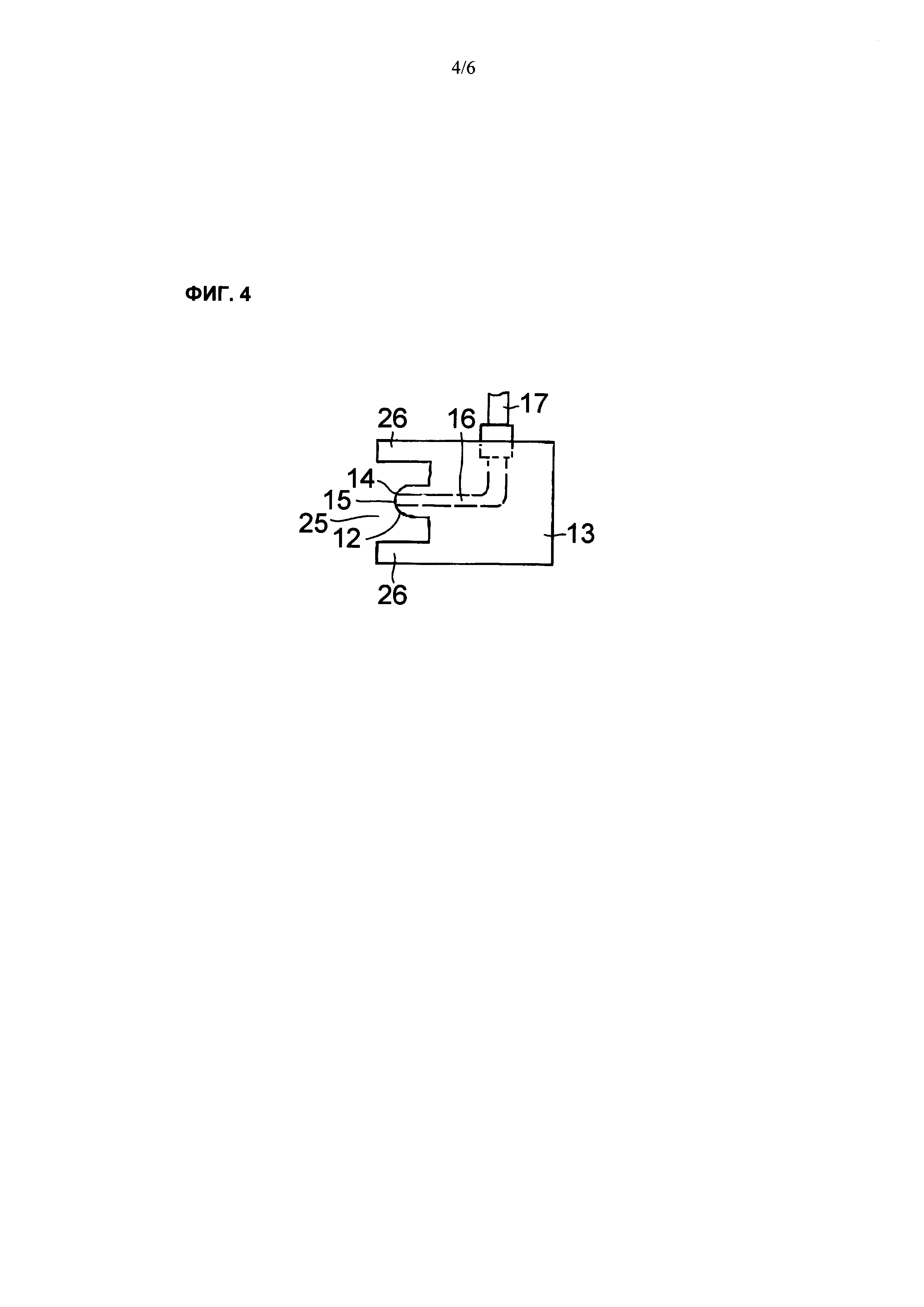
На фиг. 4 показан пояснительный вид спереди абразивного нагнетательного устройства, проиллюстрированного на фиг. 3;
На фиг. 5 показан пояснительный вид сбоку абразивного нагнетательного устройства, проиллюстрированного на фиг. 3; и
На фиг. 6 показан пояснительный вид в поперечном разрезе другого предпочтительного варианта осуществления устройства правки согласно настоящему изобретению.
Осуществление изобретения
Далее настоящее изобретение описано на примере предпочтительных вариантов его осуществления, проиллюстрированных на чертежах. Следует отметить, что настоящее изобретение не ограниченно этими вариантами осуществления.
Как показано на фиг. 1-5, в устройстве 1 правки согласно данному варианту осуществления, которое применяется на шлифовальном круге 5 пальцевого типа для шлифования торцевой поверхности 4 стеклянной пластинки 3, в качестве текучей среды, которую нагнетают вместе с абразивными зернами на шлифовальную поверхность 6 шлифовального круга 5, используется сжатый воздух 21.
Устройство 1 правки содержит струйный генератор 11 абразивных зерен, который всасывает абразивные зерна 9 из бункера 7 для абразивных зерен через трубу 8, смешивает абразивные зерна 9 со сжатым воздухом 21 и нагнетает их; абразивное нагнетательное устройство 13, имеющее коньковый участок 12, который противоположен шлифовальной поверхности 6 шлифовального круга 5; и нагнетательное отверстие (порт) 15, которое направлено на абразивную нагнетательную поверхность 14 конькового участка 12 и служит для нагнетания смешанного с абразивными зернами сжатого воздуха; соединительный проход 16 и трубу 17 для обеспечения сообщения нагнетательного отверстия 15 и струйного генератора 11 абразивных зерен друг с другом; и упруго тянущее устройство 18, под действием которого абразивная нагнетательная поверхность 14 конькового участка 12 упруго противодействует шлифовальной поверхности 6 шлифовального круга 5, находясь в контакте с ней.
Нагнетательное отверстие 15 расширяется в направлении выпускной стороны 24 таким образом, что его средний диаметр становится равным приблизительно 2 мм по отношению к шлифовальной поверхности 6 шириной 5 мм.
Струйный генератор 11 абразивных зерен образован генератором 37 смешанного сжатого воздуха с использованием генератора вакуума, имеющего впускное отверстие 20, посредством трубы 8 сообщающееся со свободными абразивными зернами внутри бункера 7 для абразивных зерен, подающее отверстие 22 для подачи сжатого воздуха 21 и выпускное отверстие 10 для выпуска смеси сжатого воздуха 21 и свободных абразивных зерен 9.
Абразивное нагнетательное устройство 13 выполнен из пластичной смолы, такой как бакелитовая смола, при этом его передняя сторона 25 длиной 40-60 мм имеет вогнутую дугообразную форму и проходит вокруг шлифовального круга 5 от впускной стороны 23 до выпускной стороны 24.
На передней стороне 25 абразивного нагнетательного устройства 13 имеется пара стеновых плит 26, верхняя и нижняя стороны которых образуют С-образное поперечное сечение. Пара стеновых плит 26 приспособлены для размещения между ними шлифовального круга 5 с целью предотвращения (регулирования) смещения абразивного нагнетательного устройства 13 со шлифовального круга 5 и предотвращения выдувания наружу смеси абразивных зерен и сжатого воздуха 21, нагнетаемой между шлифовальной поверхностью 6 и коньковым участком 12.
Коньковый участок 12 абразивного нагнетательного устройства 13 находится в промежутке между парой стеновых плит 26, при этом форма его поперечного сечения и его верхней поверхности от впускной стороны 23 до выпускной стороны 24 соответствует форме шлифовальной поверхности 6 шлифовального круга 5. Нагнетательное отверстие 15 для смешанного с абразивными зернами сжатого воздуха выходит на абразивную нагнетательную поверхность 14 конькового участка 12 вблизи впускной стороны 23.
Нагнетательное отверстие 15 сообщается со струйным генератором 11 абразивных зерен посредством соединительного прохода 16 внутри абразивного нагнетательного устройства 13, а также сочленения и трубы 17.
За одно целое с абразивным нагнетательным устройством 13 выполнен монтажный участок 31, который посредством поворотного опорного блока 34 установлен на перекрывающем кронштейне 33 шлифовальной головки 32 и удерживает абразивное нагнетательное устройство 13, позволяя ему совершать возвратно-вращательное движение в горизонтальном направлении по отношению к шлифовальному кругу 5.
Между монтажным участком 31 и перекрывающим кронштейном 33 растянута работающая на растяжение цилиндрическая пружина 36 упруго тянущего устройства 18, за счет чего монтажный участок 31, абразивное нагнетательное устройство 13 и, следовательно, коньковый участок 12 вводятся в непосредственный контакт со шлифовальной поверхностью 6 шлифовального круга 5 упругим усилием сжатия, например, в среднем 1,2 кг в одном из предпочтительных примеров тянущего устройства 18, снабженного работающей на растяжение цилиндрической пружиной 36.
Как описано выше, устройство 1 правки состоит из абразивного нагнетательного устройства 13, имеющего коньковый участок 12, абразивная нагнетательная поверхность которого соответствует форме шлифовальной поверхности 6 и противоположно расположена шлифовальной поверхности 6 шлифовального круга 5, который вращается; струйный генератор 11 абразивных зерен, служащий устройством генерирования текучей среды под давлением, с которой смешаны абразивные зерна; и нагнетательное отверстие 15 для нагнетания смешанного с абразивными зернами сжатого воздуха, при этом нагнетательное отверстие 15 служит нагнетательным устройством для нагнетания смешанного сжатого воздуха в виде текучей среды под давлением, с которой смешаны абразивные зерна, из струйного генератора 11 абразивных зерен в пространство между шлифовальной поверхностью 6 и абразивной нагнетательной поверхностью конькового участка 12 абразивного нагнетательного устройства 13, располагаемые оппозитно.
Устройство 1 правки приспособлено для правки шлифовальной поверхности 6 путем введения абразивного нагнетательного устройства 13 с абразивной нагнетательной поверхностью, соответствующей форме шлифовальной поверхности 6, оппозитно шлифовальной поверхности 6 шлифовального круга, который вращается, нагнетания сжатого воздуха 21, с которым смешаны абразивные зерна, пространство между шлифовальной поверхностью 6 и абразивным нагнетательным устройством 13, подачи шлифовальной поверхности 6 в направлении вращения относительно абразивного нагнетательного устройства 13, и использования упруго тянущего устройства 18 для продолжения приложения усилия нагнетания абразивных зерен на шлифовальную поверхность посредством абразивного нагнетательного устройства 13 во время этой подачи.
Устройство 50 правки согласно другому варианту осуществления настоящего изобретения, показанное на фиг.6, нагнетает абразивные зерна 9, с которыми смешана вода 40 под давлением, и приспособлено посредством водяного насоса 41 всасывать воду 40 под давлением, с которой с помощью мешалки 43 смешаны абразивные зерна 9, и под давлением подавать смешанную с абразивными зернами воду 42 под давлением из водяного насоса 41 в нагнетательное отверстие 15 абразивного нагнетательного устройства 13 с целью нагнетания смешанной с абразивными зернами воды 42 под давлением из нагнетательного отверстия 15 абразивного нагнетательного устройства 13 на шлифовальную поверхность 6.
Устройство 50 правки, показанное, на фиг. 6, приспособлено для правки шлифовальной поверхности 6 путем введения абразивного нагнетательного устройства 13 с абразивной нагнетательной поверхностью, соответствующей форме шлифовальной поверхности 6, оппозитно шлифовальной поверхности 6 шлифовального круга 5, который вращается, нагнетания смешанной с абразивными зернами воды 42 под давлением, служащей проточной водой под давлением, с которой смешаны абразивные зерна, в пространство между шлифовальной поверхностью 6 и абразивной нагнетательной поверхностью абразивного нагнетательного устройства 13; подачи шлифовальной поверхности 6 в направлении вращения относительно абразивного нагнетательного устройства 13; и использования упруго тянущего устройства 18 для продолжения приложения усилия нагнетания абразивных зерен на шлифовальную поверхность 6 посредством абразивного нагнетательного устройства 13 во время этой подачи.
Следует отметить, что вместо работающей на растяжение цилиндрической пружины 36 в упруго тянущем устройстве 18 может использоваться пневматический цилиндр.
Описание позиций
1: устройство правки
6: шлифовальная поверхность
13: абразивное нагнетательное устройство.
Реферат
Изобретение относится к области абразивной обработки и может быть использовано для правки шлифовальной поверхности шлифовального круга. Процесс правки осуществляют следующим образом. Подводят абразивное нагнетательное устройство оппозитно обрабатываемой шлифовальной поверхности шлифовального круга с упругим усилием, обеспечиваемым упруго тянущим устройством. Нагнетают текучую среду со смешанными абразивными зернами в пространство между шлифовальной поверхностью и абразивной нагнетательной поверхностью. Подают шлифовальную поверхность в направлении вращения относительно абразивного нагнетательного устройства и производят ее правку с поддержанием нагнетания среды со смешанными абразивными зернами во время подачи шлифовальной поверхности. 3 н.п. ф-лы, 6 ил.
Комментарии