Перфорированное полотно - RU2649932C1
Код документа: RU2649932C1
Чертежи








Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к материалам полотен, содержащих микротекстуры и макроотверстия, и абсорбирующим изделиям, содержащим такие материалы полотен.
УРОВЕНЬ ТЕХНИКИ
Полотна, такие как термопластичные пленки, характеризуются рядом применений, включающим применение в качестве материалов компонентов абсорбирующих изделий (таких как верхние листы и нижние листы), упаковки (такой как упаковка, полученная горизонтально-поточным методом, термоусадочная пленка и полиэтиленовые пакеты), пакетов для мусора, пищевой пленки, зубной нити, влажных салфеток, электронных компонентов и т.п. Для большинства из этих применений полотен может быть предпочтительно, чтобы полотно имело текстурированную, трехмерную поверхность, что может придать поверхности полотна необходимое тактильное ощущение (например, ощущение мягкости, шелковистости), визуальный внешний вид и/или ощущение на слух, а также обеспечить одну или более необходимых характеристик, таких как улучшенные характеристики при контакте с текучим веществом.
Полотна, обладающие необходимыми тактильными ощущениями, могут быть выполнены путем формирования микротекстур, таких как выступы и углубления в полотнах, при помощи таких технологий, как процесс вакуумного формования, процесс гидравлического формования и процесс тиснения. В ходе типичного процесса вакуумного формования заготовку полотна нагревают и размещают сверху формирующей конструкции. Затем, вследствие разрежения воздуха заготовка полотна вынуждена принять форму текстуры формирующей конструкции. В ходе типичного процесса гидравлического формования заготовку полотна размещают поверх формирующей конструкции и под действием водяных струй, характеризующихся высоким давлением и высокой температурой, заготовка полотна принимает форму текстуры формирующей конструкции.
Микротекстурированные полотна могут быть дополнительно деформированы в целях обеспечения трехмерных структур с макроотверстиями для перемещения текучего вещества для улучшения характеристик при контакте с текучим веществом. Перфорированные полотна с макроотверстиями применяются в множестве промышленных и потребительских товаров. Например, известно применение перфорированных полотен в одноразовых абсорбирующих изделиях, таких как одноразовые подгузники и гигиенические изделия для женщин, например, гигиенические прокладки и т.п. Такие изделия содержат проницаемый для текучего вещества верхний лист, непроницаемый для текучего вещества «дышащий» нижний лист и абсорбирующую сердцевину, расположенную между верхним листом и нижним листом. Перфорированное полотно может быть выполнено таким образом, чтобы образовывать проницаемый для текучего вещества верхний лист и/или непроницаемый для текучего вещества «дышащий» нижний лист.
Даже с учетом формирования макроотверстий для перемещения текучего вещества в микротекстурированном полотне по-прежнему существуют сложности при отведении текучего вещества вследствие наличия плоских участков в полотне. В частности, когда микротекстуры выполнены в виде отдельных выступающих элементов наподобие выступов, текучее вещество задерживается во впадинах между отдельными выступающими элементами. Кроме того, отдельные выступающие элементы являются довольно хрупкими после завершения микротекстурирования, при этом выполнение отверстий посредством механической деформации, например при помощи вала с подогревом, является сложным, поскольку тепло от вала с подогревом может расплавить части отдельных выступающих элементов и вызвать необратимую деформацию отдельных выступающих элементов. Например, в результате воздействия тепла концевые кромки отдельных выступающих элементов завиваются и становятся очень жесткими. При контакте с кожей завитые или жесткие кромки придают ощущение шероховатости конечным продуктам, в которых используется полотно, таким как абсорбирующие изделия.
Таким образом, существует необходимость в создании полотна, содержащего как микротекстуры, так и макроотверстия, обеспечивающего улучшенное отведение текучего вещества.
Таким образом, также существует необходимость в создании полотна, содержащего как микротекстуры, так и макроотверстия, без ухудшения требуемой мягкости.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к перфорированным полотнам, обладающим улучшенными характеристикам при контакте с текучим веществом и требуемой мягкостью, которые содержат а) отдельные выступающие элементы, b) макроотверстия, расположенные со сдвигом относительно друг друга, с) первые области и d) вторые области, причем вторые области содержат вторую верхнюю плоскость, длина которой меньше или равна приблизительно 0,9 мм при измерении в соответствии с методом измерения длины верхней плоскости.
Настоящее изобретение также относится к перфорированным полотнам, обладающим улучшенными характеристиками при контакте с текучим веществом и требуемой мягкостью, которые содержат а) отдельные выступающие элементы, b) макроотверстия, расположенные со сдвигом относительно друг друга, с) первые области и d) вторые области, причем вторые области характеризуются улучшенным отведением текучего вещества по сравнению с первыми областями.
Настоящее изобретение также относится к перфорированным полотнам, содержащим отдельные выступающие элементы, в сущности неповрежденные в результате теплового воздействия.
Настоящее изобретение также относится к абсорбирующему изделию, содержащему верхний лист, содержащий полотно согласно настоящему изобретению.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1А - полученное при помощи сканирующего электронного микроскопа изображение вида сверху одного воплощения пленки согласно настоящему изобретению.
Фиг. 1В - схематическое изображение пленки, показанной на фиг. 1А.
Фиг. 1С - полученное при помощи сканирующего электронного микроскопа изображение вида сверху верхнего листа пленки коммерчески доступной гигиенической прокладки.
Фиг. 1D - полученное при помощи сканирующего электронного микроскопа изображение вида сверху верхнего листа пленки другой коммерчески доступной гигиенической прокладки.
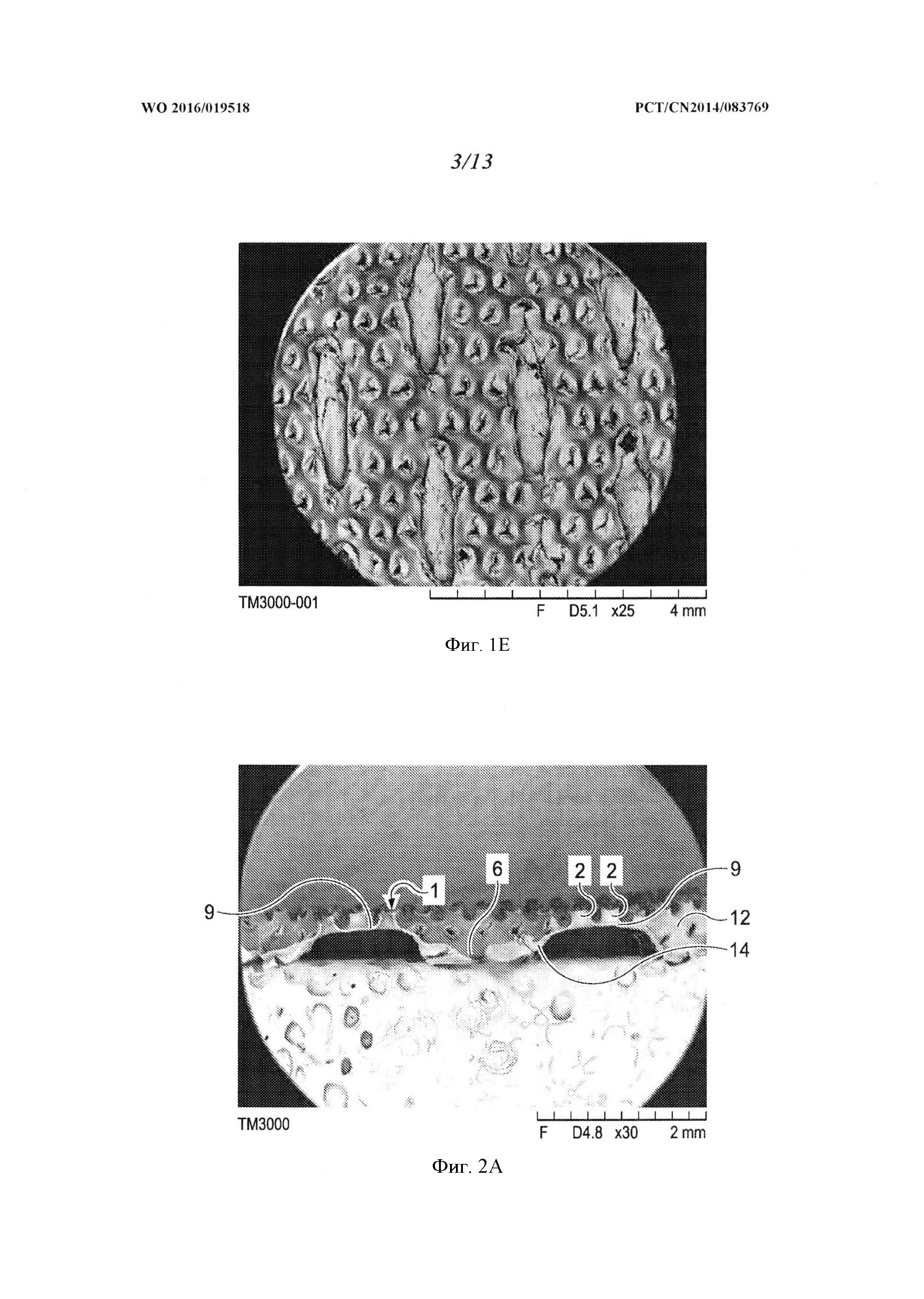
Фиг. 1Е - полученное при помощи сканирующего электронного микроскопа изображение вида сверху верхнего листа пленки имеющейся в продаже коммерчески доступной гигиенической прокладки.
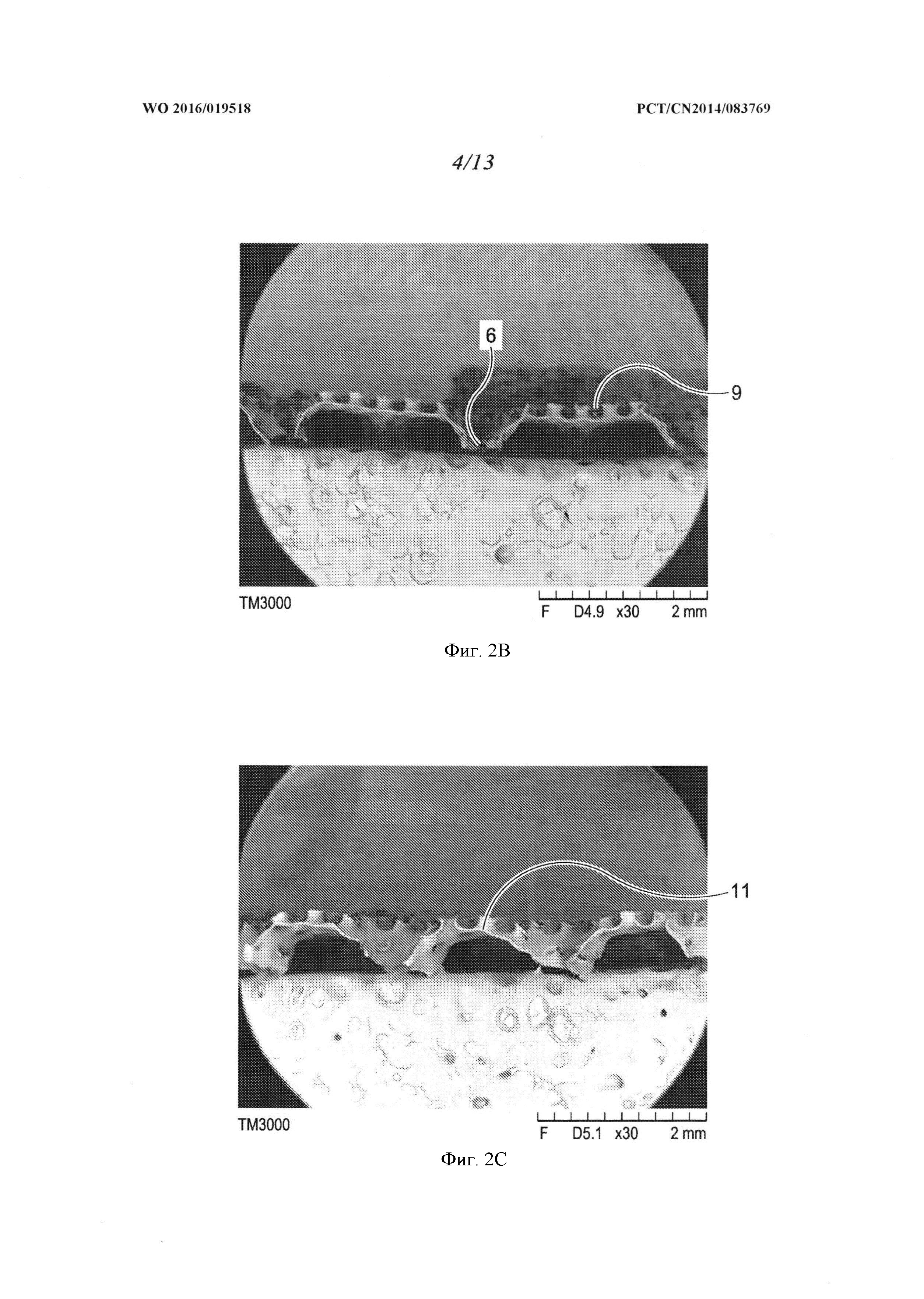
Фиг. 2A - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1А, которое выполнено в направлении А-А.
Фиг. 2В - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1А, которое выполнено в направлении В-В.
Фиг. 2В - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1А, которое выполнено в направлении С-С.
Фиг. 3А - изображение вида сверху пленки, показанной на фиг. 1А, полученное при помощи сканирующего электронного микроскопа в ходе испытания на определение отведения текучего вещества.
Фиг. 3В - изображение вида сверху верхнего листа пленки, показанного на фиг. 1C, полученное при помощи сканирующего электронного микроскопа в ходе испытания на определение отведения текучего вещества.
Фиг. 3С - изображение вида сверху верхнего листа пленки, показанного на фиг. 1D, полученное при помощи сканирующего электронного микроскопа в ходе испытания на определение отведения текучего вещества.
Фиг. 3D - изображение вида сверху верхнего листа пленки, показанного на фиг. 1E, полученное при помощи сканирующего электронного микроскопа в ходе испытания на определение отведения текучего вещества.
Фиг. 4 - схематическое изображение процесса формирования полотна, содержащего макроотверстия.
Фиг. 5 - вид взаимного зацепления частей устройства, показанного на фиг. 4.
Фиг. 6 - изображение в поперечном сечении части устройства, показанного на фиг. 5.
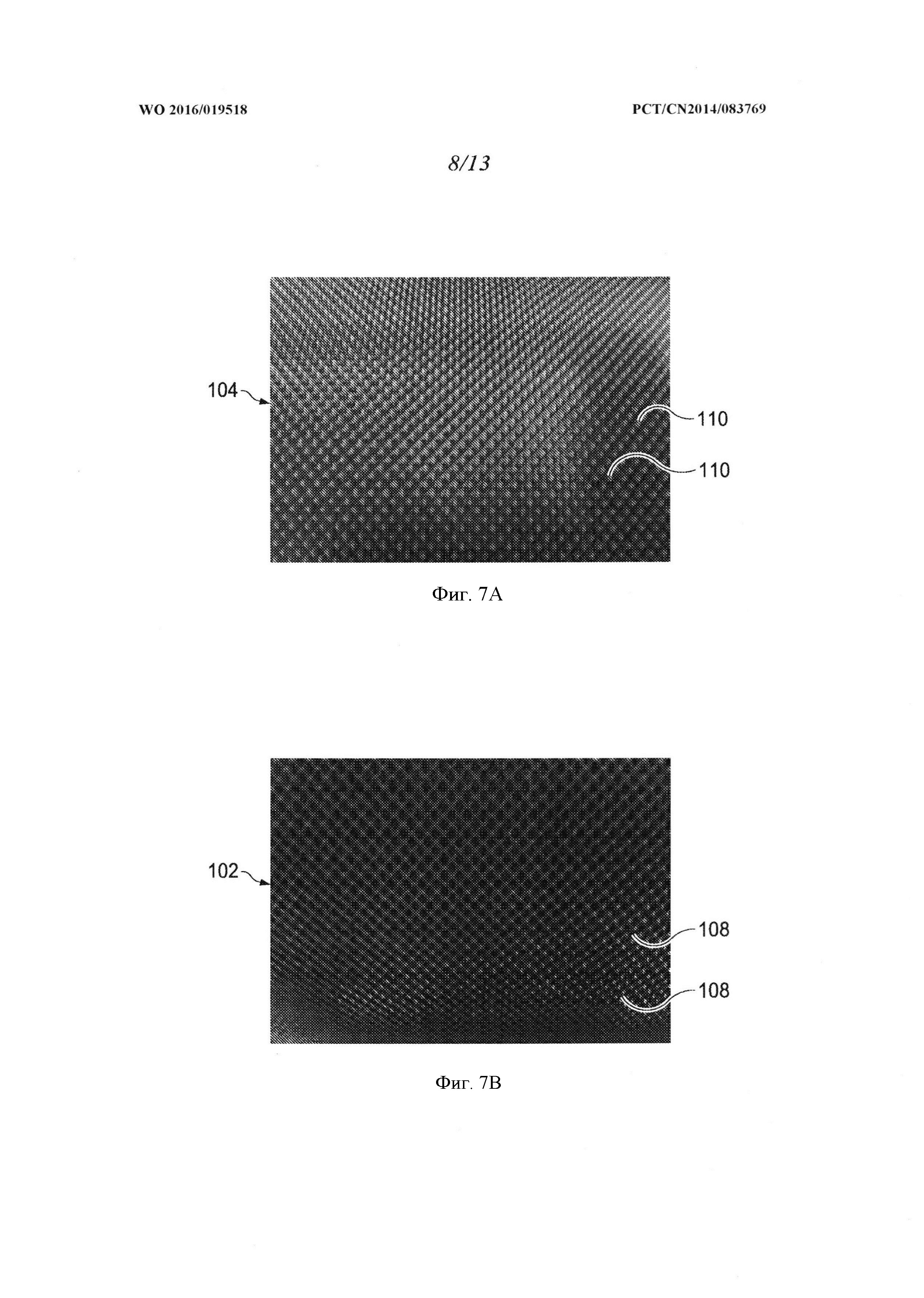
Фиг. 7А - вид части первого компонента устройства, показанного на фиг. 5.
Фиг. 7В - вид части второго компонента устройства, показанного на фиг. 5.
Фиг. 8А - схематическое изображение приведенного в качестве примера зубца устройства, показанного на фиг. 4.
Фиг. 8В - схематическое изображение конфигурации для других зубцов устройства, показанного на фиг. 4.
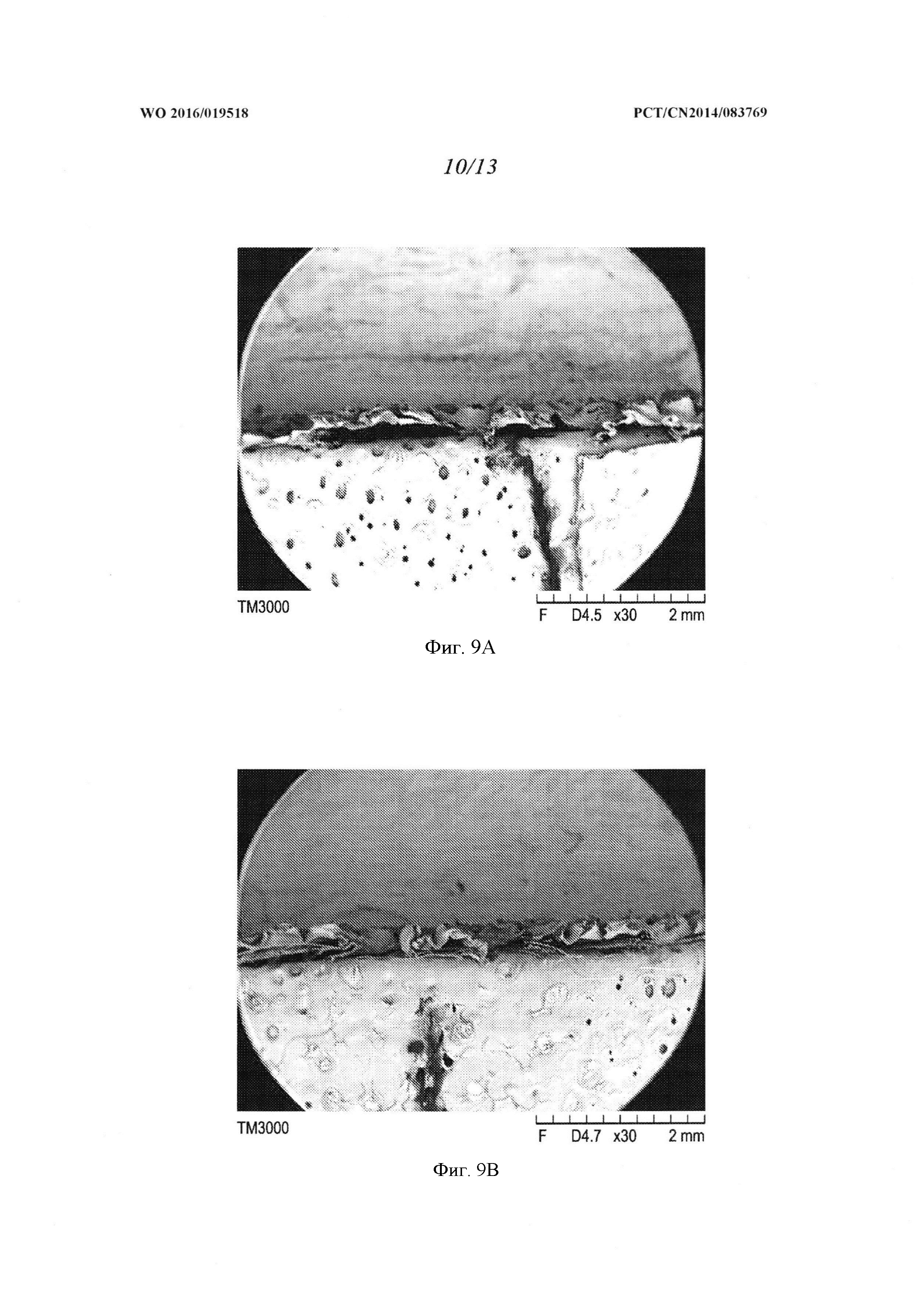
Фиг. 9A - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1С, которое выполнено в направлении А-А.
Фиг. 9В - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1С, которое выполнено в направлении В-В.
Фиг. 9С - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1С, которое выполнено в направлении С-С.
Фиг. 10А - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1D, которое выполнено в направлении А-А.
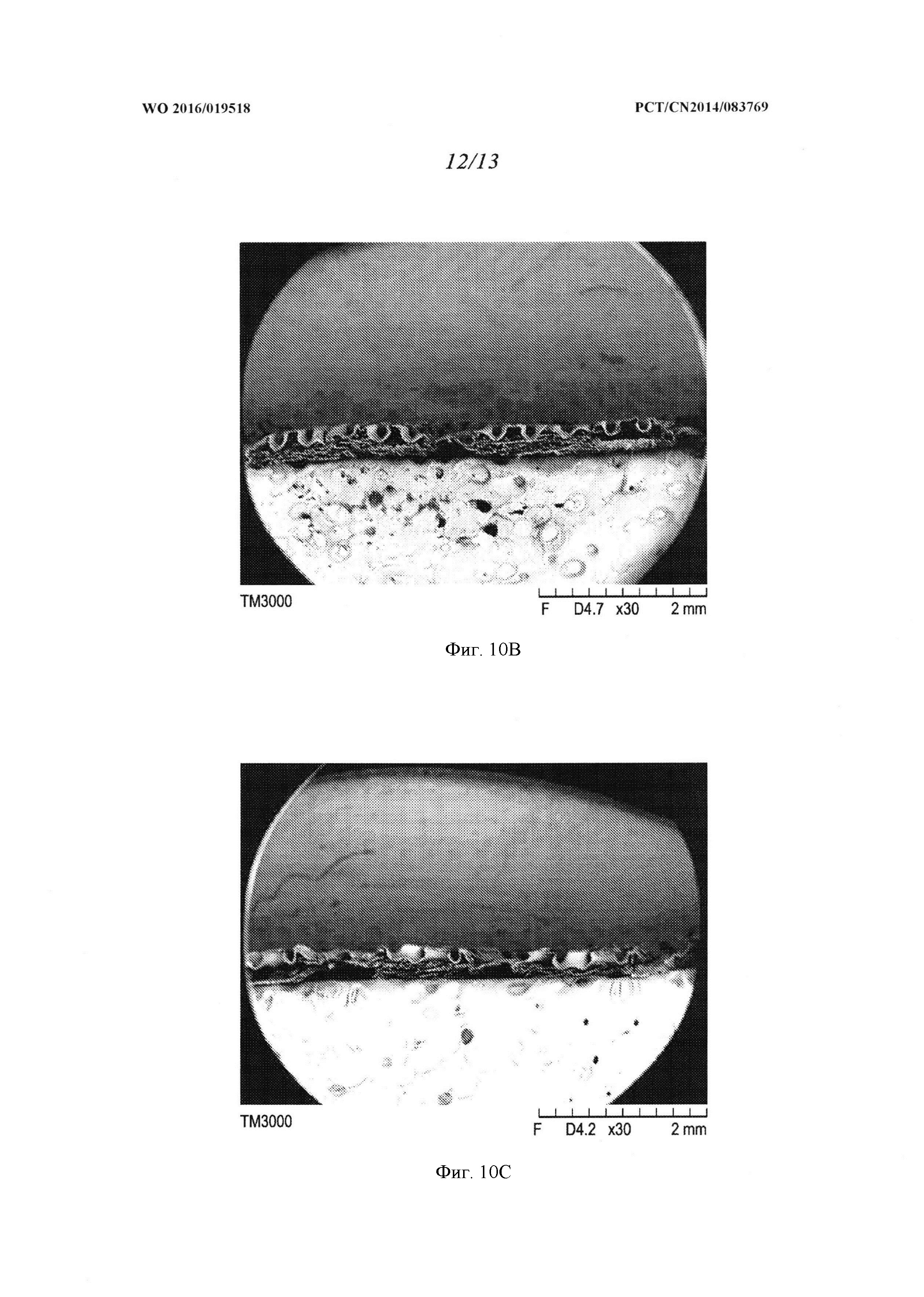
Фиг. 10В - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1D, которое выполнено в направлении В-В.
Фиг. 10С - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1D, которое выполнено в направлении С-С.
Фиг. 11 - полученное при помощи сканирующего электронного микроскопа изображение поперечного сечения пленки, показанной на фиг. 1А.
Воплощения, показанные на чертежах, приведены в качестве примеров и не предназначены для ограничения объема настоящего изобретения, определенного формулой изобретения. Более того, особенности настоящего изобретения станут более очевидны и понятны после изучения подробного описания.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Термин «абсорбирующее изделие» включает одноразовые изделия, такие как гигиенические прокладки, ежедневные прокладки, тампоны, изделия, размещаемые между внутренними губами влагалища, раневые повязки, подгузники, изделия для взрослых, страдающих недержанием, влажные салфетки и т.п. По меньшей мере некоторые из таких абсорбирующих изделий предназначены для абсорбирования физиологических жидкостей, таких как менструальные выделения или кровь, влагалищные выделения, моча и кал. Влажные салфетки могут использоваться для абсорбирования физиологических жидкостей или могут использоваться для других целей, таких как очистка поверхностей. Различные абсорбирующие изделия, описанные выше, как правило, содержат проницаемый для жидкости верхний лист, непроницаемый для жидкости нижний лист, присоединенный к верхнему листу, и абсорбирующую сердцевину, расположенную между верхним листом и нижним листом.
Используемый в настоящем документе термин «абсорбирующая сердцевина» относится к компоненту абсорбирующего изделия, основное назначение которого заключается в хранении жидкостей. По сути, абсорбирующая сердцевина, как правило, не включает верхний лист или нижний лист абсорбирующего изделия.
Используемый в настоящем документе термин «смежный», при употреблении относительно элементов или областей, означает размещение вблизи или поблизости, при этом они не должны соприкасаться друг с другом.
Используемый в настоящем документе термин «отверстие» относится к прорези. Отверстия могут быть либо пробиты насквозь через полотно, так чтобы материал, окружающий отверстие, находился в той же плоскости, что и полотно перед формированием отверстия («двухмерное» отверстие), либо представлять собой выполненные прорези, в которых по меньшей мере некоторая часть материала, окружающего отверстие, выдавлена из плоскости полотна. В последнем случае отверстия могут напоминать выступ или углубление с отверстием в нем и могут называться в настоящем документе «трехмерным» отверстием, поднабором отверстий.
Используемый в настоящем документе термин «компонент» абсорбирующего изделия относится к отдельной составляющей абсорбирующего изделия, такой как верхний лист, поглощающий слой, контактирующий с жидкостью слой, абсорбирующая сердцевина или слои абсорбирующих сердцевин, нижние листы и барьерные элементы, такие как барьерные слои и барьерные манжеты.
Используемый в настоящем документе термин «поперечное направление» или «направление CD» относится к пути, перпендикулярному машинному направлению в плоскости полотна.
Используемый в настоящем документе термин «деформируемый» материал означает материал, который способен изменять свою форму или плотность в ответ на прикладываемые напряжения или деформации.
Используемый в настоящем документе термин «отдельный» означает отдельно расположенный или отсоединенный. При использовании термина «отдельный» относительно формирующих элементов на формирующем компоненте подразумевается, что дистальные (или наиболее удаленные от центра в радиальном направлении) концы формирующих элементов являются отдельно расположенными или отсоединенными во всех направлениях, включая машинное и поперечное направления (например, даже если основания формирующих элементов могут быть выполнены в одной и той же поверхности вала).
Используемый в настоящем документе термин «формирующие элементы» относится к любым элементам на поверхности формирующего компонента, которые выполнены с возможностью деформирования полотна.
Используемый в настоящем документе термин «слой» следует понимать таким образом, что термин «слой» не обязательно ограничен одинарными слоями или листами материала. Таким образом слой может включать ламинаты или комбинации из нескольких листов или полотен из материалов необходимого типа. Соответственно, термин «слой» включает термины «слои» и «слоистый».
Используемый в настоящем документе термин «машинное направление» или «направление MD» относится к пути, по которому материал, такой как полотно, следует в ходе процесса изготовления.
Используемый в настоящем документе термин «макроскопический» или приставка «макро» относится к конструктивным особенностям или элементам, которые четко видны и явно различимы для человека, обладающего остротой зрения 20/20, когда расстояние по перпендикуляру между глазом обозревателя и полотном составляет приблизительно 12 дюймов (30 см). И наоборот, термин «микроскопический» или приставка «микро» относится к таким элементам, которые нельзя четко увидеть и явно различить при таких условиях.
Используемый в настоящем документе термин «механическая деформация» относится к процессам, в ходе которых прикладывают механическое усилие к материалу для образования двухмерных или трехмерных структур на полотне.
Используемый в настоящем документе термин «окруженный» относится как к случаям полного и непрерывного окружения, так и к прерывистому окружению другими областями и/или отверстиями.
Перфорированное полотно
На фиг. 1А и 1В показан увеличенный вид примера перфорированного полотна 1 пленки с трехмерными отверстиями и его схематическое изображение соответственно. Как показано на фиг. 1А и 1В, перфорированное полотно 1 согласно настоящему изобретению содержит множество отдельных выступающих элементов 2 (не показанных на фиг. 1В), протяженных наружу от первой поверхности 12 полотна 1, множество разнесенных макроотверстий 6, множество первых областей 8 и множество вторых областей 10.
Полотно согласно настоящему изобретению характеризуется улучшенной мягкостью. Как показано на фиг. 1А на изображении вида сверху пленки согласно настоящему изобретению, полученном при помощи сканирующего электронного микроскопа, и на фиг. 2А-2С на видах в поперечном сечении пленки, изображенной на фиг. 1, полотно согласно настоящему изобретению содержит в сущности неповрежденные отдельные выступающие элементы 2, в сущности неповрежденные в результате теплового воздействия. Если не ограничиваться какой-либо конкретной теорией, можно полагать, что неповрежденные отдельные выступающие элементы на поверхности полотна могут обеспечить необходимые ощущения при контакте с кожей, если полотно предназначено для образования по меньшей мере части обращенной к пользователю поверхности абсорбирующего изделия, и поверхность полотна по меньшей мере частично контактирует с кожей пользователя.
На фиг. 1С-1Е показаны изображения видов сверху верхних листов пленок коммерчески доступных гигиенических прокладок, полученные при помощи сканирующего электронного микроскопа (фиг. 1С: Kotex U, KimberlyClark, Сингапур; фиг. ID: Lilian, KleannaraCo. Ltd, Республика Корея; и фиг. 1E: 7 Space Teens, Hengan Industrial Co. Ltd, Китай), на которых изображены отверстия и значительно поврежденные микроструктуры.
Каждая из первых областей 8 окружена четырьмя различными вторыми областями 10. Четыре различные вторые области 10, окружающие каждую из первых областей 8, соединены двумя смежными макроотверстиями 6, расположенными вдоль первого направления, и другими двумя смежными макроотверстиями 6, расположенными вдоль второго направления, которое перпендикулярно первому направлению. Каждая из вторых областей 10 окружена двумя смежными первыми областями 8 и двумя смежными макроотверстиями 6, расположенными или вдоль третьего направления, или вдоль четвертого направления, каждое из которых не параллельно или первому направлению, или второму направлению.
Как показано на фиг. 1А и 2А-2С, вторые области 10 содержат вторую верхнюю плоскость 11, протяженную во втором направлении, имеющую длину, которая в третьем направлении или четвертом направлении меньше, чем длина первой плоскости 9 первых областей 8 в первом направлении. В одном воплощении вторые области содержат вторую верхнюю плоскость, длина которой в третьем направлении или четвертом направлении меньше или равна приблизительно 0,9 мм между двумя смежными макроотверстиями при измерении в соответствии с методом измерения длины верхней плоскости, описанным далее. В другом воплощении вторые области 10 характеризуются лучшим отведением текучего вещества, чем первые области 8. Как видно на фиг. 3А, полотно согласно настоящему изобретению обладает улучшенным отведением текучего вещества. Если не ограничиваться какой-либо конкретной теорией, можно полагать, что небольшая длина верхней плоскости вторых областей способствует отведению текучего вещества и предотвращению задерживания текучего вещества во впадинах между микроструктурами, такими как отдельные выступающие элементы. На фиг. 3B-3D показаны изображения видов сверху верхних листов пленок, полученные при помощи сканирующего электронного микроскопа, на которых изображены результаты испытания на определение отведения текучего вещества (фиг. 3В: Kotex U, KimberlyClark, Сингапур; фиг. 3С: Lilian, KleannaraCo. Ltd, Республика Корея и фиг. 3D: 7 Space Teens, Hengan Industrial Co. Ltd, Китай).
Как показано на фиг. 2А-2С, отверстия 6 выполнены протяженными в сторону от второй поверхности 14 полотна 1, при этом отдельные выступающие элементы 2 выполнены протяженными в сторону от первой поверхности 12 полотна 1, вследствие чего отверстия 6 и отдельные выступающие элементы 2 выполнены в противоположных направлениях.
В другом неограничивающем воплощении перфорированное полотно дополнительно содержит множество разнесенных деформированных элементов, таких как отверстия («вторые отверстия»), отличающиеся от первых отверстий в отношении одной или более из следующих характеристик: форма, размер, аспектное соотношение, межцентровое расстояние, высота или глубина, плотность размещения, цвет, обработка поверхности (например, лосьоном и т.п.), количество слоев полотна в элементах и ориентация (протяженность от разных сторон полотна).
Полотно 1 может представлять собой однослойное полотно, выполненное из однослойной заготовки полотна, ламинатной или композитной заготовки полотна, содержащей два или более слоев или прослоек. В целом, полотно 1, выполненное из ламинатной заготовки полотна, может содержать отверстия 6, причем боковые стенки отверстий 6 содержат один или более материалов заготовки полотна.
Многослойные перфорированные полотна 1, выполненные из композитных ламинатных заготовок полотна, могут обладать преимуществами по сравнению с однослойными перфорированными полотнами 1 в определенном отношении. Например, отверстие 6 из многослойного перфорированного полотна 1, в котором используется две заготовки полотна, может содержать волокна (в случае нетканых полотен) или растягивающуюся пленку (в случае полотен пленки) в «сцепленном» взаимном расположении, которое обеспечивает «фиксацию» двух заготовок полотна вместе. Одно из преимуществ фиксирующей конфигурации заключается в том, что хотя могут присутствовать адгезивы или термоскрепление, сцепленное взаимное расположение позволяет сформировать ламинатное полотно без использования адгезивов или дополнительного термоскрепления между слоями или без необходимости в них. В других воплощениях многослойные полотна могут быть выбраны таким образом, чтобы волокна в слое нетканого полотна характеризовались большей способностью к растяжению, чем смежный слой пленки. В таких полотнах можно создавать отверстия 6 путем проталкивания волокон из нетканого слоя вверх и через верхний слой пленки, что приводит к перемещению незначительного количества материала на боковые стенки или отсутствию перемещения материала.
В многослойном перфорированном полотне 1 каждая заготовка полотна может обладать различными свойствами материала, что, таким образом, придает перфорированному полотну 1 предпочтительные характеристики. Например, перфорированное полотно 1, содержащее две (или более) заготовок полотна, например, первую и вторую заготовки полотна, может обладать предпочтительными характеристиками при контакте с текучим веществом для использования в качестве верхнего листа в одноразовом абсорбирующем изделии. Для обеспечения превосходных характеристик при контакте с текучим веществом в одноразовом абсорбирующем изделии, например, вторая заготовка полотна может образовывать верхний слой пленки (т.е. контактирующую с телом поверхность при использовании в качестве верхнего листа в одноразовом абсорбирующем изделии) и состоять из относительно гидрофобного полимера. Первая заготовка полотна может представлять собой нетканое волокнистое полотно и образовывать нижний слой (т.е. расположенный между верхним листом и абсорбирующей сердцевиной при использовании в одноразовом абсорбирующем изделии), состоящий из относительно гидрофильных волокон. Текучее вещество, попадающее на верхний относительно гидрофобный слой, может быстро перемещаться к нижнему относительно гидрофильному слою. В некоторых областях применения одноразовых абсорбирующих изделий относительная гидрофобность слоев может быть заменена на гидрофильность или модифицирована иным образом. В целом, свойства материала различных слоев перфорированного полотна 1 могут быть изменены или модифицированы средствами, известными в данной области техники, в целях оптимизации характеристик при контакте с текучим веществом перфорированного полотна 1.
Следует понимать, что несмотря на использование в настоящем документе термина «перфорированное полотно» целью настоящего изобретения является создание компонентов для абсорбирующих изделий из такого перфорированного полотна. В таких случаях перфорированное полотно разрезают на отдельные компоненты для абсорбирующих изделий. Перфорированное полотно также можно использовать в изделиях, отличных от абсорбирующих изделий.
Материал полотна
Полотно согласно настоящему изобретению может содержать любой подходящий деформируемый материал, такой как тканый материал, нетканый материал, полимерная пленка, их комбинация или ламинат из любого из вышеприведенных материалов.
Полотно может представлять собой полотно из полимерной пленки. Полотна из полимерной пленки могут быть деформируемыми. Используемый в настоящем документе термин «деформируемый» относится к материалу, который, при растяжении за его пределы упругости, в сущности будет сохранять свою новообразованную структуру. Такие деформируемые материалы могут быть химически однородными или неоднородными, такими как гомополимеры и смеси полимеров, структурно однородными или неоднородными, такими как плоские листы или ламинаты, или представлять собой любую комбинацию таких материалов.
Деформируемые полотна из полимерной пленки, которые можно использовать, могут характеризоваться диапазоном температуры фазового перехода, в пределах которого происходят изменения в молекулярной структуре материала в твердом состоянии. Изменения в структуре могут включать изменение в кристаллической структуре и/или переход из твердого в расплавленное состояние. Вследствие этого, при температуре выше диапазона температуры фазового перехода определенные физические свойства материала значительно изменяются. Для термопластичной пленки диапазон температуры фазового перехода представляет собой диапазон температуры плавления пленки, выше которого пленка находится в расплавленном состоянии и утрачивает в сущности всю предыдущую термомеханическую историю.
Полотна из полимерной пленки могут содержать термопластичные полимеры, имеющие характеристические реологические свойства, которые зависят от их композиции и температуры. При температуре ниже их температуры стеклования такие термопластичные полимеры могут быть твердыми, жесткими и/или хрупкими. При температуре ниже температуры стеклования молекулы находятся в жестко заданных, фиксированных положениях. При температуре выше температуры стеклования, но ниже диапазона температуры плавления термопластичные полимеры обладают вязкоупругостью. В этом диапазоне температуры термопластичный материал в целом характеризуется определенной степенью кристалличности и в целом является эластичным и в некоторой степени деформируемым под действием силы. Способность к деформации такого термопластичного материала зависит от скорости деформации, степени деформации (размерной величины), продолжительности времени его деформации и его температуры. В одном воплощении могут быть использованы процессы для формирования материалов, содержащих термопластичные полимеры, в частности термопластичную пленку, которые находятся в пределах указанного диапазона температуры вязкоупругости.
Полотна из полимерной пленки могут характеризоваться определенной степенью пластичности. Используемый в настоящем документе термин «пластичность» представляет собой величину остаточной невосстановимой пластической деформации, которая происходит при деформировании материала перед повреждением (разрывом, разломом или разделением) материала. Материалы, которые можно использовать, как описано в настоящем документе, могут характеризоваться минимальной пластичностью по меньшей мере приблизительно 10%, или по меньшей мере приблизительно 50%, или по меньшей мере приблизительно 100%, или по меньшей мере приблизительно 200%.
Полотна из полимерной пленки могут содержать материалы, которые обычно экструдируют или отливают в виде пленок, такие как полиолефины, нейлоны, сложные полиэфиры и т.п. Такие пленки могут представлять собой термопластичные материалы, такие как полиэтилен, полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полипропилены и сополимеры и смеси, содержащие значительные доли этих материалов. Такие пленки могут быть обработаны при помощи средств модифицирования поверхности для придания гидрофильных или гидрофобных свойств, например, придания эффекта лотоса. Как указано ниже, полотна из полимерной пленки могут быть текстурированы или иным образом изменены относительно строго плоской, планарной конфигурации.
Полотно согласно настоящему изобретению может представлять собой нетканое полотно. В рамках настоящего документа термин «нетканое полотно» относится к полотну, имеющему структуру из отдельных переслаивающихся между собой волокон или прядей, но не упорядоченным образом, как в тканых или вязаных тканях, которые, как правило, не имеют хаотично ориентированных волокон. Нетканые полотна или ткани были сформованы с помощью многих процессов, таких как, например, технология мелтблаун, технология спанбонд, гидроспутывание, воздушная укладка, влажное холстоформирование, процессы изготовления бумаги сквозной сушкой воздухом и процессы получения скрепленных кардочесанных полотен, включая кардное термоскрепление. Нетканые полотна могут содержать нескрепленные волокна, спутанные волокна, волокна жгута или подобное. Волокна могут быть растяжимыми и/или упругими и могут быть предварительно растянуты для обработки. Волокна могут быть непрерывными, например, они могут представлять собой волокна, полученные в результате способов по технологии спанбонд, или отрезания до заданной длины, как, например, волокна, обычно применяемые в процессе кардочесания. Волокна могут быть абсорбирующими и могут содержать волокнистые абсорбирующие гелеобразующие материалы. Волокна могут быть двухкомпонентными, многокомпонентными, формованные, извитые или характеризоваться любым другим составом или конфигурацией, известной в области техники для нетканых полотен и волокон. Из нетканых полотен, содержащих полимерные волокна, которые характеризуются удовлетворительными свойствами растяжения, можно получить перфорированное полотно. В целом, полимерные волокна могут быть способны к скреплению или посредством химической связи (например, посредством связывания с применением латекса или адгезионного связывания), связывания под действием давления, или посредством термоскрепления. В случае применения методик термоскрепления в процессе связывания, описанном ниже, можно использовать определенное количество термопластичного материала в процентном отношении, такого как термопластичный порошок или волокна.
Полотно согласно настоящему изобретению может представлять собой композит или ламинат из двух или более заготовок полотна и может содержать два или более нетканых полотен или комбинации полимерных пленок, нетканых полотен, тканых материалов, полотен бумаги, полотен ткани или вязаных тканей. В целом, полотно, выполненное из ламинатной заготовки полотна, может содержать отверстия 6, причем боковые стенки отверстий 6 содержат один или более материалов заготовки полотна.
Полотно также может опционально содержать окрашивающие вещества, такие как пигмент, лак, тонер, краситель, краска или другое средство, используемое для придания цвета материалу в целях улучшения визуального внешнего вида перфорированного полотна. Подходящие пигменты в данном случае включают неорганические пигменты, пигменты с перламутровым эффектом, интерференционные пигменты и т.п.
Отдельные выступающие элементы
Полотно согласно настоящему изобретению содержит множество отдельных выступающих элементов, содержащих открытые проксимальные концы, открытые или закрытые дистальные концы и боковые стенки.
Отдельные выступающие элементы имеют диаметр меньше малой оси макроотверстий, выполненных в полотне согласно настоящему изобретению. В одном неограничивающем воплощении отдельные выступающие элементы имеют диаметр менее приблизительно 500 микрометров; отдельные выступающие элементы характеризуются аспектным соотношением по меньшей мере приблизительно 0,2; и/или полотно содержит по меньшей мере приблизительно 95 отдельных выступающих элементов на квадратный сантиметр.
Отдельные выступающие элементы также могут представлять собой выступы с отверстиями, выступы без отверстий или фибриллы для придания текстуры, обеспечивающей тактильное ощущение мягкости. Мягкость является предпочтительной при использовании полотен в качестве верхних листов в одноразовых абсорбирующих изделиях. Как показано на фиг. 1А и 2А-2С, полотно согласно настоящему изобретению является эффективным в плане сохранения микротекстуры отдельных выступающих элементов 2, в частности, при выполнении макроотверстий 6 на линии производства одноразовых абсорбирующих изделий. Таким образом, мягкий податливый верхний лист для одноразового абсорбирующего изделия можно получить при использовании перфорированного полотна со второй поверхностью 14 полотна 1, содержащей отдельные выступающие элементы 2, в качестве обращенной к телу поверхности изделия.
Патентные публикации, в которых описано такое множество отдельных выступающих элементов, включают WO 01/76842; WO 10/104996; WO 10/105122; WO 10/105124 и US 20120277701 A1.
Полотно с отдельными выступающими элементами может быть обеспечено с использованием любого процесса, известного в данной области. Снабжение полотна отдельными выступающими элементами обеспечивает наружные поверхности полотна более мягкой, более тканеподобной текстурой, придает полотну более тканеподобный внешний вид и увеличивает общую толщину полотна. Примеры процессов получения отдельных выступающих элементов включают без ограничения следующее: гидравлическое формование, вакуумное формование, механическую деформацию, флокирование, ультразвуковую обработку, отслоение вязких расплавов от пористых поверхностей, печать элементарных волокон, нанесение кистью или любую их комбинацию.
В одном воплощении трехмерные поверхностные структуры, содержащие отдельные выступающие элементы, выполняют путем воздействия высоконапорной струей текучего вещества, состоящей из воды или подобного вещества, на одну поверхность прослойки образованного полотна, предпочтительно одновременно с созданием вакуума вблизи противоположной поверхности прослойки сформированного полотна. В целом, прослойка образованного полотна опирается на один слой формирующей конструкции, содержащей противоположные поверхности. Формирующая конструкция снабжена множеством отверстий, посредством которых обеспечивается связь по текучей среде противоположных слоев друг с другом. Такие способы перфорирования известны как «гидравлическое формование» и более подробно описаны в патентах US 4,609,518; 4,629,643; 4,637,819; 4,681,793; 4,695,422; 4,778,644; 4,839,216; и 4,846,821.
Вакуумное формование описано в патенте US 4,463,045.
Примеры механической деформации описаны в патентах US 4,798,604, 4,780,352, 3,566,726, 4,634,440, WO 97/40793 и европейском патенте 525,676.
Примеры флокирования описаны в документах WO 98/42289, WO 98/36721 и европейском патенте 861,646.
Примеры ультразвуковой обработки описаны в патенте US 5,269,981.
Примеры отслоения вязких расплавов описаны в патенте US 3,967,623 и документе WO 99/06623.
Примеры напечатанных элементарных волокон описаны в патенте US 5,670,110.
Примеры нанесения кистью описаны в документе WO 99/06623.
Макроотверстия
Полотно согласно настоящему изобретению содержит множество макроотверстий. Макроотверстия могут быть планарными и двухмерными или трехмерными. Термины «планарный» и «двухмерный» просто означают, что полотно является плоским относительно перфорированного полотна 1, которое имеет отдельную трехмерную структуру в направлении Z, лежащую вне указанной плоскости, появившуюся в результате выполнения отверстий 6 с боковыми стенками. Термины «планарный» и «двухмерный» не подразумевают какой-либо конкретной плоскостности, гладкости или протяженности в конкретном измерении. В одном воплощении полотно согласно настоящему изобретению содержит множество трехмерных макроотверстий. Как показано на фиг. 1А, макроотверстия 6, выполненные в полотне 1, могут быть протяженными наружу от второй поверхности 14 полотна 1, причем макроотверстия 6 имеют размер по большой оси и размер по малой оси, а также расположены со сдвигом относительно друг друга. Макроотверстия 6 в полотне 1 выполнены протяженными в направлении, противоположном направлению протяженности отдельных выступающих элементов.
Макроотверстия выполнены отдельными и могут иметь любую подходящую конфигурацию. Подходящие конфигурации для указанных отверстий включают без ограничения столбчатые формы; куполообразные формы, шатровые формы, формы вулкана; элементы, имеющие плоские конфигурации, включая круглую, овальную, в форме песочных часов, в форме звезды, многоугольную и т.п. и их комбинации. Используемый в настоящем документе термин «многоугольный» предполагает включение многоугольной формы с закругленными углами. Многоугольные формы включают без ограничения треугольные, четырехугольные, шестиугольные, восьмиугольные или трапецеидальные. В некоторых воплощениях первый и/или второй элементы могут исключать возможность применения одной или более конфигураций, перечисленных выше. В одном воплощении макроотверстия имеют в сущности четырехугольную форму, в том числе прямоугольную, квадратную и ромбовидную форму. Макроотверстия могут характеризоваться соотношением размера по большой оси к размеру по малой оси не более 3,3, или не более 2,5, или не более 2, или не более 1,9. В другом воплощении большая ось макроотверстий в сущности параллельна направлению MD перфорированного полотна. В другом воплощении большая ось макроотверстий в сущности параллельна направлению CD перфорированного полотна. В другом воплощении большая ось макроотверстий расположена под некоторым углом относительно направления MD. Несмотря на наличие терминов «большая» и «малая» оси, предполагается, что большая ось и малая ось могут иметь одинаковую длину.
В одном воплощении макроотверстия имеют четырехугольную форму, такую как прямоугольная, квадратная и ромбовидная форма.
Площадь горизонтального сечения отдельных макроотверстий в некоторых воплощениях полотна больше или равна приблизительно 0,5 мм2, 1 мм2, 5 мм2, 10 мм2 или 15 мм2 или находится в любом диапазоне между макроотверстиями. Количество отверстий 6 на единицу площади перфорированного полотна 1, т.е. поверхностная плотность размещения отверстий 6, может варьировать от приблизительно 5 до 60 отверстий на квадратный сантиметр. В одном воплощении полотно 1 содержит макроотверстия, причем плотность размещения макроотверстий составляет от приблизительно 10 до приблизительно 50 или от приблизительно 20 до приблизительно 40 отверстий/см2 полотна. Возможно размещение по меньшей мере 20 отверстий 6 на квадратный сантиметр в зависимости от конечного применения. В целом, поверхностная плотность размещения необязательно должна быть равномерной по всей площади перфорированного полотна 1, но отверстия 6 могут быть расположены в некоторых областях перфорированного полотна 1, например, в областях с заданными формами, такими как линии, полосы, ленты, круги и т.п. В одном воплощении, в котором перфорированное полотно 1 применяется в качестве верхнего листа гигиенической прокладки, например, отверстия 6 могут быть расположены только в области, соответствующей центральной части прокладки, в которую проникает текучее вещество.
Отверстия 6 в воплощении пленки, показанном на фиг. 1А, выполняли при помощи способа и устройства наподобие показанных на фиг. 4, причем устройство 100 содержит один рельефный вал с зубцами, например вал 104, и один ответный вал 102 с углублениями.
В одном воплощении возможно наличие нескольких устройств 100, вследствие чего перфорированное полотно 1 повторно обрабатывают для выполнения дополнительных отверстий 6. Например, более высокая поверхностная плотность размещения отверстий 6 на перфорированном полотне 1 может быть достигнута путем обработки заготовки 20 полотна посредством двух или более устройств 100.
Таким образом, как можно понять после изучения формирующего устройства 100, показанного на фиг. 4, отверстия 6 перфорированного полотна 1 выполняют путем механического деформирования заготовки 20 полотна, которую можно описать как в сущности трехмерную. Заготовка 20 полотна проходит через зону 116 контакта, зубцы 110 вала 104 входят в углубления 108 вала 102 и одновременно выталкивают материал из плоскости заготовки 20 полотна с формированием перманентных отверстий 6. Фактически, зубцы 110 «продавливаются» через заготовку 20 полотна или «пробивают» ее. Поскольку вершины зубцов 110 продавливаются через заготовку 20 полотна, материал полотна выталкивается зубцами 110 из плоскости заготовки 20 полотна и растягивается и/или подвергается пластической деформации в направлении Z, в результате чего образуются отверстия 6. Величина пластичности и других свойств материала заготовки полотна, таких как температура стеклования и степень кристалличности, определяют, до какой степени остается относительно остаточная трехмерная деформация перфорированного полотна 1.
При необходимости, количество, расстояние друг относительно друга и размер отверстий 6 можно варьировать за счет изменения формы, количества, расстояния друг относительно друга и размера зубцов 110, а также соответствующего изменения размеров вала 104 и/или вала 102. Данное изменение, совместно с изменением, которое допустимо в заготовках 20 полотна, и изменением в обработке, например, скоростях на линии, температурой вала, и другими изменениями при последующей обработке, позволяет получить множество различных перфорированных полотен 1 для множества целей.
Первые области
Как показано на фиг. 1А и 1В, полотно 1 согласно настоящему изобретению содержит множество первых областей 8, причем каждая из первых областей 8 окружена четырьмя различными вторыми областями 10. Четыре различные вторые области 10, окружающие каждую из первых областей 8, соединены двумя смежными макроотверстиями 6 в первом направлении и другими двумя смежными макроотверстиями 6 во втором направлении, которое перпендикулярно первому направлению. Первые области 8 могут соединять два смежных макроотверстия 6 в первом направлении и/или другие два смежных макроотверстия 6 во втором направлении. В одном воплощении первые области 8 имеют в сущности четырехугольную форму, как показано на фиг. 1В.
Как показано на фиг. 1А и 2А и 2В, полотно согласно настоящему изобретению содержит первые области 8, имеющие первую верхнюю плоскость 9 в первом направлении. Первые области 8 и макроотверстия 6 образуют прерывистый рисунок в первом направлении и втором направлении, перпендикулярном первому направлению. В одном воплощении плоская верхняя плоскость 9 имеет среднюю длину между двумя смежными макроотверстиями не менее 0,9 мм или не менее 0,95 мм, или не менее 1 мм либо в первом направлении, либо во втором направлении, при измерении в соответствии с методом измерения длины верхней плоскости.
В одном воплощении большая ось макроотверстий в сущности параллельна направлению MD полотна, в котором выполнены макроотверстия, и первые области и макроотверстия образуют прерывистый рисунок в направлении MD. В другом воплощении большая ось макроотверстий в сущности параллельна направлению CD полотна, в котором выполнены макроотверстия.
Вторые области
Как показано на фиг. 1А и 1В, полотно 1 согласно настоящему изобретению содержит множество вторых областей 10, причем каждая из вторых областей 10 окружена двумя смежными первыми областями 8 и двумя смежными макроотверстиями 6, расположенными либо в третьем направлении, либо в четвертом направлении, которое не параллельно либо первому направлению, либо второму направлению, которое перпендикулярно первому направлению. Вторые области 10 и макроотверстия 6 образуют прерывистый рисунок в третьем направлении и/или в четвертом направлении. В одном воплощении макроотверстия 6 и вторые области 10 образуют прерывистый рисунок под углом от приблизительно 30 до приблизительно 60 градусов и приблизительно от 120 до 150 градусов относительно первого направления или от приблизительно 40 до 50 градусов и от приблизительно 140 до 150 градусов относительно первого направления или в сущности от приблизительно 45 градусов до приблизительно 135 градусов относительно первого направления.
Как показано на фиг. 1А и 2С, полотно согласно настоящему изобретению содержит вторые области 10, имеющие вторую верхнюю плоскость 11. Длина второй верхней плоскости 11 в третьем направлении или четвертом направлении больше длины первой верхней плоскости 9 в первом направлении первых областей 8.
В одном воплощении вторая верхняя плоскость 11 вторых областей имеет среднюю длину в третьем направлении или четвертом направлении не более 0,9 мм или не более 0,85 мм или не более 0,80 мм при измерении в соответствии с методом измерения длины верхней плоскости.
Вторые области характеризуются лучшим отведением текучего вещества, чем первые области, например, при измерении в соответствии с испытанием на определение отведения текучего вещества.
Устройство и способ изготовления перфорированного полотна
Выполнение макроотверстий в полотне приводит к повышению характеристик при контакте с текучим веществом полотна и придает полотну более тканеподобный, волоконный внешний вид. Макроотверстия в полотне могут быть сформированы при помощи любых процессов, известных в данной области техники. Примеры таких процессов включают без ограничения следующие: вакуумное формование, гидравлическое формование, гидрорезку, механическую деформацию, ультразвуковую обработку, продольную резку, раскатку роликами, получение структурного эластичного полотна и любую их комбинацию.
Способы вакуумного формования, гидравлического формования, механической деформации и ультразвуковой обработки описаны выше. Дополнительные способы, относящиеся к ультразвуковой обработке, описаны в патентах US 5,269,981 и 5,269,981. Способы гидрорезки описаны в патенте US 5,567,736. Подходящие способы продольной резки описаны в публикации РСТ WO 97/31601. В одном воплощении макроотверстия могут быть сформированы посредством процесса механической деформации. Процесс механической деформации может быть осуществлен на любом подходящем устройстве, которое может содержать формирующую конструкцию любого подходящего типа (типов). Подходящие типы формирующих конструкций включают без ограничения: пару валов, между которыми присутствует зона контакта; пары пластин; ремни и т.д. Применение устройства с валами может быть предпочтительным в случае непрерывных процессов, в частности тех процессов, в которых скорость процесса является важным параметром. Хотя в настоящем документе в целях удобства устройства будут описаны в основном в отношении валов, следует понимать, что описание применимо к формирующим конструкциям, которые имеют любые другие подходящие конфигурации.
Валы, применяемые в процессе механической деформации, в ходе которого выполняют описанные в настоящем документе макроотверстия, как правило, являются в сущности цилиндрическими. Используемый в настоящем документе термин «в сущности цилиндрический» охватывает не только валы, которые имеют идеально цилиндрическую форму, но также цилиндрические валы, которые могут содержать элементы на своей поверхности. Термин «в сущности цилиндрический» также включает валы, которые могут иметь ступенчатое снижение диаметра, например, на поверхности вала вблизи концов вала. Кроме того, валы, как правило, являются жесткими (то есть в сущности недеформируемыми). Используемый в настоящем документе термин «в сущности недеформируемый» относится к валам, имеющим поверхности (и любые элементы на них), которые, как правило, не деформируются и не сжимаются в условиях, применяемых при осуществлении процессов, описанных в настоящем документе. Валы могут быть выполнены из любых подходящих материалов, включая без ограничения сталь, алюминий или жесткую пластмассу. Сталь может быть выполнена из коррозионностойкой и износостойкой стали, такой как нержавеющая сталь. Валы могут быть выполнены с подогревом или без. Если они выполнены с подогревом, необходимо учитывать эффекты теплового расширения в соответствии с методами, хорошо известными специалисту в области техники термомеханических процессов.
Валы могут содержать элементы любого подходящего типа на своей поверхности (или иметь конфигурацию поверхности) для образования макроскопических отверстий, первых областей и вторых областей на полотне. Поверхность отдельных валов может быть снабжена формирующими элементами, включающими: охватываемые элементы, такие как отдельные выступы и зубцы; охватывающие элементы, такие как углубления, например, отдельные пустоты в поверхности валов; или любую их подходящую комбинацию. Охватывающие элементы (которые могут называться впадинами или полостями) имеют нижнюю поверхность или они могут быть в форме отверстий (сквозных отверстий в поверхности валов). В некоторых воплощениях формирующие элементы на компонентах (таких как валы) формирующего устройства могут иметь один общий тип (то есть оба противоположных компонента могут иметь формирующие элементы, расположенные на них, или комбинации формирующих и ответных элементов). Формирующие элементы могут иметь любую подходящую конфигурацию. Одним из типов охватываемых элементов, применяемых в настоящем изобретении, являются зубцы, имеющие основание в сущности многоугольной формы, такой как восьмиугольная, шестиугольная и четырехугольная форма, а также характеризующиеся длиной поперечного сечения и шириной поперечного сечения. Зубцы имеют любое подходящее аспектное соотношение длины поперечного сечения и ширины поперечного сечения в целях образования отверстий, первых областей и вторых областей на полотне. В одном воплощении зубцы имеют основание в сущности шестиугольной формы. В другом воплощении зубцы имеют основание в сущности четырехугольной формы.
Охватываемые элементы могут иметь вершины, которые являются плоскими, скругленными или острыми. В определенных воплощениях формы охватывающих элементов могут отличаться от форм любого из ответных охватываемых формирующих элементов. В определенных воплощениях охватывающие формирующие элементы могут быть выполнены таким образом, что стыковаться с одним или более охватываемыми формирующими элементами.
Перфорированное полотно согласно настоящему изобретению может быть получено из трехмерной заготовки полотна, содержащей множество отдельных выступающих элементов, путем формирования множества отдельных выступающих элементов на заготовке полотна. Перфорированное полотно согласно настоящему изобретению также может быть получено из в сущности планарной, двухмерной заготовки полотна путем формирования множества отдельных выступающих элементов на заготовке полотна и формирования макроотверстий на заготовке полотна.
Один процесс 150 получения перфорированного полотна схематически показан на фиг. 4. Заготовку 20 полотна перемещают в машинном направлении в формирующее устройство 100, в котором формируют отверстия 6 с получением перфорированного полотна 1. Заготовку 20 полотна можно подавать с подающего вала 152 (или подающих валов, что необходимо для получения ламинатных материалов из нескольких полотен) или любого другого средства подачи, например, полотен фестонной обработки, как известно в данной области техники. В одном воплощении заготовку 20 полотна можно подавать непосредственно с устройства для изготовления полотна, такого как экструдер полимерной пленки. После формирования перфорированное полотно 1 можно снять с подающего вала 160 для хранения и последующей обработки в качестве компонента в других изделиях. Альтернативно перфорированное полотно 1 можно транспортировать непосредственно на дополнительный этап последующей обработки, включающий операцию переработки для включения в готовое изделие, такое как одноразовое абсорбирующее изделие.
Как показано на фиг. 4, перфорированное полотно 1 можно сформировать из трехмерной заготовки 20 полотна, содержащей множество отдельных выступающих элементов (не показаны на фиг. 4), первую поверхность 12 и вторую поверхность 14. Первая поверхность 12 соответствует первой стороне заготовки 20 полотна, а также первой стороне перфорированного полотна 1. Вторая поверхность 14 соответствует второй стороне заготовки 20 полотна, а также второй стороне перфорированного полотна 1. В целом, термин «сторона» в настоящем документе используется в общем смысле этого термина, чтобы описать две главные поверхности в сущности двухмерных полотен, таких как пленки. Конечно, в композитной или ламинатной конструкции первая поверхность 12 перфорированного полотна 1 представляет собой первую сторону одного из наиболее удаленных от центра слоев или прослоек, а вторая поверхность 14 представляет собой вторую сторону другого наиболее удаленного от центра слоя или прослойки.
Подающий вал 152 вращается в направлении, обозначенном стрелкой на фиг. 4, по мере перемещения заготовки 20 полотна в машинном направлении посредством способа, известного в данной области техники, включая перемещение по любому из различных направляющих валов, валов регулировки натяжения и т.п. или вокруг них (все из которых не показаны) к зоне 116 контакта, образованной парой взаимно сцепленных валов 102 и 104, вращающихся в противоположных направлениях. Функцией пары взаимно сцепленных валов 102 и 104 является образование отверстий в полотне 20 с формированием перфорированного полотна 1. Взаимно сцепленные валы 102 и 104 более ясно показаны на фиг. 5.
На фиг. 4 и 5 более подробно показана часть формирующего устройства 100 для формирования отверстий в перфорированном полотне 1. Эта часть устройства 100 показана в виде формирующего устройства 100 на фиг. 5 и содержит пару взаимно сцепленных валов 102 и 104, вращающихся в противоположных направлениях. Формирующее устройство 100 может быть сконструировано таким образом, чтобы заготовка 20 полотна оставалась на валу 104 под определенным углом вращения. Хотя на фиг. 4 показано, что заготовка 20 полотна проходит прямо в зону 116 контакта, а перфорированное полотно 1 выходит прямо из него, заготовка 20 полотна или перфорированное полотно 1 могут быть частично намотаны на любой из валов 102 или 104 под определенным углом вращения перед (для заготовки 20 полотна) или после (для перфорированного полотна 1) зоны 116 контакта. Например, после выхода из зоны 116 контакта перфорированное полотно 1 может направляться для намотки на вал 104 под заданным углом вращения, вследствие чего отверстия остаются сверху и в них «входят» зубцы 110 вала 104.
Валы 102 и 104 могут быть выполнены из стали, алюминия, легированного металла, а также жесткой пластмассы. В целом, валы 102 и 104 могут быть выполнены из коррозионностойкого и износостойкого металла.
Вал 102 может содержать одно или более отдельных углублений или пустот 108, в которые входят один или более зубцов 110 вала 104. Углубление 108 может иметь такую же форму, что и основание зубцов 110, и немного большие размеры на всех кромках и боковых сторонах по сравнению с основанием зубцов 110. Глубина углубления может быть больше высоты зубцов 110. Углубление может быть конусным или нет. В этом случае расстояние между отверстиями ограничено расстоянием между углублениями на валу 102. Таким образом, было бы невозможным выполнить отверстия в полотне, которые имеют меньшее межцентровое расстояние, чем межцентровое расстояние углублений на валу 102. Межцентровое расстояние двух смежных отверстий является расстоянием между центрами двух смежных отверстий. Точка пересечения большой оси и малой оси отверстия определяется как центр отверстия.
Вал 104 содержит множество рядов, разнесенных по окружности зубцов 110, протяженных вокруг по меньшей мере части вала 104 с обеспечением их взаимного пространственного разнесения. Зубцы 110 расположены со сдвигом относительно друг друга. Зубцы 110 выполнены протяженными в радиальном направлении наружу от поверхности вала 102 для вхождения в зацепление с углублениями 108 вала 102. Зацепление показано более подробно на виде в поперечном сечении, изображенном на фиг. 6, и описано ниже. Оба или любой из валов 102 и/или 104 может быть нагрет при помощи способа, известного в данной области техники, например, путем включения валов, заполненных нагретым маслом, или валов с электрическим подогревом. Альтернативно оба или любой из валов может быть нагрет при помощи поверхностной конвекции или поверхностного облучения.
Зубцы 110 могут быть присоединены к валу 104. Термин «присоединены к» охватывает конфигурации, в которых элемент прикреплен к другому элементу в выбранных местах, а также конфигурации, в которых элемент полностью прикреплен к другому элементу по всей поверхности одного из элементов. Термин «присоединен к» включает любой известный способ, в котором элементы могут быть прикреплены, включая без ограничения механическое сплетение. Зубцы могут быть прикреплены при помощи таких способов, как сварка, посадка с натягом, или они могут быть присоединены иным способом. Однако термин «присоединен к» также включает встраивание, как в случае зубцов, подвергнутых механической обработке путем удаления избыточного материала из вала 104. Место, в котором зубцы 110 присоединены к валу 104, представляет собой основание. В любом месте поперечного сечения, параллельном основанию, каждый зубец может иметь некруглую площадь поперечного сечения. В альтернативном воплощении зубцы могут содержать штифты, которые имеют прямоугольную или другие формы в зависимости от соответствующей предпочтительной формы отверстия.
На фиг. 6 показано поперечное сечение части взаимно сцепленных валов 102 и 104, в том числе приведенные в качестве примера зубцы 110. Как показано, зубцы 110 имеют высоту ТН зубца, глубину Е зацепления и зазор С. Высота ТН зубца может находиться в диапазоне от приблизительно 0,5 мм до приблизительно 10 мм. Глубина Е зацепления представляет собой величину уровня зацепления валов 102 и 104 и измеряется от верхней поверхности вала 102 до вершины 102 зубца 110 вала 104. Зазор С представляет собой расстояние между верхней поверхностью вала 102 и нижней поверхностью вала 104, когда валы 102 и 104 находятся в максимальном зацеплении. Зазор предпочтительно является достаточно широким, чтобы защитить отдельные выступающие элементы, сформированные в заготовке полотна, от вызванных воздействием тепла повреждений, например, возникающих на этапе формирования макроотверстий, и, таким образом, отдельные выступающие элементы остаются в сущности неповрежденными во время процесса формирования макроотверстий, при этом улучшается мягкость полотна. Вызванные воздействием тепла повреждения включают остаточную деформацию по меньшей мере части отдельных выступающих элементов, приводящую к затвердеванию части отдельных выступающих элементов в результате воздействия тепла. Зазор, предотвращающий возникновение вызванных воздействием тепла повреждений отдельных выступающих элементов, можно определить с учетом свойств заготовки полотна, толщины заготовки полотна, высоты микротекстур, рабочих условий процесса формирования макроотверстий, таких как температура вала и производительность. В одном воплощении зазор больше или равен средней высоте микротекстур, таких как отдельные выступающие элементы, выполненные на заготовке полотна. В другом воплощении зазор может быть не менее приблизительно 1,6 мм.
Размер и форма вершины 112 зубца может быть задан радиусом закругления у вершины TR. Глубина Е зацепления, высота ТН зубца, зазор С и радиус закругления у вершины TR могут варьировать при необходимости в зависимости от свойств заготовки полотна и требуемых характеристик перфорированного полотна 1 согласно настоящему изобретению. Также предполагается, что размер, форма, ориентация и расстояние между зубцами 110 могут варьировать по окружности и ширине вала 104 в целях получения перфорированного полотна 1 с варьируемыми свойствами и характеристиками.
Дополнительно, вещества, такие как лосьоны, краска, поверхностно-активные вещества и т.п., могут быть нанесены распылением, в виде покрытия, в виде покрытия через щелевую головку, экструдированы или иным образом нанесены на перфорированное полотно 1 перед поступлением в зону 116 контакта или после нее. Могут применяться любые процессы, известные в данной области техники для такого применения видов обработки.
На фиг. 7А показана часть одного воплощения вала 104, содержащего множество зубцов 110, применяемых для изготовления перфорированного полотна 1. На фиг. 7В показана часть одного воплощения вала 102, содержащего множество углублений 108, применяемых для изготовления перфорированного полотна 1.
На фиг. 8А показан вид в перспективе приведенной в качестве примера конфигурации зубцов 100. Как показано на фиг. 8А, каждый зубец 110 содержит основание 111, вершину 112 зубца, кромки 113 и боковые стороны 114. Зубцы 110 могут иметь основание в сущности многоугольной формы. В отличие от круглых зубцов зубцы 110 заостренных форм, которые имеют в сущности круглое поперечное сечение, могут быть продолговатыми в одном измерении или двух измерениях и имеют в сущности некруглые, продолговатые конфигурации поперечного сечения. Например, поперечное сечение зубцов 110 возле основания 111 может иметь длину TL поперечного сечения зубца и ширину TW поперечного сечения зубца и характеризоваться аспектным соотношением AR сторон TL/TW не более 3,3, или не более 2,5, или не более 2, или не более 1,9. В одном воплощении каждый из зубцов имеет основание четырехугольной формы. Зубцы 110 сходят на конус от основания к вершине таким образом, чтобы конусность не являлась постоянной по высоте зубцов. Зубец 110 может содержать проксимальную часть 120, присоединенную к компоненту формирующего устройства, и дистальную часть 130, расположенную непосредственно вблизи проксимальной части и сходящую на конус к вершине 112 зубца. Зубец 110 может содержать проксимальную часть, дистальную часть и среднюю часть, расположенную между проксимальной частью 120 и дистальной частью 130. Конусности проксимальной части и дистальной части могут отличаться друг от друга. В одном воплощении дистальная часть 130 имеет большую конусность, чем проксимальная часть 120. В другом воплощении по меньшей мере одна из проксимальной части 120 и дистальной части 130 имеет постоянную конусность. Проксимальная часть имеет в сущности форму усеченного конуса, сужающегося от основания многоугольной формы до точки. Как показано на фиг. 5А, проксимальная часть 120 может иметь четыре боковые стороны 114, причем каждая боковая сторона имеет в сущности форму (равнобедренного) прямоугольника. В месте схождения двух боковых сторон образуется кромка. Места схождения кромок 113 могут быть относительно острыми или могут быть подвергнуты механической обработке для обеспечения радиуса закругления. Как показано на фиг. 5А, дистальная часть 130 может иметь в сущности пирамидальную форму, имеющую по меньшей мере четыре боковые стороны 114', причем каждая боковая сторона является в сущности треугольной и сходит на конус от низа дистальной части к вершине зубца. В месте схождения двух боковых сторон дистальной части 130 образуется кромка. Места схождения кромок 113' могут быть относительно острыми или могут быть подвергнуты механической обработке для обеспечения радиуса закругления. Вершина 112 зубца может быть в сущности остроконечной, тупоконечной или иметь иную форму для растягивания и/или прокалывания заготовки 20 полотна. Наиболее удаленные от центра вершины 112 зубцов имеют боковые стороны, которые могут быть закругленными для предотвращения появления разрезов или разрывов в материале заготовки.
В другом воплощении другие формы зубца можно применять для выполнения отверстий. Например, в сущности пирамидальная форма дистальной части 130, показанной на фиг. 8А, может быть усечена для устранения остроконечности вершин 112, причем на дистальном конце зубца 110 образуется плоская область. Плоская область может быть продолговатой, то есть ее размер в длину больше размера в ширину, а аспектное соотношение AR сторон соответствует аспектному соотношению сторон зубца 110. В одном воплощении плоская область может переходить в боковые стороны 114 по в сущности острым местам схождения или переход может осуществляться по радиусу кривизны с получением гладкой закругленной плоской вершины зубца. Если не ограничиваться теорией, можно полагать, что наличие относительно острых вершин на зубцах 110 позволяет зубцам 110 пробивать заготовку 20 полотна «начисто», то есть локально и по отдельности, вследствие чего полученное в результате перфорированное полотно 1 можно описать как преимущественно «перфорированное», а не преимущественно «тисненое». В одном воплощении прокалывание заготовки 20 полотна выполнено начисто с незначительной деформацией полотна 20, вследствие чего полученное в результате полотно представляет собой в сущности двухмерное перфорированное полотно.
Другая приведенная в качестве примера конфигурация зубцов 100 показана на фиг. 8В. Зубцы 110, имеющие длину TL поперечного сечения и ширину TW поперечного сечения, расположены со сдвигом относительно друг друга таким образом, что они имеют межзубцовое расстояние PL между двумя смежными зубцами вдоль размера в длину поперечного сечения, межзубцовое расстояние PW между двумя смежными зубцами вдоль размера в ширину поперечного сечения и межзубцовое расстояние PS между двумя смежными зубцами вдоль линии, которая не параллельна или размеру в длину поперечного сечения, или размеру в ширину поперечного сечения. Зубцы 110 могут иметь различные значения межзубцового расстояния PS, PS1 и PS2 в зависимости от конфигурации зубцов. Как показано на фиг. 5А и 5В, у зубцов, показанных на фиг 5В, основание 111 имеет шестиугольную форму, полученную путем обрезания небольшой части двух противоположных кромок 113 проксимальной части. Кромки 113' дистальной части 130, соответствующие двум противоположным кромкам 113 проксимальной части, также обрезают.
В одном воплощении межзубцовое расстояние PS между двумя смежными зубцами вдоль линии, которая не параллельна или размеру в длину поперечного сечения, или размеру в ширину поперечного сечения, не больше или равно приблизительно 1,5 мм. В другом воплощении по меньшей мере одно из межзубцовых расстояний PL и PW больше чем приблизительно 1,5 мм.
Конечно, каждое из межзубцовых расстояний PL, PW и/или PS, длины TL поперечного сечения зубца и ширины TW поперечного сечения зубца может варьировать независимо от остальных.
Применение перфорированного полотна
Перфорированное полотно может применяться в одноразовых абсорбирующих изделиях, таких как перевязочные материалы, обертки, изделия для страдающих недержанием, подгузники, гигиенические прокладки, ежедневные прокладки, тампоны и прокладки для лечения геморроя, а также других потребительских товарах, таких как салфетки для чистки пола, влажные салфетки для тела и салфетки для стирки.
Например, перфорированное полотно согласно настоящему изобретению может быть использовано в таких областях применения, как изделия, которые контактируют с кожей людей или нечеловекоподобных животных, например, одноразовые подгузники для детей, одноразовые подгузники для взрослых, гигиенические прокладки, ежедневные прокладки, прокладки для страдающих недержанием, прокладки, размещаемые между внутренними губами влагалища, прокладки для груди, непромокаемые простыни, контактирующие с выделениями изделия для животных, подгузники для животных и различные аналогичные абсорбирующие изделия; лицевые маски, тканевая основа охлаждающих/согревающих прокладок и аналогичных косметических/медицинских пластырей, полотна для защиты раневой поверхности, нетканые перевязочные материалы, геморроидальные прокладки, согревающие приспособления, которые непосредственно контактируют с кожей (например, одноразовые грелки для рук), тканая основа различных пластырей для животных и аналогичных полотен, закрывающих кожу; салфетки для снятия макияжа, салфетки от пота, туалетная бумага и аналогичные влажные салфетки для использования людьми, различные полотна для обтирания животных и т.п. Полотно согласно настоящему изобретению предпочтительно используют в качестве верхнего листа для абсорбирующего изделия, в котором поверхность перфорированного полотна 1, содержащего множество отдельных выступающих элементов, контактирует с кожей.
Абсорбирующее изделие
Абсорбирующее изделие согласно настоящему изобретению содержит верхний лист и нижний лист, присоединенный к верхнему листу, причем верхний лист содержит перфорированное полотно согласно настоящему изобретению. Оно может дополнительно содержать абсорбирующую сердцевину, расположенную между верхним листом и нижним листом.
Абсорбирующие изделия могут быть изготовлены промышленным способом с помощью любых подходящих средств. Таким образом, могут быть собраны различные слои с применением стандартных средств, таких как тиснение, термоскрепление, приклеивание или их комбинации.
Верхний лист
В перфорированном полотне согласно настоящему изобретению поверхность полотна, содержащая множество отдельных выступающих элементов, предпочтительно расположена на стороне, контактирующей с кожей.
Нижний лист
В качестве нижнего листа могут быть использованы любые традиционные материалы нижнего листа, обычно используемые для получения абсорбирующих изделий. В некоторых воплощениях нижний лист может быть непроницаемым для дурнопахнущих газов, генерируемых абсорбированными физиологическими выделениями, вследствие чего предотвращается выход неприятного запаха наружу. Нижний лист может быть «дышащим» или нет.
Абсорбирующая сердцевина
Может быть предпочтительно, чтобы изделие дополнительно содержало абсорбирующую сердцевину, расположенную между верхним листом и нижним листом. Используемый в настоящем документе термин «абсорбирующая сердцевина» относится к материалу или комбинации материалов, подходящих для абсорбирования, распределения и хранения текучих сред, таких как моча, кровь, менструальные выделения и другие выделения организма. В качестве абсорбирующей сердцевины могут быть использованы любые традиционные материалы для абсорбирующей сердцевины, подходящие для получения абсорбирующих изделий.
МЕТОДЫ ИСПЫТАНИЙ
Испытание на определение отведения текучего вещества
Приготовление искусственного текучего вещества, имитирующего менструальные выделения («AMFS»)
Искусственное текучее вещество, имитирующее менструальные выделения (называемое в настоящем документе «AMFS»), применяемое в данном испытании, состоит на 70% из дефибринированной овечьей крови и на 30% из раствора, состоящего из растопленного желатина, анионного полиакриламидного флокулянта и солевого раствора с фосфатным буфером. Такое AMFS описано более подробно в документе US 7,659,372.
Растопленный желатин получают путем смешивания 7 грамм безвкусного желатина пищевого сорта с 85 граммами стерилизованной дистиллированной воды. Компоненты нагревают и перемешивают до растворения. Раствору дают затвердеть в холодильнике при температуре 4°С в течение ночи. Солевой раствор с фосфатным буфером получают путем смешивания 22 грамм раствора, содержащего 0,138% водного одноосновного фосфата натрия и 0,85% хлорида натрия, с 70 граммами раствора, содержащего 0,14% безводного двухосновного фосфата натрия и 0,85% хлорида натрия. Анионный полиакриламидный флокулянт, доступный от Kemira в виде Superfloc™ А-150, подготавливают путем смешивания 1 грамма флокулянта в виде капель с 1% раствором хлорида натрия в стерилизованной дистиллированной воде. Раствор оставляют при комнатной температуре на одну неделю.
Для получения 100 мл AMFS 7 грамм затвердевшего желатина добавляют к 21,5 грамма солевого раствора с фосфатным буфером и нагревают на электрической плитке при температуре 35°С до тех пор, пока не будет видно, что он растопился. Этому раствору дают остыть до 25°С. Затем добавляют 1,5 грамма анионного полиакриламидного флокулянта, после чего добавляют 70 грамм дефибринированной овечьей крови, доступной от ClevelandScientific. Емкость с полученным AMFS переворачивают десять раз, чтобы убедиться в том, что компоненты смешались, и затем помещают в холодильник при температуре 4°С на ночь.
Вязкость AMFS проверяют на соответствие параметрам испытания при помощи ротационного реометра AR 1500 или AR 2000 от ТА Instruments. После обеспечения нагрева порции AMFS до 25°С ее испытывают при температуре инструмента 25°С при помощи стальной пластины размером 40 мм, с наклоном 0° и зазором 500-1000 микрометров, которая обеспечивает линейное изменение скорости сдвига от 0,5 до 30 л/с. Линейную регрессию применяют к полученной в результате кривой сдвига и вычисляют вязкость для скорости сдвига 20 л/с. Вязкость AMFS 17-23 сантипуаз при 20 л/с считается приемлемой для использования в методах испытания, описанных в настоящем документе.
Отведение текучего вещества
a) Абсорбирующее изделие, подлежащее испытанию, разворачивают и удаляют с него всю прокладочную бумагу/пленки/ленты. Абсорбирующее изделие разглаживают и прикрепляют к листу бумаги А4 при помощи клея, нанесенного на заднюю сторону нижнего листа абсорбирующего изделия.
b) Абсорбирующее изделие помещают под оптический микроскоп, такой как SZX 12, Olympus, опционально оснащенный цифровой камерой. Фокусное расстояние и интенсивность света регулируют при общем 16-кратном увеличении.
c) 2 мл AMFS, полученного согласно методу получения искусственного текучего вещества, имитирующего менструальные выделения («AMFS»), наносят на фокальную точку абсорбирующего изделия приблизительно на 5 секунд при помощи пипетки. Отведение AMFS записывают при помощи видеокамеры, присоединенной к микроскопу, в течение 3 минут после нанесения AMFS.
d) Из записанного видео отбирают фотографию абсорбирующего изделия через 3 секунды с момента прекращения осуществления отведения AMSF.
Метод измерения длины верхней плоскости
Значения длины верхних плоскостей первых областей и вторых областей полотна измеряют следующим образом.
Приготовление образца
a) Из центра абсорбирующего изделия вырезают часть размерами 3×3 см2 и удаляют все остальные компоненты, за исключением верхнего листа, чтобы получить полоску образца.
b) Контейнер из пеноматериала с плоской металлической пластиной на дне помещают в массивный металлический держатель, чтобы удерживать контейнер из пеноматериала в устойчивом положении. Контейнер из пеноматериала заполняют жидким азотом.
c) Полоску образца, полученную на этапе а), зажимают при помощи щипцов или другого традиционного инструмента и погружают в жидкий азот, чтобы заморозить полоску пленки. Лезвие (лезвие из нержавеющей стали с одной режущей кромкой, находящееся в раздаточном устройстве, номер по каталогу 121-22, TedPella, Inc., США), зажатое в держателе для лезвия, погружают в жидкий азот, находящийся в контейнере, чтобы охладить лезвие.
d) После прекращения кипения азота замороженную полоску пленки разрезают перпендикулярно при помощи лезвия без совершения возвратно-поступательных движений, чтобы получить поперечный разрез полоски пленки. Разрезание полоски пленки осуществляют для того, чтобы рассечь по меньшей мере два смежных отверстия, находящихся на самом коротком расстоянии между двумя смежными отверстиями.
e) Разрезанную полоску пленки, полученную на этапе d), извлекают из жидкого азота.
Изображение, полученное при помощи сканирующей электронной микроскопии («SEM»)
a) Полоску образца, разрезанную таким образом, чтобы открыть поперечное сечение, прикрепляют к металлической пластине при помощи двухстороннего углеродного скотча.
b) SEM-изображения поперечных сечений полоски верхнего листа получают при помощи SEM, такого как ТМ3000, Хитати (Япония).
Измерение длины верхней плоскости
Измерение длины верхней плоскости первых областей и вторых областей объясняется со ссылкой на фиг. 11.
а) Концевая точка E1, Е2 обозначает точку, в которой каждое из двух смежных макроотверстий контактирует с основной поверхностью 200 (измененная фиг. 11), или самую нижнюю точку кромки каждого макроотверстия, если одно из двух макроотверстий или оба макроотверстия не контактируют с основной поверхностью 200. Выберите более высокую концевую точку из Е1 и Е2 или выберите любую из Е1 и Е2, если Е1 и Е2 расположены на одной высоте, и проводите горизонтальную линию, параллельную основной поверхности 200, от выбранной концевой точки к макроотверстию на другой стороне до тех пор, пока горизонтальная линия не достигнет макроотверстия. Данная линия представляет собой основную линию В. Точкой контакта на основной линии В, которая делит основную линию В на две равные части, является центральная точка С.
b) Проведите линию, перпендикулярную основной линии В, от центральной точки С к верхней плоскости первого или второго участка полотна 1 до тех пор, пока перпендикулярная линия не достигнет второй поверхности 14 полотна 1. Точкой контакта перпендикулярной линии и второй поверхности 14 полотна 1 является точка Т контакта верхней плоскости.
c) Проведите линию Р, параллельную основной линии В, от точки Т контакта верхней плоскости, протяженную в обоих направлениях, до тех пор, пока линия Р не соприкоснется с областью 4 впадины, расположенной между отдельными выступающими элементами 2. Точкой контакта линии Р и полотна на каждой стороне является точка P1, Р2 на плоскости.
d) Длина линии Р между точками Р1 и Р2 на плоскости определяется как длина L верхней плоскости первого участка или второго участка.
Вследствие варьируемости материала при необходимости измеряли среднее значение на однородном участке полотна, если это необходимо.
ПРИМЕР
Пример 1: Приготовление образца
Неограничивающий пример пленок полотна согласно настоящему изобретению получали путем пропускания полиэтиленовой пленки с микроотверстиями с плотностью размещения 70 меш через формирующее устройство, показанное на фиг. 4 и 5, содержащее зубцы, показанные на фиг. 8В. Зубцы расположены со сдвигом относительно друг друга и ориентированы таким образом, чтобы большая ось была протяжена в направлении MD, а малая ось была протяжена в направлении CD. Пленку обрабатывали при температуре 60-90°С. На фиг. 1А показана часть полученной пленки полотна, сильно увеличенная при помощи SEM (ТМ3000, Хитати, Япония). Гигиенические прокладки подготавливали с применением пленки, полученной выше, в качестве верхнего листа.
Пример 2: Испытание на определение отведения текучего вещества
Отведение текучего вещества прокладки, подготовленной на примере 1, и коммерчески доступных гигиенических прокладок определяли согласно испытанию на определение отведения текучего вещества, описанному в разделе «Методы испытаний». Результаты показаны на фиг. 3A-3D. Как показано, прокладка, подготовленная в примере 1, характеризуется превосходным отведением текучего вещества во вторых областях.
Пример 3: Метод измерения длины верхней плоскости
Значения длины верхних плоскостей первых областей и вторых областей пленок, изготовленных в примере 1, и коммерчески доступных гигиенических прокладок измеряли в соответствии с методом измерения длины верхней плоскости, описанным в разделе «Методы испытаний». Для каждого из испытываемых образцов измеряли значения длины верхних плоскостей нескольких первых областей между двумя смежными макроотверстиями в первом направлении и другими двумя смежными макроотверстиями во втором направлении, перпендикулярном первому направлению, и несколькими вторыми областями, расположенных под углом между двумя смежными макроотверстиями. Вычисляли значения средней длины. Результаты подытожены в таблице 1.
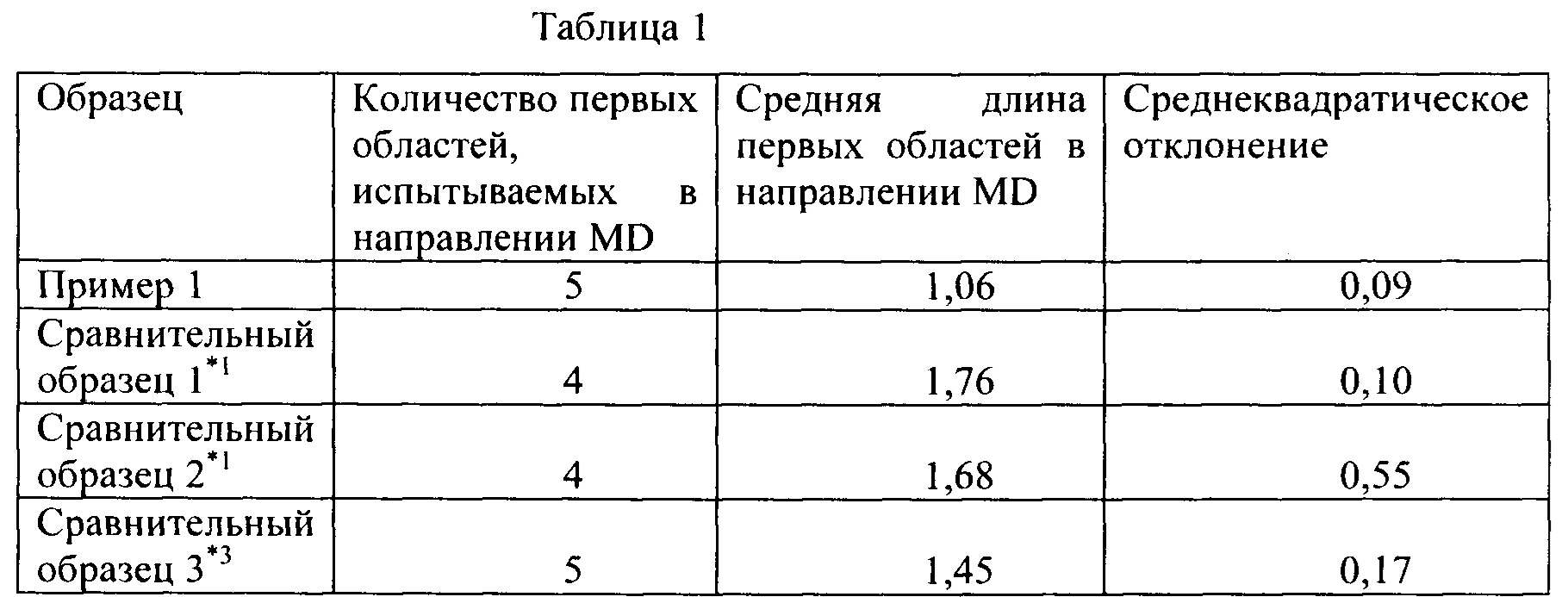
*1: Kotex U, KimberlyClark, Сингапур
*2: Lilian, KleannaraCo. Ltd, Республика Корея,
*3: 7Space Teens, Hengan Industrial Co. Ltd, Китай

*1: Kotex U, KimberlyClark, Сингапур
*2: Lilian, KleannaraCo. Ltd, Республика Корея,
*3: 7Space Teens, Hengan Industrial Co. Ltd, Китай

*1: Kotex U, Kimberly Clark, Сингапур
*2: Lilian, KleannaraCo. Ltd, Республика Корея,
*3: 7Space Teens, Hengan Industrial Co. Ltd, Китай
Размеры и значения, раскрытые в данном описании, не следует понимать как строго ограниченные указанными точными числовыми значениями. Наоборот, если не указано иначе, каждый такой размер следует подразумевать и как указанное значение, и как функционально эквивалентный диапазон, охватывающий данное значение. Например, размер, указанный как "90°", следует понимать как "приблизительно 90°".
Следует понимать, что каждое максимальное числовое ограничение, приведенное в любой части описания, включает любое меньшее числовое ограничение так, будто такие меньшие числовые ограничения были непосредственно в нем приведены. Любое минимальное числовое ограничение, приведенное во всем описании, включает любое большее числовое ограничение так, будто такие большие числовые ограничения были непосредственно в нем приведены. Любой числовой интервал, приведенный в настоящем описании, включает любой более узкий числовой интервал, который входит в более широкий числовой интервал, будто все такие более узкие числовые интервалы были непосредственно в нем приведены.
Релевантные части всех документов, процитированных в разделе «Подробное описание изобретения», включены в настоящий документ посредством ссылки; цитирование любого документа не является допущением того, что он является прототипом настоящего изобретения. В том случае, если любое значение или определение какого-либо термина в данном документе противоречит любому значению или определению данного термина в документе, включенном по ссылке, значение или определение, присвоенное такому термину в данном документе, должно иметь главенствующее значение.
Хотя были проиллюстрированы и описаны конкретные варианты осуществления данного изобретения, специалистам в данной области будет очевидно, что могут быть выполнены различные другие изменения и модификации без отклонения от сущности и объема данного изобретения. Таким образом, предполагается, что прилагаемая формула изобретения охватывает все такие изменения и модификации, входящие в объем настоящего изобретения.
Реферат
Настоящее изобретение относится к полотну, содержащему отдельные выступающие элементы, имеющие открытые проксимальные концы, открытые или закрытые дистальные концы и боковые стенки; макроотверстия, расположенные со сдвигом относительно друг друга; первые области, содержащие первую верхнюю плоскость; и вторые области, содержащие вторую верхнюю плоскость, длина которой меньше или равна приблизительно 0,9 мм, причем каждая из первых областей окружена четырьмя различными вторыми областями, причем четыре различные вторые области соединены двумя смежными макроотверстиями в первом направлении и другими двумя смежными макроотверстиями во втором направлении, которое перпендикулярно первому направлению, и при этом каждая из вторых областей окружена двумя смежными первыми областями и двумя смежными макроотверстиями, расположенными в третьем направлении или четвертом направлении, которые не параллельны либо первому направлению, либо второму направлению. 3 н. и 16 з.п. ф-лы, 26 ил.
Комментарии