Многослойная нетканая структура для использования в качестве компонента одноразовых впитывающих изделий - RU2757191C1
Код документа: RU2757191C1
Чертежи








Описание
Область техники
Настоящее изобретение относится к содержащим сверхпоглощающие частицы многослойным нетканым структурам, используемым в качестве компонентов одноразовых впитывающих изделий и одежды. Изобретение также относится к содержащим указанные многослойные нетканые структуры одноразовым впитывающим изделиям или предметам одежды, таким как гигиенические салфетки, ежедневные прокладки, детские подгузники, урологические прокладки для взрослых, средства женской гигиены, одноразовые трусы, прокладки от пота, медицинские повязки для ран и тому подобное. Изобретение также относится к способу изготовления указанных многослойных нетканых структур.
Уровень техники
Основные элементы обычного одноразового впитывающего изделия или предмета одежды, согласно прилагаемой Фигуре 1, включают пропускающий жидкость или проницаемый, преимущественно гидрофильный, внешний слой 11 (который обычно именуют «верхний лист»), слой приема и распределения 12 (обычно называемый ADL, не пропускающий жидкость или непроницаемый внешний слой 14 (который обычно именуют «нижний лист») и впитывающую сердцевину 13, расположенную между ADL 12 и нижним листом. Впитывающая сердцевина 13 в основном состоит из пуха (ваты), обычно изготовленного из обладающих способностью к набуханию волокон, подобных целлюлозе. Для увеличения абсорбирующей способности пуха используют сверхпоглощающие полимерные SAP частицы; то есть внутри пуха распределены полимерные частицы, способные абсорбировать огромные количества (в предпочтительном варианте от 10 до 1000 раз от их собственной массы) содержащей воду жидкости, такой как моча, кровь, или то и другое.
ADL содержит, как правило, слой приема, требуемый для быстрого захвата притока жидкости, поступающей на ограниченную площадь этого слоя, и передает его как минимум на один распределительный слой, позволяя жидкости перемещаться от тела хозяина одежды и распространяться по большей площади слоя, тем самым снижая расход жидкости на единицу поверхности.
Система слоя приема и распределения ADL раскрыта, например, в патенте BE 1 018 052. Слои приема обычно состоят из грубых волокон, которые быстро передают жидкость по капиллярам в дисперсионный слой. Упомянутый дисперсионный слой обычно содержит гидрофильный материал и волокна, подходящие для гигиенических изделий.
Типичные SAP частицы состоят из поперечно-сшитых гидрофильных полимерных цепей. Гидрофильные полимеры представляют собой природные или синтетические полимеры либо их смесь. Обычные природные полимеры содержат полимер на основе целлюлозы, такой как целлюлоза или крахмал, в ряде случаев модифицированный дополнительными гидрофильными функциональными группами, такими, например, как карбоксилатная, фосфонатная или сульфоксилатная. Синтетическими сверхпоглощающими гидрофильными полимерами обычно бывают полимеры на основе акрила. Частицы SAP могут иметь по меньшей мере частичное покрытие. Дополнительное покрытие улучшает свойства частиц SAP или придает им дополнительные, такие как бόльшая способность к абсорбированию и удерживанию биологических жидкостей организма, лучшее сцепление частиц с окружением или лучшие механические свойства.
Впитывающая сердцевина обычно содержит смесь частиц SAP и субстрат, такой как волокна, пух (вата) или любая их комбинация. Когда впитывающую сердцевину смачивают биологическими жидкостями организма, частицы SAP способны абсорбировать большое количество жидкости. Однако влажные частицы SAP подвержены набуханию и поэтому могут образовывать гель вместе с соседними набухшими частицами SAP. Упомянутое образование геля, часто называемое блокирующим эффектом геля, может блокировать передачу жидкости во внутреннюю часть впитывающей сердцевины. Как следствие, блокирование гелем может привести к возможной протечке жидкости и/или к проблемам повторного намокания. Чтобы предотвратить блокирование гелем и улучшить способность впитывающей сердцевины к абсорбированию жидкостей, отдельные частицы SAP должны быть расположены достаточно удаленно друг от друга, то есть с оставленными между ними пустотами. Это обычно достигают путем смешивания частиц SAP с пухом на основе целлюлозы.
Стремление предлагать более тонкие впитывающие изделия предполагает максимально эффективное использование частиц SAP с минимальным, насколько это возможно, количеством пуха. Впитывающие сердцевины, где соотношение SAP к пуху имеет высокое значение, называют слоями без пуха или с небольшим содержанием пуха.
Примеры таких впитывающих структур с небольшим содержанием пуха/без пуха раскрыты в WO 2013/152809, где впитывающая сердцевина содержит менее 4 мас.% пуха.
Один из недостатков уменьшения количества пуха во впитывающих изделий заключается в том, что при сдавливании изделия, производимого, как правило, движениями тела, частицы SAP испытывают нажим, и, поскольку способность пуха удерживать жидкость уменьшается, часть жидкости возвращается в окружающие слои, в том числе в направлении тела. Таким образом, влага может попасть на кожу в результате неприятного повторного намокания и может вызвать побочные явления.
Поскольку впитывающая сердцевина, выполняющая в изделии основную функцию по удержанию жидкости, не так быстро захватывает жидкости, как ADL, оптимальное сочетание этих двух элементов имеет крайне важное значение.
Что касается известных в настоящее время одноразовых впитывающих изделий или предметов одежды, то в данной области техники существует постоянная потребность в улучшении их способности удерживать жидкость, улучшении распределения ранее захваченной жидкости, а также в уменьшении времени входа жидкости и эффекта повторного намокания. Существует также потребность в достижении этих целей, не прибегая к использованию более дорогих, химически сложных частиц SAP, сохраняя в то же время тонкость изделий. Существует также потребность в создании улучшенных одноразовых впитывающих изделий или одежды без увеличения стоимости и сложности их изготовления.
Сущность изобретения
Вышеуказанные цели и другие преимущества достигнуты с помощью настоящего изобретения.
В связи с этим изобретение относится к многослойному нетканому материалу со слоем приема и распределения для гигиенических изделий, содержащему по меньшей мере три слоя друг на друге:
- первый слой для приема и переноса биологических жидкостей организма во второй слой;
- второй слой для получения биологических жидкостей организма из первого слоя и распространения биологических жидкостей организма по указанному второму слою, и
- третий слой, содержащий сверхпоглощающие полимерные SAP частицы, для получения биологических жидкостей организма из второго слоя, который необратимо направляет биологические жидкости организма в третий слой.
Многослойный нетканый материал изобретения тем самым выступает в качестве сердцевины (среднего слоя).
Настоящее изобретение, таким образом, позволяет биологическим жидкостям организма проникнуть от первого слоя, который действует как слой приема, до третьего слоя, причем второй нетканый слой служит для уменьшения объема жидкости на единицу поверхности, как традиционный дисперсионный слой. Однако второй слой настоящего изобретения дополнительно действует как обратный клапан, предотвращая или по меньшей мере сильно ограничивая любой перенос жидкости из третьего слоя в первый слой.
Под необратимостью здесь следует понимать, что поглощение частицами SAP жидкости в третьем слое в сочетании со структурой второго слоя препятствует тому, чтобы большая часть жидкости возвращалась из третьего слоя во второй слой в обычных условиях использования, с повторным намоканием 7 г или менее, как измерено согласно EDANA WSP 703R3 (время приема - ST) и WSP 8010 (повторное намокание - WB), предпочтительно 2 г или менее и более предпочтительно l г или менее.
Частицы SAP в настоящем изобретении диспергированы в нетканом слоистом материале, а не в пухе, как во впитывающей сердцевине. Чтобы необратимо направить биологические жидкости организма в третий слой, второй слой устроен с объемами пустот меньшими, чем объемы пустот третьего слоя, волокна которого являются грубыми волокнами (около > 7 дтекс), тогда как волокна второго слоя более тонкие.
В идеале объемы пустот во втором слое могут быть меньше объемов частиц SAP, по меньшей мере, в их набухшем состоянии, чтобы предотвратить миграцию частиц SAP из третьего слоя во второй слой. Разница в объемах пустот, или градиент объема пустот, позволяет создать градиент давления, замедляющий возвращение жидкости из третьего слоя обратно во второй.
Кроме того, в качестве слоя приема первый слой должен быстро впускать биологические жидкости организма. Это требует, чтобы объемы пустот в первом слое были достаточно большими и, в частности, больше, чем объемы пустот во втором слое.
Таким образом, многослойный листовой материал со слоем приема и распределения настоящего изобретения является новаторским, поскольку он сочетает в себе несколько свойств для повышения емкости слоя ADL:
- улучшенное свойство всасывания, производимое частицами SAP, создающими градиент впускания жидкости между первым и третьим слоем, а также за счет предотвращения блокирования гелем посредством удержания SAP в определенном положении, и
- улучшенное свойство невозврата между третьим и вторым слоями, вызванное разницей в объемах пустот между этими двумя слоями.
Объемы пустот относятся к пространству между волокнами, которые соединены друг с другом во многих точках, создавая таким образом массив, содержащий поры, или пустоты. Объем пустот в нетканом материале является хорошо известным в данном виде техники параметром, относящимся ко всему пространству, имеющемуся в материале, которое не заполнено материалом, таким как волокна и SAP. Расчет и измерение могут быть выполнены с помощью приборов PMI для измерения пористости или воздухопроницаемости. Предпочтительно объем пустот, измеренный через воздухопроницаемость при 100 Па - 20 см², соответствует воздухопроницаемости между 1000 л/м²/с и 12000 л/м²/с, при этом предпочтительно между 2 000 л/м²/с и 3 000 л/м²/с.
Многослойный листовой материал со слоем приема и распределения настоящего изобретения, связывающий воедино частицы SAP, позволяет по меньшей мере частично выполнять функцию впитывающей сердцевины, обычно присутствующей в абсорбирующих гигиенических продуктах. Как следствие, объединение вместе таких ADL/сердцевины в гигиеническом изделии улучшает абсорбирующую и удерживающую способность изделия и/или позволяет использовать более тонкую или свободную от пуха впитывающую сердцевину.
В этом последнем случае многослойный листовой материал настоящего изобретения функционирует как слой приема и распределения, так и как абсорбирующий слой. Таким образом, многослойный листовой материал настоящего изобретения может непосредственно быть расположен между пропускающим жидкость верхним листом и непроницаемым задним листом.
В конкретном варианте реализации частицы SAP диспергированы в третьем слое в соответствии с предоставленными каналами шаблона, проходящими через третий слой от второго слоя, свободного от частиц SAP. Канал обозначает любую область слоя, лишенную SAP по всей его толщине.
Каналы, которые проходят по всей толщине третьего слоя и в которых не диспергированы частицы SAP, позволяют повысить эффективность абсорбирования третьего слоя. Действительно, через каналы биологические жидкости организма способны быстрее проникать вглубь этого слоя и быть абсорбированными бόльшим количеством частиц SAP. Это позволяет увеличить скорость абсорбирования этого слоя за счет увеличения пути прохождения биологических жидкостей организма внутри третьего слоя. Это также работает против блокирования гелем, так как жидкости могут быть распределены даже к более глубоко расположенным частицам SAP.
В другом варианте реализации, который может быть объединен с предыдущим вариантом, по меньшей мере один слой может содержать непрерывные области пустот. Под непрерывными областями пустот понимают пространства, в которых нет нетканого материала. Эти непрерывные области пустот представляют собой другую концепцию, отличную от объема пустот, измеряемого между волокнами в нетканом слое, но скорее относятся к канавкам или отверстиям гораздо большего размера в нетканом слое. Такие области могут быть расположены по всей толщине слоя, как, например, в случае, когда куски нетканого материала разрезаны и перегруппированы, как будет описано ниже, или только по части толщины слоя, как, например, в случае, когда один или несколько слоев подвергают процессу сварки.
Настоящее изобретение также относится к способу диспергирования частиц SAP в третьем слое многослойного нетканого листового материала настоящего изобретения, включающему стадии:
- нанесение частиц SAP по меньшей мере на часть поверхности третьего слоя, и
- импрегнирование частиц SAP в третий слой.
Для конкретного варианта реализации, где частицы SAP диспергированы в третьем слое в соответствии с предоставленными каналами шаблона, проходящими через третий слой от второго слоя, свободного от частиц SAP, способ изобретения может включать по меньшей мере одну из стадий:
- нанесение защитного материала (маски) на поверхность третьего слоя перед нанесением частиц SAP;
- сварка по меньшей мере третьего слоя;
- разрезание третьего слоя на куски и присоединение указанных кусков на второй слой отдельно друг от друга.
Для конкретного варианта реализации, где по меньшей мере один слой содержит непрерывные области пустот, способ настоящего изобретения может включать по меньшей мере одну из стадий:
- разрезание по меньшей мере одного из слоев на куски и присоединение кусков на прилегающий слой отдельно друг от друга;
- сварка по меньшей мере одного слоя.
Импрегнирование обозначает действие по перемещению частиц SAP с поверхности в нетканый слой внутри пустот, чтобы распределить частицу по меньшей мере в части толщины слоя.
Сварка является хорошо известной операцией в данном виде техники и представляет действие по прессованию нетканого материала в отдельных точках при нагревании, чтобы необратимо сжать нетканый материал в этой конкретной области.
Изобретение будет лучше понято при следующем описании нескольких примеров, согласно прилагаемому чертежу, на котором:
Фигура 1 представляет собой схематическое изображение в разрезе традиционного одноразового впитывающего изделия или предмета одежды;
Фигура 2 представляет собой схематическое изображение в разрезе многослойного листового материала со слоем приема и распределения в соответствии с настоящим изобретением;
Фигура 3 иллюстрирует потоки биологических жидкостей организма в листе материала Фигуры 2;
Фигура 4 иллюстрирует лист материала Фигур 1 и 2, включенный в структуру гигиенического впитывающего изделия;
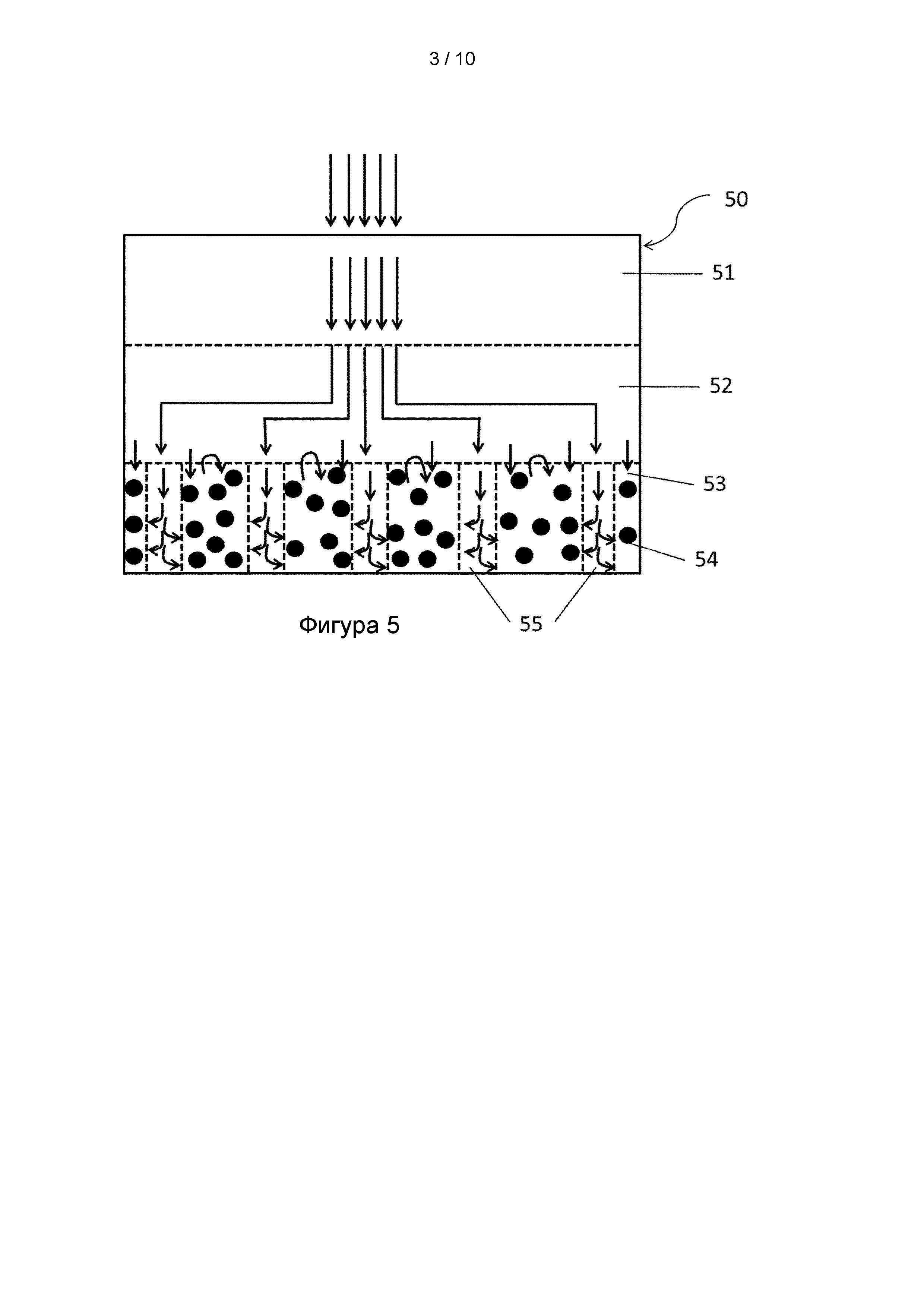
Фигура 5 представляет собой схематическое изображение в разрезе другого многослойного листового материала со слоем приема и распределения в соответствии с настоящим изобретением;
Фигуры 6а, 6в и 6с являются наглядными изображениями вида сверху схемы компоновки каналов в третьем слое в соответствии с настоящим изобретением;
Фигура 7 представляет собой схему способа изобретения;
Фигура 8 представляет собой схему, изображающую другой вариант реализации способа изобретения;
Фигура 9 иллюстрирует другой вариант реализации способа изобретения;
Фигура 10 иллюстрирует еще один вариант реализации способа изобретения;
Фигура 11 наглядно демонстрирует другой способ изготовления многослойного нетканого листового материала настоящего изобретения со слоем приема и распределения, и
Фигура 12 наглядно демонстрирует еще один способ изготовления многослойного нетканого листового материала настоящего изобретения со слоем приема и распределения.
Согласно Фигурам 2 и 3 многослойный листовой материал со слоем приема и распределения 20 для гигиенических изделий содержит один поверх другого первый слой 21, второй слой 22 и третий слой 23, содержащий сверхпоглощающие полимерные частицы SAP 24.
Первый слой 21 содержит волокна 26, предпочтительно грубые волокна, связанные вместе с возможностью образовывать пустоты 27.
Второй слой 22 выполнен из тонких гидрофильных волокон 28, которые более плотно упакованы, чем грубые волокна первого слоя 21. Тонкие волокна 28 связаны друг с другом с возможностью образовать пустоты 29.
Третий слой 23 содержит грубые волокна 30, предпочтительно скорее гидрофильные, связанные вместе с возможностью образовывать пустоты 31. Некоторые частицы SAP 24 диспергированы в третьем слое 23, внутри пустот 31.
Первый и третий слои 21 и 23 являются пористыми слоями, где пористость, в соответствии с настоящим изобретением, характеризуется объемом пустот в диапазоне от примерно 300 до примерно 500 см³ объема пустот/м², в то время как второй слой 22 состоит из очень мелких гидрофильных волокон, изменяющихся от 0,7 до 30 дтекс и предпочтительнее от 1,5 до 7 дтекс, образующих пустоты небольшого размера и тем самым предотвращающих возвращение жидкости на поверхность, а также ограничивающих возможности SAP частиц перемещаться там.
Волокна, подходящие для различных слоев 21, 22, 23, хорошо известны в данном виде техники и могут состоять из любого подходящего материала или комбинации материалов, хорошо известных в области нетканых материалов. Например, это могут быть, но без ограничения ими, полимерные синтетические волокна, состоящие из полиэтилентерефталата ПЭТ, полиэтилена ПЭ, полипропилена ПП, сополимеров этилена и пропилена СОП, ПЭТ/ПЭ, ПЭТ/ПП, ПЭТ/СЭП, ПП/ПЭ, ПЭТ/СОПЭТ, полиакриловой кислоты ПАК, ПАК/ПП, поливинилалкоголя, вискозы.
В первом слое 21 волокна предпочтительно имеют линейную плотность от 2 до 28 дтекс.
Во втором слое 22 волокна имеют более низкую линейную плотность, чем волокна в первом слое, и предпочтительно линейную плотность в диапазоне от 0 до 7 дтекс, чтобы придать второму слою высокую способность удерживать и распределять жидкость, позволяя частицам SAP нижнего слоя медленно поглощать жидкость, тем самым избегая любого блокирования гелем. Волокна во втором слое являются предпочтительно гидрофильными, либо сами по себе, либо вследствие гидрофильного покрытия или обработки.
Волокна, подходящие для третьего слоя 23, имеют более высокую линейную плотность, чем во втором слое, которая предпочтительно находится в диапазоне от 2 до 70 дтекс.
Объемы пустот в определенном слое, например, в первом и/или третьем слое, могут быть модифицированы путем термической обработки, как известно специалистам в данной области техники.
На практике, как показано стрелками на Фигуре 3, биологические жидкости организма, такие, например, как моча или кровь, проникают в первый слой 21 на ограниченной площади. Первый слой 21 может быстро поглощать жидкости и переносить их во второй слой 22.
Благодаря меньшему размеру волокон, малым объемам пустот и гидрофильности биологические жидкости организма проникают и перемещаются благодаря капиллярности во всех направлениях слоя 22, тем самым осуществляя «растекание» биологических жидкостей организма по большей площади листа материала.
Затем биологические жидкости организма осуществляют движение из второго слоя 22 в третий слой 23, где их абсорбируют частицы SAP 24, создавая тем самым эффект всасывания, ответственный за направление потока, то есть от первого слоя 21 к третьему слою 23. Кроме того, поскольку объемы пустот 29 во втором слое 22 меньше, чем пустоты 31 в третьем слое 23, в связи с этим возникает противодавление, влияющее на скорость, с которой биологические жидкости организма могут возвращаться во второй слой 22 после проникновения в третий слой 23, тем самым оставляя частицам SAP время для полного абсорбирования жидкостей. Даже если некоторые жидкости организма поступают обратно во второй слой 22, разница в гидрофильности между первым и вторым слоями 21 и 22 дополнительно предотвращает возвращение биологических жидкостей организма в первый слой 21, отсюда сравнение с обратным клапаном.
Как показано на Фигуре 4, лист многослойного материала 20 настоящего изобретения может быть использован в качестве ADL во впитывающем изделии 40, например подгузнике, женской прокладке или раневой повязке. Пропускающий жидкость верхний лист 41 наносят на первый слой 21, например, чтобы создать приятное ощущение в месте, где изделие находится в контакте с телом. Непроницаемый нижний лист 44 прикрепляют с противоположной стороны, чтобы не допустить дальнейшее продвижение влаги. В ряде случаев впитывающая сердцевина 43 может быть помещена между ADL 20 и нижним листом 44. Наличие этой впитывающей сердцевины не является обязательным и определяется тем, с какой целью будут использовать изделие.
Ее, например, изготавливают из пуха, в котором диспергированы частицы SAP, для изделий, предназначенных для абсорбирования и удержания больших притоков жидкости, таких как подгузники, или используют бумажный слой. Количество пуха может быть, например, уменьшено в некоторых женских гигиенических изделиях, предназначенных для меньшего количества биологических жидкостей организма.
В другом варианте, в частности, для перевязки ран, третьим слоем может быть слой, который должен лежать ближе к телу.
До сих пор было описано три слоя, но многослойный листовой материал настоящего изобретения может содержать более трех слоев, например, для сочетания физических свойств различных нетканых материалов или волокон. Эти дополнительные слои могут, например, демонстрировать уменьшающиеся объемы пустот и/или увеличивающуюся гидрофильность, чтобы создать фактический градиент объемов пустот и/или гидрофильности.
Подобным образом могут быть добавлены один или несколько дополнительных дисперсионных слоев, соприкасающихся с одной или другой стороной второго слоя; могут быть добавлены один или несколько дополнительных слоев грубых волокон между вторым и третьим слоями, возможно, содержащими частицы SAP, диспергированные в них. Можно представить себе, что SAP, обладающие различными свойствами, такими как способность к набуханию или размер, могут быть диспергированы в разных слоях нетканого материала.
В некоторых вариантах практического применения впитывающая сердцевина в изделии отсутствует. Интенсивность абсорбирования и удерживания третьего слоя 23, в котором диспергированы частицы SAP, сама по себе является достаточно значительной.
В таких случаях может быть интересно немного увеличить толщину третьего слоя и/или количество частиц SAP третьего слоя, чтобы увеличить его абсорбирующую и удерживающую способность.
Однако увеличение толщины и/или количества частиц SAP третьего слоя может привести к нежелательному блокирующему эффекту геля, как обсуждалось ранее.
Чтобы предотвратить этот эффект, каналы, свободные от частиц SAP, предпочтительно скомпонованы по схеме в третьем нетканом слое.
Согласно Фигуре 5 многослойный листовой материал со слоем приема и распределения 50 согласно настоящему изобретению содержит первый слой 51 для приема и переноса биологических жидкостей организма и второй слой 52 для получения биологических жидкостей организма из первого слоя и распространения биологических жидкостей организма по этому второму слою, аналогично слоям 21 и 22, описанным выше. Третий слой 53 содержит сверхпоглощающие полимерные частицы SAP 54, предназначенные для получения биологических жидкостей организма из второго слоя. Частицы SAP 54 распределены в третьем слое 53 неравномерно, но в соответствии с шаблоном, оставляя некоторые области свободными от частиц по всей толщине слоя, образуя таким образом каналы 55.
Как показано стрелками на Фигуре 5, биологические жидкости организма переходят из второго слоя 52 в третий слой 53 через бόльшую часть поверхности раздела. Когда биологические жидкости организма проникают в участки третьего слоя, содержащие частицы SAP, то первыми их абсорбируют частицы SAP вблизи границы слоя. При проникновении в третий слой 53 в участки, свободные от частиц SAP, то есть в каналы, биологические жидкости организма способны следовать по каналам и проникать в зоны, содержащие SAP, на более глубоком уровне.
Таким образом, не только близкие к поверхности раздела между вторым и третьим слоями 52 и 53 частицы SAP способны абсорбировать биологические жидкости организма, но и более глубоко расположенные частицы. Если бы каналов не было, биологические жидкости организма сначала достигали бы частиц SAP вблизи границы слоя, которые, в свою очередь, набухали бы; а затем должны были бы найти путь между набухшими частицами SAP, чтобы достичь более глубоко расположенных абсорбирующих частиц SAP. Таким образом, каналы 55 позволяют улучшить абсорбирующую способность слоя наряду со временем поглощения, и позволяют увеличить толщину третьего слоя, в то же время предотвращая блокирующий эффект геля и позволяя оптимально использовать частицы SAP.
Каналы 55 могут иметь любую подходящую форму, в большинстве случаев не цилиндрическую. Если смотреть сверху, каналы могут, например, иметь форму полос, простирающихся по всей площади слоя, как показано на Фигуре 6а, или форму решетки, как показано на Фигуре 6b, или частицы SAP 54 могут быть сгруппированы в островки, как показано на Фигуре 6с. Любое другое подходящее расположение каналов и частиц SAP возможно до тех пор, пока возможно создание пути для биологических жидкостей организма по толщине третьего слоя 53.
Форма каналов и зон, содержащих частицы SAP, может зависеть от процесса, используемого для внесения/диспергирования частиц SAP в третьем слое.
Теперь мы опишем процесс изготовления многослойного листового материала со слоем приема и распределения настоящего изобретения.
К способу изобретения применимы технологии, обычно используемые для изготовления нетканых слоев.
Многослойный листовой материал настоящего изобретения может быть изготовлен, например, путем подготовки трех слоев по отдельности и последующим соединением их вместе сваркой или склеиванием, как известно в данном виде техники.
Он также может быть создан путем изготовления нескольких кардочесанных полотен, причем каждое полотно содержит определенный тип волокон или смесь волокон, наслаивая полотна, а затем соединяя волокна вместе, тем самым создавая многослойный нетканый материал на одном этапе соединения, например, путем термосварки. В альтернативном варианте часть слоев может быть получена из кардочесанных полотен, скрепленных вместе в нетканый материал, который затем присоединяют к другому слою сваркой или склеиванием.
В многослойном материале настоящего изобретения задача состоит в том, чтобы ввести частицу SAP в третий слой с расположением либо равномерно, либо в соответствии с шаблоном.
С этой целью частицы SAP могут быть импрегнированы в третий слой с использованием методов, обычно используемых для импрегнирования порошкообразных материалов в пористые структуры (текстиль, нетканые материалы, бумага, пенопласты…), таких как, например, технология Фибролайна или классические методы влажного импрегнирования. Частицы SAP могут быть нанесены на третий слой уже изготовленного многослойного листового материала или на изолированный нетканый слой, который затем будет соединен с другими слоями для формирования листа материала настоящего изобретения. Однако этот последний вариант менее эффективен, поскольку требует больше производственных этапов.
Согласно Фигуре 7, на этапе А частицы SAP 74 наносят на поверхность нетканого слоя 73, соответствующего третьему слою настоящего изобретения. Частицы 74 здесь применяют в соответствии с определенным шаблоном благодаря слою защитного материала 75, закрывающему от воздействия механизма нанесения область, соответствующую предполагаемым каналам 76. Нанесение частиц могут проводить с использованием любого подходящего механизма, например, рассеиванием порошка. Для гомогенной дисперсии частиц слой защитного материала не используют.
На этапе В нетканый слой 73, покрытый частицами SAP 74, проходит стадию импрегнации с использованием, например, вибрации и/или воздействия электрического поля, чтобы позволить частицам проникнуть вниз по всей толщине слоя 73.
Этот слой 73 затем может быть соединен, т. е. приклеен или приварен, к другим слоям многослойного листового материала настоящего изобретения.
В другом варианте, согласно Фигуре 8, частицы SAP 84 могут быть нанесены на третий слой 83 многослойного листового материала 80, также содержащего первый слой 81 и второй слой 82. Объемы пустот во втором нетканом слое 82, согласно настоящему изобретению, достаточно малы для формирования барьера, который не позволил бы большинству частиц 84, нанесенных здесь с помощью слоя защитного материала 85, пропитывать материал за пределами третьего слоя 83.
Слои защитного материала 75 или 85, описанные выше, позволяют избирательно дозировать или наносить частицы SAP на отдельные участки, не связанные между собой, позволяя при импрегнации создавать свободные от SAP шаблоны компоновки каналов между содержащими SAP участками. Для достижения аналогичного результата применимы и другие методы.
Например, в соответствии с Фигурой 9 третий слой 93 может быть сварен на этапе С согласно определенному шаблону. Сварка представляет собой воздействие давления и тепла на отдельные участки 95 нетканого материала таким образом, что после прекращения воздействия давления нетканый материал в этих участках остается сжатым. Это означает, что в областях 95 волокна подошли близко друг к другу, эластичность соединительных участков волокон, по крайней мере частично, оказалась утрачена, и пустоты в этих частях нетканого материала, следовательно, стали меньше. Области 96, которые не подвергали воздействию давления или подвергали воздействию умеренного давления, остались мягкими с неизменившимися, в целом, эластичностью и пустотами. При необходимости может быть применена стадия релофтинга, такая, например, как термический релофтинг, с таким расчетом, чтобы нештампованные области 96 полностью восстановили свои свойства.
На этапе D частицы SAP 94 затем могут быть нанесены на всю поверхность слоя 93 или, как вариант, могут быть нанесены выборочно.
Слой 93 на этапе Е может быть подвергнут стадии импрегнации, например, с использованием технологии Фибролайна. Поскольку пустоты в штампованных сегментах 95 слишком малы, чтобы вместить частицы SAP, то возникает препятствие, и частицы 94 переходят в нештампованные участки 96, создавая тем самым шаблон распределения частиц SAP 94.
Частицы SAP, которые могут остаться на поверхности сварных участков 95, могут быть удалены с помощью различных методов, таких как, например, продувка воздухом, аспирация или чистка щеткой.
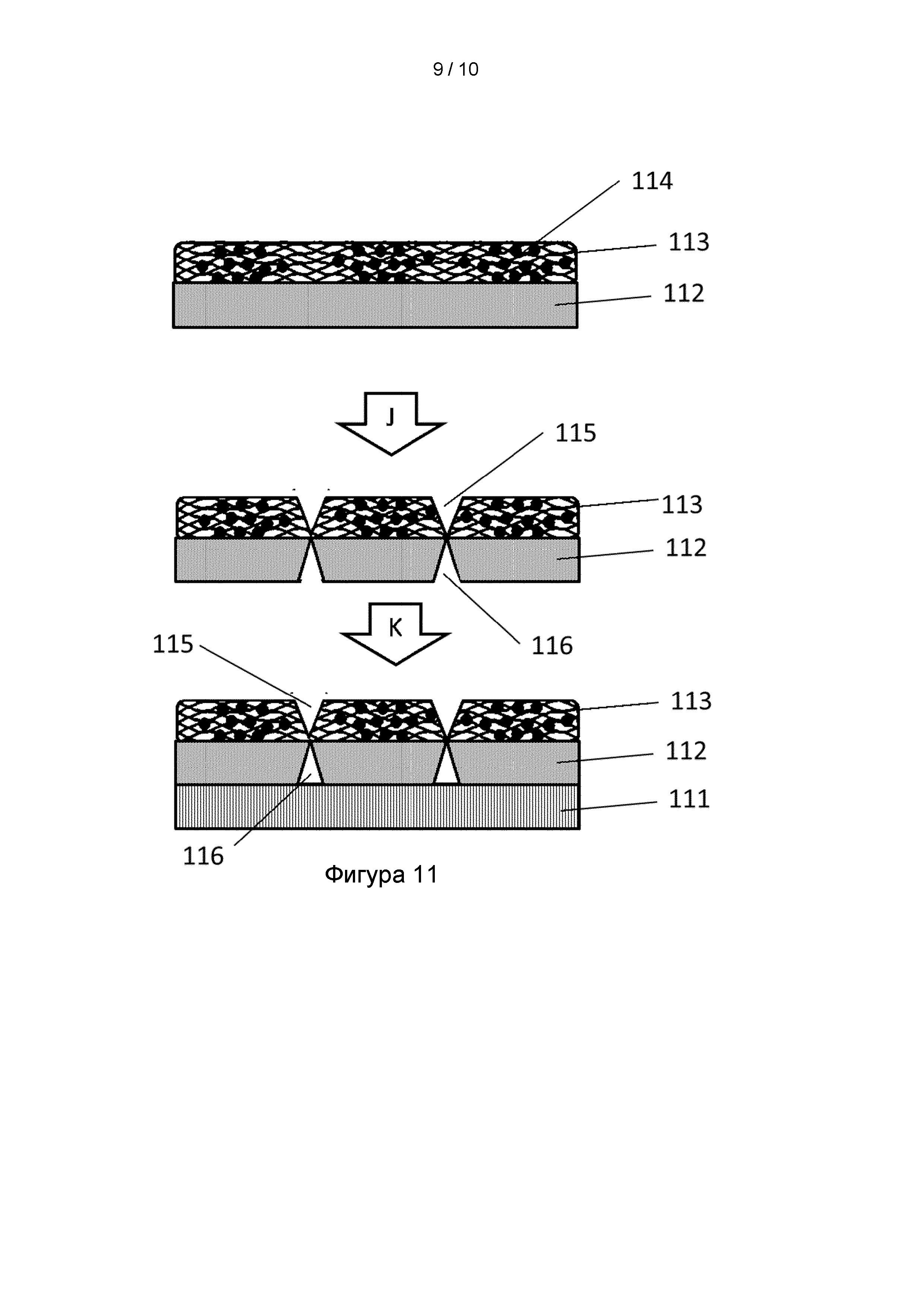
Согласно Фигуре 11, непрерывные области пустот 115 и 116 могут быть сформированы сваркой на этапе J нетканого листа, содержащего третий слой 113, в котором диспергированы частицы SAP (здесь описано диспергирование в соответствии с шаблоном), и второй слой 112. Собранные слои 112 и 113 подвергают горячему прессованию на обеих поверхностях, что приводит к образованию областей пустот 115 и 116 в обоих материалах со сжатыми волокнами на стыке двух слоев 112 и 113.
На этапе К сварные слои 112 и 113 затем могут быть присоединены к первому слою 111, образуя при этом непрерывные области пустот во втором и третьем слое. В частном случае, показанном на Фигуре 11, в третьем слое 113 происходит перекрывание каналов и непрерывных областей пустот 115, но это не обязательно так. Такая конфигурация может быть особенно интересна для раневых повязок. В этом случае третий слой может быть слоем, который находится ближе к телу, то есть в обратном расположении по сравнению с другими продуктами, такими как подгузники.
Те же этапы J и K могут быть применены и к другим слоям, как показано на Фигуре 12. Первый слой 121 и второй слой 122, собранные там, сваривают для создания непрерывных областей пустот 125 и 126 в обоих слоях соответственно. Третий слой 123, в котором частицы 124 SAP распределены в соответствии с шаблоном так, чтобы оставить каналы 127 свободными от частиц SAP, добавляют затем на второй слой 122. В этом случае непрерывные области пустот 125 и 126 расположены так, чтобы не перекрывать каналы 127. Такая конфигурация может позволить части биологических жидкостей организма, поступающих в первый слой, быстро достичь частиц SAP в третьем слое, проходя через непрерывные области пустот, в то время как часть жидкости будет проходить более длинный путь через слои 121 и 122 и каналы 127, чтобы достичь более глубоко расположенных частиц SAP 124. Это может позволить справиться с коротким, но интенсивным притоком жидкостей в материал.
Другой метод создания каналов, свободных от частиц SAP, в третьем слое, заключается в механическом разрезании третьего слоя на куски и наклеивании кусков на второй слой отдельно друг от друга. Согласно Фигуре 10, изолированный нетканый слой 103, пригодный для использования в качестве третьего слоя настоящего изобретения, разрезают на куски 103i на этапе F.
Куски могут иметь любую подходящую форму, в зависимости от целей конечного применения ADL настоящего изобретения. Это могут быть, например, квадраты, прямоугольники или полосы.
На этапе G куски 103i присоединяют ко второму слою 102 настоящего изобретения любым подходящим способом, известным в данном виде техники, например, с использованием клея или сварки. Части 103i расположены так, чтобы между ними оставался зазор. Здесь также представлен первый слой 101 настоящего изобретения. Первый нетканый слой 101, второй слой 102 и куски третьего слоя 103i представляют собой структуру многослойного листового материала настоящего изобретения. Хотя третий слой здесь не является сплошным нетканым слоем, зазоры между слоями относительно невелики. Нетканый материал составляет более 50% общей поверхности третьего слоя, предпочтительно более 75% поверхности третьего слоя, и поэтому соответствует определению «нетканый слой», как заключено в заявленном изобретении.
На этапе H частицы SAP 104 наносят на поверхность листа материала. Нанесение, показанное здесь, является неселективным, частицы SAP скапливают как в зазорах, так и на кусках 103i третьего слоя.
Однако можно было бы предвидеть, что слой защитного материала используют для селективного нанесения частиц на нетканые куски 103i.
На этапе I частицы SAP 104 импрегнируют в нетканые куски 103i, используя, например, технологию Фибролайна или любую другую подходящую технологию.
Частицы 104 SAP, как распределенные сверху кусков 103i, так и в зазорах между ними, импрегнируют в куски 103i, оставляя зазоры или каналы 105 между кусками 103i свободными от частиц SAP.
В зависимости от конечного использования можно предположить несколько других конфигураций. Можно разработать любые комбинации из последующего:
- непрерывное или дискретное распределение SAP в третьем слое, образующее каналы в последнем случае;
- отсутствие непрерывных областей пустот или наличие непрерывных областей пустот в любом или более чем одном из трех слоев;
- в случае наличия непрерывных областей пустот и каналов они могут совпадать или нет;
- непрерывные области пустот могут быть получены сваркой или механической резкой и укладкой кусков слоя(слоев).
Дополнительные слои, такие как, например, но без ограничения ими, верхний лист, впитывающая сердцевина, усиливающий слой или непроницаемый лист, могут быть добавлены либо сверху первого слоя, либо снизу третьего слоя. Термины «сверху» и «снизу» используют здесь для описания относительного положения, независимо от любого абсолютного положения. В любом случае второй слой находится в непосредственном контакте как с первым, так и с третьим слоем, никакой другой волокнистый слой не может быть помещен между ними.
В результате обработки частицы SAP или любое волокно нетканого листового материала могут устранять неприятные запахи. Частицы SAP могут содержать различные виды частиц SAP для того, чтобы сочетать различные свойства.
В целом количество частиц SAP может лежать в пределах от 20 г/м² до 450 г/м², предпочтительно от 30 г/м² до 80 г/м² для применения в предметах женской гигиены и от 200 г/м² до 400 г/м² для применения в продукции для детей и в изделиях, используемых при недержании мочи. SAP могут быть произведены компаниями - но без ограничения ими - Ekotec, Sumitomo, BASF, SDP и зависят от применения.
Температура, используемая для изменения объема пустот (например, для штампования или релофтинга), может лежать в пределах от 30°C до 180°C, но предпочтительно от 70°C до 130°C.
Пример состава и получения многослойного нетканого листового материала со слоем приема и распределения по настоящему изобретению описан ниже.
Пример
Трехслойный нетканый листовой материал со слоем приема и распределения ADL с характеристикой 150 г/м² для гигиенических изделий изготовлен из:
- первого слоя, который соответствует 25% массы (37,5 г/м²) и состоит из смеси волокон ПЭТ и ПЭТ/соПЭТ, имеющих линейную плотность от 2 дтекс до 28 дтекс;
- второго слоя, который соответствует 25% массы (37,5 г/м²) и состоит из смеси волокон ПЭТ и ПЭТ/соПЭТ, имеющих линейную плотность от 0 дтекс до 7 дтекс, и
- третьего слоя, который соответствует 50% массы (75 г/м²) и состоит из смеси волокон ПЭТ(PET) и ПЭТ/соПЭТ, имеющих линейную плотность от 2 дтекс до 28 дтекс.
Первый слой представляет сторону материала, соприкасающуюся с телом.
ADL имеет измеренную воздухопроницаемость 2500 ± 500 л/м²/с.
В выполненном EDANA исследовании WSP 70.3.R3 образец имеет время пробивания (ST) 0,59 с.
В выполненном EDANA исследовании WSP 80.10 возвратная влага образца (WT) составляет 0,09 г.
На открытые участки третьего слоя наносят 400 г/м² (грамм на квадратный метр) частиц SAP, импрегнирование производят с помощью модуля Фибролайн с плоскими электродами со скоростью 20 м/мин. После импрегнирования ADL обворачивают материалом сердцевины, СМС(SMS) здесь составляет 9 г/м².
Были приготовлены два образца, каждый размером 40 х 10 см. В первом образце SAP наносят на всю поверхность ADL для контроля. Во втором образце SAP наносят в соответствии с шаблоном, как показано на Фигуре 6а, благодаря слою защитного материала, оставляя полосу длиной 1 см в середине образца, свободную от SAP. Таким образом, второй образец имеет в целом на 10% меньше SAP, чем первый образец (контрольный образец), 10% его площади свободно от частиц SAP.
Эти два образца были испытаны в сравнении в соответствии с внутрикорпоративным способом тестирования TWE, основанном на тесте Hytec.
Применяли дозы 4 × 70 мл синтетической мочи (физиологический раствор 0,9% NaCl), время ожидания между дозами составляло 5 минут. Время приема для каждой дозы измеряли с помощью хронометра. После четвертого времени ожидания измеряют повторное намокание, помещая несколько бумаг для измерения повторного намокания размером 19 см × 10 см в течение 15 секунд на образцы и измеряя количество жидкости, абсорбированной бумагой для измерения повторного намокания. Нагрузка во время приема и повторного намокания составляет 8 кг.
Время входа после каждой дозы и окончательное время повторного намокания суммированы в Таблице 1 ниже.
Благодаря каналам время входа поддерживают более или менее постоянным от одной дозы к другой, а задержка мочи увеличивается, тем самым демонстрируя улучшение, вызванное свободными от SAP каналами в ADL.
Реферат
Настоящее изобретение относится к многослойным нетканым структурам, используемым в качестве компонентов одноразовых впитывающих изделий и одежды, содержащим сверхпоглощающие частицы и, таким образом, действующим в качестве сердцевины. Тем самым изобретение обеспечивает возможность проникновения биологических жидкостей организма от первого слоя, который действует как слой приема, в третий слой, содержащий частицы SAP, причем второй нетканый слой служит для уменьшения объема жидкости на единицу поверхности как обычный дисперсионный слой. Однако второй слой изобретения дополнительно действует как обратный клапан, предотвращая или, по меньшей мере, сильно ограничивая любой перенос жидкости из третьего слоя в первый. Каналы, свободные от СПП(SAP), могут быть дополнительно сконструированы для улучшения свойств входа и свойства повторного намокания многослойного нетканого листового материала со слоем приема и распределения. 3 н. и 11 з.п. ф-лы, 12 ил., 1 табл.
Комментарии