Абразивное изделие, имеющее неравномерное распределение отверстий - RU2603747C2
Код документа: RU2603747C2
Чертежи




























Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в целом относится к абразивам и, более конкретно, к абразивным изделиям, имеющими шаблон отверстий, причем указанный шаблон является шаблоном неравномерного распределения.
УРОВЕНЬ ТЕХНИКИ
[0002] Абразивные изделия, такие как изделия с абразивным покрытием, используются в различных отраслях промышленности для шлифования обрабатываемых деталей вручную или механизированным способом, таким как притирание, шлифование или полировка. Механическая обработка с использованием абразивных изделий охватывает широкий круг промышленных и потребительских отраслей от оптики, ремонта и окраски автомобилей и машиностроения и металлообработки до строительства и деревообрабатывающего производства. Механическая обработка, такая как ручная или с использованием широко распространенных инструментов, таких как орбитальная полировальная машина (как с произвольной так и фиксированной осью), а также ленточная и вибрационная шлифовальные машины, также обычно выполняется потребителями в домашних условиях. В каждом из указанных примеров абразивы используют для удаления поверхностного материала и воздействия на поверхностные характеристики (например, плоскостность, шероховатость, глянец) обрабатываемой поверхности. Кроме того, созданы автоматизированные обрабатывающие системы различных типов для абразивной обработки изделий различных составов и конфигураций.
[0003] Поверхностные характеристики включают помимо прочего блеск, текстуру, глянец, шероховатость поверхности и однородность. В частности, поверхностные характеристики, такие как шероховатость и глянец, измеряют для определения качества. Например, при нанесении покрытия или окрашивании некоторые поверхностные изъяны или поверхностные дефекты могут возникать во время процесса нанесения или обработки. Такие поверхностные изъяны или поверхностные дефекты могут включать мелкие углубления, текстуру "шагреневой поверхности", "глазки" или дефекты, возникающие в результате образования инкапсулированных пузырьков и пыли. Как правило, такие дефекты в окрашенной поверхности удаляют сначала пескоструйным шлифованием крупнозернистым абразивом с постепенным переходом впоследствии к пескоструйному шлифованию мелкозернистыми абразивами, и даже полировкой с использованием ваты или пены, пока не будет достигнута необходимая гладкость. Следовательно, свойства используемого абразивного изделия в целом влияют на качество обработанной поверхности.
[0004] В дополнение к поверхностным характеристикам, не менее важным фактором является стоимость операций абразивной обработки. Факторы, влияющие на эксплуатационные затраты, включают скорость, с которой может быть подготовлена поверхность, и стоимость материалов, используемых для подготовки этой поверхности. Как правило, промышленность нуждается в затратоэффективных материалах, имеющих высокий удельный съем материала.
[0005] Однако, абразивы, которые отличаются высоким удельным съемом материала, часто имеют недостаточно хорошие характеристики для достижения желательных поверхностных характеристик. Наоборот, абразивы, которые позволяют обеспечить высокие поверхностные характеристики, часто имеют низкий удельный съем материала. Поэтому, подготовка поверхности часто представляет собой многоступенчатый процесс с использованием различных классов шлифовальных листов. Как правило, поверхностные дефекты (например, царапины) образованные на одном этапе, устраняют (например, удаляют) с постепенным использованием абразивов с более тонким зерном в одном или большем количестве последующих этапов. Таким образом, использование абразивов, которые образуют царапины и поверхностные трещины, в итоге приводит к увеличению времени, усилий и расхода материалов на последующих этапах обработки и общему увеличению общих затрат на обработку.
[0006] Дополнительным фактором, влияющим на удельный съем материала и качество обработанной поверхности, является "забивка" абразива "опилками", т.е., материалом, истираемым с поверхности обрабатываемой детали, который имеет тенденцию накапливаться на поверхности абразивных частиц и между ними. Забивка является нежелательной, поскольку она обычно уменьшает эффективность абразивного продукта и также может отрицательно воздействовать на поверхностные характеристики за счет увеличения вероятности образования царапин.
[0007] Несмотря на предпринимаемые различные меры, направленные на уменьшение накопления опилок, такие как введение текучих сред на поверхность обрабатываемой детали для смыва опилок, а также применение вакуумных систем для удаления опилок во время их образования, существует потребность в усовершенствованных, затратоэффективных абразивных изделиях, способах и системах, которые повышают эффективность истирания и улучшают поверхностные характеристики.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008] Настоящее изобретение может быть лучше понято, и его многочисленные особенности и преимущества могут быть очевидными для специалистов после прочтения настоящего описания со ссылкой на сопроводительные чертежи.
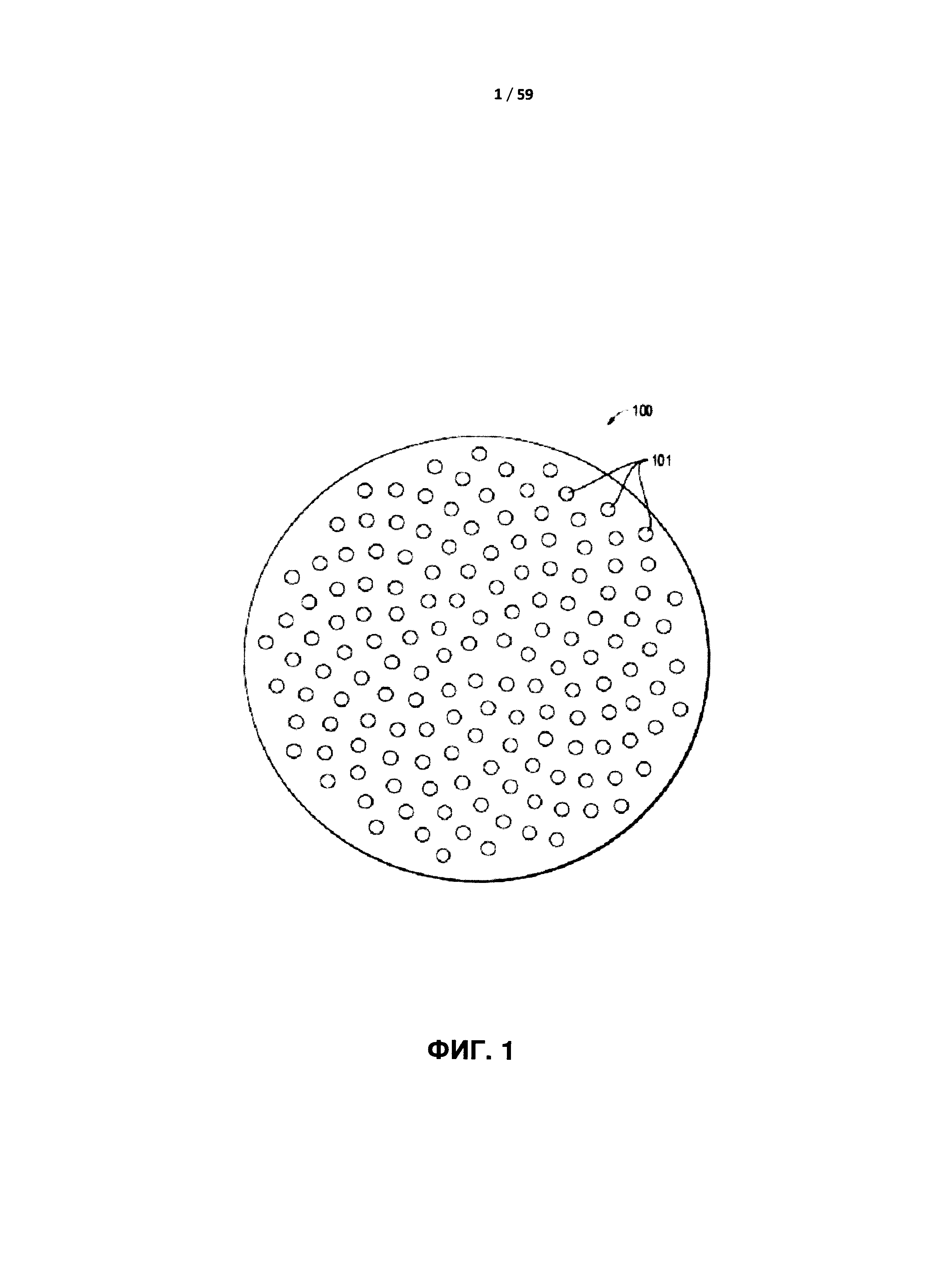
[0009] На фиг. 1 показан вариант реализации диска с абразивным покрытием, имеющего шаблон отверстий с управляемым неравномерным распределением отверстий согласно настоящему изобретению.
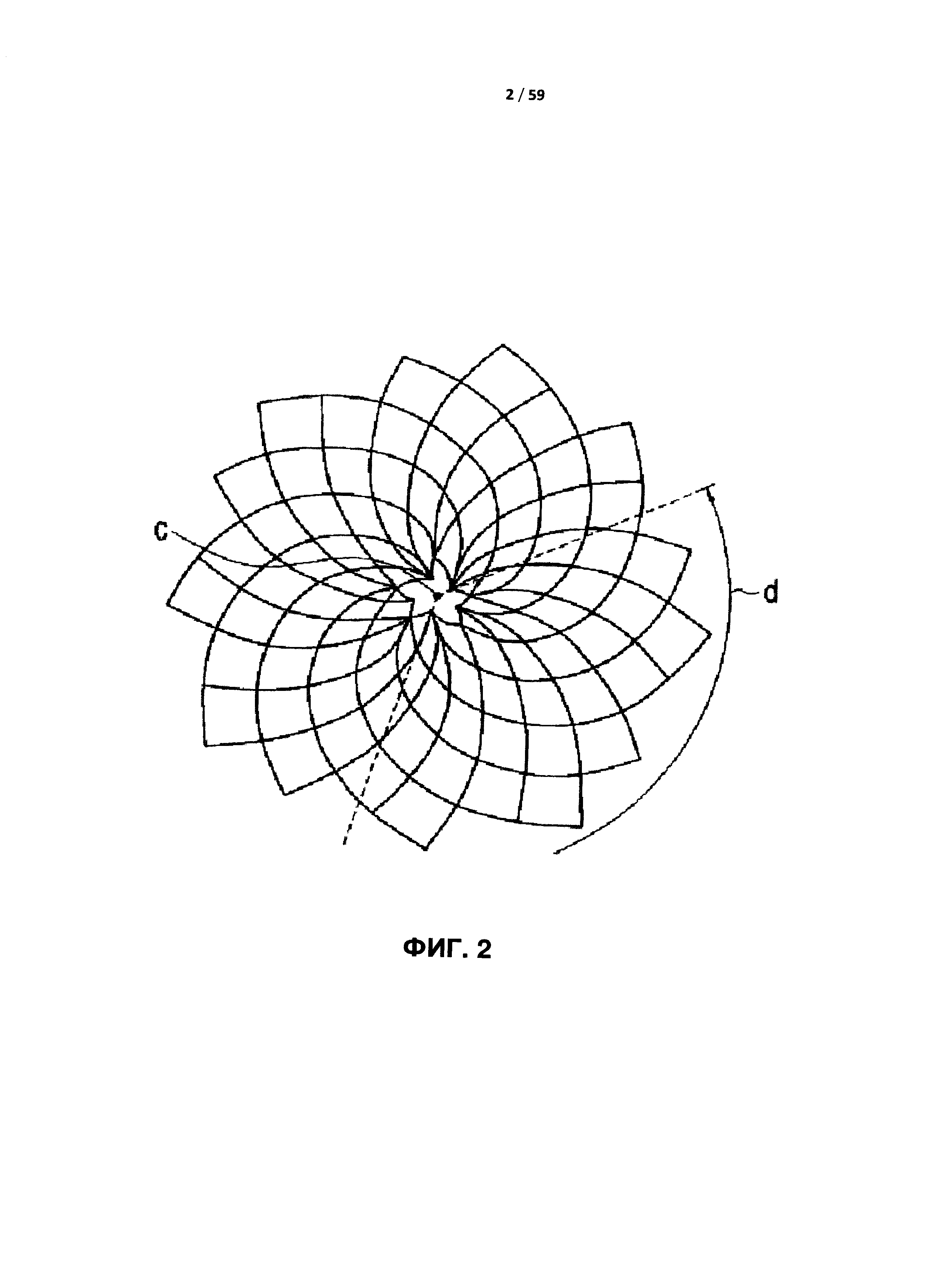
[0010] На фиг. 2 показан пример филлотактического спирального шаблона, имеющего направленную по часовой стрелке и против часовой стрелки парастихийность согласно настоящему изобретению.
[0011] На фиг. 3 показан другой пример филлотактического спирального шаблона, имеющего направленную по часовой стрелке и против часовой стрелки парастихийность согласно настоящему изобретению.
[0012] На фиг. 4 показана модель Фогеля в соответствии с настоящим изобретением.
[0013] На фиг. 5А-5С показаны филлотактические спиральные шаблоны, соответствующие модели Фогеля, которые имеют различные углы расхождения, согласно настоящему изобретению.
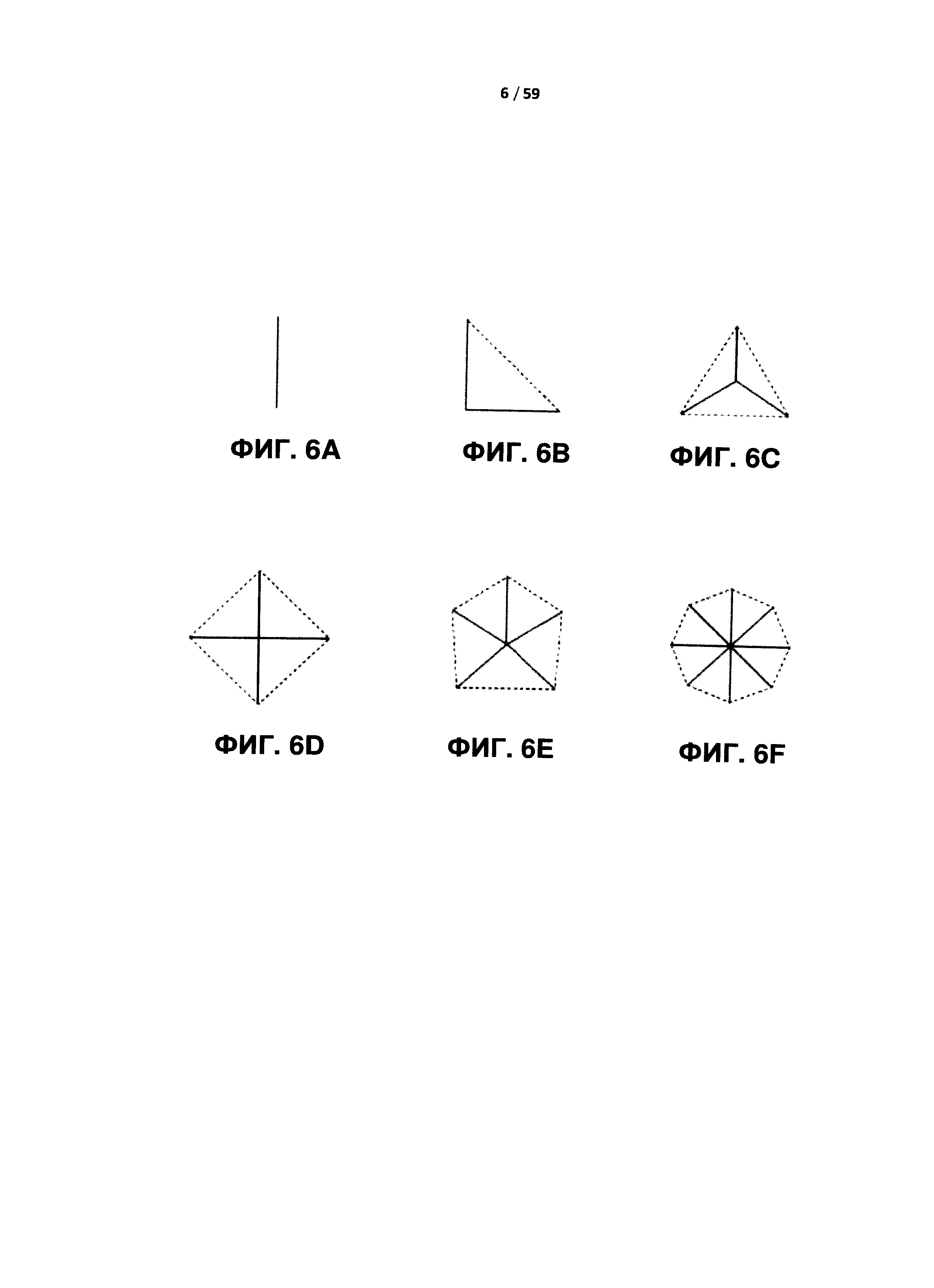
[0014] На фиг. 6A-6F показаны примеры вариантов реализации форм щелевидного отверстия согласно настоящему изобретению.
[0015] На фиг. 7 показан в поперечном сечении вариант реализации изделия с абразивным покрытием согласно настоящему изобретению.
[0016] На фиг. 8 показан пример варианта реализации шаблона отверстий, имеющего 148 отверстий, согласно настоящему изобретению.
[0017] На фиг. 9 показан пример варианта реализации транспонирования шаблона отверстий, показанного на фиг. 8, согласно настоящему изобретению.
[0018] На фиг. 10 показан пример варианта реализации опорной подушки согласно настоящему изобретению, которая объединена с шаблоном отверстий, показанным на фиг. 8.
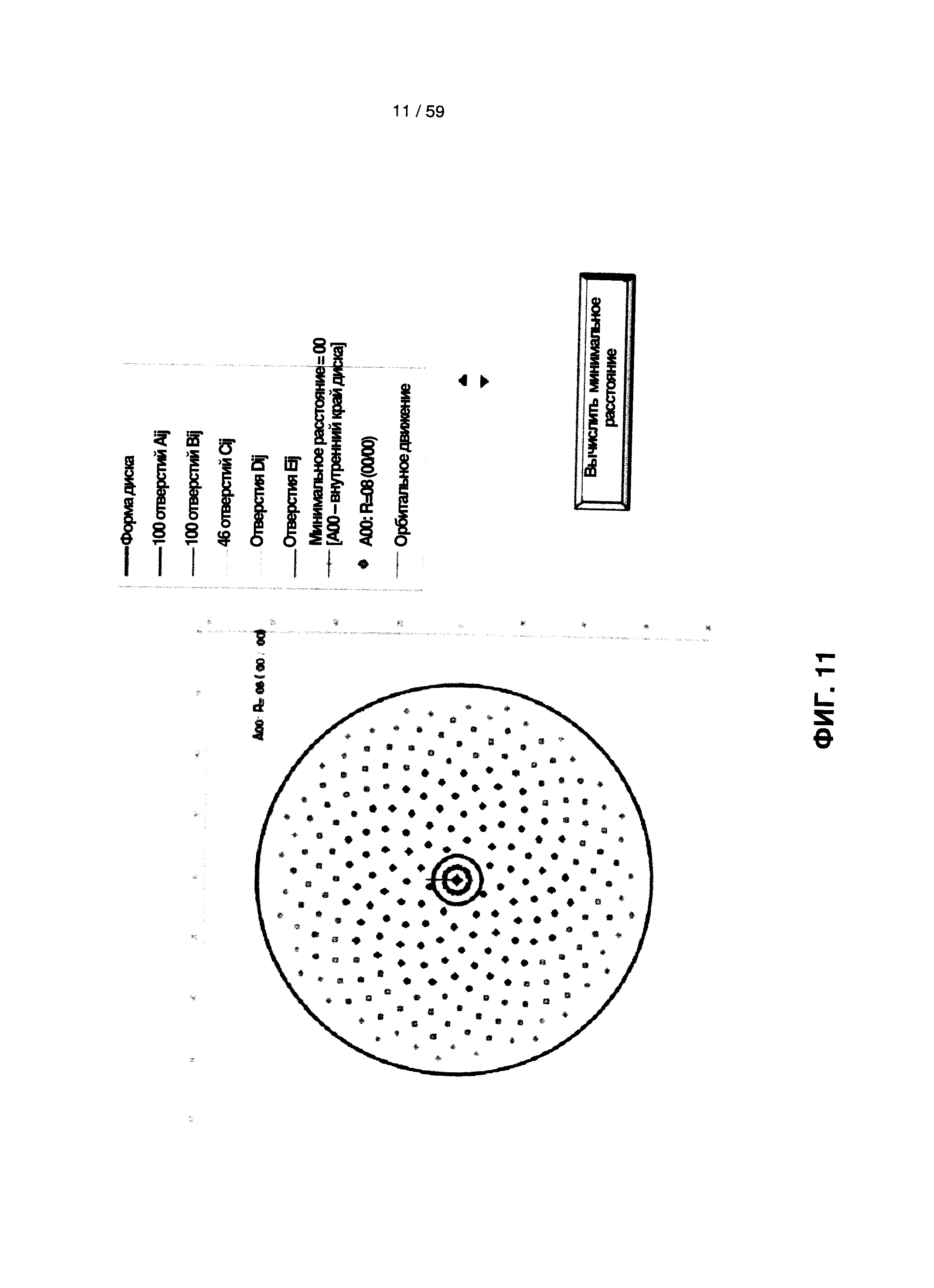
[0019] На фиг. 11 показано графическое изображение варианта реализации шаблона отверстий, имеющего 246 отверстий, согласно настоящему изобретению.
[0020] На фиг. 12 показан пример варианта реализации транспонирования шаблона отверстий, показанного на фиг. 11, согласно настоящему изобретению.
[0021] На фиг. 13 показан пример варианта реализации опорной подушки, объединенной с шаблоном отверстий, показанным на фиг. 11, согласно настоящему изобретению.
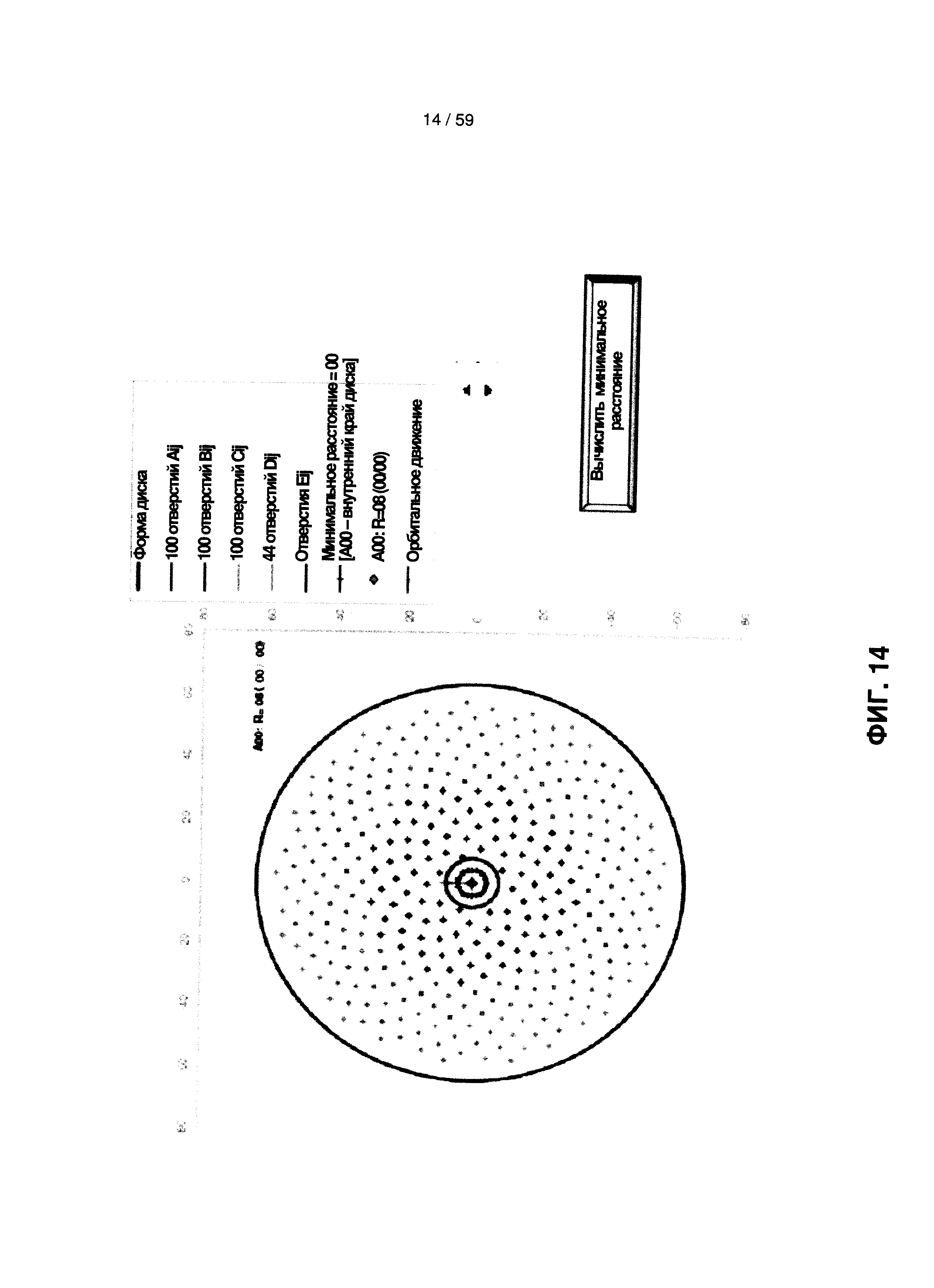
[0022] На фиг. 14 показано графическое изображение варианта реализации шаблона отверстий, имеющего 344 отверстия, согласно настоящему изобретению.
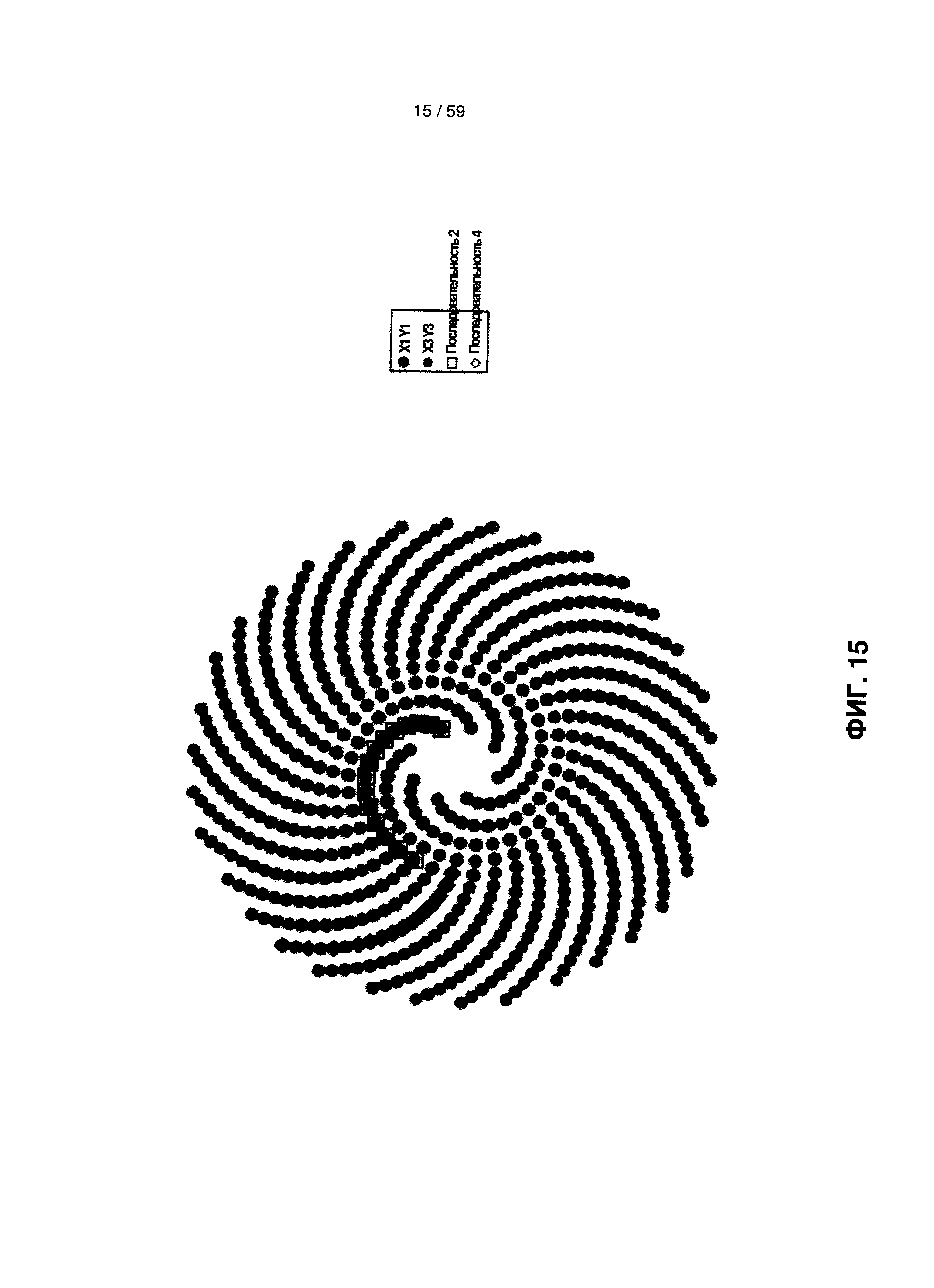
[0023] На фиг. 15 показан пример варианта реализации транспонирования шаблона отверстий, показанного на фиг. 14, согласно настоящему изобретению.
[0024] На фиг. 16 показан пример варианта реализации опорной подушки, объединенной с шаблоном отверстий, показанным на фиг. 14, согласно настоящему изобретению.
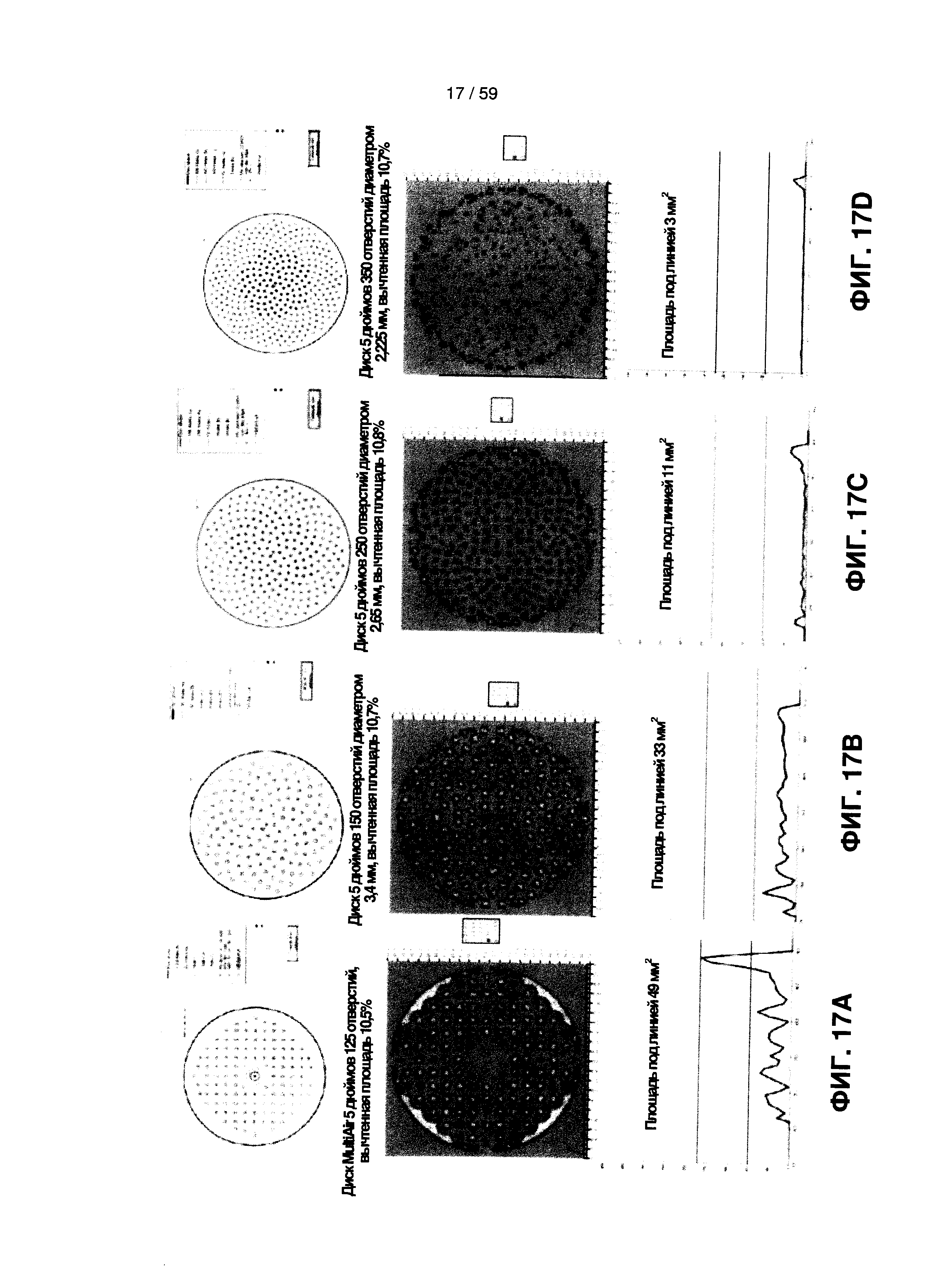
[0025] На фиг. 17A-17D показаны графические представления покрытия отверстиями во время орбитального вращения для данных шаблонов отверстий, причем на фиг. 17B-17D показаны примеры вариантов реализации согласно настоящему изобретению.
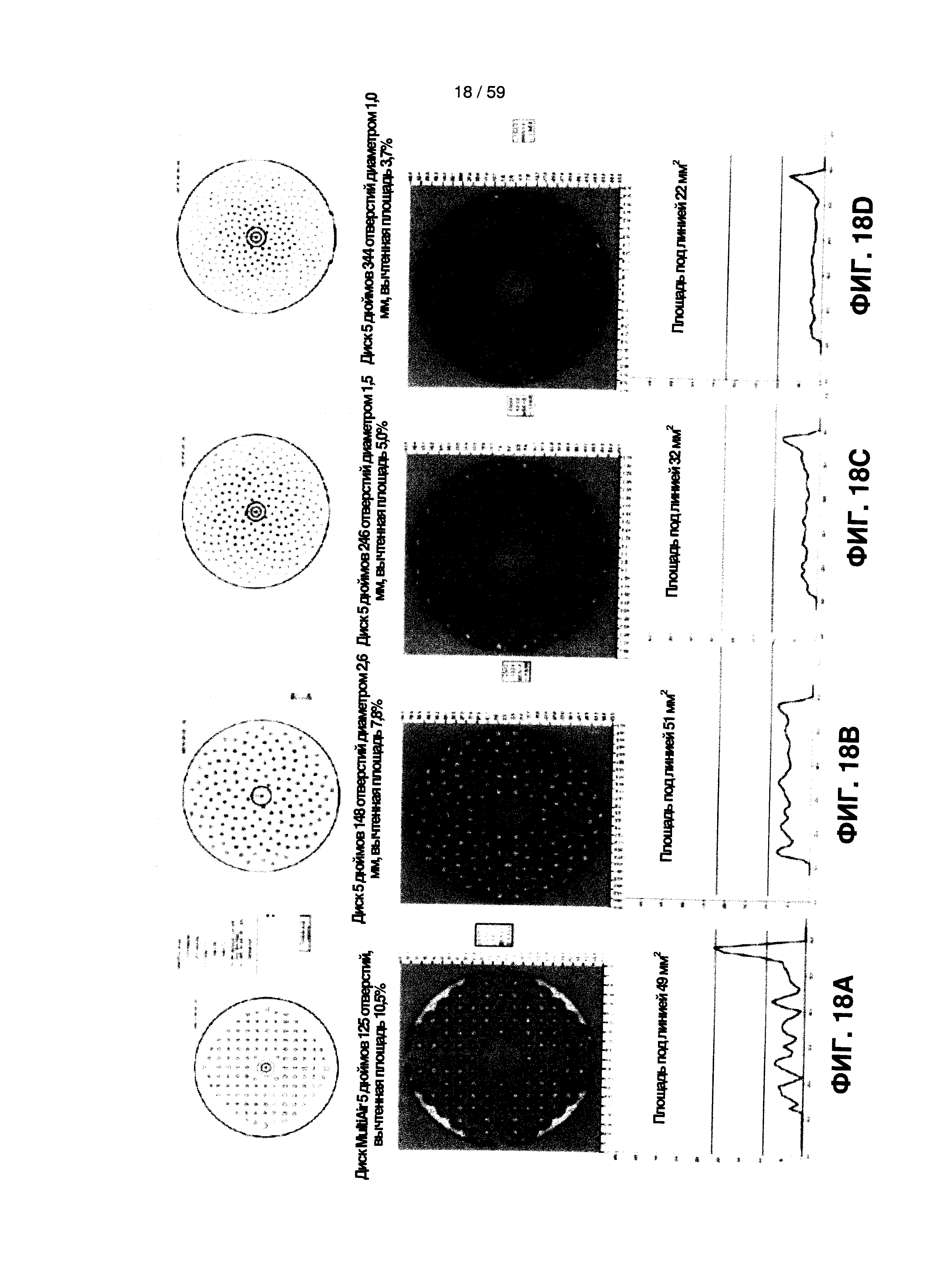
[0026] На фиг. 18A-18D показаны графические представления покрытия отверстиями во время орбитального вращения для данных шаблонов отверстий, причем на фиг. 18B-18D показаны примеры вариантов реализации согласно настоящему изобретению.
[0027] На фиг. 19 показана диаграмма, сравнивающая абразивные характеристики примеров шаблонов отверстий согласно настоящему изобретению и известного шаблона отверстий.
[0028] На фиг. 20 показана диаграмма, сравнивающая абразивные характеристики примеров шаблонов отверстий согласно настоящему изобретению и известного шаблона отверстий.
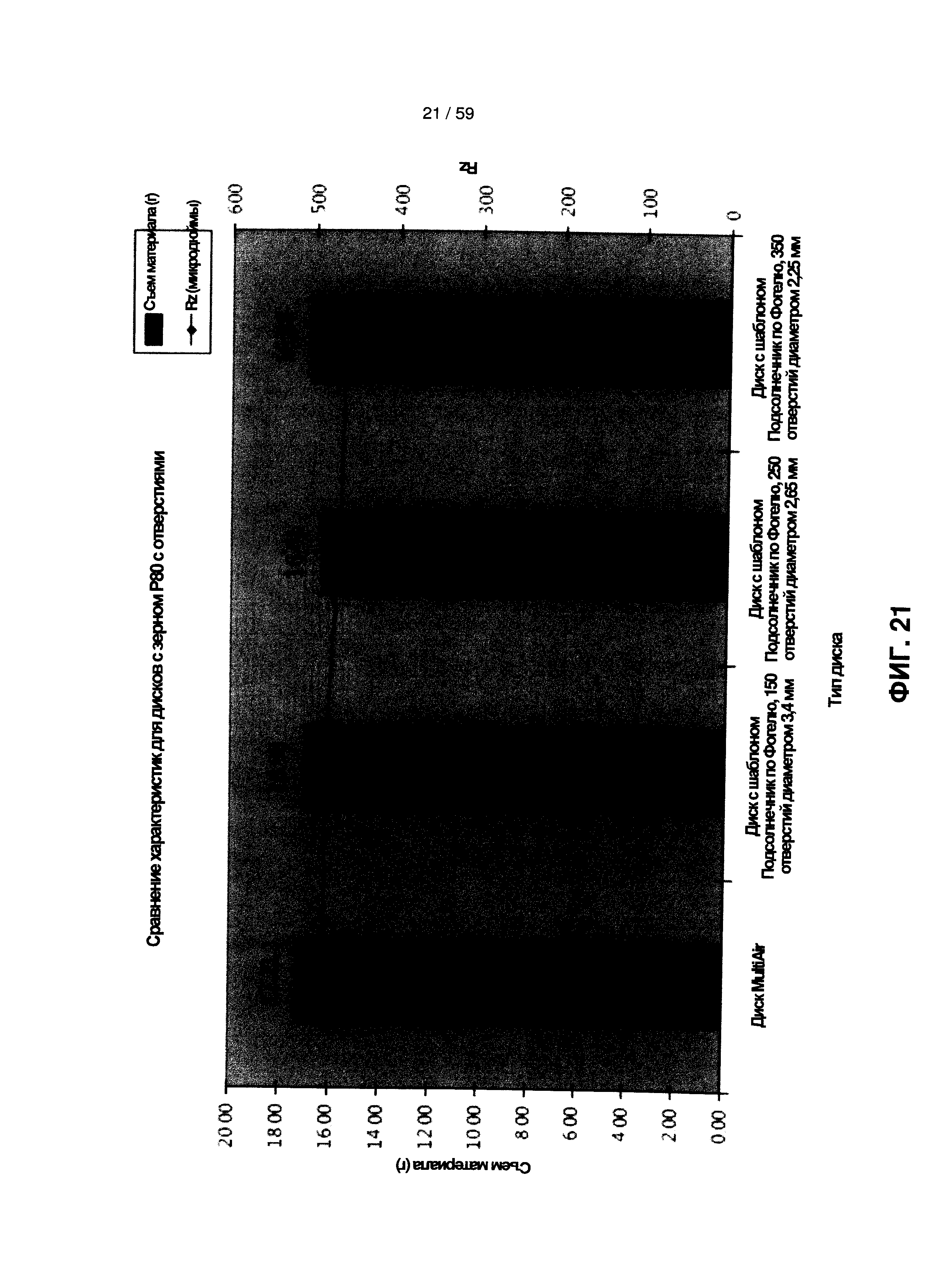
[0029] На фиг. 21 показана диаграмма, сравнивающая абразивные характеристики примеров шаблонов отверстий согласно настоящему изобретению и известного шаблона отверстий.
[0030] На фиг. 22 показана диаграмма, сравнивающая абразивные характеристики примеров шаблонов отверстий согласно настоящему изобретению и известного шаблона отверстий.
[0031] На фиг. 23 показан график, сравнивающий абразивные характеристики примеров шаблонов отверстий и объединенных опорных подушек согласно настоящему изобретению и известного шаблона отверстий и известной опорной подушки.
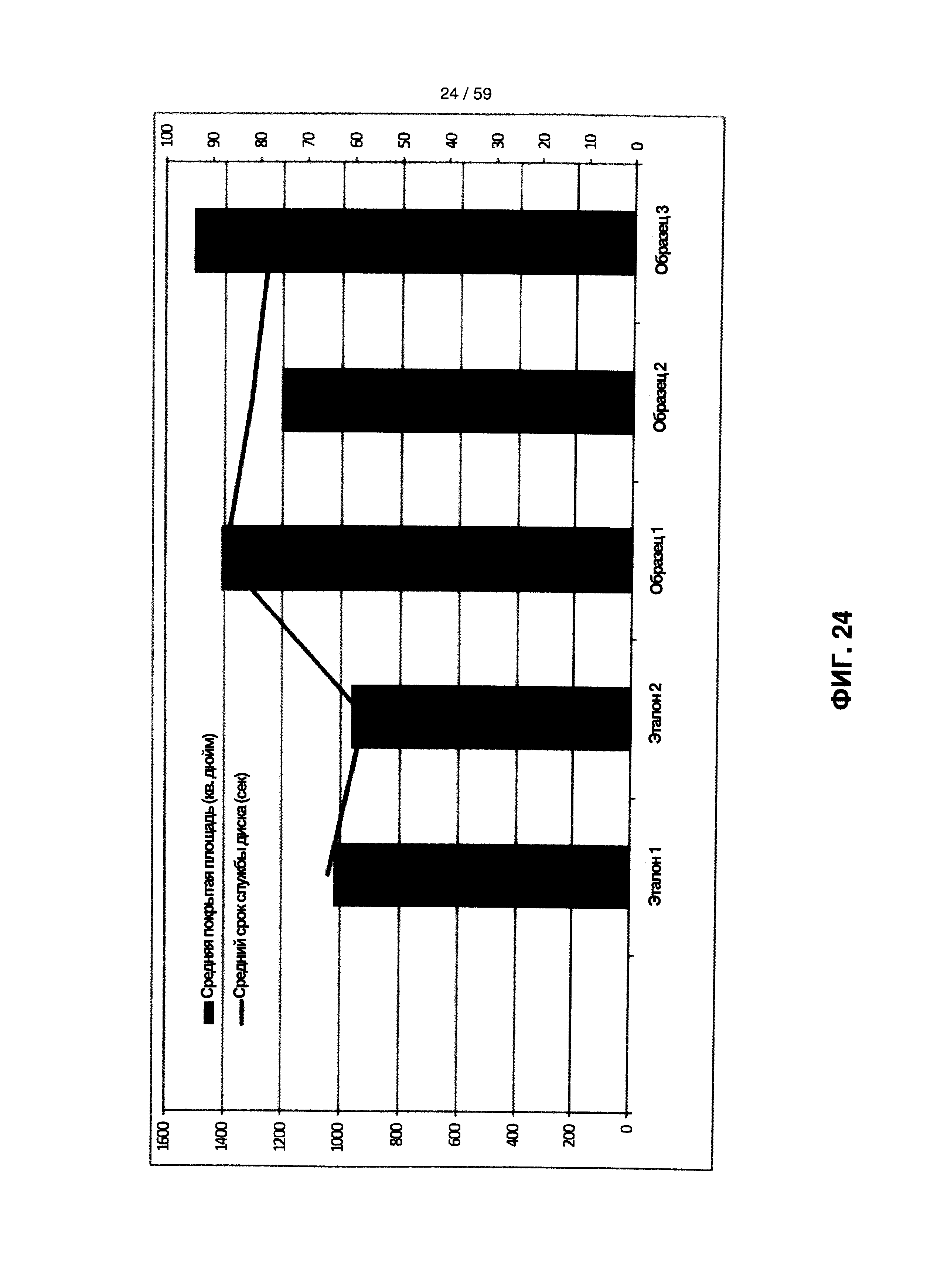
[0032] На фиг. 24 показан график, сравнивающий абразивные характеристики соединенных в пары дисков с абразивным покрытием и опорных подушек согласно настоящему изобретению с комбинациями известных дисков с абразивным покрытием и опорных подушек.
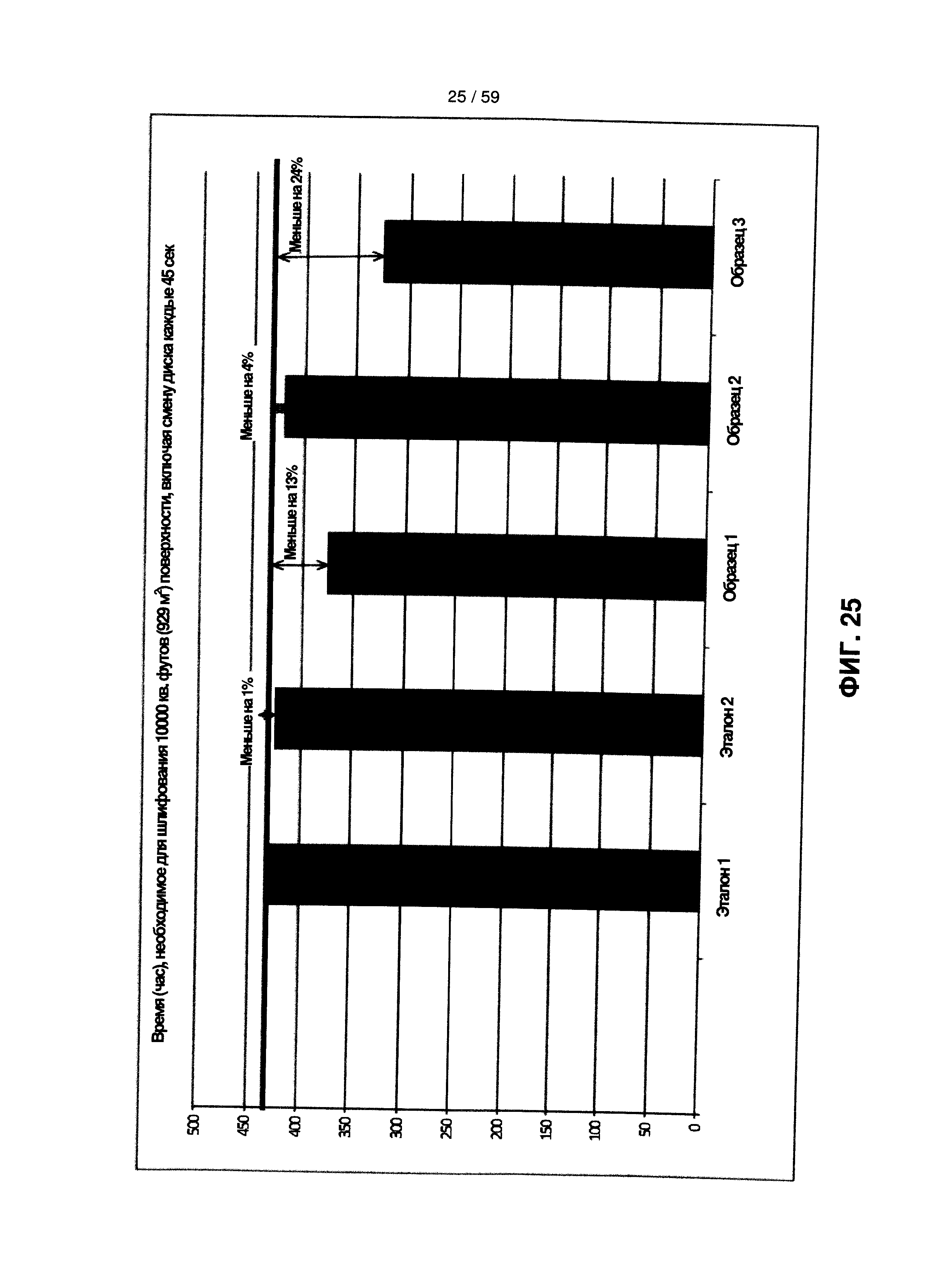
[0033] На фиг. 25 показан график, сравнивающий расчетное время, необходимое для шлифования 10000 квадратных футов (929 м2) поверхности транспортного средства, с использованием дисков с абразивным покрытием и опорных подушек согласно настоящему изобретению и с использованием комбинаций известных дисков с абразивным покрытием и опорных подушек.
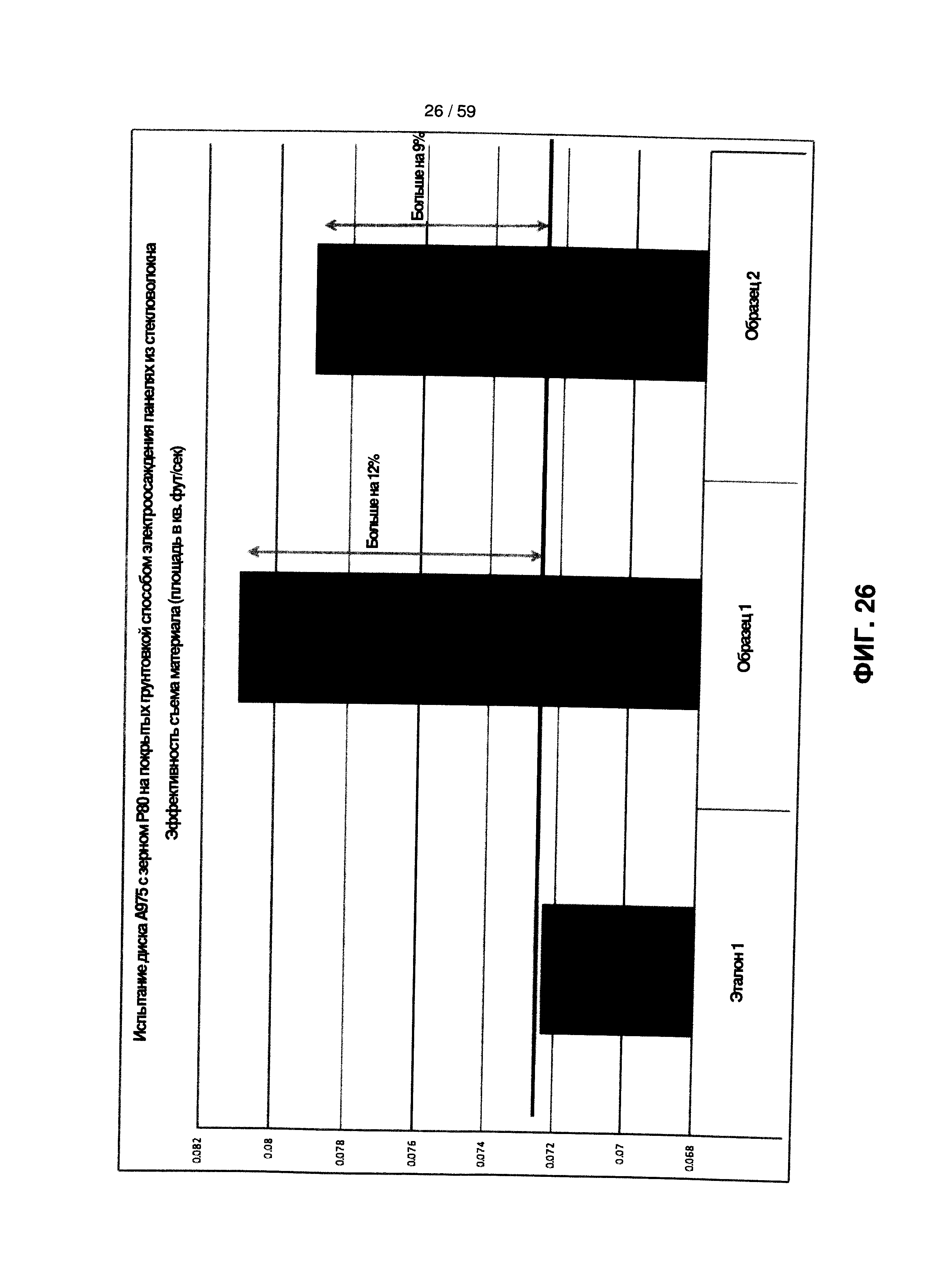
[0034] На фиг. 26 показан график, сравнивающий эффективность съема материала при обработке поверхности транспортного средства с использованием дисков с абразивным покрытием и опорных подушек согласно настоящему изобретению с использованием комбинаций известных дисков с абразивным покрытием и опорных подушек.
[0035] На фиг. 27 показан другой график, сравнивающий эффективность съема материала при обработке поверхности транспортного средства с использованием дисков с абразивным покрытием и опорных подушек согласно настоящему изобретению с использованием комбинаций известных дисков с абразивным покрытием и опорных подушек.
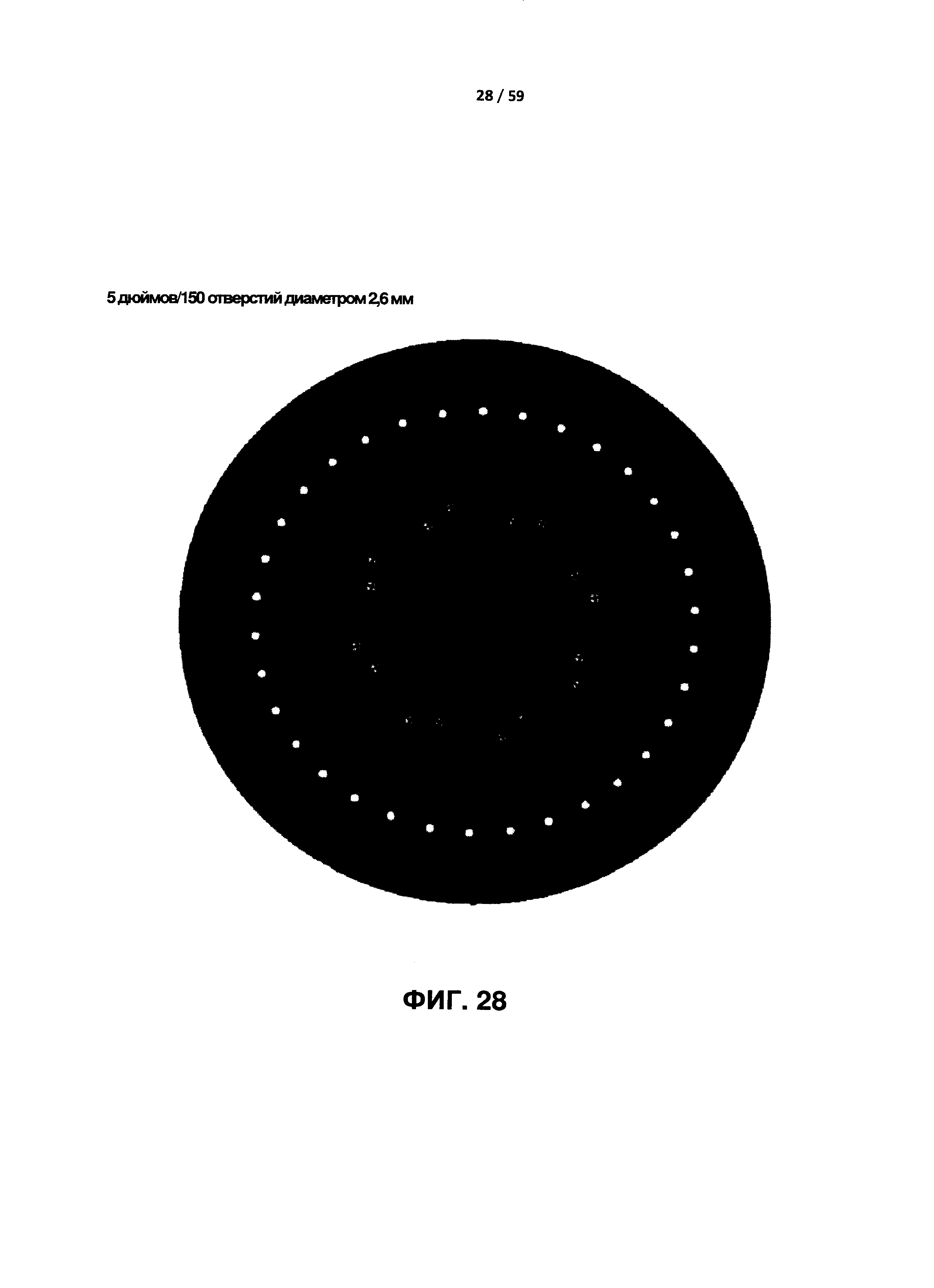
[0036] На фиг. 28 показан вариант реализации опорной подушки, имеющей шаблон спиральных путей, содержащий 34 наружных спиральных пути и 8 внутренних спиральных путей согласно настоящему изобретению. Шаблон опорной подушки соответствует шаблону уравнения Фогеля, имеющему 151 отверстие.
[0037] На фиг. 29 показан другой вариант реализации опорной подушки, имеющей шаблон спиральных путей, содержащий 34 наружных спиральных пути и 8 внутренних спиральных путей согласно настоящему изобретению. Шаблон опорной подушки соответствует шаблону уравнения Фогеля, имеющему 251 отверстие.
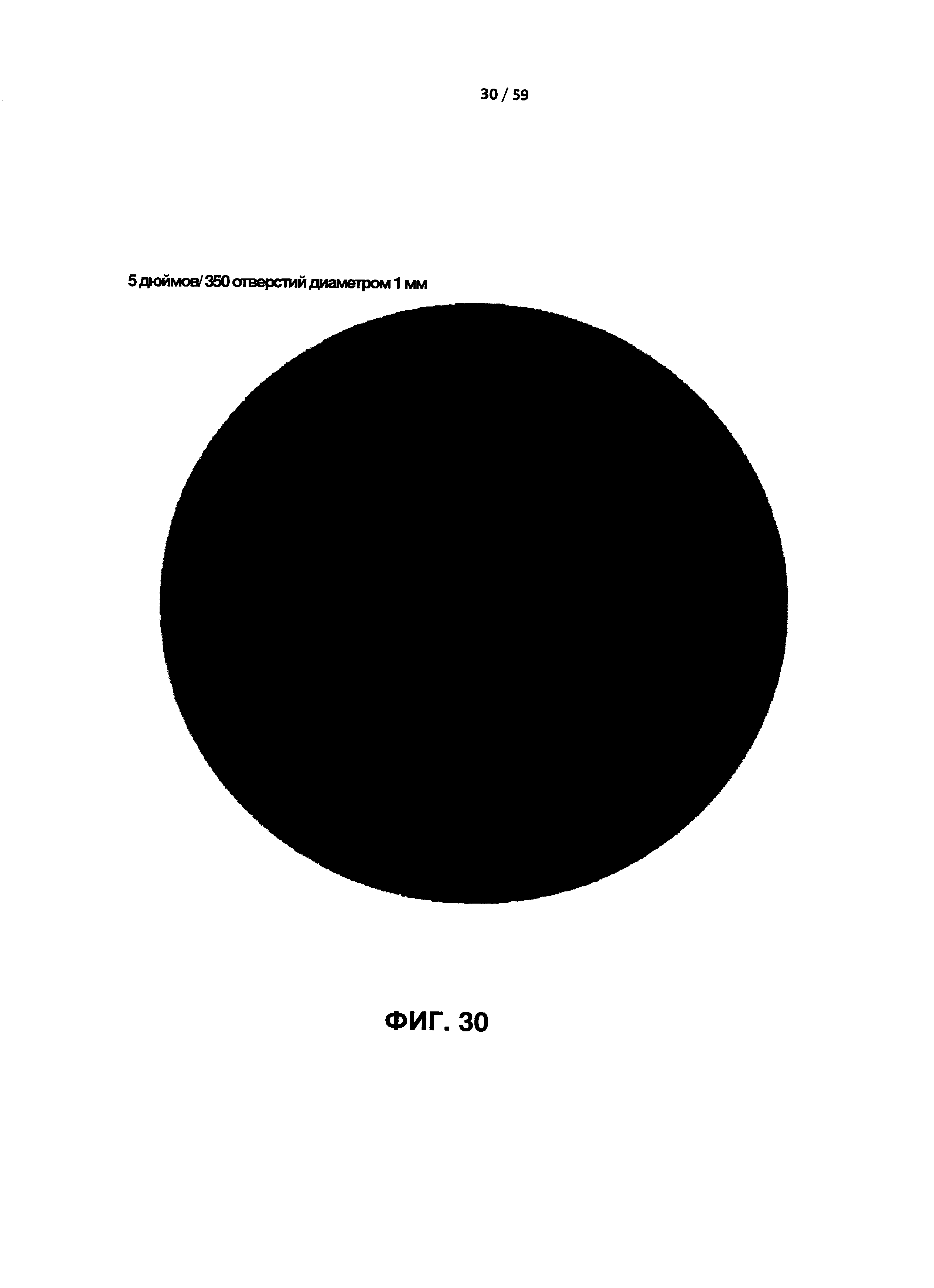
[0038] На фиг. 30 показан другой вариант реализации опорной подушки, имеющей шаблон спиральных путей, содержащий 34 наружных спиральных пути и 8 внутренних спиральных путей согласно настоящему изобретению. Шаблон опорной подушки соответствует шаблону уравнения Фогеля, имеющему 351 отверстие.
[0039] На фиг. 31 показан вариант реализации опорной подушки, имеющей шаблон спиральных путей, содержащий 34 наружных спиральных пути и 8 внутренних спиральных путей согласно настоящему изобретению. Шаблон опорной подушки соответствует шаблону уравнения Фогеля, имеющему 247 отверстий.
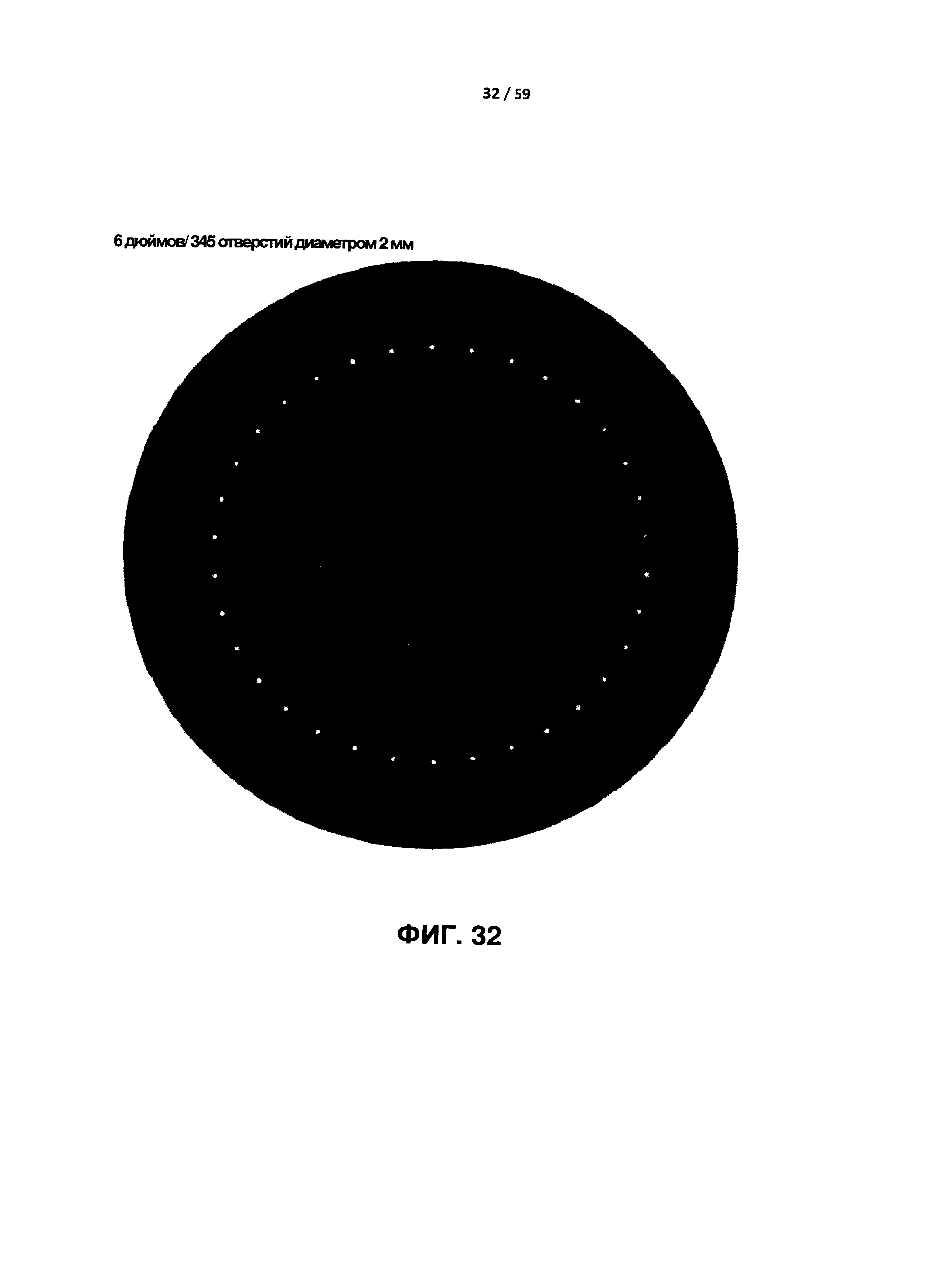
[0040] На фиг. 32 показан вариант реализации опорной подушки, имеющей шаблон спиральных путей, содержащий 34 наружных спиральных пути и 8 внутренних спиральных путей согласно настоящему изобретению. Шаблон опорной подушки соответствует шаблону уравнения Фогеля, имеющему 346 отверстий.
[0041] На фиг. 33 показан вариант реализации опорной подушки, имеющей шаблон спиральных путей, содержащий 34 наружных спиральных пути и 8 внутренних спиральных путей согласно настоящему изобретению. Шаблон опорной подушки соответствует шаблону уравнения Фогеля, имеющему 442 отверстия.
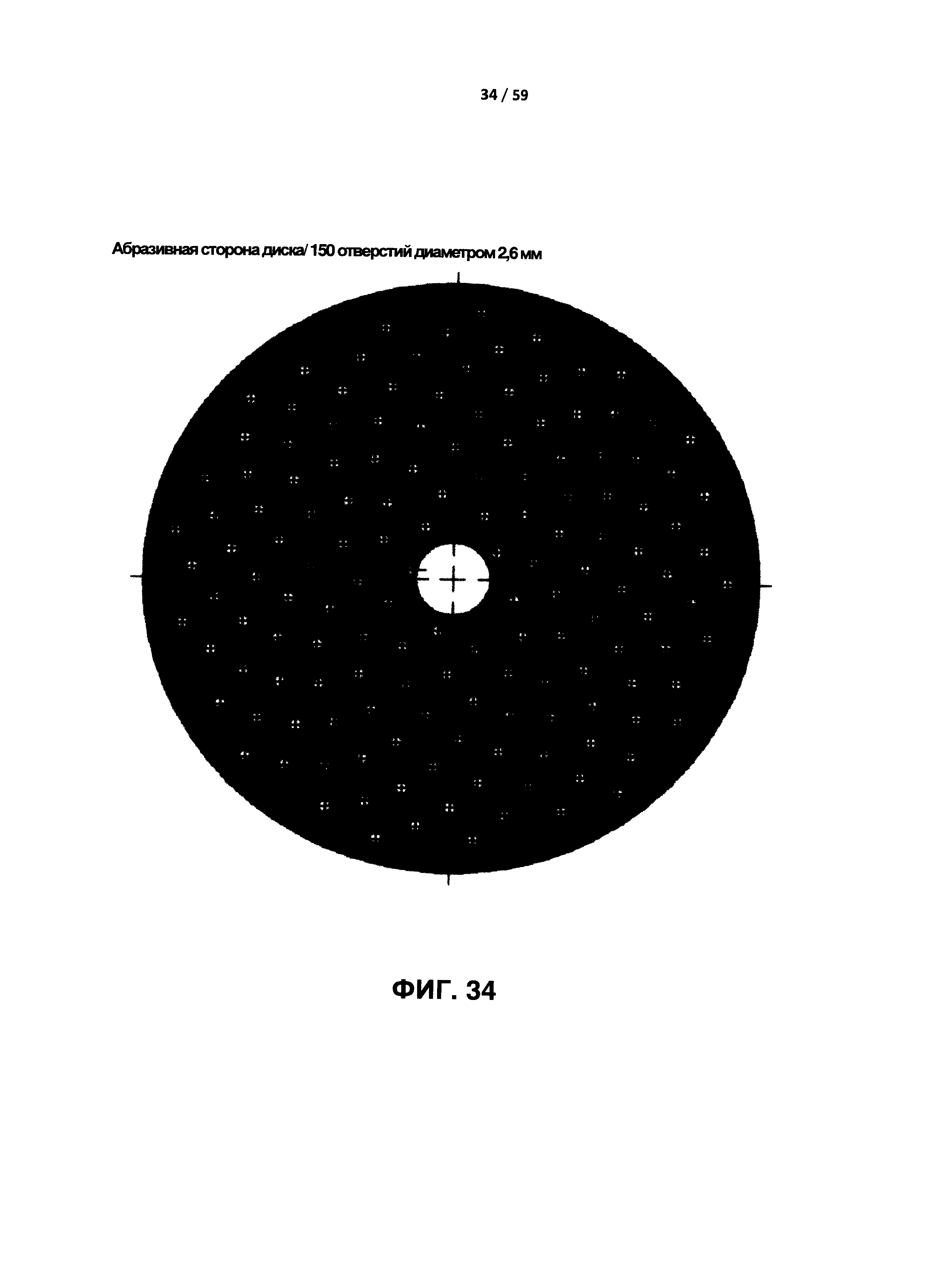
[0042] На фиг. 34 показана абразивная сторона варианта реализации диска с абразивным покрытием, имеющего 151 отверстие, причем 150 отверстий расположены вокруг центрального отверстия, согласно настоящему изобретению.
[0043] На фиг. 35 показана обратная сторона того же варианта реализации, показанного на фиг. 34.
[0044] На фиг. 36 показана абразивная сторона варианта реализации диска с абразивным покрытием, имеющего 247 отверстий, причем 246 отверстий расположены вокруг центрального отверстия, согласно настоящему изобретению.
[0045] На фиг. 37 показана обратная сторона того же варианта реализации, показанного на фиг. 36.
[0046] На фиг. 38 показана абразивная сторона варианта реализации диска с абразивным покрытием, имеющего 251 отверстие, причем 250 отверстий расположены вокруг центрального отверстия, согласно настоящему изобретению.
[0047] На фиг. 39 показана обратная сторона того же варианта реализации, показанного на фиг. 38.
[0048] На фиг. 40 показана абразивная сторона варианта реализации диска с абразивным покрытием, имеющего 346 отверстий, причем 345 отверстий расположены вокруг центрального отверстия, согласно настоящему изобретению.
[0049] На фиг. 41 показана обратная сторона того же варианта реализации, показанного на фиг. 40.
[0050] На фиг. 42 показана абразивная сторона варианта реализации диска с абразивным покрытием, имеющего 351 отверстие, причем 350 отверстий расположены вокруг центрального отверстия, согласно настоящему изобретению.
[0051] На фиг. 43 показана обратная сторона того же варианта реализации, показанного на фиг. 42.
[0052] На фиг. 44 показана абразивная сторона варианта реализации диска с абразивным покрытием, имеющего 442 отверстия, причем 441 отверстие расположены вокруг центрального отверстия, согласно настоящему изобретению.
[0053] На фиг. 45 показана обратная сторона того же варианта реализации, показанного на фиг. 44.
[0054] На фиг. 46 показан вариант реализации опорной подушки с одиночным совмещением (также названным 2-складчатым совмещением), имеющей 34 наружных спиральных пути и 8 внутренних спиральных путей согласно настоящему изобретению.
[0055] На фиг. 47 показан вариант реализации опорной подушки с двойным совмещением (также названным 4-складчатым совмещением), имеющей 68 наружных спиральных путей и 8 внутренних спиральных путей согласно настоящему изобретению.
[0056] На фиг. 48 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с одиночным совмещением, показанную на фиг. 46, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 90° относительно опорной подушки таким образом, что ни одно из отверстий в диске не совпадает ни с одной из наружных спиралей опорной подушки.
[0057] На фиг. 49 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с одиночным совмещением, показанную на фиг. 46, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 180° относительно опорной подушки таким образом, что почти все отверстия в диске соответствуют по меньшей мере одной из наружных спиралей опорной подушки.
[0058] На фиг. 50 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, которые окружают центральное отверстия) согласно уравнению Фогеля, покрывающего опорную подушку с одиночным совмещением, показанную на фиг. 46, причем указанный диск повернут со сдвигом фаз на 270° относительно опорной подушки таким образом, что ни одно отверстие в диске не соответствуют ни одной из наружных спиралей опорной подушки.
[0059] На фиг. 51 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с одиночным совмещением, показанную на фиг. 46, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 0° относительно опорной подушки таким образом, что почти все отверстия в диске соответствуют по меньшей мере одной из наружных спиралей опорной подушки.
[0060] На фиг. 52 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с двойным совмещением, показанную на фиг. 47, причем указанный диск повернут со сдвигом фаз на 45° относительно опорной подушки таким образом, что ни одно отверстие в диске не соответствует ни одной из наружных спиралей опорной подушки.
[0061] На фиг. 53 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с двойным совмещением, показанную на фиг. 47, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 90° относительно опорной подушки таким образом, что почти все отверстия в диске соответствуют по меньшей мере одной из наружных спиралей опорной подушки.
[0062] На фиг. 54 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с двойным совмещением, показанную на фиг. 47, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 135° относительно опорной подушки таким образом, что ни одно отверстие в диске не соответствует ни одной из наружных спиралей опорной подушки.
[0063] На фиг. 55 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с двойным совмещением, показаную на фиг. 47, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 180° относительно опорной подушки таким образом, что почти все отверстия в диске соответствуют по меньшей мере одной из наружных спиралей опорной подушки.
[0064] На фиг. 56 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с двойным совмещением, показанную на фиг. 47, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 225° относительно опорной подушки таким образом, что ни одно отверстие в диске не соответствует ни одной из наружных спиралей опорной подушки.
[0065] На фиг. 57 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с двойным совмещением, показанную на фиг. 47, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 270° относительно опорной подушки таким образом, что почти все отверстия в диске соответствуют по меньшей мере одной из наружных спиралей опорной подушки.
[0066] На фиг. 58 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с двойным совмещением, как показано на фиг. 47, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 315° относительно опорной подушки таким образом, что ни одно отверстие в диске не соответствует ни одной из наружных спиралей опорной подушки.
[0067] На фиг. 59 показан вариант реализации диска с абразивным покрытием, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с двойным совмещением, как показано на фиг. 47, причем указанный диск с абразивным покрытием повернут со сдвигом фаз на 0° относительно опорной подушки таким образом, что, почти все отверстия в диске соответствуют по меньшей мере одной из наружных спиралей опорной подушки.
[0068] Одинаковые позиционные номера, использованные в различных чертежах, обозначают подобные или идентичные элементы.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0069] Согласно одному варианту реализации абразивное изделие содержит абразивное покрытие, имеющее множество отверстий (в дальнейшем также называемые как "перфорации" или "окна") расположенных в соответствии с шаблоном, имеющим управляемое неравномерное распределение. Шаблон отверстий может быть любым шаблоном, имеющим управляемое неравномерное распределение, включая радиальный шаблон, спиральный шаблон, филлотактический шаблон, асимметричный шаблон или комбинации вышеуказанного. Шаблон может быть частично, в значительной степени или полностью асимметричным. Шаблон может покрывать все абразивное изделие (т.е., может быть распределен по всему абразивному изделию), может покрывать значительную часть абразивного изделия (т.е., больше 50%, но меньше 100% его поверхности), может покрывать множество частей абразивного изделия или может покрывать только одну часть абразивного изделия.
[0070] Управляемое "неравномерное распределение" означает, что шаблон отверстий имеет управляемую асимметрию (т.е., управляемую хаотичность), таким образом, что не смотря на то, что распределение отверстий может быть описано или вычислено, например, посредством радиального, спирального или филлотактического уравнения, указанный шаблон отверстий все еще демонстрирует от по меньшей мере частичной до полной асимметрии.
[0071] Управляемая асимметрия может быть управляемой отражательной асимметрией (также называемой зеркальной симметрией, линейной симметрией и двусторонней симметрией), управляемой вращательной асимметрией, управляемой трансляционной симметрией, управляемой скользящей отражательной симметрией или комбинациями вышеуказанного. Пример неравномерного распределения может быть продемонстрирован для радиального, спирального или филлотактического шаблона отверстий, имеющего осевую симметрию первого порядка, означающую, что такой шаблон отверстий не имеет никакой вращательной симметрии, поскольку шаблон отверстий повторяет себя только однажды во время вращения на 360° вокруг его центра. Иными словами, если две копии одного и того же точного шаблона размещены непосредственно друг на друге, и одна копия остается неподвижной, в то время как вторая копия вращается на 360° вокруг ее центра, все отверстия обеих копий совместятся только один раз за время оборота на 360°.
[0072] Как правило, все отверстия шаблона отверстий (т.е., весь шаблон) обладают управляемой асимметрией. Однако, следует понимать, что шаблоны отверстий согласно настоящим вариантам реализации также включают шаблоны отверстий, в которых только часть общего количества отверстий (т.е., часть шаблона) обладают управляемой асимметрией. Это может иметь место, например, при объединении или замене части равномерно распределенного шаблона или шаблона, отличающегося полной хаотичностью, шаблоном, имеющим неравномерное распределение, таким образом, что только часть отверстий результирующего шаблона имеет управляемое неравномерное распределение. Часть всех отверстий, которые имеют управляемое неравномерное распределение, может быть определена количественно как дискретное количество или как доля, процент или отношение к общему количеству отверстий шаблона. Согласно одному варианту реализации по меньшей мере 50%, по меньшей мере 55%, по меньшей мере 60%, по меньшей мере 65%, по меньшей мере 70%, по меньшей мере 80%, по меньшей мере 85%, по меньшей мере 90%, по меньшей мере 95%, по меньшей мере 96%, по меньшей мере 97%, по меньшей мере 98%, по меньшей мере 99%, по меньшей мере 99,5%, по меньшей мере 99,9% отверстий шаблона отверстий обладают управляемой асимметрией. Часть отверстий шаблона, обладающего управляемой асимметрией, может находиться в пределах диапазона, содержащего любую пару предыдущих верхнего и нижних пределов. Согласно конкретному варианту реализации от примерно 50% до примерно 99,9%, от примерно 60% до примерно 99,5%, от примерно 75% до примерно 99% отверстий шаблона отверстий обладают управляемым неравномерным распределением.
[0073] Согласно другому варианту реализации в шаблоне отверстий, обладающем управляемой асимметрией более по меньшей мере приблизительно 5 отверстий, по меньшей мере приблизительно 10 отверстий, по меньшей мере приблизительно 15 отверстий, по меньшей мере приблизительно 20 отверстий, по меньшей мере приблизительно 25 отверстий или по меньшей мере приблизительно 50 отверстий обладают управляемой асимметрией. Согласно другому варианту реализации шаблон отверстий обладает управляемой асимметрией в пределах не больше чем приблизительно 100000 отверстий, не больше чем приблизительно 10000 отверстий, не больше чем приблизительно 5000 отверстий, не больше чем приблизительно 2500 отверстий, не больше чем приблизительно 1000 отверстий, не больше чем приблизительно 750 отверстий или не больше чем приблизительно 500 отверстий. Количество отверстий, обладающих управляемой асимметрией, может находиться в пределах диапазона, содержащего любую пару предыдущих верхнего и нижнего пределов.
[0074] Как указано выше, шаблон отверстий согласно настоящим вариантам реализации может быть любым шаблоном, имеющим управляемое неравномерное распределение, включая радиальный шаблон, спиральный шаблон, филлотактический шаблон, асимметричный шаблон или комбинации вышеперечисленного. Радиальный шаблон может быть любым шаблоном, исходящим из центральной точки, подобно спицам, исходящим из втулки колеса.
[0075] Согласно одному варианту реализации спиральный шаблон может быть любой кривой, или семейством кривых, которые исходят из центральной точки на абразивном изделии и проходят постепенно дальше при их вращении вокруг центральной точки. Центральная точка может быть расположена в центре абразивного изделия или рядом с ним, или согласно другому варианту реализации далеко от центра абразивного изделия. Могут быть использованы одиночные спирали или множественные спирали (т.е., множество спиралей). Спирали могут быть прерывистыми или непрерывными, раздельными или соединенными. Отдельные спирали могут происходить из различных центральных точек (т.е., каждая спираль имеет свою собственную центральную точку), могут происходить из общей центральной точки (т.е., каждая спираль совместно использует одну центральную точку), или могут быть использованы комбинации вышеперечисленного. Спиральные шаблоны могут включать: архимедову спираль, спираль Эйлера, спираль Корню или клотоиду, параболическую спираль, гиперболическую спираль, спираль-жезл, логарифмическую спираль, спираль Фибоначчи, золотую спираль или комбинации вышеперечисленного.
[0076] Согласно одному варианту реализации шаблон может быть филлотактическим шаблоном. Используемый в настоящей заявке термин "филлотактический шаблон" означает шаблон, относящийся к филлотаксисам. Филлотаксис представляет собой расположение боковых органов в форме листьев, цветов, чешуи, маленьких цветков и семян растений различных видов. Большая часть филлотактических шаблонов несут на себе признаки форм естественного происхождения, очевидные в шаблонах, имеющих дуги, спирали и завитки. Примером этого явления может служить шаблон семян в цветке подсолнечника. Как показано на фиг. 2 и 3, множественные дуги или спирали, также называемые парастихийностью, могут возникать в центральной точке (С) и проходить в наружном направлении, в то время как другие спирали имеют свое начало в зазорах, оставленных внутренними спиралями. См. Roger V. Jean "Phyllotaxis: a Systemic Study in Plant Morphogenesis", стр. 17. Зачастую, спиральные конфигурации могут рассматриваться как проходящие в радиальном направлении наружу как по часовой стрелке, так и против часовой стрелки. Как показано на фиг. 3, подобные шаблоны имеют явные противоположные парастихийные пары, которые могут быть обозначены как (m, n), где количество спиралей или дуг, расположенных на расстоянии от центра и проходящих в радиальном направлении по часовой стрелке, равно "m", а количество спиралей или дуг, проходящих в радиальном направлении против часовой стрелки равно "n". Кроме того, угол между двумя последовательными спиралями или дугами в их центре называют углом "d" расхождения. Неожиданно было обнаружено, что филлотактические шаблоны являются пригодными для использования в создании новых шаблонов отверстий для абразивных изделий, в частности изделий с абразивным покрытием.
[0077] Согласно одному варианту реализации шаблон отверстий содержит ряд спиралей, направленных по часовой стрелке, и ряд спиралей, направленных против часовой стрелки, причем количество спиралей, направленных по часовой стрелке, и количество спиралей, направленных против часовой стрелки, представляют собой числа Фибоначчи или являются кратными числам Фибоначчи. Согласно одному варианту реализации количество спиралей, направленных по часовой стрелке, и количество спиралей, направленных против часовой стрелки, могут быть представлены в виде пары (m, n): (3, 5), (5, 8), (8, 13), (13, 21), (21, 34), (34, 55), (55, 89), (89, 144) или являются кратными таким парам. Согласно другому варианту реализации количество спиралей, направленных по часовой стрелке, и количество спиралей, направленных против часовой стрелки, представляют собой числа Люка или являются кратными числам Люка. Согласно одному варианту реализации количество спиралей, направленных по часовой стрелке, и количество спиралей, направленных против часовой стрелки, могут быть представлены в виде пар (m, n): (3, 4), (4, 7), (7, 11), (11, 18), (18, 29), (29, 47), (47, 76) или (76, 123), или являются кратными таким парам. Согласно другому варианту реализации количество спиралей, направленных по часовой стрелке, и количество спиралей, направленных против часовой стрелки, представляют собой любые числа в соотношении, которое может быть сведено к золотому отношению, причем указанное золотое отношение равно сумме единицы и квадратного корня из пяти, разделенной на два: (1+√5)/2, что приблизительно равно 1,6180339887. Согласно одному варианту реализации отношение спиралей, направленных по часовой стрелке, к спиралям, направленным против часовой стрелки, приблизительно равно золотому отношению.
[0078] Как уже указано выше, в природе замечено, что семена и цветки в головке подсолнечника расположены в соответствии со спиральным филлотактическим шаблоном. Согласно одному варианту реализации шаблон отверстий представляет собой шаблон подсолнечника.
[0079] Шаблон подсолнечника описан моделью Фогеля, которая является типом "спирали Фибоначчи", или спирали, в которой угол расхождения между последовательными точками равен фиксированному углу Фибоначчи, который приближается к золотому углу, составляющему 137,508°.
[0080] На фиг. 4 показана модель Фогеля:

где:
n - порядковый номер цветка, отсчитанный в наружном направлении от центра;
φ - угол между исходным направлением и вектором положения n-го цветка в системе полярных координат, имеющей начало в центре головки подсолнечника, таким образом, что угол а расхождения между векторами положения любых двух последовательных цветков является постоянным и в шаблоне подсолнечника составляет 137,508°;
r - расстояние от центра головки до центра n-ого цветка; и
c - постоянный масштабирующий множитель.
[0081] Согласно одному варианту реализации шаблон отверстий может быть описан моделью Фогеля или ее модификацией. Согласно конкретному варианту реализации шаблон отверстий описан моделью Фогеля, в которой:
n - порядковый номер отверстия, отсчитанный в наружном направлении от центра шаблона отверстий;
φ - угол между исходным направлением и вектором положения n-ого отверстия в системе полярных координат, имеющей начало в центре шаблона отверстий, таким образом, что угол расхождения между векторами положения любых двух последовательных отверстий равен постоянному углу α;
r - расстояние от центра шаблона отверстий до центра n-ого отверстия; и
c - постоянный масштабирующий множитель.
[0082] Как указано выше, все отверстия, почти все или часть отверстий шаблона могут быть описаны моделью Фогеля (т.е., соответствовать модели Фогеля). Согласно одному варианту реализации все отверстия шаблона отверстий описаны моделью Фогеля. Согласно другому варианту реализации по меньшей мере 50%, по меньшей мере 60%, по меньшей мере 70%, по меньшей мере 80%, по меньшей мере 90%, по меньшей мере 95%, по меньшей мере 99% отверстий описаны моделью Фогеля.
[0083] Неожиданно было выяснено, что филлотактические шаблоны пригодны для создания новых шаблонов отверстий, которые улучшают рабочие характеристики абразивных изделий, включая фиксированные абразивные изделия, такие как связанные абразивные изделия и изделия с абразивным покрытием. В частности филлотактические шаблоны пригодны для создания новых шаблонов отверстий для изделий с абразивным покрытием. Филлотактические шаблоны отверстий помогают решить противоречивые проблемы достижения высокого удельного съема поверхностного материала с одновременным достижением приемлемого качества обработанной поверхности, снижением количества опилок, забивающих абразивную поверхность, и поддерживания высокой прочности и длительного срока использования абразива. Это оказалось неожиданным частично по меньшей мере в следующих аспектах. Во-первых, неожиданно оказалось, что филлотактические шаблоны отверстий согласно настоящим вариантам реализации обеспечивают превосходный охват съема материала и имеют более полное распределение участков (т.е., отверстий) извлечения опилок вдоль поверхности абразива по сравнению с известными абразивными шаблонами отверстий, даже если общая площадь отверстий шаблона согласно настоящему изобретению меньше, чем общая площадь отверстий известного шаблона отверстий. Во-вторых, неожиданно оказалось, что филлотактические шаблоны отверстий согласно настоящим вариантам реализации обеспечивают по меньшей мере сопоставимые с превосходными абразивными характеристиками (например, в отношении суммарного съема материала) по сравнению с известными шаблонами отверстий как с применением вакуума, так и без применения вакуума, даже если общая абразивная площадь шаблона согласно настоящему изобретению меньше, чем общая абразивная площадь известных шаблонов. В-третьих, неожиданно оказалось, что филлотактические шаблоны согласно настоящим вариантам реализации могут обеспечивать увеличенную абразивную площадь по сравнению с известными шаблонами отверстий при одновременном обеспечении покрытия отверстиями, которое является более полным, чем у известных шаблонов. Кроме того, как описано более подробно ниже в связи с применением, эффективность и рабочие характеристики настоящих вариантов реализации даже могут быть дополнительно улучшены за счет использования совместно с опорной подушкой и вакуумной системой.
[0084] Следует понимать, что важные аспекты конструкции шаблона отверстий для изделий с абразивным покрытием включают процент общей абразивной площади поверхности, процент общей площади, занятой отверстиями (т.е., площади отверстий); отношение абразивной площади поверхности к площади отверстий, предполагаемая площадь покрытия отверстиями во время использования абразивного изделия (например, при вращении в плоскошлифовальной ручной машине, колебаниях в листовом шлифовальном станке, непрерывном боковом перемещении в ленточно-шлифовальном станке), масштабирующий множитель, количество отверстий, угол расхождения между отверстиями, размер отверстий, расстояние между соседними отверстиями и расстояние между наиболее удаленными отверстиями и краем или краями изделия с абразивным покрытием.
[0085] Размеры абразивных дисков
[0086] Абразивы могут иметь различные размеры, которые обычно используются в промышленности и коммерческими потребителями и которые обычно находятся в диапазоне от примерно доли дюйма (25,4 мм) до фута (0,305 м) в диаметре.
Шаблоны отверстий согласно настоящему изобретению являются подходящими для использования на абразивах большей части любых размеров, включая различные стандартные размеры абразивных дисков (например, от 3 дюймов (76,2 мм) до 20 дюймов (508 мм)). Согласно одному варианту реализации абразивное изделие представляет собой круглый диск, имеющий диаметр по меньшей мере примерно 0,25 дюйма (6,35 мм), по меньшей мере примерно 0,5 дюйма (12,7 мм), по меньшей мере примерно 1,0 дюйма (25,4 мм), по меньшей мере примерно 1,5 дюйма (38,1 мм), по меньшей мере примерно 2,0 дюйма (50,8 мм), по меньшей мере примерно 2,5 дюйма (63,5 мм) или по меньшей мере примерно 3,0 дюйма (76,2 мм). Согласно другому варианту реализации абразивное изделие представляет собой круглый диск, имеющий диаметр не больше чем примерно 72 дюйма (1828 мм), не больше чем примерно 60 дюймов (1524 мм), не больше чем примерно 48 дюймов (1219,2 мм), не больше чем примерно 36 дюймов (914,4 мм), не больше чем примерно 24 дюйма (609,6 мм), не больше чем примерно 20 дюймов (508 мм), не больше чем примерно 18 дюймов (457,2 мм), не больше чем примерно 12 дюймов (304,8 мм), не больше чем примерно 10 дюймов (254 мм), не больше чем примерно 9 дюймов (228,6 мм), не больше чем примерно 8 дюймов (203,2 мм), не больше чем примерно 7 дюймов (177,8 мм), или не больше чем примерно 6 дюймов (152,4 мм). Согласно другому варианту реализации абразивное изделие имеет размер в диапазоне от примерно 0,5 дюйма (12,7 мм) в диаметре до примерно 48 дюймов (1219,2 мм) в диаметре, от примерно 1,0 дюйм (25,4 мм) в диаметре до примерно 20 дюймов (508 мм) в диаметре, от примерно 1,5 дюйма (38,1 мм) в диаметре до примерно 12 дюймов (304,8 мм) в диаметре.
[0087] Общая потенциальная площадь поверхности
[0088] Размер и форма абразивного изделия определяют общую потенциальную площадь поверхности абразивного изделия. Например, абразивный диск, имеющий диаметр 1 дюйм (25,4 мм), имеет общую потенциальную площадь поверхности 0,7854 кв. дюйма (5,065 см2). В качестве другого примера, прямоугольный шлифовальный лист размером 2 дюйма на 3 дюйма (5,08 × 7,62 см) имеет общую потенциальную площадь поверхности 6 кв. дюймов (38,7 см2).
[0089] Общая площадь отверстий
[0090] Общая площадь отверстий влияет на количество извлеченных опилок. Как правило, при увеличении площади отверстий количество извлеченных опилок увеличивается, что имеет тенденцию к поддерживанию или иногда улучшения удельного съема материала абразивным изделием (т.е., скорость "срезания") во время его использования. Однако, увеличение площади отверстий также непосредственно уменьшает количество полезной абразивной площади, в результате чего в некоторый момент начинает уменьшаться удельный съем материала. Согласно одному варианту реализации общая площадь отверстий равна сумме площадей всех отверстий в поверхности абразивного изделия. Согласно одному варианту реализации общая площадь отверстий составляет не более чем примерно 0,5% от общей потенциальной площади поверхности абразивного изделия, по меньшей мере примерно 0,75%, по меньшей мере примерно 1,0%, по меньшей мере примерно 1,25%, по меньшей мере примерно 1,5%, по меньшей мере примерно 1,75%, по меньшей мере примерно 2,0%, по меньшей мере примерно 2,25%, по меньшей мере примерно 2,5% или по меньшей мере примерно 3,0%. Согласно другому варианту реализации общая площадь отверстий составляет не больше чем примерно 50%, не больше чем примерно 45%, не больше чем примерно 40%, не больше чем примерно 35%, не больше чем примерно 30%, не больше чем примерно 25%, не больше чем примерно 20%, не больше чем примерно 15% или не больше чем примерно 12%. Общая площадь отверстий может находиться в пределах диапазона, включающего любую пару предыдущих верхнего и нижнего пределов. Согласно другому варианту реализации общая площадь отверстий находится в диапазоне от примерно 0,5% до примерно 35%, от примерно 1,0% до примерно 25%, от примерно 1,5% до примерно 15% или от примерно 2,0% до примерно 10%. Согласно конкретному варианту реализации общая площадь отверстий находится в диапазоне от примерно 2,5% до примерно 10%. Общая площадь отверстий может быть выражена как дискретное количество вместо процентного соотношения. Например, абразивный диск диаметром 5 дюймов (12,7 см) может иметь общую площадь отверстий в диапазоне от примерно 0,0982 кв. дюйма (0,633 см2) до примерно 9,8175 кв. дюйма (63,322 см2).
[0091] Общая площадь абразивной поверхности
[0092] Общая площадь абразивной поверхности влияет на количество удаленного поверхностного материала. Как правило, при увеличении общей площади абразивной поверхности количество удаленного поверхностного материала увеличивается. Также обычно при увеличении количества удаленного поверхностного материала усиливается тенденция к скапливанию опилок и тенденция к увеличению шероховатости поверхности. Согласно одному варианту реализации общая площадь абразивной поверхности абразивного покрытия равна общей потенциальной поверхности абразивного изделия (т.е., площади абразивной поверхности, не имеющей отверстий), минус общая площадь отверстий (т.е., сумма площади всех отверстий). Таким образом, общая площадь абразивной поверхности может находиться в диапазоне от примерно 50% до примерно 99,5% общей потенциальной площади поверхности в зависимости от количества необходимой площади отверстий. Например, диск диаметром 5 дюймов (12,7 см) может иметь общую площадь абразивной поверхности в диапазоне от примерно 9,8175 кв. дюйма (63,322 см2) до примерно 19,5368 кв. дюйма (126,012 см2).
[0093] Отношение общей площади отверстий к общей площади абразивной поверхности
[0094] Согласно одному варианту реализации отношение общей площади отверстий к общей площади абразивной поверхности составляет по меньшей мере примерно 1:199, по меньшей мере примерно 1:99, по меньшей мере примерно 1:65,7; по меньшей мере примерно 1:49, или по меньшей мере примерно 1:39. Согласно другому варианту реализации отношение общей площади отверстий к общей площади абразивной поверхности составляет не больше чем примерно 1:1,9; не больше чем примерно 1:2,0; не больше чем примерно 1:2,3; не больше чем примерно 1:3,0; не больше чем примерно 1:3,5; не больше чем примерно 1:4,0; не больше чем примерно 1:5,7 или не больше чем примерно 1:9,0. Отношение общей площади отверстий к общей площади абразивной поверхности может находиться в пределах диапазона, включающего любую пару предыдущих верхнего и нижнего пределов. Согласно другому варианту реализации отношение общей площади отверстий к общей площади абразивной поверхности находится в диапазоне от примерно 1:99 до примерно 1:1,9; от примерно 1:65,7 до примерно 1:2,0; от примерно 1:39,0 до примерно 1:3,0 или от примерно 1:32,3 до примерно 1:5,7. Согласно конкретному варианту реализации отношение общей площади отверстий к общей площади абразивной поверхности находится в диапазоне от примерно 1:65,7 до 1:9,0.
[0095] Количество отверстий
[0096] Количество отверстий влияет на общую площадь отверстий и общую площадь абразивной поверхности. Кроме того, количество отверстий влияет на плотность и распределение покрытия отверстиями поверхности абразивного изделия, что в свою очередь непосредственно влияют на эффективность извлечения опилок из абразивного изделия. Согласно одному варианту реализации количество отверстий составляет по меньшей мере примерно 5, по меньшей мере примерно 10, по меньшей мере примерно 15, по меньшей мере примерно 18 или по меньшей мере примерно 21. Согласно другому варианту реализации количество отверстий составляет не больше чем примерно 100000, не больше чем примерно 50000, не больше чем примерно 10000, не больше чем примерно 1000, не больше чем примерно 800, не больше чем примерно 750, не больше чем примерно 600 или не больше чем примерно 550. Количество отверстий может находиться в пределах диапазона, включающего любую пару предыдущих верхнего и нижнего пределов. Согласно другому варианту реализации количество отверстий находится в диапазоне от примерно 21 до примерно 10000, от примерно 25 до примерно 1000, от примерно 30 до примерно 750 или от примерно 35 до примерно 550. Согласно конкретному варианту реализации количество отверстий находится в диапазоне от примерно 21 до примерно 550.
[0097] Угол расхождения
[0098] Увеличение или уменьшение угла α расхождения влияет на способ размещения отверстий в пределах шаблона и форму спиралей, направленных по часовой стрелке и против часовой стрелки. Угол расхождения равен 360 градусам, разделенным на постоянное или изменяемое значение; таким образом, угол расхождения может быть постоянным значением, или он может изменяться. Было замечено, что небольшие изменения угла расхождения могут значительно изменять шаблон отверстий. На фиг. 5а, 5b и 5 с показаны филлотактические шаблоны, которые отличаются только значением угла расхождения. Угол расхождения для фиг. 5а составляет 137,3°. Угол расхождения для фиг. 5b составляет 137,5°. Угол расхождения для фиг. 5 с составляет 137,6°. Согласно одному варианту реализации угол расхождения составляет по меньшей мере примерно 30°, по меньшей мере примерно 45°, по меньшей мере примерно 60°, по меньшей мере примерно 90° или по меньшей мере примерно 120°. Согласно другому варианту реализации угол расхождения составляет меньше чем 180° и не больше чем примерно 150°. Угол расхождения может находиться в пределах диапазона, включающего любую пару предыдущих верхнего и нижнего пределов. Согласно другому варианту реализации угол расхождения находится в диапазоне от примерно 90° до примерно 179°, от примерно 120° до примерно 150°, от примерно 130° до примерно 140° или от примерно 135° до примерно 139°. Согласно одному варианту реализации угол расхождения определяется делением 360 градусов на иррациональное число. Согласно конкретному варианту реализации угол расхождения определяется делением 360 градусов на золотое отношение. Согласно конкретному варианту реализации угол расхождения находится в диапазоне от примерно 137° до примерно 138°, таком как от примерно 137,5° до примерно 137,6°, таком как от примерно 137,50° до примерно 137,51°. Согласно конкретному варианту реализации угол расхождения составляет 137,508°.
[0099] Расстояние до края абразива
[00100] В зависимости от конфигурации абразивного изделия и его целевого использования, могут быть определены габаритные размеры шаблона отверстий. Расстояние от центра шаблона до наиболее отдаленных отверстий может достигать расстояния до края абразивного изделия. Таким образом, края наиболее удаленных отверстий могут проходить до края абразивного изделия или пересекаться с краем абразивного изделия. Согласно другому варианту реализации расстояние от центра шаблона до наиболее отдаленных отверстий может достигать расстояния, которое обеспечивает некоторое пространство между краями наиболее отдаленных отверстий и краем абразивного изделия, свободное от отверстий. Минимальное расстояние от краев наиболее отдаленных отверстий может быть определено как необходимое. Согласно одному варианту реализации минимальное расстояние от краев наиболее отдаленных отверстий до наружного края абразивного изделия составляет конкретное расстояние, идентифицированное как дискретная длина или как процент от длины поверхности абразивного изделия, на которой имеется шаблон отверстий. Согласно одному варианту реализации минимальное расстояние от краев наиболее отдаленных отверстий до наружного края абразивного изделия может составлять по меньшей мере примерно ноль (т.е., край наиболее отдаленных отверстий пересекается с краем абразивного изделия или представляет собой совместную конечную точку), находится в диапазоне до примерно 15% длины поверхности абразивного изделия.
[00101] Размер отверстий
[00102] Размер отверстий определяется по меньшей мере частично необходимой общей величиной площади отверстий абразивного изделия. Размер отверстий может быть постоянным по всему шаблону или может изменяться в пределах шаблона. Согласно одному варианту реализации размер отверстий является постоянным. Согласно другому варианту реализации размер отверстий меняется в зависимости от расстояния от центра шаблона до отверстий.
[00103] Масштабирующий множитель
[00104] Масштабирующий множитель влияет на габаритный размер и размеры шаблона отверстий. Масштабирующий множитель может быть отрегулирован таким образом, чтобы края наиболее отдаленных отверстий находились в пределах необходимого расстояния до наружного края абразивного изделия.
[00105] Расстояние между ближайшими соседними отверстиями
[00106] Наряду с определением количества и размера отверстий, может быть определено расстояние между центрами ближайших соседних отверстий. Расстояние между центрами любых двух отверстий является функцией конструкции других отверстий. Согласно одному варианту реализации самое короткое расстояние между центрами любых двух отверстий никогда не повторяется (т.е., указанное расстояние от отверстия к отверстию никогда не является точно тем же расстоянием). Такой тип разнесения также является примером управляемой асимметрии.
[00107] Покрытие шаблона отверстий - приемлемое количество аномалий
[00108] Очевидно, что шаблон отверстий не может быть применен к абразивному изделию полностью или непрерывным способом. Части шаблона отверстий могут быть применены или пропущены таким образом, что различные части или сектора поверхности абразивного изделия не имеют полного шаблона отверстий. Согласно одному варианту реализации половина, треть, четверть, одна пятая, одна шестая, одна восьмая, одна десятая шаблона отверстий могут быть пропущены. Согласно другому варианту реализации шаблон отверстий может быть применен только к одной или большему количеству концентрических кольцевых областей абразивного изделия. Согласно другому варианту реализации может быть пропущено одно или большее количество отверстий, которые обычно могли бы появляться в последовательности отверстий вдоль отдельных дуг или спиральных ветвей шаблона отверстий. Согласно одному варианту реализации каждое n-ое отверстие или кратное каждому n-му отверстию может быть пропущено. Согласно другому варианту реализации отдельные отверстия, группы отверстий или отверстия из конкретной численной последовательности могут быть пропущены. Наоборот, также в шаблон отверстий может быть включено некоторое количество дополнительных отверстий. Добавление или вычитание отверстий может рассматриваться как аномалии шаблона отверстий, и некоторое количество аномалий шаблона, положительных или отрицательных, может быть приемлемым. Согласно одному варианту реализации приемлемое количество аномалий в шаблоне отверстий может колебаться от 0,1% до 10% от общей площади отверстий абразивного изделия.
[00109] Форма отверстий
[00110] Величина охвата может зависеть от формы отверстий. Форма отверстий может быть обычной или нерегулярной. Согласно одному варианту реализации отверстия могут иметь форму прорезей, правильных многоугольников, нерегулярных многоугольников, эллипсоидов, кругов, дуг, спиралей, каналов или комбинаций вышеперечисленного. Согласно конкретному варианту реализации отверстия имеют форму круга. Согласно другому варианту реализации отверстия могут быть выполнены в форме одной или большего количества прорезей, причем множественные прорези пересекаются. На фиг. 6A-6F показаны примеры отверстий, имеющих такие формы. Указанные прорези выполнены таким образом, что если к обратной стороне абразивного изделия применен вакуум, то язычки, созданные прорезями, изгибаются назад и таким образом создают открытые отверстия, напоминающие многоугольники, которые могут иметь достаточно точные края. Предполагается, что удаление стружки может быть облегчено изгибом назад указанных язычков, поскольку они направляют опилки непосредственно в вакуумную систему и предотвращают скопление опилок в любых открытых волокнистых слоях, таких как крючки и петли плетения слоя основы, которая может быть соединена с задней стороной абразивного изделия.
[00111] Способ выполнения отверстий
[00112] Отверстия могут быть выполнены известными способами, включая штамповку, высечку, лазерную резку или комбинации вышеперечисленного. Согласно одному варианту реализации отверстия высечены штампом. Согласно другому варианту реализации, отверстия прорезаны лазером.
[00113] Форма абразивного изделия
[00114] Абразивное изделие может иметь любую форму, в которой может быть размещен необходимый шаблон отверстий, и которая диктуется целевым процессом шлифования и материалами конструкции. Согласно одному варианту реализации абразивное изделие представляет собой связанное абразивное изделие. Согласно другому варианту реализации абразивное изделие представляет собой изделие с абразивным покрытием. Согласно конкретному варианту реализации абразивное изделие представляет собой одно из листа, ленты или круглого диска.
[00115] На фиг. 1 показан вид сверху варианта реализации изделия 100 с абразивным покрытием, имеющего множество отверстий 101, расположенных согласно шаблону, имеющему неравномерное распределение. Абразивное покрытие по существу имеет форму плоского (т.е., в целом плоского) круглого диска.
[00116] На фиг. 7 показан вид сбоку изделия 700 с абразивным покрытием, содержащего подложку 701, имеющую первую основную поверхность 703 и вторую основную поверхность 705. Абразивный слой 707 расположен на первой основной поверхности подложки. Абразивный слой может содержать множественные слои, включая связывающий слой 709, также называемый нижним слоем абразивных зерен. В указанном слое могут быть рассеяно множество абразивных зерен 711, проникающих в связывающий слой или опирающиеся на него, или то и другое вместе. Шаблон содержит отверстия 713, которые проходят сквозь все слои абразивного изделия. На связывающем слое дополнительно может быть расположен верхний слой 715 абразивных зерен. На верхнем слое абразивных зерен может быть расположен самый верхний слой абразивных зерен (не показан). На второй основной поверхности (т.е., обратной стороне) слоя подложки может быть расположено нижнее покрытие 717. Крепежный слой 719 может быть расположен поверх нижнего покрытия или согласно другому варианту реализации может быть непосредственно расположен на второй основной стороне подложки. Согласно конкретному варианту реализации изделие 700 с абразивным покрытием дополнительно может быть соединено с опорной подушкой (не показана) или вакуумной системой.
[00117] Подложка
[00118] Подложка 701 может быть гибкой или жесткой. Подложка может быть выполнена из любого количества различных материалов, включая обычно используемые в качестве подложки при изготовлении абразивных покрытий.
Примеры гибкой подложки включают: полимерную пленку (например, грунтовочную пленку), такую как пленка на основе полиолефина (например, полипропилена, включая биаксиально ориентированный полипропилен), пленка на основе полиэфира (например, терефталата полиэтилена), пленка на основе полиамида или пленка на основе сложного эфира целлюлозы; металлическую фольгу; сетку; пену (например, пену на основе природного губчатого материала или полиуретановую пену); ткань (например, ткань, выполненную из волокон или пряжи, содержащих полиэфир, нейлон, шелк, хлопок, поликоттон или искусственный шелк); бумагу; вулканизированную бумагу; вулканизованный каучук; вулканизированное волокно; нетканые материалы; комбинации вышеперечисленного; или обработанные варианты вышеперечисленного. Тканевые подложки могут быть связаны тканым или нетканым способом. В частности, примеры подложек могут быть выбраны из группы, включающей бумагу, полимерную пленку, ткань, хлопок, поликоттон, искусственный шелк, полиэфир, полинейлон, вулканизованный каучук, вулканизированное волокно, металлическую фольгу и комбинации вышеперечисленного. Другие примеры подложки включают пленку на основе полипропилена или пленку на основе терефталата полиэтилена (PET).
[00119] Подложка 701 дополнительно может иметь по меньшей мере одно из пропиточного вещества, верхнего слоя основы или нижнего слоя основы. Назначение этих слоев обычно состоит в уплотнении подложки или защите нитей или волокон в подложке. Если подложка представляет собой тканевый материал, обычно используется по меньшей мере один из указанных слоев. Добавление верхнего слоя основы или нижнего слоя основы дополнительно может способствовать достижению более гладкой поверхности на передней стороне или на задней стороне подложки. Также могут быть использованы другие дополнительные слои, известные в уровне техники (например, связующий слой, описанный в патенте США №5,700,302 (Stoetzel и др.), который полностью включен по ссылке в настоящую заявку).
[00120] В пропитанный тканевый материал может быть включен антистатический материал. Добавление антистатического материала может ослабить тенденцию изделия с абразивным покрытием к накоплению статического электричества во время шлифования древесных материалов или материалов, подобных древесным материалам. Дополнительные подробности относительно антистатических подложек и пропитанных подложек могут быть найдены, например, в патентах США №5,108,463 (Buchanan и др.); №5,137,542 (Buchanan и др.); №5,328,716 (Buchanan); и №5,560,753 (Buchanan и др.), которые полностью включены по ссылке в настоящую заявку.
[00121] Подложка может быть термопластом, который армирован волокном, таким как описанный в патенте США №5,417,726 (Stout и др.), или бесконечной сплошной лентой, как описанная в патенте США №5,573,619 (Benedict и др.), которые полностью включены по ссылке в настоящую заявку. Подобным образом, подложка может быть полимерной подложкой, содержащей изогнутые крючком стебли, проходящие из нее, такой как описанная в патенте США №5,505,747 (Chesley и др.), который полностью включен по ссылке в настоящую заявку. Схожим образом, подложка может быть такой как ткань с петлистой поверхностью, которая описана в патенте США №5,565,011 (Follett и др.), который полностью включен по ссылке в настоящую заявку.
[00122] Абразивный слой
[00123] Абразивный слой 707 может быть сформирован из одного или большего количества покрытий и множества абразивных зерен. Например, абразивный слой содержит нижний слой 709 абразивных зерен и дополнительно может содержать верхний слой 715 абразивных зерен или самый верхний слой абразивных зерен. Абразивные слои обычно содержат абразивные зерна 711, расположенные на связующем веществе, встроенные в связующее вещество, рассеянные в связующем веществе или используются в комбинациях вышеперечисленного.
[00124] Абразивные зерна
[00125] Абразивные зерна 711 могут содержать по существу однофазные неорганические материалы, такие как оксид алюминия, карбид кремния, двуокись кремния, окись церия и более твердые, высокоэффективные суперабразивные зерна, такие как кубический нитрид бора и алмаз. Кроме того, абразивные зерна могут включать композитные зернистые материалы. Такие материалы могут включать агрегаты, которые могут быть сформированы обработкой шлама, в результате которой путем испарения или парообразования удаляется жидкий носитель, оставляющий за собой неспеченные агрегаты, которые затем подвергают высокотемпературной обработке (т.е., обжигу) для формирования пригодных для использования обожженных агрегатов. Кроме того, абразивные области могут содержать спроектированные абразивы, включая макроструктуры и конкретные пространственные структуры.
[00126] Согласно одному варианту реализации абразивные зерна смешивают со связующим веществом для формирования абразивного шлама. Согласно другому варианту реализации абразивные зерна накладывают поверх связующего вещества после нанесения связующего вещества на подложку. Функциональный порошок может быть дополнительно наложен на абразивные области для препятствования прилипанию абразивных областей к инструментам для шаблонирования. Согласно другому варианту реализации шаблоны могут быть сформированы в абразивных областях без функционального порошка.
[00127] Абразивные зерна могут быть абразивными зернами одного из следующего: двуокись кремния, оксид алюминия (сплавленный или спеченный), двуокись циркония, оксиды двуокиси циркония/алюминия, карбид кремния, гранат, алмаз, кубический нитрид бора, нитрид кремния, окись церия, двуокись титана, диборид титана, карбид бора, оксид олова, карбид вольфрама, карбид титана, оксид железа, оксид хрома, кремень, корунд и комбинации вышеперечисленного. Например, абразивные зерна могут быть выбраны из группы, состоящей из двуокиси кремния, оксида алюминия, двуокиси циркония, карбида кремния, нитрида кремния, нитрида бора, граната, алмаза, совместно расплавленных двуокиси циркония и оксида алюминия, окиси церия, диборида титана, карбида бора, кремня, корунда, нитрида оксида алюминия и их смесей. Конкретные варианты реализации созданы с использованием плотных абразивных зерен, преимущественно состоящих из альфа-оксида алюминия.
[00128] Абразивное зерно также может иметь конкретную форму. Пример такой формы включает стержень, треугольник, пирамиду, конус, сплошную сферу, полую сферу или тому подобное. Согласно другому варианту реализации абразивное зерно может иметь случайную форму.
[00129] Согласно одному варианту реализации абразивные зерна могут иметь средний размер не больше чем 800 мкм, такой как не больше чем примерно 700 мкм, не больше чем 500 мкм, не больше чем 200 мкм или не больше чем 100 мкм. Согласно другому варианту реализации размер абразивного зерна составляет по меньшей мере 0,1 мкм, по меньшей мере 0,25 мкм или по меньшей мере 0,5 мкм. Согласно другому варианту реализации размер абразивных зерен составляет от примерно 0,1 мкм до примерно 200 мкм и наиболее типично от примерно 0,1 мкм до примерно 150 мкм или от примерно 1 мкм до примерно 100 мкм. Размер абразивных зерен обычно определяется размером наиболее длинного абразивного зерна. В целом, существует диапазон распределения размеров зерна. В некоторых случаях распределение размера зерна тщательно контролируется.
[00130] Нижний слой абразивных зерен - связующее вещество
[00131] Связующее вещество нижнего слоя абразивных зерен или верхнего слоя абразивных зерен может быть сформировано из одиночного полимера или смеси полимеров. Например, связующее вещество может быть сформировано из эпоксидной смолы, акрилового полимера или комбинаций вышеперечисленного. Кроме того, связующее вещество может содержать заполнитель, такой как наноразмерный заполнитель или комбинацию наноразмерного заполнителя и микроразмерного заполнителя. Согласно конкретному варианту реализации связующее вещество является коллоидным связующим веществом, причем состав, который отверждают для формирования связующего вещества, является коллоидной взвесью, содержащей зернистый заполнитель. Согласно другому варианту реализации или в дополнение к настоящему связующее вещество может быть нанокомпозитным связующим веществом, включая заполнитель с субмикронным размером зерен.
[00132] Связующее вещество в целом содержит полимерную матрицу, которая связывает абразивные зерна с подложкой или эластичным покрытием, если таковое имеется. Как правило, связующее вещество сформировано из отвержденного связующего вещества. Согласно одному варианту реализации связующее вещество содержит полимерный компонент и дисперсную фазу.
[00133] Связующее вещество может содержать один или большее количество реакционных компонентов или полимерных компонентов для подготовки полимера. Полимерный компонент может содержать мономерные молекулы, полимерные молекулы или комбинации вышеперечисленного. Связующее вещество дополнительно может содержать компоненты, выбранные из группы, состоящий из растворителей, пластификаторов, переносчиков кинетической цепи, катализаторов, стабилизаторов, дисперсантов, отвердителей, посредников реакции и реагентов для влияния на текучесть дисперсии.
[00134] Полимерные компоненты могут формировать термопласты или термореактивные смолы. Например, полимерные компоненты могут включать мономеры и смолы для образования полиуретана, полимочевину, полимеризованную эпоксидную смолу, полиэфир, полиимид, полисилоксаны (силиконы), полимеризованный алкид, бутадиенстирольный каучук, бутадиенакрилонитрильный каучук, полибутадиен или обычные реактивные смолы, подходящие для изготовления термореактивных полимеров. Другой пример включает акрилатный или метакрилатный полимерный компонент. Полимерные компоненты предшественники обычно представляет собой отверждаемый органический материал (т.е., полимерный мономер или материал, способный к полимеризации или образованию поперечных межмолекулярных связей при нагреве или контакте с другими источниками энергии, такими как электронный луч, ультрафиолетовое излучение, видимый свет, и т.п., или со временем после добавления химического катализатора, влаги или другого реагента, который вызывает отверждение или полимеризацию полимера). Полимерный компонент предшественник согласно одному из вариантов реализации включает реактивный компонент для образования аминополимера или аминопластового полимера, такой как алкилированный мочевиноформальдегидный полимер, меламинформальдегидный полимер и алкилированный бензогуанаминовый формальдегидный полимер; полимер акрилата, включая акрилат и полимер метакрилата, алкилакрилат, акриловый эпоксид, акриловый уретан, акриловый полиэстер, акриловый полиэфир, виниловый эфир, акриловое масло или акриловый силикон; алкидный полимер такой как уретановый алкидный полимер; полиэфирный полимер; реактивный уретановый полимер; фенольный полимер, такой как резольный и новолачный полимеры; фенольный/латексный полимер; эпоксидный полимер, такой как бисфенольный эпоксидный полимер; изоцианат; изоцианурат; полисилоксановый полимер, включая полимер алкилалкоксисилана; или реактивный виниловый полимер. Связующее вещество может включать мономер, олигомер, полимер или комбинации вышеперечисленного. Согласно конкретному варианту реализации связующее вещество включает мономеры по меньшей мере двух типов полимеров, которые при отверждении могут образовывать поперечные связи. Например, связующее вещество может включать эпоксидные компоненты и акриловые компоненты, которые при отверждении формируют эпоксидный/акриловый полимер.
[00135] Добавки - Диспергирующее средство
[00136] Абразивный слой дополнительно может содержать диспергирующее средство для повышения эффективности шлифования и скорости резания. Подходящий для использования диспергирующее средство может быть выполнено на неорганической основе, такой как галоидная соль, например, натриевый криолит и калиевый тетрафторборат; или на органической основе, такой как хлорированный парафин, например, поливинилхлорид. Конкретный вариант реализации включает криолит и калиевый тетрафторборат с размером частиц в диапазоне от 1 мкм до 80 мкм, и наиболее типично от 5 мкм до 30 мкм. Самый верхний слой абразивных зерен может быть полимерным слоем, наложенным поверх абразивных зерен для придания антиглазурующих и антизабивающих свойств.
[00137] Нижнее покрытие - Упругое покрытие
[00138] Изделие с абразивным покрытием дополнительно может содержать упругое и нижнее покрытия (не показаны). Эти покрытия могут функционировать как описано выше и могут быть сформированы из связующих составов.
[00139] Опорная подушка
[00140] Согласно одному варианту реализации опорная подушка может содержать множество путей для воздушных потоков, расположенных в соответствии с шаблоном. Шаблон путей для воздушных потоков может включать правильные многоугольники, неправильные многоугольники, эллипсоиды, дуги, спирали, филлотактические шаблоны или комбинации вышеперечисленного. Шаблон путей для воздушных потоков может содержать проходящие в радиальном направлении дугообразные пути, проходящие в радиальном направлении спиральные пути или комбинации вышеперечисленного. Шаблон путей для воздушных потоков может содержать комбинацию внутренних проходящих в радиальном направлении спиральных путей и наружных проходящих в радиальном направлении спиральных путей. Шаблон путей для воздушных потоков может содержать комбинацию проходящих по часовой стрелке в радиальном направлении спиральных путей и проходящих против часовой стрелки в радиальном направлении спиральных путей. Пути для воздушных потоков могут быть дискретными или прерывистыми, оторванными друг от друга. Согласно другому варианту реализации один или большее количество путей для воздушных потоков могут сообщаться по текучей среде.
[00141] Количество проходящих в радиальном направлении дугообразных путей ("дуг"), проходящих в радиальном направлении спиральных путей или комбинаций вышеперечисленного может изменяться. Согласно одному варианту реализации количество проходящих в радиальном направлении дугообразных путей, проходящих в радиальном направлении спиральных канавок или комбинаций вышеперечисленного может быть не больше чем 1000, таким как не больше чем 750, не больше чем 500, не больше чем 250, не больше чем 100, не больше чем 90, не больше чем 80 или не больше чем 75. Согласно одному варианту реализации количество проходящих в радиальном направлении дугообразных путей, проходящих в радиальном направлении спиральных путей или комбинаций вышеперечисленного может быть не меньше чем 2, такими как не меньше чем 3, не меньше чем 5, не меньше чем 7, не меньше чем 9, не меньше чем 11, не меньше чем 15 или не меньше чем 20. Согласно одному варианту реализации количество проходящих в радиальном направлении дугообразных путей, проходящих в радиальном направлении спиральных канавок или комбинаций вышеперечисленного может составлять от 2 до 500, например, от 2 до 100.
[00142] Согласно другому варианту реализации опорная подушка может иметь шаблон путей для воздушных потоков, дополнительно содержащий кольцевой путь для воздушного потока, который пересекает радиальные пути для воздушных потоков. Согласно конкретному варианту реализации кольцевой путь для воздушного потока может пересекать проходящие в радиальном направлении дугообразные пути, проходящие в радиальном направлении спиральные пути или комбинации вышеперечисленного.
[00143] Пути для воздушных потоков могут изменяться по ширине. Ширина путей для воздушных потоков может быть постоянной или изменяющейся, или могут быть использованы комбинации вышеперечисленного. Согласно одному варианту реализации ширина путей для воздушных потоков может находиться в пределах диапазона фиксированных величин. Согласно одному варианту реализации ширина путей для воздушных потоков может изменяться от 0,1 мм до 10 см. Согласно другому варианту реализации ширина путей для воздушных потоков соотносится с размером отверстий абразивного покрытия, с которым используется данная опорная подушка. Согласно одному варианту реализации ширина путей для воздушных потоков составляет величину, которая не меньше чем 1/10 размера отверстий абразивного покрытия, такую как не меньше чем 1/8, 1/6, 1/5, 1/4, 1/3 или 1/2 размера отверстий абразивного покрытия. Согласно одному варианту реализации ширина путей для воздушных потоков составляет величину, которая не больше чем в 10 раз превышает размер отверстий абразивного покрытия, такую как не больше чем в 8 раз, не больше чем в 6 раз, не больше чем в 5 раз, не больше чем в 4 раза, не больше чем в 3 раза, не больше чем в 2 раза превышает размер отверстий абразивного покрытия. Согласно одному варианту реализации ширина путей для воздушных потоков примерно равна размеру отверстий абразивного покрытия.
[00144] Пути для воздушных потоков могут иметь одну или большее количество полостей, окон, каналов, выемок, отверстий или комбинаций вышеперечисленного, расположенных вдоль путей для воздушных потоков или внутри них, таких как ветвления путей воздушного потока, которые проходят сквозь корпус опорной подушки. Согласно одному варианту реализации каждый путь для воздушных потоков имеет по меньшей мере одно отверстие, расположенное в пределах пути для воздушных потоков, которое проходит сквозь корпус опорной подушки.
[00145] Следует понимать, что опорные подушки, сконструированные для соответствования абразивным покрытиям, имеющим управляемые неравномерные распределения отверстий, могут успешно использоваться в комбинации с известными абразивными покрытиями, а также с конкретным абразивным покрытием, имеющим управляемое неравномерное распределение отверстий. Неожиданно было обнаружено, что варианты реализации опорной подушки обеспечивают превосходный съем материала и способствуют улучшению абразивных характеристик известных абразивов.
[00146] Согласно одному варианту реализации опорная подушка может иметь шаблон путей для воздушных потоков, который выполнен с возможностью совместной работы с абразивными покрытиями, имеющими управляемый неравномерный шаблон распределения. Как указано выше, такая подушка может быть использована в соединении с известным перфорированным абразивным покрытием для облегчения съема материала и улучшения абразивных характеристик.
[00147] Согласно одному варианту реализации опорная подушка может содержать шаблон путей для воздушных потоков, причем указанный шаблон путей для воздушных потоков генерируется из x и y координат управляемого неравномерного шаблона распределения. Управляемый неравномерный шаблон распределения, используемый для генерирования шаблона путей для воздушных потоков опорной подушки, может быть идентичен шаблону отверстий абразивного покрытия, используемого с указанной опорной подушкой, или может отличаться от него. Согласно одному варианту реализации управляемый неравномерный шаблон распределения идентичен шаблону отверстий абразивного покрытия, используемого с указанной опорной подушкой. Согласно другому варианту реализации управляемый неравномерный шаблон распределения отличается от шаблона отверстий абразивного покрытия, используемого с указанной опорной подушкой.
[00148] Согласно одному варианту реализации опорная подушка может быть выполнена с возможностью совместной работы с абразивными покрытиями, имеющими филлотактические шаблоны согласно описанным в настоящей заявке вариантам реализации абразивного покрытия. Опорная подушка объединена с абразивным покрытием, имеющим филлотактические шаблоны, при этом указанная опорная подушка содержит множественные отверстия, множественные полости, множественные каналы, множественные проходы или комбинации вышеперечисленного, которые выполнены в шаблоне, предназначенном для облегчения съема материала и всасывания опилок и удаления их с поверхности заготовки во время процесса истирания посредством отверстий абразивного покрытия, имеющего филлотактический шаблон. Отверстия, полости, каналы, проходы или комбинации вышеперечисленного могут образовывать пути для воздушных потоков, которые проходят вдоль опорной подушки, внутри нее или сквозь опорную подушку, или проходят способами, комбинирующими вышеперечисленное. Пути для воздушных потоков облегчают съем материала и способствуют улучшенному всасыванию опилок сквозь отверстия абразивного покрытия и их удалению от поверхности заготовки во время процесса истирания. Согласно одному варианту реализации шаблон отверстий, полостей, каналов, проходов или комбинаций вышеперечисленного может быть выполнен в форме правильных многоугольников, неправильных многоугольников, эллипсоидов, дуг, спиралей, филлотактических шаблонов или комбинаций вышеперечисленного. Согласно другому варианту реализации пути для воздушных потоков могут быть выполнены в форме правильных многоугольников, неправильных многоугольников, эллипсоидов, дуг, спиралей, филлотактических шаблонов или комбинаций вышеперечисленного.
[00149] Согласно одному варианту реализации подходящий спиральный или филлотактический шаблон может быть сгенерирован из x и y координат любого филлотактического шаблона отверстий абразивного изделия согласно вариантам реализации, описанным выше. Согласно одному варианту реализации x и y координаты спирального или филлотактического шаблона транспонированы и повернуты для определения x′ и y′ координат спирального или филлотактического шаблона путей для воздушных потоков в опорной подушке, причем θ равен π/n в радианах, и n - любое целое число согласно следующему уравнению:
[00150] Полученные транспонированные и повернутые координаты (x′ и y′) могут быть изображены графически, например, посредством компьютера с использованием чертежной программы (CAD), для генерирования подходящего шаблона путей для воздушных потоков, такого как спиральный или филлотактический шаблон. Конкретные варианты реализации транспонированных филлотактических шаблонов показаны на фиг. 9, 12, 15.
[00151] Затем, шаблоны могут быть использованы для задания проходящих в радиальном направлении дугообразных и спиральных каналов, а также кольцевых каналов, которые могут пересекать дугообразные и спиральные каналы, или могут быть использованы способами, включающими комбинации вышеперечисленного. Затем, кольцевые, дугообразные, спиральные каналы или их комбинации могут быть прорезаны в подходящем материале, например, в форме желобов, полостей, отверстий, каналов или других элементов для формирования объединенной опорной подушки. Конкретные варианты реализации шаблонов каналов, основанные на транспонированных филлотактических шаблонах, показаны на фиг. 10, 13, 16. Дополнительные варианты реализации опорных подушек, основанные на транспонированных филлотактических шаблонах, показаны на фиг. 28, 29, 30, 31, 32, 33, 46 и 47.
[00152] Согласно некоторым вариантам реализации пути для воздушных потоков опорной подушки частично или полностью совпадают с отверстиями абразивного покрытия. Подразумевается, что путь для воздушных потоков совпадает с отверстием, если по меньшей мере часть площади отверстия частично или полностью совмещена с путем для воздушных потоков. Согласно одному варианту реализации пути для воздушных потоков соответствующей опорной подушки совпадают по меньшей мере с 5%, по меньшей мере 10%, по меньшей мере 15%, по меньшей мере 20%, по меньшей мере 25% отверстий. Согласно одному варианту реализации пути для воздушных потоков соответствующей опорной подушки могут совпадать по меньшей мере с 5%, по меньшей мере 10%, по меньшей мере 15%, по меньшей мере 20%, по меньшей мере 25%, по меньшей мере 30%, по меньшей мере 35%, по меньшей мере 40%, по меньшей мере 55%, по меньшей мере 50%, по меньшей мере 55%, по меньшей мере 60%, по меньшей мере 65%, по меньшей мере 70%, по меньшей мере 75%, по меньшей мере 80%, по меньшей мере 85%, по меньшей мере 90%, по меньшей мере 95% или по меньшей мере 100% отверстий абразивного покрытия.
[00153] Следует понимать, что некоторые из спиральных и филлотактических шаблонов путей для воздушных потоков опорной подушки демонстрируют определенную степень совмещения с шаблоном отверстий абразивного покрытия, в частности, если шаблон путей для воздушных потоков основан на транспонировании и вращении координат отверстий абразивного покрытия. Согласно одному варианту реализации шаблон путей для воздушных потоков опорной подушки совпадает с большей частью отверстий или почти всеми отверстиями абразивного покрытия, если опорная подушка находится в конкретной фазе или повернута на конкретное количество градусов относительно абразивного покрытия. Опорная подушка является опорной подушкой с одиночным совмещением (также называемым 2-складчатым совмещением), если пути для воздушных потоков опорной подушки совпадают с отверстиями абразивного покрытия при повороте подушки на 90° или 180° относительно абразивного покрытия, и большая часть отверстий или почти все отверстия абразивного покрытия совпадают по меньшей мере с одним из путей для воздушных потоков опорной подушки. На фиг. 46 показан вариант реализации опорной подушки с одиночным совмещением. На фиг. 48-51 показаны варианты реализации абразивного покрытия, имеющего 442 отверстия (441 отверстие, окружающие центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с одиночным совмещением, показанную на фиг. 46, причем абразивное покрытие повернуто со сдвигом фаз на 90°, 180°, 270° и 0° с опорной подушкой таким образом, что отверстия абразивного покрытия чередуются между положением, в котором ни одно из отверстий абразивного покрытия не соответствует любой из наружных спиралей опорной подушки, до положения, в котором почти все отверстия абразивного покрытия соответствуют по меньшей мере одной из наружных спиралей опорной подушки. Опорная подушка с двойным совмещением (также называемым 4-складчатым совмещением) показана на фиг. 47. На фиг. 52-59 показан вариант реализации абразивного покрытия, имеющего 442 отверстия (441 отверстие, окружающее центральное отверстие) согласно уравнению Фогеля, покрывающего опорную подушку с двойным совмещением, показанную на фиг. 47, причем абразивное покрытие повернуто со сдвигом фаз на 45°, 90°, 135°, 180°, 225°, 270°, 315° и 0° с опорной подушкой. Очевидно, что отверстия абразивного покрытия чередуются между положением, в котором ни одно из отверстий абразивного покрытия не соответствует ни одной из наружных спиралей опорной подушки (45°, 135°, 225° и 315°), и положением, в котором почти все отверстия абразивного покрытия соответствуют по меньшей мере одной из наружных спиралей опорной подушки (90°, 180°, 270° и 0°).
[00154] Согласно одному варианту реализации опорная подушка может содержать индикатор совмещения или может быть выполнена с возможностью включения в нее индикатора совмещения. Индикатор совмещения может быть маркировкой, устройством, выемкой, фиксатором, манжетой, выступом или комбинациями вышеперечисленного для указания градуса совмещения опорной подушки с абразивным покрытием. Согласно конкретному варианту реализации индикатор совмещения может быть маркировкой.
[00155] Несмотря на то, что опорные подушки согласно настоящему изобретению описаны как объединенные с вариантами реализации абразивных изделий, описанных в настоящей заявке, такие опорные подушки также могут быть использованы со стандартными известными перфорированными абразивными покрытиями. Неожиданно было выяснено, что опорные подушки, имеющие множественные отверстия, множественные полости, множественные каналы или комбинации вышеперечисленного, которые формируют подходящие спиральные или филлотактические шаблоны путей для воздушных потоков, отличаются улучшенным съемом материала, могут способствовать улучшению абразивных режущих характеристик и повышению продолжительность срока службы как для известных стандартных перфорированных абразивных покрытий, так и для абразивных покрытий, имеющих филлотактические шаблоны перфораций.
[00156] Опорная подушка может быть гибкой или жесткой. Опорная подушка может быть выполнена из любого количества различных материалов или комбинаций материалов, включая традиционно используемые для изготовления опорных подушек. Опорная подушка может быть выполнена цельной, иметь цельную конструкцию или составную конструкцию, такую как многослойная конструкция или конструкцию, состоящую из концентрических слоев. Опорная подушка предпочтительно выполнена из упругого материала, такого как эластичная пена. Подходящая пена может быть полиуретаном, полиэфиром, полиэстровым уретаном полиэфируретаном; натуральным или искусственным каучуком, таким как полибутадиен, полиизопрен, этиленпропилендиеновый полимер (EPDM), поливинилхлорид (ПХВ), полихлоропрен или стирол/бутадиеновый сополимер; или комбинацией вышеперечисленного. Пена может быть открытопористой или закрытопористой. К составу пены могут быть добавлены добавки, такие как связующие вещества, добавки для повышения ударной прочности, отвердители, антиоксиданты, усиливающие материалы, и т.п., для достижения необходимых характеристик. К пене или другому упругому материалу, используемому для изготовления опорной подушки также могут быть добавлены красители, пигменты, заполнители, антистатики, огнезадерживающие материалы и грубый сетчатый холст.
[00157] В частности, подходящая для использования пена включает TDI (толуилендиизоцианат)/полиэфирную пену и MDI (диизоцианат дифенила метилена)/полиэфирную пену. Согласно одному варианту реализации опорная подушка выполнена из упругого, открытопористого пенополиуретана, образованного в качестве продукта реакции простого полиэфира полиола и ароматического полиизоцианата. Согласно другому варианту реализации опорная подушка может быть пеной, вулканизованным каучуком или любыми комбинациями вышеперечисленного.
[00158] Способ изготовления - Изделие с абразивным покрытием
[00159] Согласно способу изготовления изделия с абразивным покрытием, имеющего шаблон отверстий, из рулона подают подложку, которая может быть покрыта связующим веществом, которое подают с использованием устройства для нанесения покрытий. Пример устройства для нанесения покрытий включает вырубную обкладочную машину, ножевое устройство для нанесения покрытий, лаконаливочную машину, вакуумную вырубную обкладочную машину или вырубную обкладочную машину. Способы нанесения покрытия могут включать контактные или бесконтактные способы. Согласно таким способам используют два ролика, три реверсных ролика, нож над роликом, щелевую экструзионную головку, а также оборудование для рифления, экструзии или напыления покрытия.
[00160] Согласно одному варианту реализации связующее вещество может быть доставлено в форме шлама, содержащего состав и абразивные зерна. Согласно другому варианту реализации связующее вещество может быть доставлено отдельно от абразивных зерен. Абразивные зерна могут быть поданы после покрытия подложки связующим веществом, после частичного отверждения связующего вещества, после шаблонирования связующего вещества, если таковое предполагается, или после полного отверждения связующего вещества. Например, абразивные зерна могут быть применены способом, таким как электростатическое нанесение, гравитационное нанесение или механическое вбрасывание.
[00161] Согласно другому варианту реализации подложка, покрытая связующим веществом и абразивными зернами, может быть отштампована, просечена, прорезана лазером или обработана комбинациями вышеперечисленного для формирования шаблона отверстий. Отверстия фактически могут не содержать материала подложки, связующего вещества и абразивных зерен.
[00162] Согласно другому варианту реализации подложка может быть выборочно покрыта связующим веществом с оставлением непокрытых областей, которые затем прорезают для формирования отверстий. Например, связующее вещество может быть нанесено на подложку способом печати, таким как трафаретная печать, офсетная печать или флексография. Согласно другому варианту реализации связующее вещество может быть выборочно нанесено посредством гравированного цилиндра, щелевой экструзионной головки, маскированного напыления или тому подобным способом. Согласно другому варианту реализации к подложке может быть применены фоторезист или отверждаемая ультрафиолетом маска, которые могут быть обработаны, например, фотолитографическим способом для маскирования части подложки. Согласно другому варианту реализации перед применением связующего вещества на подложку может быть нанесено несмачивающееся вещество.
[00163] Согласно способу шлифования обрабатываемая деталь может быть введена в контакт с абразивным покрытием. Абразивное покрытие может вращаться относительно обрабатываемой детали. Например, абразивное покрытие может быть установлено на плоскошлифовальной ручной машине и может быть введено в контакт с обрабатываемой деталью. Во время шлифования обрабатываемой детали материал, истертый с обрабатываемой детали, может накапливаться в отверстиях. Накапливающийся материал может быть выброшен из отверстий перемещением абразивного покрытия во время использования. Согласно другому варианту реализации вместе с абразивным изделием может быть использована вакуумная система, которая может содержать опорную подушку, выполненную с возможностью совместного функционирования с указанным абразивным изделием.
ПРИМЕРЫ
[00164] Пример 1 - Эффективность извлечения опилок
[00165] Потенциальная эффективность извлечения опилок из шаблона отверстий абразивного диска может быть определена количественно путем определения усредненного расстояния от отверстия для любой точки на воображаемой поверхности, заданной вращением абразивного диска в выбранной орбитали. Абразивные поверхности (т.е., шаблоны абразивного диска) для Сравнительного образца 1 (фиг. 20А) и Образцов 1-3 согласно настоящему изобретению (фиг. 20В-20D) показаны в верхних частях фиг. 20A-20D. Усредненное расстояние от отверстия для любой точки на воображаемой поверхности, заданной вращением абразивного диска, было определено с использованием моделирующей программы. Была использована орбиталь, соответствующая стандартной орбитали для механизированной ручной плоскошлифовальной машины. Были графически изображены усредненные расстояния для каждого абразивного шаблона, как показано в центральных частях на фиг. 20A-20D. Усредненные расстояния от отверстия как функции радиуса были изображены в виде графика в нижней части на фиг. 20A-20D, произведено интегрирование площади под кривой, и были сравнены значения для каждого шаблона отверстий. Низкое интегрированное значение указывает на улучшенное покрытие отверстиями и таким образом повышенную эффективность извлечения опилок. Все шаблоны отверстий согласно настоящему изобретению имели низкое интегрированное значение и, таким образом, превосходную эффективность извлечения опилок, в отличие от сравнительного образца. Было выяснено, что все образцы имеют почти равную величину площади отверстий. Это указывает на то, что распределение отверстий вдоль поверхности абразивного диска является наилучшим. Образец 3 согласно настоящему изобретению показал особенно значительное уменьшение (93-процентное уменьшение) интегрированного значения.
[00166] Сравнительный образец 1 представляет собой шаблон абразивного диска диаметром 5 дюймов (12,7 см) марки MultiAir, имеющий 125 отверстий, причем площадь отверстий (т.е., вычтенная площадь) составляет 10,5%. Максимальное усредненное расстояние от отверстия для любой данной точки находится в диапазоне 3-4 мм. Интегрированное усредненное расстояние от отверстия составило 49 мм2.
[00167] Образец 1 представляет собой шаблон 5-дюймового (12,7 см) абразивного диска, выполненный в соответствии с моделью подсолнечника Фогеля, причем диск имеет 150 отверстий, суммарная площадь которых (т.е., вычтенная площадь) составляет 10,7%. Максимальное усредненное расстояние от отверстия для любой данной точки находится в диапазоне 2-3 мм. Интегрированное усредненное расстояние от отверстия составляет 33 мм2 (32-процентное уменьшение).
[00168] Образец 2 представляет собой шаблон 5-дюймового (12,7 см) абразивного диска, выполненный в соответствии с моделью подсолнечника Фогеля, причем диск имеет 250 отверстий, и площадь отверстий (вычтенная площадь) составляет 10,8%. Максимальное усредненное расстояние для любой данной точки от отверстия находится в диапазоне 1-2 мм. Интегрированное усредненное расстояние от отверстия составляет 11 мм2 (77-процентное уменьшение).
[00169] Образец 3 представляет собой шаблон 5-дюймового (12,7 см) абразивного диска, выполненный в соответствии с моделью подсолнечника Фогеля, причем диск имеет 350 отверстий, и площадь отверстий (т.е., вычтенная площадь) составляет 10,7%. Максимальное усредненное расстояние для любой данной точки от отверстия находится в диапазоне 1-2 мм. Интегрированное усредненное расстояние от отверстия составляет 3 мм2 (93-процентное уменьшение).
[00170]
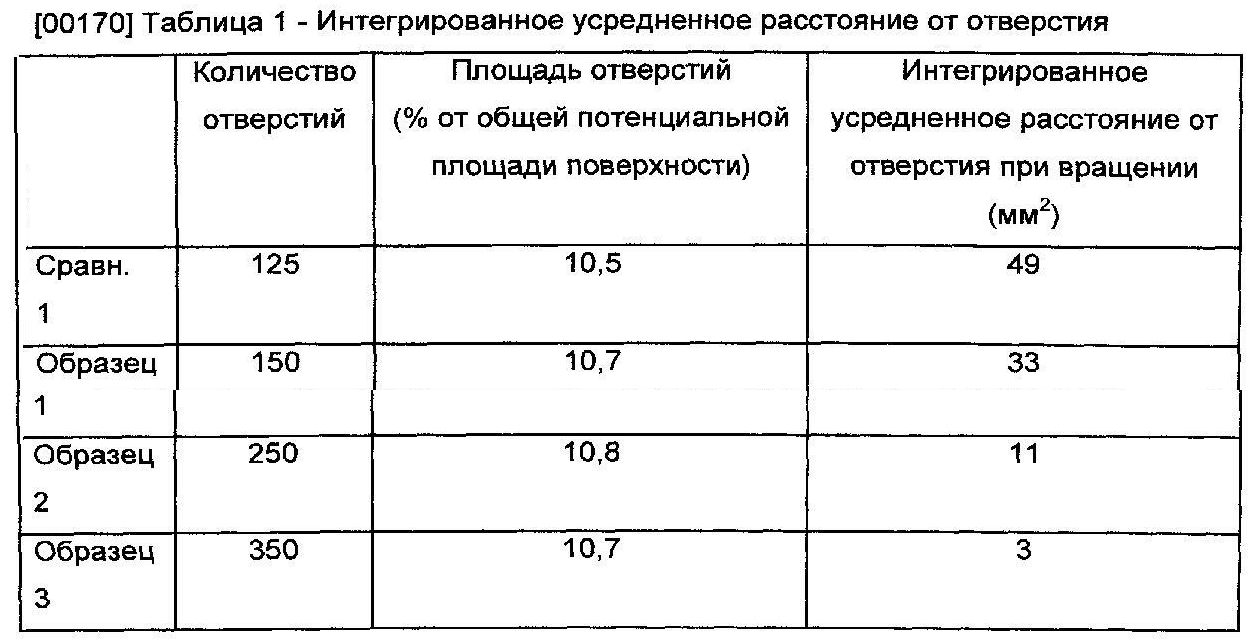
[00171] Пример 2 - Улучшенная эффективность удаления опилок при повышенной абразивной площади
[00172] Дополнительные абразивные шаблоны отверстий согласно настоящему изобретению были исследованы на предмет потенциальной эффективности удаления опилок с использованием той же самой процедуры, описанной выше. Шаблоны абразивного диска для Сравнительного образца 1 (на фиг. 21А) и Образцов 1-3 согласно настоящему изобретению (на фиг. 21B-21D) показаны в верхних частях на фиг. 21A-21D. Были графически изображены усредненные расстояния для каждого абразивного шаблона, как показано в центральных частях на фиг. 21A-21D. Усредненные расстояния от отверстия как функции радиуса были изображены в виде графика в нижней части на фиг. 21A-21D. Была интегрирована площадь под кривой, и были сравнены значения для каждого шаблона отверстий. Сверх ожиданий, все образцы согласно настоящему изобретению показали сопоставимое или улучшенное интегрированное значение, даже при площади отверстий, которая была меньше площади отверстий сравнительного образца, на величину от 2,7% до 6,3%. Это доказывает, что распределение отверстий вдоль поверхности абразивных дисков согласно настоящему изобретению является предпочтительным, поскольку позволяет достичь очень высокой эффективности извлечения опилок с одновременным увеличением фактической абразивной площади. Образец 3 согласно настоящему изобретению показал самое значительное уменьшение интегрированного значения при наибольшем увеличении фактической абразивной площади.
[00173] Сравнительный образец 1 представляет собой шаблон абразивного диска диаметром 5 дюймов (12,7 см) марки MultiAir, имеющий 125 отверстий, причем площадь отверстий (т.е., вычтенная площадь) составляет 10,5%. Максимальное усредненное расстояние от отверстия для любой данной точки находится в диапазоне 3-4 мм. Интегрированное усредненное расстояние от отверстия составило 49 мм2.
[00174] Образец 1 представляет собой шаблон 5-дюймового (12,7 см) абразивного диска, выполненный в соответствии с моделью подсолнечника Фогеля, причем диск имеет 148 отверстий, суммарная площадь которых (т.е., вычтенная площадь) составляет 7,8% (на 2,7% увеличена абразивная площадь). Максимальное усредненное расстояние от отверстия для любой данной точки находится в диапазоне 2-3 мм. Интегрированное усредненное расстояние от отверстия составляет 51 мм2 (4-процентное увеличение).
[00175] Образец 2 представляет собой шаблон 5-дюймового (12,7 см) абразивного диска, выполненный в соответствии с моделью подсолнечника Фогеля, причем диск имеет 246 отверстий, и площадь отверстий (вычтенная площадь) составляет 5,0% (на 5,5% увеличена абразивная площадь). Максимальное усредненное расстояние для любой данной точки от отверстия находится в диапазоне 2-3 мм. Интегрированное усредненное расстояние от отверстия составляет 32 мм2 (34-процентное уменьшение).
[00176] Образец 3 представляет собой шаблон 5-дюймового (12,7 см) абразивного диска, выполненный в соответствии с моделью подсолнечника Фогеля, причем диск имеет 344 отверстий, и площадь отверстий (вычтенная площадь) составляет 3,7%. Максимальное усредненное расстояние для любой данной точки от отверстия находится в диапазоне 1-2 мм. Интегрированное усредненное расстояние от отверстия составляет 22 мм2 (55-процентное уменьшение).
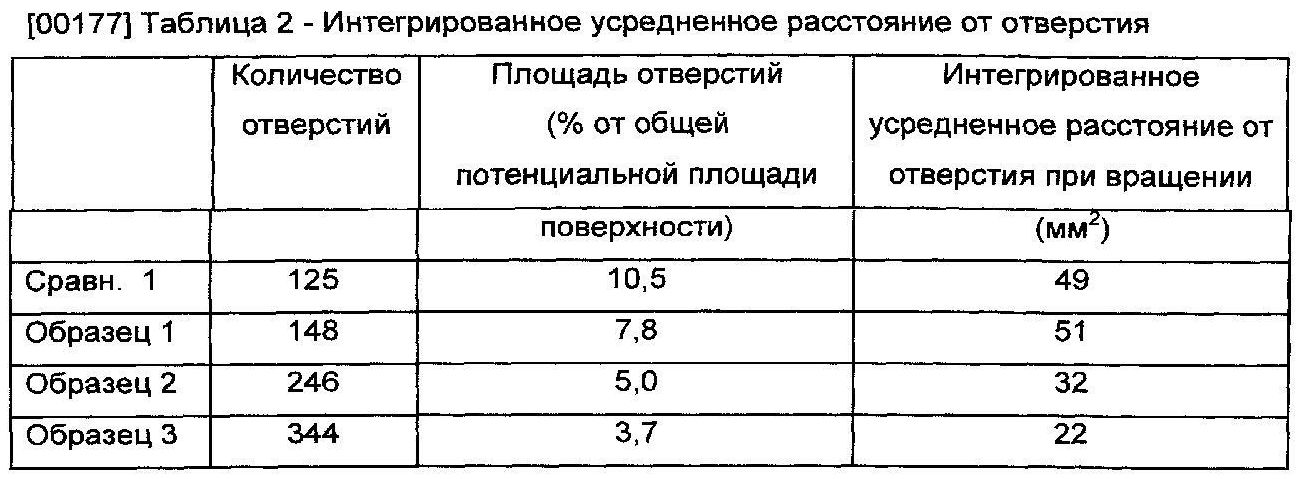
Пример 3 - Абразивные характеристики - С вакуумной системой и стандартной опорной подушкой
[00178] Диски с абразивным покрытием диаметром 5 дюймов (12,7 см) были протестированы в процессе шлифования литой акриловой панели с использованием переносной плоскошлифовальной ручной машины. Каждый диск с абразивным покрытием был перемещен вдоль прямой линии по всей длине литой акриловой панели. Количество удаленного материала было определено измерением веса литой акриловой панели до и после каждого цикла шлифования с использованием весов. Средний вес удаленного материала был определен путем суммирования потери веса за шесть циклов шлифования. Средний съем материала был определен путем усреднения результатов трех испытаний.
[00179] Шероховатость поверхности (Rz) литой акриловой панели было измерено после первого цикла шлифования в трех точках вдоль длины панели. Усредненный показатель Rz был определен по результатам трех испытаний.
[00180] На фиг. 22 показана диаграмма, сравнивающая суммарный съем материала и шероховатость поверхности для Сравнительного образца 1 и трех Образцов согласно настоящему изобретению.
[00181] Сравнивались диски с абразивным покрытием, имеющим зернистость Р1500 (средний размер абразивного зерна составляет примерно 12,6 мкм). Каждый цикл шлифования в испытании был выполнен в течение 30 секунд с использованием вакуума, если не указано иное. Со всеми образцами использовалась опорная подушка марки Dynabrade ("твердая" подушка), имеющая 54 отверстия.
[00182] Сравнительный образец 1 представляет собой диск марки Norton MultiAir диаметром 5 дюймов (12,7 см) с зернистостью Р1500, имеющий 125 отверстий, распределенных в соответствии с сетчатым шаблоном. Общая величина площади отверстий составляет 10,5% от площади диска.
[00183] Образец 1 представляет собой абразивный диск диаметром 5 дюймов (12,7 см) с зернистостью Р1500 и филлотактическим шаблоном отверстий, основанным на уравнении Фогеля. Количество отверстий составляет 150. Общая величина площади отверстий составляет 10,5%.
[00184] Образец 2 является тем же, что и образец 1, за исключением того, что количество отверстий составляет 250. Общая величина площади отверстий составляет 10,8%.
[00185] Образец 3 является тем же, что и образец 1, за исключением того, что количество отверстий составляет 350. Общая величина площади отверстий составляет 10,7%.

[00187] Пример 4 - Абразивные характеристики - С вакуумной системой и стандартной опорной подушкой
[00188] На фиг. 23 показана диаграмма, сравнивающая суммарный съем материала и шероховатость поверхности для Сравнительного образца 1 и трех Образцов согласно настоящему изобретению.
[00189] Были выполнены те же самые испытания абразивных характеристик, что и в описанном выше Примере 3, за исключением того, что со всеми образцами использовалась опорная подушка марки Norton Multi-Air ("мягкая" подушка), имеющая 125 отверстий.
[00190] Сравнительный образец 1 и Образцы 1-3 согласно настоящему изобретению были те же самые, что и в описанном выше Примере 3.
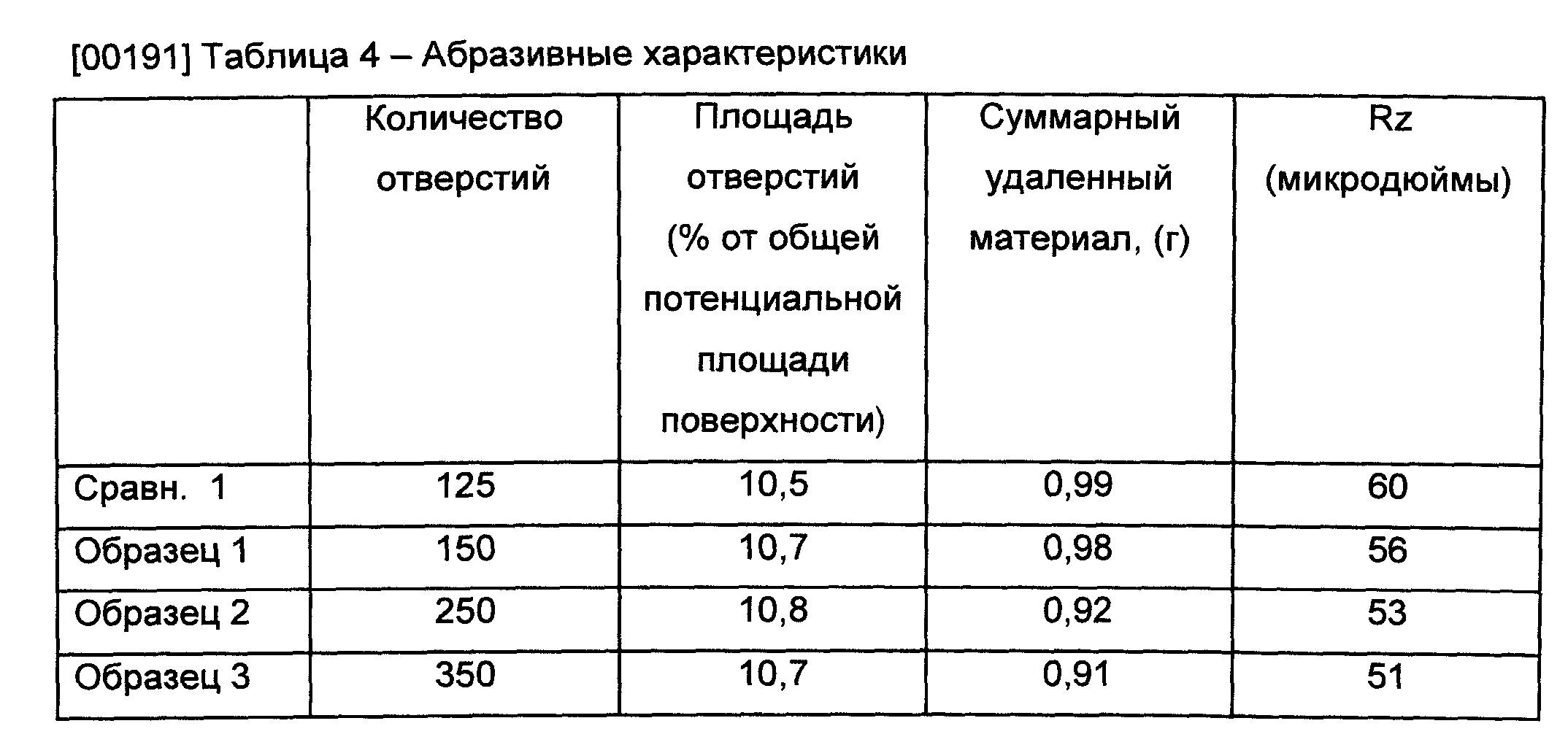
[00192] Пример 5 - Абразивные характеристики - С вакуумной системой и стандартной опорной подушкой
[00193] На фиг. 24 показана диаграмма, сравнивающая суммарный съем материала и шероховатость поверхности для Сравнительного образца 1 и трех Образцов согласно настоящему изобретению.
[00194] Были выполнены те же самые испытания абразивных характеристик, что и в описанном выше Примере 3, за исключением того, что длительность каждого из шести циклов шлифования составляла 2 минуты.
[00195] Сравнительный образец 1 и Образцы 1-3 согласно настоящему изобретению были те же самые, что и в описанном выше Примере 3, за исключением того, что для всех образцов использовался абразив с зернистостью Р80 (средний размер абразивного зерна составляет примерно 201 мкм).
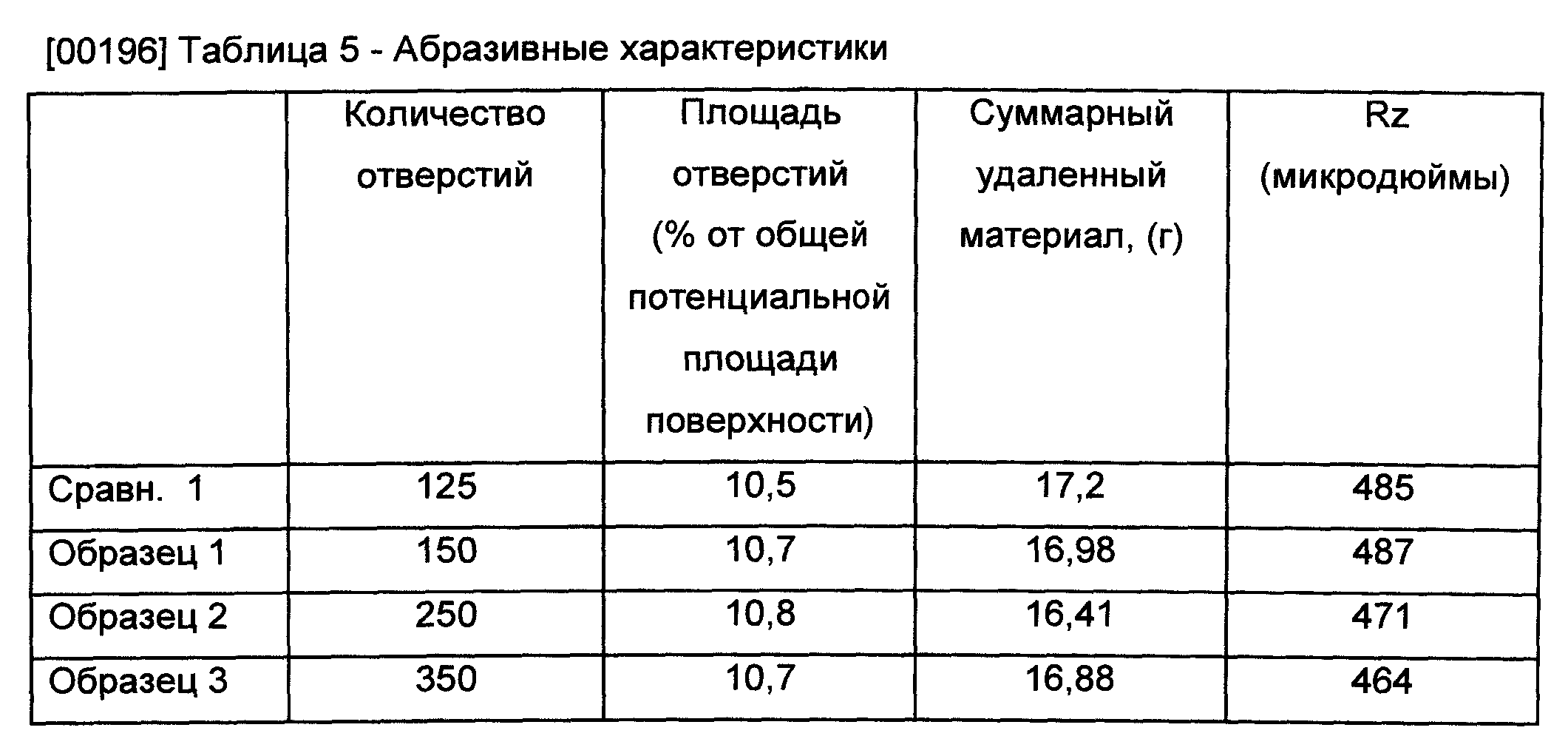
[00197] Пример 6 - Абразивные характеристики - С вакуумной системой и стандартной опорной подушкой
[00198] На фиг. 25 показана диаграмма, сравнивающая суммарный съем материала и качество поверхности для Сравнительного образца 1 и трех образцов согласно настоящему изобретению.
[00199] Были выполнены те же самые испытания абразивных характеристик, что и в описанном выше Примере 4, за исключением того, что длительность каждого из шести циклов шлифования составляла 2 минуты.
[00200] Сравнительный образец 1 и Образцы 1-3 согласно настоящему изобретению были те же самые, что и в описанном выше Примере 4, за исключением того, что для всех образцов использовался абразив с зернистостью Р80 (средний размер абразивного зерна составляет примерно 201 мкм).
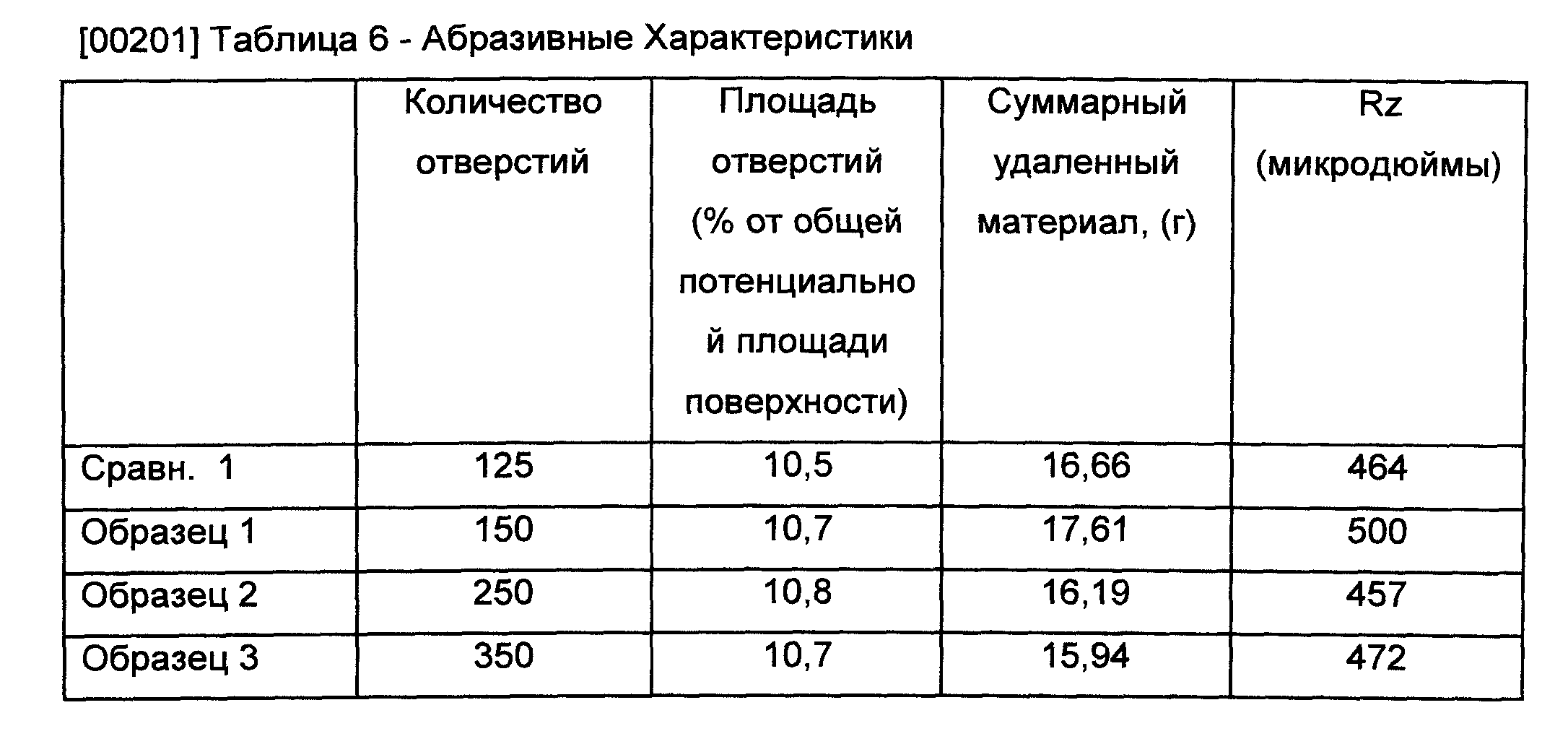
[00202] Пример 7 - Абразивные Характеристики - С вакуумной системой и объединенной опорной подушкой
[00203] На фиг. 26 показан график съема материала в зависимости от времени для Сравнительного образца 1 и двух образцов согласно настоящему изобретению.
[00204] Были выполнены те же самые испытания абразивных характеристик, что и в описанном выше Примере 1, с использованием шести циклов шлифования по 30 секунд каждый. Были выполнены три испытания и определены усредненные значения.
[00205] Сравнительным образец 1 представляет собой диск марки Norton MultiAir диаметром 5 дюймов (12,7 см) с зернистостью Р1500, имеющий 125 отверстий, распределенных в соответствии с сетчатым шаблоном. В соединении с диском использовалась объединенная опорная подушка марки MultiAir ("мягкая" подушка). Общая величина площади отверстий составляет 10,5% от площади диска.
[00206] Образец 1 представляет собой абразивный диск диаметром 5 дюймов (12,7 см) с зернистостью Р1500 и филлотактическим шаблоном отверстий, основанным на уравнении Фогеля. Количество отверстий составило 246, и в соединении с диском использовалась объединенная опорная подушка ("мягкая" подушка), шаблон которой основан на транспонированном изображении шаблона Фогеля, имеющего 246 отверстия. Общая величина площади отверстий составляет 5% от площади диска.
[00207] Образец 2 представляет собой абразивный диск диаметром 5 дюймов (12,7 см) с зернистостью Р1500 и филлотактическим шаблоном отверстий, основанным на уравнении Фогеля. Количество отверстий составляет 344, и в соединении с диском использовалась объединенная опорная подушка ("мягкая" подушка), шаблон которой основан на транспонированном изображении шаблона Фогеля, имеющего 344 отверстия. Общая величина площади отверстий составляет 3,7% от площади диска.
[00208] Как может быть видно из графика, первоначальный съем материала (в течение первого цикла) является предельно низким, но скорость ухудшения съема материала значительно улучшена по сравнению с эталонным шаблоном диска MultiAir. Скорость ухудшения указывает на забивку диска. Чем выше забивка, тем быстрее снижается съем материала. Улучшение смягчения скорости потери способности к съему материала явно указывает на то, что шаблоны отверстий образцов согласно настоящему изобретению обеспечивают улучшение над сравнительным шаблоном отверстий. Кроме того, образцы согласно настоящему изобретению имеют более высокую суммарную скорость съема материала, чем сравнительный образец. Процентное увеличение суммарного съема материала для образца 1 (+14,75%) и для образца 2 (+27,81%) непропорционально превышает рост абразивной площади для образца 1 (+5%) и образца 2 (+6,8%), что по всей видимости указывает на синергетический эффект абразивных характеристик за счет повышенной эффективности съема стружки у шаблонов с отверстиями согласно настоящему изобретению и благодаря использованию объединенной опорной подушки. Кроме того, качество поверхности для образцов согласно настоящему изобретению является таким же или лучше (низкие значения указывают на низкую среднюю шероховатость), чем для сравнительных образцов.
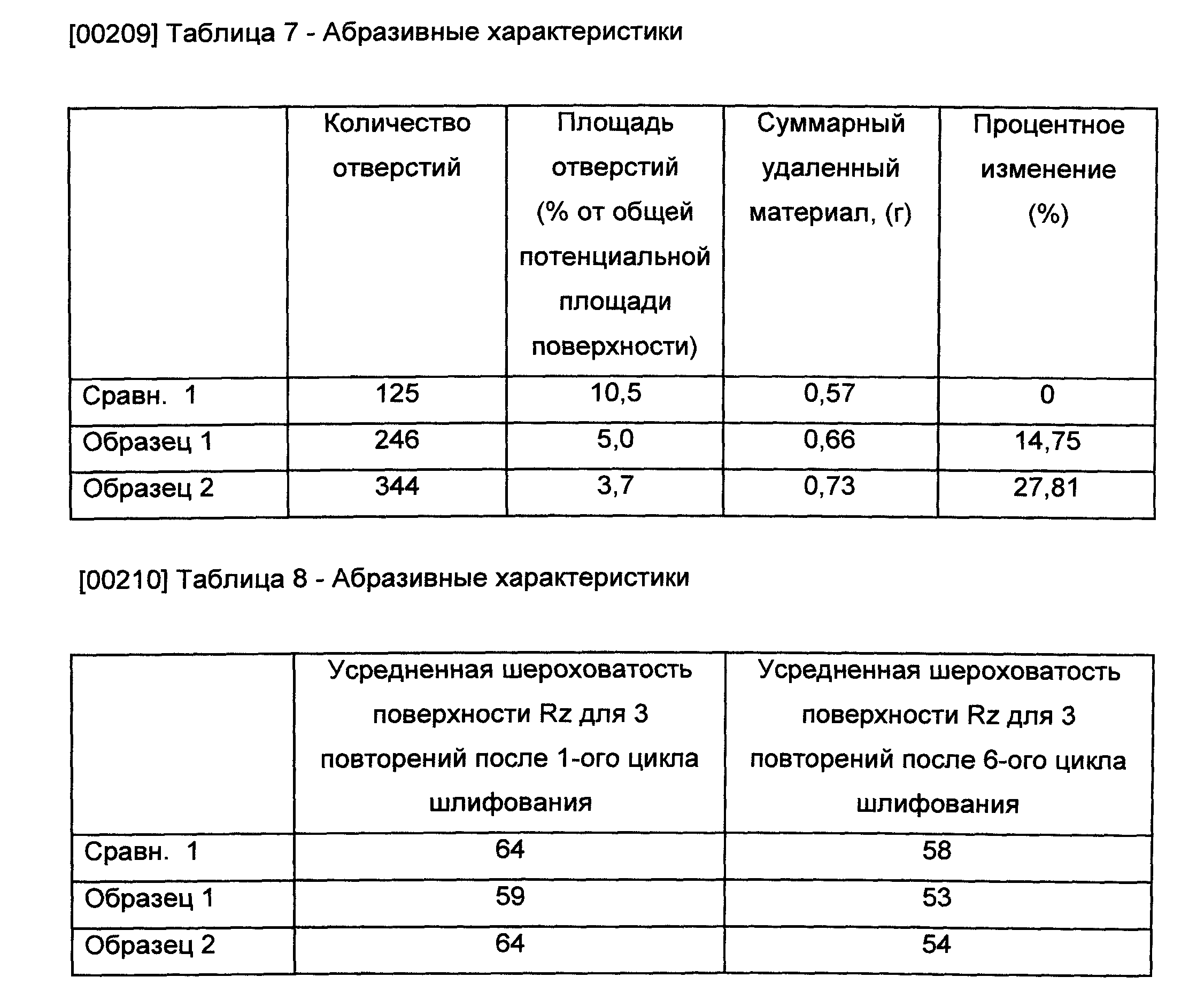
[00211] Пример 8 - Испытания эксплуатационных характеристик абразива - С вакуумной установкой и соответствующей опорной подушкой
[00212] Испытания эксплуатационных характеристик абразива были выполнены на боковых панелях транспортного средства. Боковые панели выполнены из стекловолокна и покрыты грунтовкой способом электроосаждения. Боковые панели транспортного средства обрабатывали с использованием переносной плоскошлифовальной ручной машины, снабженной абразивным диском диаметром 6 дюймов (15,24 см), опорной подушкой и вакуумным отсосом. Были испытаны два эталонных образца и три образца согласно настоящему изобретению. Комбинации абразивных дисков и опорных подушек для эталонных образцов и образцов согласно настоящему изобретению приведены в Таблице _ и более подробно описаны ниже.
[00213] Для всего испытания боковые панели транспортного средства шлифовали перемещением из стороны в сторону с охватом последовательных рядов поверхности боковой панели транспортного средства. Множественные циклы проводились для каждой пары соединенных абразивных дисков и опорных подушек. Были измерены средний срок службы абразивных дисков и средняя площадь поверхности, обработанная за время срока службы абразивных дисков. На фиг. 24 показана диаграмма, сравнивающая средний срок службы и среднюю площадь, отшлифованную за время срока службы, для каждого из эталонного образца и образцов согласно настоящему изобретению.
[00214] Средний срок службы и средняя площадь, отшлифованная во время срока службы каждого образца, были использованы для оценки и сравнения времени, необходимого для шлифования 10000 квадратных футов (929 м2) поверхности панелей транспортного средства. Вычисления доказывают, что за время 45 секунд абразивный диск изменяется. На фиг. 25 показана диаграмма, сравнивающая время в часах, необходимое для шлифования 10000 квадратных футов (929 м2) поверхности панелей транспортного средства, для эталонного образца и образцов согласно настоящему изобретению.
[00215] В качестве Эталонного образца 1 использовался абразивный диск марки Norton MultiAir диаметром 6 дюймов (15,24 см) с алюмооксидным зерном с размером Р320, имеющий 181 просеченное штампом отверстие, распределенные в соответствии с сеточным шаблоном (одно отверстие с радиусом 7,8 мм в центре диска и 180 отверстий 1,65 мм, окружающих центральное отверстие) (далее называемый как "штампованный диск MultiAir"). Общая площадь отверстий составляет приблизительно 10% от общей площади диска. При испытании использовалась соответствующая опорная подушка марки Norton MultiAir диаметром 6 дюймов (15,24 см) (далее называемая как "опорная подушка MultiAir"), выполненная из пенополиуретана и имеющая 181 отверстие, распределенные в соответствии с тем же самым шаблоном, что и в штампованном диске MultiAir.
[00216] В качестве Эталонного образца 2 использовался абразивный диск марки Norton MultiAir диаметром 6 дюймов (15,24 см), такой же, как и эталонный образец 1, за исключением того, что отверстия в этом абразивном диске выполнены лазерной резкой (далее назван как "полученный лазерной резкой диск MultiAir"). В качестве опорной подушки использовалась та же самая опорная подушка MultiAir, что и в Эталонном образце 1.
[00217] В качестве образца 1 согласно настоящему изобретению использовался полученный лазерной резкой абразивный диск MultiAir, такой же, как в Эталонном образце 2. В качестве опорной подушки использовалась опорная подушка диаметром 6 дюймов (15,24 см) согласно настоящему изобретению, имеющая спиральные каналы для воздушных потоков, основанные на транспонировании уравнения Фогеля, (далее названа как "опорная подушка Подсолнечник"). Опорная подушка Подсолнечник имеет двускладчатую симметрию и спиральный шаблон, выполненный в соответствии с шаблоном на основе уравнения Фогеля, имеющий 247 отверстий (вместе с центральным отверстием). Спиральный шаблон содержит 34 наружные спирали и 8 внутренних спиралей, каждая из которых имеет ширину 1,3 мм. Внутренние спирали и наружные спирали отделены друг от друга. Каждая из спиралей содержит канал для протекания воздуха сквозь отверстия в абразивном диске, вдоль канала и сквозь корпус опорной подушки по меньшей мере сквозь одно из отверстий, расположенных в пределах канала, как показано на фиг. 36 и 46.
[00218] В качестве Образца 2 согласно настоящему изобретению использовался абразивный диск диаметром 6 дюймов (15,24 см) с алюмооксидным абразивным зерном Р320 и филлотактическим шаблоном отверстий согласно уравнению Фогеля, имеющий в целом 247 отверстий (одно отверстие с радиусом 7,8 мм в центре диска и 246 1,3-миллиметровых отверстий, окружающих центральное отверстие) (далее назван как абразивный диск Подсолнечник). Общая величина площади отверстий диска Подсолнечника составляет приблизительно 8% от общей площади диска. В качестве опорной подушки использовалась та же самая опорная подушка MultiAir, что и в Эталонном образце 1.
[00219] В качестве Образца 3 согласно настоящему изобретению использовался абразивный диск диаметром 6 дюймов (15,24 см) с алюмооксидным абразивным зерном Р320 и филлотактическим шаблоном отверстий согласно уравнению Фогеля, имеющий в целом 247 отверстий (одно отверстие с радиусом 7,8 мм в центре диска и 246 1,3-миллиметровых отверстий, окружающих центральное отверстие) (далее назван как абразивный диск Подсолнечник). Общая величина площади отверстий диска Подсолнечника составляет приблизительно 8% от общей площади диска. В качестве опорной подушки использовалась та же самая опорная подушка MultiAir, что и в Эталонном образце 1.

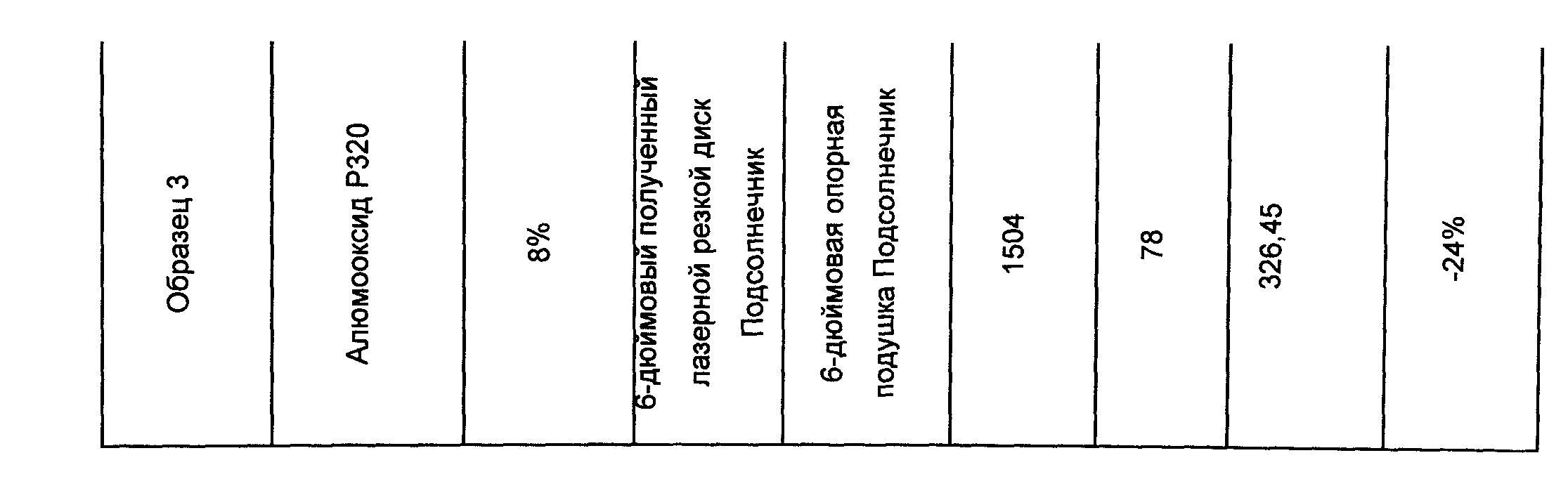
[00221] Образец 1 показывает, что опорная подушка Подсолнечник может быть пригодна для использования с известным диском MultiAir, и использование опорной подушки Подсолнечника в паре с указанным диском обеспечивает увеличение общей отшлифованной площади поверхности и более длительный срок службы абразивного диска по сравнению с Эталоном 1 и Эталоном 2. Количество времени, необходимое для обработки 10000 кв. футов (929 м2) поверхности панели, сокращено на 13%.
[00222] Образец 2 показывает, что абразивный диск Подсолнечник может быть пригоден для использования с известной опорной подушкой MultiAir, и использование абразивного диска Подсолнечника в паре с указанной подушкой обеспечивает увеличение общей отшлифованной площади поверхности и более длительный срок службы абразивного диска по сравнению с Эталоном 1 и Эталоном 2. Количество времени, необходимое для обработки 10000 кв. футов (929 м2) поверхности панели, сокращено на 3%.
[00223] Образец 3 демонстрируют что использование спаренных абразивного диска Подсолнечника и опорной подушки Подсолнечника обеспечивает увеличение отшлифованной площади поверхности и более длительный срок службы абразивного диска по сравнению со спаренными диском MultiAir и опорной подушкой MultiAir. Кроме того, спаривание абразивного диска Подсолнечника и опорной подушки Подсолнечника обеспечивает максимальную общую площадь отшлифованной поверхности во всех испытательных комбинациях. Количество времени, необходимое для шлифования 10000 квадратных футов (929 м2) поверхности панели, сокращено на 24%. Следует отметить, что сокращение необходимого времени на 24% достигнуто благодаря синергетическому эффекту, поскольку указанное сокращение больше, чем сумма сокращения для Образца 1 (с опорной подушкой Подсолнечником, обеспечивающей сокращение времени на 13%) и сокращения для Образца 2 (с абразивным диском Подсолнечником, обеспечивающим сокращение времени на 3%). Также следует отметить, что абразивный диск Подсолнечник имеет более высокие абразивные характеристики даже при уменьшенной площади отверстий для удаления опилок.
[00224] Пример 9 - Испытание эффективности съема материала
[00225] Испытание абразивных характеристик проводилось на боковых панелях транспортного средства для оценки эффективности съема материала для различных комбинаций абразивных дисков и опорных подушек. Боковые панели транспортного средства выполнены из стекловолокна и покрыты грунтовкой способом электроосаждения, как в описанном выше Примере 8. Боковые панели транспортного средства были отшлифованы с использованием переносной плоскошлифовальной ручной машины, оборудованной абразивным диском диаметром 6 дюймов (15,24 см), опорной подушкой и вакуумным отсосом, как в Примере 8. Были испытаны три образца согласно настоящему изобретению и один эталонный образец. Были использованы те же самые абразивные диски MultiAir и абразивные диски Подсолнечники, как и в описанном выше Примере 8, за исключением того, что абразивное зерно представляет собой алюмооксид размером Р80. Комбинации абразивных дисков и опорных подушек для эталонного образца и образцов согласно настоящему изобретению перечислены в Таблице 10 и описаны более подробно ниже.
[00226] Для испытания боковые панели транспортного средства шлифовали путем перемещения абразивного диска из стороны в сторону с охватом последовательных рядов вдоль поверхности панели, как и в описанном выше Примере 8. Для управляемого шлифования использовали одиночный абразивный диск, который перемещали вдоль панели до тех пор, пока не был достигнут конец срока службы диска. Регистрировалось время, необходимое для достижения конца срока службы абразивного диска и завершения шлифования общей площади. Затем была вычислена эффективность съема материала (общая площадь отшлифованной поверхности/срок службы). На фиг. 26 показана диаграмму, сравнивающая расчетную эффективность съема материала для эталонных образцов и образцов согласно настоящему изобретению.

[00228] Образец 1 и Образец 2 показывают повышение эффективности съема материала и увеличение общей площади отшлифованной поверхности по сравнению с Эталоном 1. Образец 1 показывает повышение эффективности съема материала на 12% по сравнению с Эталоном 1, и Образец 2 показывает повышение эффективности съема материала на 9% по сравнению с Эталоном 1.
[00229] Пример 10 - Испытание эффективности съема материала
[00230] Испытание абразивных характеристик проводилось на боковых панелях транспортного средства для оценки эффективности съема материала различными комбинациями абразивных дисков и опорных подушек. Боковые панели транспортного средства выполнены из стекловолокна и покрыты грунтовкой способом электроосаждения, как в описанном выше Примере 9. Боковые панели транспортного шлифовали с использованием переносной плоскошлифовальной ручной машины, оборудованной абразивным диском диаметром 6 дюймов (15,24 см), опорной подушкой и вакуумным отсосом, как в Примере 9. Были испытаны три образца согласно настоящему изобретению и один эталонный образец. Были использованы те же самые абразивные диски MultiAir и абразивные диски Подсолнечники, как и в описанном выше Примере 9, за исключением того, абразивное зерно было смесью частиц керамического электрокорунда размером и золь-гелевого алюмооксида размером Р80. Комбинации абразивных дисков и опорных подушек для эталонного образца и образцов согласно настоящему изобретению перечислены в Таблице 6_ и описаны более подробно ниже.
[00231] Для испытания боковые панели транспортного средства шлифовали путем перемещения абразивного диска из стороны в сторону с охватом последовательных рядов вдоль поверхности панели, как и в описанном выше Примере 9. Для управляемого шлифования использовали одиночный абразивный диск, который перемещали вдоль панели до тех пор, пока не был достигнут конец срока службы диска. Регистрировалось время, необходимое для достижения конца срока службы абразивного диска и завершения шлифования общей площади. Затем была вычислена эффективность съема материала (как отношение: общая площадь отшлифованной поверхности/срок службы). На фиг. 27 показана диаграмму, сравнивающая расчетную эффективность съема материала для эталонных образцов и образцов согласно настоящему изобретению.

[00233] Образец 1 и Образец 2 показывают повышение эффективности съема материала и увеличение общей площади отшлифованной поверхности по сравнению с Эталоном 1. Образец 1 показывает повышение эффективности съема материала на 16% по сравнению с Эталоном 1, и Образец 2 показывает повышение эффективности съема материала на 55% по сравнению с Эталоном 1.
[00234] Следует понимать, что не все этапы способа, описанные выше в общем описании или примерах, являются обязательными, и часть конкретных этапов может не потребоваться, а также один или большее количество дополнительных этапов могут быть выполнены в дополнение к описанным. Кроме того, порядок, в котором перечислены этапы, не является обязательным порядком, в котором могут быть выполнены перечисленные этапы.
[00235] В предшествующем описании принципы настоящего изобретения были описаны на примере конкретных вариантов реализации. Однако, для специалистов очевидно, что в настоящее изобретение могут быть внесены различные модификации и изменения без отступления от объема защиты настоящего изобретения, определенного в пунктах приложенной формулы. Соответственно, приведенное выше описание и сопроводительные чертежи должны рассматриваться в иллюстративном, но никак не ограничивающем смысле, и все указанные модификации должны толковаться как включенные в объем защиты настоящего изобретения.
[00236] Использованные в настоящей заявке термины "содержит", "содержащий", "включает", "включая", "имеет", "имеющий" или любая другая их модификация должны быть истолкованы в смысле неисключительного включения. Например, процесс, способ, изделие или устройство, которое содержит список особенностей, не обязательно ограничиваются только указанными особенностями, но могут включать другие особенности, явно не перечисленные или присущие указанному процессу, способу, изделию или устройству. Кроме того, если явно не указано обратное, термин "или" означает включающее "или", но не исключающее "или". Например, условие "А или В" может быть удовлетворено любым из следующего: А - истинное (или настоящее), и В - ложное (или не настоящее), А - ложное (или не настоящее), и В - истинное (или настоящее), а также оба А и В - истинные (или настоящие).
[00237] Кроме того, термины "некоторый" или "один" используются для обозначения элементов и компонентов, описанных в настоящей заявке. Указанные термины используются только для удобства изложения и для придания обобщающего смысла объему защиты настоящего изобретения. Указанные термины должны быть истолкованы как включающие одно или по меньшей мере одно, и использование формы единственного числа также включает множественное число, если с однозначностью не является очевидным, что они обозначают иное.
[00238] Выгоды, другие преимущества и решения проблем описаны выше на примере конкретных вариантов реализации. Однако, указанные выгоды, преимущества, решения проблем и любая особенность или особенности, которые могут сделать любые выгоду, преимущество или решение реальными или более явными, не должны быть истолкованы как критическая, необходимая или существенная особенность любого пункта или всех пунктов приложенной формулы.
[00239] После прочтения настоящего описания специалисты согласятся, что некоторые особенности, в целях ясности изложения описанные в настоящей заявке в контексте отдельных вариантов реализации, также могут быть использованы в сочетании в одиночном варианте реализации. Наоборот, различные особенности, которые в целях краткости используются в контексте одиночного варианта реализации, также могут быть использованы отдельно или в любой подкомбинации. Кроме того, ссылки на значения, установленные в диапазонах, включают каждое значение в данном диапазоне.
Реферат
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении изделий с абразивным покрытием, предназначенных для полирования и шлифования поверхностей деталей. Изделие имеет покрытие с отверстиями, расположенными в соответствии с управляемым неравномерным распределением с образованием спиралей, выбранных из группы, включающей архимедову спираль, спираль Эйлера, спираль Фирма, гиперболическую спираль, спираль Фибоначчи, логарифмическую спираль, золотую спираль или их комбинации. В результате повышаются эффективность истирания и поверхностные характеристики обрабатываемых деталей. 3 н. и 14 з.п. ф-лы, 59 ил., 11 табл., 10 пр.
Формула
абразивное покрытие, выполненное с отверстиями, расположенными в соответствии с управляемым неравномерным распределением с образованием спиралей, выбранных из группы, включающей архимедову спираль, спираль Эйлера, спираль Ферма, гиперболическую спираль, спираль-жезл, логарифмическую спираль, спираль Фибоначчи, золотую спираль или их комбинации.


где n - порядковый номер отверстия, отсчитанный в направлении наружу от центра схемы расположения отверстий;
φ - угол между исходным направлением и вектором положения n-го отверстия в системе полярных координат, имеющей начало в центре схемы расположения отверстий, таким образом, что угол расхождения между векторами положения любых двух последовательных отверстий является постоянным углом α;
r - расстояние от центра схемы расположения отверстий до центра n-го отверстия; и
с - постоянный масштабирующий множитель.
где n - порядковый номер отверстия, отсчитанный в направлении наружу от центра схемы расположения отверстий;
φ - угол между исходным направлением и вектором положения n-го отверстия в системе полярных координат, имеющей начало в центре схемы расположения отверстий, таким образом, что угол расхождения между векторами положения любых двух последовательных отверстий является постоянным углом α;
r - расстояние от центра схемы расположения отверстий до центра n-го отверстия; и
с - постоянный масштабирующий множитель.
n - порядковый номер отверстия, отсчитанный в направлении наружу от центра схемы расположения отверстий;
φ - угол между исходным направлением и вектором положения n-го отверстия в системе полярных координат, имеющей начало в центре схемы расположения отверстий, таким образом, что угол расхождения между векторами положения любых двух последовательных отверстий является постоянным углом α;
r - расстояние от центра схемы расположения отверстий до центра n-ого отверстия; и
с - постоянный масштабирующий множитель.
слой подложки, имеющий первую основную сторону и вторую основную сторону,
абразивный слой, расположенный на первой основной стороне, причем указанный абразивный слой содержит связующее вещество и абразивные зерна,
отверстия, проходящие сквозь слой подложки и абразивный слой, при этом указанные отверстия расположены в соответствии с управляемым неравномерным распределением с образованием спиралей, выбранных из группы, включающей архимедову спираль, спираль Эйлера, спираль Ферма, гиперболическую спираль, спираль-жезл, логарифмическую спираль, спираль Фибоначчи, золотую спираль или их комбинации.
Документы, цитированные в отчёте о поиске
Гибкое шлифовальное изделие и способ его изготовления
Комментарии