Реферат
Изобретения относятся к устройствам для лаппингования, в частности к совершенствованию методов и устройств для доводки партий плоских и
цилиндрических деталей. Способ включает обработку
деталей первым и вторым доводочными дисками, рабочие поверхности которых выполнены с абразивными частицами. При обработке детали размещают внутри
кассеты с криволинейным отверстием, предназначенным
для удержания обрабатываемых деталей с возможностью свободного движения и в контакте с рабочими поверхностями доводочных дисков. Кассету размещают
между первым и вторым доводочными дисками, которым
сообщают поступательные колебания параллельно их рабочим поверхностям со скоростью резания. Для осуществления способа используют устройства, одно из
которых содержит расположенные друг против друга
первый и второй доводочные диски, имеющие рабочие поверхности с абразивными частицами. Между доводочными дисками размещена кассета, выполненная по
меньшей мере с одним криволинейным отверстием,
ограниченным внутренней стенкой, для размещения обрабатываемых деталей. С доводочными дисками связано колебательное устройство, предназначенное для
передачи на них двухкомпонентных поступательных
колебаний в направлениях, параллельных рабочим поверхностям доводочных дисков, с обеспечением скорости резания группы обрабатываемых деталей. Приводное
устройство предназначено для вращения кассеты
или по меньшей мере одного из доводочных дисков так, что точки периферии кассеты имеют относительно смежных точек по меньшей мере одного из доводочных
дисков линейную скорость, меньшую скорости
резания для циркулирования обрабатываемых деталей внутри упомянутого отверстия кассеты. В другом исполнении устройство содержит расположенные друг против
друга первый и второй доводочные диски,
имеющие рабочие поверхности с абразивными частицами, кассету, размещенную между доводочными дисками для удержания группы обрабатываемых деталей, выполненную с
отверстием, ограниченным внутренней
стенкой, для размещения группы обрабатываемых деталей, и колебательное устройство с двигателем и первым и вторым эксцентриковыми кривошипными валами. Последние
соединены с первым и вторым доводочными
дисками соответственно для создания двухкомпонентных поступательных колебаний доводочных дисков в направлениях, параллельных их рабочим поверхностям, с
обеспечением скорости резания группы
обрабатываемых деталей. Использование изобретений ведет к повышению точности доводки партии деталей с обеих сторон, облегчению и ускорению процессов загрузки и
выгрузки деталей и повышению
производительности обработки. 3 с. и 17 з.п. ф-лы, 10 ил.
Формула
1. Устройство для лаппингования
группы
обрабатываемых деталей с определенной скоростью резания, содержащее расположенные вблизи друг к другу первый и второй доводочные диски, имеющие рабочие поверхности с абразивными частицами,
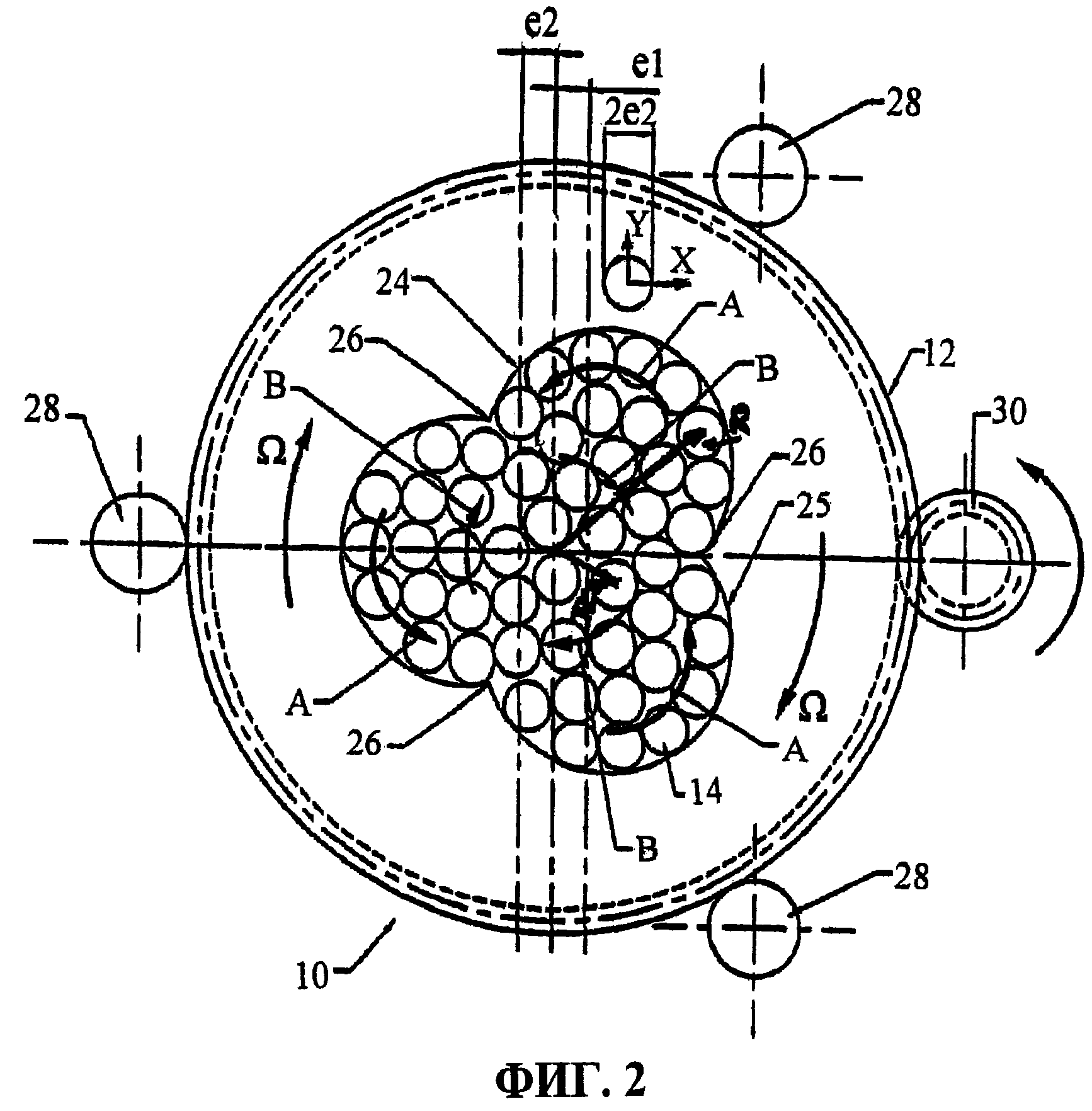
отличающееся тем, что оно снабжено размещенной между доводочными дисками кассетой, выполненной по меньшей мере с одним криволинейным отверстием, ограниченным внутренней стенкой, для размещения
обрабатываемых деталей, колебательным устройством, связанным с доводочными дисками, для передачи на них двухкомпонентных поступательных колебаний в направлениях, параллельных рабочим поверхностям
доводочных дисков, с обеспечением скорости резания группы обрабатываемых деталей, и приводным устройством для вращения кассеты или по меньшей мере одного из доводочных дисков так, что точки периферии
кассеты имеют относительно смежных точек по меньшей мере одного из доводочных дисков линейную скорость, меньшую скорости резания для циркулирования обрабатываемых деталей внутри упомянутого отверстия
кассеты.
2. Устройство по п.1, отличающееся тем, что упомянутое отверстие кассеты выполнено с выступами, образованными его внутренней стенкой, для
циркулирования обрабатываемых деталей внутри его.
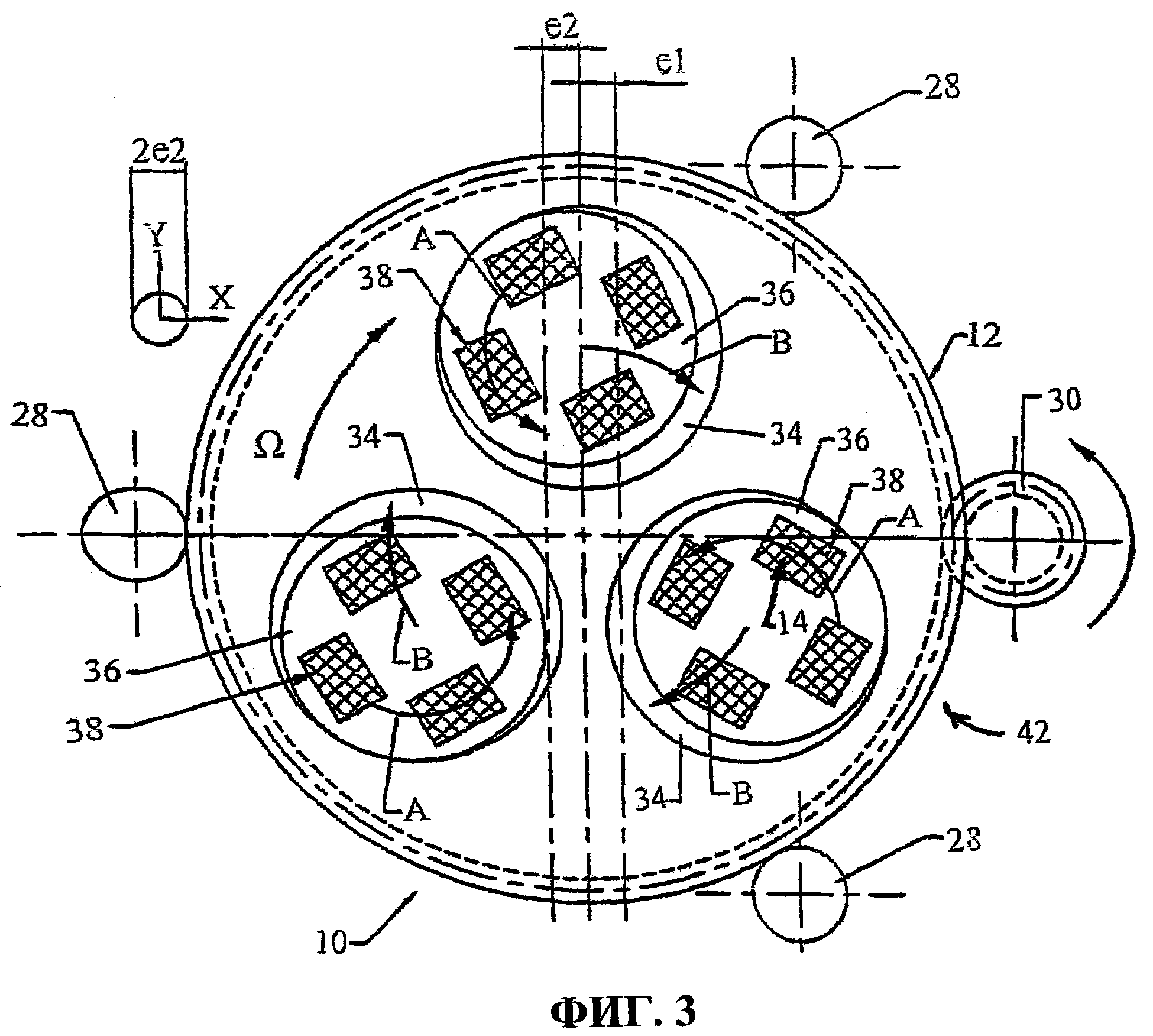
3. Устройство по п.1, отличающееся тем, что упомянутое отверстие кассеты выполнено круглой формы для
свободного размещения в них круглых дисков, имеющих по меньшей мере одно окно для размещения отдельной обрабатываемой детали.
4. Устройство по п.1,
отличающееся тем, что упомянутое отверстие кассеты выполнено с выступами для циркулирования обрабатываемых деталей внутри его при расположении упомянутого отверстия во время обработки между первым и
вторым доводочными дисками, при этом каждая внутренняя стенка упомянутого отверстия позволяет разместить группу обрабатываемых деталей.
5. Устройство по
п.4, отличающееся тем, что кассета закреплена на опорной оси с возможностью поворота, при этом одно из отверстий кассеты предназначено для обработки деталей, а другие - для загрузки и
выгрузки.
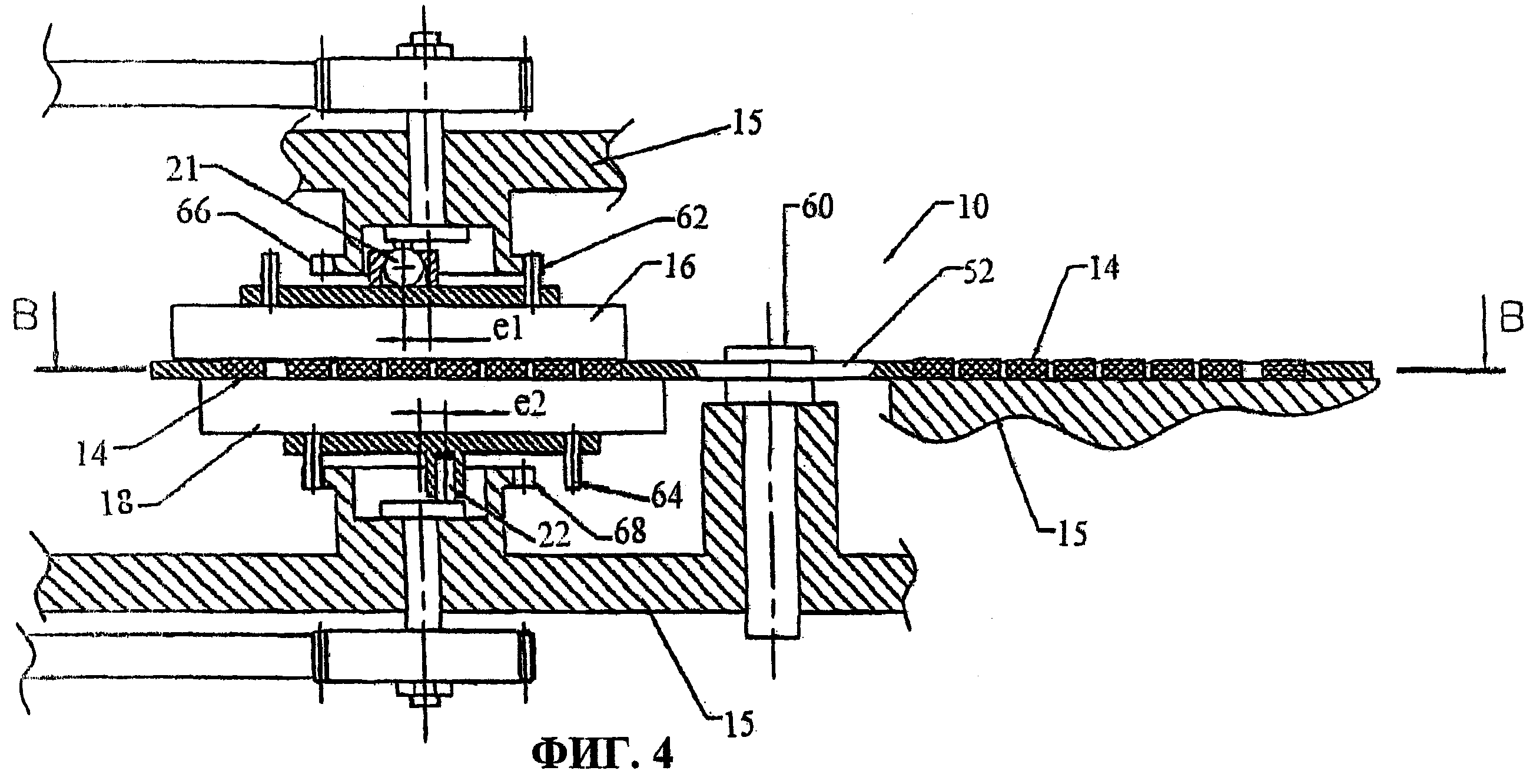
6. Устройство по п.1, отличающееся тем, что колебательное устройство снабжено двигателем, первым и вторым удерживающими элементами и
соединенными с двигателем первым и вторым кривошипными эксцентриковыми валами, при этом первый и второй кривошипные эксцентриковые валы и первый и второй удерживающие элементы соединены с первым и
вторым доводочным дисками соответственно для удержания последних от вращения.
7. Устройство по п.1, отличающееся тем, что приводное устройство снабжено
соединенным с кассетой двигателем и подшипниковой опорой для установки на ней кассеты с возможностью вращения относительно по меньшей мере одного из доводочных дисков из условия вращения точек
периферии кассеты относительно смежных точек по меньшей мере одного из доводочных дисков с линейной скоростью, меньшей скорости резания.
8. Устройство
для лаппингования группы обрабатываемых деталей с определенной скоростью резания, содержащее расположенные друг против друга первый и второй доводочные диски, имеющие рабочие поверхности с
абразивными
частицами, отличающееся тем, что оно снабжено кассетой, размещенной между доводочными дисками, удерживающей группу обрабатываемых деталей и выполненной с отверстием, ограниченным
внутренней стенкой,
для размещения группы обрабатываемых деталей, и колебательным устройством с двигателем и первым и вторым эксцентриковыми кривошипными валами, при этом последние соединены с первым
и вторым доводочными
дисками соответственно для создания двухкомпонентных поступательных колебаний с обеспечением скорости резания группы обрабатываемых деталей.
9.
Устройство по п.8, отличающееся тем, что оно снабжено удерживающими элементами для фиксации от вращения первого и второго доводочных дисков.
10.
Устройство по п.9, отличающееся тем, что удерживающие элементы выполнены в виде закрепленных упругих элементов.
11. Устройство по п.8,
отличающееся тем,
что удерживающие элементы выполнены в виде закрепленных шарнирно-рычажных элементов.
12. Устройство по п.8, отличающееся тем, что оно
снабжено
вращательным устройством с двигателем для вращения кассеты из условия вращения точек, расположенных на её периферии, относительно смежных точек по меньшей мере одного из доводочных дисков с
линейной
скоростью, меньшей скорости резания.
13. Устройство по п.12, отличающееся тем, что вращательное устройство связано с двигателем колебательного
устройства, который посредством зубчатого механизма связан с первым и вторым эксцентриковыми кривошипными валами, при этом последние связаны соответственно с первым и вторым доводочными дисками из
условия вращения точек периферии кассеты относительно по меньшей мере одного из доводочных дисков с линейной скоростью, меньшей скорости резания.
14.
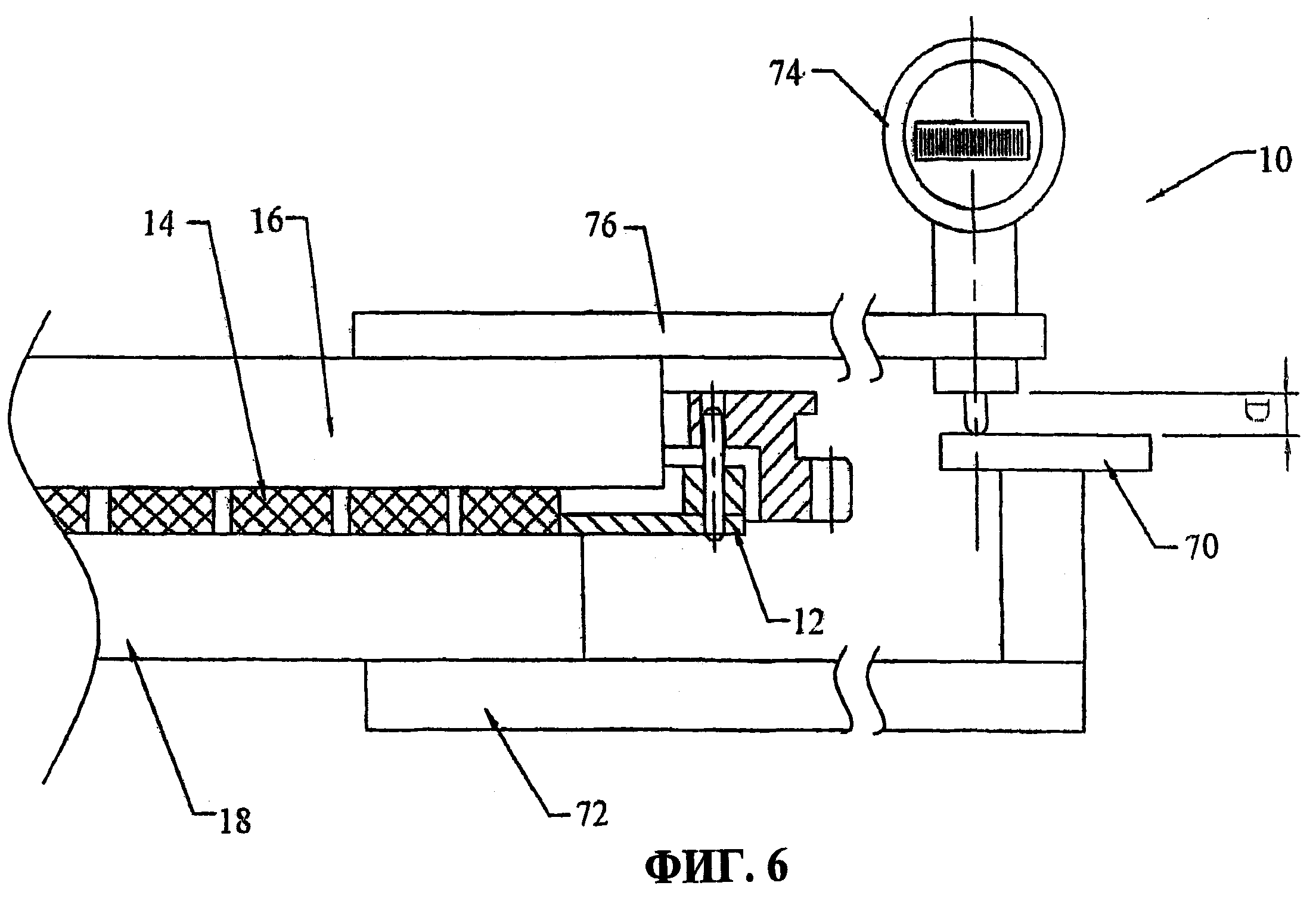
Устройство по п.8, отличающееся тем, что оно снабжено датчиком, соединенным с одним из доводочных дисков, и измерительным элементом, соединенным с другим доводочным диском, при этом при нахождении
датчика на заданном расстоянии от измерительного элемента, он показывает завершение обработки.
15. Устройство по п.8, отличающееся тем, что отверстие
кассеты выполнено криволинейной формы с выступами, сформированными его внутренней стенкой, для циркулирования группы обрабатываемых деталей внутри отверстия при ее вращении.
16. Способ лаппингования группы обрабатываемых деталей с определенной скоростью резания, включающий обработку деталей первым и вторым доводочными дисками, рабочие
поверхности
которых выполнены с абразивными частицами, отличающийся тем, что при обработке детали размещают внутри кассеты с криволинейным отверстием, предназначенным для удержания обрабатываемых
деталей с
возможностью свободного движения и в контакте с рабочими поверхностями доводочных дисков, которую размещают между первым и вторым доводочными дисками, при этом последним сообщают
поступательные
колебания параллельно их рабочим поверхностям со скоростью резания.
17. Способ по п.16, отличающийся тем, что осуществляют вращение
кассеты относительно
по меньшей мере одного из доводочных дисков из условия вращения точек периферии кассеты относительно смежных точек по меньшей мере одного из доводочных дисков с линейной
скоростью, меньшей скорости
резания.
18. Способ по п.16, отличающийся тем, что осуществляют фиксацию кассеты, а по меньшей мере одному из доводочных
дисков сообщают вращение вокруг
своей оси.
19. Способ по п.16, отличающийся тем, что доводочные диски удерживают от вращения вокруг своей
оси.
20. Способ по п.16, отличающийся тем, что поступательные колебания доводочным дискам сообщают из условия движения всех точек рабочих поверхностей
каждого доводочного диска по равным
круговым траекториям и движения точек на разных доводочных дисках в противоположных направлениях со своими радиусами круговых траекторий.











Комментарии