Устройство для очистки сварочной проволоки - RU179842U1
Код документа: RU179842U1
Чертежи
Описание
Устройство для очистки сварочной проволоки
Полезная модель относится к области машиностроительного и ремонтного производства и может быть использована для очистки сварочной проволоки от окалины, коррозии, лакокрасочных покрытий и других загрязнений при электродуговой сварке, наплавке под слоем флюса и среде защитных газов и других способах, что позволяет повысить качество сварных швов.
Из предшествующего развития уровня техники известно техническое решение и рассматривается «Устройство для очистки проволоки» (А.с. SU 1673401 B24B5 45/04, опубл. 30.08 1991, Бюл. №32). Недостатком этого технического решения является сложность конструкции, низкая производительность и высокие эксплуатационные затраты на обслуживание и ремонт.
В качестве прототипа принято «Устройство для абразивной обработки поверхностей изделий» (А.с. SU 1414587 B24B 31/108, опубл. 07.08.88, Бюл. №29). Недостатком этого технического решения является относительно низкая производительность, недостаточная чистота обработки поверхности детали, сложная система подачи проволоки, а также высокие эксплуатационные затраты при обслуживании и ремонте.
Задачей заявляемого устройства является повышение производительности и качества очистки поверхности сварочной проволоки, упрощение конструкции устройства, а также снижение эксплуатационных затрат при обслуживании и ремонте оборудования.
Поставленная задача решается следующим образом.
Устройство для очистки сварочной проволоки с помощью абразивной массы, содержащее раму с плитой, цилиндрический корпус с воронкой для загрузки абразивной массы, подающие ролики и наматывающее устройство для сварочной проволоки и сборную емкость для продуктов износа, отличается тем, что цилиндрический корпус жестко закреплен на раме своей верхней частью и снабжен центральной стойкой, которая смонтирована внутри него и
жестко закреплена на упомянутой плите, и чашеобразным ротором с радиально расположенными внутри него ребрами, установленным на центральной стойке в ее нижней части с возможностью вращения от электродвигателя с обеспечением движения частиц абразивной массы по тороидальной траектории, при этом чашеобразный ротор выполнен с выпускными отверстиями в его боковой поверхности для выведения продуктов износа в сборную емкость, а цилиндрический корпус - с направляющей и выходной втулками, установленными на его внешней поверхности со смещением относительно центральной оси для направления движения проволоки от подающих роликов через полость цилиндрического корпуса к наматывающему устройству
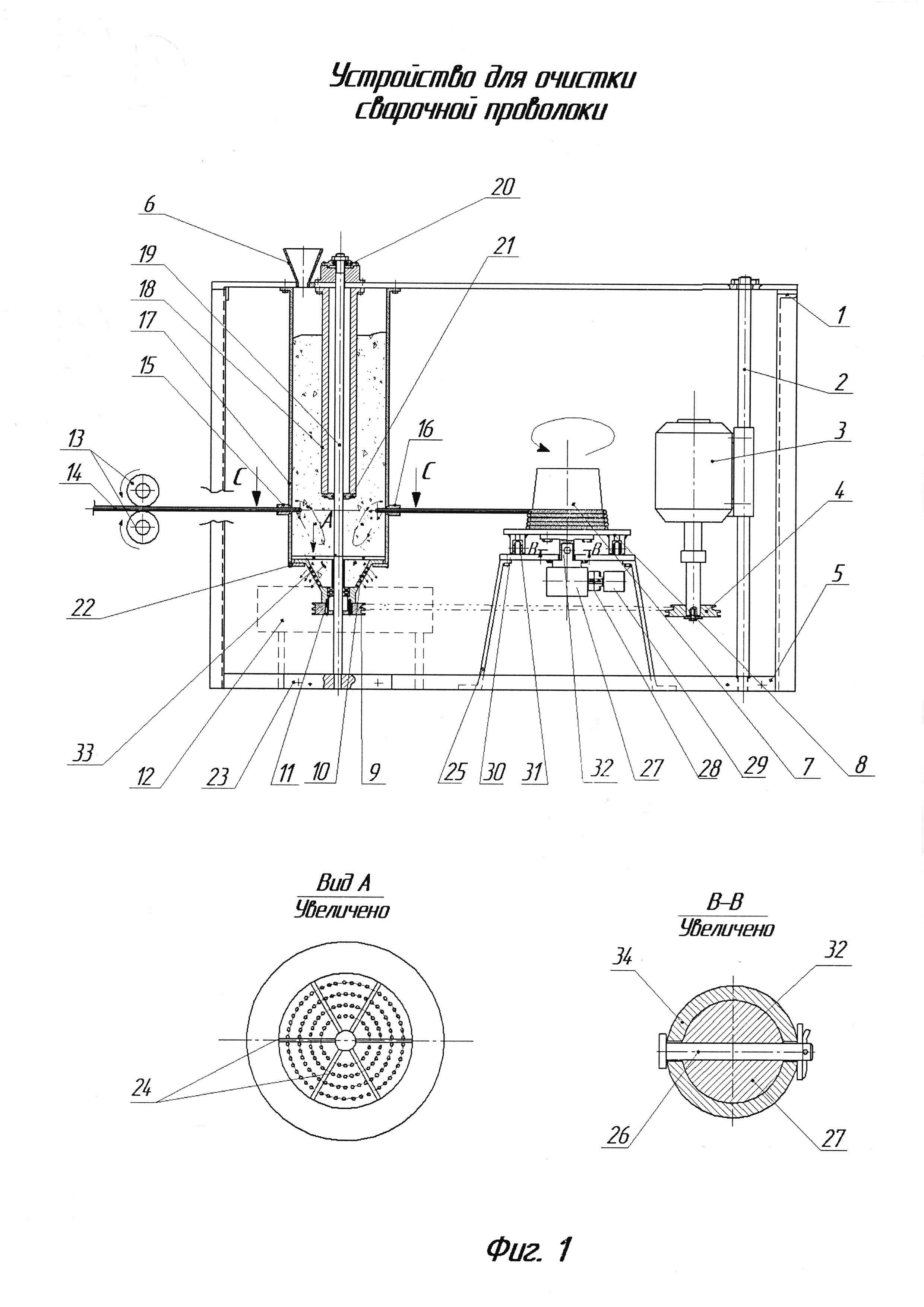
Предлагаемое устройство поясняется фиг. 1 и 2, на которых представлено устройство, с помощью которого осуществляется очистка поверхности сварочной проволоки.
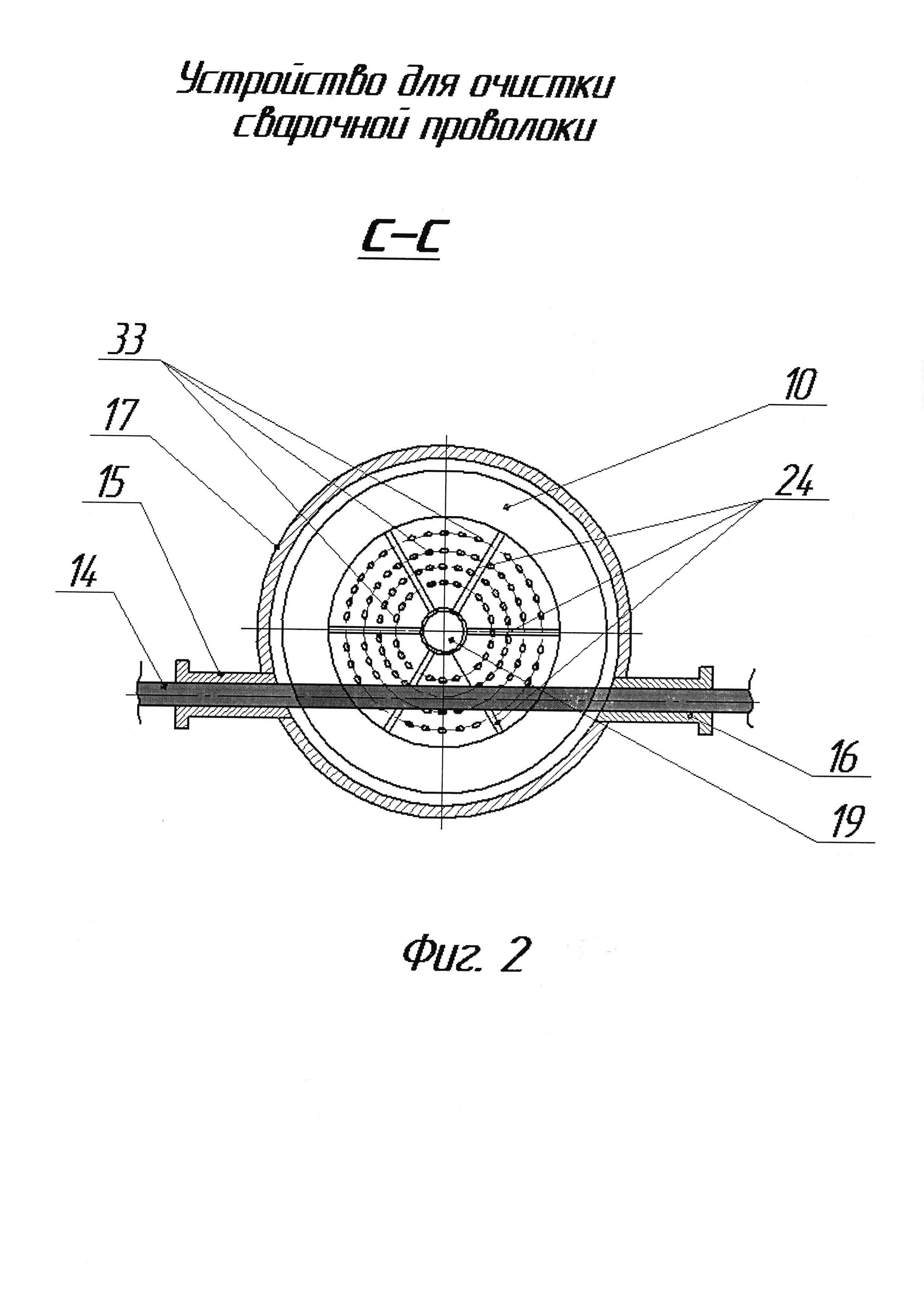
Устройство для очистки сварочной проволоки 14 содержит раму 1, воронку 6, через которую загружается абразивная масса (например, абразивный порошок), основной электродвигатель 3 и стойку 2, неподвижный цилиндрический корпус 17, внутри которого смонтирована центральная стойка 19, закрепленная жестко на основании 23, которое присоединено к раме 1 с помощью болтовых соединений. Неподвижный цилиндрический корпус 17 верхней частью присоединен с помощью болтовых соединений к раме 1. Для обеспечения герметичности и удержания исходных компонентов внутри цилиндрического корпуса 17 на его нижней части с помощью винтовых соединений присоединено кольцо 22. На центральной стойке 19 смонтирован с помощью подшипника 11 чашеобразный ротор 10, имеющий в поперечном сечении форму перевернутого усеченного конуса с радиально расположенными внутри него ребрами 24 (фиг. 1). Назначение ребер 24 состоит в сообщении частицам абразивной массы кинетической энергии при вращении чашеобразного ротора 10 необходимой кинетической энергии для преодоления сил сопротивления со стороны выше находящихся слоев абразивной массы на нижние слои и придания частицам, поднимающимся вверх и опускающимся вниз, движение по тороидальной траектории цилиндрического корпуса 17. Такая организация движения частиц абразивной массы позволит производить интенсивное их взаимодействие с поверхностью проволоки 14, движущейся в горизонтальном направлении внутри цилиндрического корпуса 17.
К чашеобразному ротору 10 с помощью болтовых соединений или другим способом прикреплен ведомый шкив 9, приводимый во вращение от ведущего шкива 4 с помощью клиноременной передачи. Ведущий шкив 4 смонтирован с помощью шпоночного соединения на валу основного электродвигателя 3, а сам основной электродвигатель 3 с помощью болтовых другого типа соединений смонтирован на стойке 2, которая нижним концом установлена жестко на опоре 5 рамы 1, а своим верхним концом соединена с помощью болтового соединения или другого типа соединений с рамой 1.
Для защиты центральной стойки 19 от преждевременного износа циркулирующим абразивом внутри цилиндрического корпуса 17 смонтирована рубашка стойки 18, которая верхней частью присоединена с помощью болтовых соединений к раме 1. При этом герметичность внутренней полости рубашки стойки 18 достигается установкой на ней верхней 20 и нижней 21 крышки.
Для выпуска из цилиндрического корпуса 17 загрязненной абразивной массы и продуктов износа, отделенных с поверхности очищаемой сварочной проволоки 14, на боковой поверхности чашеобразного ротора 10 выполнены выпускные отверстия 33. Выведенные из цилиндрического корпуса 17 продукты износа аккумулируются в сборной емкости 12.
Для обеспечения необходимого направления движения очищаемой проволоки 14 внутри цилиндрического корпуса 17 на его внешней поверхности со смещением относительно его центральной оси смонтированы направляющая 15 и выходная 16 втулки (фиг. 2). Монтаж со смещением входной 15 и выходной 16 втулки относительно центральной оси цилиндрического корпуса 17 позволит обеспечить беспрепятственное прямолинейное перемещение проволоки 14 внутри его полости.
Подача очищаемой сварочной проволоки 14 вовнутрь полости цилиндрического корпуса 17 осуществляется с помощью подающих роликов 13, приводимых во вращение от приводного устройства (на рис. не показано). Наматывание очищенной сварочной проволоки 14, выходящей из полости цилиндрического корпуса 17, осуществляется на наматывающем устройстве 8, которое включает электродвигатель 29, червячный редуктор 27, блок соединительных муфт 28, бобину 7, опорные ролики 31 и лист 30.
Наматывающее устройство 8 смонтировано на корзине 25. Бобина 7 имеет конусность по наружной поверхности для облечения демонтажа очищенной и намотанной на ней бухты сварочной проволоки 14. Вращение бобины 7, опирающейся опорными роликами 31 на лист 30 корзины 25, осуществляется с помощью червячного редуктора 27, приводимой во вращение с помощью электродвигателя 29, соединенного с помощью блока соединительных муфт 28. При этом выходной вал 32 червячного редуктора 27 сопряжен своей наружной поверхностью с внутренней поверхностью соединительной втулки 34, прикрепленной с помощью сварки к нижней части листа 30, и зафиксированной в этом сопрягаемом отверстии с помощью штифта 26. Червячный редуктор 27 с помощью болтовых соединений присоединен к корзине 25.
Устройство для очистки сварочной проволоки работает следующим образом.
Первоначально свободной конец очищаемой проволоки 14 вставляется между подающими роликами 13, пропускается этим концом через направляющую 15 и выходную 16 втулки, установленные на внешней стороне цилиндрического корпуса 17, и запасовывается на бобине 7 наматывающего устройства 8.
После этой операции через воронку 6 цилиндрический корпус 17 заполняют абразивной массой до определенного уровня. Далее последовательно включают электродвигатель 29 наматывающего устройства 8 и основной электродвигатель 3, а через ведущий 4 и ведомый 9 шкив клиноременной передачи приводят во вращение чашеобразный ротор 10.
При включении электродвигателя 29 приводится во вращение бобина 7 наматывающего устройства 8 и формирование на бобине 7 бухты очищенной проволоки 14, прошедшей через полость цилиндрического корпуса 17, в котором осуществляется циркуляция по тороидальной траектории абразивной массы.
Проходя через зону циркуляции по тороидальной траектории частиц абразивной массы поверхность протягиваемой проволоки 14 соприкасается с этими частицами, в результате чего осуществляется отделение от ее поверхности имеющихся коррозионных образований, краски, окислов и других наслоений и загрязнений.
Отличие прототипа (А.с. SU 1414587 4 B24B 31/108, опубл. 07.08.88. Бюл. №29), с выполненным плоским дном, заключается в том, что в нем невозможно осуществить тороидальное движение частиц абразивного материала при вращении этого дна из-за отсутствия на нем ребер, передающих этому материалу кинетическую энергию.
У предлагаемого устройства за счет выполнения дна в форме перевернутого усеченного конуса с установленными на нем радиальными ребрами осуществляется движение частиц абразивного материала по тороидальной траектории, что позволяет интенсивнее очищать поверхность проволоки (это является, по сути, интенсификацией процесса), что отражено в предлагаемой полезной модели.
Частицы загрязненной абразивной массы и продукты износа, соразмерные с размерами выпускных отверстий 33, выполненных в боковой поверхности чашеобразного ротора 10, выводятся из цилиндрического корпуса 17 устройства для очистки сварочной проволоки и попадают в сборную емкость 12. Частицы абразивной массы более крупных размеров совершают движение в цилиндрическом корпусе 17 по восходящей винтовой линии и далее направляются к оси этого цилиндрического корпуса 17, после чего опускаются в полость чашеобразного ротора 10.
Скорость очистки и чистота обработки поверхности проволоки 14 осуществляется регулированием частоты вращения подающих роликов 13 и частоты вращения чашеобразного ротора 10, которая обеспечивается сменой ведущего 4 и ведомого 9 шкива других типоразмеров.
При заполнении бобины 7 очищенной проволокой 14 производится остановка электродвигателей 3 и 29.
После этого выполняется демонтаж очищенной проволоки 14 с бобины 7 наматывающего устройства 8. Далее производится выполнение предыдущих операций, включающих установку и заведение нового свободного конца сварочной проволоки 14 через подающие ролики 13, направляющую 15 и выходную 16 втулки и запасование его на бобине 7 наматывающего устройства 8.
После этого последовательное выполнение процесса очистки сварочной проволоки 14 повторяется.
Технико-экономическим результатом предлагаемого устройства является увеличение производительности и качества очистки поверхности сварочной проволоки за счет интенсификации процесса, а также упрощение конструкции и снижение эксплуатационных затрат.
Реферат
Полезная модель относится к машиностроению и ремонтному производства и может быть использована для очистки сварочной проволоки, используемой для электродуговой сварки и электродуговой наплавки под слоем флюса, для наплавки в среде защитных газов от окалины, коррозии, лакокрасочных покрытий и других загрязнений.Предложено устройство для очистки сварочной проволоки.Устройство для очистки сварочной проволоки позволяет осуществлять очистку поверхности сварочной проволоки путем протягивания ее через полость цилиндрического корпуса, заполненную свободной абразивной массой, которая благодаря движению ее частиц по тороидальной траектории, отделяет от ее наружной поверхности окалину, следы коррозии и краску.Отработанный и загрязненный абразивный порошок и продукты износа, образующиеся в результате соударения о поверхность проволоки порошкообразным абразивом, при достижении определенной степени загрязненности выводится за внешние пределы цилиндрического корпуса.Устройство включает раму, корпус, электродвигатель, направляющую и выходную втулки, плиту, опору рамы, стойки центральную и электродвигателя, рубашку стойки, подшипниковые узлы, кольцо нижнее, корпус подшипника, загрузочную воронку, подающие ролики, наматывающее устройство, бобину, чашеобразный ротор, клиноременную или другого типа передачу. При этом направляющая и выходные втулки смонтированы на цилиндрическом корпусе со смещением относительно его центра.Технико-экономическим результатом предлагаемого устройства является увеличение скорости очистки сварочной проволоки и улучшение качества очистки ее поверхности.
Комментарии