Устройство для автоматизированного закрепления крышки и герметизации контейнера центробежно-планетарной установки - RU2627083C1
Код документа: RU2627083C1
Чертежи
Описание
Изобретение относится к устройствам для объемной обработки деталей гранулированными рабочими средами в контейнерах с планетарным вращением и может быть использовано для шлифования или полирования поверхностей деталей в машино- и приборостроении.
Известны устройства и способы, в которых раскрыта конструкция устройств для центробежной объемной обработки [1, 2, 3, 4], содержащие цилиндрические контейнеры, установленные в гнездах водила с возможностью планетарного вращения. В контейнеры загружают обрабатываемые детали и гранулированную рабочую среду и заливают технологическую жидкость. Контейнеры герметично закрывают торцовыми крышками и сообщают им планетарное вращение. Рабочая загрузка уплотняется и совершает сложное пространственное движение в объеме контейнера, что обеспечивает эффективную обработку поверхностей деталей при динамическом воздействии на них гранул рабочей среды.
Недостатками устройств для осуществления способов центробежной обработки являются неудобства, связанные с закреплением съемных торцовых крышек, и не всегда надежная герметизация контейнеров.
Наиболее близким заявляемому изобретению является «Способ центробежной абразивной обработки деталей и устройство для его осуществления» по авт. свид. [3]. Обрабатываемые детали и рабочую среду загружают в цилиндрические контейнеры, снабженные торцовыми крышками с центрирующими элементами. Крепление крышки на контейнере и герметизация контейнера осуществляются путем завинчивания крышки на резьбовую наружную поверхность до достижения беззазорного контакта с уплотнительными элементами.
Недостатками известного устройства являются большое вспомогательное время, необходимое для установки крышек, и отсутствие стабильности герметизации контейнера при попадании загрязнений в резьбовые соединения, что приводит к фиксации крышки в промежуточном положении с зазором между крышкой и уплотнительным элементом, причем зазор невозможно обнаружить визуально, он проявляется лишь в процессе работы установки в виде утечки технологической жидкости при вращении контейнеров. Такое конструктивное решение затрудняет автоматизацию закрепления и снятия съемной крышки и не гарантирует герметичности контейнера.
Утечка жидкости из контейнера приводит к снижению качества поверхности и появлению брака, так как в рабочей загрузке повышается температура и происходит шаржирование обрабатываемых поверхностей продуктами обработки.
Техническим результатом заявляемого изобретения являются повышение производительности обработки, стабилизация качества поверхности и удобства эксплуатации центробежно-планетарных установок.
Технический результат достигается тем, что бесштоковая полость пневмодвигателя выполнена в торцовой крышке контейнера, а шток пневмодвигателя смонтирован соосно оси контейнера, причем усилие Р пружины для герметизации соединения крышки с контейнером определяют из условия
где Vk - объем контейнера;
ρш - насыпная плотность загрузки;
G - утяжеление загрузки в контейнере установки.
Применение устройства для автоматизированного закрепления съемной крышки и герметизации контейнера торцовой плоскостью крышки путем прижатия ее к уплотнению на контейнере усилием пружины посредством прихватов, смонтированных на осях и кинематически связанных со штоком пневмодвигателя, позволяет существенно сократить вспомогательное время на загрузку и выгрузку обрабатываемых деталей и рабочей среды.
Определяемое по расчетной зависимости усилие Ρ пружины гарантирует надежное закрепление торцовой крышки и герметизацию контейнера при динамическом воздействии утяжеленной инерционными силами рабочей загрузки на крышку при планетарном движении контейнера.
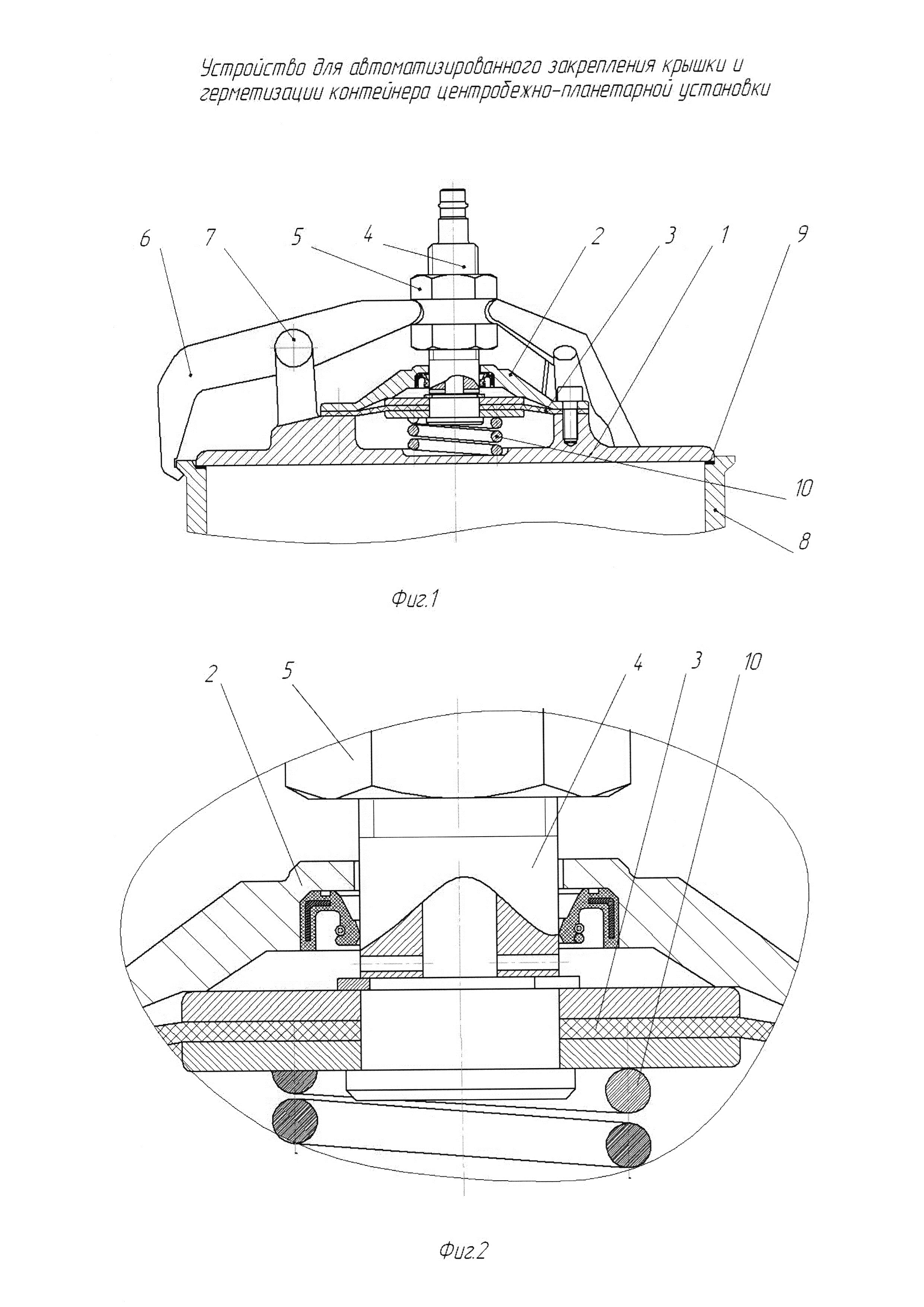
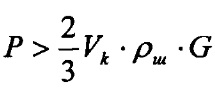
На фиг. 1 приведена конструкция устройства для закрепления съемной торцовой крышки и герметизации контейнера, а на фиг. 2 - увеличенное изображение соединения штока с диафрагмой.
Устройство состоит из торцовой крышки 1 и корпуса 2 для диафрагменного пневмодвигателя, между которыми закреплена диафрагма 3 с двумя опорными дисками. В корпусе 2 пневмодвигателя смонтирован полый вал 4 (шток пневмодвигателя), жестко соединенный с диафрагмой и опорными дисками. На валу 4 установлена с возможностью перемещения регулировочная гайка 5, снабженная кольцевой выточкой для настройки необходимой величины угла поворота прихватов 6 вокруг осей 7. Верхний конец полого вала 4 выполнен в виде штуцера для обеспечения быстросъемного соединения с пневматической системой посредством стандартного разъема. Прихват 6 выполнен в виде рычага, один конец которого входит в зацепление с кольцевой выточкой гайки 5 и установлен с возможностью свободного поворота на оси 7, а на другом конце рычага выполнены скошенные поверхности для взаимодействия с конической поверхностью бурта на контейнере 8. В центрирующей кольцевой расточке контейнера 8 закреплено уплотнение 9 для достижения герметичности контейнера при установке торцовой крышки 1. Пружина 10 смонтирована в бесштоковой полости пневмодвигателя на торцовой крышке 1 и контактирует с нижним опорным диском диафрагмы 3.
Устройство работает следующим образом. Манипулятор захватывает устройство стандартным быстросъемным разъемом пневматической системы (на фиг. 1 не показаны), который присоединяется к штуцеру на верхнем конце полого вала 4. По внутреннему каналу полого вала 4 и радиальным отверстиям, выполненным в вале над верхним опорным диском мембраны 3 (фиг. 2), сжатый воздух подается в штоковую полость пневмодвигателя под давлением 0,4…0,6 МПа. Пружина 10 пневмодвигателя при этом сжимается, и шток перемещается в крайнее нижнее положение. При этом прихваты 6 поворачиваются вокруг осей 7 и занимают разведенное положение, удобное для установки устройства на кольцевую расточку контейнера 8. Контейнер 8 планетарной установки должен находиться при установке крышек в вертикальном положении. Устройство торцовой крышкой 1 центрируется манипулятором на кольцевой расточке контейнера 8 и устанавливается на торцовое уплотнение 9. При отсоединении быстросъемного разъема от штуцера на верхнем конце полого вала 4 давление в штоковой полости пневмодвигателя падает, пружина 10 разжимается и через опорный диск передает усилие на мембрану 3 и жестко связанный с ней полый вал 4, который перемещается в крайнее верхнее положение. При этом прихваты 6 поворачиваются вокруг осей 7, входят в контакт с коническими поверхностями на контейнере и закрепляют устройство, обеспечивая герметичность соединения торцовой крышки 1 с контейнером 8 при помощи уплотнения 9. Открепление съемных крышек после завершения цикла обработки производится в обратном порядке.
ПРИМЕР
Определим расчетную силу Рр, действующую на торцовую крышку контейнера с внутренним диаметром dк=200 мм и длиной
где Vк - объем контейнера.
ρш - насыпная плотность стальных шаров (ρш=4680 кг/м3);
G - утяжеление рабочей загрузки.
Тогда

Примем G=5g (g - ускорение свободного падения). Тогда

По расчетному усилию Рр выбираем стандартную пружину со следующими характеристиками:
сила сжатия пружины при максимальной деформации Fм=1120 H;
диаметр проволоки d=4,5 мм;
наружный диаметр пружины D1=38 мм;
число рабочих витков пружины n=2;
средний диаметр пружины D0=D1-d=33,5 мм;
модуль упругости при сдвиге
Найдем для выбранной пружины величину деформации
Усилие пружины для сжатия на расчетную длину

где G - модуль сдвига;
d - диаметр проволоки;
n - число витков.
Тогда

Условие закрепления крышки выполняется как Р>Рp.
Для снятия крышки контейнера пневмопривод должен привести пружину в состояние полного сжатия, т.е. максимальной деформации. Поэтому усилие Рс на штоке пневмокамеры должно составлять не менее 1120 Н.
Определим расчетный диаметр D диафрагмы пневмодвигателя по выражению:

где dш - диаметр штока;
рв - давление сжатого воздуха (рв=0,4 МПа).
Принимая для резинотканевой диафрагмы dш=0,7⋅D, найдем

Принимаем ближайшее большее стандартное значение Dc=80 мм.
Тогда диаметр штока составит dш=0,7⋅80=56 мм.
Автоматизированное закрепление крышки контейнера позволило в 5 раз уменьшить вспомогательное время на загрузку (выгрузку) деталей и рабочей среды при работе на ЦПУ, существенно повысить производительность установки, а также обеспечить стабильное качество поверхностей деталей за счет надежной герметизации и исключения протечек технологической жидкости.
ИСТОЧНИКИ ИНФОРМАЦИИ, ПРИНЯТЫЕ ВО ВНИМАНИЕ
1. Авт. свид. №1627382 (СССР). М. кл. В24В 31/104. Способ обработки деталей и устройство для его осуществления / А.Н. Мартынов, В.З. Зверовщиков, А.Е. Зверовщиков, А.Т. Манько. Опубл. в Б.И. №6, 15.02.1991.
2. Патент РФ №2401730. М. кл. В24В 31/104. Способ центробежной абразивной обработки деталей / В.З. Зверовщиков, А.Е. Зверовщиков, С.А. Нестеров, Е.В. Зотов, Е.В. Юртаева. Опубл. в Б.И. №29, 20.10.2010.
3. Авт. свид. №1705040 (СССР). М. кл. В24В 31/104. Способ центробежной абразивной обработки деталей и устройство для его осуществления / А.Н. Мартынов, Е.З. Зверовщиков, В.З. Зверовщиков, А.Е. Зверовщиков, М.Д. Афонин, Ю.В. Денисов, Ф.Г. Багринцев. Опубл. в Б.И. №2, 15.01.1992.
4. Информационный листок о научно-техническом достижении №05-80. Установка для полирования колец. Пензенский межотраслевой территориальный центр научно-технической информации и пропаганды, 1980, 4 с.
Реферат
Изобретение относится к машиностроению и может быть использовано при отделочно-зачистной обработке деталей преимущественно сложной конфигурации в контейнерах с планетарным вращением. Устройство содержит закрепленное в центрирующей кольцевой расточке контейнера торцевое уплотнение, корпус с диафрагменным пневмодвигателем, шток которого смонтирован соосно контейнеру, и поворотными прихватами в виде рычагов. Одни концы прихватов связаны со штоком пневмодвигателя, а другие предназначены для взаимодействия с поверхностью бурта контейнера. В бесштоковой полости пневмодвигателя, образованной в торцевой крышке, установлена пружина с возможностью герметизации соединения крышки с контейнером с помощью упомянутого торцевого уплотнения. В результате повышается производительность обработки за счет автоматизированного процесса загрузки и выгрузки и герметизации контейнера. 2 ил., 1 пр.
Формула
Комментарии