Способ магнитно-абразивной обработкиплоских поверхностей - SU848319A1
Код документа: SU848319A1
Чертежи
Описание
I
Изобретение относится к машиностроению и может быть использовано при магнитно-абразивном полировании листового материала, лент, а также деталей типа цилиндров, конусов, обечаек и т.п.
Известен способ магнитно-абразивной обработки, при котором деталь помещают между полюсами электромагнитов , расположенных с зазорами над деталью и под ней, причем рабочий зазор между деталью и полюсом верхнего электромагнита заполняют магнитно-абразивным порошком, а детали и электромагнитам сообщают рабочие движения Dl .
Однако при таком способе обработки значительная часть энергии магнитного поля теряется на преодрлении нерабочего воздушного зазора между полюсом нижнего электромагнита и обрабатываемой деталью, что ведет к уменьшению сил резания, которые зависят от величи)1Ы магнитной индукции в рабочем зазоре, а следовательно , приводит к уменьшению производительности обработки.
Целью изобретения является повышение производительности обработки.
Поставленная цель достигается тем, что согласно способу нерабочий зазор заполняют порошком мягкого железа .
На чертеже представлено устройство для реализации предлагаемого способа .
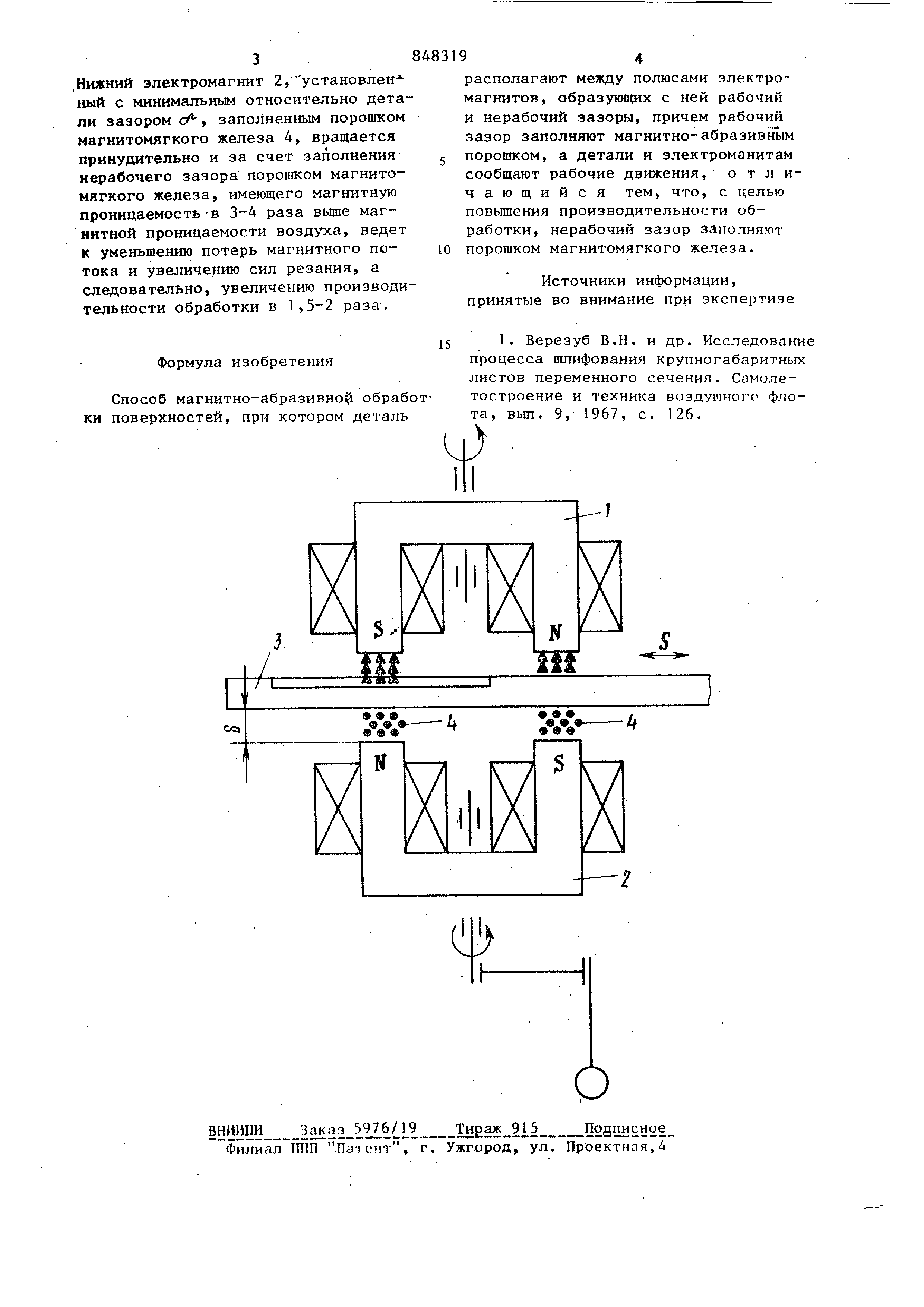
Устройство содержит верхний электромагнит- I с П-образным сердечником и аналогичный ему нижний электрона нит 2, между которыми располо сена деталь 3.
Обрабатываемая деталь 3 перемещается возвратно-поступательно между соосно расположенными cepдeчникa fи электромагнитов 1 и 2. Верхний электромагнит I установлен с технологически необходимым зазором, заполненным магнитно-абразивным порошком.
,Нижний электромагнит 2, ycтaнoвлeнный с минимальным относительно детали зазором d , заполненным порошком магнитомягкого железа 4, вращается принудительно и за счет заполнения нерабочего зазора порошком магнитомягкого железа, имеющего магнитную проницаемость-в 3-4 раза вьш1е магнитной проницаемости воздуха, ведет к уменьшению потерь магнитного потока и увеличению сил резания, а следовательно, увеличению производительности обработки в 1,5-2 раза.
Формула изобретения
Способ магнитно-абразивной обработ ки поверхностей, при котором деталь
располагают между полюсами электромагнитов , образуюпшх с ней рабочий и нерабочий зазоры, причем рабочий зазор заполняют магнитно-абразивньтм
порошком, а детали и электроманитам сообщают рабочие движения, отличающийся тем, что, с целью повьштения производительности обработки , нерабочий зазор заполняют
порошком магнитомягкого железа.
Источники информации, принятые во внимание при экспертизе
I. Верезуб В,Н. и др. Исследование процесса шлифования крупногабаритных листов переменного сечения. Самолетостроение и техника воздушчогс флота , вып. 9, 1967, с. 126.
Реферат
Формула
Комментарии