Абсорбирующее изделие, содержащее систему адгезивного скрепления абсорбирующей сердцевины и тыльного листа, включающую два адгезивных материала - RU2652306C1
Код документа: RU2652306C1
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к типу абсорбирующих изделий для личной гигиены, носимых в области промежности человека с целью абсорбирования продуктов выделения тела. Абсорбирующие изделия могут, в частности, представлять собой подгузники для младенцев и детей преддошкольного возраста (включая трусы для приучения к горшку), гигиенические прокладки для женской гигиены и/или изделия для взрослых, страдающих недержанием. Настоящее изобретение, в частности, относится к системе адгезивного скрепления абсорбирующей сердцевины и нижнего листа таких изделий.
УРОВЕНЬ ТЕХНИКИ
Абсорбирующие изделия для личной гигиены указанного выше типа предназначены для абсорбирования и удерживания продуктов выделения тела, в частности, больших количеств мочи. Такие абсорбирующие изделия наряду с другими слоями содержат несколько слоев с различными функциями, например, обращенный к пользователю верхний лист, обращенный к одежде нижний лист и заключенную внутри между ними абсорбирующую сердцевину. Как правило, функцией абсорбирующей сердцевины является абсорбирование и удерживание продуктов выделения в течение длительного периода времени, минимизация повторного намокания для обеспечения сухого состояния кожи пользователя, а также предотвращение загрязнения одежды или постельного белья.
Большинство продаваемых на данный момент абсорбирующих изделий содержат абсорбирующий материал, который представляет собой смесь измельченной древесной целлюлозы с суперабсорбирующими полимерами (SAP) в форме частиц, также именуемыми абсорбирующими гелеобразующими материалами (AGM), см., например, US 5,151,092 (Buell). Также ранее предлагались сердцевины, содержащие абсорбирующий материал, состоящий главным образом из SAP (так называемые ''свободные от войлока воздушной укладки'' сердцевины), см., например WO 95/11652 (Tanzer), US 6,790,798 (Suzuki), WO 2008/155699 (Hundorf) или WO 2012/052172 (Van Malderen). Также предлагались абсорбирующие сердцевины с разрезами или углублениями, как правило предназначенными для улучшения характеристик поглощения текучего вещества сердцевиной, или служащими в качестве линий сгиба. В WO 2012/170778 (Rosati et al., см. также WO 2012/170779, WO 2012/170781 и WO 2012/170808) раскрыты абсорбирующие конструктивные элементы, содержащие суперабсорбирующие полимеры, опционально, целлюлозный материал и по меньшей мере пару по существу продольно протяженных каналов.
Различные компоненты изделия, как правило, скрепляют друг с другом, чтобы они оставались на месте до и во время использования. Стандартные средства скрепления представляю собой скрепление адгезивом, термическое скрепление и/или скрепление давлением, ультразвуковую сварку. Средства скрепления выбираются производителем таким образом, чтобы обеспечивался баланс между стоимостью оборудования, стоимостью адгезивного материала и требуемыми характеристиками. Абсорбирующие сердцевины, как правило, прикрепляются к нижнему листу посредством применения адгезива, в частности, посредством распыления на весь нижний лист прерывистого слоя адгезива перед соединением вместе указанных двух компонентов.
Предлагались альтернативные системы адгезивного скрепления абсорбирующей сердцевины и нижнего листа. В документе WO 2012/170341 A1 (Hippe) раскрыт подгузник, содержащий уменьшенную систему адгезивного скрепления абсорбирующей сердцевины и нижнего листа. В этом документе (Hippe) абсорбирующая сердцевина прикреплена к нижнему листу только в определенных ограниченных областях. Вследствие этого может быть уменьшено формирование складок и неровностей на нижнем листе, а также видимых насквозь через нижний лист загрязнений абсорбирующей сердцевины, вызванных мочой.
Настоящее изобретение относится к усовершенствованной системе адгезивного скрепления абсорбирующей сердцевины и нижнего листа, раскрытой более подробно в нижеследующем описании.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к абсорбирующим изделиям, содержащим верхний лист на обращенной к пользователю стороне, нижний лист на обращенной к одежде стороне и абсорбирующую сердцевину, расположенную между верхним листом и нижним листом. Абсорбирующая сердцевина содержит абсорбирующий материал, содержащий суперабсорбирующий полимер, в частности, суперабсорбирующие частицы, оболочку сердцевины, обхватывающую абсорбирующий материал, и первый канал, расположенный по одну сторону от продольной оси, и второй канал, расположенный по другую сторону от продольной оси.
Вкратце, изобретатели обнаружили, что является предпочтительным, чтобы такие абсорбирующие сердцевины, содержащие каналы, должны прикрепляться к нижнему листу посредством первого адгезива и второго адгезива, при этом каждый адгезив характеризуется областью нанесения адгезива и рисунком нанесения адгезива. Область первого адгезива по меньшей мере частично присутствует между каналами, при этом второй адгезив характеризуется областью нанесения второго адгезива, расположенной по меньшей мере частично снаружи области между каналами. Первый канал и второй канал по меньшей мере частично не прикреплены первым адгезивом и вторым адгезивом или иным способом к нижнему листу. Первый адгезив характеризуется рисунком нанесения, отличающимся от рисунка нанесения второго адгезива. Преимущественно, абсорбирующая сердцевина и нижний лист могут быть скреплены только первым адгезивом и вторым адгезивом.
Изобретатели неожиданно обнаружили, что во время процесса изготовления изделия, сдвигающие усилия, действующие на нижний лист или сердцевину, могут концентрироваться вдоль кромки второго адгезива и повреждать основу нижнего листа. Изобретатели обнаружили, что при присутствии первого адгезива усилия лучше распределяются по основе нижнего листа, тем самым улучшая не только закрепление сердцевины, но также предотвращая разрывы и возникновение усталостных напряжений в нижнем листе при изготовлении или ношении абсорбирующего изделия. Изобретатели также обнаружили, что предпочтительным является наличие различных адгезивных характеристик у первого и второго адгезивов.
Кроме того, предпочтительные, но не ограничивающие признаки изобретений будут далее вкратце описаны в остальной части настоящего изложения сущности изобретения. Система адгезивного скрепления согласно настоящему изобретению может быть особенно пригодной для применения в абсорбирующих изделиях, содержащих относительно высокое количество SAP. Каналы могут представлять собой, в частности, области, по существу свободные от абсорбирующего материала, и окруженные абсорбирующим материалом. Верхний слой оболочки сердцевины может быть скреплен с нижним слоем сердцевины посредством каналообразующих областей. Первый канал и второй канал могут быть выполнены протяженными в продольном направлении и иметь длину, в проекции на продольную ось, составляющую по меньшей мере 25% длины абсорбирующей сердцевины.
Первый адгезив, по меньшей мере частично нанесенный между каналами, преимущественно характеризуется первым рисунком нанесения, который является непрерывным. Под ''непрерывным'' следует понимать, что адгезив формирует равномерный слой или покрытие, которые покрывают по существу всю поверхность области, на которую он наносится. Непрерывный рисунок, как правило, может быть получен посредством непосредственного нанесения адгезива на основу, например, через щелевую головку или посредством печати. С другой стороны, под ''прерывистым'' следует понимать рисунок нанесения адгезива, не формирующий непрерывный слой на области нанесения. Прерывистый рисунок может, например, содержать адгезивные нити, волокна или подобные элементы, создающие более или менее однородную адгезивную сетку с относительно большими областями, не покрытыми адгезивом, расположенными между адгезивными нитями или волокнами. Прерывистые области, как правило, получают бесконтактным методом нанесения, таким как распыление адгезива.
Рисунок нанесения второго адгезива может быть преимущественно прерывистым. Например, он может содержать одну и, как правило, множество больших спиралей, мини-спирали или хаотичные рисунки. Рисунок нанесения второго адгезива может преимущественно применяться для покрытия больших областей в месте перехода от сердцевины к нижнему листу, поскольку при таком рисунке требуется меньшее количество адгезива на единицу площади. Таким образом, область нанесения второго адгезива может быть больше, чем область нанесения первого адгезива, в частности, область нанесения второго адгезива может быть по меньшей мере в 3 раза больше или по меньшей мере в 5 раз больше, чем область нанесения первого адгезива.
Область нанесения второго адгезива может быть выполнена по меньшей мере частично протяженной по существу вдоль всей длины абсорбирующей сердцевины. В частности, по одну сторону от продольной оси может присутствовать первая протяженная в продольном направлении часть, а по другую сторону от продольной оси может присутствовать вторая протяженная в продольном направлении часть. Это обеспечивает надежное прикрепление абсорбирующей сердцевины вдоль всей ее длины. Кроме того, область нанесения второго адгезива может быть выполнена протяженной по меньшей мере частично вдоль всей длины нижнего листа, таким образом за пределы передней и задней кромок сердцевины. Это может быть предпочтительно для обеспечения дополнительного скрепления нижнего листа с другими компонентами изделия, в частности, с верхним листом. Область нанесения второго адгезива также может быть относительно большой в области передней кромки и задней кромки сердцевины для обеспечения прочного скрепления сердцевины с нижним листом в этих областях, в частности, для надежного прикрепления уголков сердцевины к нижнему листу.
Настоящее изобретение также относится к способу изготовления абсорбирующего изделия согласно настоящему изобретению. В частности, такой способ содержит следующие этапы прикрепления абсорбирующей сердцевины к нижнему листу, на которых:
- наносят первый адгезив на нижний лист или абсорбирующую сердцевину на область нанесения первого адгезива согласно первому рисунку, который может быть, в частности, непрерывным;
- наносят второй адгезив на нижний лист или абсорбирующую сердцевину на область нанесения второго адгезива согласно второму рисунку, который может быть, в частности, прерывистым; и затем
- обеспечивают контакт оболочки сердцевины и абсорбирующей сердцевины, с тем чтобы обеспечивалось их скрепление посредством первого адгезива и второго адгезива.
Как указывалось ранее, первый адгезив может быть нанесен с помощью контактного аппликатора, такого как устройство для нанесения со щелевой головкой, при этом второй адгезив может быть нанесен с помощью бесконтактного аппликатора, как правило, головки для распыления адгезива, обеспечивающей по меньшей мере одну, как правило, множество больших спиралей, мини-спиралей или хаотичных рисунков нанесения адгезива. Второй адгезив, в частности, может быть нанесен с помощью множества головок, расположенных параллельно, при этом для каждого изделия по меньшей мере некоторые из головок включают и выключают для обеспечения рисунка нанесения второго адгезива, содержащего протяженные в продольном направлении части второго адгезива различной длины (прерывистое нанесение адгезива). Это может обеспечить уменьшение расхода второго адгезива посредством нанесения второго адгезива только в необходимых областях, в частности, в которых область нанесения второго адгезива по существу образует форму римской цифры II.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - нижний лист с системой адгезивного скрепления согласно настоящему изобретению, при этом контур абсорбирующей сердцевины и ее каналы показаны пунктирными линиями, а остальная часть изделия не показана для ясности;
Фиг. 2 - схематический покомпонентный вид некоторых из основных компонентов абсорбирующего изделия, включая нижний лист согласно фиг. 1;
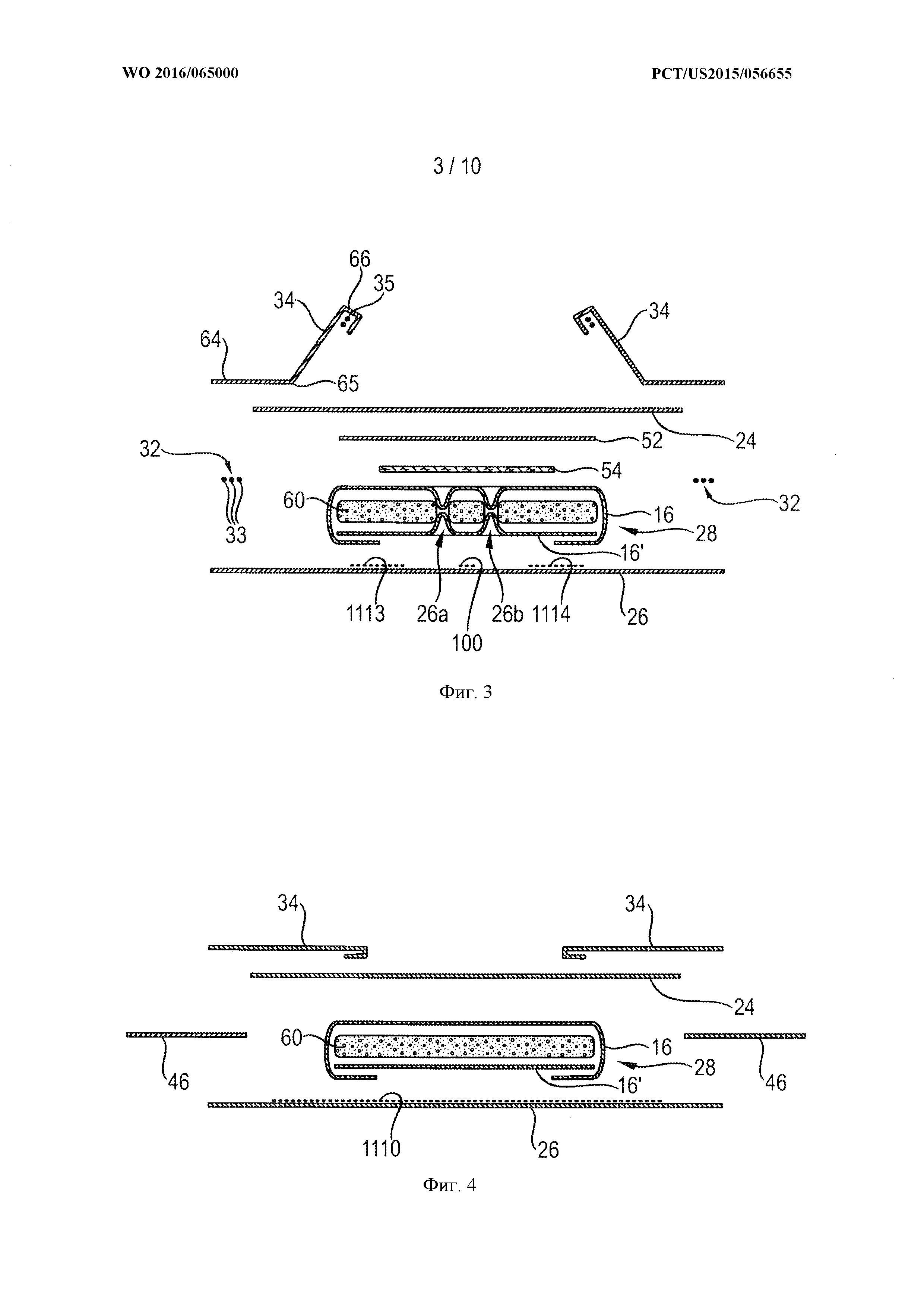
Фиг. 3 - схематическое поперечное сечение абсорбирующего изделия, показанного на фиг. 2, выполненное в центре изделия;
Фиг. 4 - схематическое поперечное сечение абсорбирующего изделия, показанного на фиг. 2, выполненное в направлении к передней кромке изделия;
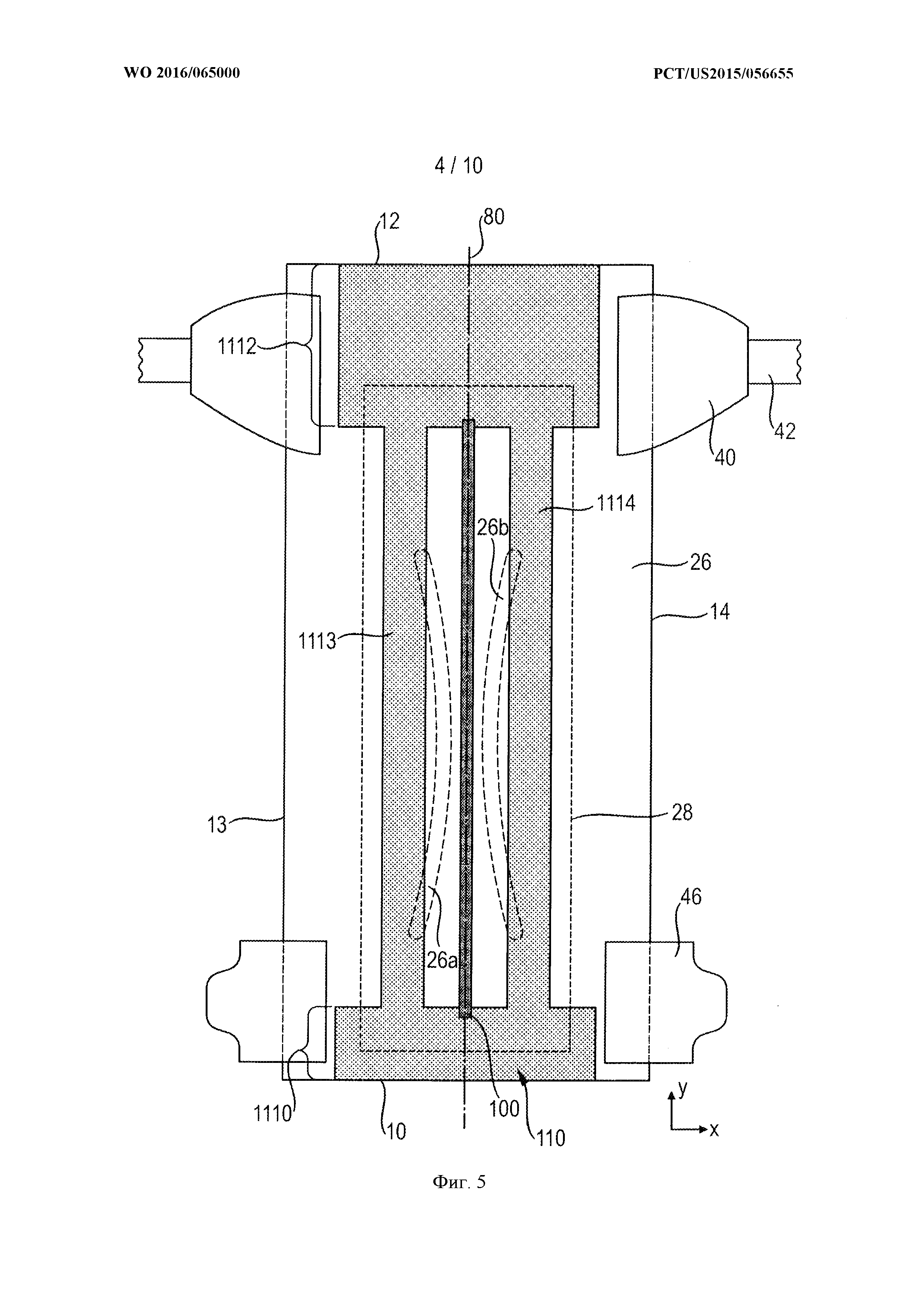
Фиг. 5 - альтернативная система адгезивного скрепления абсорбирующей сердцевины и нижнего листа;
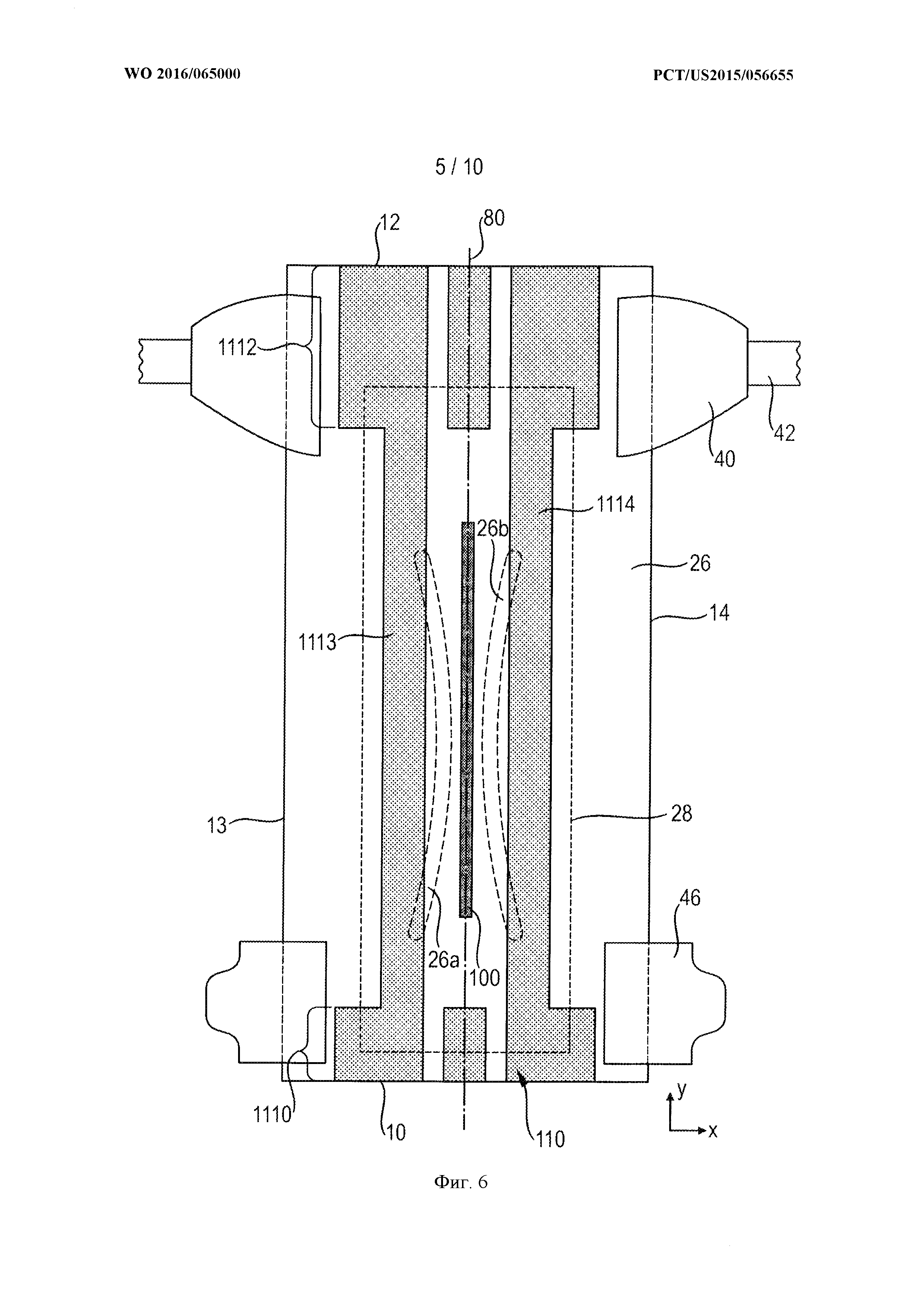
Фиг. 6 - другая альтернативная система адгезивного скрепления абсорбирующей сердцевины и нижнего листа;
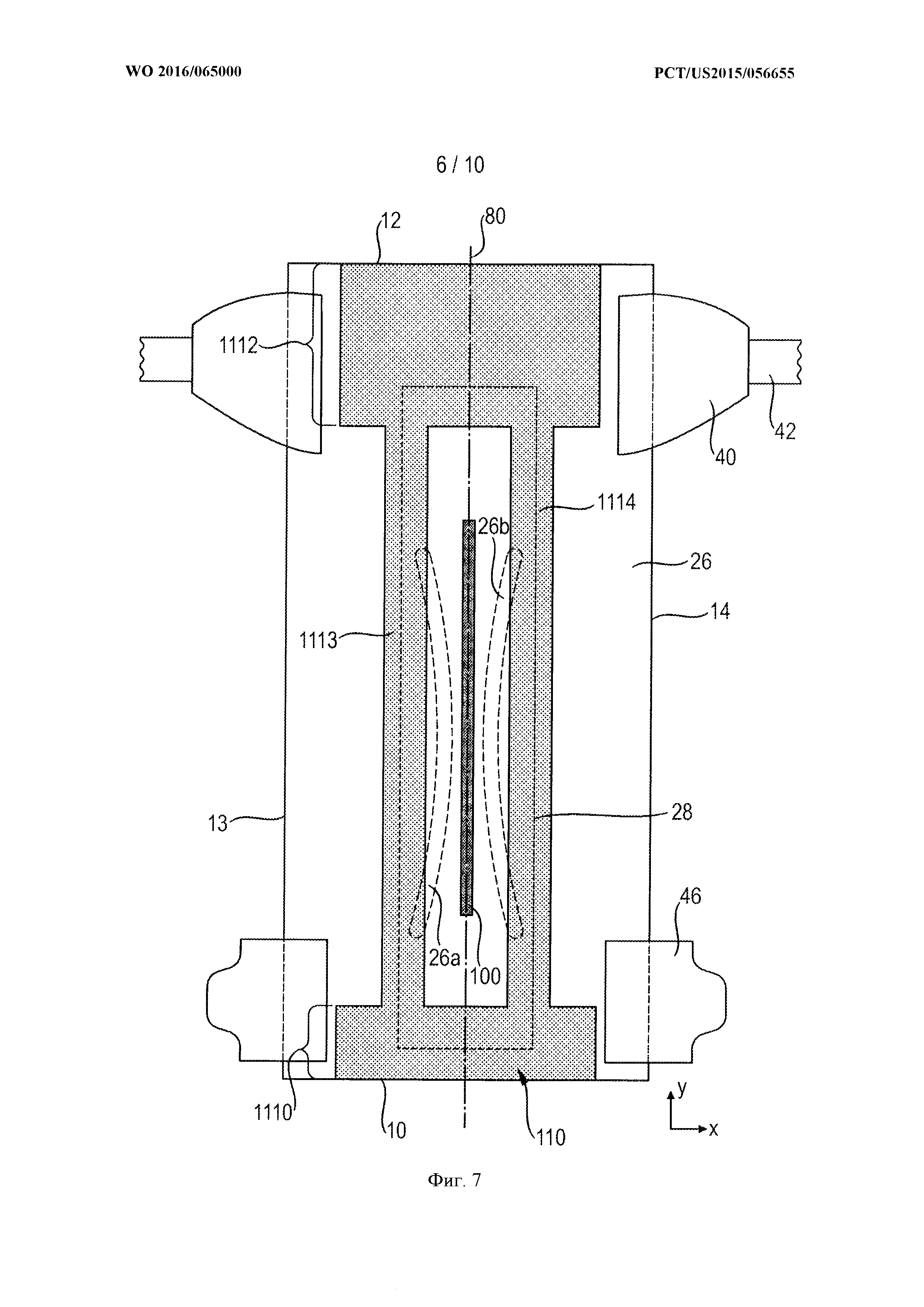
Фиг. 7 - другая альтернативная система адгезивного скрепления абсорбирующей сердцевины и нижнего листа;
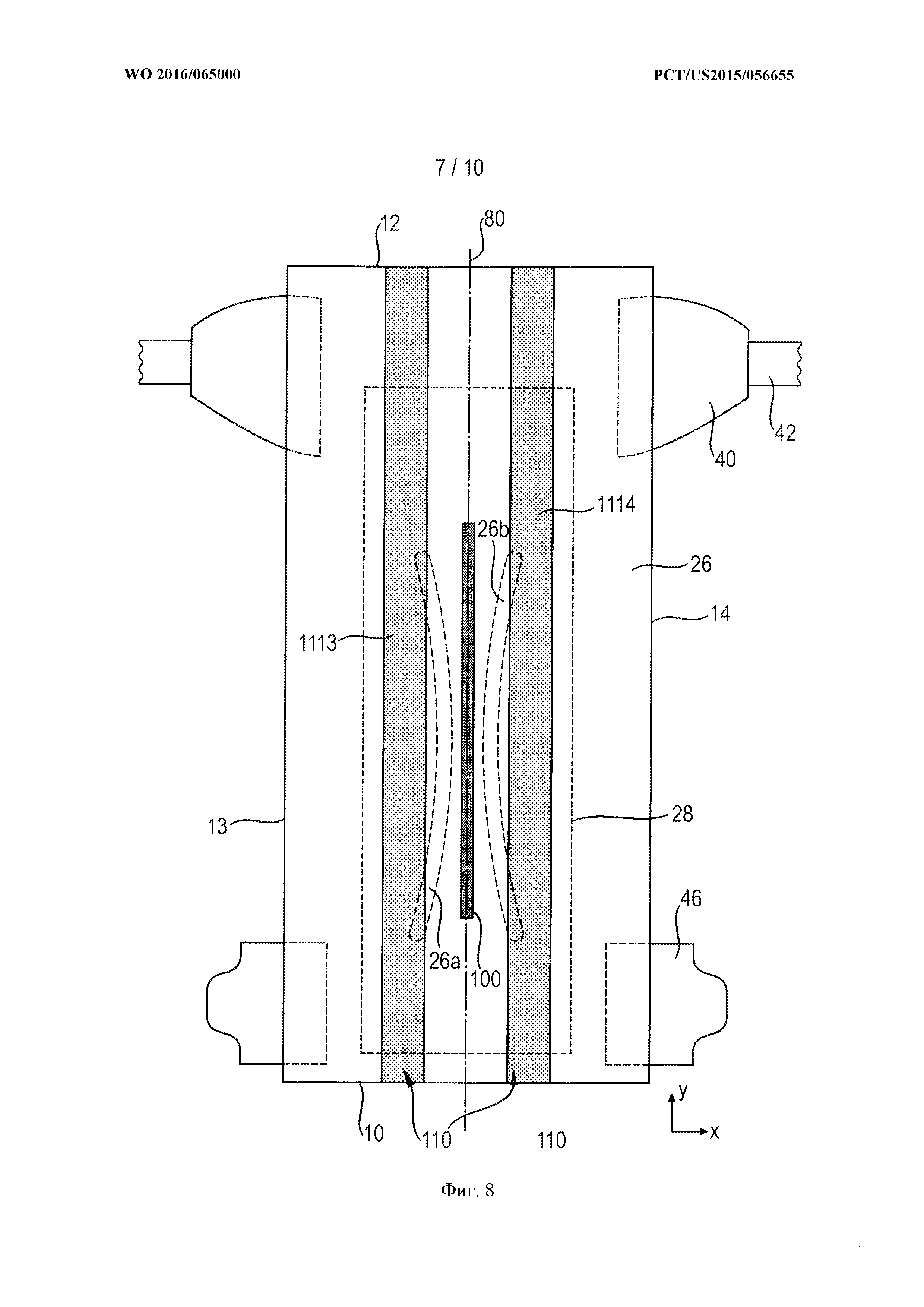
Фиг. 8 - другая альтернативная система адгезивного скрепления абсорбирующей сердцевины и нижнего листа;
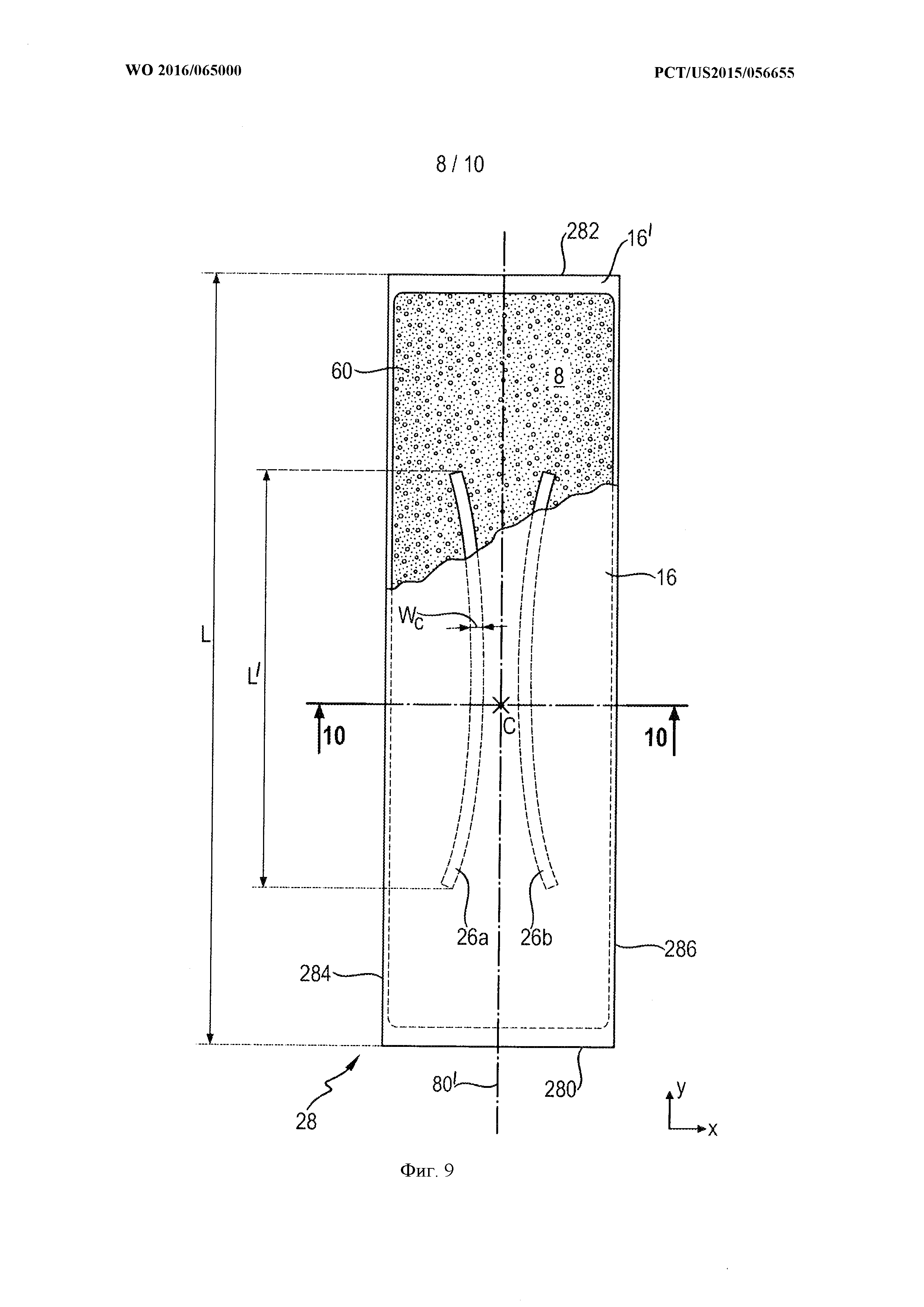
Фиг. 9 - вид сверху одного из примеров абсорбирующей сердцевины, показанной отдельно;
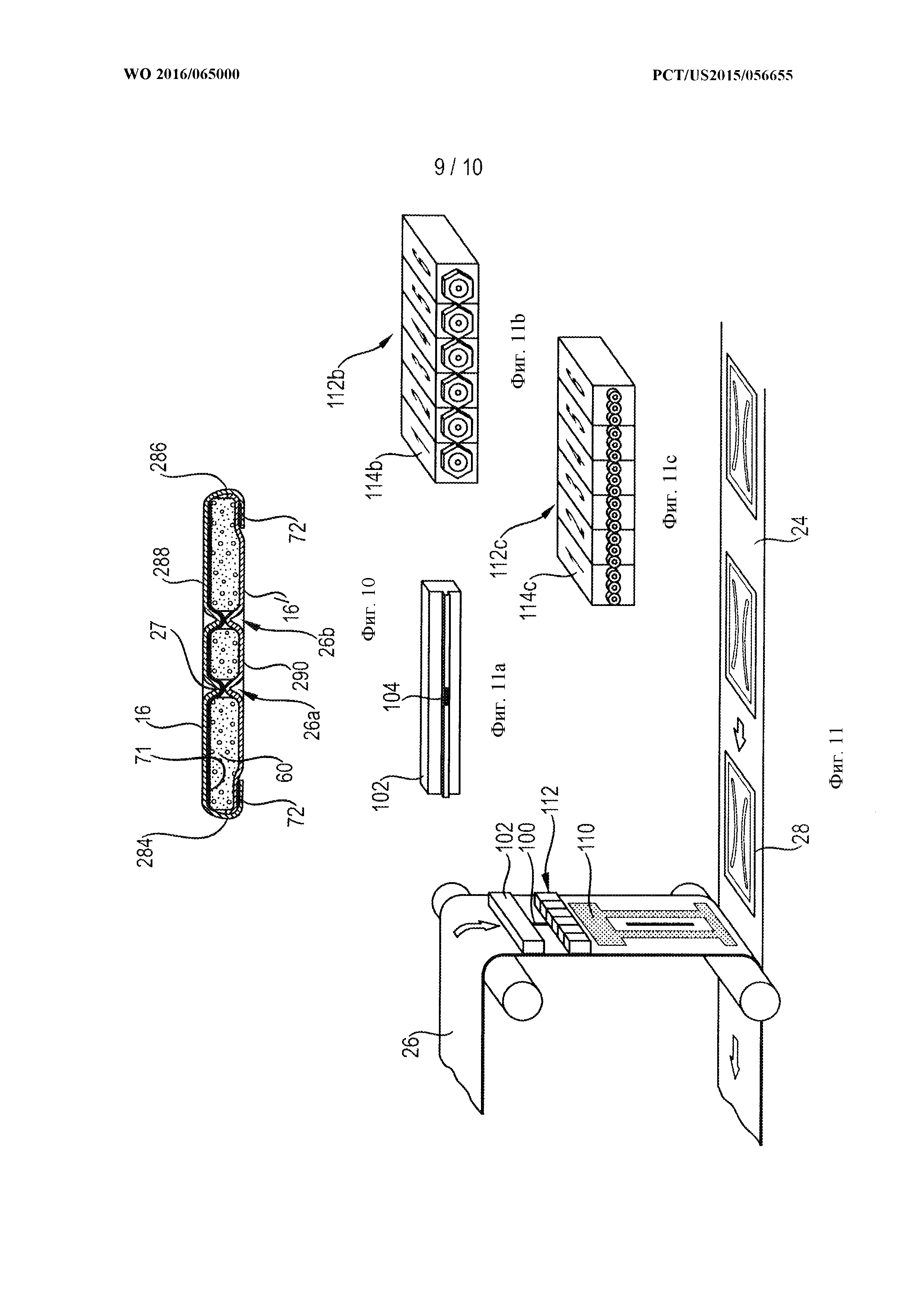
Фиг. 10 - поперечное сечение в поперечном направлении сердцевины согласно фиг. 10;
Фиг. 11 - схематический эскиз способа нанесения системы адгезивного скрепления абсорбирующей сердцевины и нижнего листа;
Фиг. 11а, b, с - схематические изображения трех различных аппликаторов, которые могут применяться для нанесения адгезива;
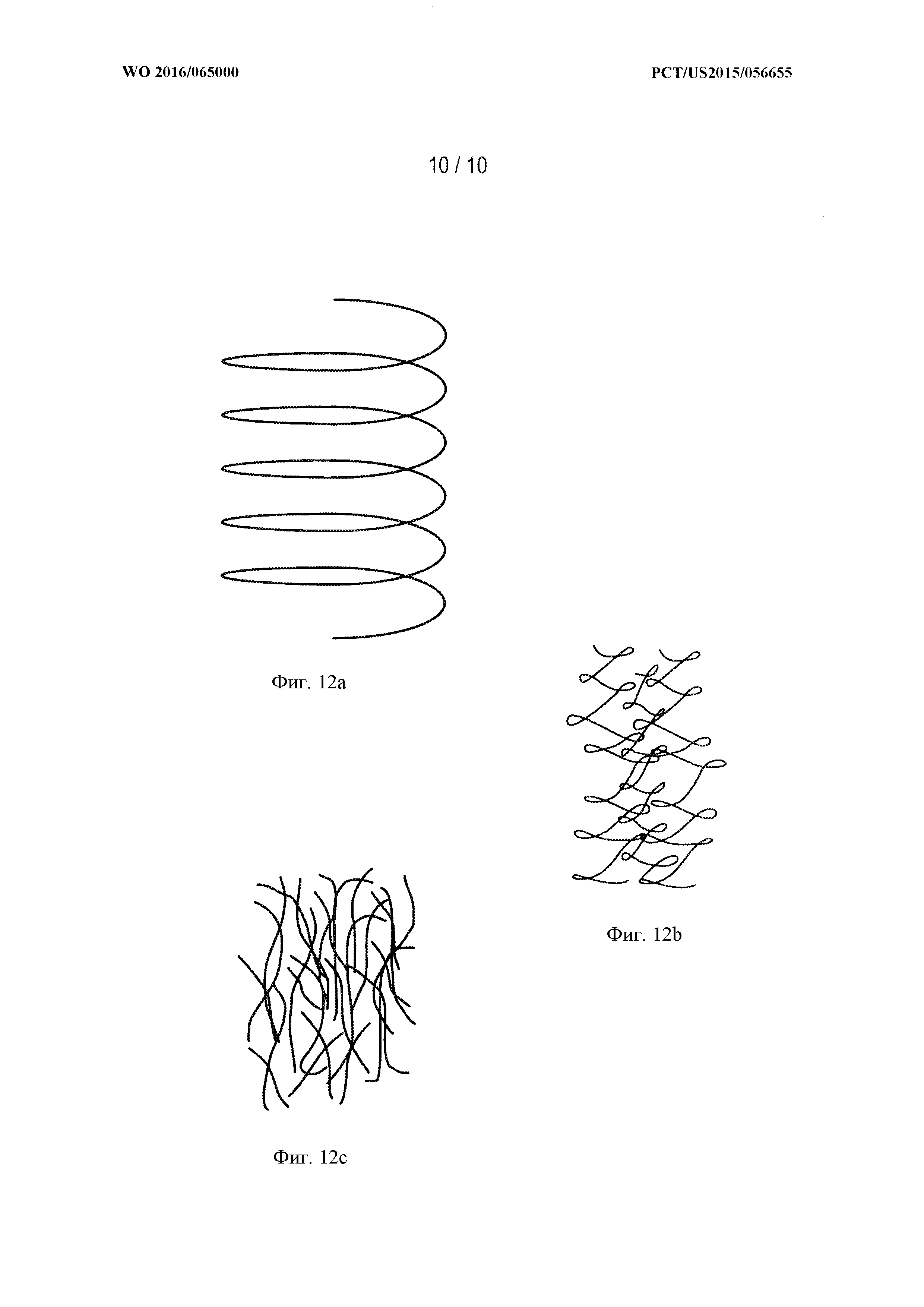
Фиг. 12а, b, с - три различных прерывистых рисунка нанесения адгезива.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Введение
Используемые в настоящем документе термины ''содержать'', ''содержит'' и ''содержащий'' являются открытыми терминами, при этом каждый из них указывает на наличие признака, который следует за указанным термином, например, некоторого компонента, но не исключает наличия других признаков, например, элементов, этапов, компонентов, известных в данной области техники или раскрытых в настоящем документе. Эти термины, основанные на глаголе ''содержит'' должны восприниматься, как охватывающие более узкие термины, например, термин ''состоит по существу из'', который исключает наличие некоторого не раскрытого элемента, этапа или ингредиента, оказывающего значительное влияние на то, как элемент выполняет свою функцию, а также термин ''состоит из'', который исключает любой не указанный элемент, этап или ингредиент. Любые предпочтительные примеры воплощений, описанные ниже, не являются ограничивающими объем формулы изобретения, за исключением случаев, когда конкретно указано иное. Слова ''типично'', ''как правило'', ''предпочтительно'', ''преимущественно'', ''в частности'' и подобные также квалифицируют характеристики, которые не предназначены для ограничения объема формулы изобретения, за исключением случаев, когда конкретно указано иное.
Если не указано иное, настоящее описание и формула относятся к абсорбирующей сердцевине и изделию до использования (т.е. в сухом и незаполненном текучим веществом состоянии) и находившемуся по меньшей мере 24 часа при температуре 21°С+/-2°С и относительной влажности (RH)+/-20%.
Далее настоящее изобретение будет дополнительно раскрыто со ссылками на воплощения, показанные на фигурах. Для простоты рассмотрения абсорбирующее изделие и его компоненты будут рассматриваться со ссылками на ссылочные позиции, относящиеся к данным фигурам. Тем не менее, следует понимать, что эти примеры воплощений и ссылочные позиции не предназначены для ограничения объема формулы, если конкретно не указано иное. Размеры и значения, раскрытые в данной заявке, не следует понимать как строго ограниченные указанными точными числовыми значениями. Наоборот, если не указано иначе, каждый такой размер следует подразумевать и как указанное значение, и как функционально эквивалентный диапазон, охватывающий данное значение. Например, размер, указанный как ''40 мм'', следует понимать, как ''приблизительно 40 мм''.
Общее описание фиг. 1
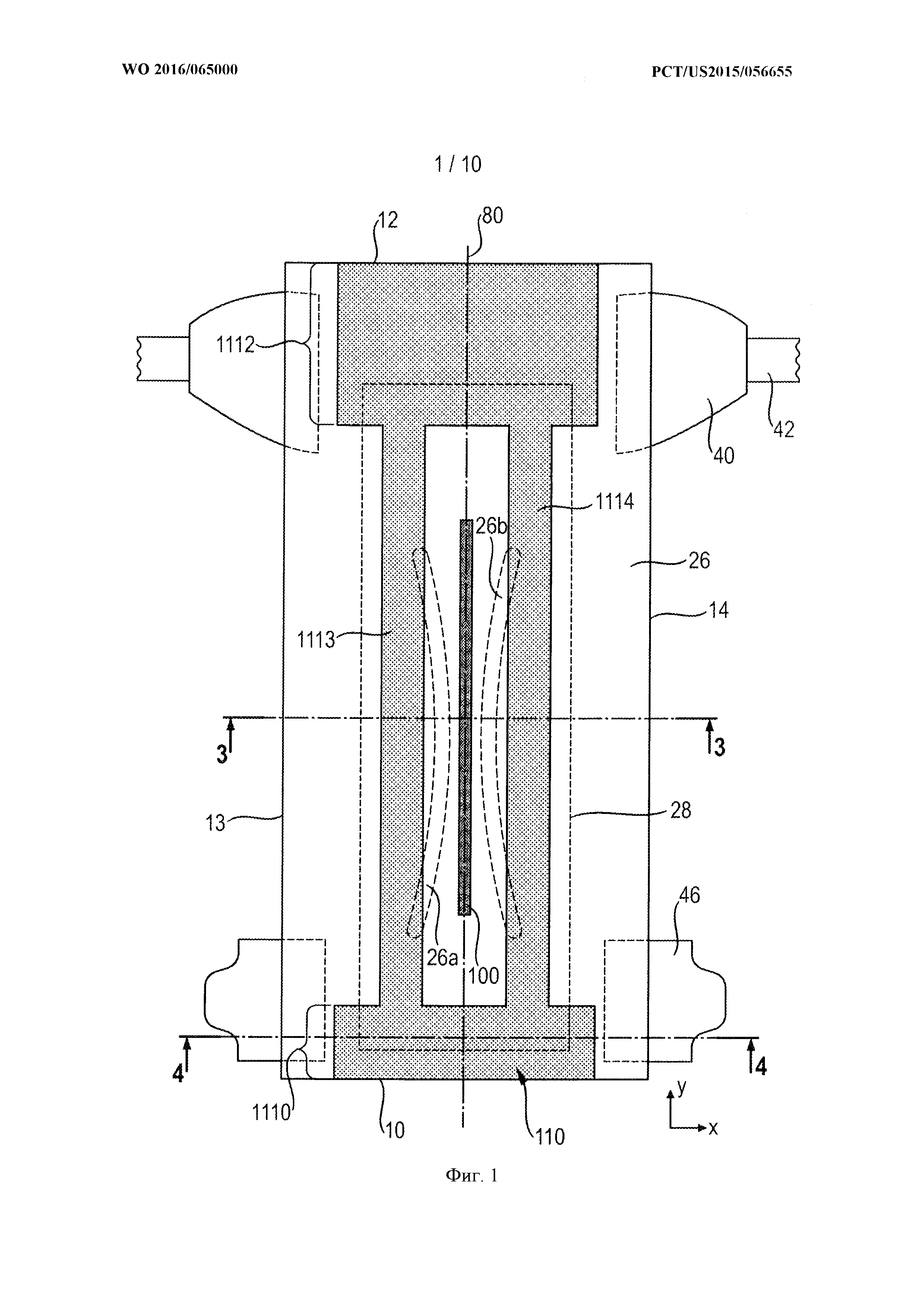
На фиг. 1 показан один из примеров системы адгезивного скрепления абсорбирующей сердцевины и нижнего листа согласно настоящему изобретению. Для ясности нижний лист 26 показан непрерывной линией, а контур абсорбирующей сердцевины 28 и каналов 26а, 26b - пунктирными линиями, при этом другие слои изделий, такие как верхний лист, не показаны. Показанное изделие представляет собой так называемый подгузник с ленточным креплением, содержащий задние язычки 40 с открепляемыми лентами 42, которые могут быть прикреплены к так называемой зоне крепления (не показана) на передней области талии обращенной к одежде стороны изделия. Показанное изделие также содержит передние язычки 46, обеспечивающие лучшее охватывание подгузником вдоль передней области талии пользователя. Разумеется, система адгезивного скрепления абсорбирующей сердцевины и нижнего листа согласно настоящему изобретению также может применяться в так называемых подгузниках в виде трусов, содержащих предварительно скрепленные боковые кромки. Некоторые дополнительные слои и компоненты изделия показаны на фиг. 2, что будет рассмотрено более подробно ниже.
Абсорбирующее изделие 20 содержит переднюю кромку 10, заднюю кромку 12 и две протяженные в продольном направлении боковые (продольные) кромки 13, 14. Передняя кромка 10 представляет собой кромку изделия, предназначенную для размещения спереди пользователя при ношении, при этом задняя кромка 12 представляет собой противоположную кромку. Абсорбирующее изделие может быть условно (т.е. виртуально) разделено продольной осью 80, проходящей от передней кромки к задней кромке изделия и разделяющей изделие на две половины, по существу симметричные относительно этой оси, при взгляде на сердцевину в плоскости, образованной продольным направлением (y) и поперечным направлением (x). Продольное направление проходит вдоль длины изделия, при этом поперечное направление перпендикулярно продольному направлению.
В целях простоты раскрытия рассматриваемое абсорбирующее изделие показано в плоском состоянии, протяженным в поперечном направлении и продольном направлении. Если некоторая часть изделия находится в натянутом состоянии вследствие наличия эластичных компонентов, то изделие может быть, как правило, распрямлено с использованием зажимов вдоль его периферии и/или липкой поверхности, при этом верхний лист и нижний лист могут быть натянуты для обеспечения их по существу плоского состояния. Сложенные изделия, например трусы для приучения к горшку, могут быть раскрыты вдоль боковых швов для прикладывания их к плоской поверхности. Если не указано иное, размеры и площади, раскрытые в настоящем документе, приведены в отношении изделия в распрямленной конфигурации. Изделие имеет длину L'', измеренную вдоль оси 80 от задней кромки до передней кромки.
Нижний лист 26 может быть по существу прямоугольным, как показано на фиг. 1. Также известен фигурный нижний лист, характеризующийся более узкой областью талии, таким образом образующей форму песочных часов. Нижний лист может затем формировать передние и задние язычки, тем самым исключая необходимость в дополнительном материале для этих компонентов. Тем не менее, такая конструкция характеризуется другими недостатками, например, наличием отрезаемых материалов, в результате чего образуются отходы и усложняется придание эластичности, например, задним язычкам.
Абсорбирующая сердцевина 28 и ее каналы 26а, 26b показаны пунктирными линиями на фиг. 1, и отдельно на фиг. 9. Каналы 26а, 26b выполнены протяженными по существу в продольном направлении и могут представлять собой зеркальное отражение друг друга относительно продольной оси. Каналы могут быть выполнены криволинейными, как показано на фиг. 1, при этом каналы также могут быть прямыми, в частности, прямыми и ориентированными в продольном направлении. Далее будет описана более подробно система адгезивного скрепления абсорбирующей сердцевины и нижнего листа.
Область 100 нанесения первого адгезива
Система адгезивного скрепления абсорбирующей сердцевины и нижнего листа содержит первый адгезив, наносимый на область 100 нанесения первого адгезива (в настоящем документе именуется ''областью первого адгезива''). Область 100 первого адгезива по меньшей мере частично присутствует между каналами 26а, 26b, видимыми при взгляде сверху на изделие в распрямленном состоянии, как показано на фиг. 1. Хотя может присутствовать некоторое перекрытие между каналами и областью первого адгезива, может быть предпочтительно, чтобы область первого адгезива не перекрывалась с каналами. При использовании абсорбирующий материал вокруг каналов может набухать по мере абсорбирования ими текучего вещества, при этом каналы становятся более трехмерными. Если область первого адгезива перекрывается с каналами, существует риск, что нижний лист будет следовать за формированием таких более четко выраженных трехмерных каналов. Это может создавать напряжение в нижнем листе и приводить к возникновению в нем разрывов. Таким образом, может быть предпочтительно, чтобы ширина области первого адгезива была меньше или равна наименьшему расстоянию, разделяющему области 26а, b каналов. Область 100 первого адгезива может быть по существу совмещена с продольной осью 80 изделия и может перекрывать ее, например, в виде полосы 100 адгезива, нанесенной с помощью устройства со щелевой головкой, как показано на фигурах.
Размеры области первого адгезива могут по существу варьироваться и зависят от типа рассматриваемого изделия, а также от размеров каналов. Каналы могут быть выполнены протяженными по существу больше в продольном направлении, чем в поперечном направлении. Таким образом, область первого адгезива может также быть выполнена протяженной больше в продольном направлении. Например, область первого адгезива может иметь длину, по меньшей мере в 3 раза или по меньшей мере в 5 раз большую, чем ее ширина (при проецировании на оси y и x, соответственно). Длина области 100 первого адгезива может составлять от 10% до 500% длины L' каналов 26а, b, например, от 5 см до 30 в случае подгузника. Ширина области первого адгезива также может варьироваться, например, от 0,5 мм до 10 мм в случае подгузника.
Хотя и не показано на фигурах, также не исключается, что область первого адгезива может содержать множество макроскопических подобластей, отделенных друг от друга. Это может быть актуально в случае прерывистого нанесения первого адгезива с обеспечением множества продольно ориентированных последовательных полос, подобных прерывистой дорожной разметке. Также возможна печать первым адгезивом с обеспечением подобластей, характеризующихся различными формами, включая развлекательные формы, такие как маленькие значки или игрушки, в частности, если первый адгезив содержит пигмент, с тем чтобы области первого адгезива были видимыми через нижний лист на обращенной к одежде стороне изделия. Говоря в общем, один из адгезивов, в частности первый адгезив, может содержать пигмент или другое окрашенное вещество, с тем чтобы он был видимым через нижний лист. Первый адгезив также может не содержать пигмент или другое окрашенное вещество, при этом первый адгезив, в частности, не виден через нижний лист. Первый адгезив также может быть нанесен в виде множества (двух или более) параллельных, протяженных в продольном направлении полос. В этих других примерах размеры первой области, как указано выше, относятся к подобластям и пространствам между подобластями, взятыми в целом.
Первый адгезив характеризуется рисунком нанесения первого адгезива в пределах области 100 нанесения первого адгезива. Рисунок нанесения зависит от способа, используемого для нанесения первого адгезива на основу. Первый адгезив может, в частности, быть нанесен непрерывно, то есть, чтобы адгезив формировал двухмерный непрерывный слой в пределах области нанесения адгезива. Как правило, первый адгезив может быть нанесен контактным способом, при котором аппликатор непосредственно наносит адгезив на верх основы. Преимущества непосредственного нанесения адгезива, а также пример такого нанесения, описаны в публикации компании Nordson по адресу: http://www.nordson.com/en-us/divisions/adhesive-dispensing/Literature/WhitePaper/HoldingItTogetherBylinefromNonwovensReport.pdf. Поскольку между головкой и основой нет пространства, или присутствует лишь небольшое пространство, контактное нанесение обеспечивает лучших контроль нанесения адгезива. Типичный контактный аппликатор представляет собой устройство для нанесения со щелевой головкой. При нанесении с помощью устройства для нанесения со щелевой головкой адгезив выходит из аппликатора через тонкий широкий проход - см. фиг. 11. Другой хорошо известной технологией контактного нанесения является печать адгезивом. Эти контактные способы будут описаны более подробно в разделе описания способов, приведенном ниже.
Применение контактного способа может, как правило, обеспечивать преимущество, заключающееся в обеспечении аккуратной области 100 нанесения первого адгезива. Это может быть предпочтительным, поскольку расстояние между каналами может быть относительно малым, особенно в случае, когда каналы выполнены криволинейными в местах их ближайшего нахождения друг к другу. Поскольку в областях каналов может быть предпочтительным отсутствие или присутствие ограниченного количества адгезива, контактный способ обладает преимуществом, которое заключается в более точном нанесении по сравнению с бесконтактным способом, таким как распыление адгезива. Контактный способ также обеспечивает непрерывное нанесение адгезива в области нанесения. Это может обеспечивать более высокий показатель базового веса адгезивного скрепления на единицу площади, что может быть предпочтительным, поскольку область первого адгезива может быть, как правило, меньше, чем область второго адгезива. Область первого адгезива, как правило, ограничена каналами на ее боковых кромках.
Область 110 нанесения второго адгезива
Система адгезивного скрепления абсорбирующей сердцевины и нижнего листа содержит второй адгезив на области 110 нанесения второго адгезива (в настоящем документе именуется ''областью второго адгезива''). Эта область второго адгезива расположена по меньшей мере частично снаружи области между каналами 26а, b, в частности, второй адгезив может полностью отсутствовать в области между каналами. Второй адгезив характеризуется рисунком нанесения, отличающимся от рисунка нанесения первого адгезива. Это обеспечивает область второго адгезива характеристиками, отличающимися от характеристик области первого адгезива. Как указывалось ранее, область 100 первого адгезива может требовать точного нанесения на относительно узкую область с обеспечением высокого базового веса адгезива. Таким образом, область 110 нанесения второго адгезива, с другой стороны, должна быть способна обеспечивать экономически эффективное покрытие относительно большой области, в несколько раз большей, чем область нанесения первого адгезива, в частности, область нанесения второго адгезива может быть по меньшей мере в 3 раза больше или по меньшей мере в 5 раз больше, чем область нанесения первого адгезива. Посредством обеспечения большей площади скрепления, чем у первого адгезива, второй адгезив может обеспечивать общую стабильность сердцевины в основании изделия. Первый и второй адгезивы могут иметь одинаковый или разные составы.
Второй адгезив может преимущественно наноситься с обеспечением меньшего базового веса, чем первый адгезив. Например, второй адгезив может быть нанесен с обеспечением базового веса по меньшей мере в 3 раза или по меньшей мере в 5 раз меньшего, чем базовый вес первого адгезива (при расчете на основании соответствующей площади области нанесения каждого адгезива). В случае детского подгузника второй адгезив может быть нанесен, например, с обеспечением базового веса от 0,5 до 9 г/м2 (граммы на квадратный метр), в частности от 1 до 5 г/м2, при этом первый адгезив может быть нанесен с обеспечением базового веса от 5 до 100 г/м2, в частности от 10 до 50 г/м2. Тем не менее, изделие может содержать меньшее количество первого адгезива в абсолютном значении, чем второго адгезива, вследствие различия их площадей нанесения. Общее количество первого адгезива в изделии (в частности, в подгузнике) может, например, составлять от 5 до 100 мг на изделие, в частности от 10 до 50 мг, при этом общее количество второго адгезива может, например, составлять от 25 до 300 мг, в частности от 50 до 150 мг.
Возможны различные конфигурации области 110 второго адгезива. Область второго адгезива может быть цельной, как показано на фиг. 1, 5-7, однако не исключено, что она может содержать отдельные макроскопические подобласти или части, отделенные друг от друга, как, например, показано на фиг. 8, на которой изображены две протяженные в продольном направлении отдельные части 1113, 1114.
Область второго адгезива может быть выполнена протяженной преимущественно по меньшей мере частично вдоль всей длины сердцевины и, кроме этого, вдоль всей длины нижнего листа. Эти протяженные в продольном направлении части на фигурах обозначены позициями 1113, 1114. Это обеспечивает прикрепление по всей длине сердцевины к нижнему листу. Если область второго адгезива выполнена протяженной в продольном направлении за пределы сердцевины, она может дополнительно обеспечивать прикрепление верхнего листа к нижнему листу спереди и позади сердцевины. Область 110 нанесения второго адгезива может также содержать переднюю и заднюю части 1110, 1112, относительно большие в поперечном направлении, которые, в частности, перекрывают или закрывают всю переднюю кромку 10 и заднюю кромку 12 сердцевины и нижний лист с обеспечением более прочного прикрепления сердцевины в этих областях 1110, 1112. Такие протяженные в поперечном направлении подобласти могут обеспечивать, чтобы абсорбирующая сердцевина не имела свободных углов, которые могут быть более подвержены расслоению. По существу, область второго адгезива в целом может иметь форму римской цифры II при взгляде сверху, как показано на фиг. 1, однако возможны и другие формы.
Как указывалось ранее, первый канал и второй канал по меньшей мере частично не прикреплены к нижнему листу посредством первого или второго адгезивов или с помощью иных способов. Каналы могут быть преимущественно не очень прочно прикреплены посредством первого и второго адгезивов к нижнему листу. Под фразой ''не очень прочно прикреплены'' следует понимать, что к нижнему листу прикреплено менее 25% длины каждого канала. Например, посредством второго адгезива могут быть прикреплены только концы каналов, как показано на фиг. 1.
Хотя первый и второй адгезивы могут иметь одинаковый или разные составы, рисунок нанесения второго адгезива отличается от рисунка нанесения первого адгезива. Рисунок нанесения второго адгезива может в частности быть прерывистым. Под прерывистым следует понимать, что второй адгезив не образует непрерывный слой на области нанесения (или на каждой подобласти, если присутствует несколько подобластей). Рисунок нанесения второго адгезива может, например, содержать нити, волокна или подобные элементы, создающие более или менее однородную сетку с относительно большими областями между адгезивными нитями или волокнами, не покрытыми адгезивом. Примеры таких рисунков показаны на фиг. 12а-с, например (рисунки в виде спиралей, мини-спиралей и хаотичные, соответственно).
В случае первого адгезива рисунок нанесения второго адгезива, как правило, определяется применяемым устройством нанесения. Предпочтительным является бесконтактный метод нанесения, такой как распыление адгезива. Бесконтактные методы обеспечивают покрытие относительно больших площадей с экономичным использованием адгезивного материала. Ссылочный документ компании Nordson, упомянутый выше, обеспечивает хороший обзор стандартных бесконтактных аппликаторов для адгезива, известных в данной области скрепления компонентов подгузника с помощью адгезива. Рисунок нанесения второго адгезива может в частности содержать результат применения множества распылительных головок, обеспечивающих распыление в виде больших спиралей (также называемых ''спиральным'' рисунком нанесения адгезива, и показанных на фиг. 12а), мини-спиралей (показанных на фиг. 12b) или хаотичных рисунков нанесения волокнистого адгезива (показанных на фиг. 12с). Различные устройства для нанесения далее будут дополнительно описаны ниже со ссылкой на фиг. 11, на которой показан способ нанесения первого и второго адгезивов между нижним листом и сердцевиной. Рисунок нанесения второго адгезива также может быть нанесен посредством технологии печати адгезивом, которая обеспечивает лучший контроль при нанесении рисунка, и при этом обеспечивает четкий рисунок, составляющий, например, менее 50% покрываемой области.
Альтернативные конфигурации (фиг. 5-8)
На фиг. 1 показана система адгезивного скрепления абсорбирующей сердцевины и нижнего листа, в которой область первого адгезива представляет собой полосу между каналами, при этом область второго адгезива по существу похожа на контур римской цифры II. Разумеется, также возможны альтернативные рисунки нанесения адгезива, некоторые из которых показаны на фиг. 5-8. На фиг. 5, например, показан альтернативный рисунок, в котором полоса адгезива области первого адгезива выполнена длиннее, чем на фиг. 1 и перекрывается на своих концах с областью второго адгезива. На фиг. 6 показана другая альтернативная конфигурация, в которой передняя и задняя части 1110, 1112 области второго адгезива не являются цельными и содержат при этом отдельную центральную подобласть. Такая конфигурация обеспечивает уменьшение количества используемого второго адгезива с одновременным обеспечением полезных эффектов, заключающихся в адгезивном прикреплении всех четырех углов абсорбирующей сердцевины к нижнему листу.
Протяженные в продольном направлении части 1113, 1114 абсорбирующей сердцевины могут, как правило, присутствовать внутри по отношению к продольным боковым кромкам 284, 286 сердцевины, как показано на фиг. 1, однако не исключается, что эти части 1113, 1114 перекрываются с боковыми кромками 284, 286 сердцевины, как показано на фиг. 7.
В упрощенной конфигурации, как показано на фиг. 8, область второго адгезива может состоять лишь из двух отдельных частей 1113, 1114, протяженных вдоль всей длины сердцевины и нижнего листа. Эти части могут быть расположены внутри по отношению к боковым кромкам сердцевины (как показано на фиг. 8) или могут быть расположены далее снаружи в поперечном направлении с обеспечением закрывания боковых кромок сердцевины вдоль их всей длины, включая четыре угла сердцевины (не показаны).
Способ нанесения первого адгезива и второго адгезива
Первый адгезив и второй адгезив могут быть нанесены так, как схематически показано на фиг. 11, хотя, разумеется, могут применяться другие способы и их вариации. Способ изготовления и сборки остальной части абсорбирующего изделия может осуществляться в соответствии с любыми известными в данной области способами и не будет рассматриваться подробно в настоящем документе. В примере способа согласно фиг. 11 показан нижний лист, поступающий в виде подаваемого первого непрерывного полотна 26 с левой стороны фигуры, и его последующее пропускание через два аппликатора для адгезива. Аппликатор 102 для первого адгезива наносит первый адгезив на область 100 нанесения первого адгезива. Как указывалось ранее, этот аппликатор для первого адгезива преимущественно представляет собой контактный аппликатор для нанесения адгезива, в частности, для простоты и с экономической точки зрения, устройство 102 для нанесения со щелевой головкой, содержащее щелевую головку 104 (фиг. 11А), через которую адгезив наносится в виде полосы на нижний лист. При нанесении с помощью устройства для нанесения со щелевой головкой адгезив выходит из аппликатора через тонкий широкий проход - головка обеспечивает укладывание адгезива непосредственно на верх основы. Полоса адгезива может варьироваться в плане ширины и рисунка, в зависимости от условий применения.
Существуют и другие контактные способы, например, как описано в US 2011/0274834 (Brown). В этом документе раскрыты способ и устройство для нанесения вязких текучих веществ, таких как адгезивы, в виде предварительно заданных рисунков на движущуюся основу. Устройство для нанесения текучего вещества может содержать аппликатор со щелевой головкой и несущий элемент для основы. Несущий элемент для основы может содержать один или более элементов с рисунком и может быть выполнен с возможностью перемещения основы возле аппликатора со щелевой головкой по мере того, как аппликатор со щелевой головкой выпускает адгезив на основу. При работе аппликатора основу размещают на несущем элементе для основы; несущий элемент для основы перемещает основу возле щелевого отверстия аппликатора со щелевой головкой. Затем основу прерывистым образом сжимают между аппликатором со щелевой головкой и поверхностью с рисунком элемента с рисунком. По мере прерывистого сжатия основы, адгезив, выделяемый из аппликатора со щелевой головкой, наносится на основу в области, имеющей форму, по существу такую же, как форма, определенная поверхностью с рисунком. В US 2008/221543 (Wilkes) раскрыт другой контактный способ нанесения цветного термоплавкого адгезива, который может использоваться в качестве графического изображения. В US 6,033,513 (Nakamura) раскрыт усовершенствованный способ нанесения термоплавкого адгезива методом переноса с вала, а также некоторые методы переноса с вала, известные в данной области, все из которых также могут быть использованы в рамках настоящего изобретения.
Непосредственно сразу после нанесения этого первого адгезива, аппликатор 112 для второго адгезива наносит второй адгезив на необходимую область 110 нанесения второго адгезива согласно рисунку нанесения второго адгезива. Аппликатор для второго адгезива может, в частности, представлять собой бесконтактный аппликатор. Аппликатор 112 для второго адгезива может содержать множество головок 114b, 114с, установленных параллельно, как показано на фиг. 11b и 11с. В описанном примере второй аппликатор 112 содержит 6 головок, управление которыми, а также их включение и выключение может осуществляться независимо с обеспечением формирования требуемой области второго адгезива, например в форме римской цифры II, как показано на фиг. 1, 5 и 7. В другом примере второе аппликаторное устройство может содержать 5 таких головок, при этом три головки отделены промежутком от двух соседних головок для обеспечения нанесения второго адгезива, как показано на фиг. 6. В другом примере второй аппликатор 102 может содержать, например, лишь две головки по каждую сторону от продольной оси для обеспечения области нанесения второго адгезива, как показано на фиг. 8.
Отдельные распылительные головки аппликатора для второго адгезива могут представлять собой головки любого типа, известного в данной области техники. В примере 112b первого аппликатора головки могут, например, представлять собой головки, доступные от компании Nordson под названием ''CF applicator''. Каждая из этих головок может обеспечивать нанесение однослойной большой спирали (также называемой спиралью) из каждой головки 114b, как показано на фиг. 12а. Ширина большой спирали может составлять от 10 мм до 30 мм. В случае 6 таких головок 114b, установленных параллельно, посредством прерывистого включения и выключения некоторых головок (например, головок 1, 3, 4 и 6) и обеспечения постоянно включенных двух головок (2 и 5), на основу может многократно наноситься рисунок в виде римской цифры II, например, на подаваемое полотно нижнего листа. Такой же принцип параллельного размещения множества головок для обеспечения нанесения требуемого рисунка работает и для других аппликаторов. Второй адгезив может быть, в частности, нанесен посредством аппликатора 114с, содержащего несколько блоков 114с головок с множеством так называемых обеспечивающих нанесение мини-спиралей головок, доступных, например, от компании Nordson под названием ''Summit''. Каждый из этих блоков 114с головок содержит множество вспомогательных головок, в частности, как показано для головки 114с, которые вместе обеспечивают распределение нескольких небольших спиралей адгезива (как показано на фиг. 12b). Каждый блок может обеспечивать нанесение множества спиралей, имеющих вместе такую же ширину, как указанная ранее для одной большой спирали/спирального рисунка. Эти блоки головок также выполнены с возможностью независимого включения и выключения с обеспечением требуемой площади покрытия. Мини-спирали могут применяться при более высокой скорости производства, чем большие спирали/спирали и характеризуются лучшей четкостью кромки, и при этом не являются настолько точными, как при нанесении с помощью устройства со щелевой головкой. Разумеется, могут быть использованы любые другие типы распылительных головок, например, головки, обеспечивающие распыление адгезива в виде хаотичного рисунка, например, распылительные головки под названием ''Signature'', доступные от компании Nordson. Эти головки могут обеспечивать хаотичный рисунок из адгезива в форме волокон. Не смотря на хаотичное распыление, адгезивные нити могут наблюдаться совмещенными по существу в продольном направлении (см. чертеж на фиг. 12с) вследствие перемещения полотна на высокой скорости. Для направления или диспергирования адгезивных нитей в комбинации с распылительной головкой может применяться воздушный поток.
Кроме того, область нанесения второго адгезива может быть выполнена протяженной преимущественно к передней и задней частям абсорбирующей сердцевины с обеспечением удлиненных областей адгезивного скрепления, например, нижнего листа с верхним листом. Передняя и задняя адгезивные части 1110, 1112, которые могут быть относительно большими для обеспечения закрытия передней и задней кромок сердцевины, могут быть разделены промежуточной областью с меньшим количеством покрывающего ее второго адгезива. Работающие в прерывистом режиме головки (номер 1, 3, 4 и 6 в этом примере) могут выключаться для обеспечения промежуточной области между областями 1110, 1112. Это обеспечивает экономию материала, а также большую свободу перемещения сердцевины относительно нижнего листа в этой промежуточной области. Работающие в прерывистом режиме головки выполнены с возможностью лишь однократного включения и выключения для каждой отдельной системы адгезивного скрепления абсорбирующей сердцевины и нижнего листа. Например, работающие в прерывистом режиме головки включают для формирования большей задней части 1112 второго адгезива и оставляют включенными для формирования передней части 1110 второго адгезива получаемого в результате рисунка нанесения адгезива перед выключением для обеспечения промежуточной средней области указанного получаемого в результате рисунка нанесения адгезива.
Как показано, может быть предпочтительно нанесение первого адгезива до нанесения второго адгезива, в частности, если первый адгезив наносится посредством контактного аппликатора, а второй адгезив наносится посредством бесконтактного аппликатора. В противном случае, существует риск намазывания второго адгезива на контактный аппликатор первого адгезива. Аналогично, может быть предпочтительным нанесение первого и второго адгезивов на нижний лист, а не на абсорбирующую сердцевину, поскольку нижний лист представляет собой непрерывное полотно материала, более простое в обращении, и способное обеспечивать непрерывное нанесение второго адгезива в виде двух последовательных систем адгезивного скрепления абсорбирующей сердцевины и нижнего листа.
После нанесения адгезивов подаваемые абсорбирующие сердцевины, показанные поступающими справа, затем синхронизируют с рисунками нанесения адгезивов на нижних листах, чтобы при обеспечении контакта нижнего листа и абсорбирующей сердцевины поверхностью к поверхности с небольшим давлением они скреплялись посредством первого адгезива и второго адгезива. Подаваемые абсорбирующие сердцевины могут поддерживаться на непрерывной основе, которая может представлять собой компонент изделия. Поддерживающая основа для абсорбирующих сердцевин может, в частности, представлять собой остальные компоненты изделия, предварительно собранные на линии, при этом верхний лист 24 представляет собой самый большой из этих компонентов, на котором были собраны другие компоненты. Затем изделия могут быть отделены друг от друга, например, посредством разрезания с помощью штанцевого ножа. Разумеется, другие адгезивы или средства скрепления, такие как боковые полосы на основании на каждой из продольных кромок 13, 14 могут быть добавлены для обеспечения формирования продольных скреплений между нижним листом и верхним листом и/или барьерных ножных манжет на конечных изделиях. Эти дополнительные адгезивы или другие средства скрепления не показаны на фигурах в целях простоты, однако они могут присутствовать, как известно применительно к любым стандартным абсорбирующим изделиям.
Состав первого адгезива и второго адгезива
Первый адгезив и второй адгезив могут представлять собой адгезив любого типа, известного в данной области техники, и подходящего для нанесения в соответствии с требуемым рисунком нанесения. Составы первого адгезива и второго адгезива могут быть одинаковыми или разными. В частности, подходящими могут быть термопластичные термоплавкие адгезивы любого типа, используемые в области изготовления абсорбирующих изделий. Такой адгезив, как правило, включает один или более полимеров для обеспечения когезионной прочности (например, алифатические полиолефины, такие как сополимеры этилена и пропилена, полиэфирамиды, полиэфирэфиры и их комбинации; сополимеры этилена и винилацетата; стиролбутадиеновые или стиролизопреновые блок-сополимеры; и т.п.), смолу или аналогичный материал (иногда называемый агентом, придающим клейкость) для обеспечения адгезивной прочности (например, углеводороды, дистиллированные из нефтяных дистиллятов; канифоли и/или этерифицированные канифоли; терпены, полученные, например, из дерева или цитрусовых и т.п.); и, опционально, воски, пластификаторы или другие материалы для модификации вязкости (например, минеральное масло, полибутен, парафиновые масла, эфирные масла и подобные), и/или другие добавки, включая кроме прочих антиоксиданты или другие стабилизаторы. Дополнительная информация о составе термоплавких адгезивов рассмотрена ниже применительно к слою волокнистого термопластичного адгезива, который может применяться в абсорбирующей сердцевине.
Примеры подходящих коммерческих адгезивов, подходящих для применения в качестве первого и/или второго адгезива доступны от компании Fuller под индексами 1286 или 1358, или от компании National Starch & Chemical под индексами DM 526, DM538 или DM3800.
Общее описание абсорбирующей сердцевины 28
Используемый в настоящем документе термин ''абсорбирующая сердцевина'' относится к компоненту абсорбирующего изделия, содержащему абсорбирующий материал, обхваченный оболочкой сердцевины. Используемый в настоящем документе термин ''абсорбирующая сердцевина'' не включает верхний лист, нижний лист и (если присутствует) поглотительно-распределительный слой или многослойную систему, которые не являются неотъемлемой часть абсорбирующей сердцевины, в частности, которые не размещены в оболочке сердцевины. Абсорбирующая сердцевина, как правило, представляет собой компонент абсорбирующего изделия, характеризующийся наибольшей из всех компонентов абсорбирующего изделия абсорбирующей способностью, и который содержит весь или по меньшей мере большую часть суперабсорбирующего полимера (SAP). Сердцевина может состоять по существу из, или состоять из оболочки сердцевины, абсорбирующего материала и адгезивов. Термины ''абсорбирующая сердцевина'' и ''сердцевина'' в настоящем документе используются взаимозаменяемо.
Один из примеров сердцевины 28, которая может быть использована в настоящем изобретении, показан на фиг. 9-10. Абсорбирующие сердцевины, как правило, могут быть уложены в плоском состоянии на поверхности, как показано на фиг. 9. Абсорбирующие сердцевины, как правило, также могут быть тонкими и податливыми, при этом они также могут быть уложены на неплоскую поверхность, например, на барабан во время процесса их изготовления, или они могут храниться в виде рулона непрерывного заготовочного материала перед преобразованием в абсорбирующее изделие. В целях простоты раскрытия, рассматриваемая абсорбирующая сердцевина согласно фиг. 9 показана в плоском состоянии и протяженной в поперечном направлении и продольном направлении. Если не указано иное, размеры и площади, раскрытые в настоящем документе, приведены в отношении сердцевины в распрямленной конфигурации. Это же справедливо и для абсорбирующего изделия, в которое встроена указанная сердцевина.
Абсорбирующая сердцевина, как правило, может быть по существу прямоугольной с шириной W в поперечном направлении и длиной L в продольном направлении, если измерять от кромки до кромки, включая область оболочки сердцевины, которая не обхватывает абсорбирующий материал, в частности, на переднем и заднем концах 280, 282, которые могут быть скреплены. В случае, когда сердцевина непрямоугольная, максимальные размеры, измеренные вдоль поперечного и продольного направления, могут быть использованы для указания ширины и длины сердцевины. Ширина и длина сердцевины могут варьироваться в зависимости от предполагаемого применения. В случае детских подгузников и подгузников для младенцев ширина W может, например, находиться в диапазоне от 40 мм до 200 мм, а длина в диапазоне от 100 мм до 500 мм при измерении вдоль продольной оси 80' сердцевины. Продольная ось 80' сердцевины может находиться вблизи продольной оси 80 изделия. Изделие дополнительно содержит проницаемый для жидкости верхний лист 24, непроницаемый для жидкости нижний лист 25, при этом между указанными верхним листом 24 и нижним листом 25 расположена абсорбирующая сердцевина 28.
Абсорбирующая сердцевина содержит переднюю кромку 280, заднюю кромку 282 и две протяженные в продольном направлении боковые кромки 284, 286, соединяющие указанные переднюю кромку и заднюю кромку. Передняя кромка сердцевины - это кромка сердцевины, предназначенная для размещения в направлении к передней кромке абсорбирующего изделия. Как правило, абсорбирующий материал 60 сердцевины может быть предпочтительно распределен в несколько большем количестве в направлении к передней кромке, чем в направлении к задней кромке, поскольку большая абсорбирующая способность, как правило, может требоваться в направлении к передней половине изделия. Как правило, передняя и задняя кромки 280, 282 сердцевины могут быть короче, чем боковые кромки 284, 286 сердцевины. Абсорбирующая сердцевина также может содержать верхнюю сторону 288 и нижнюю сторону 290. Верхняя сторона сердцевины - это сторона, размещаемая или предназначенная для размещения в направлении к верхнему листу 24 изделия, а нижняя сторона - это сторона, размещаемая или предназначенная для размещения в направлении к нижнему листу 25 в готовом изделии. Верхняя сторона оболочки сердцевины, как правило, является более гидрофильной, чем нижняя сторона.
Поперечная ось сердцевины (в настоящем документе также именуется ''линией промежности'') определена, как виртуальная линия, перпендикулярная продольной оси и проходящая через точку С промежности сердцевины. Точка С промежности представляет собой точку абсорбирующей сердцевины, расположенную на расстоянии 0,45 L от передней кромки абсорбирующей сердцевины, при этом L - это длина сердцевины, если измерять от передней кромки 280 в направлении к задней кромке 282, как показано на фиг. 9.
Далее в качестве примера будет приведено описание возможных компонентов сердцевины. Дополнительные подробности описаны, например, в документах WO 2012/170778 (Rosati et al.), WO 2014/93311 А1 (Arizti et al), WO 2014/093310 (Ehrnsperger et al.), в которых раскрыты абсорбирующие конструктивные элементы, содержащие суперабсорбирующие полимеры, опционально, целлюлозный материал и по меньшей мере пару по существу продольно протяженных каналов.
Оболочка 16, 16' сердцевины
Оболочка сердцевины может содержать первую основу 16, по существу формирующую верхнюю сторону сердцевины, и вторую основу 16', по существу формирующую нижнюю сторону оболочки сердцевины. Первая и вторая основы могут быть сформированы из двух разных материалов, как показано на фиг. 10, однако также могут быть использованы любые известные конструкции оболочки сердцевины, например, в которых оболочка сердцевины сформирована из одного материала с одним единственным продольным скреплением. Первая и вторая основы могут быть скреплены посредством скрепления адгезивом или иным способом с обеспечением формирования по меньшей мере одного скрепления 72 в виде С-образной оболочки вдоль каждой из боковых кромок 284, 286 сердцевины. Первая и вторая основы могут представлять собой нетканое полотно, такое как ламинат, содержащий слой спанбонда (''S'') или слой мелтблауна (''М''). Например, подходящими являются нетканые полипропиленовые материалы, полученные по технологии спанмелт, в частности, материалы, имеющие структуру SMS или SMMS, или SSMMS ламината, а также характеризующиеся базовым весом в диапазоне приблизительно от 5 г/м2 до 15 г/м2. Подходящие материалы раскрыты, например, в US 7,744,576, US 2011/0268932 A1, US 2011/0319848 A1 и US 2011/0250413 A1. Нижняя основа 16' по своей природе может быть гидрофобной, но воздухопроницаемой, при этом верхняя основа 16 может быть обработана гидрофильным веществом. Вдоль передней кромки 282 и задней кромки 280 оболочки сердцевины может присутствовать скрепление.
Комбинирование слоя вспомогательного клея со скреплением в виде С-образной оболочки вдоль по меньшей мере одной, предпочтительно двух продольных кромок сердцевины, и, опционально, с дополнительным волокнистым адгезивным полотном (не показано), может обеспечивать иммобилизацию абсорбирующего материала в сухом и мокром состоянии. Абсорбирующая сердцевина может по существу предпочтительно характеризоваться потерей SAP не более приблизительно 70%, 60%, 50%, 40%, 30%, 20%, 10% согласно испытанию на иммобилизацию в мокром состоянии, описанному в US 2010/0051166 А1.
Абсорбирующий материал 60
Абсорбирующий материал в сердцевине может содержать относительно высокую долю суперабсорбирующего полимера (в настоящем документе сокращенно обозначен как ''SAP''), обхваченного оболочкой сердцевины. Содержание SAP может составлять, в частности, по меньшей мере 85%, 90%, 95% и до 100% суперабсорбирующего полимера по весу абсорбирующего материала. Абсорбирующий материал может, в частности, не содержать или содержать лишь небольшое количество целлюлозных волокон, например, менее 20%, в частности менее 10%, 5% или даже 0% целлюлозных волокон по весу абсорбирующего материала. Таким образом, абсорбирующий материал может преимущественно состоять или состоять по существу из SAP. SAP может находиться, как правило, в виде частиц (суперабсорбирующие полимерные частицы), однако при этом не исключено, что могут применяться и другие виды SAP, такие как, например, суперабсорбирующий полимер в виде пены. Таким образом, абсорбирующая сердцевина может быть относительно тонкой, в частности тоньше, чем стандартные сердцевины, содержащие целлюлозные волокна. В частности, толщина (до использования), измеренная в точке (С) промежности или в любой другой точке поверхности сердцевины в соответствии с испытанием на определение толщины сердцевины, раскрытым в настоящем документе, может составлять от 0,25 мм до 5,0 мм, в частности от 0,5 мм до 4,0 мм.
Термин ''суперабсорбирующий полимер'' в рамках настоящего документа относится к абсорбирующим материалам, которые могут представлять собой сшитый полимер, и которые могут поглощать, как правило, по меньшей мере в десять раз большее своего веса количество 0,9%-ного водного солевого раствора при измерении в соответствии с испытанием на удерживающую способность на центрифуге (CRC) (метод EDANA, WSP 241.2-05Е). SAP могут, в частности, характеризоваться значением CRC (удерживающая способность на центрифуге), составляющим более 20 г/г, или более 24 г/г, или от 20 до 50 г/г, или от 20 до 40 г/г, или от 24 до 30 г. Свойства проницаемости суперабсорбирующего полимера для текучего вещества могут быть выражены в количественном виде с использованием показателя проницаемости для мочи (UPM), как было измерено в испытании, раскрытом в европейской патентной заявке ЕР 2,679,209. Показатель UPM для SAP может составлять, например, по меньшей мере 10×10-7 см3⋅сек/г, или по меньшей мере 30×10-7 см3⋅сек/г, или по меньшей мере 50×10-7 см3⋅сек/г, или более, например, по меньшей мере 80 или 100×10-7 см3⋅сек/г.
Область 8 нанесения абсорбирующего материала
Абсорбирующий материал 60 определяет область 8 нанесения абсорбирующего материала, обозримую сверху, находящуюся в плоскости сердцевины. Область 8 нанесения абсорбирующего материала определена периферией слоя абсорбирующего материала 60 в оболочке сердцевины, как можно увидеть на верхней стороне абсорбирующей сердцевины, как показано на фиг. 9, и содержит каналообразующие области 26а, b, заключенные в ней. Область 8 нанесения абсорбирующего материала может быть по существу прямоугольной, например, как показано на фиг. 9, однако также могут использоваться и другие формы, такие как форма в виде буквы ''Т'' или ''Y'', или в виде ''песочных часов'', или ''жевательной кости''. В частности, область нанесения может характеризоваться сужением вдоль своей ширины в области промежности сердцевины. Таким образом, область нанесения абсорбирующего материала может иметь относительно малую ширину в области сердцевины, предназначенной для размещения в области промежности абсорбирующего изделия. Это может обеспечить, например, лучший комфорт при ношении.
Каналы 26а, b
Абсорбирующие сердцевины содержат по меньшей мере два канала 26а, b (также называемые в настоящем документе ''каналообразующими областями''). Термин ''канал'' означает протяженную в продольном направлении область сердцевины, содержащую меньшее количество абсорбирующего материала, чем окружающие ее области, при этом поступающее текучее вещество может быстро распределяться вдоль каналов в направлении к передней и задней частям сердцевины. Каналы могут быть выполнены, в частности, по существу свободными от абсорбирующего материала. Под ''по существу свободными'' следует понимать, что в каждой из этих областей базовый вес абсорбирующего материала по меньшей мере на 25% меньше, в частности на 20% меньше, на 10% меньше, чем средний базовый вес абсорбирующего материала в остальной области нанесения абсорбирующего материала сердцевины. В частности, эти области 26ab могут не содержать абсорбирующего материала. Минимальное количество, например непреднамеренные загрязнения частицами абсорбирующего материала, которые могут возникнуть во время процесса изготовления, не следует рассматривать, как абсорбирующий материал. Каналы 26 преимущественно окружены абсорбирующим материалом, если рассматривать плоскость сердцевины, что означает, что области 26 не протяжены к любой из кромок области 8 нанесения абсорбирующего материала 60.
Верхний слой 16 и нижний слой 16' оболочки сердцевины могут быть скреплены друг с другом через эти каналы 26а, b. Скрепление 27 между основами в этих областях может быть по меньшей мере частично образовано вспомогательным клеем 71, нанесенным непосредственно на внутреннюю поверхность по меньшей мере одной основы, однако также не исключаются и другие методы скрепления. Такое скрепление позволяет каналам 26 формировать более выраженные трехмерные каналы 26' по мере набухания абсорбирующего материала при абсорбировании жидкости, такой как моча. Примеры каналов согласно изобретению описаны подробно, например, в документах WO 2012/170778 (Rosati et al.), WO 2014/93311 А1 (Arizti et al), WO 2014/093310 (Ehrnsperger et al.), в которых раскрыты абсорбирующие конструктивные элементы, содержащие суперабсорбирующие полимеры, опционально, целлюлозный материал и по меньшей мере пару по существу продольно протяженных каналов.
Когда абсорбирующий материал 60 набухает при абсорбировании жидкости, скрепления 27 оболочки сердцевины остаются по меньшей мере поначалу скрепленными в каналообразующих областях 26. Абсорбирующий материал 60 набухает в остальной части сердцевины, когда она абсорбирует жидкость, при этом оболочка сердцевины образует один или более четко выраженных каналов вдоль скрепления 27 оболочки сердцевины. Эти каналы являются трехмерными и могут служить для распределения вытекающего текучего вещества вдоль их длины по более широкой области сердцевины. Они могут обеспечивать более быстрое поглощение текучего вещества и более эффективное использование абсорбирующей способности сердцевины.
Абсорбирующая сердцевина 28 содержит по меньшей мере первый и второй каналы 26ab, расположенные с каждой стороны относительно продольной оси 80'. Не исключено, что сердцевина также может содержать более двух каналов. В задней области или передней области сердцевины также могут присутствовать, например, более короткие каналообразующие области, по существу свободные от абсорбирующего материала, как показано на фигурах в WO 2012/170778.
Каналы могут быть выполнены протяженными по существу в продольном направлении, что как правило означает, что каждая область протяжена по меньшей мере настолько в продольном направлении (y), насколько и в поперечном направлении (x), и, как правило, по меньшей мере в два раза больше в продольном направлении, чем в поперечном направлении (при измерении после проецирования на соответствующую ось). Каналы 26 могут иметь длину L', в проекции на продольную ось 80 сердцевины, которая составляет по меньшей мере 10% длины L абсорбирующей сердцевины, в частности от 20% до 80%. Каналы могут иметь область, по существу свободную от абсорбирующего материала, имеющую ширину Wc вдоль по меньшей мере части их длины, составляющую, например, по меньшей мере 2 мм, или по меньшей мере 3 мм, или по меньшей мере 4 мм, до, например 20 мм, или 16 мм, или 12 мм. Ширина Wc может быть постоянной по существу по всей длине, или она может варьироваться вдоль длины каналов.
Каналы 26 могут быть выполнены криволинейными, как показано на фиг. 1, при этом они также могут быть выполнены прямыми и параллельными продольной оси. Может быть предпочтительным, чтобы не присутствовало каналов, совпадающих с продольной осью 80' сердцевины. Если каналы присутствуют в виде пары каналов 26а, b, они могут быть пространственно разнесены друг с другом по их всему продольному размеру. Наименьшее расстояние разнесения может составлять, например, по меньшей мере 5 мм, по меньшей мере 10 мм или по меньшей мере 16 мм.
Способ изготовления сердцевины
Абсорбирующий материал 60 может быть нанесен на любую из основ 16, 16' с применением известных методик. В частности, может быть использована технология нанесения SAP с помощью печати, как раскрыто в US 2006/024433 (Blessing), US 2008/0312617 (Hundorf et al.) и US 2010/0051166 A1 (Hundorf et al.), которая обеспечивает относительно точное нанесение SAP на относительно высокой скорости. При таком способе используется переносящее устройство, такое как печатный цилиндр для нанесения SAP на основу, расположенную на решетке опоры, которая может содержать множество поперечин, протяженных по существу параллельно друг к другу и пространственно разнесенных друг с другом. Каналообразующие области 26, по существу свободные от абсорбирующего материала, могут быть сформированы, например, посредством изменения структуры решетки и принимающих барабанов таким образом, чтобы SAP не наносился в выбранных областях, как раскрыто на примере в US 2012/0312491 (Jackels). Эта технология обеспечивает быстрое и точное нанесение SAP на основу, в частности, с обеспечением одной или более областей 26, по существу свободных от абсорбирующего материала, окруженных абсорбирующим материалом. В документе US 2014/027066 (Jackels) дополнительно раскрыты специальные приподнятые полосы и соответствующие полосы на оборудовании для скрепления основ сердцевин посредством каналообразующих областей.
Абсорбирующий материал может быть по существу равномерно распределен в области 8 нанесения. Под выражением ''по существу равномерно'' следует понимать, что по меньшей мере 50% или по меньшей мере до 70%, и до 100% области нанесения содержит непрерывный слой абсорбирующего материала, как можно заметить на верхней стороне сердцевины. Абсорбирующий материал может быть, например, нанесен в виде одного непрерывного слоя на одну из основ, при этом слой таким образом непосредственно образует область 8 нанесения материала. Непрерывный слой абсорбирующего материала, в частности SAP, может быть также получен путем комбинирования двух абсорбирующих слоев, имеющих совпадающую прерывистую структуру нанесения абсорбирующего материала, при этом получаемый в результате слой распределен по существу равномерно по области нанесения абсорбирующего материала, как раскрыто в качестве примера в US 2008/0312622 A1 (Hundorf).
Микроволоконный клей
Абсорбирующая сердцевина 28 может также содержать волокнистый термопластичный агдезивный материал для дополнительной иммобилизации абсорбирующего материала 60 во время процесса изготовления сердцевины и использования изделия. Волокнистый термопластичный агдезивный материал может быть применим, в частности, для иммобилизации двух слоев абсорбирующего материала в отношении их соответствующей основы 16, 16'. Каждый из этих абсорбирующих слоев может содержать выступающие участки, отделенные устьеобразными участками, при этом волокнистый термопластичный адгезивный материал может находиться по меньшей мере частично в контакте с абсорбирующим материалом на выступающих участках и по меньшей мере частично в контакте со слоем 16, 16' основы на устьеобразных участках. Это обеспечивает по существу объемную сетчатую структуру волокнистого слоя термопластичного адгезивного материала, который сам по себе представляет по существу двухмерную структуру относительно малой толщины, по сравнению с размерами в длину и в ширину. Таким образом, волокнистый термопластичный адгезивный материал может обеспечивать полости для укрывания абсорбирующего материала на выступающих участках и таким образом иммобилизирует этот абсорбирующий материал. Во время процесса изготовления сердцевины волокнистый адгезив может быть, например, распылен на абсорбирующий слой после нанесения последнего на соответствующую ему основу.
Волокнистый термопластичный адгезивный материал, как правило, может иметь молекулярную массу (Mw), составляющую более 10000, и температуру стеклования (Tg), как правило, ниже комнатной температуры, или -6°С
Придающая клейкость смола может, например, характеризоваться молекулярной массой (Mw) менее 5000 и температурой стеклования (Tg), как правило выше комнатной температуры, при этом типичные концентрации смолы в расплаве находятся в диапазоне от приблизительно 30 до приблизительно 60%, при этом пластификатор характеризуется низкой молекулярной массой (Mw), как правило менее 1000, и температурой стеклования (Tg) ниже комнатной температуры, при этом его стандартная концентрация составляет от приблизительно 0 до приблизительно 15%.
Термопластичный адгезив, используемый для волокнистого слоя, предпочтительно обладает эластомерными свойствами, благодаря чему полотно, сформированное из волокон на слое SAP, может растягиваться по мере набухания SAP. Примеры эластомерных термоплавких адгезивов включают термопластичные эластомеры, такие как этиленвинилацетаты, полиуретаны, смеси полиолефинов из твердых компонентов (обычно, кристаллические полиолефины, такие как полипропилен или полиэтилен) и мягких компонентов (таких как этилен-пропиленовый каучук); сополиэфиры, такие как поли (этилентерефталат-ко-этиленазелаинат); и термопластичные эластомерные блок-сополимеры, имеющие термопластичные концевые блоки и эластичные средние блоки, обозначаемые как А-В-А блок-сополимеры: смеси структурно отличающихся гомополимеров или сополимеров, например, смесь полиэтилена или полистирола с А-В-А блок-сополимером; смеси термопластичного эластомера и модификатора каучука с низкой молекулярной массой, например, смесь стирол-изопренстирольного блок-сополимера с полистиролом; и эластомерные термоплавкие, чувствительные к давлению адгезивы, описанные в настоящем документе. Эластомерные термоплавкие адгезивы таких типов описаны более подробно в патенте США №4,731,066, (Korpman).
Волокна термопластичного адгезивного материала, например, могут характеризоваться средней толщиной от приблизительно 1 до приблизительно 50 микрометров, или от приблизительно 1 микрометра до приблизительно 35 микрометров, и средней длиной от приблизительно 5 мм до приблизительно 50 мм, или от приблизительно 5 мм до приблизительно 30 мм. Вспомогательный клей может улучшать адгезию термопластичного материала к основе. Волокна прикрепляются друг к другу с формированием волокнистого слоя, который также может быть описан, как сетка. Это рассмотрено более подробно в ранее упомянутых документах Rosati и Jackels.
Общее описание абсорбирующего изделия 20
Абсорбирующее изделие 20 содержит проницаемый для жидкости верхний лист 24, непроницаемый для жидкости нижний лист 25 и абсорбирующую сердцевину 28 в соответствии с настоящим изобретением, расположенную между указанными верхним листом 24 и нижним листом 25. Некоторые стандартные компоненты детского подгузника 20 с ленточным креплением дополнительно показаны на покомпонентном виде на фиг. 2, а также на виде на поперечном сечении, показанном на фиг. 3-4. Как правило, все компоненты прикрепляются к другим соседним компонентам посредством адгезива, термического скрепления и скрепления давлением или иным способом, однако на этих фигурах для ясности показана только система адгезивного скрепления абсорбирующей сердцевины и нижнего листа. Абсорбирующее изделие также может содержать дополнительные стандартные компоненты, такие как поглощающий слой 52 и/или распределительный слой 54, эластичные уплотняющие манжеты 32 в основании и частично стоячие барьерные ножные манжеты 34. На фигурах также показаны другие стандартные компоненты подгузника, такие как система крепления, содержащая адгезивные планки 42, прикрепляемые к задней кромке 12 изделия и взаимодействующие с зоной крепления на передней кромке 10 изделия. Абсорбирующее изделие может также содержать и другие стандартные компоненты, которые не показаны на фигурах, такие как, например, задний эластичный элемент в области талии, передний эластичный элемент в области талии, поперечные барьерные манжеты, элемент с лосьоном, индикатор влажности, реагирующий на мочу, такой как индикатор рН, который может быть включен в первый или второй адгезивы, в частности в первый адгезив, и т.п.
Верхний лист 24, нижний лист 25, абсорбирующая сердцевина 28 и другие компоненты изделия могут быть собраны в виде множества хорошо известных конфигураций, в частности, например, посредством склеивания и/или штампования горячим способом. Примеры сборок подгузников по существу описаны, например, в US 3,860,003, US 5,221,274, US 5,554,145, US 5,569,234, US 5,580,411 и US 6,004,306. Абсорбирующее изделие предпочтительно является тонким. Изделие может быть преимущественно тонким в точке пересечения продольной и поперечной осей, например, с толщиной от 1,0 мм до 8,0 мм, в частности от 1,5 мм до 6,0 мм, при измерении в соответствии с испытанием на определение толщины абсорбирующего изделия, описанным ниже.
Эти и другие компоненты изделия будут теперь описаны более подробно.
Верхний лист 24
Верхний лист 24 формирует по меньшей мере часть обращенной к пользователю стороны абсорбирующего изделия, и находится в непосредственном контакте с кожей пользователя. Верхний лист 24 может быть соединен с нижним листом 25, сердцевиной 28 и/или любыми другими слоями, как известно в данной области техники (используемый в настоящем документе термин ''соединены'' охватывает конфигурации, в которых элемент непосредственно прикреплен к другому элементу путем прикрепления элемента непосредственно к другому элементу, и конфигурации, в которых элемент скреплен с другим элементом опосредованно, путем прикрепления элемента к одному или нескольким промежуточным элементам, которые, в свою очередь, прикреплены к другому элементу). Как правило, верхний лист 24 и нижний лист 25 соединены непосредственно друг с другом в некоторых местах (например, на или вблизи периферии изделия) и опосредованно соединены друг с другом в других местах путем их непосредственного соединения с одним или более другими элементами изделия 20.
Верхний лист 24 предпочтительно является податливым, мягким на ощупь и не раздражающим кожу пользователя. Кроме того, по меньшей мере часть верхнего листа 24 является проницаемой для жидкости, обеспечивая быстрое проникновение жидкостей в ее толщину. Подходящий верхний лист может быть изготовлен из различных типов материалов, таких как пористые пеноматериалы, сетчатые пеноматериалы, перфорированные пластмассовые пленки или тканые или нетканые материалы из натуральных волокон (например, деревянные или хлопковые волокна), синтетических волокон или нитей (например, полиэфирные или полипропиленовые или двухкомпонентные РЕ/РР волокна или их смеси), или комбинаций натуральных и синтетических волокон. Стандартные верхние листы подгузников характеризуются базовым весом от приблизительно 10 г/м2 до приблизительно 28 г/м2, в частности, от приблизительно 12 до приблизительно 18 г/м2, однако другие значения базового веса также возможны.
Подходящие верхние листы из сформированной пленки также описаны в US 3,929,135, US 4,324,246, US 4,342,314, US 4,463,045 и US 5,006,394. Другие подходящие верхние листы могут быть изготовлены в соответствии с US 4,609,518 и US 4,629,643. Такие сформированные пленки доступны от компании The Procter & Gamble Company из Цинциннати, Огайо, под наименованием ''DRI-WEAVE'', а также от компании Tredegar Corporation, находящейся в Ричмонде, Виргиния, под наименованием ''CLIFF-T''.
Любая часть верхнего листа может быть покрыта лосьоном, известным в данной области. Примеры подходящих лосьонов включают описанные в US 5,607,760, US 5,609,587, US 5,643,588, US 5,968,025 и US 6,716,441. Верхний лист 24 может также включать, или он может быть обработан антибактериальными агентами, некоторые примеры которых раскрыты в WO 95/24173. Кроме того, верхний лист, нижний лист или любая часть верхнего листа или нижнего листа могут быть обработаны тиснением и/или матовой отделкой для обеспечения внешнего вида, более похожего на ткань.
Верхний лист 24 может содержать одно или более отверстий для облегчения проникновения через них продуктов выделения, таких как моча и/или экскременты (твердые, полутвердые или жидкие). Примеры перфорированных верхних листов раскрыты в US 6,632,504. В WO 2011/163582 также раскрыт подходящий цветной верхний лист, характеризующийся базовым весом от 12 до 18 г/м2 и содержащий множество скрепленных точек. Каждая из скрепленных точек имеет площадь поверхности от приблизительно 2 мм2 до 5 мм2, и при этом совокупная площадь поверхности множества скрепленных точек составляет от 10 до 25% общей площади поверхности верхнего листа.
Нижний лист 25
Нижний лист 25 - это, как правило, часть абсорбирующего изделия 20, которая образует основную часть внешней поверхности изделия при его ношении пользователем. Нижний лист 25 расположен в направлении к нижней стороне 290 абсорбирующей сердцевины 28 и предотвращает загрязнение изделий, таких как постельное и нижнее белье продуктами выделения, абсорбируемыми и удерживаемыми в сердцевине. Нижний лист 25, как правило, является непроницаемым для жидкостей (например, для мочи). Нижний лист 25 может, например, представлять собой или содержать тонкую пластмассовую пленку, к внешней поверхности которой может быть прикреплен тонкий нетканый материал, предназначенный для улучшения ощущений при прикосновении. Примеры пленок для нижнего листа включают пленки, изготавливаемые компанией Tredegar Corporation, расположенной в Ричмонде, Виргиния, и продаваемые под торговым названием СРС2 film. Другие подходящие материалы для нижнего листа могут включать ''дышащие'' материалы, которые обеспечивают выход испарений из изделия 20, но, в то же время, препятствуют прохождению продуктов выделения через нижний лист 25. Примеры ''дышащих'' материалов могут включать материалы, такие как тканые полотна, нетканые полотна, композитные материалы, такие как покрытые пленкой нетканые полотна и микропористые пленки, такие как производимые компанией Mitsui Toatsu Co., Япония, под торговым названием ESPOIR NO, а также компанией Tredegar Corporation из Ричмонда, Виргиния, и продаваемые под наименованием EXAIRE, и монолитные пленки, такие как производимые компанией Clopay Corporation, Цинциннати, Огайо, под названием HYTREL смесь Р18-3097. Некоторые ''дышащие'' композитные материалы описаны более подробно в WO 95/16746 (Е.I. DuPont), US 5,938,648 (LaVon et al.), US 4,681,793 (Linman et al.), US 5,865,823 (Curro), US 5,571,096 (Dobrin et al.) и US 6,946,585 (London Brown).
Поглощающий и распределительный слои 52, 54
Абсорбирующие изделия согласно настоящему изобретению могут содержать поглощающий слой 52, распределительный слой 54, оба этих слоя или один слой, выполняющий обе функции - поглощения и распределения текучего вещества. Как правило, эти слои не содержит SAP, поскольку это может замедлить поглощение и распределение текучего вещества. В документах, известных из уровня техники, раскрыто много видов поглотительно-распределительных систем, см., например, WO 2000/59430 (Daley), WO 95/10996 (Richards), US 5,700,254 (McDowell), WO 02/067809 (Graef).
Функцией поглощающего слоя является быстрый захват текучего вещества от верхнего листа, с тем чтобы для пользователя обеспечивалась хорошая сухость. Поглощающий слой, как правило, размещают непосредственно под верхним листом. Если присутствует, распределительный слой может быть расположен по меньшей мере частично под поглощающим слоем. Поглощающий слой, как правило, может представлять собой или может содержать нетканый материал, например материал SMS или SMMS, содержащий слой, полученный по технологии спанбонд, слой, полученный по технологии мелтблаун и дополнительный слой, полученный по технологии спанбонд, или, альтернативно, кардный химически связанный нетканый материал. Нетканый материал может быть связан, в частности, с помощью латекса. Примеры верхних поглощающих слоев 52 раскрыты в US 7,786,341. Могут быть использованы кардные, связанные каучуком нетканые материалы, в частности, в которых используемые волокна представляют собой жесткие круглые или круглые и полые штапельные PET волокна (50/50 или 40/60 смесь волокон толщиной 6 денье и 9 денье). Примером связующего может быть бутадиеновый/стирольный латекс. Нетканые материалы обладают преимуществом, которое заключается в том, что они могут быть изготовлены вне линии преобразования и храниться и использоваться в виде рулона материала. Другие применимые нетканые материалы описаны в US 6,645,569 (Cramer et al.), US 6,863,933 (Cramer et al.), US 7,112,621 (Rohrbaugh et al.), US 2003/148684 (Cramer et al.) и US 2005/008839 (Cramer et al.).
Поглощающий слой может быть стабилизирован посредством латексного связующего, например, стирол-бутадиенового. латексного связующего (СБ-латекс). Способы получения таких латексов известны, например, из ЕР 149880 (Kwok) и US 2003/0105190 (Diehl et al.). В определенных воплощениях связующее может присутствовать в поглощающем слое 52 в количестве, превышающем приблизительно 12%, приблизительно 14% или приблизительно 16% по весу. СБ-латекс доступен под товарным знаком GENFLO™ 3160 (OMNOVA Solutions Inc.; Акрон, Огайо).
Также может присутствовать распределительный слой 54. Функцией распределительного слоя является распределение вытекающей текучей жидкости по большей поверхности в изделии, вследствие чего абсорбирующая способность сердцевины может использоваться более эффективно. Как правило, распределительный слой изготовлен из нетканого материала, изготовленного на базе синтетических или целлюлозных волокон, и характеризующегося относительно низкой плотностью. Плотность распределительного слоя может варьироваться в зависимости от сжатия изделия, однако она может находиться, как правило, в диапазоне от 0,03 до 0,25 г/см3, в частности от 0,05 до 0,15 г/см3, при силе сжатия 0,30 фунт./кв. дюйм (2,07 кПа). Распределительный слой также может представлять собой материал, характеризующийся водоудерживающей способностью в диапазоне от 25 до 60, предпочтительно от 30 до 45 единиц, при измерении в соответствии с процедурой, раскрытой в US 5,137,537. Распределительный слой, как правило, может характеризоваться средним базовым весом от 30 до 400 г/м2, в частности от 100 до 300 г/м2. Как показано на фиг. 2, распределительный слой может быть скруглен в направлении к задней части изделия. Распределительный слой может также быть спрофилирован так, чтобы его базовый вес в направлении к задней части изделия был меньше, чем в направлении к передней части изделия.
Распределительный слой может содержать, например, сшитые целлюлозные волокна в количестве по меньшей мере 50% по весу. Сшитые целлюлозные волокна могут быть сжатыми, сплетенными или завитыми, или их комбинациями, включая сжатые, сплетенные и завитые. Материал такого типа применялся в прошлом в одноразовых подгузниках в виде части поглощающей системы, например в US 2008/0312622 A1 (Hundorf). Сшитые целлюлозные волокна обеспечивают более высокую эластичность и, таким образом, более высокую сопротивляемость сжатию в упаковке для продукта или в условиях использования, например, под весом ребенка.
Система крепления
Абсорбирующее изделие может включать систему крепления. Система крепления может быть использована для обеспечения натяжений в поперечном направлении вокруг окружности абсорбирующего изделия для удерживания абсорбирующего изделия на пользователе. Такая система крепления не обязательна для изделий в виде трусов для приучения к горшку, поскольку область талии таких изделий уже скреплена. Система крепления обычно содержит крепежные элементы 42, такие как адгезивные планки, крепежные компоненты в виде крючков и петелек, взаимнозацепляющиеся крепежные элементы, такие как выступы и прорези, застежки, пуговицы, кнопки и/или гибридные крепежные компоненты, хотя по существу также приемлемы любые другие известные крепежные механизмы. Зона крепления обычно обеспечена на передней области талии изделия для разъемного крепления к ней крепежного элемента 42. Некоторые примеры систем поверхностного крепления раскрыты в US 3,848,594, US 4,662,875, US 4,846,815, US 4,894,060, US 4,946,527, US 5,151,092 и US 5,221,274 (Buell). Один из примеров системы крепления с взаимнозацепляющимися элементами раскрыт в US 6,432,098. Система крепления также может обеспечивать средства для удерживания изделия в конфигурации для утилизации, как раскрыто в US 4,963,140 (Robertson et al.).
Система крепления также может включать основную и вспомогательную системы крепления, как раскрыто в US 4,699,622, для уменьшения сдвига перекрывающихся частей или для улучшения прилегания, как раскрыто в US 5,242,436, US 5,499,978, US 5,507,736 и US 5,591,152.
Передние и задние язычки 46, 40
Как известно в данной области техники, абсорбирующее изделие может содержать передние язычки 46 и задние язычки 40. Язычки могут представлять собой неотъемлемую часть основания, например, они могут быть сформированы из верхнего листа и/или нижнего листа в виде боковой панели. Альтернативно, как показано на фиг. 2, они могут представлять собой отдельные элементы, прикрепленные посредством приклеивания и/или штампования горячим способом. Задние язычки 40 предпочтительно могут быть тянущимися для облегчения прикрепления ушек 42 к зоне 44 крепления и удерживания подгузников с ленточным креплением на месте вокруг талии пользователя. Передние язычки 46 также могут быть эластичными или тянущимися для обеспечения более комфортной и прилегающей посадки изделия посредством изначально соответствующей посадки абсорбирующего изделия на пользователя и успешного поддерживания такой посадки в течение определенного промежутка времени после заполнения абсорбирующего изделия продуктами выделения, поскольку эластичные язычки позволяют сторонам абсорбирующего изделия удлиняться и укорачиваться.
Барьерные ножные манжеты 34 и уплотняющие манжеты 32
Абсорбирующие изделия, такие как подгузники или трусы для приучения к горшку могут, как правило, дополнительно содержать компоненты, улучшающие прилегание изделия вокруг ног пользователя, в частности, барьерные ножные манжеты 34 и уплотняющие манжеты 32. Барьерные ножные манжеты 32 могут быть сформированы из куска материала, как правило нетканого, который частично скреплен с остальной частью изделия и может быть частично приподнят и, таким образом, стоять по отношению к плоскости, определенной верхним листом, когда изделие распрямлено в плоское состояние, как показано, например на фиг. 3. Барьерные ножные манжеты 34 могут обеспечивать улучшенное удерживание жидкостей и других продуктов выделения тела приблизительно в точке соединения туловища и ног пользователя. Барьерные ножные манжеты 34 протяжены по меньшей мере частично между передней кромкой и задней кромкой абсорбирующего изделия на противоположных сторонах продольной оси и по меньшей мере частично присутствуют вблизи точки (С) промежности сердцевины.
Барьерные ножные манжеты 34 могут быть ограничены проксимальной кромкой 64, соединенной с остальной частью изделия, как правило, с верхним листом и/или нижним листом, а также свободной концевой кромкой 66, предназначенной для контактирования и формирования уплотнения с кожей пользователя. Барьерные ножные манжеты 34 могут быть соединены на проксимальной кромке 64 с основанием изделия посредством скрепления 65, которое может быть выполнено, например, посредством адгезивного скрепления, скрепления оплавлением или с помощью комбинирования известных способов скрепления. Скрепление 65 на проксимальной кромке 64 может быть сплошным или прерывистым.
Барьерные ножные манжеты 34 могут быть выполнены за одно целое (т.е. выполнены из) с верхним листом или нижним листом, или они, как правило, могут быть сформированы из отдельного материала, прикрепленного к остальной части изделия. Как правило, материал барьерных ножных манжет может быть протяжен через всю длину изделия, однако при этом он ''прикреплен приклеиванием'' к верхнему листу в направлении к передней кромке и задней кромке изделия таким образом, что в этих секциях материал барьерной ножной манжеты остается расположенным вровень с верхним листом. Каждая барьерная ножная манжета 34 может содержать одну, две или более эластичных жил 35 вблизи данной свободной концевой кромки 66 для обеспечения лучшего уплотнения.
В дополнение к барьерным ножным манжетам 34, изделие может содержать уплотняющие манжеты 32, сформированные в той же плоскости, что и основание абсорбирующего изделия, в частности, они могут быть по меньшей мере частично заключены между верхним листом и нижним листом и могут быть расположены снаружи в поперечном направлении относительно барьерных ножных манжет 34. Уплотняющие манжеты 32 могут обеспечивать лучшее уплотнение вокруг бедер пользователя. Обычно, каждая уплотняющая ножная манжета 32 содержит одну или более эластичных жил или эластичных элементов 33, содержащихся в основании подгузника, например, между верхним листом и нижним листом в области отверстий для ног.
В US 3,860,003 описан одноразовый подгузник, в котором обеспечено выполненное с возможностью сужения отверстие для ноги, содержащий боковой клапан и один или более эластичных элементов для обеспечения эластичной ножной манжеты (уплотняющей манжеты). В US 4,808,178 (Aziz) и US 4,909,803 (Aziz) описаны одноразовые подгузники, содержащие ''стоячие'' эластичные клапаны (барьерные ножные манжеты), которые улучшают удерживание в областях ног. В US 4,695,278 (Lawson) и US 4,795,454 (Dragoo) описаны одноразовые подгузники, содержащие двойные манжеты, включающие уплотняющие манжеты и барьерные ножные манжеты. Барьерные и/или уплотняющие манжеты могут быть обработаны лосьоном полностью или частично.
Эластичный элемент в области талии
Абсорбирующее изделие может также содержать по меньшей мере один эластичный элемент в области талии (не показан), который помогает в обеспечении улучшенной посадки изделия и улучшенного удерживания продуктов выделения. Эластичный элемент в области талии по существу предназначен для эластичного удлинения и укорачивания с целью динамического прилегания к талии пользователя. Эластичный элемент в области талии предпочтительно протяжен по меньшей мере в продольном направлении наружу по меньшей мере от одной кромки области талии абсорбирующей сердцевины 28 и по существу формирует по меньшей мере часть задней стороны абсорбирующего изделия. Одноразовые подгузники могут быть сконструированы таким образом, чтобы они имели два эластичных элемента в области талии - один, расположенный в передней области, и один, расположенный в задней области талии. Эластичный элемент в области талии может быть сконструирован в виде различных конфигураций, включая конфигурации, описанные в US 4,515,595, US 4,710,189, US 5,151,092 и US 5,221,274.
Взаимосвязь между слоями и компонентами
Помимо системы адгезивного скрепления абсорбирующей сердцевины и нижнего листа, описанной подробно ранее, смежные слои могут быть скреплены с использованием стандартного способа скрепления, такого как нанесение адгезивного покрытия посредством нанесения в виде полосок или посредством нанесения на всю или часть поверхности слоя, или термическое скрепление, или скрепление давлением, или комбинация данных способов. Большая часть скрепления между компонентами не показана на фигурах для ясности и разборчивости. При этом следует понимать, что между слоями изделия присутствует скрепление, если конкретно не указано иное. Для улучшения адгезии различных слоев, например, между нижним листом и оболочкой сердцевины могут быть использованы адгезивы. Адгезивы могут представлять собой любые стандартные термоплавкие адгезивы, известные в данной области техники.
Способ изготовления
Помимо способа нанесения системы адгезивного скрепления, описанной ранее подробно, абсорбирующее изделие может быть изготовлено иным способом с помощью любых стандартных методов, известных в данной области техники. В частности, изделия могут быть изготовлены вручную или промышленным способом на высокой скорости на современной линии преобразования.
Процедуры испытаний
Приведенные в настоящем документе значения измеряют в соответствии со способами, раскрытыми в настоящем документе ниже, если не указано иное. Все измерения проводят при температуре 21±2°С и относительной влажности (RH) 50±20%, если не указано иное. Все образцы должны быть выдержаны по меньшей мере 24 часа в этих условиях для уравновешивания перед проведением испытаний, если не указано иное. Все измерения должны быть воспроизведены по меньшей мере на 4 образцах, и показано полученное среднее значение, если не указано иное.
Удерживающая способность на центрифуге (CRC)
Метод CRC измеряет количество жидкости, поглощенной суперабсорбирующими полимерными частицами при свободном набухании в условиях избытка жидкости. CRC измеряется согласно методу EDANA WSP 241.2-05.
Испытание на определение толщины сухой абсорбирующей сердцевины
Это испытание может использоваться для измерения толщины абсорбирующей сердцевины (перед применением, т.е. без ее заполнения текучим веществом) стандартизированным способом.
Оборудование: Ручной измеритель толщины фирмы Mitutoyo с точностью 0,01 мм или эквивалентный инструмент.
Контактная площадка: Плоская круглая площадка диаметром 17,0 мм (±0,2 мм). Круглый груз может быть размещен на площадке (например, груз с прорезью для обеспечения использования вокруг штанги инструмента) для обеспечения целевой массы. Общая масса площадки и добавленного груза (включая штангу) выбрана таким образом, чтобы на образец обеспечивалось давление 2,07 кПа (0,30 фунт./кв. дюйм).
Измеритель толщины прикрепляют к нижней поверхности контактной площадки в горизонтальной плоскости таким образом, чтобы нижняя поверхность контактной площадки контактировала с центром плоской горизонтальной верхней поверхности основной пластины размером приблизительно 20×25 см. Измеритель обнуляют, при этом контактная площадка опирается на основную пластину.
Линейка: откалиброванная металлическая линейка, градуированная в миллиметрах.
Секундомер: точность 1 секунда
Приготовление образца: Сердцевину выдерживают по меньшей мере в течение 24 часов в условиях, указанных выше.
Процедура измерения: Сердцевину укладывают в плоском состоянии, при этом нижнюю сторону, т.е. сторону, предназначенную для размещения в направлении к нижнему листу в готовом изделии, обращают вверх. Точку измерения (например, точку С промежности) аккуратно отмечают на верхней стороне сердцевины, заботясь о том, чтобы не сжать и не деформировать сердцевину.
Контактную площадку измерителя толщины приподнимают и сердцевину размещают в плоском состоянии на основной пластине измерителя толщины, при этом верхняя сторона сердцевины обращена вверх, при этом при опускании центр площадки оказывается на отмеченной точке измерения.
Площадку аккуратно опускают на изделие и отпускают (при этом обеспечивая калибровку в ''О'' перед началом измерения). Значение толщины считывают с точностью до 0,01 мм по истечении 10 секунд после отвода площадки.
Данную процедуру повторяют в каждой точке измерения. Если в точке измерения присутствует сгиб, измерение проводят в области, расположенной ближе всего к точке измерения, но в которой нет никаких сгибов. Таким способом измеряют десять изделий для заданного товара, и среднюю толщину вычисляют и регистрируют с точностью до одной десятой миллиметра.
Испытание на определение толщины абсорбирующего изделия
Испытание на определение толщины абсорбирующего изделия может быть выполнено подобно испытанию на определение толщины сухой абсорбирующей сердцевины, за исключением того, что вместо толщины сердцевины измеряют толщину готового абсорбирующего изделия. Точка измерения может соответствовать по вертикали точке промежности сердцевины, как было указано ранее. Если абсорбирующие изделия обеспечены в сложенном состоянии и/или в упаковке, измеряемые изделия разгибают и/или извлекают из центральной области упаковки. Если упаковка содержит более 4 изделий, два самые наружные изделия с каждой стороны упаковки при испытании не используются. Если упаковка содержит более 4, но менее 14 изделий, тогда для завершения испытания требуется более одной упаковки изделий. Если упаковка содержит 14 или более изделий, тогда для осуществления испытания требуется лишь одна упаковка изделий. Если упаковка содержит 4 или менее изделий, тогда измерения проводят применительно ко всем изделиям из упаковки, при этом для осуществления измерения требуется множество упаковок. Показания толщины должны сниматься в течение 24±1 час после того, как изделие было извлечено из упаковки, разогнуто и выдержано в заданных условиях окружающей среды. Физические манипуляции с изделием должны быть минимальными и ограничены исключительно операциями, необходимыми для подготовки образца.
Любые эластичные компоненты изделия, препятствующие нахождению изделия в плоском состоянии под площадкой измерителя, должны быть отрезаны или удалены. Такие компоненты могут включать ножные манжеты или пояса. При необходимости, изделия в виде трусов раскрывают или разрезают вдоль боковых швов. Прикладывают достаточное натяжение для распрямления каких-либо сгибов/неровностей. Соблюдают осторожность, чтобы не касаться и/или сжимать область измерения.
Размеры и значения, раскрытые в данном описании, не следует понимать как строго ограниченные указанными точными числовыми значениями. Наоборот, если не указано иначе, каждый такой размер следует подразумевать и как указанное значение, и как функционально эквивалентный диапазон, охватывающий данное значение. Например, размер, указанный как ''40 мм'', следует понимать, как ''приблизительно 40 мм''.
Каждый документ, упомянутый в настоящем описании, в том числе любая перекрестная ссылка или родственные патент или заявка, настоящим в полном объеме включены в данное описание посредством ссылки, за исключением четко указанных исключений или иных ограничений. Цитирование любого документа не является допущением того, что он является прототипом любого раскрытого или заявленного в настоящем документе изобретения, или того, что он сам, или в сочетании с другим источником или источниками, дает пояснения, предположения или раскрывает любое из этих изобретений. Также, в том случае, если любое значение или определение какого-либо термина в данном документе противоречит любому значению или определению такого же термина в документе, включенном по ссылке, значение или определение, присвоенное такому термину в данном документе, должно иметь главенствующее значение.
Хотя были проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области будет очевидно, что могут быть выполнены различные другие изменения и модификации без отклонения от сущности и объема настоящего изобретения. Таким образом, предполагается, что прилагаемая формула изобретения охватывает все такие изменения и модификации, входящие в объем настоящего изобретения.
Реферат
Абсорбирующее изделие, содержащее верхний лист на обращенной к пользователю стороне, нижний лист на обращенной к одежде стороне и абсорбирующую сердцевину, расположенную между верхним листом и нижним листом. Абсорбирующая сердцевина содержит абсорбирующий материал, содержащий суперабсорбирующий полимер, оболочку сердцевины, обхватывающую абсорбирующий материал, и первый канал, расположенный по одну сторону от продольной оси, и второй канал, расположенный по другую сторону от продольной оси. 2 н. и 18 з.п. ф-лы, 17 ил.
Комментарии