Абсорбирующие изделия с барьерными ножными манжетами - RU2626229C2
Код документа: RU2626229C2
Чертежи




Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к абсорбирующим изделиям для личной гигиены, предназначенным для ношения на нижней части туловища, таким как, кроме прочих, подгузники для детей, трусы для приучения к горшку, продукты для взрослых, страдающих недержанием, или гигиенические прокладки, содержащие барьерные ножные манжеты. В частности, изобретение относится к усовершенствованному прикреплению барьерных ножных манжет к остальной части изделия.
УРОВЕНЬ ТЕХНИКИ
Абсорбирующие изделия для личной гигиены, такие как одноразовые подгузники для младенцев, трусы для приучения к горшку для детей, нижнее белье для взрослых, страдающих недержанием, предназначены для абсорбирования и удерживания продуктов выделения тела, в частности, больших количеств мочи. Такие абсорбирующие изделия наряду с другими слоями содержат несколько слоев, обеспечивающих различные функции, например, верхний лист, нижний лист, абсорбирующую сердцевину. Абсорбирующие изделия должны быть способны абсорбировать большие количества текучего вещества, в то же время предотвращая его протечки.
Такие абсорбирующие изделия на своих продольных сторонах, как правило, могут содержать эластичные удерживающие элементы для способствования поддержанию изделия в контакте с телом. Таким образом, для современных подгузников характерно то, что они содержат эластичные клапаны, как правило, именуемые в настоящем описании барьерными ножными манжетами (или просто барьерными манжетами), которые улучшают удерживание текучего вещества в области соединения ног с туловищем. Каждая барьерная ножная манжета, как правило, может содержать одну или более эластичных жил, однако некоторые более простые изделия содержат барьерные ножные манжеты без эластичных элементов. Другой тип удерживающих элементов, обычно содержащихся в подгузниках, называют уплотняющими манжетами. Как правило, уплотняющие манжеты содержат одну или более эластичных жил или эластичный элемент, заключенный в основании подгузника, например, между верхним листом (и/или выступающей частью материала барьерной ножной манжеты) и нижним листом в области отверстий для ног для обеспечения эффективного уплотнения при использовании подгузника.
Во многих патентах предлагались способы улучшения таких удерживающих элементов. Например; в US 4,808,178 и US 4,909,803 (Aziz) описаны одноразовые подгузники, содержащие такие приподнятые эластичные клапаны, называемые в настоящем документе барьерными ножными манжетами. В US 4,695,278 (Lawson) и US 4,795,454 (Dragoo) описаны одноразовые подгузники, содержащие двойные манжеты, включающие уплотняющие манжеты и барьерные ножные манжеты. В US 4,704,116 (Enloe) раскрыто абсорбирующее белье, содержащее пару уплотняющих манжет и пару барьерных ножных манжет, которые прикреплены к или сформированы из указанного верхнего листа и расположены на расстоянии внутрь от указанных эластичных отверстий для ног, образуя карман для вмещения отходов.
Предлагались различные решения для обеспечения прикрепления барьерных ножных манжет к основаниям подгузников. В US 4,795,454 (Dragoo) раскрыты средства прикрепления, такие как скрепление с помощью адгезива или тепла/давления, ультразвуковая сварка. Для обеспечения барьера против просачивания жидкостей через верхний лист дополнительно обеспечены средства скрепления, такие как адгезивный шов. Средства скрепления предназначены для предотвращения просачивания жидкостей под барьерные ножные манжеты к кромкам подгузника. Средства скрепления расположены ближе к центральной линии подгузника, чем указанные средства прикрепления. В US 7,189,219 (Kasai) раскрыто создание блокирующих жидкость областей между ножными манжетами и верхним листом с использованием термосварки.
Однако применение адгезива для прикрепления барьерных ножных манжет к остальной части изделия может увеличить стоимость, является менее благоприятным для окружающей среды, при этом адгезив также может контактировать с кожей пользователя. Также предлагалось прикреплять барьерные ножные манжеты к остальной части абсорбирующего изделия с использованием механического и/или термического скрепления. Несмотря на то, что это обладает преимуществом, заключающимся в том, что не требуется применения адгезива, существует недостаток, который состоит в том, что при скреплении материалов в них могут быть проколоты нежелательные отверстия. Таким образом сформированные нежелательные отверстия могут оказывать негативное влияние на функцию удерживания жидкости барьерных ножных манжет. Изобретатели обнаружили, что это представляет особую проблему для материалов, характеризующихся относительно низкой совокупной поверхностной плотностью менее 60 г/м2, и/или характеризующихся значительным изменением поверхностной плотности. Эта проблема была частично решена в US 2011/0196332 (Cheng) посредством обеспечения нового материала барьерной ножной манжеты, содержащего два слоя из нетканых компонентов, при этом слой из одного компонента содержит волокна, характеризующиеся среднечисловым диаметром менее приблизительно 1 микрометра, а также локальным изменением поверхностной плотности, составляющим менее приблизительно 10%. Однако такой материал может быть более сложным и дорогим в производстве, чем стандартный нетканый барьерный материал, и, хотя обеспечивается уменьшение количества и размера отверстий, при этом не удается достичь полного исключения возникновения указанных отверстий.
Несмотря на то что ранее было предложено множество технических решений, все еще остается потребность в простом и рентабельном способе изготовления и прикрепления барьерных ножных манжет к остальной части абсорбирующего изделия без нарушения их барьерной функции в области прикрепления. Авторы настоящего изобретения предлагают простой и рентабельный способ решения этой проблемы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к абсорбирующему изделию для личной гигиены, а также к способу изготовления такого абсорбирующего изделия, как указано в формуле изобретения. Абсорбирующее изделие имеет обращенную к телу поверхность и противоположную обращенную к одежде поверхность, и может быть условно разделено на переднюю область, заднюю область и промежуточную область промежности. Указанные области выполнены одинаковой длины, если измерять вдоль продольной оси изделия. Изделие содержит проницаемый для жидкости верхний лист, непроницаемый для жидкости нижний лист, абсорбирующую сердцевину, расположенную между указанными верхним листом и нижним листом.
Изделие на каждой из своих продольных сторон содержит барьерную ножную манжету, имеющую выполненную как отдельный элемент дистальную кромку и, опционально, эластичный элемент для обеспечения пространственного разнесения дистальной кромки и обращенной к телу поверхности абсорбирующего изделия таким образом, чтобы обеспечивалось отогнутое положение барьерной ножной манжеты, а также эластично сжимаемую уплотняющую манжету, расположенную вблизи продольной кромки абсорбирующего изделия. Уплотняющая манжета и барьерная ножная манжета по меньшей мере частично сформированы из одного и того же полотна нетканого барьерного материала, протяженного по меньшей мере от дистальной кромки барьерной ножной манжеты до продольной боковой кромки изделия.
Полотно нетканого барьерного материала прикреплено по меньшей мере к верхнему листу в области промежности изделия посредством множества механических и/или термических скреплений. Множество механических и/или термических скреплений в области промежности образуют продольно протяженную область скрепления, характеризующуюся шириной W1. Абсорбирующее изделие дополнительно содержит по меньшей мере в области промежности адгезив, по меньшей мере частично прикрепляющий верхний лист к нижнему листу. Адгезив предпочтительно может быть отцентрован с боковым смещением на области скрепления. Адгезив покрывает по меньшей мере 20% области скрепления, что также характерно для случая, когда область нанесения адгезива условно смещена вбок на любое расстояние до 4 мм.
Адгезив может выполнять двойную функцию. Во первых, он может обеспечивать прикрепление нижнего листа к верхнему листу/композиту барьерной манжеты вдоль продольных сторон изделия, таким образом обеспечивая отогнутое положение проксимальной кромки барьерных ножных манжет. Во вторых, изобретатели обнаружили, что отверстия, которые могут присутствовать в механических и/или термических скреплениях, могут быть эффективно укупорены посредством адгезива. Благодаря такой укупорке с помощью адгезива может быть полностью устранена протечка по бокам, возникающая вследствие наличия микроотверстий.
Однако изобретатели обнаружили, что даже в случае, когда до 100% зоны скрепления покрыто адгезивом, протечки по бокам через барьерные ножные манжеты все еще могут возникать. После проведения исследования, предшествующего настоящему изобретению, изобретатели обнаружили, что даже на современном оборудовании возможны отклонение или смещение области нанесения адгезива до 4 мм вбок относительно области скрепления. Таким образом, например, если зона скрепления имеет ширину 3 мм, и адгезив нанесен в виде одной линии также шириной 3 мм, отцентрованной с боковым смещением на зоне скрепления, то адгезив, теоретически, покрывает 100% области скрепления. Однако вследствие допустимого бокового отклонения, которое может составлять до 4 мм в данном примере, адгезив может покрывать менее 20% области скрепления и, возможно, даже 0%.
Изобретатели обнаружили, что является важным, чтобы по меньшей мере в области промежности адгезив покрывал по меньшей мере 20% области скрепления при центровке с боковым смещением на области скрепления, однако также в случаях, когда область нанесения адгезива условно смещена вбок на любое расстояние до 4 мм. Такое покрытие может быть получено с применением различных схем нанесения адгезива, некоторые из которых будут рассмотрены на примерах далее в настоящем описании.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
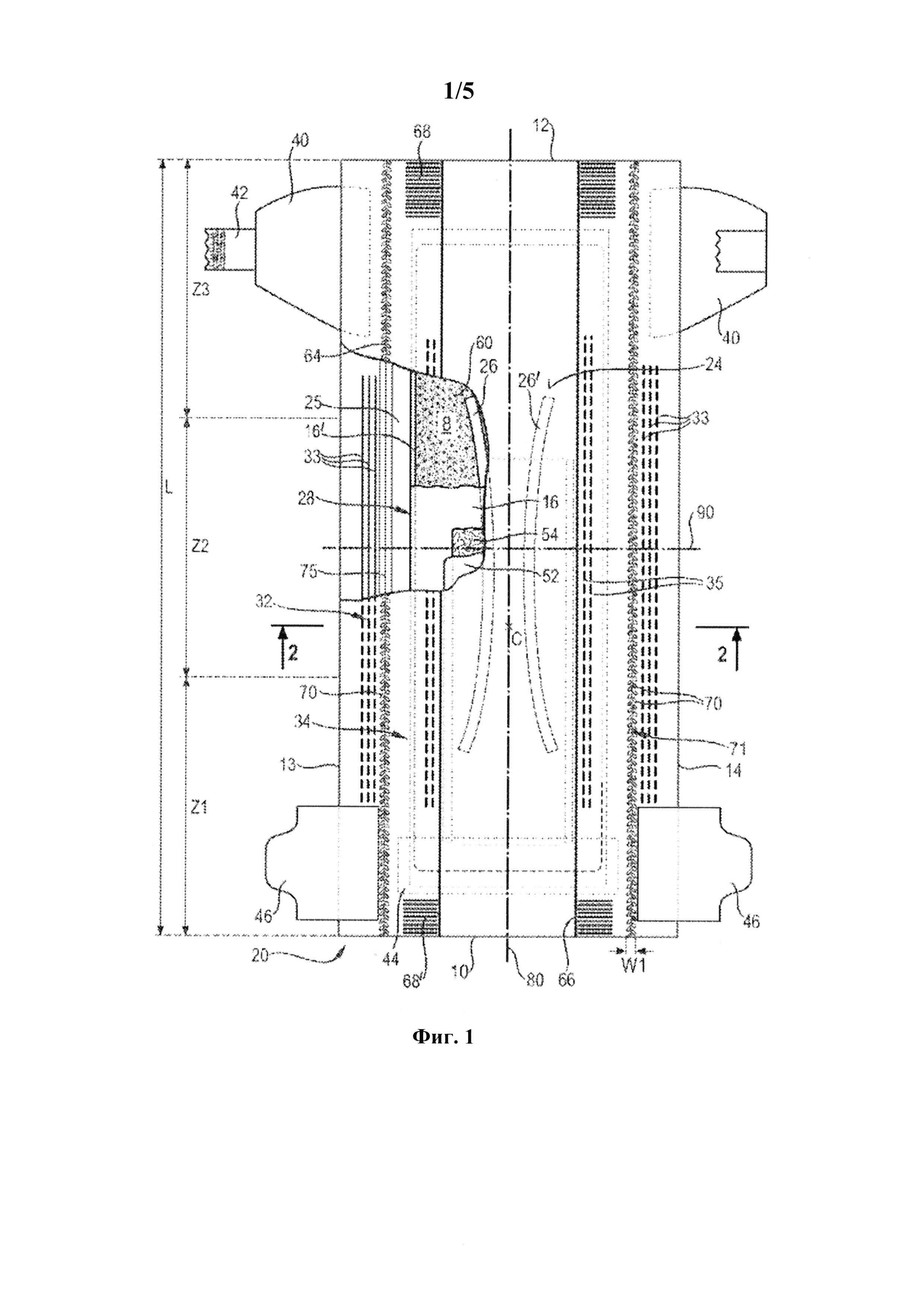
Фиг. 1 - вид сверху одного из примеров воплощений настоящего изобретения в виде подгузника с ленточным креплением в распрямленном состоянии;
Фиг. 2 - поперечное сечение воплощения согласно фиг. 1;
Фиг. 3 - увеличенное изображение поперечного сечения согласно фиг. 2, содержащее область скрепления и адгезив;
Фиг. 4 - вид сверху одного из примеров области скрепления и области нанесения адгезива, причем другие слои удалены для ясности;
Фиг. 5 и 6 - виды согласно фиг. 4, на которых область нанесения адгезива была условно смещена вбок на расстояние 4 мм в противоположных направлениях;
Фиг. 7 - вид сверху одного из примеров воплощений, в котором область нанесения адгезива содержит три полоски, каждая из которых имеет ширину, по меньшей мере равную 20% ширины области скрепления;
Фиг. 8 и 9 - виды сверху воплощения согласно фиг. 7, на которых область нанесения адгезива была условно смещена вбок на расстояние 4 мм в каждом боковом направлении;
Фиг. 10 и 11 - виды сверху области прикрепления, причем область нанесения адгезива имеет форму одной и трех спиралей соответственно.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Введение
Используемый в настоящем описании термин "абсорбирующее изделие для личной гигиены" или, проще говоря, "абсорбирующее изделие" или "изделие", относится к одноразовым устройствам, таким как подгузники для младенцев или взрослых, трусы для приучения к горшку и подобные, располагаемым в непосредственной близости к телу пользователя с целью абсорбирования и удерживания различных продуктов выделения, выделяемых телом. Абсорбирующие изделия согласно настоящему изобретению будут далее показаны в виде подгузника с ленточным креплением в нижеследующем описании и на фигурах. Однако, ничто в данном описании не должно рассматриваться, как ограничивающее объем охраны, обеспечиваемый формулой изобретения, за исключением случаев, когда указано иное. В частности, предполагается, что настоящее изобретение может быть использовано в трусах для приучения к горшку, продуктах для взрослых, страдающих недержанием, или в некоторых изделиях для женской гигиены. Если не указано иное, настоящее изобретение относится к сухому изделию, т.е. до использования и находившемуся по меньшей мере 24 часа при 21°C +/-2°C и относительной влажности (RH) +/-20%.
Термин "нетканое полотно", используемый в настоящем описании, означает готовый лист, полотно или вату из направленно или хаотично ориентированных волокон, соединенных посредством трения и/или когезии, и/или адгезии, за исключением бумаги и изделий, являющихся ткаными, вязаными, прошитыми, вязально-прошивными с включением связующих нитей или волокон, или валяными посредством влажного валяния, в том числе дополнительно сшитые иглой. Волокна могут быть натурального или искусственного происхождения, а также могут быть штапельными или непрерывными волокнами, или могут быть сформированы на месте. Коммерчески доступные волокна имеют диаметры в пределах от менее приблизительно 0,001 мм до более приблизительно 0,2 мм, и они поставляются в нескольких различных формах, таких как короткие волокна (известные, как штапельные или рубленые волокна), непрерывные единичные волокна (нити или одиночные непрерывные волокна), некрученые пучки непрерывных единичных волокон (жгуты) и крученые пучки непрерывных единичных волокон (нити). Нетканые полотна могут быть сформированы многими способами, такими как: технология мелтблаун, технология спанбонд, прядение из раствора, электропрядение, кардование и суховоздушное формование. Поверхностная плотность нетканых полотен обычно выражается в граммах на квадратный метр (г/м2 или г/кв. метр).
Термин "соединены" или "скреплены", или "прикреплены", используемый в настоящем описании, охватывает конфигурации, в которых элемент непосредственно прикреплен к другому элементу посредством крепления указанного элемента непосредственно к другому элементу, а также конфигурации, в которых элемент опосредованно прикреплен к другому элементу посредством крепления указанного элемента к одному или нескольким промежуточным элементам, которые, в свою очередь, прикреплены к другому элементу.
Термины "содержать", "содержащий" и "содержит" являются открытыми терминами, при этом каждый из них конкретизирует присутствие того, что следует за указанным термином, например, некоторого компонента, но не исключает присутствия других признаков, например, элементов, этапов, компонентов, известных из уровня техники или раскрытых в нем. Эти термины, основанные на глаголе "содержит" должны восприниматься, как охватывающие более узкие термины, например, "состоит из", который исключает наличие некоторого не раскрытого элемента, этапа или ингредиента, и "состоит в сущности из", который ограничивает сущность некоторого элемента определенными материалами или этапами и такими признаками, которые не оказывают существенного влияния на способ, которым указанный элемент выполняет свою функцию. Любые предпочтительные примеры воплощений, описанные ниже, не являются ограничивающими объем формулы изобретения, за исключением случаев, когда конкретно указано иное. Подобным образом, слова "типично", "как правило", "предпочтительно" и подобные также квалифицируют элементы, при этом они также не предназначены для ограничения объема формулы изобретения, за исключением случаев, когда конкретно указано иное.
Общее описание абсорбирующего изделия 20
Абсорбирующее изделие может быть в сущности показано в виде одного из примеров абсорбирующего изделия согласно изобретению в виде детского подгузника. На фиг. 1 показан вид сверху одного из примеров подгузника 20 в распрямленном состоянии, которого можно достичь посредством растягивания подгузника и удерживания в натянутом состоянии на плоской поверхности, при этом части структуры были удалены для более понятного представления конструкции подгузника. Данный подгузник 20 показан исключительно в качестве примера, поскольку настоящее изобретение может быть использовано при изготовлении широкого разнообразия подгузников или других абсорбирующих изделий, таких как, например, трусы для приучения к горшку.
Абсорбирующее изделие содержит проницаемый для жидкости верхний лист 24, непроницаемый для жидкости нижний лист 25, абсорбирующую сердцевину 28, расположенную между указанным верхним листом 24 и указанным нижним листом 25, а также на каждой продольной стороне указанное изделие содержит барьерную ножную манжету 34 и эластичную уплотняющую манжету 32. Абсорбирующее изделие может опционально содержать поглотительно-распределительную систему (ADS) 50, которая в приведенном примере содержит распределительный слой 54 и поглощающий слой 52.
Абсорбирующее изделие также может содержать стандартные компоненты подгузника с ленточным креплением, такие как система крепления, содержащая ушки 42 в виде ленты-липучки, прикрепляемые к задней кромке изделия и взаимодействующие с зоной 44 крепления на передней части изделия. Абсорбирующее изделие может также содержать другие стандартные элементы, которые не показаны, такие как, например, задний эластичный элемент в области талии, передний эластичный элемент на талии, поперечная барьерная ножная манжета (манжеты), элемент с лосьоном и т.п.
Абсорбирующее изделие предпочтительно может быть тонким. Толщина в точке C промежности изделия может составлять, например, от 4,0 мм до 12,0 мм, в частности, от 6,0 мм до 10,0 мм при измерении с помощью круглой опоры диаметром 20 мм (±0,2 мм) при давлении 2,07 кПа (0,30 фунт/кв. дюйм).
Абсорбирующее изделие согласно настоящему изобретению может содержать переднюю кромку 10, заднюю кромку 12 и две продольные боковые кромки 13, 14. Передняя кромка 10 представляет собой кромку изделия, предназначенную для размещения на пользователе спереди при ношении, при этом задняя кромка 12 представляет собой противоположную кромку. В подгузнике с ленточным креплением, как показано в качестве примера на фиг. 1, задняя кромка подгузника обычно расположена на стороне подгузника, содержащей крепежные язычки 42, при этом передняя кромка обычно расположена на стороне подгузника, содержащей соответствующую зону 44 крепления. В общем, передняя часть изделия, как правило, характеризуется большей абсорбирующей способностью, чем задняя часть изделия. Абсорбирующее изделие может быть условно разделено продольной осью 80, проходящей от передней кромки к задней кромке изделия и разделяющей изделие на две продольные стороны, в сущности симметричные относительно этой оси, когда изделие находится в плоском состоянии, и при обзоре сверху, как на фиг. 1. Длина L изделия может быть измерена вдоль продольной оси 80 от передней кромки 10 до задней кромки 12. Длина трусов для приучения к горшку может быть более простым способом измерена после разрезания боковых швов трусов для того, чтобы обеспечить возможность распрямления трусов. Термины "боковой" или "вбок" относятся к направлению, перпендикулярному продольной оси 80 и параллельному боковой оси 90, т.е. влево или вправо подгузника, если смотреть на ориентацию на фиг. 1.
Изделие может быть условно разделено на три области: передняя область Z1 в направлении передней кромки изделия, задняя область Z3 в направлении задней кромки изделия и промежуточная область Z2 промежности, расположенная между ними, при этом каждая область характеризуется длиной, составляющей одну треть L, если мерить вдоль продольной оси. Точка C промежности в настоящем описании может быть определена как точка, расположенная на продольной оси на расстоянии, составляющем две пятых (2/5) L, начиная от передней кромки 10 изделия 20.
Изделие на каждой из своих продольных сторон содержит барьерную ножную манжету 34 и эластично сжимаемую уплотняющую манжету 32, расположенную вблизи продольной кромки абсорбирующего изделия. Теперь будет более подробно описана конструкция барьерной ножной манжеты и уплотняющей манжеты.
Барьерные ножные манжеты 34 и уплотняющие манжеты 32
Абсорбирующее изделие на каждой из своих продольных сторон содержит барьерную ножную манжету 34 и уплотняющую манжету 32. Каждая барьерная ножная манжета ограничена выполненной как отдельный элемент дистальной кромкой 66 и прикреплена к остальной части изделия по меньшей мере посредством множества механических и/или термических скреплений 70 на так называемой проксимальной кромке. Эластичный элемент 35 в барьерных ножных манжетах может предпочтительно присутствовать для пространственного разнесения дистальной кромки от обращенной к телу поверхности изделия таким образом, чтобы барьерные ножные манжеты могли находиться в отогнутом положении при ношении пользователем. Эластичный элемент может представлять собой, например, одну, две, три или более нитей из эластичного материала 35, закрепленных в сгибе, сформированном нетканым барьерным материалом ПО в направлении дистальной кромки (сгиб может быть выполнен, например, с помощью использования адгезива и/или механических скреплений, как это обычно реализуется в уровне техники). Барьерные ножные манжеты могут обеспечивать улучшенное удерживание жидкостей и других продуктов выделения тела приблизительно в точке соединения туловища и ног пользователя.
Эластично сжимаемые уплотняющие манжеты 32 обычно расположены дальше в направлении продольных кромок изделия, чем барьерные ножные манжеты 34. Таким образом, механические и/или термические скрепления 70 могут быть расположены между уплотняющей манжетой и барьерной ножной манжетой. Каждая уплотняющая манжета может содержать одну, две, три или более эластичных жил или эластичный элемент 33, содержащихся в основании подгузника, как известно из уровня техники. Уплотняющие манжеты, как правило, могут обеспечивать лучшую изоляцию вокруг бедер пользователя.
Согласно изобретению, барьерная ножная манжета и уплотняющая манжета на каждой продольной стороне изделия по меньшей мере частично сформированы из одного и того же полотна нетканого барьерного материала 110, протяженного по меньшей мере от дистальной кромки 66 барьерной ножной манжеты до соответствующей продольной боковой кромки 12, 14 изделия. Нетканый барьерный материал может представлять собой любой стандартный и коммерчески доступный нетканый материал, подходящий для такого применения, в частности, в сущности непроницаемый для жидкости материал. Типичный материал может быть выбран из коммерчески доступного нетканого материала SMS или нетканого материала SMMS (ламинаты из слоев спанбонда (S) и мелтблауна (M)). Нетканый материал также может содержать слой из нетканого компонента, содержащий тонкие волокна ("N-волокна") со средним диаметром менее 1 микрометра. Такой слой из N-волокон может быть добавлен к или иным образом включен в другие слои из нетканых компонентов для формирования нетканого полотна из материала. В некоторых воплощениях слой из N-волокон может быть использован для изготовления, например, нетканого полотна SNS или нетканого полотна SMNS.
Нетканый барьерный материал может содержать, например, первый слой из нетканого компонента, содержащий волокна, имеющие средний диаметр в диапазоне от приблизительно 8 микрометров до приблизительно 30 микрометров, второй слой из нетканого компонента, содержащий волокна, имеющие среднечисловой диаметр менее приблизительно 1 микрометра, среднемассовый диаметр менее приблизительно 1,5 микрометра, причем отношение среднемассового диаметра к среднечисловому диаметру составляет менее приблизительно 2, и третий слой из нетканого компонента, содержащий волокна, имеющие средний диаметр в диапазоне от приблизительно 8 микрометров до приблизительно 30 микрометров. Второй слой из нетканого компонента расположен между первым слоем из нетканого компонента и третьим слоем из нетканого компонента.
N-волокна могут содержать полимер, например, выбранный из полиэфиров, включая PET и РВТ, полимолочной кислоты (PLA), алкидов, полиолефинов, включая полипропилен (РР), полиэтилен (РЕ) и полибутилен (РВ), олефиновых сополимеров из этилена и пропилена, эластомерных полимеров, включая термопластичные полиуретаны (TPU) и стирольные блок-сополимеры (линейные и радиальные ди- и триблоксополимеры, например, различные типы, изготавливаемые компанией Kraton), полистиролов, полиамидов, РНА (полигидроксиалканоаты) и, например, РНВ (полигидроксибутираты), а также композиций на основе крахмала, включающих, например, термопластичный крахмал. Вышеперечисленные полимеры могут быть использованы в качестве гомополимеров, сополимеров, например, сополимеров этилена и пропилена, смесей, а также их сплавов. Слой из N-волокон может быть прикреплен к другим слоям из нетканых компонентов с помощью любого подходящего способа прикрепления, например, посредством способа прикрепления с помощью каландра, также называемого способом термического точечного скрепления.
В некоторых воплощениях использование слоя из N-волокон в нетканом полотне может обеспечивать барьер против текучего вещества с низким поверхностным натяжением, который выполнен одинаковой высоты с другими неткаными полотнами, которые были обработаны гидрофобным покрытием или гидрофобной добавкой для модификации свойств расплава, при этом сохраняя малую поверхностную плотность (например, менее 15 г/м2 или, альтернативно, менее 13 г/м2). Использование слоя из N-волокон также может обеспечивать мягкий и "дышащий" (т.е. проницаемый для воздуха) нетканый материал, который по меньшей мере в некоторых воплощениях может быть использован в конфигурациях полотен с одним слоем в применениях, в которых ранее применялись конфигурации полотен с двумя слоями. Кроме того, в некоторых воплощениях использование слоя из N-волокон может по меньшей мере уменьшать нежелательное перемещение гидрофильных поверхностно-активных веществ в направлении полотна и таким образом обеспечивать в результате исключительную защиту от протечек для соответствующего абсорбирующего изделия. Также, если сравнивать с полотном SMS, характеризующимся аналогичной поверхностной плотностью, использование нетканого полотна, содержащего слой из N-волокон может уменьшить количество дефектов (т.е. отверстий или проколов через участок механического скрепления), возникающих во время процесса механического скрепления. N-волокна более подробно раскрыты в WO 2005/095700 и US 2011/0196332 (Cheng).
Нетканый барьерный материал может в частности быть гидрофобным, с тем чтобы обеспечивать барьерную функцию против протекания текучего вещества от верхнего листа в направлении к ногам пользователя. Особенно предпочтительным является обеспечение хорошей барьерной функции, если нетканый барьерный материал простирается до продольной боковой кромки изделия. Нетканый барьерный материал может быть непосредственно прикреплен к или расположен лицом к лицу с нижним листом вдоль продольных боковых кромок изделия, как показано на фиг. 2. Таким образом верхний лист не простирается до продольной боковой кромки изделия, что дополнительно уменьшает риск протечки текучего вещества. В целом, нетканые материалы обычно изготавливают из полимеров, которые по своей природе являются гидрофобными (например, РЕ, РР, PET) и не обработаны поверхностно-активным веществом для придания им гидрофильных свойств.
Все или часть барьерных ножных манжет и/или уплотняющих манжет также могут быть обработаны и/или покрыты лосьоном, содержащим гидрофобный материал, такой как петролатум, который усиливает барьерную функцию манжет, а также обеспечивает благоприятные эффекты для кожи.
Механические и/или термические скрепления 70
Полотно нетканого барьерного материала 110 прикреплено по меньшей мере в области Z2 промежности изделия к верхнему листу посредством множества механических и/или термических скреплений 70. Термин "механическое и/или термическое скрепление" относится к скреплению, формируемому между двумя или более материалами с помощью давления (например, как раскрыто в US 2011/0196332 A1), ультразвукового прикрепления, каландрирования и других способов механического скрепления с или без намеренного использования тепла, а также с помощью термического скрепления (также называемого "плавлением" или "тепловым" скреплением). В частности, указанный термин охватывает скрепления, формируемые между волокнами одного или более нетканых материалов посредством комбинирования давления и температуры таким образом, чтобы полимеры в скреплении сплавлялись с образованием сплошного пленкообразного материала. Однако термин "механическое и/или термическое скрепление" не включает скрепление, получаемое только за счет применения адгезива.
Отдельные скрепления могут быть любой формы, в частности, круглой или овальной. Как показано на фиг. 4 и на других фигурах, механические и/или термические скрепления 70 могут быть овальной формы, при этом их длинные оси могут быть расположены под углом от приблизительно 20° до приблизительно 80° относительно продольного направления изделия. Скрепления могут быть также быть расположены в виде разнесенных вразбежку шевронов вдоль двух параллельных линий вдоль продольного направления изделия.
Множество механических и/или термических скреплений 70 в области промежности образуют продольно ориентированную область 71 скрепления. Область 71 скрепления выполнена здесь в виде наименьшей прямоугольной области, которая включает множество механических и/или термических скреплений 70 в области промежности. Таким образом область 71 скрепления содержит скрепления 70, а также области между скреплениями. Область 71 скрепления имеет ширину W1. Механические и/или термические скрепления могут, как правило, простираться дальше, чем область Z2 промежности, - в переднюю область Z1 и заднюю область Z3. Таким образом, область скрепления простирается через всю область промежности изделия. Как правило, схема расположения скреплений может оставаться постоянной на протяжении длины области скрепления. Если это не актуально, ширина W1 определяется, как максимальная ширина области скрепления, сформированной скреплениями в области промежности изделия. Как правило, ширина W1 может составлять от 0,5 мм до 10 мм, в частности, находиться в диапазоне от 0,5 мм до 8 мм, например, составлять 3 мм.
Полотно нетканого барьерного материала 110 может простираться в продольном направлении вдоль всей длины изделия. Дистальная кромка барьерных ножных манжет также может быть "прикреплена приклеиванием" к верхнему листу на расстоянии несколько сантиметров от передней кромки и задней кромки изделия, как показано на фиг. 1 таким образом, чтобы в этих секциях материал барьерной ножной манжеты оставался расположенным вровень с верхним листом. Клеевые скрепления 68, 68' могут быть сформированы, например, посредством адгезивов и/или механического скрепления.
Адгезив 75
Абсорбирующее изделие дополнительно содержит адгезив, прикрепляющий барьерный нетканый материал 110 к нижнему листу 25 по меньшей мере в области Z2 промежности изделия. Адгезив покрывает по меньшей мере 20%, в частности по меньшей мере 25%, 30%, 40%, 50% и до 100% области скрепления. Однако, изобретатели обнаружили, что величина покрытия в процентах менее 100% также может быть достаточной. Таким образом, адгезив может покрывать, например, от 20% до 75% области скрепления, в частности от 30% до 50%. Адгезив предпочтительно может быть отцентрован с боковым смещением относительно области скрепления.
Адгезив может представлять собой любой стандартный адгезив, используемый в данной области, например, термоплавкий адгезив. Пример коммерческого адгезива доступен от Fuller, код продукта 3166. Адгезив может быть нанесен с помощью любого известного способа, например, посредством нанесения через щель или посредством нанесения падающих под силой тяжести капель расплавленного адгезива на основу, или же посредством печати адгезивом. Адгезив также может быть нанесен в виде одной или более спиральных структур посредством одной или более форсунок, как известно из уровня техники. Адгезив может быть сначала нанесен на нижний лист или, более предпочтительно, на сторону верхнего листа комбинированной структуры из верхнего листа и нетканого барьерного материала перед соединением с помощью адгезива верхнего листа и нижнего листа.
Адгезив может быть нанесен с обеспечением поверхностной плотности, например, от 1 г/м2 до 30 г/м2, принимая во внимание то, что более высокие значения поверхностной плотности будут в сущности более эффективны, однако при этом удорожать изделие. Хорошим компромиссом при нанесении может быть поверхностная плотность от 5 г/м2 до 20 г/м2, например, 15 г/м2. Адгезив может быть нанесен непрерывно в продольном направлении, как показано на фигурах, однако не исключено, что адгезив может быть нанесен прерывистым образом (т.е. с промежутками), например, в виде пунктирной линии.
Простым способом обеспечения достаточной площади покрытия является обеспечение непрерывной линии (также называемой "полоской") адгезива, выполненной достаточного размера таким образом, чтобы даже при сдвиге до 4 мм адгезивная область покрывала по меньшей мере 20% зоны скрепления. Это схематически показано на фиг. 4-6. В этом случае, если зона скрепления имеет ширину W1 более 16 мм, то в сущности достаточно, чтобы область нанесения адгезива имела ширину W2, составляющую по меньшей мере 25% ширины W1, для достижения требуемого покрытия, поскольку возможное смещение вбок будет незначительным по сравнению с шириной адгезивной линии. Однако, если зона скрепления, как часто бывает, имеет ширину W1 менее 16 мм, то ширина линии или полоски адгезива должна быть больше ширины зоны скрепления. Это показано, например, на фиг. 4, где ширина одной полоски адгезива намного больше, чем ширина зоны скрепления, для обеспечения компенсации смещения на 4 мм в одном или другом боковом направлении (фиг. 5 и фиг. 6). В частности, может быть предпочтительно, чтобы W2 была по меньшей мере равна 8 - W1/2 (приведено в мм). Например, если W1 равна 3 мм, то W2 может быть преимущественно по меньшей мере равна 6,5 мм (=8-3/2).
Как можно заметить, использование одной линии адгезива может быть относительно расточительно в плане использования адгезива для обеспечения покрытия 20% области скрепления, принимая во внимание возможное смещение вбок на 4 мм, поскольку ширина W2 адгезива должна быть во многих случаях намного больше, чем ширина W1 зоны скрепления.
Более экономичным решением может быть обеспечение области нанесение адгезива в виде множества продольно протяженных линий 75' адгезива, в частности двух, трех или более линий, как показано на фиг. 7. Эти линии могут быть, как правило, прямыми, однако не исключено, что они могут быть криволинейными, например синусоидальными. В одном из воплощений каждая линия может иметь ширину W2', равную по меньшей мере 20% ширины W1, при этом каждая линия пространственно разнесена с соседней линией на расстояние, равное или составляющее менее 4 мм таким образом, чтобы по меньшей мере одна из линий адгезива покрывала область скрепления, если область нанесения адгезива условно смещена вбок влево или вправо на расстояние до 4 мм. Такое воплощение показано на примере на фиг. 7-9, где область нанесения адгезива принимает форму трех адгезивных линий, каждая из которых имеет ширину W2', составляющую до приблизительно одной трети ширины зоны скрепления W1, при этом каждая из них пространственно разнесена на расстояние, составляющее приблизительно одна треть от W1 (например W2'=1 мм, W1=3 мм, а расстояние между всеми адгезивными линиями составляет 2 мм). Центральная линия отцентрована с боковым смещением на зоне скрепления таким образом, чтобы при отсутствии или при наличии лишь небольшого смещения вбок центральная линия сама по себе обеспечивала покрытие скреплением более 20% поверхности зоны скрепления. Когда указанное смещение больше и приближается к 4 мм, центральная линия в некоторых случаях будет снаружи области скрепления, однако, как показано на фиг. 8 и фиг. 9, по меньшей мере одна из боковых линий будет присутствовать в области скрепления и обеспечивать требуемое покрытие по меньшей мере 20% зоны скрепления. В другом воплощении может быть использовано множество линий, таким образом, чтобы по меньшей мере две линии покрывали область скрепления одновременно, даже в случае смещения вбок до 4 мм. В таком случае каждая линия может иметь ширину W2', которая меньше, чем 20% ширины W1 области скрепления, при условии, что количества линий, покрывающих область скрепления достаточно для обеспечения требуемого покрытия.
Было рассмотрено множество адгезивных линий, при этом было показано, что они имеют одинаковую ширину W2', однако не исключается, что они могут иметь разную ширину. По меньшей мере одна линия адгезива может иметь минимальную ширину W2', по меньшей мере равную 0,4 мм.
Другой пример решения представляет собой решение, в котором адгезив содержит одну или более продольно протяженных спиралей адгезива 75'', как показано на фиг. 10 или фиг. 11. Толщина (т.е. ширина адгезива при обзоре сверху) адгезивной линии, формирующей спираль, а также количество витков на единицу длины могут быть отрегулированы для обеспечения требуемого покрытия. Толщина линии может варьироваться в диапазоне, например, от 0,1 мм до 2 мм. Спиральная структура, образованная одной спиралью или множеством спиралей из адгезива, может иметь ширину, например, равную по меньшей мере 200% относительно W1, или по меньшей мере 300% относительно W1. Спираль или спирали могут характеризоваться наличием по меньшей мере 100 витков на метр, в частности, по меньшей мере 200 витков на метр.
Верхний лист 24
Верхний лист 24, как правило, представляет собой наиболее верхнюю часть абсорбирующего изделия, которая находится ближе всего к и непосредственно контактирует с кожей пользователя. Верхний лист предпочтительно является податливым, мягким на ощупь и не раздражающим кожу пользователя. Кроме того, по меньшей мере часть верхнего листа является проницаемой для жидкости, обеспечивая быстрое проникновение жидкостей в ее толщину. Подходящий верхний лист может быть изготовлен из широкого разнообразия материалов, таких как пористые пеноматериалы, сетчатые пеноматериалы, перфорированные пластиковые пленки или тканые или нетканые материалы из натуральных волокон (например, деревянные или хлопковые волокна), синтетических волокон или нитей (например, полиэфирные или полипропиленовые или двухкомпонентные PE/PP волокна или их смеси), или сочетаний натуральных и синтетических волокон. Если верхний лист включает волокна, волокна могут представлять собой волокна, полученные по технологии спанбонд, волокна, полученные кардованием, мокрой выкладкой, волокна, полученные по технологии мелтблаун, волокна, полученные гидросцеплением или полученные иным способом, известным из уровня техники, в частности, нетканый материал, полученный из PP по технологии спанбонд. Подходящий верхний лист, содержащий полотно из штапельных полипропиленовых волокон, производится компанией Veratec, Inc., отделение International Paper Company, Уолпол, Массачусетс, под наименованием Р-8.
Подходящие верхние листы из сформированной пленки также описаны в патентах США №№3,929,135, 4,324,246, 4,342,314, 4,463,045 и 5,006,394. Другие подходящие верхние листы могут быть изготовлены в соответствии с патентами США №4,609,518 и №4,629,643 (Curro et al.). Такие сформированные пленки доступны от компании The Procter & Gamble Company из Цинциннати, Огайо, под наименованием "DRI-WEAVE", а также от компании Tredegar Corporation, находящейся в Ричмонде, Виргиния, под наименованием "CLIFF-T".
Любая часть верхнего листа может быть покрыта лосьоном, известным из уровня техники. Примеры подходящих лосьонов включают лосьоны, описанные в патентах США №№5,607,760, 5,609,587, 5,643,588, 5,968,025, и 6,716,441. Верхний лист может также включать, или он может быть обработан антибактериальными агентами, некоторые примеры которых раскрыты в РСТ публикации WO 95/24173. Кроме того, верхний лист, нижний лист или любая часть верхнего листа или нижнего листа могут быть обработаны тиснением и/или матовой отделкой для обеспечения внешнего вида, более похожего на ткань.
Верхний лист может содержать одно или более отверстий для облегчения проникновения через них продуктов выделения, таких как моча и/или экскременты (твердые, полутвердые или жидкие). Размер по меньшей мере первичного отверстия важен для достижения желаемых характеристик инкапсуляции отходов. Если первичное отверстие слишком маленькое, отходы могут не пройти через отверстие или вследствие плохого совмещения источника отходов и местоположения отверстия, или вследствие фекальных масс, характеризующихся диаметром, большим чем диаметр отверстия. Если отверстие слишком большое, то увеличивается площадь кожи, которая может быть испачкана вследствие "повторного намокания" от изделия. Обычно общая площадь отверстий на поверхности подгузника может составлять от приблизительно 10 см2 до приблизительно 50 см2, в частности, от приблизительно 15 см2 до 35 см2. Примеры перфорированных верхних листов раскрыты в патенте США №6632504, принадлежащем компании ВВА NONWOVENS SIMPSONVILLE. В документе WO 2011/163582 также раскрыт подходящий цветной верхний лист, характеризующийся поверхностной плотностью от 12 до 18 г/м2 и содержащий множество соединенных точек. Каждая из соединенных точек имеет площадь поверхности от приблизительно 2 мм2 до 5 мм2, и при этом совокупная площадь поверхности множества соединенных точек составляет от 10 до 25% общей площади поверхности верхнего листа.
Стандартные верхние листы подгузников характеризуются поверхностной плотностью от приблизительно 8 г/м2 до приблизительно 30 г/м2, в частности, от приблизительно 12 до приблизительно 18 г/м2, однако другие значения поверхностной плотности также возможны.
В дополнение к адгезиву, соединяющему верхний лист с нижним листом и обеспечивающему покрытие по меньшей мере 20% области скрепления, сформированной множеством механических и/или термических скреплений, верхний лист может быть дополнительно прикреплен к нижнему листу, абсорбирующей сердцевине 28 и/или любым другим слоям с применением любых стандартных методик, например, с применением адгезива или механического скрепления, как известно из уровня техники. Верхний лист также может быть протяжен частично или полностью в уплотняющие манжеты и быть прикреплен с помощью адгезива к одному или более эластичным элементам 33 в уплотняющих манжетах. Как правило, верхний лист 24 и нижний лист 25 соединены непосредственно друг с другом в некоторых местах (например, на или вблизи периферии изделия) и опосредованно соединены друг с другом в других местах путем их непосредственного соединения с одним или более другими элементами изделия, такими как абсорбирующая сердцевина 28 и поглощающая система 50.
Нижний лист 25
Нижний лист 25 обычно представляет собой слой изделия 20, формирующий обращенную к одежде поверхность изделия, противоположную его обращенной к телу поверхности. Нижний лист, как правило, расположен вблизи абсорбирующей сердцевины 28. Нижний лист предотвращает загрязнение изделий, таких как простыни и нижнее белье, продуктами выделения, абсорбированными и удерживаемыми в ней. Нижний лист, как правило, является непроницаемым для жидкостей (например, для мочи). Нижний лист может, или же он, например, содержит тонкую пластиковую пленку, например, термопластичную пленку, характеризующуюся толщиной от приблизительно 0,012 мм до приблизительно 0,051 мм. Примеры пленок для нижнего листа включают пленки, изготавливаемые компанией Tredegar Corporation, расположенной в Ричмонде, Виргиния, и продаваемые под торговым марками СРС2 film. Другие подходящие материалы для нижнего листа могут включать "дышащие" материалы, которые обеспечивают выход испарений из изделия, но, в то же время препятствуют прохождению продуктов выделения через нижний лист. Примеры "дышащих" материалов могут включать материалы, такие как тканые полотна, нетканые полотна, композитные материалы, такие как покрытые пленкой нетканые полотна и микропористые пленки, такие как производимые компанией Mitsui Toatsu Co., Япония, под торговой маркой ESPOIR NO, а также компанией Tredegar Corporation из Ричмонда, Виргиния, и продаваемые под наименованием EXAIRE, и монолитные пленки, такие как производимые компанией Clopay Corporation, Цинциннати, Огайо, под торговой маркой HYTREL смесь Р18-3097. Некоторые "дышащие" композитные материалы описаны более подробно в РСТ заявке № WO 95/16746, опубликованной 22 июня 1995 г (Е.I. DuPont.); US 5,938,648 (LaVon et al.), US 4,681,793 (Linman et al.), US 5,865,823 (Curro); и US 5,571,096 (Dobrin et al.), US 6,946,585B2 (London Brown).
В дополнение к описанным выше адгезивам, нижний лист может быть прикреплен к верхнему листу, абсорбирующей сердцевине или любому другому элементу изделия с помощью любых дополнительных средств прикрепления, известных из уровня техники. Например, средства прикрепления могут включать однородный сплошной слой адгезива, структурированный слой адгезива или массив отдельных линий, спиралей или точек из адгезива. Подходящие средства прикрепления содержат открытую структурированную сеть нитей из адгезива, как раскрыто в US 4,573,986. Другие подходящие средства прикрепления включают несколько линий из адгезивных нитей, скрученных в спиральную структуру, как показано применительно к устройству и способам, раскрытым в US 3,911,173, US 4,785,996; и US 4,842,666. Адгезивы, которые могут быть признаны подходящими, производятся компанией Н. В. Fuller Company из Сент-Пола, Миннесота и продаются под названиями HL-1620 и HL 1358-XZP. Альтернативно, средства прикрепления могут содержать термические соединения, соединения давлением, ультразвуковую сварку, динамико-механические соединения, или любые другие подходящие средства крепления или комбинации данных средств крепления, известные из уровня техники.
Абсорбирующая сердцевина 28
Изделие согласно изобретению содержит абсорбирующую сердцевину, расположенную между верхним листом и нижним листом. Используемый в настоящем описании термин "абсорбирующая сердцевина" относится к отдельному компоненту изделия, характеризующемуся наибольшей абсорбирующей способностью и содержащему абсорбирующий материал и оболочку сердцевины, заключающую в себе указанный абсорбирующий материал. Термин "абсорбирующая сердцевина" не включает поглотительно-распределительную систему или слой или любой другой компонент изделия, не являющийся неотъемлемой частью оболочки сердцевины и не являющийся размещенным внутри оболочки сердцевины. Сердцевина может состоять в сущности из, или состоять из оболочки сердцевины, абсорбирующего материала, как раскрыто ниже, и клея, заключенных в оболочке сердцевины. Абсорбирующая сердцевина согласно настоящему изобретению может быть в сущности любого типа, коммерчески доступного, или только описанного в литературе.
Под "абсорбирующим материалом" подразумевается материал, характеризующийся некоторыми абсорбирующими свойствами или свойствами удерживания жидкости, например, такой материал, как SAP, целлюлозные волокна, а также синтетические волокна. Обычно, клеи, используемые при изготовлении абсорбирующих сердцевин, не характеризуются абсорбирующими свойствами и не рассматриваются в качестве абсорбирующего материала.
Абсорбирующие сердцевины, как правило, могут содержать, как известно из уровня техники, целлюлозную массу, смешанную с суперабсорбирующими полимерами (в настоящем документе обозначаемые аббревиатурой "SAP"), как правило, с процентным содержанием по массе от 40% до 60% по весу. Абсорбирующая сердцевина может также содержать абсорбирующий материал с высоким содержанием суперабсорбирующих полимеров, заключенный в оболочке сердцевины. Содержание SAP может составлять, например, по меньшей мере 80% по весу абсорбирующего материала, содержащегося в оболочке сердцевины. Оболочка сердцевины не рассматривается, как абсорбирующий материал, в целях оценки процентного содержания SAP в абсорбирующей сердцевине. Абсорбирующая сердцевина в качестве абсорбирующего материала также может содержать только целлюлозную массу, или только суперабсорбирующие полимеры.
В прошлом предлагались сердцевины различных конструкций, содержащие относительно большое количество SAP, см., например, US 5,599,335 (Goldman), EP 1,447,066 (Busam), WO 95/11652 (Tanzer), US 2008/0312622 A1 (Hundorf), WO 2012/052172 (Van Malderen), WO 2012170808 (Kreuzer), WO 2012170781 (Kreuzer), WO 2012170779 (Rosati), WO 2012170778 (Rosati).
Содержание SAP может быть более 80%, например по меньшей мере 85%, по меньшей мере 90%, по меньшей мере 95%, и вплоть до и включая 100% массы абсорбирующего материала, содержащегося в оболочке сердцевины. Это обеспечивает относительно тонкую сердцевину, в сравнении со стандартной сердцевиной, как правило содержащей 40-60% SAP и характеризующейся высоким содержанием целлюлозных волокон. Абсорбирующий материал может, в частности, содержать менее 10% весовых процентов или менее 5% весовых процентов, или даже может в сущности не содержать натуральных и/или синтетических волокон. Абсорбирующий материал может предпочтительно содержать небольшое количество, или может не содержать (целлюлозные) волокна воздушного войлока, в частности, абсорбирующая сердцевина может содержать менее 15%, 10%, 5% (целлюлозных) волокон воздушного войлока по весу абсорбирующей сердцевины, или может даже в сущности не содержать целлюлозных волокон.
Как правило, абсорбирующий материал (в частности, SAP) предпочтительно распределен в большем количестве в направлении передней кромки, чем в направлении задней кромки, поскольку в передней части может требоваться большая абсорбирующая способность.
Оболочка сердцевины может быть сформирована из двух нетканых материалов 16, 16', которые могут быть по меньшей мере частично скреплены вдоль кромок абсорбирующей сердцевины. Оболочка сердцевины может быть по меньшей мере частично скреплена вдоль ее передней кромки, задней кромки и двух продольных кромок таким образом, чтобы из оболочки абсорбирующей сердцевины в сущности не вытекал абсорбирующий материал.
Абсорбирующая сердцевина согласно настоящему изобретению может дополнительно содержать адгезив, например, для способствования иммобилизации SAP в оболочке сердцевины и/или для обеспечения целостности оболочки сердцевины, в частности, если оболочка сердцевины выполнена из двух или более основ. Оболочка сердцевины обычно простирается на большую площадь, чем площадь, необходимая для удерживания в ней абсорбирующего материала. Абсорбирующая сердцевина предпочтительно характеризуется потерей SAP не более приблизительно 70%, 60%, 50%, 40%, 30%, 20%, 10% согласно испытанию на иммобилизацию в мокром состоянии, описанному в WO 2010/0051166 A1.
Абсорбирующий материал может представлять собой сплошной слой, присутствующий внутри оболочки сердцевины. В других воплощениях абсорбирующий материал может состоять из отдельных карманов или полосок абсорбирующего материала, заключенных внутри оболочки сердцевины. В первом случае абсорбирующий материал может быть получен, например, путем нанесения одного сплошного слоя абсорбирующего материала. Сплошной слой абсорбирующего материала, в частности SAP, может быть также получен путем комбинирования двух абсорбирующих слоев, имеющих прерывистую структуру нанесения абсорбирующего материала, при этом получаемый в результате слой распределен в сущности равномерно по площади абсорбирующего полимерного материала в виде частиц, как, например, раскрыто в US 2008/0312622 A1 (Hundorf). Абсорбирующая сердцевина 28 может содержать, например, первый абсорбирующий слой и второй абсорбирующий слой, при этом первый абсорбирующий слой содержит первую основу 16 и первый слой абсорбирующего материала, который может представлять собой 100% SAP, и при этом второй абсорбирующий слой содержит вторую основу 16' и второй слой абсорбирующего материала, который также может представлять собой 100% SAP, и волокнистый термопластичный адгезивный материал, по меньшей мере частично скрепляющий каждый слой абсорбирующего материала с соответствующей ему основой.
Волокнистый термопластичный адгезивный материал может находиться по меньшей мере частично в контакте с абсорбирующим материалом на контактных участках, и по меньшей мере частично в контакте со слоем основы в областях соединения. Это обеспечивает в сущности трехмерную структуру волокнистого слоя термопластичного адгезивного материала, который сам по себе представляет в сущности двухмерную структуру относительно малой толщины, по сравнению с размерами в длину и в ширину. Таким образом, волокнистый термопластичный адгезивный материал может обеспечивать полости для укрывания абсорбирующего материала на контактном участке, и таким образом фиксирует этот абсорбирующий материал, который может представлять собой 100% SAP.
Суперабсорбирующий полимер (SAP)
Термин "суперабсорбирующие полимеры" ("SAP"), используемый в настоящем описании, относится к абсорбирующим материалам, которые представляют собой сшитые полимерные материалы, способные поглощать по меньшей мере в десять раз большее своего веса количество 0,9%-ного водного солевого раствора при измерении в соответствии с испытанием на удерживающую способность на центрифуге (CRC) (метод EDANA, WSP 241.2-05Е). Применимые SAP могут, в частности, характеризоваться значением CRC (удерживающая способность на центрифуге), составляющим более 20 г/г, или более 24 г/г, или от 20 до 50 г/г, или от 20 до 40 г/г, или от 24 до 30 г. SAP, применимые для настоящего изобретения, включают различные нерастворимые в воде, но набухающие в воде полимеры, способные поглощать большие количества текучих веществ.
Суперабсорбирующий полимер может быть в форме частиц, таким образом, являясь текучим в сухом состоянии. Типичные абсорбирующие полимерные материалы в форме частиц изготовлены из полимеров поли(мет)акриловой кислоты. Однако, также может быть использован, например, крахмальный полимерный абсорбирующий материал в форме частиц, наряду с сополимером полиакриламида, сополимером этиленмалеинового ангидрида, сшитой карбоксиметилцеллюлозой, сополимерами поливинилового спирта, оксидом сшитого полиэтилена, привитым сополимером крахмала и полиакрилонитрила. Суперабсорбирующий полимер может представлять собой полиакрилаты и полимеры полиакриловой кислоты, которые были сшиты внутри и/или на поверхности. Подходящие материалы описаны, например, в патентных РСТ заявках WO 07/047598 или, например, WO 07/046052, или, например, WO 2009/155265 и WO 2009/155264. В некоторых воплощениях подходящие суперабсорбирующие полимерные частицы могут быть получены с использованием производственных процессов, известных из уровня техники, таких, как более конкретно описанные в WO 2006/083584. Суперабсорбирующие полимеры предпочтительно сшиты внутри, т.е. полимеризация осуществляется в присутствии соединений, имеющих две или более полимеризуемые группы, которые могут быть свободнорадикально-сополимеризованы в полимерную сеть. Применимые сшиватели включают, например, этиленгликольдиметакрилат, диэтиленгликольдиакрилат, аллилметакрилат, триметилопропантриакрилат, триаллиламин, тетрааллилоксиэтан, как описано в документе EP-A 530438, ди- и триакрилаты, как описано в документах EP-A 547847, EP-A 559476, EP-A 632068, WO 93/21237, WO 03/104299, WO 03/104300, WO 03/104301 и DE-A 103 31 450, смешанные акрилаты, которые наряду с акрилатными группами включают дополнительные ненасыщенные этиленом группы, как описано в документах DE-A 10331456 и DE-A 10355401, или смеси сшивателей, как описано, например, в документах DE-A 19543368, DE-A 19646484, WO 90/15830, и WO 02/32962, а также сшиватели, описанные в документе WO 2009/155265.
SAP, применимые для настоящего изобретения, могут быть представлены в различном виде. Термин "частицы" относится к гранулам, волокнам, хлопьям, сферам, порошкам, пластинкам и другим формам суперабсорбирующих полимерных частиц, известным специалистам в данной области. В некоторых воплощениях частицы SAP могут быть в форме волокон, т.е., могут представлять собой продолговатые, игловидные суперабсорбирующие полимерные частицы. В таких воплощениях волокна из суперабсорбирующих полимерных частиц имеют малый размер (т.е., диаметр волокон), составляющий менее, чем приблизительно 1 мм, обычно менее чем 500 мкм, и предпочтительно менее чем 250 мкм, вплоть до 50 мкм. Длина волокон предпочтительно составляет от приблизительно 3 мм до приблизительно 100 мм. Волокна также могут быть в форме длинных нитей, которые могут быть сплетены.
Как правило, SAP представляют собой подобные сферическим частицы. В отличие от волокон, "подобные сферическим частицы" имеют размеры от максимального по длине до минимального с соотношением максимального по длине размера частицы к минимальному размеру частицы в диапазоне 1-5, где значение 1 соответствует идеально сферической частице, а 5 - предполагает некое отклонение от такой сферической формы частицы. Суперабсорбирующие полимерные частицы могут иметь размер частиц, составляющий менее 850 мкм, или от 50 до 850 мкм, предпочтительно от 100 до 710 мкм, предпочтительнее от 150 до 650 мкм, как было измерено согласно методу EDANA WSP 220.2-05. SAP, характеризующиеся относительно малым размером частиц, способствуют увеличению площади поверхности абсорбирующего материала, контактирующего с жидкими продуктами выделения, и, таким образом, обеспечивают быстрое абсорбирование жидких продуктов выделения.
SAP могут характеризоваться размером частиц в диапазоне от 45 мкм до 4000 мкм, в частности, распределением размера частиц в диапазоне от 45 мкм до приблизительно 2000 мкм, или от приблизительно 100 мкм до приблизительно 1000, 850 или 600 мкм. Распределение размера частиц материала в форме частиц может быть определено, как известно из уровня техники, например, с помощью сухого ситового анализа (EDANA 420.02 "Particle Size distribution").
Абсорбирующая сердцевина, как правило, содержит лишь один тип SAP, однако при этом не исключается, что может быть использована смесь из различных SAP. Свойства проницаемости суперабсорбирующего полимера для текучего вещества могут быть выражены в количественном виде с использованием показателя проницаемости для мочи UPM), как было измерено в испытании, раскрытом в европейской патентной заявке EP 12174117.7. Показатель UPM для SAP может составлять, например, по меньшей мере 10×10-7 см3⋅сек/г, или по меньшей мере 30×10-7 см3⋅сек/г, или по меньшей мере 50×10-7 см3⋅сек/г, или более, например, по меньшей мере 80 или 100×10-7 см3⋅сек/г. 25
см3⋅сек/г. Характеристики потока могут быть отрегулированы посредством изменения количества и распределения SAP, используемого во втором абсорбирующем слое.
В случае большинства абсорбирующих изделий выделения жидкости происходят в большинстве случаев в передней половине изделия, в частности, подгузника. Передняя половина изделия, как определено областью между передней кромкой и поперечной линией, расположенной на расстоянии половины длины от передней или задней кромки, может таким образом содержать большую часть абсорбирующей способности сердцевины. Таким образом, по меньшей мере 60% SAP или по меньшей мере 65%, 70%, 75% или 80% SAP может присутствовать в передней половине абсорбирующего изделия, а оставшаяся часть SAP располагается в задней половине абсорбирующего изделия.
Общее количество SAP, присутствующее в абсорбирующей сердцевине, может также варьироваться, в зависимости от предполагаемого пользователя. Подгузники для новорожденных могут требовать меньшего количества SAP, чем требуется для подгузников для младенцев или взрослых, страдающих недержанием. Количество SAP, содержащихся в абсорбирующей сердцевине, может составлять от приблизительно 5 до 60 г, в частности, от 5 до 50 г. Средняя поверхностная плотность SAP в пределах одной (или "по меньшей мере одной", если присутствуют несколько) области 8 нанесения SAP, может составлять, например, по меньшей мере 50, 100, 200, 300, 400, 500 или более г/м2. Области каналов, присутствующие в области 8 нанесения абсорбирующего материала, вычитают из области нанесения абсорбирующего материала для вычисления данного показателя средней поверхностной плотности.
Оболочка 16, 16' сердцевины
Оболочка сердцевины может быть изготовлена из одной основы, обернутой вокруг абсорбирующего материала, или может содержать две (или более) основ, соединенных друг с другом. Стандартные способы соединения представляют собой так называемую С-образную оболочку и/или многослойную оболочку. В случае С-образной оболочки, как показано в качестве примера на фиг. 2, продольная и/или поперечная кромки одной из основ согнуты поверх другой основы для формирования клапанов. Эти клапаны затем прикрепляют к внешней поверхности другой основы, как правило, посредством приклеивания.
Оболочка сердцевины может быть сформирована из любых материалов, подходящих для приема и удерживания абсорбирующего материала. Могут быть использованы стандартные материалы для основы, используемые для производства стандартных сердцевин, в частности, бумага, ткани, пленки, тканые или нетканые материалы, или ламинаты из любых этих материалов. Оболочка сердцевины, в частности, может быть образована нетканым полотном, таким как кардованный нетканый материал, нетканый материал, полученный по технологии спанбонд ("S") или нетканый материал, полученный по технологии мелтблаун ("М"), а также ламинаты из любых этих материалов. Например, подходящими являются нетканые полипропиленовые материалы, полученные по технологии спанмелт, в частности, материалы, имеющие структуру SMS или SMMS, или SSMMS ламината, а также характеризующиеся поверхностной плотностью в диапазоне приблизительно от 5 г/м2 до 15 г/м2. Подходящие материалы описаны, например, в документах US 7,744,576, US 2011/0268932 A1, US 2011/0319848 А1 или US 2011/0250413 A1. Могут быть использованы нетканые материалы, производимые из синтетических волокон, таких как, РЕ, PET и, в частности, РР волокна.
Если оболочка сердцевины содержит первую основу 16 и вторую основу 16', то эти основы могут быть изготовлены из одинакового материала или различных материалов, или одна из основ может быть обработана по другому, в сравнении с другой основой, для обеспечения различных свойств. Поскольку полимеры, используемые для изготовления нетканых материалов, являются гидрофобными по своей природе, их предпочтительно покрывают гидрофильными покрытиями в случае их размещения на принимающей текучее вещество стороне абсорбирующей сердцевины. Предпочтительно, чтобы верхняя сторона оболочки сердцевины, т.е., сторона в абсорбирующем изделии, располагаемая ближе к пользователю, была более гидрофильной, чем нижняя сторона оболочки сердцевины. Одним возможным способом изготовления нетканых материалов со стойкими гидрофильными покрытиями является изготовление посредством нанесения гидрофильного мономера и катализатора радикальной полимеризации на нетканый материал и осуществления полимеризации, активируемой УФ излучением, в результате чего мономер химически приклеивается к поверхности нетканого материала. Альтернативным возможным способом изготовления нетканых материалов со стойкими гидрофильными покрытиями является покрытие нетканого материала гидрофильными наночастицами, например, как описано в документе WO 02/064877.
Оболочка сердцевины может также быть сформирована одной основой, которая может заключать в себе, как в обертке для посылок, абсорбирующий материал, и быть скреплена, например, вдоль передней стороны и задней стороны сердцевины и одного продольного шва.
Область 8 нанесения абсорбирующего материала
Область 8 нанесения абсорбирующего материала может быть определена периферией слоя, сформированного абсорбирующим материалом 60 в оболочке сердцевины, как можно увидеть на верхней стороне абсорбирующей сердцевины. Область 8 нанесения абсорбирующего материала может принимать различные формы, в частности, так называемую форму "жевательной кости" или "песочных часов", которая характеризуется сужением вдоль ее ширины в направлении средней области или области "промежности" сердцевины. Таким образом, область нанесения абсорбирующего материала может иметь относительно малую ширину в области сердцевины, предназначенной для размещения в области промежности абсорбирующего изделия. Это может обеспечить, например, лучший комфорт при носке. Таким образом, область 8 нанесения абсорбирующего материала может иметь ширину (измеренную в поперечном направлении) в ее самом узком месте менее приблизительно 100 мм, 90 мм, 80 мм, 70 мм, 60 мм, или даже менее приблизительно 50 мм. Наименьшая ширина может также быть, например, по меньшей мере на 5 мм или по меньшей мере на 10 мм меньше, чем ширина области нанесения в ее наибольшей точке в передней и/или задней частях области 8 нанесения. Область 8 нанесения абсорбирующего материала может также быть в сущности прямоугольной, например, как показано на фиг. 1, которая может быть более простой в изготовлении, чем сердцевины других форм.
Абсорбирующий материал может быть нанесен с применением известных способов, которые могут обеспечить относительно точное нанесение SAP на относительно высокой скорости. В частности, может быть использована технология нанесения SAP с помощью печати, как раскрыто в US 2006/24433 (Blessing), US 2008/0312617 (Hundorf et al.) и US 2010/0051166 A1 (Hundorf et al.). При таком способе используется печатный цилиндр для нанесения SAP на основу, расположенную на решетке опоры, которая может включать в себя множество поперечин, протяженных в сущности параллельно друг к другу и пространственно разнесенных друг с другом таким образом, чтобы формировать каналы, протяженные между множеством поперечин. Эта технология обеспечивает высокоскоростное и высокоточное нанесение SAP на основу. Каналы абсорбирующей сердцевины могут быть сформированы, например, посредством изменения структуры решетки и принимающих барабанов таким образом, чтобы SAP не наносился в определенных областях для формирования областей в форме каналов, не содержащих абсорбирующего материала. В заявке ЕР №11169396.6 такая модификация раскрыта более подробно.
Каналы 26, 26'
Область 8 нанесения абсорбирующего материала может опционально содержать по меньшей мере один канал 26, который по меньшей мере частично ориентирован в продольном направлении изделия 80, как показано в качестве примеров на фиг. 1 и фиг. 2. Далее, множественная форма "каналы" будет использоваться для обозначения "по меньшей мере одного канала". Каналы могут иметь длину, проецируемую на продольную ось 80 изделия, которая составляет по меньшей мере 10% длины L изделия. Каналы могут быть сформированы различными способами. Например, каналы могут быть сформированы в виде зон в области нанесения абсорбирующего материала, которые могут в сущности не содержать абсорбирующий материал, в частности SAP. Кроме того, или альтернативно, канал(ы) могут также быть сформированы с помощью сплошного или прерывистого присоединения верхней стороны оболочки сердцевины к нижней стороне оболочки сердцевины через область нанесения абсорбирующего материала. Каналы предпочтительно могут быть непрерывными, однако также не исключается, что каналы могут быть прерывистыми. Примеры абсорбирующей сердцевины, содержащей каналы, раскрыты в WO 2012170808 (Kreuzer), WO 2012170781 (Kreuzer), WO 2012170779 (Rosati), WO 2012170778 (Rosati). Поглотительно-распределительная система или любой подслой между верхним листом и слоем абсорбирующей сердцевины, или другой слой изделия может также содержать каналы, которые могут соответствовать или не соответствовать каналам абсорбирующей сердцевины.
Каналы могут, в частности, присутствовать по меньшей мере на одном продольном уровне с точкой C промежности в абсорбирующем изделии, как показано на фиг. 1, с двумя протяженными в продольном направлении каналами 26, 26'. Каналы могут также быть протяженными от области промежности или присутствовать в передней области и/или задней области изделия. Абсорбирующая сердцевина 28 может также содержать более двух каналов, например, по меньшей мере 3, или по меньшей мере 4, или по меньшей мере 5, или по меньшей мере 6. В задней области или передней области абсорбирующей сердцевины также могут присутствовать, например, более короткие каналы. Каналы могут содержать одну или более пар каналов, расположенных симметрично относительно продольной оси 80.
Каналы могут быть протяжены в сущности в продольном направлении, что как правило означает, что каждый канал протяжен в большей степени в продольном направлении, чем в поперечном направлении, и, как правило, по меньшей мере в два раза больше в продольном направлении, чем в поперечном направлении (при измерении после проецирования на соответствующую ось). В некоторых воплощениях в сердцевине нет каналов, протяженных в поперечном или в сущности поперечном направлении. Кроме того, для снижения риска утечек текучего вещества, продольные основные каналы, как правило, не простираются до любой из кромок области нанесения абсорбирующего материала, и, таким образом, полностью заключены внутри области нанесения абсорбирующего материала сердцевины. Как правило, наименьшее расстояние между каналом и ближайшей кромкой области нанесения абсорбирующего материала составляет по меньшей мере 5 мм.
Каналы могут иметь ширину Wc вдоль по меньшей мере части их длины, составляющую, например, по меньшей мере 2 мм, или по меньшей мере 3 мм, или по меньшей мере 4 мм, до, например 20 мм, или 16 мм, или 12 мм. Ширина канала может быть постоянной на протяжении в сущности всей длины канала, или она может варьироваться вдоль его длины. Если каналы сформированы зонами, не содержащими абсорбирующего материала, в области нанесения абсорбирующего материала, под шириной каналов подразумевают ширину зоны, не содержащей абсорбирующего материала, не учитывая возможное наличие оболочки сердцевины внутри каналов. Если каналы сформированы не зонами, не содержащими абсорбирующего материала, а, например, преимущественно путем присоединения оболочки сердцевины через зону абсорбирующего материала, тогда ширина каналов - это ширина данного соединения.
По меньшей мере некоторые или все каналы предпочтительно представляют собой постоянные каналы, что подразумевает, что их целостность по меньшей мере частично поддерживается как в сухом, так и в мокром состоянии. Постоянные каналы могут быть получены посредством обеспечения одного или более адгезивных материалов, например, волокнистого слоя из адгезивного материала или конструкционного геля, который способствует адгезии, например, основы с абсорбирующим материалом в стенках канала. Постоянные каналы, в частности, могут также быть сформированы вследствие прикрепления верхней стороны и нижней стороны оболочки сердцевины (т.е. первой основы 16 и второй основы 16') вместе через каналы. Как правило, для скрепления обеих сторон оболочки сердцевины через каналы может быть использован адгезив, однако возможно также скрепление другими известными способами, например, посредством скрепления давлением, ультразвуковой сварки, термического скрепления или сочетания данных способов. Оболочка сердцевины может быть скреплена сплошным или прерывистым образом вдоль каналов. Каналы могут преимущественно оставаться или становиться видимыми по меньшей мере через верхний лист и/или нижний лист, когда абсорбирующее изделие полностью заполнено текучим веществом.
Поглотительно-распределительная система 50
Абсорбирующие изделия согласно настоящему изобретению могут содержать поглотительно-распределительный слой или систему 50 (в настоящем описании "ADS"). Работа ADS заключается в быстром поглощении текучего вещества и распределения его по абсорбирующей сердцевине эффективным образом. ADS может содержать один, два или более слоев, которые могут формировать цельный слой или могут оставаться в виде отдельных слоев, которые могут быть соединены друг с другом. В примерах ниже ADS содержит два слоя: распределительный слой 54 и поглощающий слой 52, расположенные между абсорбирующей сердцевиной и верхним листом, однако настоящее изобретение не ограничивается данным примером.
Как правило, ADS не содержит SAP, поскольку это может замедлить поглощение и распределение текучего вещества. В уровне техники раскрыто много видов поглотительно-распределительных систем, см., например, WO 2000/59430 (Daley), WO 95/10996 (Richards), US 5,700,254 (McDowall), WO 02/067809 (Graef). ADS может содержать, хотя и не обязательно, два слоя: распределительный слой и поглощающий слой, которые будут рассмотрены далее более подробно.
Распределительный слой 54
Распределительный слой может содержать, например, сшитые целлюлозные волокна в количестве по меньшей мере 50% по весу. Сшитые целлюлозные волокна могут быть сжатыми, сплетенными или завитыми, или их комбинациями, включая сжатые, сплетенные и завитые. Материал такого типа применялся в прошлом в одноразовых подгузниках в виде части поглощающей системы, см, например, US 2008/0312622 A1 (Hundorf). Сшитые целлюлозные волокна обеспечивают более высокую эластичность и, таким образом, более высокую сопротивляемость первого абсорбирующего слоя сжатию в упаковке для продукта или в условиях использования, например, под весом ребенка. Это обеспечивает сердцевину большей пористостью, проницаемостью и способностью абсорбирования жидкостей, и, таким образом, уменьшенным протеканием и увеличенной сухостью.
Примеры химически сшитых целлюлозных волокон, подходящих для распределительного слоя, раскрыты в US 5,549,791, US 5,137,537, WO 9534329 или US 2007/118087. Примеры сшивающих агентов включают поликарбоновые кислоты, такие как лимонная кислота и/или полиакриловые кислоты, такие как сополимеры акриловой и малеиновой кислот. Например, сшитые целлюлозные волокна могут содержать сшивающий агент на основе С2-С9 поликарбоновой кислоты в количестве от приблизительно 0,5 моль % до приблизительно 10,0 моль %, исходя из молярной концентрации агдидроглюкозы в целлюлозе, прореагировавший с указанными волокнами в форме внутренневолоконной сложноэфирной поперечной связи.
Распределительный слой, содержащий сшитые целлюлозные волокна согласно настоящему изобретению может содержать другие волокна, однако этот слой может преимущественно содержать по меньшей мере 50%, или 60%, или 70%, или 80%, или 90%, или даже до 100% по весу слоя, сшитых целлюлозных волокон (включая сшивающие агенты). Примеры такого смешанного слоя сшитых целлюлозных волокон могут содержать приблизительно 70% по весу химически сшитых целлюлозных волокон, приблизительно 10% по весу полиэфирного (PET) волокна и приблизительно 20% необработанных целлюлозных волокон. В другом примере слой сшитых целлюлозных волокон может содержать приблизительно 70% по весу химически сшитых целлюлозных волокон, приблизительно 20% по весу лиоцелл-волокон и приблизительно 10% по весу PET волокон. В другом примере слой может содержать приблизительно 68% по весу химически сшитых целлюлозных волокон, приблизительно 16% по весу необработанных целлюлозных волокон и приблизительно 16% по весу PET волокон. В другом примере слой сшитых целлюлозных волокон может содержать от приблизительно 90-100% по весу химически сшитых целлюлозных волокон.
Распределительный слой 54 может представлять собой материал, характеризующийся водоудерживающей способностью в диапазоне от 25 до 60, предпочтительно от 30 до 45 единиц, как было измерено в соответствии с процедурой, раскрытой в US 5,137,537.
Распределительный слой может, как правило, характеризоваться средней поверхностной плотностью от 30 до 400 г/м2, в частности от 100 до 300 г/м2. Плотность распределительного слоя может варьироваться в зависимости от сжатия изделия, однако она может находиться в диапазоне от 0,03 до 0,15 г/см3, в частности от 0,08 до 0,10 г/см3, при силе сжатия 0,30 фунт./кв. дюйм (2,07 кПа). Распределительный слой также может характеризоваться профилированным распределением поверхностной плотности, в частности, с более высокой поверхностной плотностью в передней области и области промежности, по сравнению с нижней областью изделия. Поглощающий слой 52
ADS может содержать поглощающий слой 52. Поглощающий слой может быть расположен между распределительным слоем 54 и верхним листом 24. Поглощающий слой 52, как правило, может представлять собой или может содержать нетканый материал, например материал SMS или SMMS, содержащий слой, полученный по технологии спанбонд, слой, полученный по технологии мелтблаун и дополнительный слой, полученный по технологии спанбонд, или, альтернативно, кардованный химически связанный нетканый материал. Нетканый материал может быть связан, в частности, с помощью латекса. Примеры верхних поглощающих слоев 52 раскрыты в US 7,786,341. Могут быть использованы кардованные, связанные каучуком нетканые материалы, в частности, в которых используемые волокна представляют собой жесткие круглые или круглые полые штапельные PET волокна (50/50 или 40/60 смесь волокон толщиной 6 денье и 9 денье). Примером связующего может быть бутадиеновый/стирольный латекс. Нетканые материалы обладают преимуществом, которое заключается в том, что они могут быть изготовлены вне преобразующей линии и храниться и использоваться в виде рулона материала.
Другие применимые нетканые материалы описаны в патенте США №6,645,569 (Cramer et al.), патенте США №6,863,933 (Cramer et al.), патенте США №7,112,621 (Rohrbaugh et al.), а также в одновременно рассматриваемых патентных заявках US 2003/148684 (Cramer et al.), и US 2005/008839 (Cramer et al.).
Поглощающий слой 52 может быть стабилизирован посредством латексного связующего, например, стирол-бутадиенового латексного связующего (СБ-латекс). Способы получения таких структур известны, например, из документа ЕР 149880 (Kwok) и US 2003/0105190 (Diehl et al.). В определенных воплощениях связующее может присутствовать в поглощающем слое 52 в количестве, превышающем приблизительно 12%, приблизительно 14% или приблизительно 16% по весу. СБ- доступен под торговой маркой GENFLO™ 3160 (OMNOVA Solutions Inc.; Акрон, Огайо).
Дополнительный поглощающий слой может быть использован в дополнение к первому поглощающему слою, описанному выше. Например, слой ткани может быть расположен между первым поглощающим слоем и распределительным слоем. Ткань может характеризоваться улучшенными капиллярными распределительными свойствами, по сравнению с поглощающим слоем, описанным выше. Ткань и первый поглощающий слой могут быть одного размера, или они могут быть разного размера, например, слой ткани может быть протяжен дальше в заднюю часть абсорбирующего изделия, чем первый поглощающий слой. Один из примеров гидрофильной ткани представляет собой ткань с плотностью 13-15 г/м2, характеризующуюся высокой влагостойкостью, изготовленную из целлюлозных волокон от поставщика Havix.
Система крепления 42-44
Абсорбирующее изделие может включать систему крепления. Система крепления может быть использована для обеспечения натяжений по бокам вокруг окружности абсорбирующего изделия для удерживания абсорбирующего изделия на пользователе, что характерно для подгузников с ленточным креплением. Такая система крепления не обязательна для изделий в виде трусов для приучения к горшку, поскольку область талии таких изделий уже соединена. Система крепления обычно содержит крепежные элементы, такие как ушки в виде ленты липучки, крепежные компоненты в виде крючков и петелек, взаимнозацепляющиеся крепежные элементы, такие как выступы и прорези, застежки, пуговицы, кнопки и/или гибридные крепежные компоненты, хотя в сущности также приемлемы любые другие известные крепежные механизмы. Зона 44 крепления обычно обеспечена на передней области талии для разъемного крепления к ней крепежного элемента 42. Некоторые примеры систем поверхностного крепления раскрыты в US 3,848,594, US 4,662,875, US 4,846,815, US 4,894,060, US 4,946,527, US 5,151,092 и US 5,221,274 (Buell). Один из примеров системы крепления с взаимнозацепляющимися элементами раскрыт в патенте США №6,432,098. Система крепления также может обеспечивать средства для удерживания изделия в конфигурации для утилизации, как раскрыто в US 4,963,140 (Robertson et al.).
Система крепления также может включать основную и вспомогательную системы крепления, как раскрыто в US 4,699,622, для уменьшения сдвига перекрывающихся частей или для улучшения прилегания, как раскрыто в US 5,242,436, US 5,499,978, US 5,507,736 и US 5,591,152.
Передние и задние язычки 46, 40
Как известно из уровня техники, абсорбирующее изделие может содержать передние язычки 46 и задние язычки 40. Язычки могут представлять собой неотъемлемую часть основания, например, они могут быть сформированы от верхнего листа и/или нижнего листа в виде боковой панели. Альтернативно, как показано на фиг. 1, они могут представлять собой отдельные элементы, прикрепленные посредством приклеивания с помощью адгезива, нанесенного в виде полоски или спирали, и/или штампования горячим способом, или скрепления давлением. Задние язычки 40 предпочтительно могут быть тянущимися для облегчения прикрепления ушек 42 к зоне 40 крепления и удерживания подгузников с липучками на месте вокруг талии пользователя. Задние язычки 40 также могут быть эластичными или тянущимися для обеспечения более комфортной и прилегающей посадки изделия посредством изначально соответствующей посадки абсорбирующего изделия на пользователя и успешного поддерживания такой посадки в течение определенного промежутка времени после заполнения абсорбирующего изделия продуктами выделения, поскольку эластичные язычки позволяют сторонам абсорбирующего изделия удлиняться и укорачиваться.
Эластичный элемент в области талии
Абсорбирующее изделие может также содержать по меньшей мере один эластичный элемент в области талии (не показан), который помогает в обеспечении улучшенной посадки изделия и улучшенного удерживания продуктов выделения. Эластичный элемент в области талии в сущности предназначен для эластичного удлинения и укорачивания с целью динамического прилегания к талии пользователя. Эластичный элемент в области талии предпочтительно простирается по меньшей мере в продольном направлении наружу по меньшей мере от одной кромки области талии абсорбирующей сердцевины 28 и в сущности формирует по меньшей мере часть концевой кромки абсорбирующего изделия. Одноразовые подгузники могут быть сконструированы таким образом, чтобы они имели два эластичных элемента в области талии - один, расположенный в передней области, и один, расположенный в задней области талии. Эластичный элемент в области талии может быть сконструирован в виде различных конфигураций, включая конфигурации, описанные в US 4,515,595, US 4,710,189, US 5.151.092 и US 5,221,274.
Взаимосвязь между слоями
Как правило, смежные слои и компоненты могут быть соединены с использованием стандартного способа соединения, такого как нанесение адгезивного покрытия посредством нанесения в виде полосок или посредством нанесения на всю или часть поверхности слоя, или термическое соединение, или соединение давлением, или сочетание данных способов. Такое соединение не представлено на фигурах (за исключением зоны скрепления и области нанесения адгезива) в целях ясности и разборчивости, однако следует предполагать, что такое соединение присутствует между слоями изделия, кроме тех случаев, когда оно намеренно исключено. Для улучшения адгезии различных слоев, например, между нижним листом и оболочкой сердцевины могут быть использованы адгезивы. Не исключено, что вспомогательный клей, например, нанесенный в виде спиральной структуры, используется по всему нижнему листу и, таким образом, дополнительно прикрепляет нижний лист к верхнему листу по периферии (бока, перед и зад) изделия. Клей может представлять собой любой стандартный термоплавкий клей, известный из уровня техники.
Способ изготовления изделий
Изделия, описанные выше, могут быть изготовлены с помощью любых подходящих способов. При процессе изготовления в реальном времени направление обработки (MD) может быть, как правило, параллельно продольной оси 80 изделия, а поперечное направление (CD) - параллельно боковой оси 90. Конкретный способ может содержать этапы, на которых:
- прикрепляют полотно нетканого барьерного материала 110 к верхнему листу посредством множества механических и/или термических скреплений 70 по меньшей мере в области промежности абсорбирующего изделия, при этом указанные множество механических и/или термических скреплений определяют протяженную в продольном направлении область 71 скрепления, характеризующуюся шириной W1; и
- прикрепляют нижний лист к верхнему листу по меньшей мере в области промежности абсорбирующего изделия посредством нанесения адгезива между этими слоями.
Для адгезива может быть характерна целевая область нанесения, при этом чтобы адгезив покрывал по меньшей мере 20% области 70 скрепления между верхним листом и полотном нетканого барьерного материала, если адгезив нанесен без смещения вбок. Адгезив также может быть нанесен в виде некоторой структуры таким образом, чтобы требуемое покрытие в реальной области нанесения адгезива также присутствовало, если процесс нанесения адгезива характеризуется допустимым боковым отклонением по меньшей мере до 4 мм (т.е. влево или вправо, если изделие ориентировано, как показано на фиг. 1).
Этап прикрепления полотна нетканого барьерного материала к верхнему листу может осуществляться предпочтительно перед этапом прикрепления нижнего листа к верхнему листу таким образом, чтобы адгезив контактировал непосредственно с областью 71 механического и/или термического скрепления при скреплении этих трех слоев. Адгезив может быть нанесен на любой из прикрепляемых слоев, однако он предпочтительно может быть нанесен на уже прикрепленные верхний лист / полотно из нетканого барьерного материала, как правило со стороны верхнего листа. Это может уменьшить нестабильность по бокам по сравнению с нанесением адгезива на нижний лист. Целевая область нанесения предпочтительно может быть отцентрована с боковым смещением на области механического скрепления.
Остальные абсорбирующие изделия могут быть собраны с помощью любых стандартных способов, известных из уровня техники. В частности, изделия могут быть изготовлены вручную или промышленным способом на высокой скорости. Верхний лист 24, нижний лист 25, абсорбирующая сердцевина 28 и другие компоненты изделия могут быть собраны в виде множества хорошо известных конфигураций, в частности, например, посредством склеивания, механического скрепления, штампования горячим способом и комбинаций данных способов. Примеры конфигураций подгузников в сущности описаны в US 3,860,003, US 5,221,274, US 5,554,145, US 5,569,234, US 5,580,411 и US 6,004,306.
Экспериментальные данные
Приведенные в настоящем документе значения измеряют в соответствии со способами, раскрытыми в настоящем документе ниже, если не указано иное. Все измерения проводят при температуре 21±2°C и относительной влажности (RH) 50±20%, если не указано иное. Все образцы должны быть выдержаны по меньшей мере 24 часа в этих условиях для уравновешивания перед проведением испытаний, если не указано иное.
Оценка на образование отверстий
Следующие материалы были скомбинированы с использованием механического скрепления, при этом структура скрепления содержала расположенные вразбежку овальные скрепления с формой, как показано на фигурах. Ширина W1 области механического скрепления составляла приблизительно 3 мм. Испытуемые образцы представляли собой образцы на основе РР:
В: белое полотно из спанбонда с поверхностной плотностью 12 г/м2, поставляемой компанией Polymer Group Inc (PGI);
С: материал SMS (6/1/6) с поверхностной плотностью 13 г/м2, поставляемый компанией PGI;
D: спанбонд с поверхностной плотностью 22 г/м2, поставляемый компанией Fiberweb Washogal;
F: хорошо тянущийся спанбонд (HESB) с поверхностной плотностью 30 г/м2, поставляемый компанией First Quality Nonwovens;
G: материал SMNS (5.5/1/1/5.5) с поверхностной плотностью 13 г/м2 со слоем из N-волокон (изготовлен на опытной линии).
Материалы С, F и G подходят для применения в качестве верхнего листа (после обработки поверхностно-активным веществом для обеспечения гидрофильных свойств), тогда как материалы В, D и F подходят для применения в качестве нетканого барьерного материала для барьерных ножных манжет.
Получаемые в результате механические скрепления были проинспектированы с использованием фотоаппарата и программной системы обработки изображений для измерения количества отверстий и количества скреплений, содержащих отверстия. Количество отверстий и процентное содержание скреплений с отверстиями были нормализованы для соответствия одному метру скрепляемых материалов.

38

Как можно заметить, во всех комбинациях материалов, характеризующихся поверхностной плотностью менее 50 г/м2, в области скрепления были сформированы микро и макроотверстия. Изобретатели неожиданно обнаружили, что даже в лабораторных контролируемых условиях было невозможно определить правильные параметры способа и настройки органов управления для надежного предотвращения образования отверстий между нетканым верхним листом и неткаными манжетами при совокупной поверхностной плотности ниже 50 г/м2.
Оценка барьерной функции
Барьерную функцию оценивали на основании сравнения адгезивного скрепления, состоящего из трех линейных полосок адгезива, отцентрованных с боковым смещением на механических скреплениях (подобно фиг. 7), с контрольным образцом с полосками из адгезива, расположенными снаружи области механического скрепления. Механическое скрепление имело ширину 3 мм со структурой, показанной на фиг. 7.
Механически скрепляемые материалы представляли собой барьерную манжету из материала SMS (7/1/7) с поверхностной плотностью 15 г/м2 от компании First Quality Nonwovens Inc и верхний лист из спанбонда, обработанного гидрофильными веществами, с поверхностной плотностью 12 г/м2 от компании PGI. Адгезив HL-3166 от компании Fuller наносили между механически скрепленными скомбинированной барьерной манжетой и верхним листом, и пленочным материалом нижнего листа с поверхностной плотностью 16 г/м2 от компании RKW Group, как раскрыто в описании ниже.
Образец 1: Испытывали с использованием 5 полосок из адгезива Fuller с поверхностной плотностью 10 г/м2, при этом полоски шириной 1 мм наносили на расстоянии 1 мм друг от друга снаружи внешней кромки механической области скрепления (адгезив присутствовал в, но не покрывал область W2). Ближайшая полоска находилась на расстоянии приблизительно 3 мм от области скрепления.
Образец 2: Полоски из адгезива Fuller с поверхностной плотностью 5 г/м2 шириной 1 мм наносили на расстоянии 1 мм друг от друга, центровали ниже области механического скрепления нетканых материалов скомбинированной барьерной манжеты и верхнего листа, и пленки нижнего листа (как на фиг. 7).
Образец 3: Так же, как и для образца 2, но адгезив Fuller наносили с поверхностной плотностью 10 г/м2.
При испытании барьерных свойств манжеты измеряют количество раствора (0,9 вес. % NaCl с 0,3 вес. % холата натрия, с поверхностным натяжением 46,5-49,5 мН/м), просочившегося через образец барьерной ножной манжеты за 30 секунд. Полоску длиной 178 мм из скомбинированных барьерной манжеты, верхнего листа и нижнего листа, как и в случае приготовления рассмотренного выше образца, располагали в плоскости, расположенной под углом 45° с помощью акрилового держателя, предназначенного для поддержания барьерной манжеты под углом 90 градусов относительно указанной плоскости, моделирую таким образом полностью отогнутый барьер. 60 мл раствора холата натрия наносили сверху на барьерную манжету до достижения высоты 26 мм, и записывали количества раствора, просочившегося за 30 секунд через барьерную манжету.
Количество раствора, просочившегося через манжету за 30 секунд, приведено ниже:

Увеличение поверхностной плотности клея улучшает изолирующие свойства шва. Однако, более высокая поверхностная плотность также требует больших денежных затрат. Принято считать, что адгезивные линии, которые не покрывают область скрепления, являются неэффективными в плане препятствования протеканию текучего вещества.
Прочее
Размеры и значения, раскрытые в данном описании, не следует понимать, как строго ограниченные указанными точными численными значениями. Наоборот, если не указано иначе, каждый такой размер следует подразумевать и как указанное значение, и как функционально эквивалентный диапазон, охватывающий данное значение. Например, размер, указанный как "40 мм", следует понимать, как "приблизительно 40 мм".
Реферат
Абсорбирующее изделие (20) для личной гигиены, имеющее обращенную к телу поверхность и противоположную, обращенную к одежде поверхность, при этом указанное изделие имеет переднюю область (Z1), заднюю область (Z3) и промежуточную область (Z2) промежности. Абсорбирующее изделие содержит на каждой продольной стороне уплотняющую манжету (32) и барьерную ножную манжету (34), сформированную из одного и того же полотна нетканого барьерного материала (110). Полотно нетканого барьерного материала прикреплено по меньшей мере в области (Z2) промежности к верхнему листу посредством множества механических и/или термических скреплений (70), при этом указанное множество механических и/или термических скреплений в области промежности определяет протяженную в продольном направлении область (71) скрепления, характеризующуюся шириной W1. Адгезив (75) скрепляет в области промежности верхний лист с нижним листом таким образом, что адгезив покрывает по меньшей мере 20% области скрепления, что также характерно для случая, когда адгезив условно смещен вбок на любое расстояние до 4 мм. 2 н. и 17 з.п. ф-лы, 11 ил.
Комментарии