Автоматическая многофункциональная галтовочная машина - RU2075372C1
Код документа: RU2075372C1
Чертежи

Описание
Изобретение относится к чистовой поверхностной обработке различного типа деталей, в частности касается полностью автоматической многофункциональной барабанной галтовочной машины.
Известна галтовочная машина, содержащая револьверную головку, вращательно установленную на валу, и большое число барабанов, вращательно закрепленных на соответствующих валах, установленных на револьверной головке, перпендикулярно ее валу.
С целью обеспечения осевого и орбитального вращений барабанов, тем самым подвергая находящиеся в этих барабанах детали чистовой поверхностной обработке, как то полированию, фрезерованию, снятию заусенцев и т.п. за счет взаимодействия с абразивной средой или любыми химическими составами, которые также находятся в барабанах, при этом улучшение состоит в том, что имеется одна машина, обеспечивающая большое число функций вращающееся галтование, галтование с центробежным потоком, вращающееся галтование под действием большой результирующей силы (это в дальнейшем будет называться "сильно вращающееся галтование") и вращающееся галтование под действием центробежной силы. Эти различные типы операций могут выбираться в зависимости от конкретных требований, предъявляемых к обрабатываемой детали, и этот выбор может осуществляться за счет изменения определенных параметров, как то числа оборотов револьверной головки и/или число оборотов барабанов, которые были ранее определены и хранятся в любом подходящем контроллере последовательности. Это устраняет необходимость иметь в конструкции машины несколько узлов, соответствующих различным типам операций. Кроме того, любая подходящая ЭВМ, например микроЭВМ, может управлять взаимодействующими операциями машины, как то выбором и подачей абразивной среды в каждый барабан, работой машины для чистовой обработки деталей и отделением готовых деталей и абразивной среды, использовавшейся вместе с деталями.
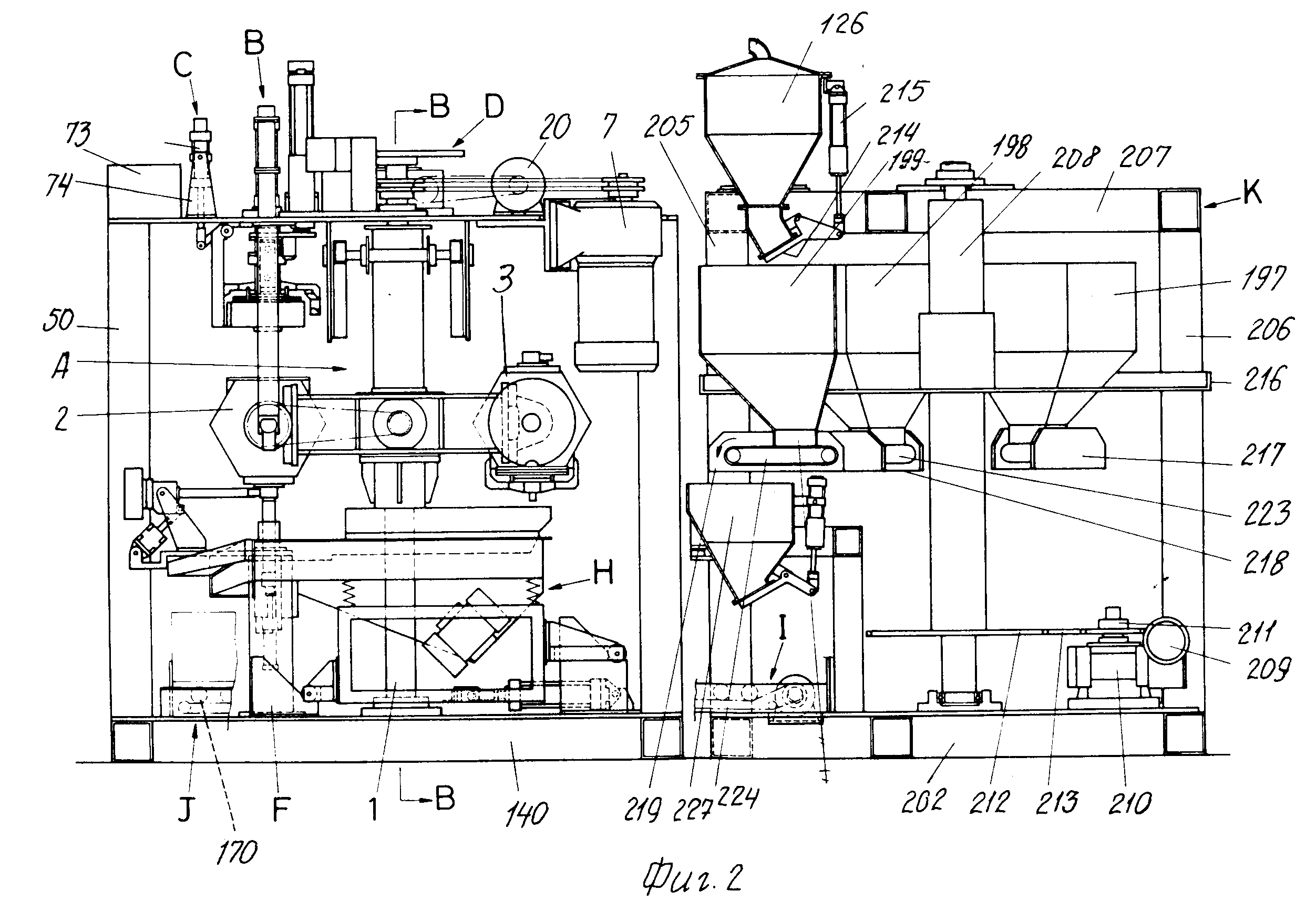
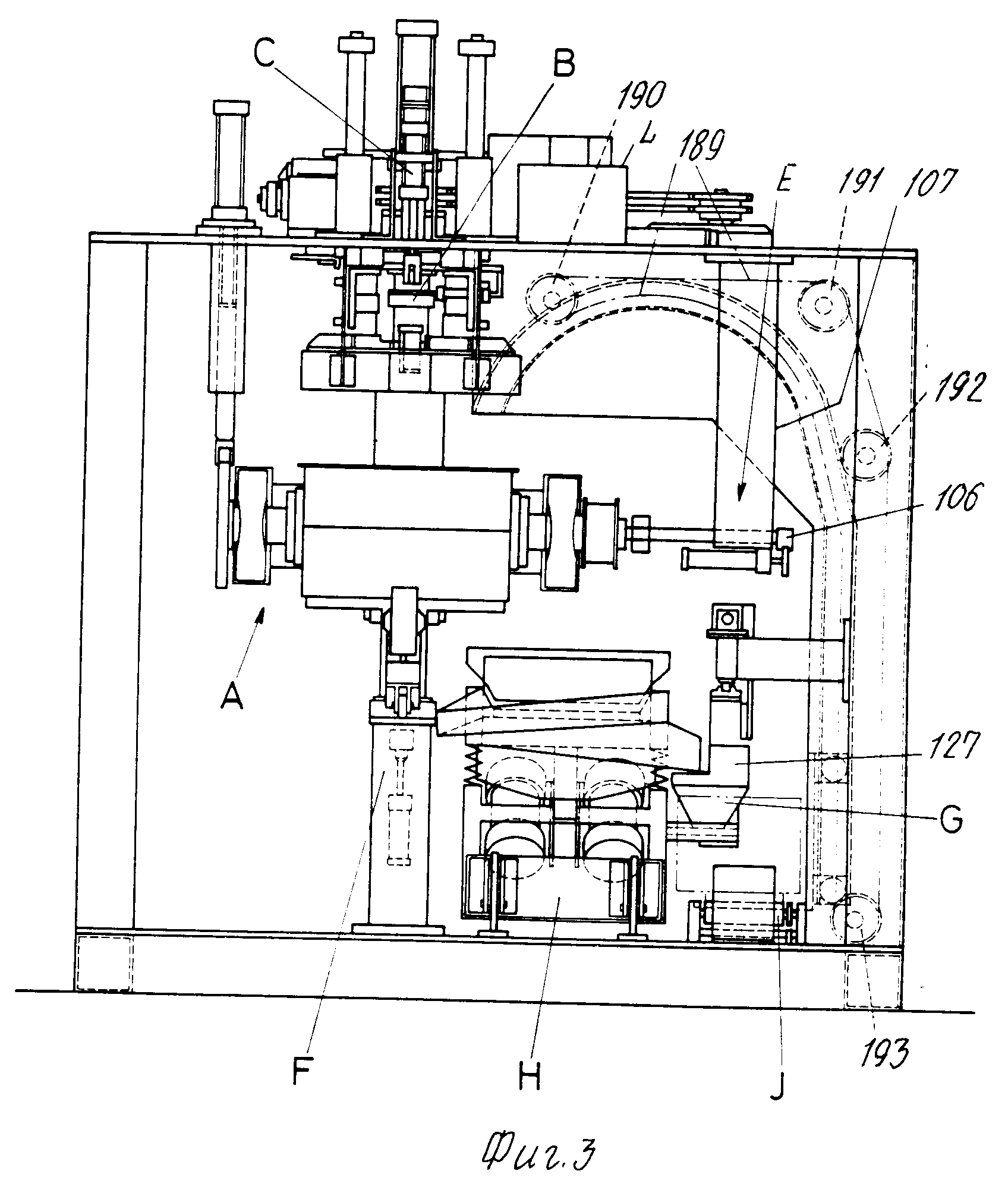
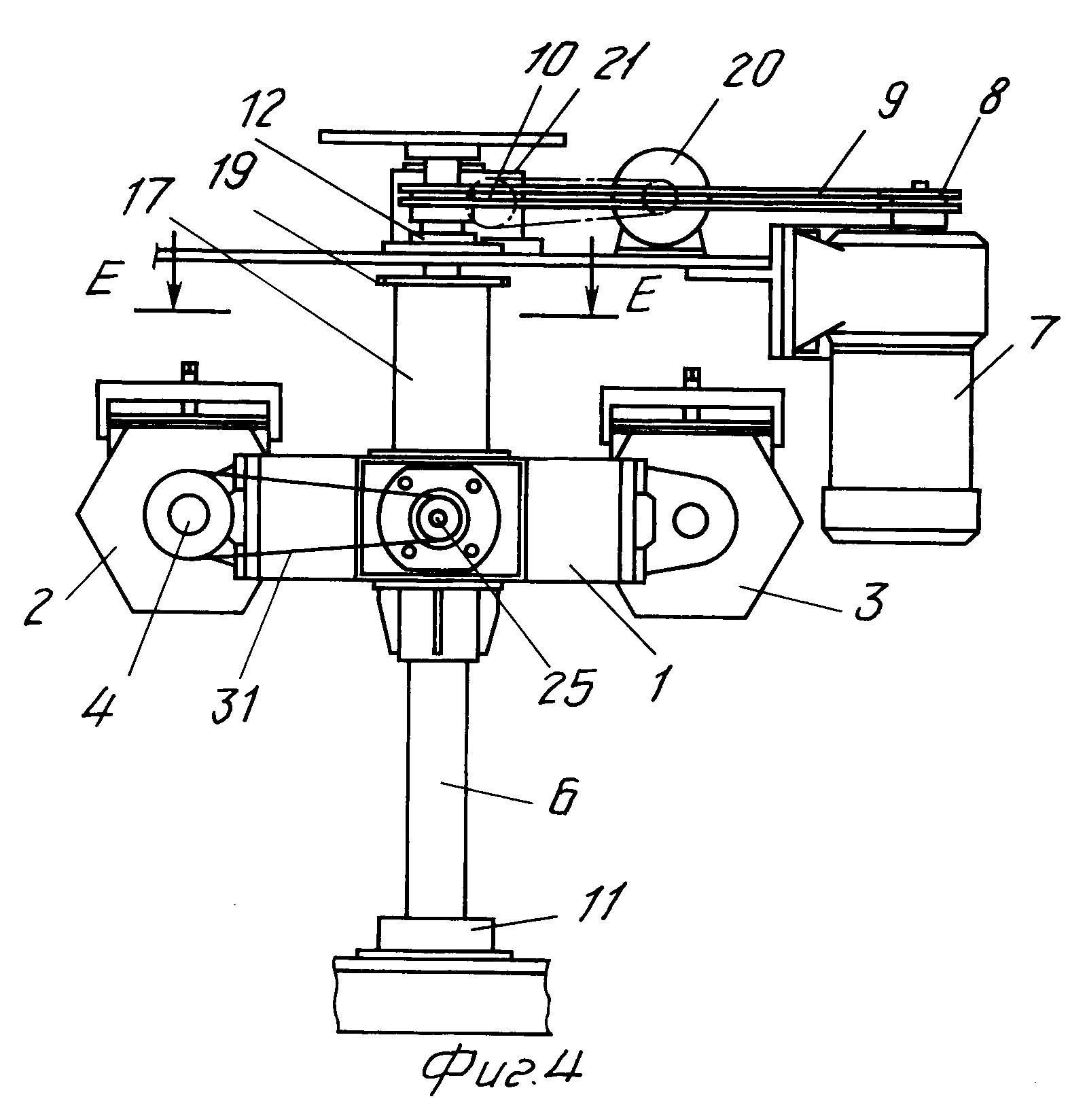
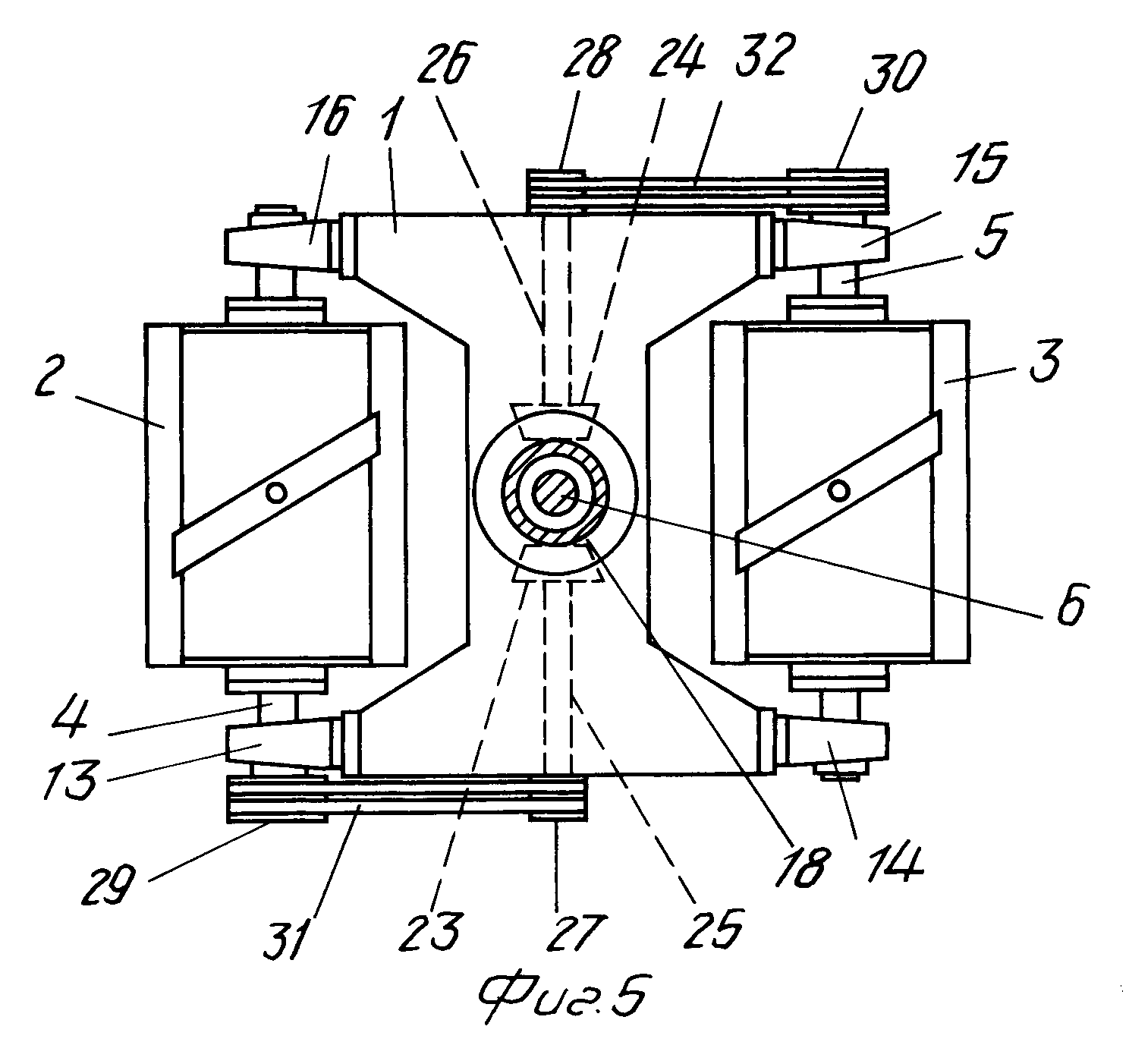
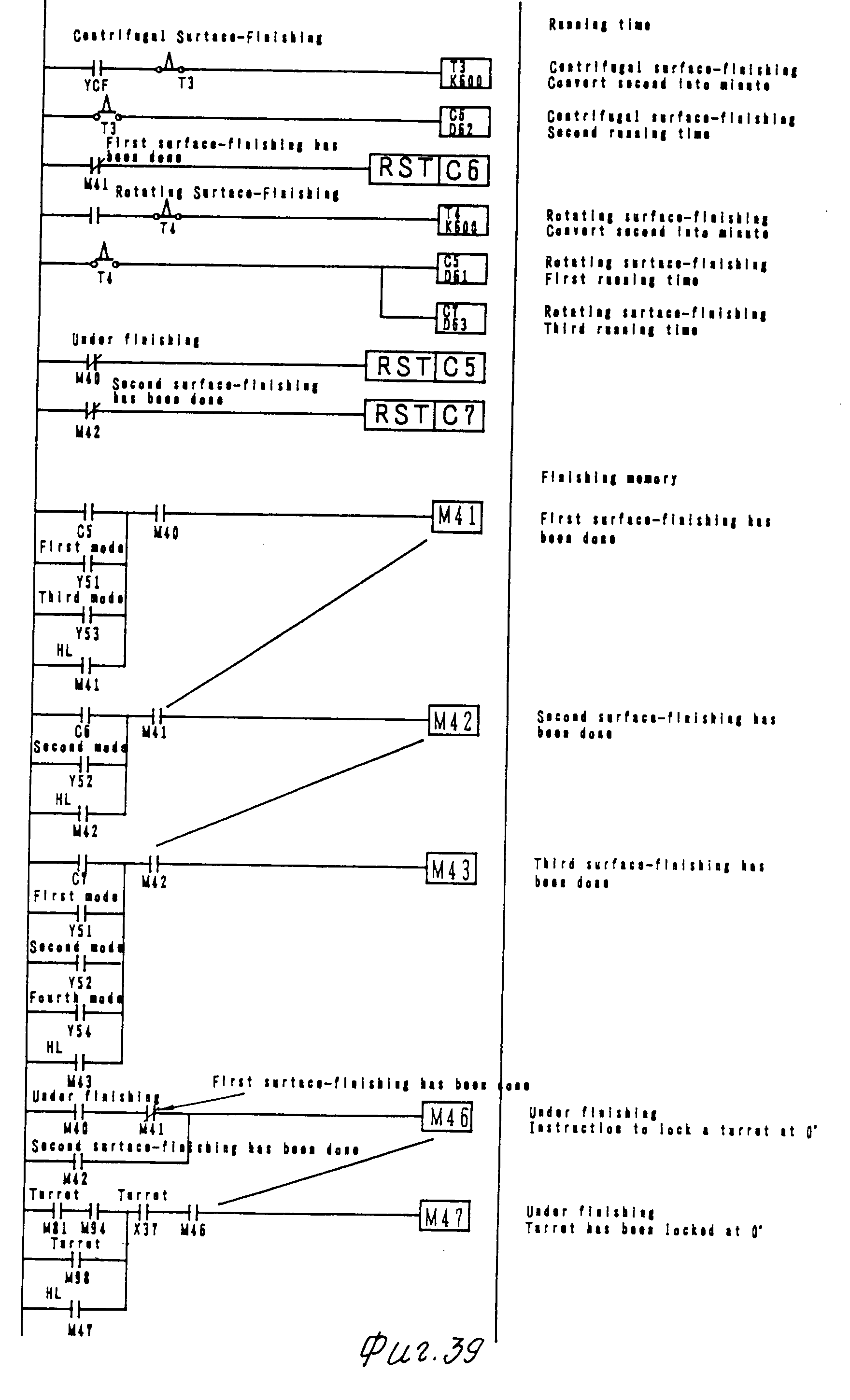
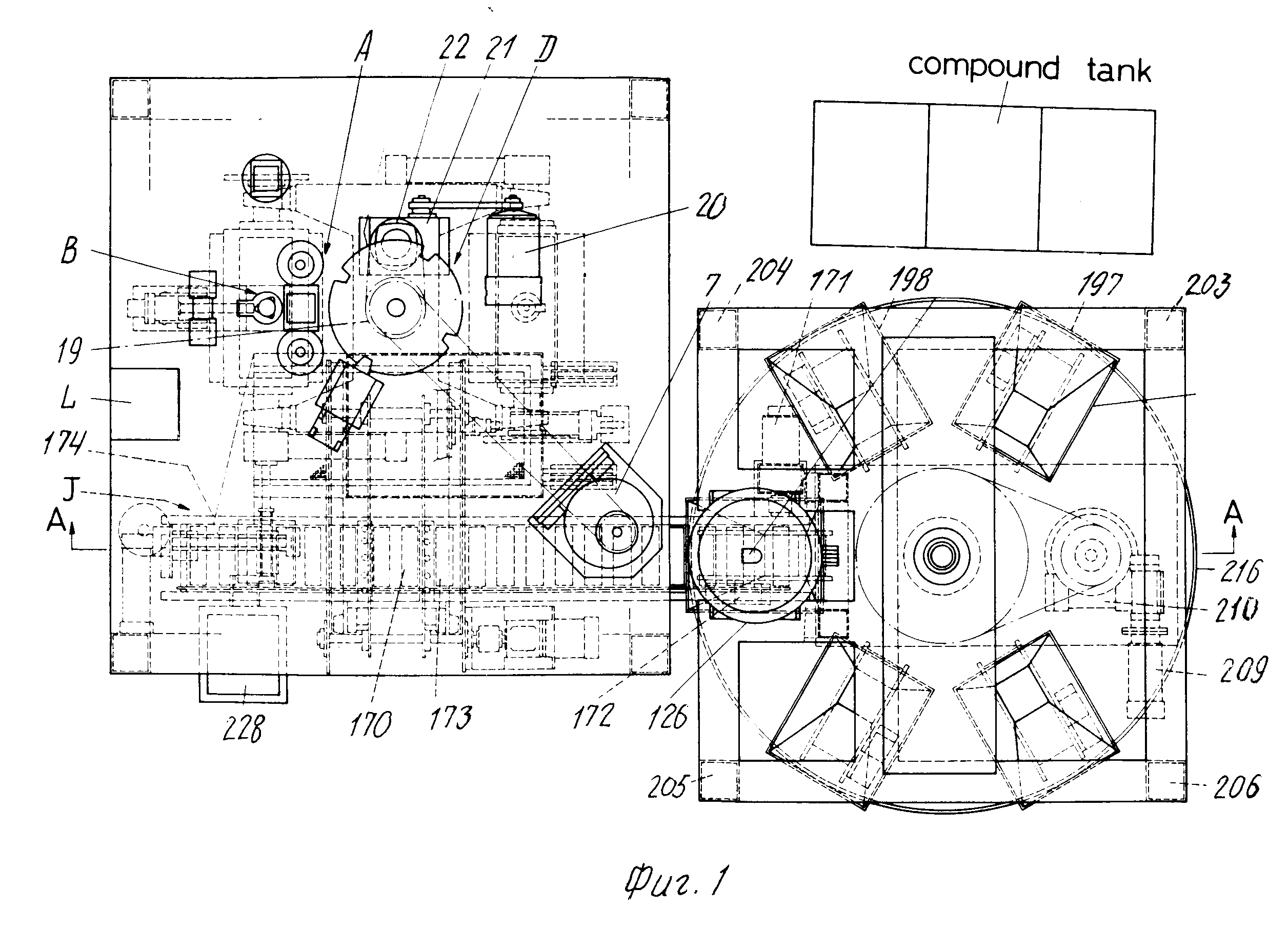
На фиг. 1 изображена предлагаемая машина в плане; на фиг. 2 то же, вид спереди; на фиг. 3 то же, частичный вид сбоку; на фиг. 4 конструкция машины, которая содержит большее число барабанов, вращательно закрепленных на своих валах и вращающихся вокруг вала револьверной головки; на фиг. 5 то же, вид в плане; на фиг. 6 схема для конструкции на фиг. 4, объясняющая функциональные ее части или элементы; на фиг. 7 схема, показывающая принцип работы вращающегося галтования под действием большого результирующего усилия и под действием центробежной силы; на фиг. 8 схема, показывающая, как усилие прикладывается к массе, когда валы барабанов имеют горизонтальную взаимосвязь в центробежной галтовочной машине; на фиг. 9 устройство закрывания/открывания крышки барабана, план; на фиг. 10 то же, поперечное сечение; на фиг. 11 устройство открывания/закрывания и подъема крышки, план; на фиг. 12 то же, вид спереди; на фиг. 13 то же, вид снизу; на фиг. 14 - устройство для чистки крышки барабана, вид спереди; на фиг. 15 то же, вид сбоку; на фиг. 16 устройство позиционирования вала барабана, план; на фиг. 17 сечение А-А на фиг. 14 на фиг. 18 устройство подачи состава, вид спереди; на фиг. 19 частичный вид в увеличенном масштабе устройства на фиг. 18; на фиг. 20 устройство влива воды, план; на фиг. 21 вид спереди для абразивной среды, являющийся частью вакуумного передающего устройства; на фиг. 22 то же, вид сбоку; на фиг. 23 сепаратор массы, вид спереди; на фиг. 24 - то же, вид сбоку; на фиг. 25 ковш, вид впереди; на фиг. 26 то же, вид снизу; на фиг. 27 нижняя часть кантователя ковша, вид спереди; на фиг. 28 - положение ковша относительно барабана, когда ковш переворачивается; на фиг. 29 блок-схема, показывающая физическую конфигурацию системы контроллера, включающую центральное устройство обработки данных (CPU), запоминающее устройство, ввод-вывод /1/0/ и т.п. на фиг. 30 блок-схема для системы контроллера; на фиг. 31 10-клавишная панель, включающая цифровые клавиши и другие клавиши управления для системы контроллера; на фиг. 32 экран с исходным набором команд; на фиг. 33 и 34 воспроизводимый экран, когда с экрана с исходным набором команд выбирается позиция "Автоматическая работа"; на фиг. 35 38 различные воспроизводимые экраны при выборе соответствующих позиций с экрана с исходным набором команд; на фиг. 39 примеры схем контроллера последовательности.
Предлагаемое устройство содержит устройство для чистовой обработки деталей A в виде барабана,устройство B закрывания/ открывания крышки барабана, устройство C очистки крышки барабана, устройство D позиционирования главного вала барабана, устройство E подачи состава, устройство F для слива воды, вакуумное транспортирующее устройство G, сепаратор H массы, ковшовый транспортер I с кантователем или опрокидывателем J для ковша, устройство K подачи абразивной среды и управляющее устройство L на базе микропроцессора.
Устройство A чистовой обработки детали содержит высокоскоростную револьверную головку 1, вращательно установленную на своем валу или главном валу и большое число барабанов, например 2 и 3, вращательно установленных на соответствующих валах 4 и 5, причем последние и вал револьверной головки имеют позиционную взаимосвязь, выражающуюся в том, что первые располагаются перпендикулярно к последнему. Каждый барабан может вращаться с числом оборотов, удовлетворяющих n/N 1 относительно револьверной головки. Кроме того, каждый барабан может вращаться индивидуально с другим числом оборотов.
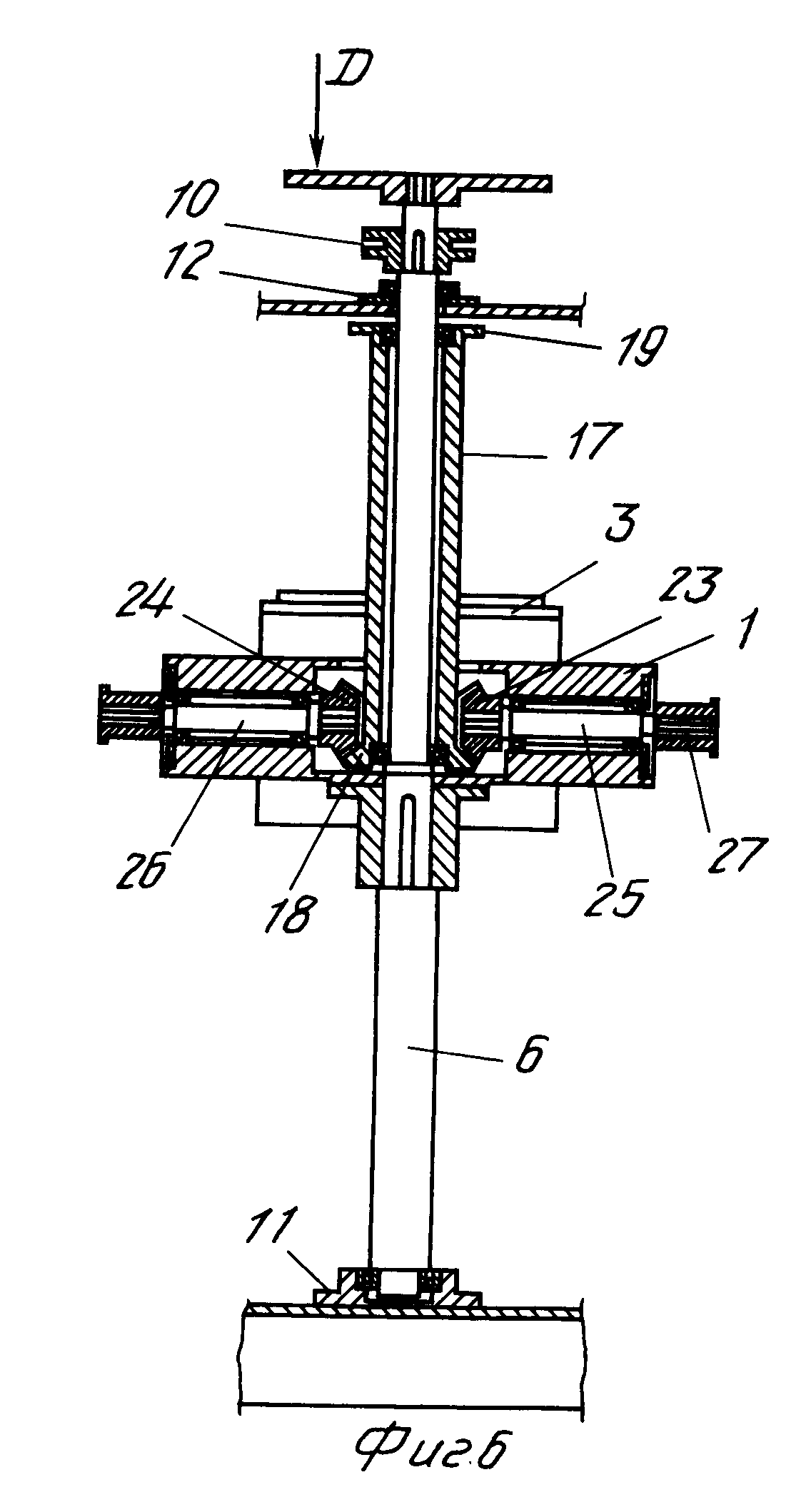
Главный вал 6 и индивидуальные валы 4 и 5 барабанов расположены перпендикулярно. Каждый из барабанов 2 и 3 имеет шести- или восьмиугольную форму, образующая линия которых проходит параллельно валам 4 и 5 барабанов.Устройство чистовой обработки деталей располагается в корпусе, через который вертикально проходит главный вал 6. На валу главного двигателя 7 закреплена звездочка 8, которая с помощью цепной передачи 9 соединена со звездочкой 10, закрепленной на главном валу 6. Таким образом, движущая сила от главного двигателя 7 может передаваться на главный вал 6.
Число оборотов главного вала 6 может регулироваться с помощью любого известного частотного преобразователя, который может обеспечивать различными частотами. Нижним концом главный вал 6 вращается в подшипнике 11, а верхним концом в подшипнике 12. Подшипники 11 и 12 установлены на нижней и верхней рамах соответственно. На главном валу 6 установлена револьверная головка 1, которая жестко закреплена на его средней части и располагается горизонтально относительно вертикального вала. Револьверная головка имеет в плане H-образную форму с четырьмя отводами 13 16, направленными наружу (фиг. 5). С одной стороны H-образной револьверной головки вал 4 барабана вращательно установлен между отводами 13 и 16, а с другой стороны между отводами 14 и 15.
На главном валу 6 вращательно установлено гильза 17 (фиг. 4), на нижнем ковше которой закреплена коническая шестерня 18, а на верхнем звездочка 19, которая приводится в действие двигателя 20. Движущая сила от двигателя 20 передается звездочке 19 через редуктор 21, звездочку 22 и цепную передачу (фиг. 1). Коническая шестерня 18 входит в зацепление с коническими шестернями 23 и 24, соответствующие валы которых 25 и 26 вращательно закреплены в револьверной головке 1. Валы 25 и 26 выступают из револьверной головки 1 и на переднем конце каждого из них установлены шкивы 27 и 28. На каждом из валов 4 и 5 также установлены шкивы 29 и 30, связанные с соответствующими шкивами 27 и 28 с помощью клиноременных передач 31 и 32. Конические шестерни 18 и 23 и 24 могут иметь особое передаточное число, т. е. n/N /диаметр шкива 29/x/число зубьев шестерни 23/: /число зубьев шестерни 18/x/диаметр шкива 27/. Передаточное число и соотношение диаметров определяют число оборотов для барабана относительно револьверной головки, как выражено n/N, где n и N являются заданными числами оборотов для барабана и револьверной головки соответственно.
В показанном и описанном примере передаточное число равно 1/2, а соотношение диаметров равно 2, что означает n/N 1. Когда n/N 1, то будет очевидно, что барабан совершает один оборот за одно полное вращение револьверной головки и затем снова устанавливается в то же самое положение, как и до поворота револьверной головки.
Когда n/N равно любому малому числу, то барабан всегда устанавливается в то же положение, как было до начала работы, когда револьверная головка завершит свои конкретные числа оборотов и остановится указанном положении. В примере, показанном на фиг. 4, после завершения операции барабан располагается своей крышкой вверх. Это,в частности, употребительно, когда масса или смесь из деталей и абразивной среды подается в барабан и подача может быть автоматической.
Как отмечалось, имеются главный двигатель 7 и приводной двигатель 20 барабана и источник питания для каждого двигателя соединен с частотным преобразователем. Эти частотные преобразователи подают различные частоты, которые регулируют число оборотов соответствующих двигателей. Управление частотными преобразователями может осуществляться вручную или автоматически под управлением любой соответствующей ЭВМ или контроллера последовательности на базе микропроцессора. Оба двигателя 7 и 20 могут приводиться в действие одновременно и их управление может осуществляться с помощью частотных преобразователей, в результате чего эти двигатели обеспечивают числа оборотов, а также направление вращения как выбрано. Таким образом, величина n/N может быть получена зависящей от выбранных числа оборотов и направления вращения.
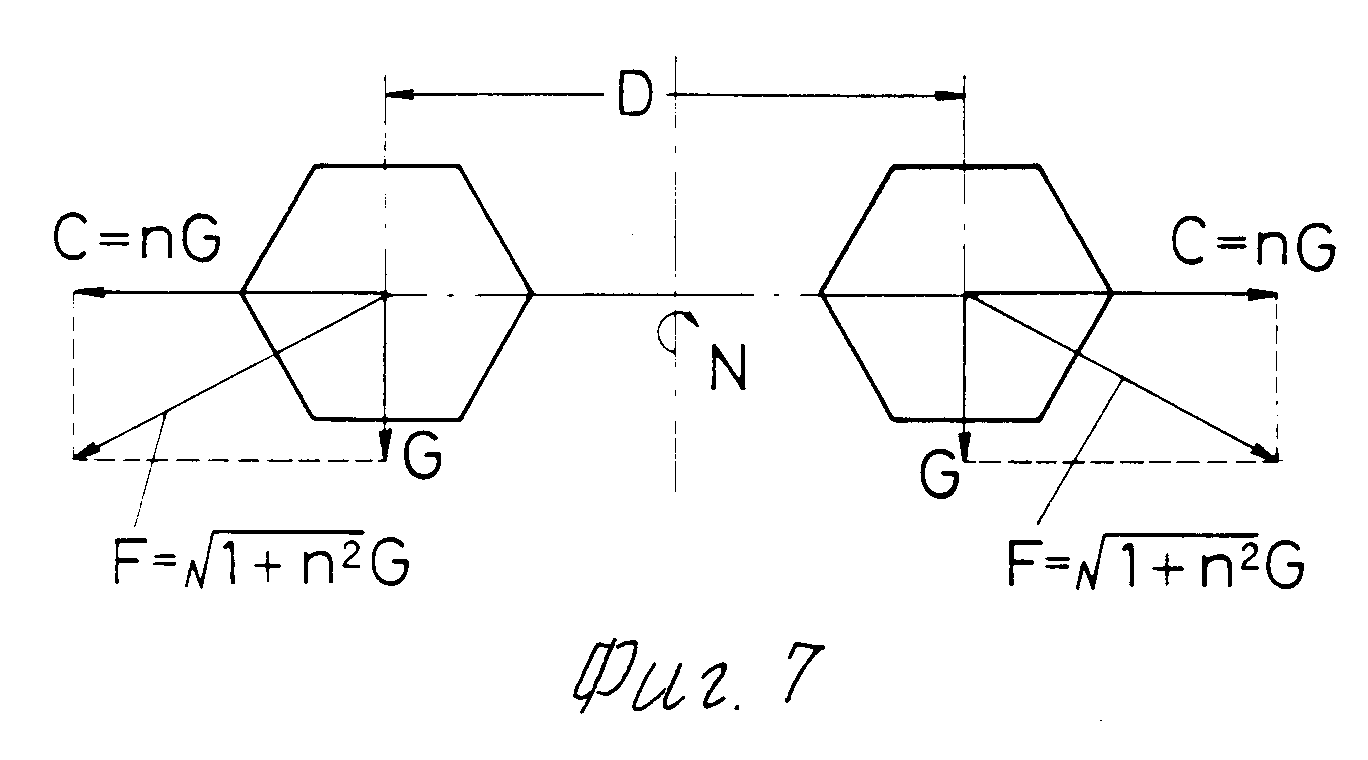
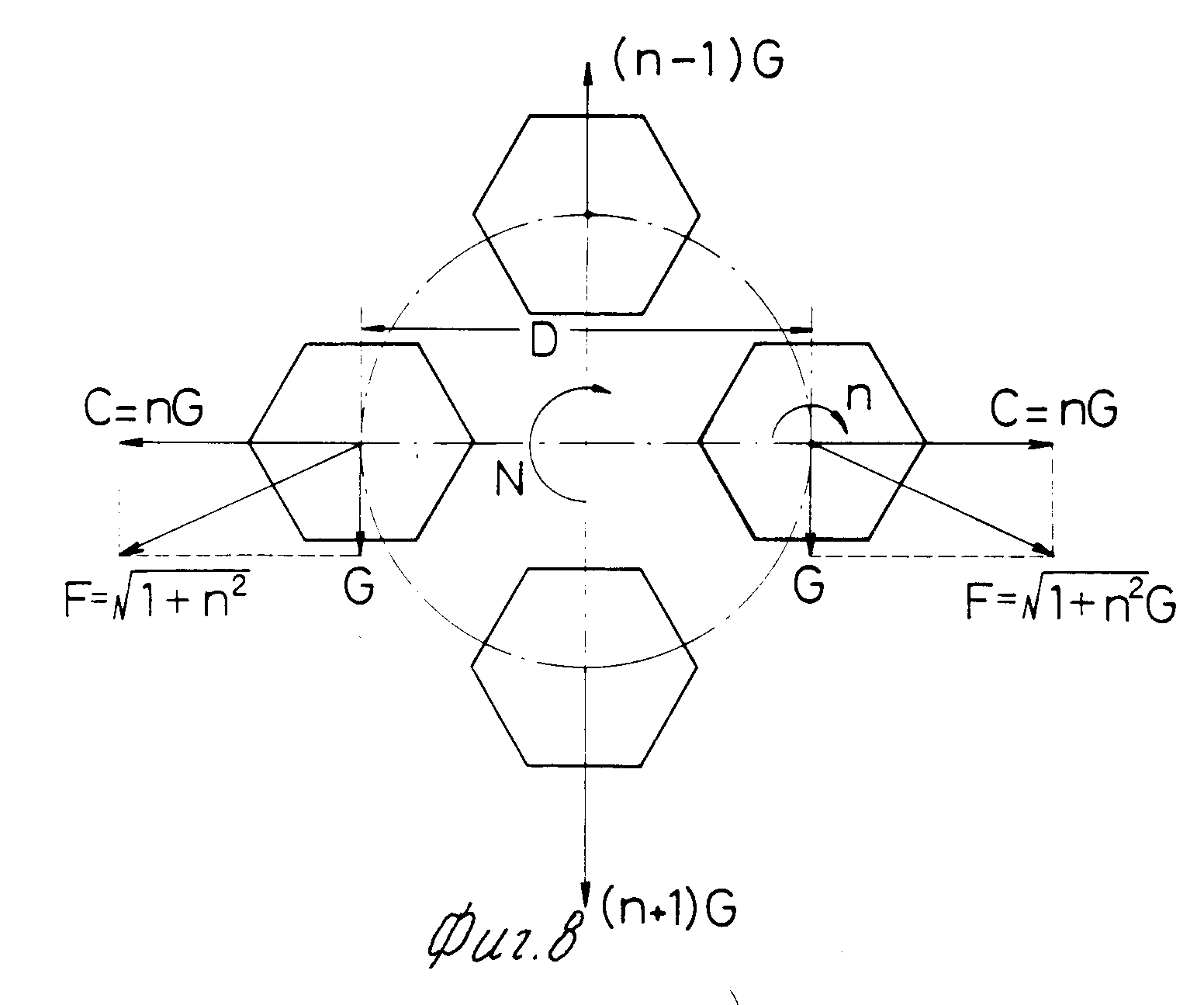
Каждый барабан 33 и 34 может содержать количество массы, которое равно половине его полного объема, а главный вал 6 может вращаться с числом оборотов, которое составляет менее чем


Такой тип работы обеспечивает вращающуюся работу барабана под действием большой результирующей силы, в процессе которой на поверхности массы может образовываться слой потока. Такая работа, в частности, пригодна для высоко прецизионного финишного процесса с повышенной скоростью.
Револьверная головка 1 может вращаться с повышенной скоростью путем закрепления гильзы 17, делая ее тем самым невращающейся. Этот вид работы соответствует работе барабана с центробежным потоком, в результате чего револьверная головка может вращаться с числом оборотов, равным более чем

Если гильза 17 освобождена, то она вращается, тогда как револьверная головка 1 неподвижна. В этом случае валы 4 и 5 барабанов приводятся во вращение, осуществляя вращение соответствующих барабанов 2 и 3. Это обеспечивает тип работы с вращающимися барабанами.
Упомянутые выше типы работ или операций, как то работа барабана с центробежным потоком, работа вращающегося барабана под действием центробежной силы, работа вращающегося барабана и работа ротационного барабана, могут осуществляться с помощью одной машины. Для этих целей должен быть обеспечен последовательный контроль с помощью любой ЭВМ или контроллера на базе микропроцессора, который может осуществлять выбор любого конкретного вида работ и переход с одного вида на другой. Каждый вид работы состоит из нескольких этапов или ступеней, которые осуществляются с помощью ЭВМ или контроллера на базе микропроцессора. Кроме того, определяются требования для каждого вида работ, как то число оборотов для револьверной головки и барабанов, и когда выполняется любой конкретный вид работы, то это происходит в соответствии с присущими ему требованиями.
Рассмотрим теперь со ссылками на фиг. 7 и 8 конструкции крышки и механизма ее открывания и закрывания для каждого барабана.
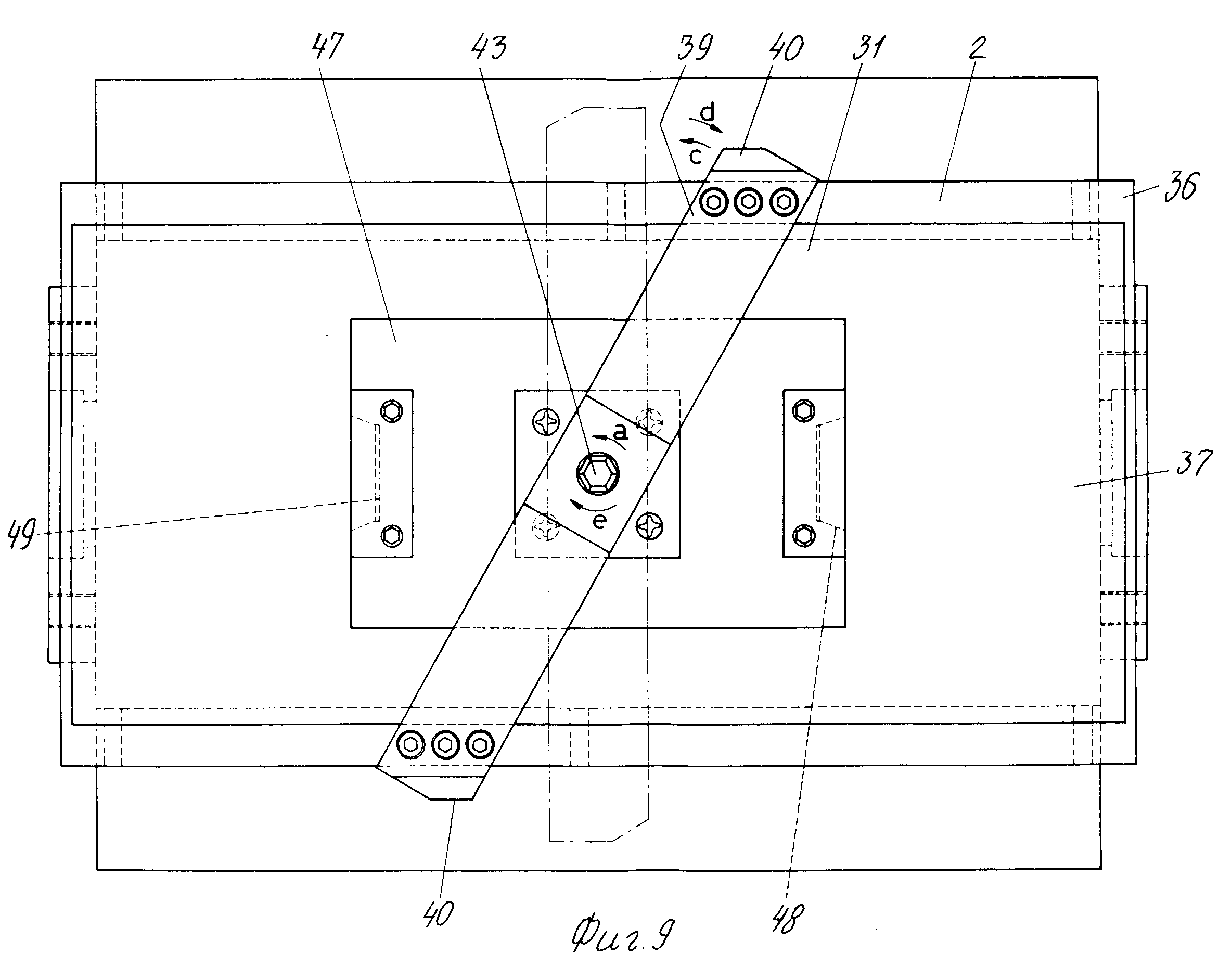
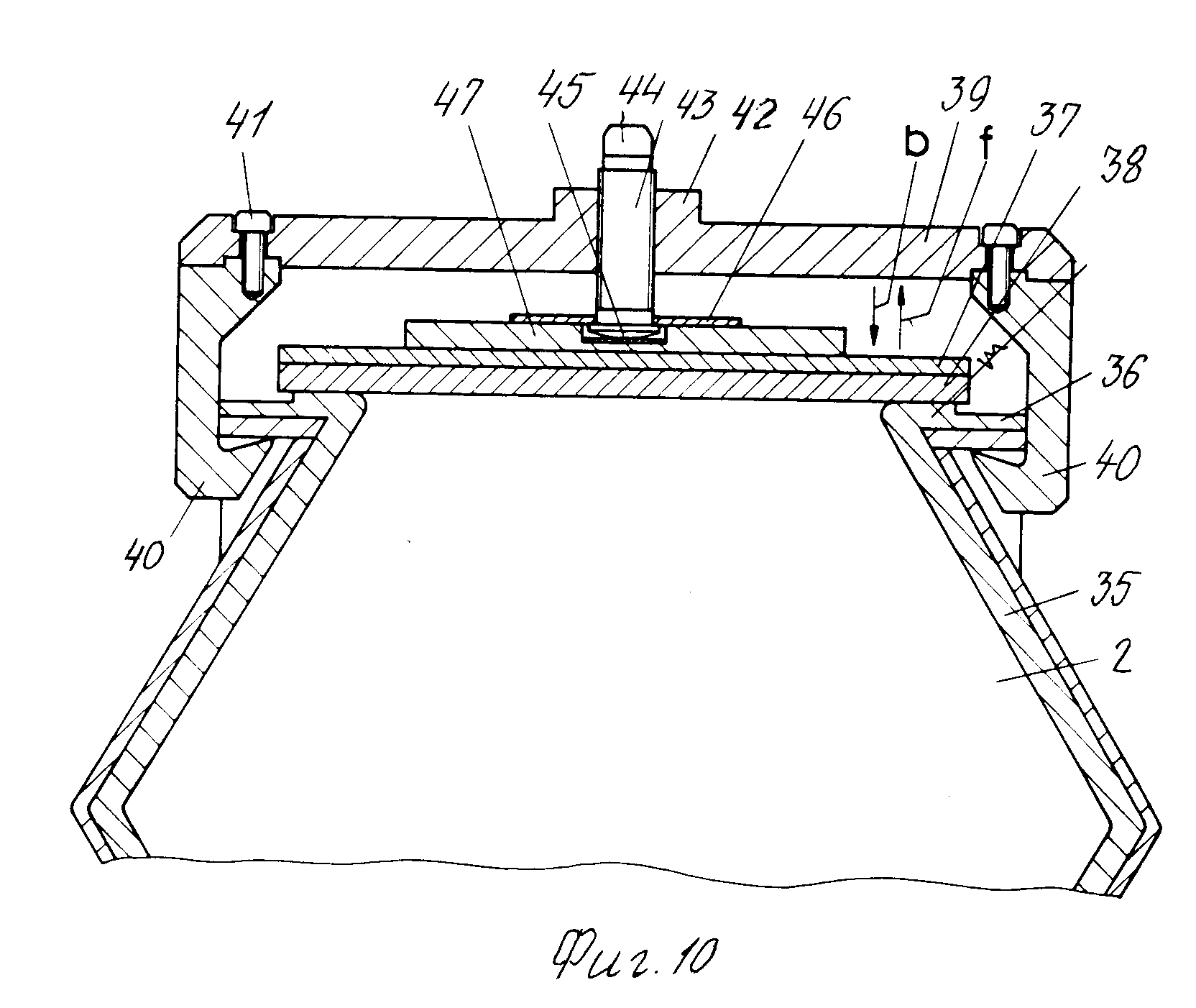
На фиг. 8, например, показана конструкция барабана 2. Последний имеет облицовку 35 из резины или другой искусственной смолы, которая покрывает внутреннюю стенку барабана, и он открыт сверху, где кромка снабжена фланцем 36, направленным вниз. Крышка 37, которая также покрыта изнутри уплотнителем 38 из резины или другой искусственной смолы, съемно установлена на барабане, при этом она герметично закрывает барабан за счет плотного прижатия к нему. Поперек крышки 37 расположена стяжка 39, с противоположных концов которой свешиваются крючки=собачки 40. Последние крепятся к стяжке 39 с помощью болтов 41. Стяжка 39 имеет центральное отверстие 42 с внутренней резьбой для приема болта 43, имеющего шестигранную головку 44 и нижний конец 45. Последний выполнен так, что он может взаимодействовать с отверстием 46 на опорной ленте 47, жестко прикрепленной к крышке 37, тем самым предотвращая вход болта 43 из центрального отверстия 42 стяжки 39. На фиг. 9 цифрой 48 или 49 обозначена прямоугольная часть, идущая с каждой стороны крышки 37, которая взаимодействует с собачками манипулятора.
Крышка может сниматься со своего барабана следующим образом (фиг. 9 и 10).
Необходимо повернуть болт 43 в направлении стрелки a на фиг. 7 (против часовой стрелки). Это может быть выполнено вручную или с помощью любого соответствующего приводного устройства. Затем стяжка 39 может быть смещена в направлении стрелки b. Это приводит к тому, что собачки 40 стяжки освобождаются от фланца 36 барабана.
Затем поверните стяжку 39 в направлении стрелки c. Это также может быть выполнено вручную или с помощью любого соответствующего приводного устройства. Затем прекратите поворот, кода стяжка расположится заподлицо с кромками крышки 37. Это дает возможность стяжке 39 и ее собачкам 40 сместиться в сторону от фланца 36 барабана, полностью освобождая его от стяжки.
Зацепив собачку манипулятора за выступающие части 48 и 49, можно снять крышку с барабана и на этом операция по снятию завершается.
Установка крышки на барабан может осуществляться в соответствии с приведенными операциями, но в обратной последовательности, т. е. крышка 37 устанавливается на свой барабан 2 с тем, чтобы закрыть отверстие, и стяжка 39 затем поворачивается в направлении стрелки d. Это действие приводит к взаимодействию собачек 40 стяжки 39 с фланцем 36 барабана 2. Затем болт 43 поворачивается в направлении стрелки e (по часовой стрелке). В результате этого стяжке 39 перемещается в сторону барабана в направлении стрелки f. Таким образом, крышка 37 прижимается к фланцу 36 барабана 2 и последний герметично закрывается.
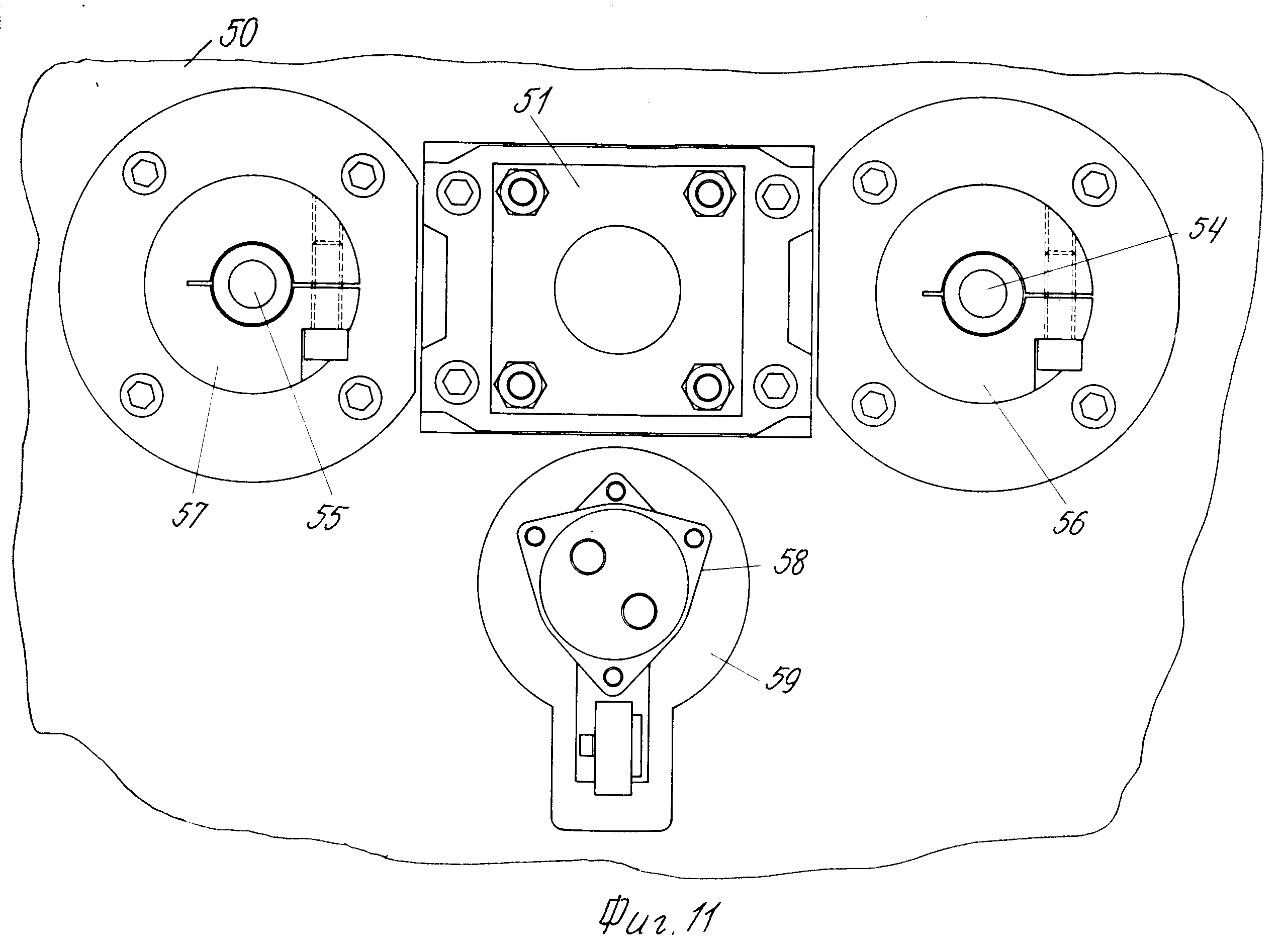
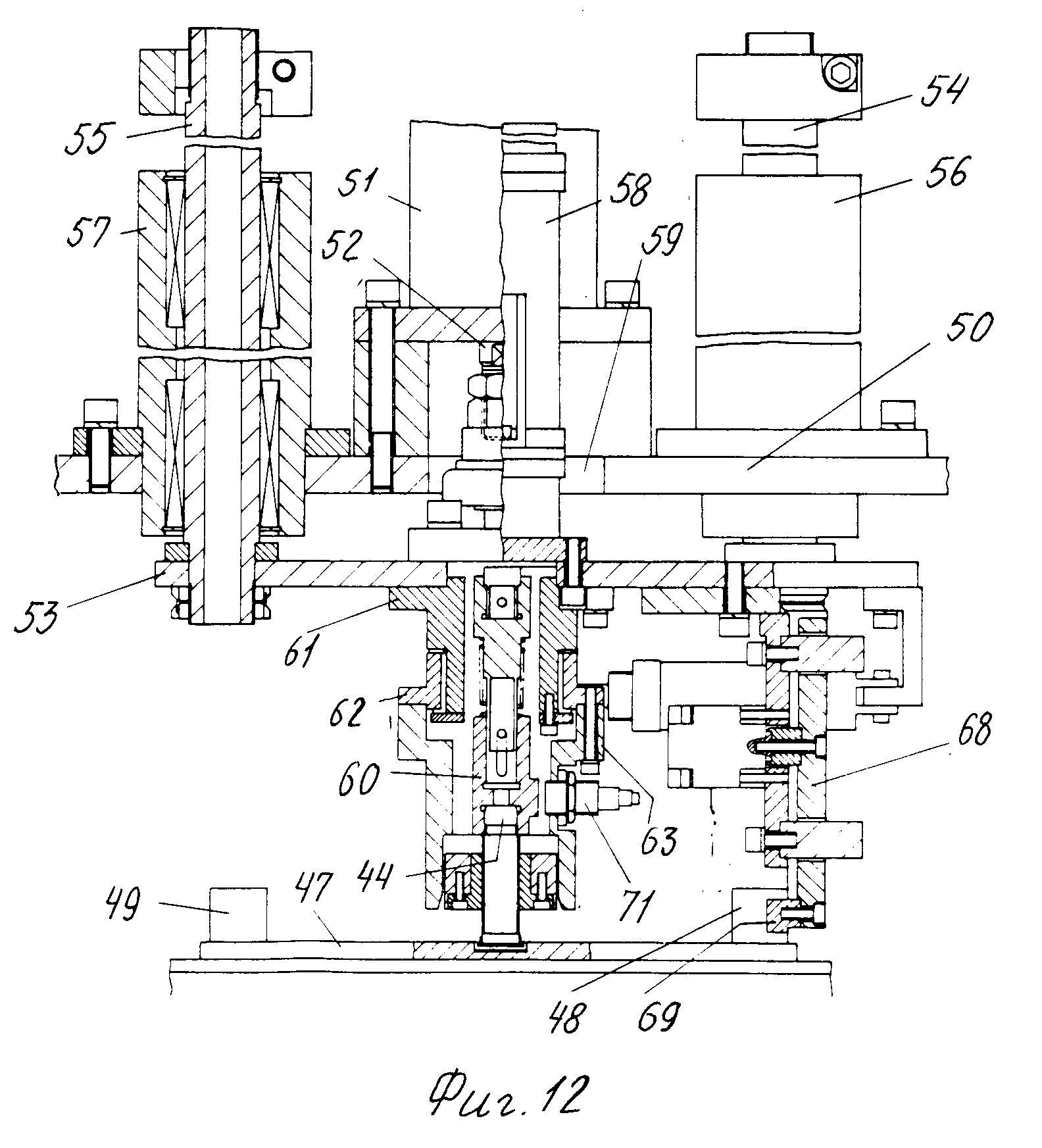
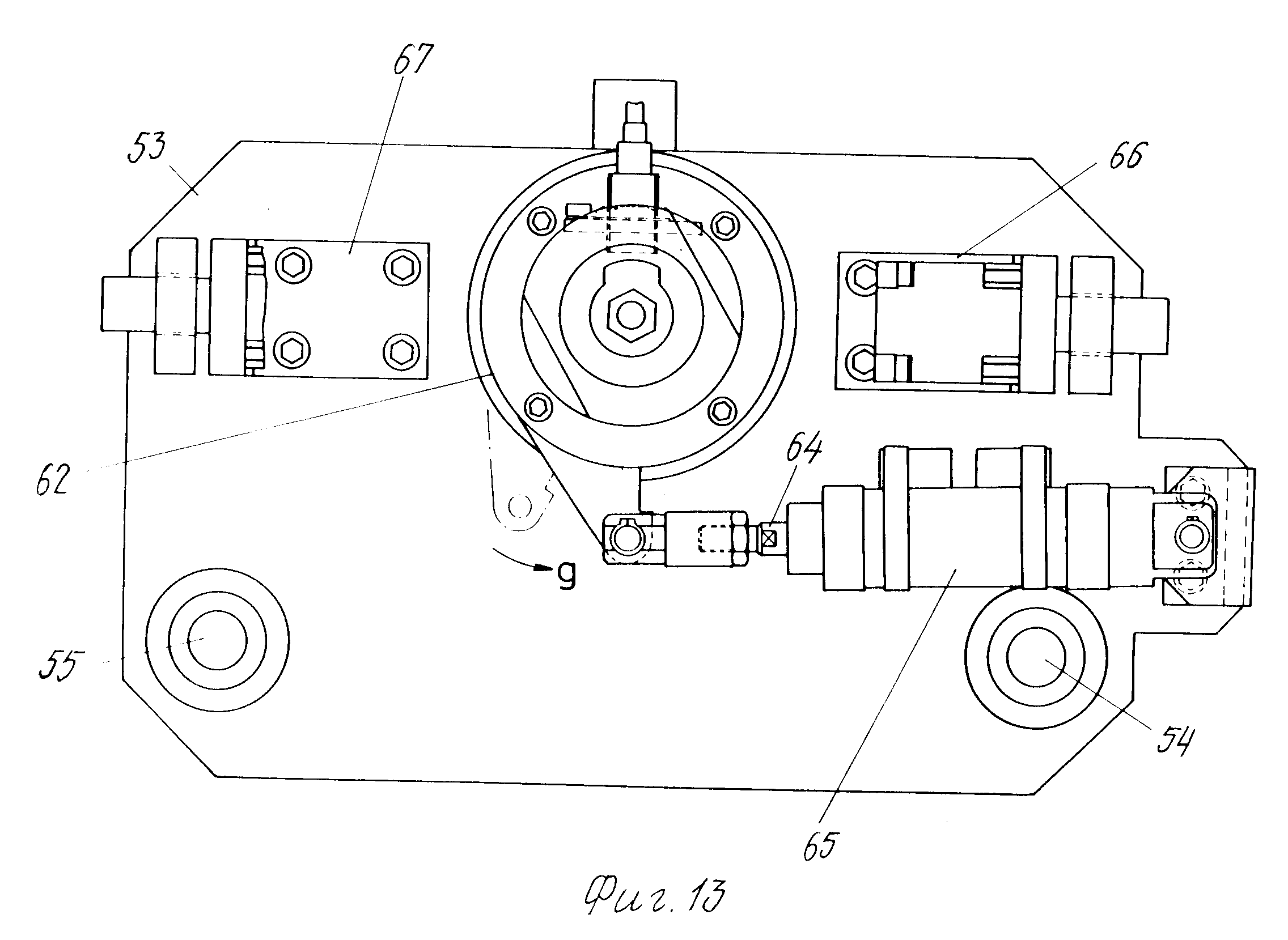
На фиг. 11 13 показан пример манипулятора, с помощью которого крышка может автоматически устанавливаться на барабан или сниматься с него и может перемещаться ближе к барабану или дальше от него. Такой манипулятор может устанавливаться на раме 50 машины непосредственно над тем местом, где крышка снимается с барабана. Манипулятор содержит гидроцилиндр 51, установленный на раме машины и имеющий шток 52, передний конец которого прикреплен к подъемной плите 53. Последняя снабжена двумя направляющими штангами 54 и 55, которые скользят через соответствующие корпуса 56 и 57, установленные на раме 50 машины. Кроме того, подъемная плита 53 имеет реверсируемый гайковерт 58, закрепленный в положении, противоположном болту 43. Этот гайковерт 58 перемещается вверх и вниз через выемку 59, выполненную в раме 50 машины. Воздух подается в гайковерт 58, обеспечивая вращение его патрона 60, закрепленного на верхнем конце. Когда патрон 60 достигает заданного крутящего момента, то это определяется с помощью датчика крутящего момента (не показан), который может останавливать патрон. Последний может вращаться в противоположном направлении за счет изменения подачи воздуха. Как показано на фиг. 12, ниже места крепления гайковерта 58 к подъемной плите 53 установлена втулка 61, в которую вставлена фланцевая труба 62, имеющая вильчатый нижний конец 63, который взаимодействует с центральной частью стяжки 39. Фланцевая труба 62 имеет выступающую часть, к которой вращательно крепится передний конец штока 64 гидроцилиндра 65. Последний прикреплен к подъемной плите 53. Гидроцилиндры 66 и 67 установлены с каждой стороны на подъемной плите 53, а передний конец их штоков соединен с рычагом 68, направленным вниз. На переднем конце рычага 68 имеется собачка 69, которая взаимодействует с выемкой на соответствующей выступающей части 48 и 49 на крышке, когда штоки поршней гидроцилиндров 66 и 67 втягиваются, соединяя вместе крышку 37 и подъемную плиту 53.
На каждой фланцевой трубе 62 и втулке 70 имеется микровыключатель 71, который приводится в действие тогда, когда работает патрон 60, и гарантирует, что гайковерт 58 точно совместится с болтом 43 за счет подсчитывания числа оборотов гайки. Каждый гидроцилиндр 66 и 67 имеет язычковый выключатель, который срабатывает, когда подъемная плита 53 устанавливается в верхнее или нижнее положение.
Для работы по снятию крышки подъемная плита 53 находится в верхнем положении с открытой собачкой 69. Затем, когда жидкость под давлением подается на поршневую сторону гидроцилиндра 51, то шток 52 поршня выдвигается из цилиндра 51, осуществляя перемещение подъемной плиты 43 в нижнее положение. Это обеспечивает совмещение друг с другом болта 43 с шестигранной головкой и гайки-патрона 60, при этом вильчатый конец фланцевой трубы 62 взаимодействует с центральной частью стяжки 39.
Затем ранее определенное количество воздуха подается в гайковерт 59, в результате чего патрон 60 поворачивается в направлении стрелки a. Когда патрон 60 достигает ранее определенного числа оборотов, то он останавливается. Это число оборотов или витков определяется микровыключателем 71, который контролирует, чтобы патрон 60 совершил требуемое число оборотов.
Болт 43, взаимодействуя с патроном 60, поворачивается, перемещая стяжку 39 в направлении стрелки b. Когда стяжка 39 полностью переместится, то собачки 40 стяжки будут полностью отведены от фланца 36 барабана 2, освобождая его.2 Жидкость под давлением подается на поршневую сторону гидроцилиндра 65, в результате чего шток 64 выдвигается из цилиндра. Это действие приводит к вращению фланцевой трубы 62 в направлении стрелки g. Затем стяжка 39 поворачивается в направлении стрелки c до тех пор, пока она не расположится заподлицо с боковой стеной барабан, где она останавливается. Когда это вращение завершается, то собачки 40 стяжки 39 полностью отведены от фланца 36 барабана. Таким образом, барабан полностью свободен.
Затем жидкость под давлением подается в штоковую часть гидроцилиндров 66 и 67. В результате этого штоки втягиваются, что приводит к тому, что собачки 69 и 72 взаимодействуют с выемками в соответствующих частях 48 и 49.
Наконец жидкость под давлением подается в штоковую часть гидроцилиндра 51. Шток 52 втягивается в результате этого в цилиндр, приводя к тому, что крышка 37 поднимается вместе с подъемной плитой. Это завершает операцию снятия крышки. Операция по закрыванию крышки может осуществляться в обратном порядке. В частности, крышка 37 опускается на отверстие в верхней части барабана 2 а затем раскрываются собачки 69 и 72. Затем стяжка 39 поворачивается в направлении стрелки d, а собачка 40 захватывает фланец 36 барабана 2.
После этого сжатый воздух подается в гайковерт 58 по шлангу, противоположному тому, который использовался для снятия крышки, в результате чего патрон 60 вращается в направлении стрелки e. Таким образом, стяжка 39 движется в сторону от барабана в направлении стрелки f. Это приводит к тому, что крышка 37 прижимается к кромке отверстия наверху барабана, давая возможность собачке 40 зацепиться за фланец 36. В итоге барабан герметично закрыт крышкой. В процессе этой работы датчик крутящего момента, установленный на гайковерте 58, определяет величину крутящего момента, ранее установленную, и срабатывает для останова патрона. В это же время микровыключатель приводится в действие, когда патрон завершит определенное число оборотов. Сочетание датчика крутящего момента с микровыключателем гарантирует, что болт 43 точно совместится с отверстием 42, выполненным в стяжке 39.
Рассмотрим теперь конструкцию и работу устройства для очистки крышки.
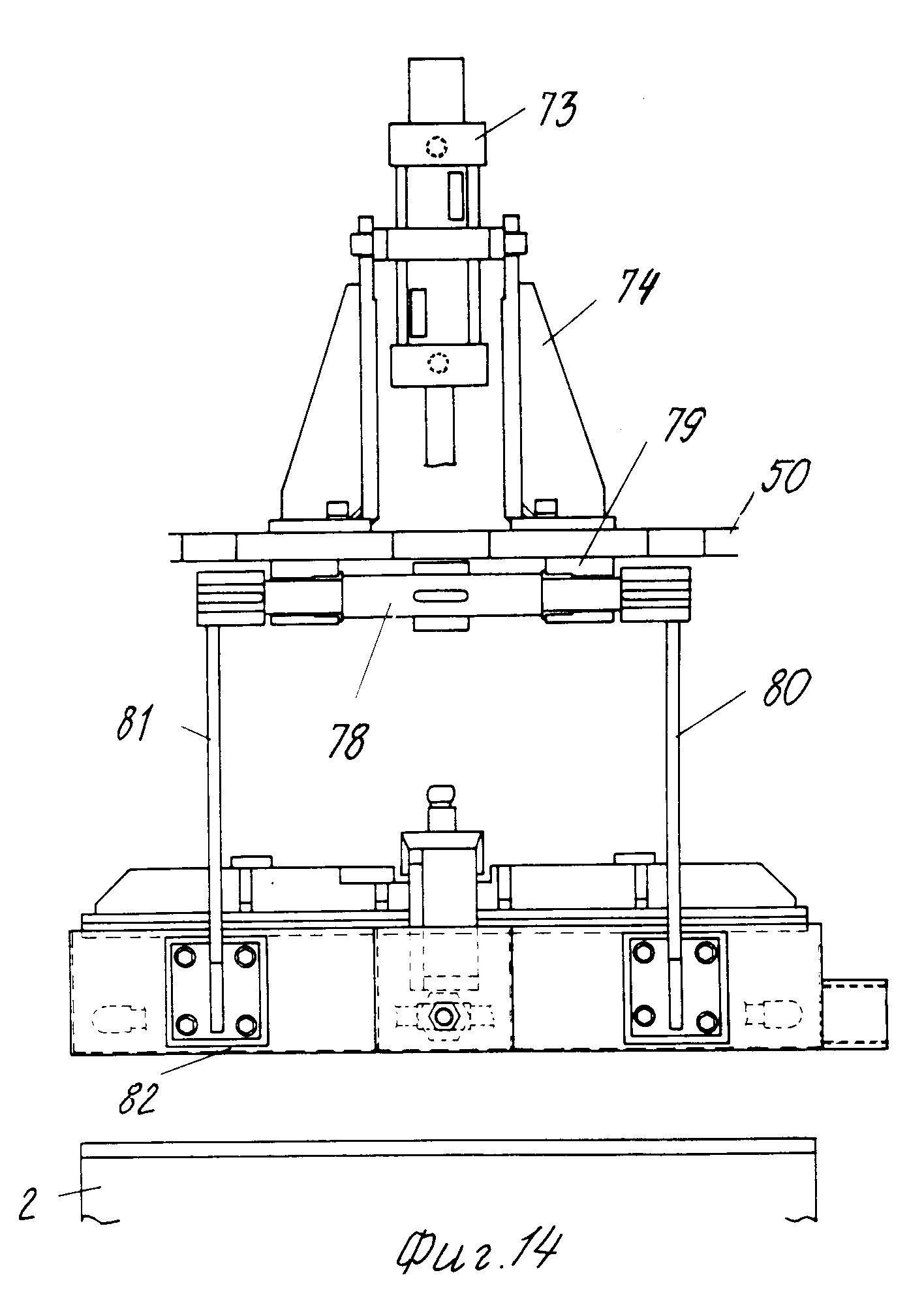
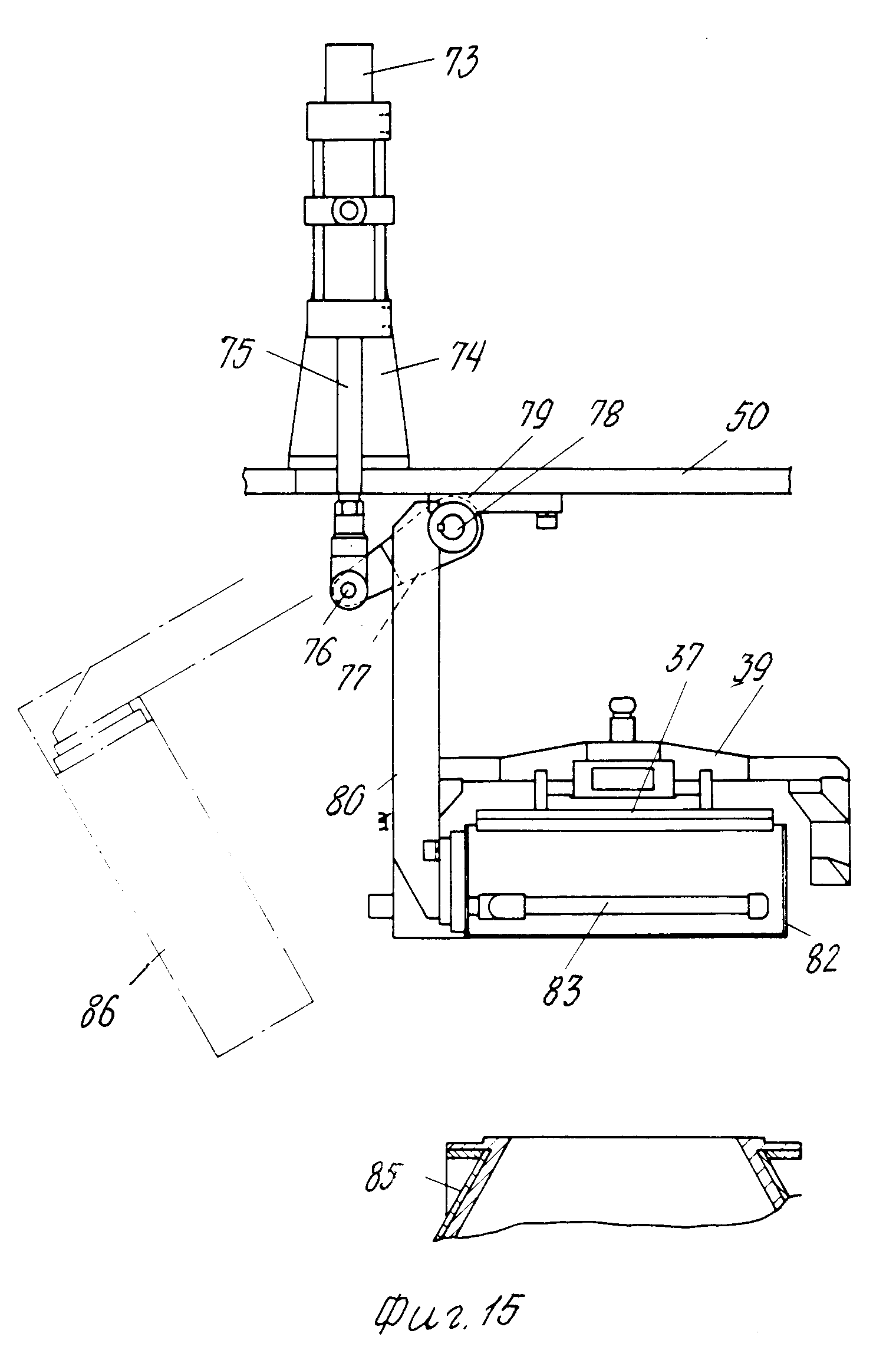
Как показано на фиг. 2, устройство для очистки крышки установлено рядом с устройством закрывания/открывания крышки над рамой 50 машины. Это устройство располагается ниже крышки, когда она снята с барабана, и очищает облицовку внутри крышки.
Гидроцилиндр 73 установлен на раме 50 машины, имеющей сквозное отверстие. С рамы 50 машины выступает вверх фланец 74, на котором закреплен гидроцилиндр 73 с возможностью поворота на небольшие углы относительно фланца 74. Гидроцилиндр 73 имеет шток 75, идущий вниз, к переднему концу которого прикреплен вал 76. На одном конце вала имеется небольшой кривошип 77, а другой его конец поддерживается валом 78, который вращается в подшипниковом узле 79, установленном под рамой 50 машины и рядом с гидроцилиндром 73.
Кроме того, к валу 78 прикреплены рычаги 80 и 81, идущие вниз, к нижним концам которых прикреплен очистительный кожух 82. Последний содержит очистительную трубу 83. Очистительный кожух расположен ниже крышки 84, которая снята с барабана 85, и выше барабана, который открыт. Очистительная труба 83 имеет сопло, направленное в сторону крышки 37, из которого на крышку направляется струя воды, когда очистительный кожух 82 устанавливается в положение, показанное на фиг. 14 и 15.
Когда гидроцилиндр 73 приводится в действие, в результате которого шток 75 выдвигается, то очистительный кожух 82 устанавливается в показанное положение, в котором он готов к проведению чистки крышки. Когда шток 75 перемещается обратно в цилиндр, то очистительный кожух 82 отводится от крышки в положение 86 (фиг. 15). После этого крышка снова устанавливается на барабан 85 и он готов к проведению чистовой обработки.
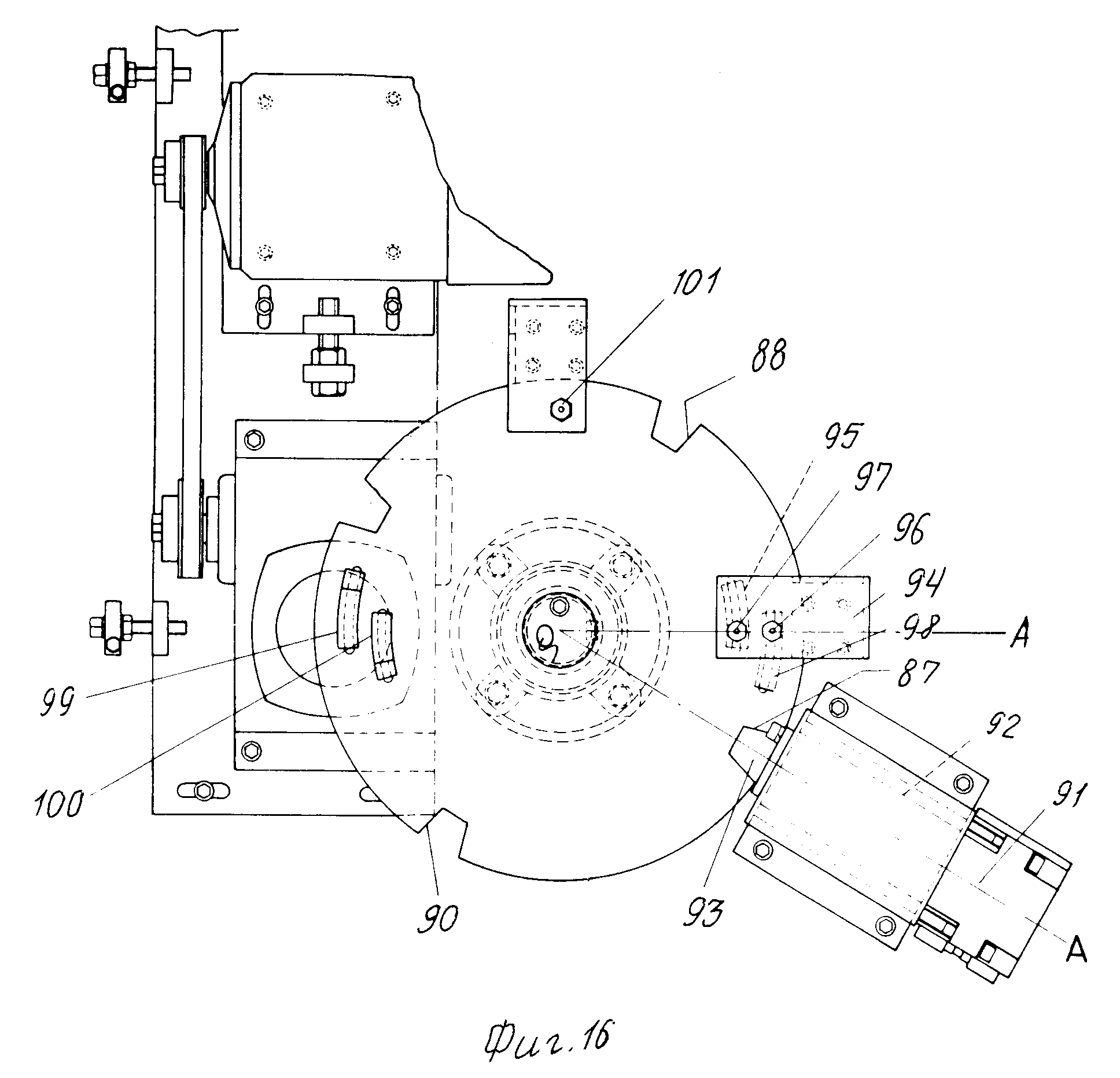
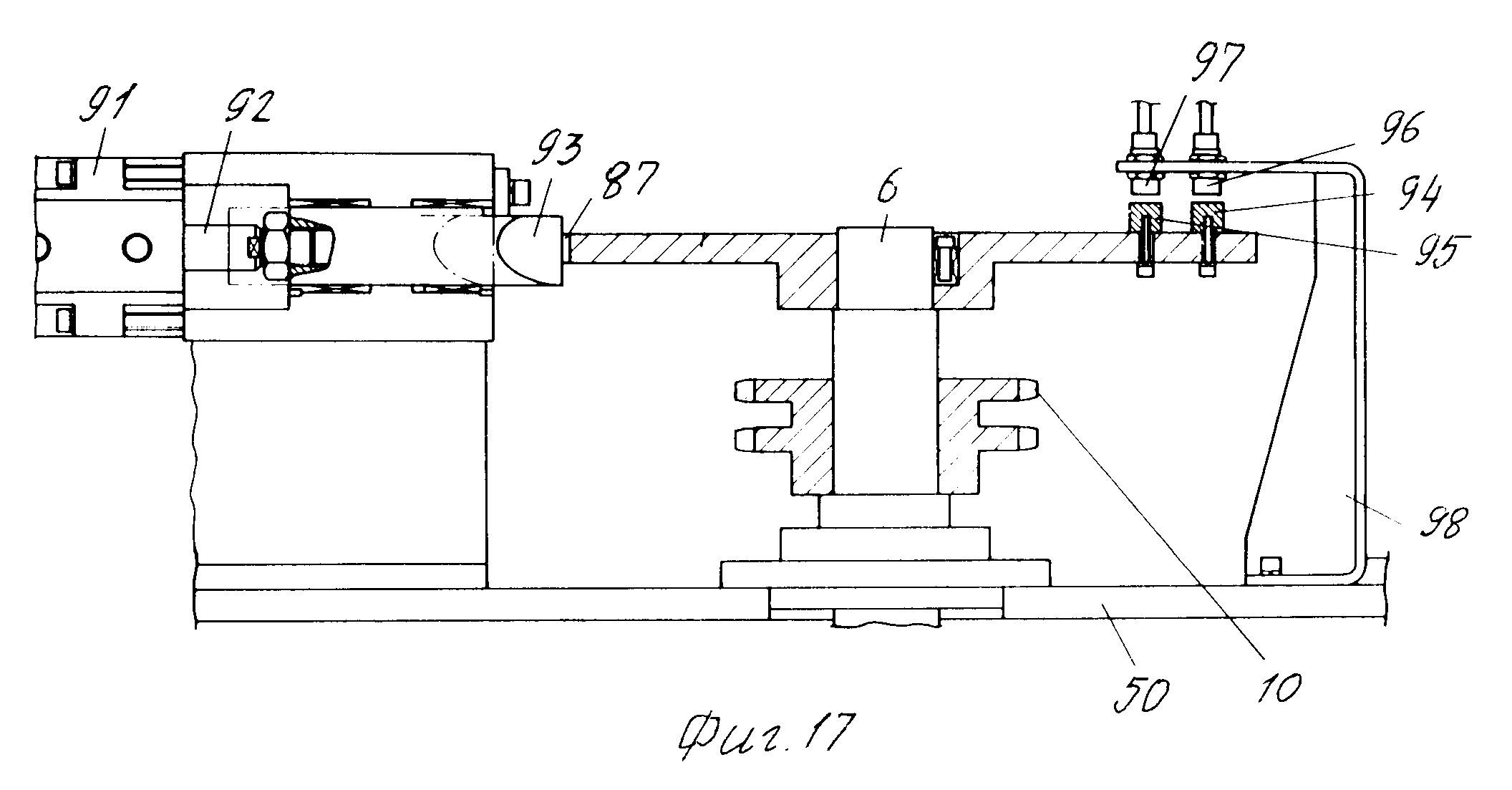
Устройство Д позиционирования главного вала установлено на верхнем конце главного вала 6 и содержит установочную плиту, прикрепленную к верхнему концу главного вала и имеющую большое число углублений, расположенных по периферийной кромке (фиг. 16). Для данной конструкции принимается, что имеется два барабана, а поэтому общее число выемок составит четыре, т.е. каждая пара выемок для одного барабана. В каждой из пар одна выемка используется для позиционирования соответствующего барабана, когда в него должна помещаться масса, а две другие для позиционирования барабана, когда масса должна выгружаться из него. Эти выемки обозначены 87 90. Гидроцилиндр 91, использующийся для позиционирования главного вала, установлен на раме 50 машины и имеет шток 92, на котором расположен упор 93. Последний может взаимодействовать с любой из выемок 87 90 при выдвижении штока 92. При взаимодействии упора 93 с любой из выемок установочная плита или главный вал 6 останавливается в этом положении.
Таким образом, соответствующий барабан может размещаться в положениях, в которых масса помещается в барабан и удаляется из него. Установочная плита имеет, кроме того, собачки 94 и 95 и микровыключатель 96, 97, установленные на рычаге 98, идущем от рамы 50 машины, срабатывающем при взаимодействии с собачками. Микровыключатель подает соответствующий управляющий сигнал, под действием которого останавливается двигатель 7. На фиг. 16 видно, что две собачки 94 и 95 предназначены для корректирования любой незначительной установочной погрешности, которая может иметь место при вращении в одном направлении, предусматривая для этого возможность вращения установочной плиты в противоположном направлении. Другая пара собачек 99 и 100, расположенная диаметрально противоположно первой, предназначена для другого барабана.
Дополнительный микровыключатель 101, установленный под углом 90o относительно любой пары, служит для обеспечения загрузки массы в соответствующий барабан. Состав может загружаться в барабан через подающее отверстие, проходящее через вал 4, 5 в барабане, которое со стороны входа снабжено шаровым клапаном. Последний содержит седло 102, расположенное на входной стороне питающего отверстия 103, и шарик 104, который под действием пружины 105 прижат к седлу 102, предотвращая тем самым поступление какого-либо состава в барабан.
Устройство В подачи состава содержит подающее сопло 106, установленное подвижно относительно рамы 107, прикрепленной к потолку рамы 50 машины. Гидроцилиндр 108, закрепленный на раме 107, осуществляет управление подающим соплом 106 так, что оно может перемещаться. Подающая труба проходит от впускной стороны устройства Е подачи состава до бака подачи состава (не показана). Подающий насос установлен на пути между устройством Е и подающим баком. Когда состав подается, то подающий насос приводится в действие, осуществляя подачу необходимого количества состава из бака в барабан. Во время этой подачи сопло 106 контролируется с помощью гидроцилиндра 108 так, что носок сопла упирается в седло 102 клапана. Затем поток состава, подающийся под давлением от насоса, отжимает шарик 104, открывая клапан и обеспечивая прохождение состава через него. Количество подаваемого состава может регулироваться реле времени. Через определенный промежуток времени подача состава прекращается. После этого шарик 104 снова прижимается к седлу 102 под действием пружины, закрывая тем самым клапан.
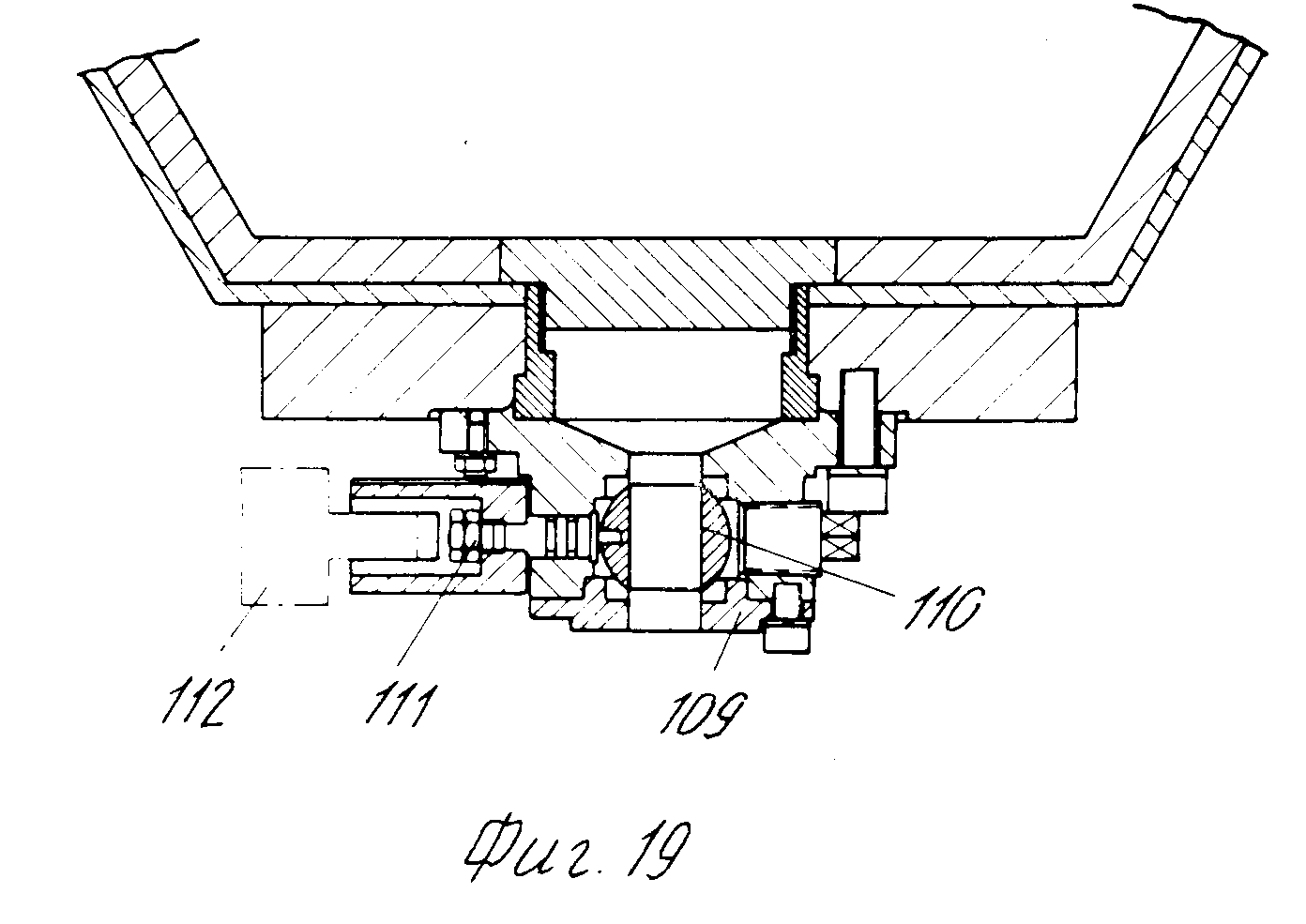
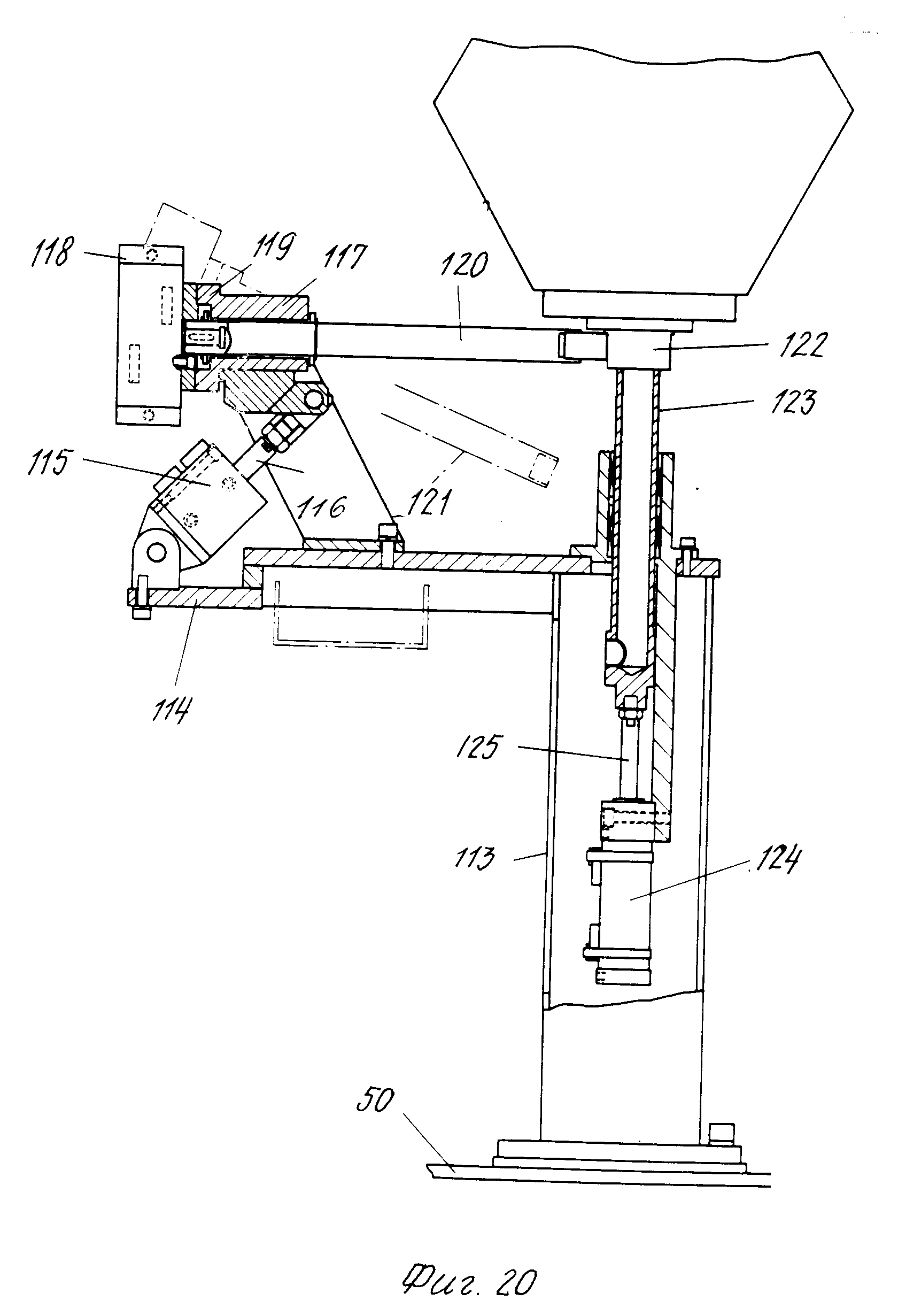
Устройство F слива состава/воды (фиг. 19 и 20) установлено со стороны барабана, противоположной крышке, и поддерживается боковой плитой барабана. Устройство содержит шаровой клапан, имеющий седло 109, расположенное на боковой плите барабана, и шаровой клапан 110, вращательно установленный в седле 109. В шаровом клапане 110 имеется сквозной канал и в шаровом клапане, имеющем седло 109, тоже имеется сквозной канал, который может сообщаться с каналом клапана 110, т.е. шаровой клапан 110 может вращаться, осуществляя сообщение между двумя каналами или перекрывая это сообщение. Такое вращение клапана 110 может осуществляться с помощью рычага 11, соединенного с клапаном 110 с одной его стороны. С рычагом 111 разъемно соединена вращающаяся штанга 112. От рамы 50 машины отходит вверх опорный элемент 113, от которого наружу отходит плита 114. На последней установлен гидроцилиндр 115 с возможностью поворота на небольшие углы относительно плиты 114. Гидроцилиндр 115 имеет шток 116, на переднем конце которого расположен привод 117 шарового клапана, имеющий возможность поворачиваться на небольшие углы и включающий ротационный привод 118 и шток 119, соединенный с вращающимся штоком 120. Последний может взаимодействовать с рычагом 11, когда шток 116 гидроцилиндра 115 выдвигается в сторону этого рычага. Последний затем вращается с помощью ротационного привода 118, в результате чего вращается шаровой клапан.
Когда шток 116 втягивается, то вращающийся шток 120 выходит из взаимодействия с рычагом 111 и вращательно перемещается вниз в положение, обозначенное пунктирными линиями 121, с целью обеспечения беспрепятственного вращения барабану. Состав или любая моющая вода, которая остается в барабане, сливается через шаровой клапан 122 в дренажный трубопровод 123, проходящий через опорный элемент 113, из которого она поступает на сепаратор Н массы. Дренажный трубопровод 123 может перемещаться вверх и вниз с помощью гидроцилиндра 124, закрепленного на опорном элементе 113. Гидроцилиндр 124 имеет шток 125, соединенный с дренажным трубопроводом 123. Когда шток 125 выдвигается, то он поднимает дренажный трубопровод 123 до тех пор, пока тот не достигнет седла 109 клапана, где он может сообщаться с седлом 109. Когда шток 125 втягивается, то он опускает дренажный трубопровод, отводя его от седла 109. Таким образом, барабан может вращаться и ему не будет мешать дренажный трубопровод 123.
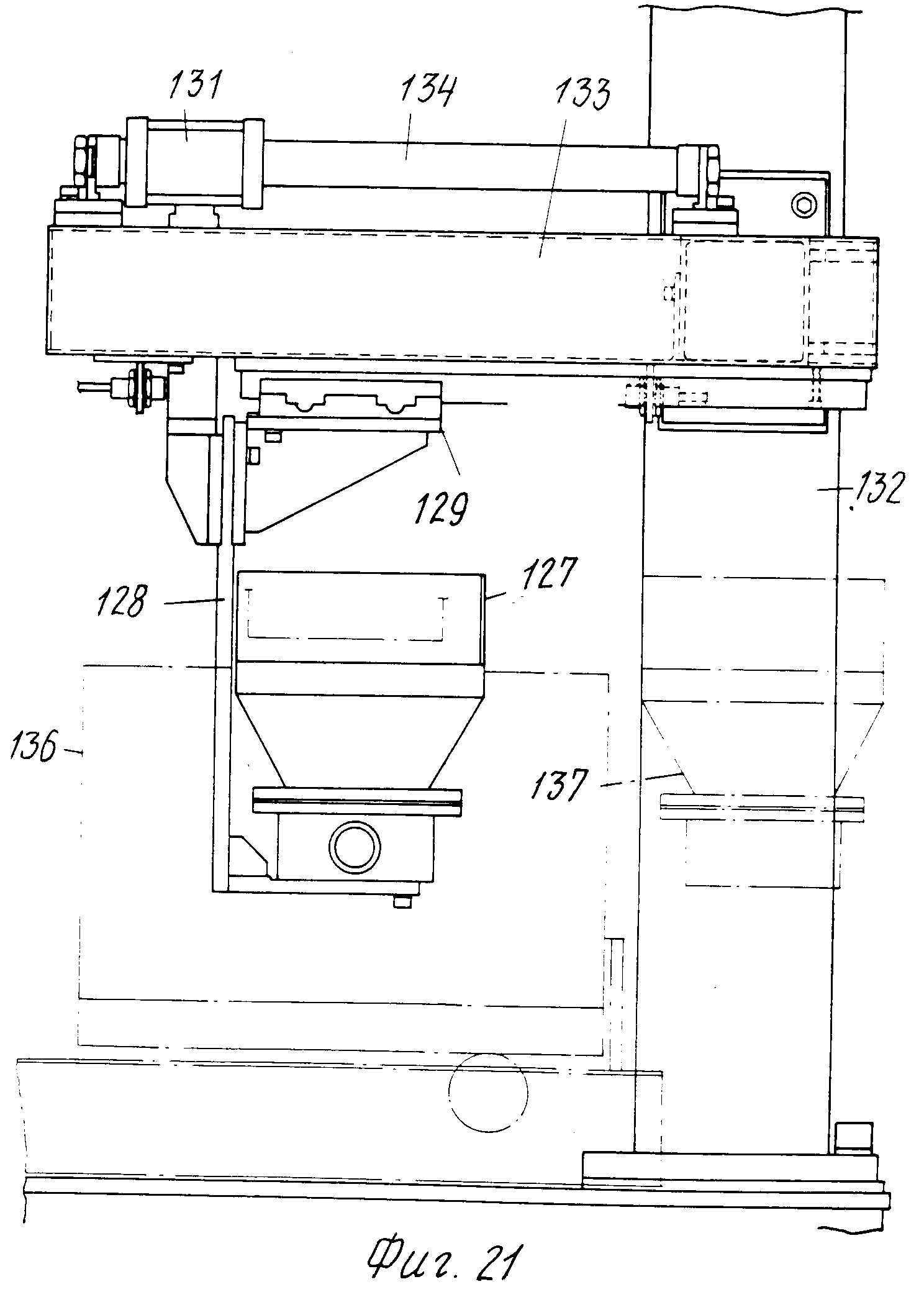
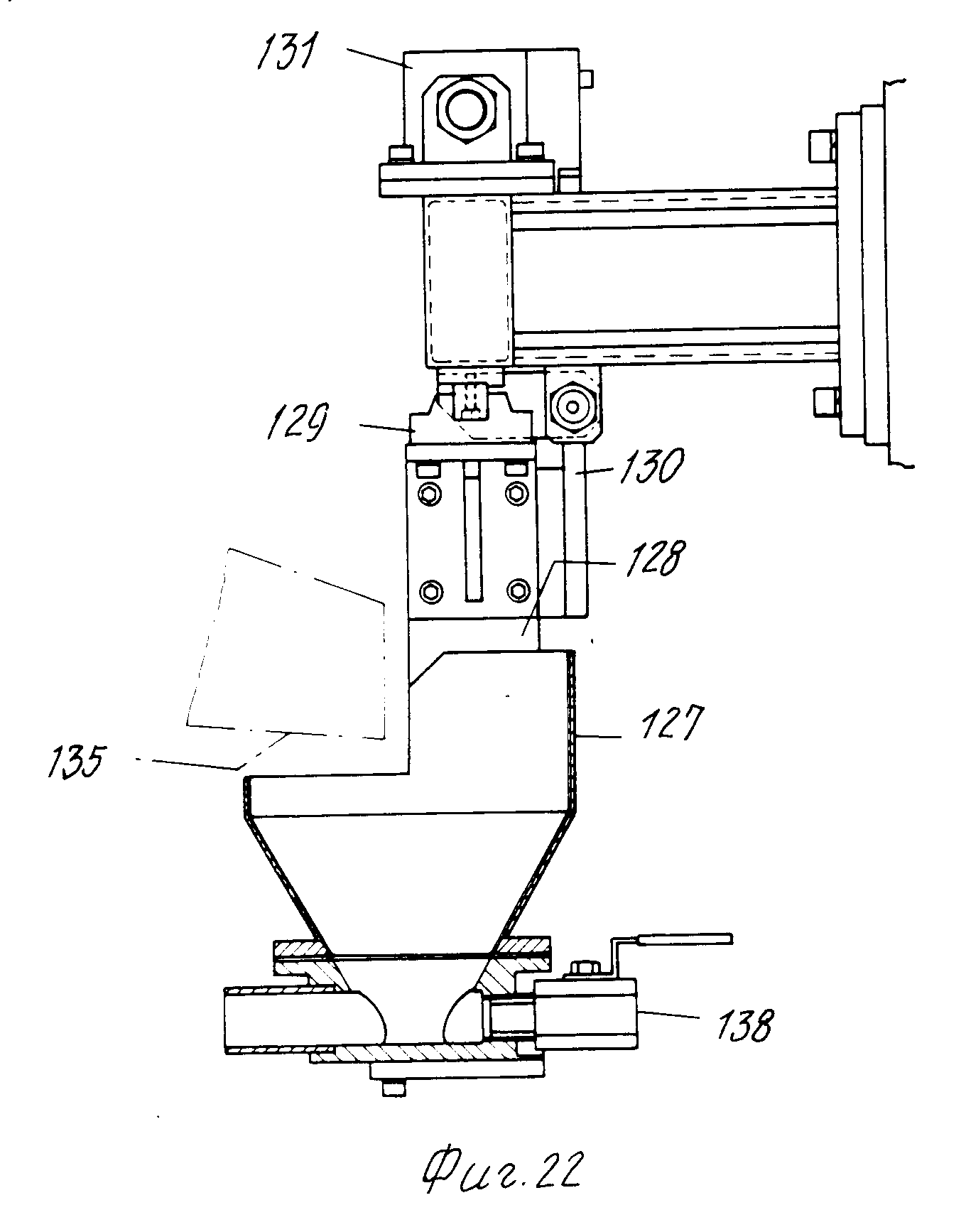
Вакуумное транспортерное устройство (фиг. 21 и 22) содержит вакуумный бачок 126 (фиг. 1), через впускное отверстие которого в него поступает абразивная среда от сепаратора масс и который осуществляет подачу среды под действием вакуума.
Бункер 127 приема абразивной среды установлен на опорном элементе 128, который соединен с линейной направляющей 129 и располагается с нее вниз. На опорном элементе 130, который прикреплен к опорному элементу 128, установлен бесштоковый цилиндр 131. Опорный элемент 132 располагается вверх с рамы 50 и на нем установлен перемещающийся элемент 133. Бесштоковый цилиндр 131 имеет направляющую 134, проходящую над перемещающимся элементом 133 и, кроме того, имеется направляющая для линейной направляющей 129, расположенная ниже перемещающегося элемента 133.
Когда бункер 127 устанавливается в положение, показанное сплошными линиями на фиг. 21, то выпускное отверстие 135 сепаратора массы располагается над бункером 127. Когда та же абразивная среда, которая использовалась в предыдущей обработке, снова должна использоваться без замены на другую или новую, то ковш 136 устанавливается вместо бункера 127, который отведен из этого положения, а абразивная среда подается из сепаратора в ковш 136. Когда старая абразивная среда становится непригодной или новая, или другого типа абразивная средадолжна подаваться, то бункер 127, находящийся в позиции 137, перемещается в положение, показанное сплошными линиями на фиг. 21. В этом случае новая или другого типа абразивная среда поступает из сепаратора массы в бункер 127. В любом случае поступившая в бункер 127 абразивная среда затем подается в вакуумный бак 126. Такая подача может осуществляться с помощью соответствующего вакуумного всасывающего устройства, осуществляющего открытие клапана 138.
Сепаратор Н массы установлен под барабаном. Этот барабан отводится вниз и в сторону от барабана во время работы последнего с целью обеспечения беспрепятственного его вращения. Когда операция завершается и масса, содержащая детали и абразивную среду, должна поступать на сепаратор Н, то последний перемещается вверх как можно ближе к барабану. Это необходимо для предотвращения любого возможного повреждения обработанных деталей, когда они передаются вместе с абразивной средой из барабана на сепаратор массы, находящийся под ним.
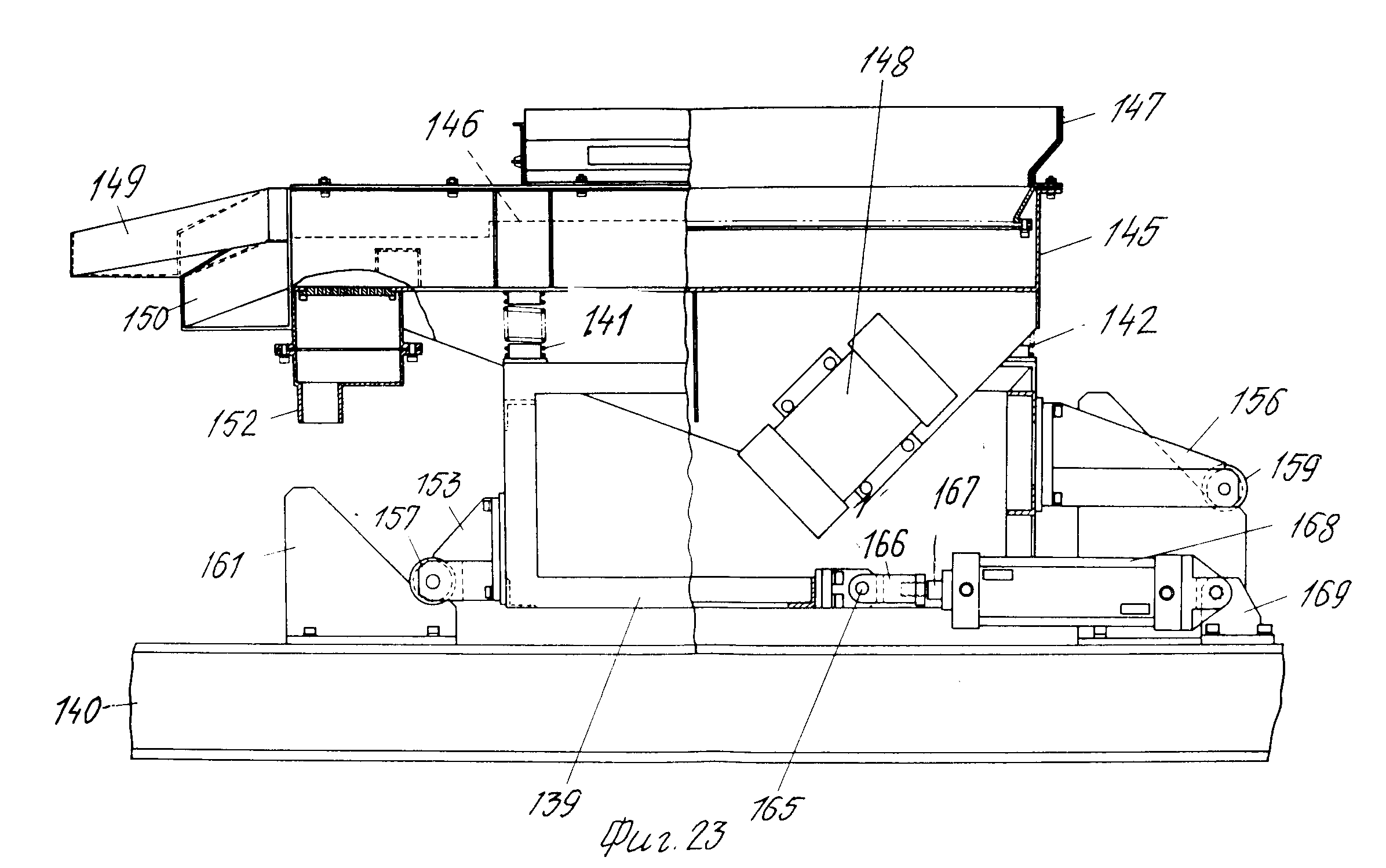
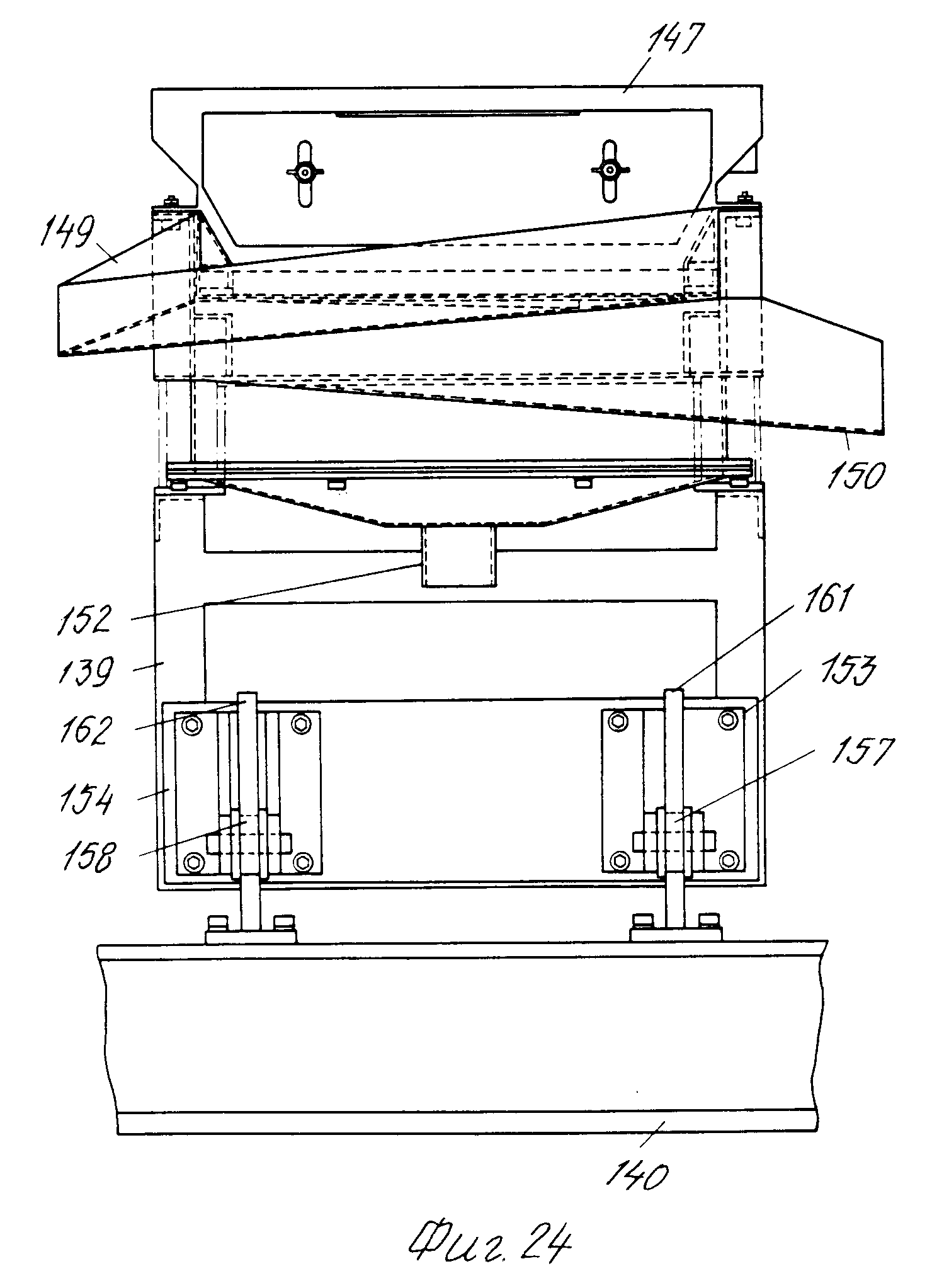
Пример конструкции сепаратора массы. На фиг. 23 представлен вид сбоку устройства, при этом его вид показан с левой стороны, а его внутренние детали с правой стороны. Он содержит короб 139, установленный на его основание 140. Имеются несколько пружин (например, четыре) 141-144, установленных на коробе 139, которые поддерживают сито 145. Последнее содержит собственно сито 146, например металлическую сетку, решетку, плиту с отверстиями и т.п.
Сито 146 осуществляет фильтрующее действие. Сито 145 имеет также впуск 147, через который масса из барабана направляется на сито 146, когда барабан переворачивается. Двигатель 148 осуществляет вибрацию подпружиненного сита 145, т.е. когда двигатель 148 включается, то его выходная мощность передается на плиту сита 146, поддерживаемую пружинами 141, и т.д. в результате чего обработанные детали остаются на сите 146, тогда как абразивная среда проходит через него и попадает в бункер 127.
Обработанные детали, оставшиеся на сите 145 (как правило остаются обработанные детали, но в некоторых случаях с ними может оставаться абразивная среда), собираются через выход 149 над ситом. Абразивная среда, прошедшая через сито (аналогично обычно проходит абразивная среда, но в некоторых случаях могут попасть детали), направляется через выход 150 ниже сита и поступает в бункер 127 или ковш 151 (фиг. 21). Если масса содержит состав, то он отводится по дренажному трубопроводу 152.
Когда барабан поворачивается или вокруг своей оси, или вокруг револьверной головки, или вокруг обоих в процессе нормальной работы, то сепаратор массы должен быть отведен в сторону от барабана с целью обеспечения ему беспрепятственной работы. Когда операция завершена, то сепаратор массы должен быть перемещен обратно, как можно ближе к барабану. Это может достигаться следующим образом. Короб 139 имеет фланцы 153 156, расположенные на его нижней стороне и идущие наружу от него, и ролики 157 160, вращательно закрепленные на соответствующих фланцах. Основание 140 снабжено направляющими 161 164, имеющими наклонные поверхности, обращенные к соответствующим роликам, которые могут перемещаться вверх и вниз вдоль направляющих. Короб 139 снабжен штифтом 165, прикрепленным к его нижней части, к которому вращательно прикреплено соединение 166. Последнее прикреплено к штоку 167 гидроцилиндра 168, прикрепленного к фланцу 169, выступающему с основания 140, в результате чего гидроцилиндр 168 может поворачиваться относительно фланца 169. Подавая рабочую среду под давлением поочередно на поршневую и штоковую стороны цилиндра 168, обеспечивают перемещение роликов 157 и т.д. вверх и вниз вдоль направляющих 161 и т.д. Когда ролики перемещаются вверх или вниз, то сепаратор массы подводится ближе к барабану или отводится от него.
Приведенное выше описание касалось вибрационного сита, однако, могут использоваться сита любого другого типа, например магнитное сито. При любом типе сита оно может быть выполнено, как описано выше, в результате чего ролики, установленные под ситом, могут перемещаться вверх и вниз вдоль наклонных направляющих.
Таким образом, гидроцилиндр может управлять коробом 139 так, что он может перемещаться вперед и назад, заставляя ролики двигаться вверх и вниз вдоль наклонных направляющих. В результате этого перемещения сепаратор массы перемещается в сторону от барабана во время его работы или он подводится как можно ближе к барабану после завершения его работы. Это гарантирует беспрепятственную работу барабана, а также предотвращает любое возможное повреждение, которое может произойти с обработанными деталями, когда они выгружаются на сито. Наклонные направляющие имеют механически прочную и устойчивую конструкцию, обеспечивающую точность и безаварийную работу. Таким образом, она имеет длительный срок службы.
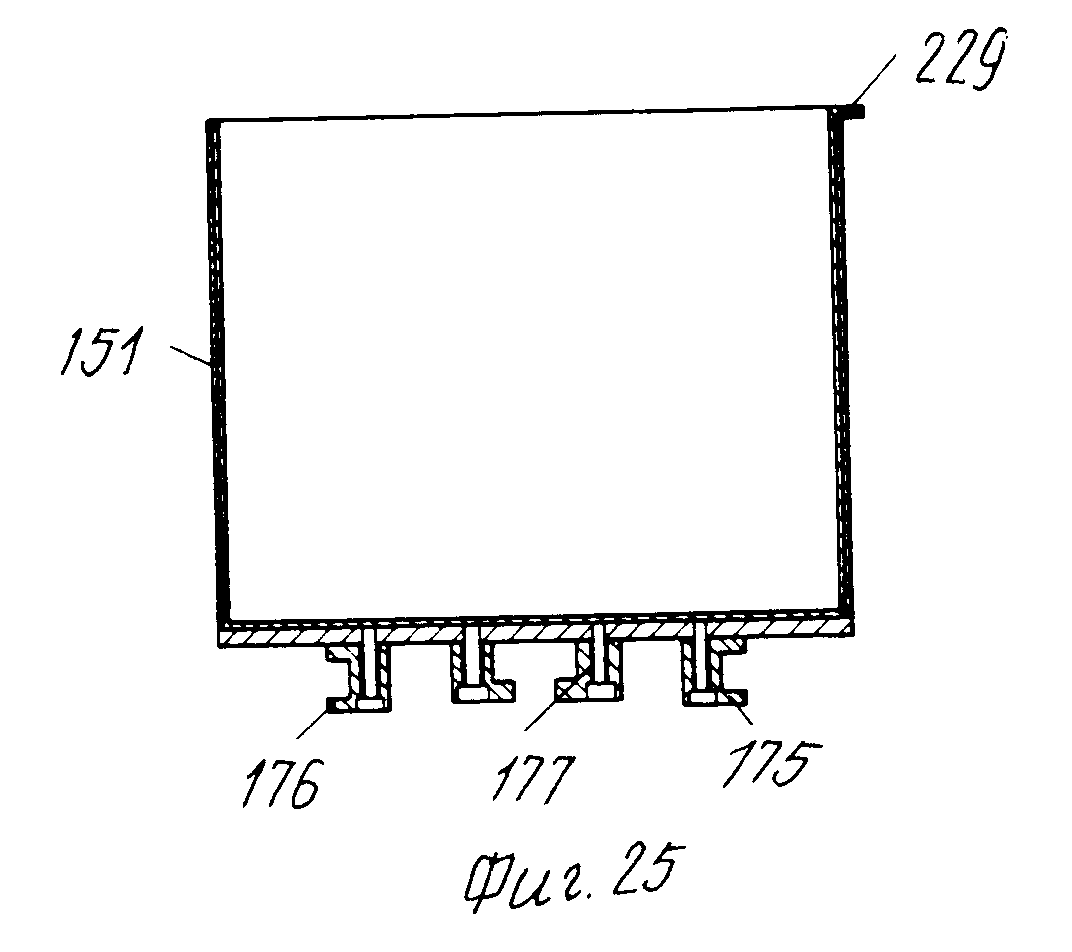
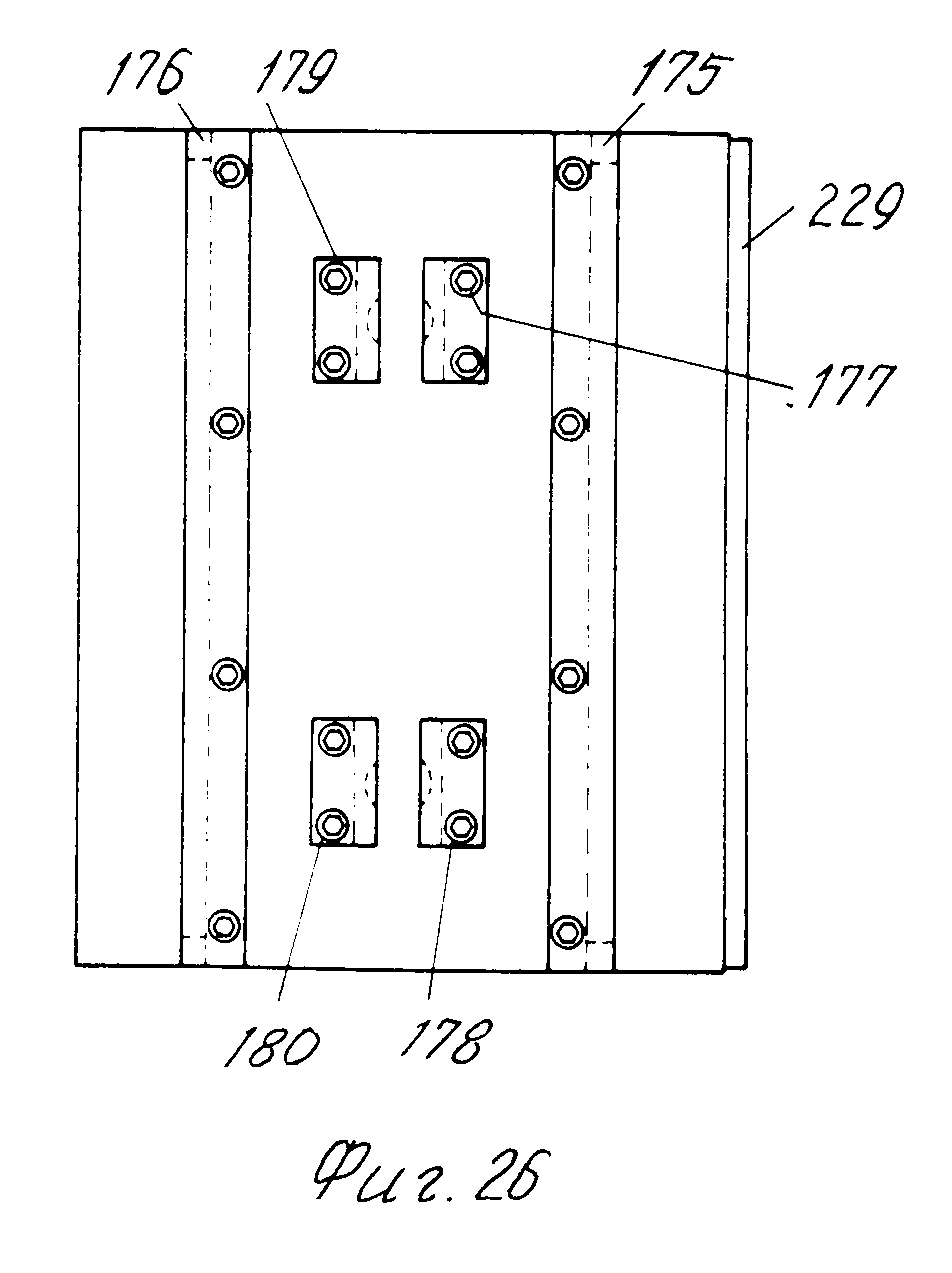
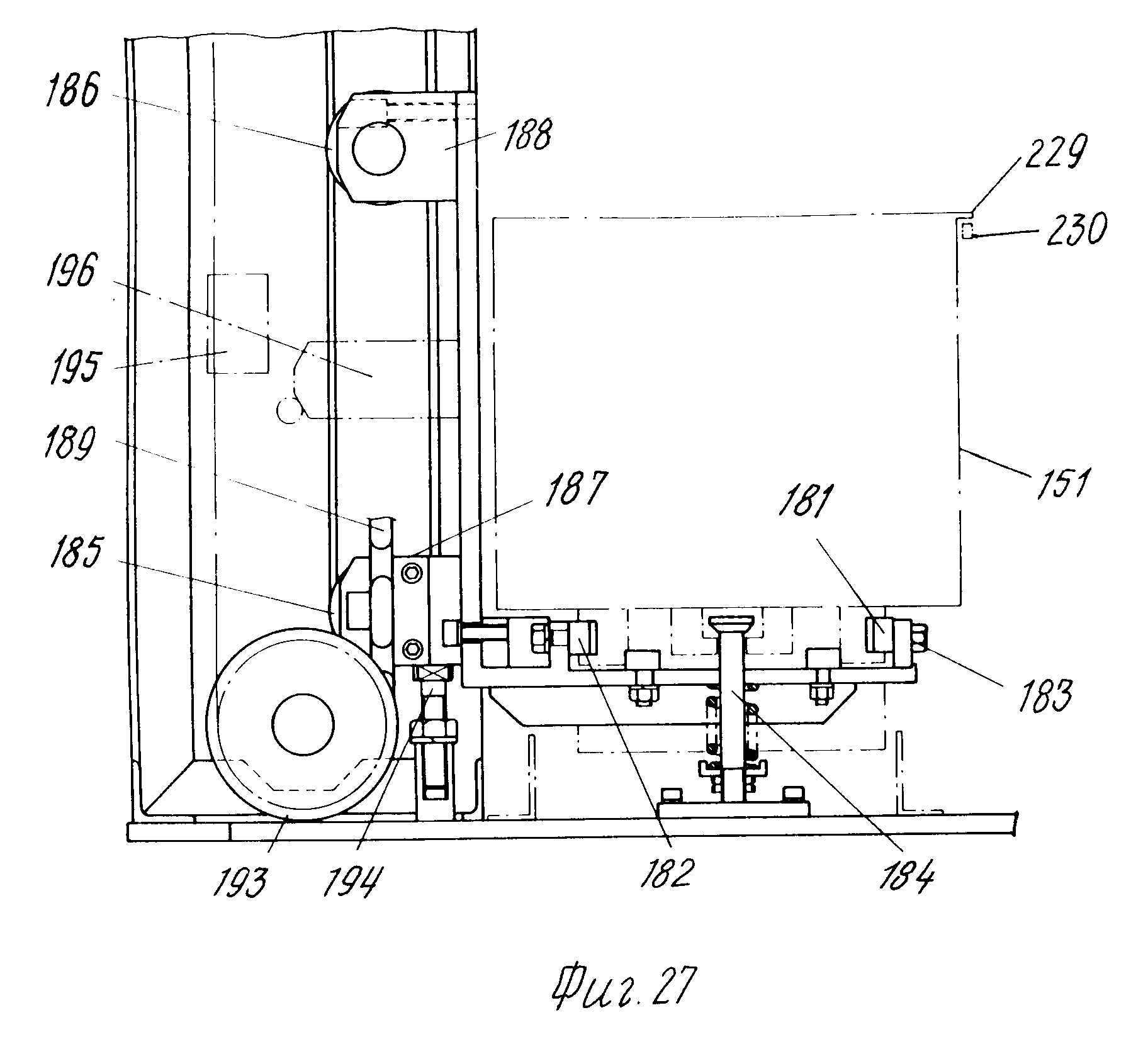
Ковшовый транспортер (фиг. 1 и 2) расположен ниже машины и встроен между устройством подачи абразивной среды и сепаратором массы. Ролики 170 установлены между упомянутыми двумя устройствами, при этом они крепятся на валах, проходящих через них. На каждом валу ролика закреплена звездочка, приводящаяся в действие от приводного двигателя 171. Когда ролики приводятся в действие, то ковш перемещается вдоль роликов. Ковш может на своем пути останавливаться в нескольких позициях, в которых расположены бункер 172 приема абразивной среды, кантователь 173 ковша и сепаратор 174 массы. В каждой из этих позиций может быть установлен микровыключатель, который срабатывает при наличии на позиции ковша, останавливая ковш на соответствующей позиции. Под ковшом 151 имеются стопоры, взаимодействующие с кантователем К. Для этой цели предусмотрены две параллельные планки 175, 176 и стопоры 177 180. Эти стопоры взаимодействуют с соответствующими стопорами 181 и 182 на несущем элементе 183 (фиг. 27), когда ковш 151 останавливается в позиции переворачивания ковша.
Стопоры 177 и 178 удерживаются с помощью удерживающей штанги 184. Несущий элемент 183 снабжен роликами 185 и 186, вращательно закрепленными на валах, проходящих через несущий элемент 183. Валы установлены в подшипниках 187 и 188, к которым прикреплена цепь 189. Последняя проходит вверх (фиг. 3) и вокруг звездочек 190 193. Когда эта цепь приводится в действие двигателем, то ковш 151 будет перемещаться вверх и вниз. Нижний конец перемещения ковша ограничен упором 194.
Когда ковш останавливается в нижнем конце своего перемещения, то это может подтверждаться с помощью конечного выключателя 195, взаимодействующего с собачкой 196 на несущем элементе 183. Когда находящаяся в ковше масса должна выгружаться в барабан в кантователе, то ковш поворачивается до тех пор, пока его часть не войдет в барабан, в то время как барабан тоже слегка наклонен, для приема части ковша, тем самым сводя до минимума падение между ковшом и барабаном и устраняя любые возможные повреждения обработанных деталей.
Устройство подачи абразивной среды содержит пять бункеров 197 201, каждый из которых соответствует каждому из различных типов абразивной среды. На четырех углах основания 202 установлены вертикальные опорные элементы 203-206 сверху, на которых располагается перемещающаяся верхняя плита 207. Главный вал 208 вращательно установлен между основанием 202 и верхней плитой 207 и приводится в действие двигателем 209, включающим редуктор 210 и звездочку 211. Таким образом, движущая сила от двигателя 209 передается через редуктор 210 и звездочку 211 на звездочку 212, закрепленную на главном валу 208. Вакуумный бак 213 установлен на верхней плите 207 и может содержать абразивную среду, которая использовалась в предыдущей обработке, или новую абразивную среду.
Вакуумный бак 213 расположен рядом с галтовочным устройством и имеет расположенный под ним выход, направленный вниз в сторону конкретного бункера. Выход закрыт крышкой 214, которая может отрываться или закрываться с помощью гидроцилиндра 215.
Револьверная головка 216 установлена на главном валу 208 на его середине, а на ней расположены бункеры 197, и т.д. В каждом бункере содержится свой тип абразивной среды. Каждый бункер имеет опорный корпус 217-220 или 221, который прикреплен к нижней части соответствующего бункера.
Каждый опорный корпус имеет в поперечном сечении форму прямоугольного короба, открытого сверху, внутри которого размещается ленточный транспортер 222-226.
Каждый ленточный транспортер располагается ближе к выходу каждого соответствующего бункера, направленного вниз. Каждый бункер снабжен заслонкой, установленной на его выходе с возможностью поворачивания, которая обычно закрывает разгрузочный конец транспортера.
Когда, например, транспортер 223 приводится в действие в направлении стрелки, то он открывает заслонку, поскольку абразивная среда на транспортере движется к заслонке. На разгрузочном конце транспортера абразивная среда поступает в дозирующий бункер 227. Последний поддерживается грузовой ячейкой и обеспечивает количество абразивной среды, как определено измерением его веса, который ранее установлен.
Когда абразивная среда достигает установленного веса, то под ее действием выпускное отверстие бункера открывается и среда поступает в ковш 151, установленный под выпускным отверстием бункера. Выбор бункера, содержащего данный тип абразивной среды, может осуществляться путем вращения револьверной головки 216 до тех пор, пока этот данный бункер не установится непосредственно под дозирующим бункером 227.
Это позиционирование бункера может осуществляться с помощью того же позиционирующего устройства, которое описано на фиг. 4. Устройство 228 подачи деталей может совершать вибрационный питатель, который может подавать определенное число деталей в ковш 151, в который подается абразивная среда. Количество подаваемых деталей может определяться с помощью реле времени, которое заранее настроено. Датчик, установленный над устройством 228 подачи деталей, реагирует на проходящие мимо него детали.
Рассмотрим теперь функции контроллера, которые обычно могут осуществляться с помощью контроллера последовательности или ЭВМ. Эти функции контроллера программируются для управления последовательными операциями всех или каждого из индивидуальных устройств, которые были рассмотрены выше. Каждая деталь идентифицируется с помощью необычного кодового числа или идентификатора, который соответствует данному типу операции или последовательности. Это кодовое число предварительно закладывается в память или запоминающее устройство ЭВМ и может вводиться путем его считывания с детали с помощью любого соответствующего считывателя метки или может непосредственно вводиться с соответствующей клавиатуры.
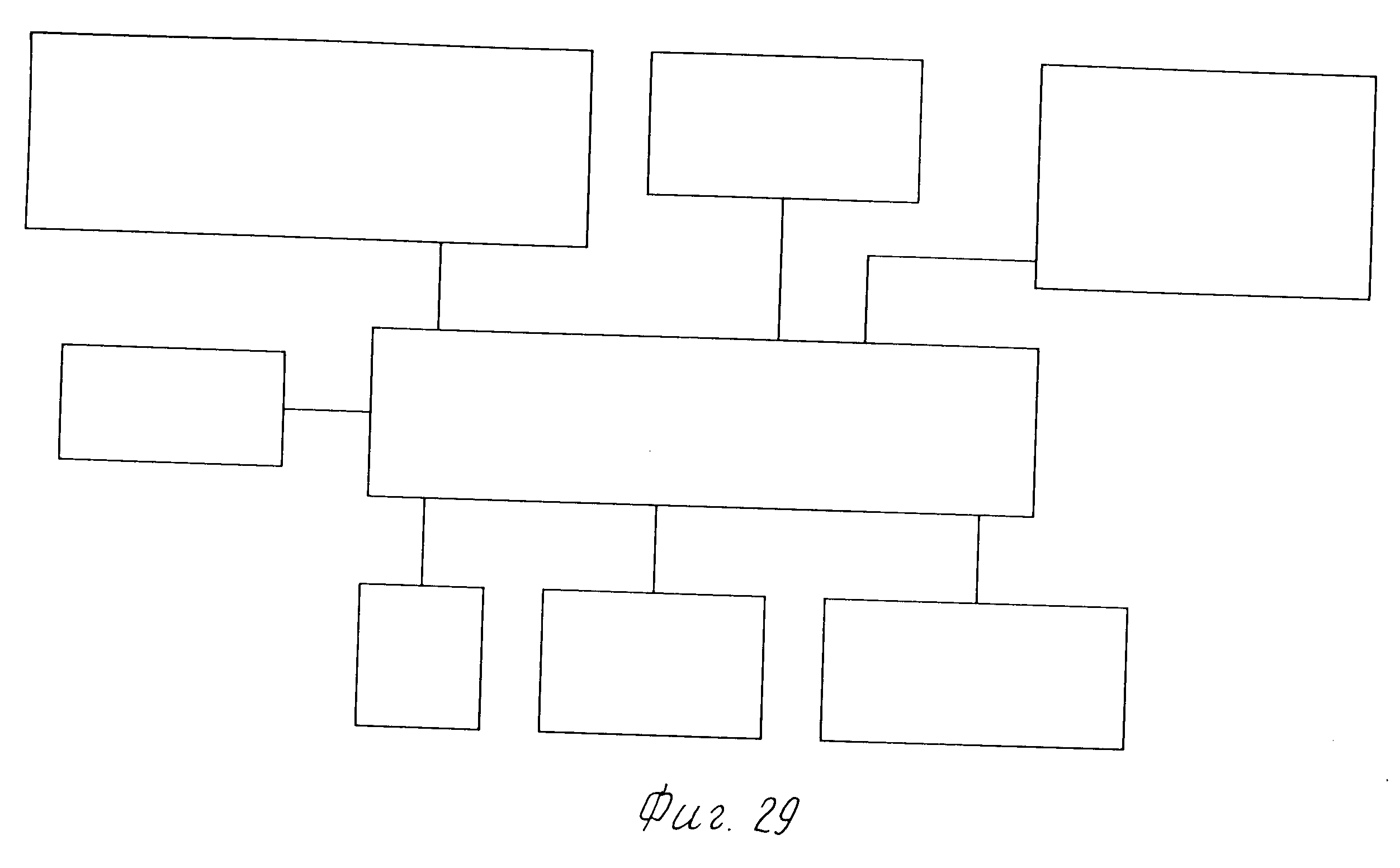
Введенное кодовое число затем сравнивается с хранящимся в памяти, и операция или последовательность операций, соответствующих этому кодовому числу, могут выбираться и выполняться. Каждая операция или последовательность заранее определяются, программируются и закладываются в память. Имеется исходный набор команд, который представляет собой перечень выборов, как то автоматическая работа, индивидуальные операции и т.д. Так, например, когда выбирается выбор "индивидуальные операции", то на другом экране воспроизводится из каких конкретных работ они могут быть выбраны путем установки указателя у соответствующего наименования работы с помощью клавиш установки указателя, а затем они могут быть выполнены путем нажатия на клавиши "Черная" и "Красная". Блок-схема на стр. 29 состоит из этапов, которые обычно осуществляет системы ЭВМ. Типичная конфигурация системы включает контрольную ЭВМ, например промышленную ЭВМ FC 9801V, контроллер последовательности, как по Mitsubishi Electrics Welsic KZN с блоком соединения с ЭВМ KJ71-L7 и интерфейс RS-232C, соединенный с центральной ЭВМ. Другие дополнительные устройства включают блоки ввода/вывода, например дисплей на жидких кристаллах LCD/N5914, клавиатуру FC9801-KB2, панель расширения памяти ЗУ с произвольным обращением FC8901-02, блок расширения файла FC-9813, дополнительный 5-дюймовый флоппи-дисковод FC-9813-FD1 /два комплекта), серийное печатное устройство PC-PR101F, десятиклавишный пульт, и т.д.
Графики пуска программ управляются с помощью ЭВМ, которая представляет различные данные о состоянии программ и другую информацию. Вводятся инструкции или команды, которые позволяют контроллеру последовательности осуществлять соответствующую операцию или последовательность в соответствии с графиком пуска программ и управлять режимами работы. Каждое необычное кодовое число или идентификатор присваивается каждой операции или последовательности. Когда заданное кодовое число вводится либо с клавиатуры, либо считывается с помощью оптических средств, как то датчика метки, то вызывается процедура последовательности, соответствующая этому кодовому числу, а затем выполняется. Каждое устройство, взаимодействующее с каждым этапом в процессе чистовой обработки, может приводиться в действие в соответствии с данной последовательностью.
Последовательно могут выполняться следующие типы операций: вращение, сильное вращение, центробежный поток, индивидуально; вращение центробежный поток /или сильное вращение; центробежный поток /или сильное вращение/ - вращение; вращение центробежный поток /или сильное вращение/ вращение. Каждая последовательность может состоять из комбинации до трех типов операций.
Кодовое число может опознаваться любыми известными средствами, как то цветным монитором, микровыключателем, магнитным датчиком, апертурами, штриховыми кодами, передачей сигналов, определением знака или метки и т.п. Метка с кодовым числом, которая может считываться механически, оптически или магнитно, предварительно крепится в любое подходящее место на ковше, например на кромку 229. Эта метка может считываться любыми соответствующими чувствительными средствами 230, установленными на раме 50 машины. Выходной сигнал от этих средств поступает на центральную ЭВМ.
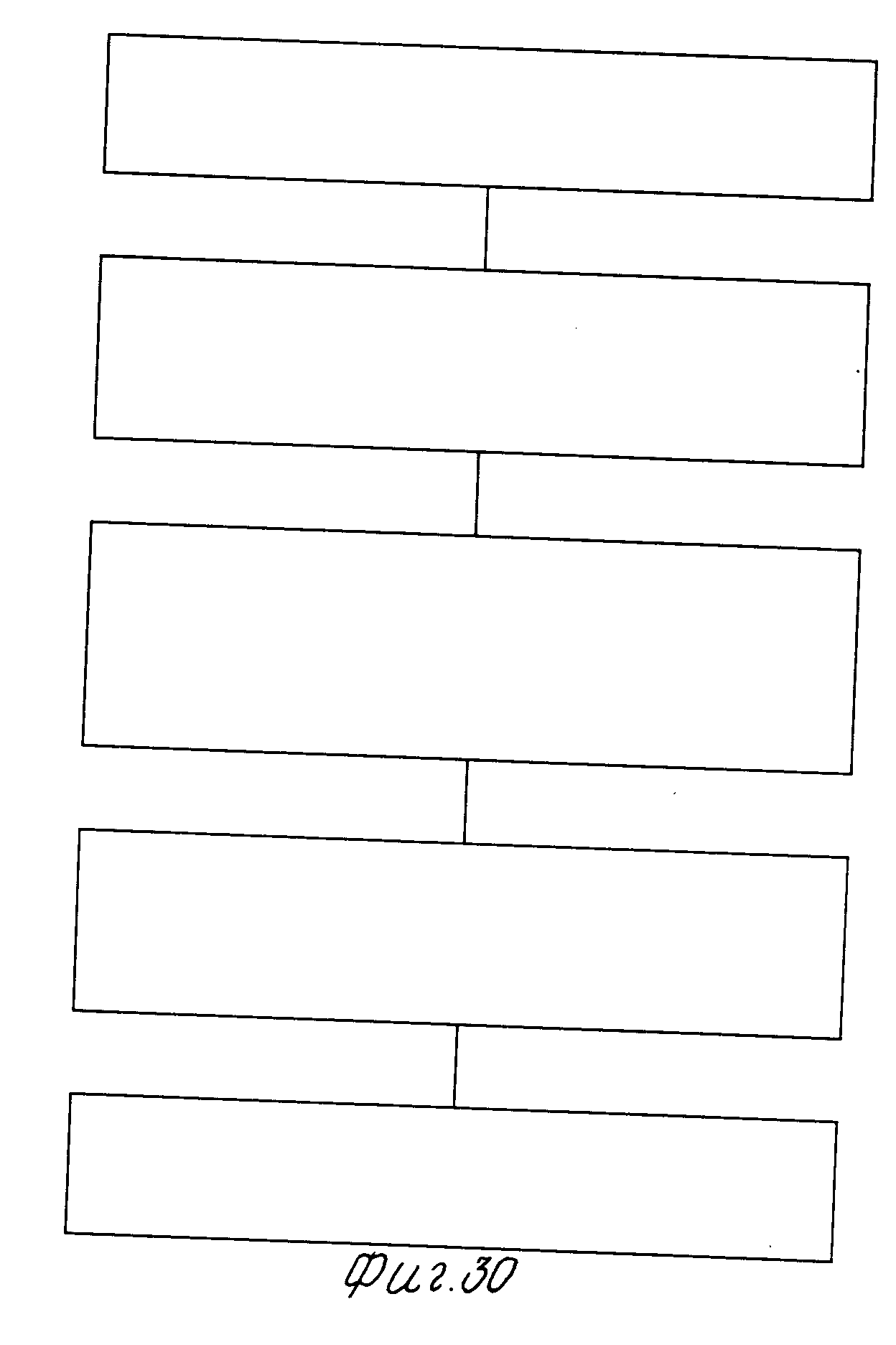
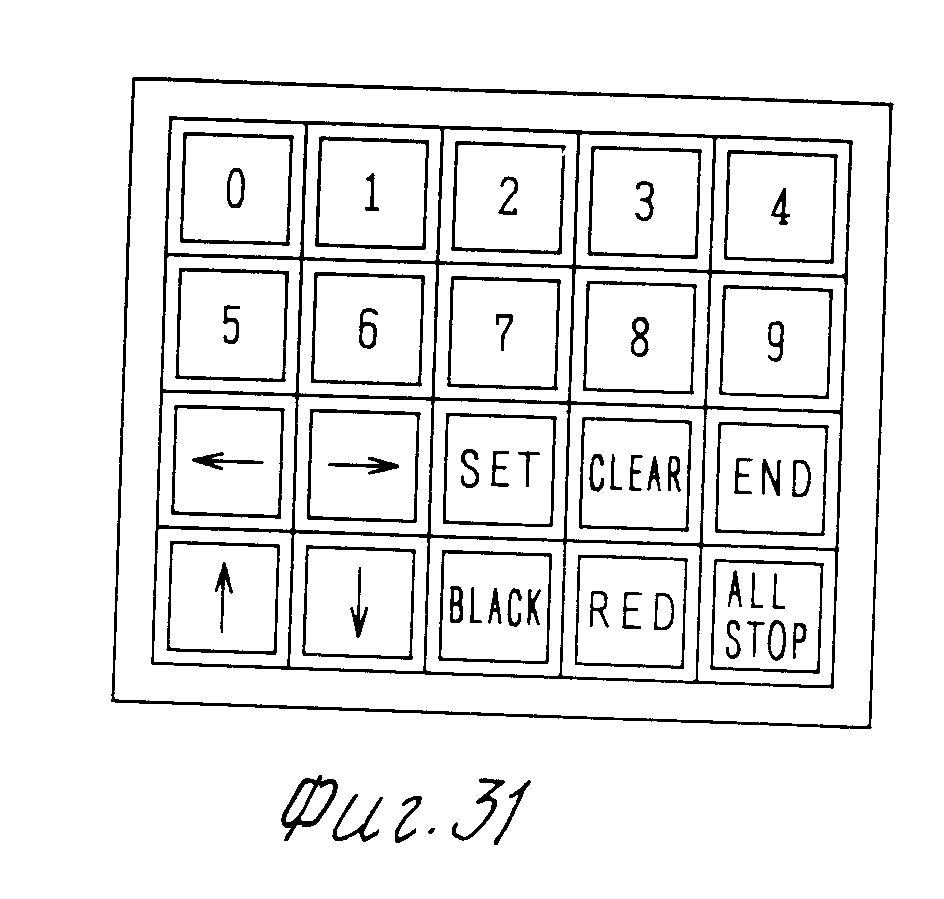
Как видно из блок-схемы на фиг. 30, этапы начинаются со считывания кодового числа через промежуточные операции и завершаются началом чистовой обработки. Десятиклавишный пульт имеет расположение клавиш, показанное на фиг. 31.
Типы операций могут определяться "Черной" и "Красной" клавишами.
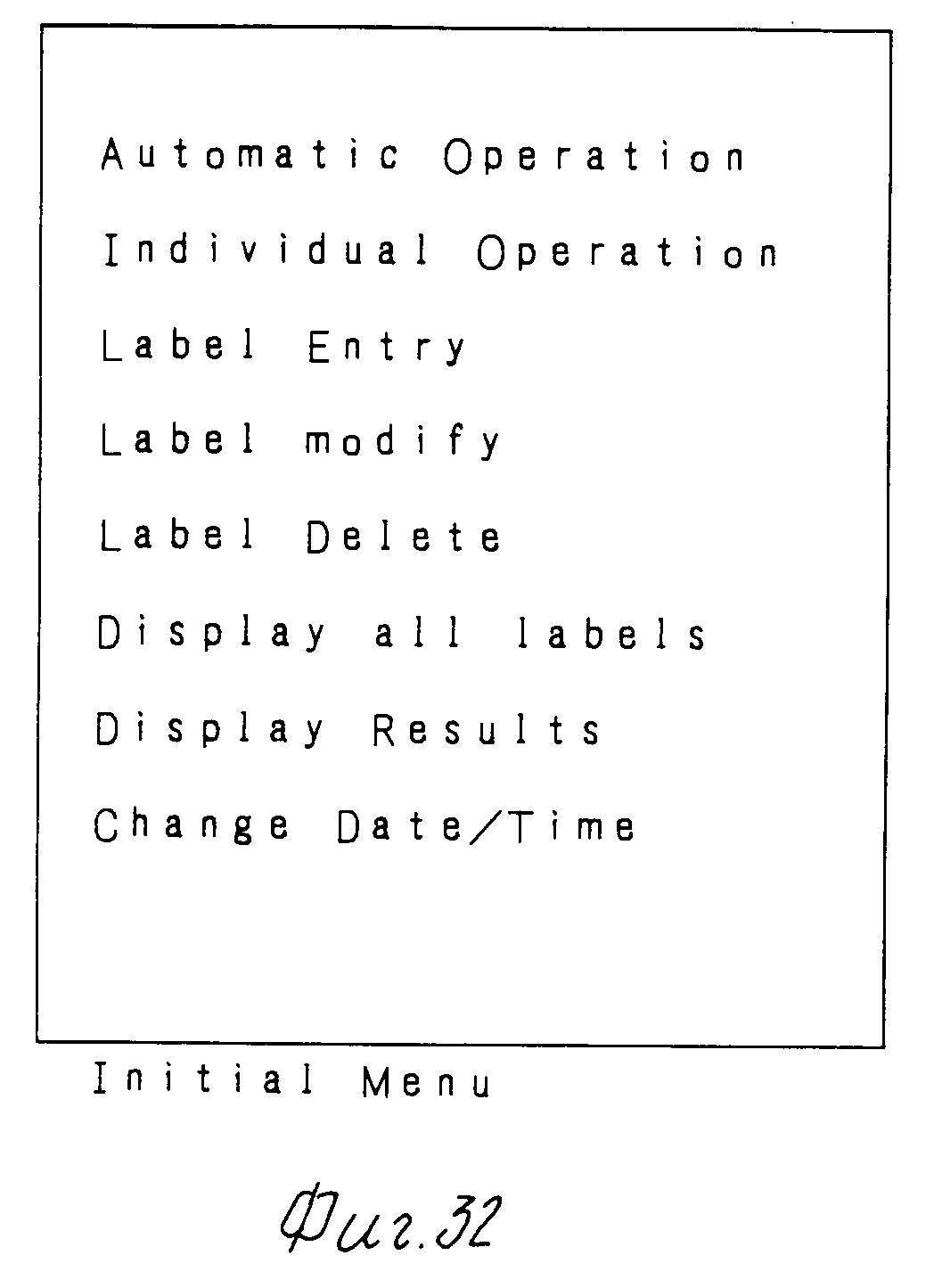
На фиг. 32 показан экран с исходным набором команд, который представляет перечень выборов: автоматическая работа, индивидуальные операции, ввод метки (что позволяет вводить кодовые числа в качестве меток, а также их соответствующую последовательность), изменение метки (что позволяет изменять существующие метки), стирание или ликвидация метки (что позволяет ликвидировать существующие метки, если они больше не нужны), воспроизведение всех меток (что позволяет воспроизводить все существующие метки и связанные с ними данные), воспроизведение результатов чистовой обработки и изменение даты/времени. Эти позиции могут выбираться нажатием на соответствующее число на клавише пульта. Проводимое ниже описание дается при условии, что были выбраны работы "автоматическая работа" и "индивидуальные операции".
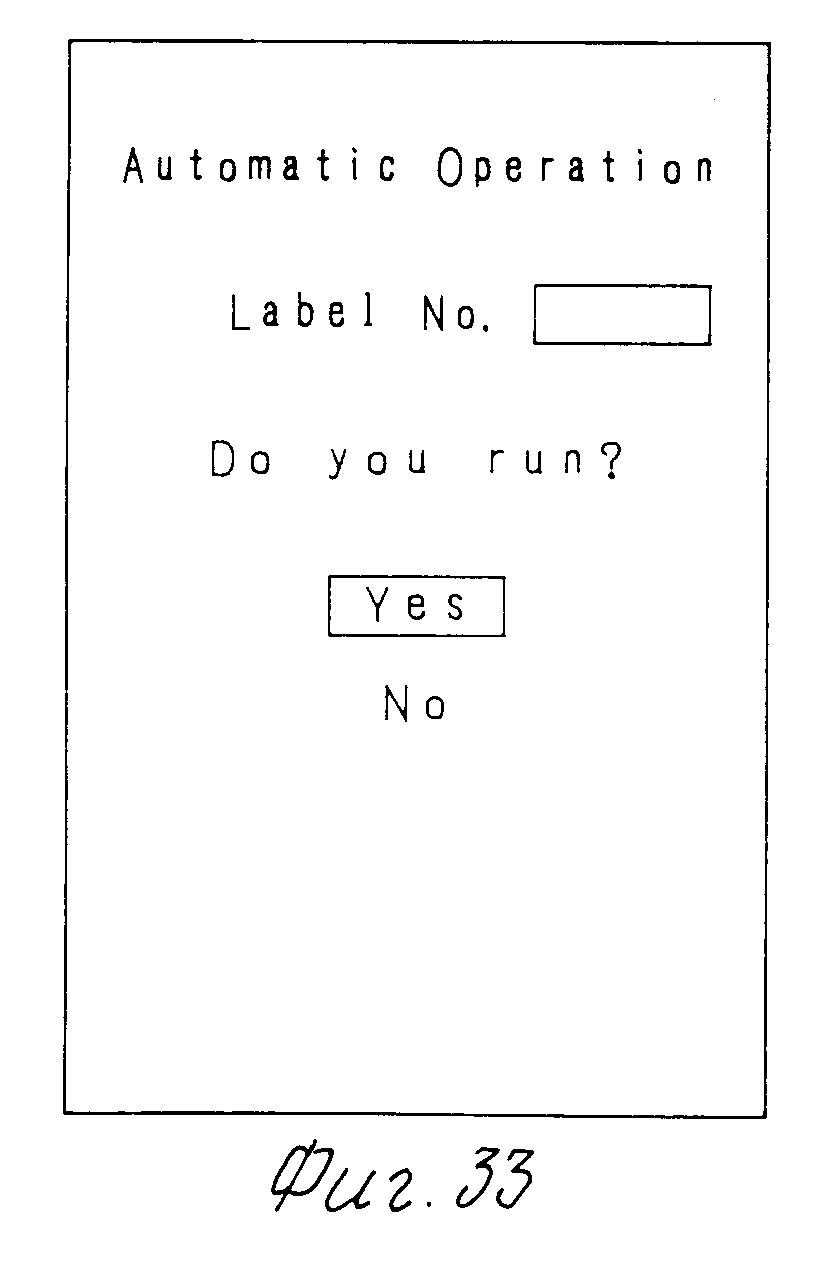
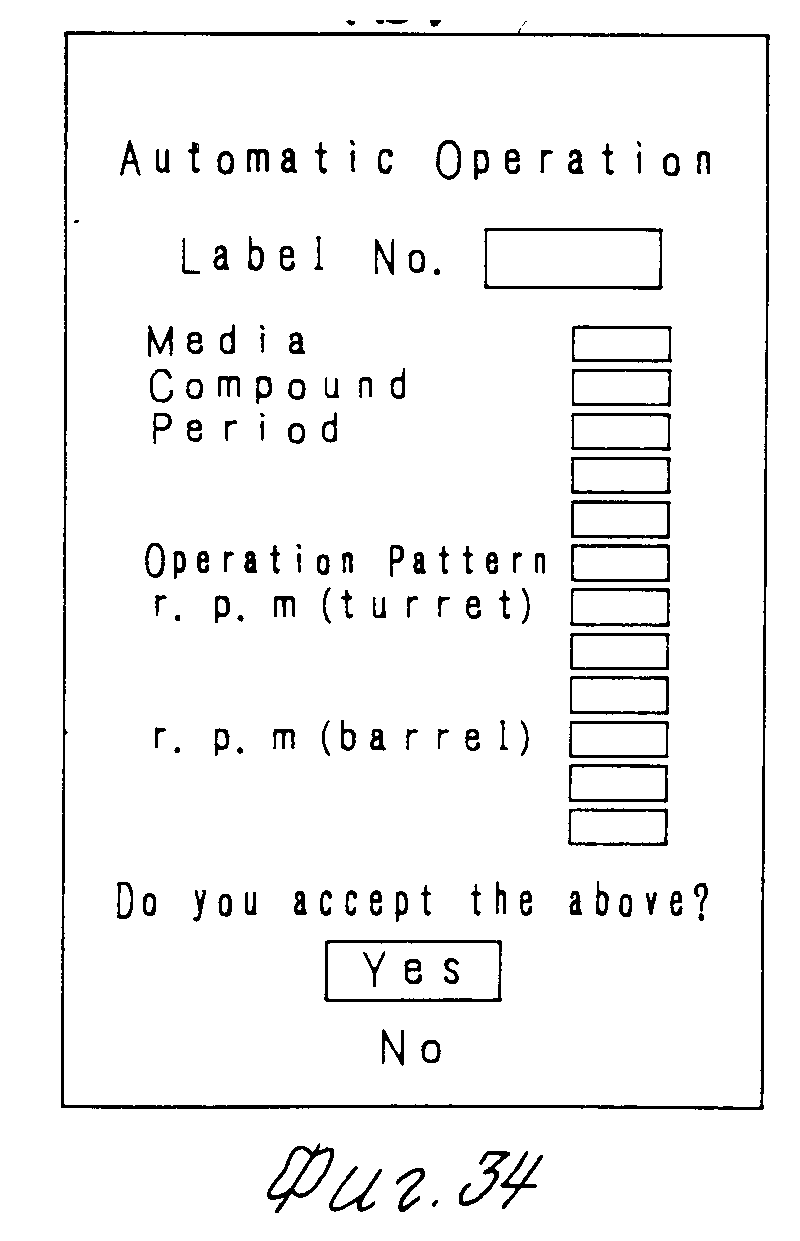
Когда выбрана "автоматическая работа", то на другом экране, как показано на фиг. 33, появляется номер барабана, как считан. Если какой-либо номер барабана выбран неавтоматически, то может использоваться десятиклавишная клавиатура, на которой нажимается клавиша, соответствующая номеру данного барабана. После этого номер появляется на экране. Когда поступает инструкция на выполнение "автоматической работы", то появляется другой экран, как показано на фиг. 34. На этом экране воспроизводится совокупность данных на специальные требования, которые соответствуют данному кодовому числу. Если эти требования принимаются, то нажимается клавиша "Да". Затем ЭВМ это перерабатывает и посылает соответствующий сигнал на контроллер последовательности для начала этой последовательности. Если эти требования должны быть изменены, то нажимается клавиша "НЕТ". Это приводит к появлению экрана изменения метки, с которого могут производиться любые необходимые изменения.
Во время автоматической работы состояние информации может появляться в нижней части дисплея в зависимости от нормальной работы или любой ненормальной ситуации. Когда работа идет нормально, то состояние информации может включать: детали поданы; револьверная головка вращается; соответствующий барабан вращается; масса разделяется; рабочее время для номера данного барабана и т.п. Когда появляется состояние "детали поданы", то сигнал от собачки 196 на несущем элементе 183, который подается при переворачивании ковша, и сигналы, вырабатывающиеся при обнаружении прохождения тока через вращающиеся двигатели, связанные с соответствующими вращением и сепарацией, поступают на центральную ЭВМ.
Состояние информации, которая может появляться в случае возникновения какой-либо ненормальной ситуации, включает: аварийный останов; недостаточное пневматическое давление; цикл завершился; перегрев; неисправна батарея устройства, задающего последовательность; неисправно устройство, задающее последовательность; неисправен гайковерт; неисправна крышка барабана; поворот кантователя на слишком большую величину; нет деталей и т.д.
Сигнал "Аварийного останова" обеспечивается путем нажатия на кнопку "Аварийный останов", сигнал "Недостаточное пневматическое давление" обеспечивается манометром, фиксирующим его состояние, сигнал "Перегрев" обеспечивается термопарой, встроенной в подшипник револьверной головки и реагирующей на ненормальное изменение температуры; сигнал "Неисправность батареи устройства, задающего последовательность" обеспечивается вольтметром; сигнал "Неисправность гайковерта" обеспечивается датчиком крутящего момента; сигнал "Неисправность крышки барабана" микровыключателем 71, который фиксирует это, сигнал "Нет деталей" микровыключателем, установленным рядом с прохождением деталей, которые подаются устройством 228 подачи деталей и срабатывающим, когда он это фиксирует. Все сигналы поступают в центральную ЭВМ, которая дает возможность дисплею предоставлять соответствующее состояние информации.
Режимы работ для каждой индивидуальной операции включают режим "Снятия", режим "Установки" и режим "Замены абразивной среды". Эти режимы могут выбираться из набора команд, показанных на фиг. 35c, каждый экран режима появляется, как показано на фиг.

Изобретение обеспечивает большое число функций: операции вращающийся барабан, барабан с центробежным потоком, сильно вращающийся барабан и вращающийся барабан под действием центробежной силы, которые могут выполняться как по отдельности, так и в любом сочетании выбранных операций. Каждая индивидуальная операция предусматривает выбор рабочих режимов. Все возможные сочетания операций, которые выбираются для данного типа деталей, могут выполняться последовательно и поэтому обработка деталей может осуществляться от одного типа операции к другому автоматически, а также непрерывно. Последовательность операций, которая наилучшим образом отвечает требованиям для данного типа деталей, может выбираться путем ввода необычного кодового числа, которое присвоено каждому типу деталей. Это позволяет экономить рабочую силу и обеспечивает экономичную работу.
Реферат
Изобретение обеспечивает выполнение различных типов операций, которые могут осуществляться в любой последовательности, отвечающей требованиям данного типа деталей, подвергающихся чистовой поверхностной обработке. Машина содержит ряд индивидуальных операционных или функциональных узлов, управление которыми осуществляется с помощью контроллера последовательности на базе ЭВМ. Последовательность различных типов операций может определяться с помощью необычных кодовых чисел, которые вводятся в ЭВМ с клавишного пульта оконечного устройства или путем их считывания с помощью любых оптических или других средств. 1 з.п. ф-лы, 39 ил.
Комментарии