Устанавливаемая нажатием литая ушная заглушка из вспененного материала - RU2660999C2
Код документа: RU2660999C2
Чертежи
Описание
Область техники
Настоящее изобретение относится к устройству для защиты органов слуха, и в частности, к устанавливаемой нажатием ушной заглушке, целиком изготовленной из вспененного материала с закрытыми ячейками и медленным восстановлением формы.
Уровень техники
Использование устройств для защиты органов слуха и ослабляющих шум устройств хорошо известно, и предложены различные типы таких устройств. Такие устройства включают ушные заглушки и вставки, содержащие вспененные материалы и материалы на основе каучуков, которые вставляются в ушной канал или накладываются на ушной канал пользователя, чтобы создать препятствие прохождению звуковых волн во внутреннее ухо.
Сжимаемые, или «скручиваемые» ушные заглушки обычно содержат упруго сжимаемую корпусную часть и могут быть изготовлены из подходящих вспененных материалов с медленным восстановлением формы. Чтобы вставить ушную заглушку в ушной канал, пользователю необходимо сначала скрутить ее между пальцами, чтобы сжать ее корпусную часть, затем вставить корпусную часть в ушной канал, после чего корпусная часть расширяется и заполняет ушной канал.
Рассматривались также ушные заглушки, вставляемые нажатием, и такие заглушки могут включать сжимаемую шумоподавляющую часть и жесткую часть, протяженную от шумоподавляющей части. Чтобы ввести в ухо такую заглушку, пользователь берется за жесткую часть и толкает шумоподавляющую часть в ушной канал с подходящим усилием. В процессе принятия своего положения в ушном канале шумоподавляющая часть сжимается. Вставляемые нажатием ушные заглушки можно быстро и легко ввести в ушной канал, и они более гигиеничны, поскольку сводится к минимуму контакт с шумоподавляющей частью перед введением ушной заглушки в ухо.
Несмотря на то, что вставляемые нажатием ушные заглушки обладают требуемыми характеристиками для различных приложений, они могут быть слишком дорогими и сложными в изготовлении.
Сущность изобретения
В одном из воплощений настоящего изобретения предлагается ушная заглушка, включающая корпус, имеющий шумоподавляющую часть и полужесткую стержневую часть, при этом полужесткая стержневая часть имеет относительно более высокую жесткость, чем шумоподавляющая часть. Корпус полностью изготовлен из вспененного материала с закрытыми ячейками и медленным восстановлением формы, при этом шумоподавляющая часть имеет первую плотность ρ1, а стержневая часть имеет вторую плотность ρ2, и ρ2 больше, чем ρ1.
В приведенном выше описании сущности изобретения не подразумевалось описать каждое воплощение настоящего изобретения или каждое его исполнение. Ниже приводится более подробное описание типичных воплощений настоящего изобретения, сопровождаемое прилагаемыми чертежами.
Краткое описание чертежей
Ниже приводится более подробное объяснение настоящего изобретения со ссылками на прилагаемые чертежи, на которых аналогичные элементы обозначены аналогичными номерами позиций.
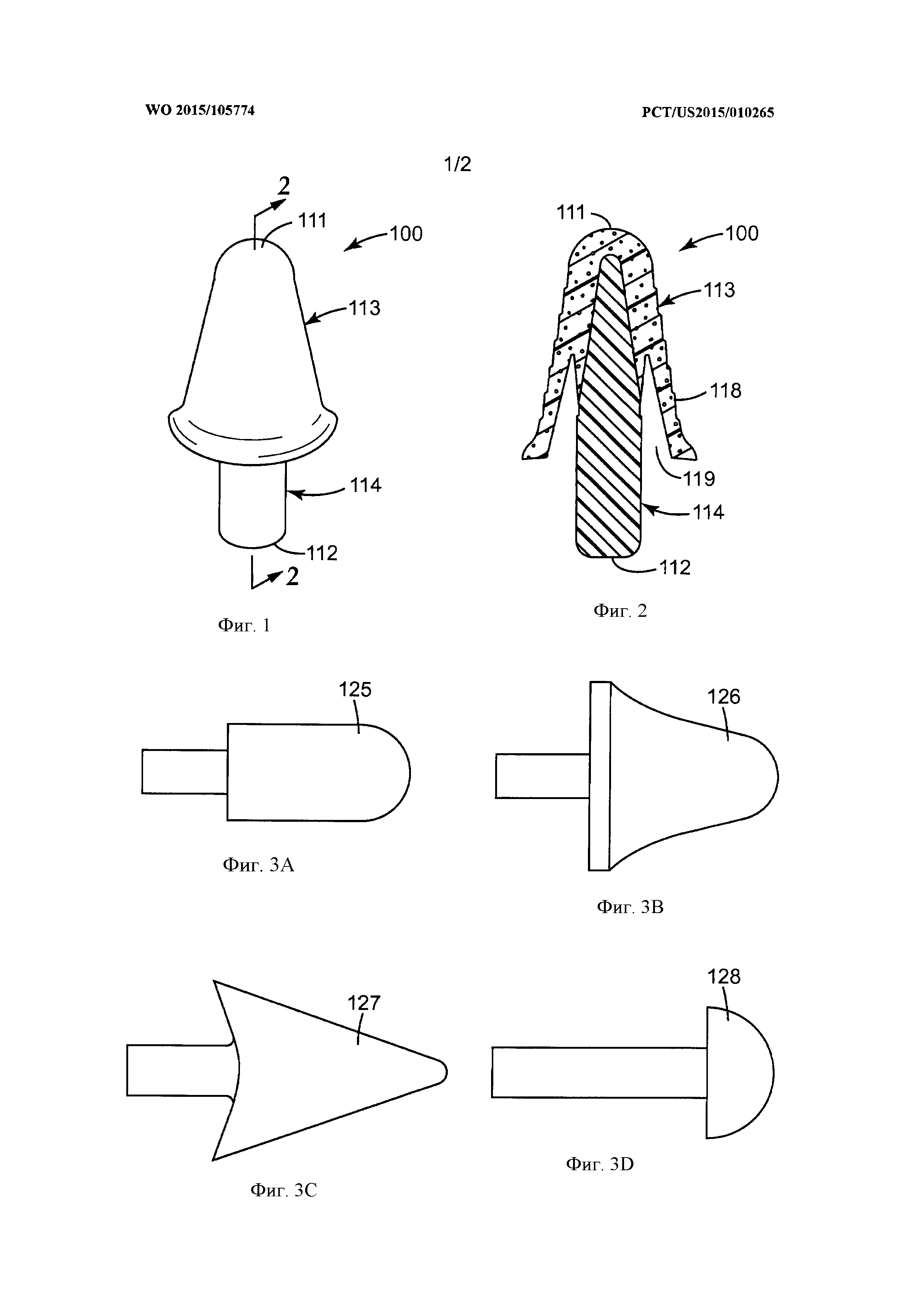
Фиг. 1. Аксонометрический вид одного из воплощений вставляемой нажатием ушной заглушки в соответствии с настоящим изобретением.
Фиг. 2. Сечение одного из воплощений вставляемой нажатием ушной заглушки в соответствии с настоящим изобретением.
Фиг. 3А - 3D. Виды вставляемых нажатием ушных заглушек в соответствии с настоящим изобретением, у которых шумоподавляющие части имеют различную форму.
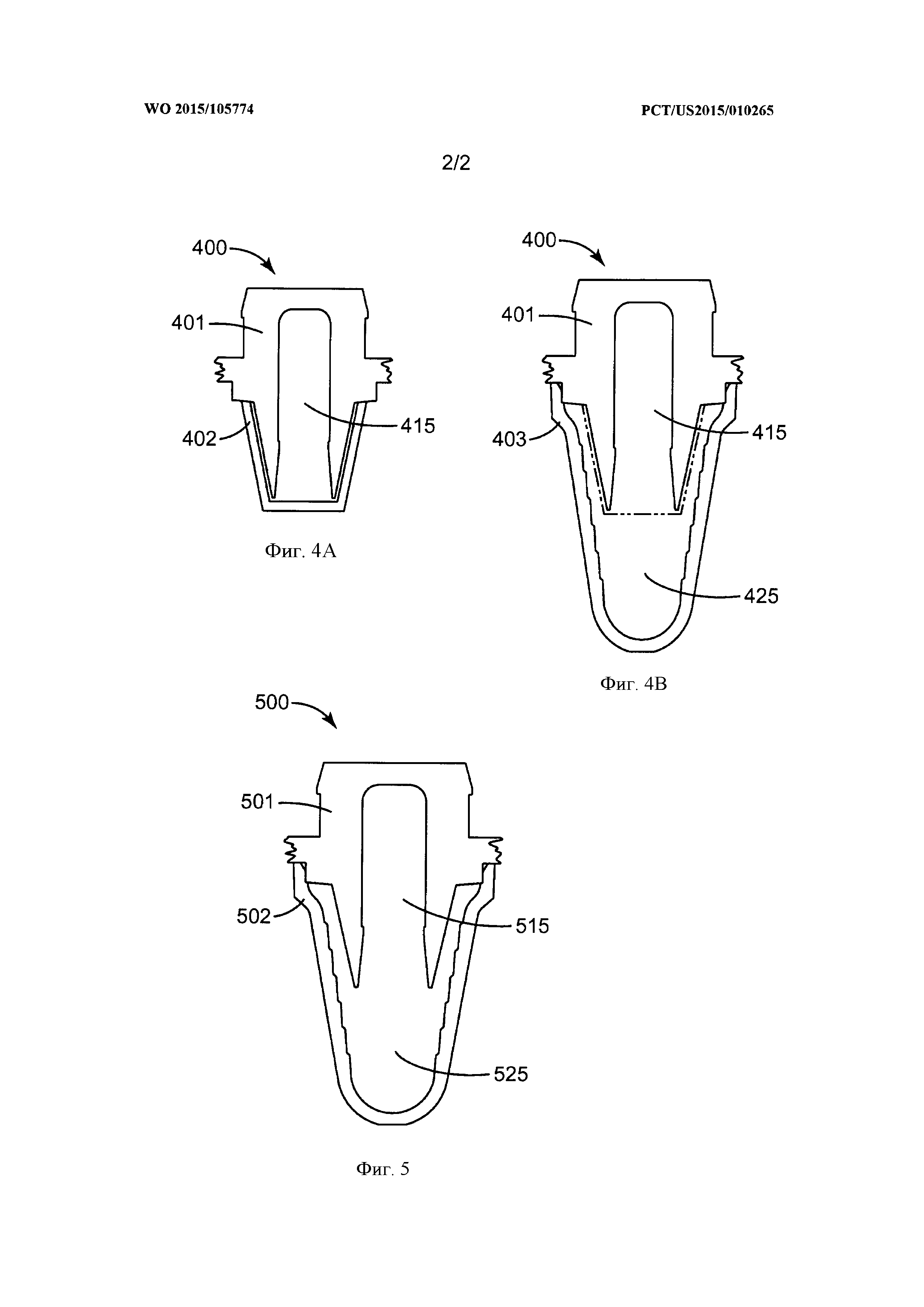
Фиг. 4А и 4В. Сечения различных воплощений компонентов пресс-формы, которые могут использоваться для формования ушных заглушек в соответствии с настоящим изобретением.
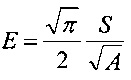
Фиг. 5. Сечение одного из воплощений пресс-формы, которая может использоваться для формования ушных заглушек в соответствии с настоящим изобретением.
Хотя на перечисленных выше чертежах показан ряд различных воплощений настоящего изобретения, предвидятся и другие воплощения. Все описанные воплощения настоящего изобретения приводятся в качестве примеров, а не в качестве ограничений. При этом также подразумевается, что сведущими в данной области техники могут быть предложены и многие другие модификации и воплощения настоящего изобретения, соответствующие идее и принципам настоящего изобретения и входящие в его объем.
Подробное описание изобретения
В настоящем изобретении предлагаются ушная заглушка, обеспечивающая защиту органов слуха пользователя, а также способ изготовления ушной заглушки. Ушная заглушка в соответствии с настоящим изобретением включает корпус, имеющий шумоподавляющую часть и полужесткую стержневую часть, имеющую относительно более высокую жесткость, чем шумоподавляющая часть. Корпус изготовлен из вспененного материала с закрытыми ячейками и медленным восстановлением формы. Плотность шумоподавляющей части может быть относительно меньше, чем плотность стержневой части, благодаря чему по меньшей мере часть шумоподавляющей части может быть удобно введена в ушной канал пользователя, а относительно более жесткую стержневую часть может захватывать пользователь при обращении с заглушкой.
Кроме того, в настоящем изобретении предлагается способ изготовления ушной заглушки, который сводит к минимуму потребность в трудоемких и дорогих производственных операциях и в то же время позволяет получить вставляемую нажатием ушную заглушку, легкую в обращении и удобную при ношении. Способ может включать этапы: подачи вспениваемого материала в пресс-форму, имеющую первую полость, не имеющую газовыпускных отверстий и имеющую форму стержневой части, и вторую полость, имеющую газовыпускные отверстия и форму шумоподавляющей части, и отвердевания материала, в результате чего формируется вставляемая нажатием ушная заглушка, включающая шумоподавляющую часть, имеющую первую среднюю плотность, и стержневую часть, имеющую вторую среднюю плотность, которая больше, чем первая средняя плотность.
На фиг. 1 и 2 показано одно из воплощений вставляемой нажатием ушной заглушки 100 в соответствии с настоящим изобретением. В данном воплощении 100 вставляемая нажатием ушная заглушка включает корпус, полностью изготовленный из вспененного материала с закрытыми ячейками. Корпус имеет первый конец 111 и второй конец 112, и включает шумоподавляющую часть 113 и полужесткую стержневую часть 114. Стержневая часть 114 частично охватывается шумоподавляющей частью 113, и частично открыта, что позволяет пользователю захватывать стержневую часть 114 при обращении с ушной заглушкой 100 и облегчает введение ушной заглушки 100 в ушной канал пользователя. Стержневая часть 114 не является протяженной до первого конца 111, и на первом конце 111 имеется только шумоподавляющая часть 113. На втором конце 112 имеется только стержневая часть 114, и нет шумоподавляющей части 113. Таким образом, ушная заглушка 100 имеет переднюю секцию, полностью образуемую менее жестким и/или менее плотным вспененным материалом, заднюю секцию, полностью образуемую более жестким и/или более плотным вспененным материалом, и промежуточную секцию, включающую более жесткий и/или более плотный вспененный материал, покрытый менее жестким и/или менее плотным вспененным материалом.
В одном из воплощений шумоподавляющая часть 113 имеет сужающуюся или коническую форму, и в самом широком месте имеет диаметр, больший, чем диаметр стержневой части 114. В различных прочих воплощениях, примеры которых показаны на фиг. 3A-3D, шумоподавляющие части 125, 126, 127, 128, могут иметь форму полусферы, пули, колокола, грибка или иную форму, обеспечивающую требуемую посадку в ухо или наиболее подходящую для того или иного приложения.
При введении ушной заглушки 100 в ухо стержневая часть 114 работает, как ручка, за которую может взяться пользователь. Для установки ушной заглушки 100 в ухо пользователю следует поднести заглушку, а именно, шумоподавляющую часть 113, к уху и вставить ее в ушной канал. В процессе установки ушной заглушки шумоподавляющая часть 113 сжимается, а стержневая часть 114 обеспечивает достаточную жесткость для введения заглушки. При использовании заглушки шумоподавляющая часть 113 располагается в сущности внутри ушного канала и препятствует прохождению звука, а стержневая часть 114 является протяженной наружу из ушного канала и образует ручку для извлечения ушной заглушки из уха.
В различных воплощениях шумоподавляющая часть 113 может включать фланец 118, протяженный наружу и образующий полость 119 фланца. Фланец 118 может складываться вовнутрь в полость 119 фланца при введении ушной заглушки в ушной канал пользователя.
В одном из воплощений стержневая часть 114 имеет относительно более высокую жесткость и плотность, чем шумоподавляющая часть 113, но не имеет твердых краев или поверхностей, которые могли бы ухудшить комфортность ношения ушной заглушки 100. Стержневая часть 114 обеспечивает достаточную жесткость для того, чтобы ушную заглушку 100 можно было расположить по меньшей мере частично в ушном канале пользователя путем введения шумоподавляющей части 113 в ушной канал с подходящим усилием. То есть, ушной заглушке 100, имеющей достаточно жесткую стержневую часть 114, можно придать рабочее положение, при котором она по меньшей мере частично расположена в ушном канале пользователя, без необходимости предварительного сжатия или «скручивания» шумоподавляющей части 113. Такое непосредственное введение ушной заглушки без необходимости предварительного сжатия или «скручивания» шумоподавляющей части 113 является, в частности, более гигиеничным, поскольку уменьшается контакт шумоподавляющей части 113 с руками пользователя до введения ушной заглушки в ухо. Стержневая часть 114 обладает также достаточной гибкостью, благодаря чему в рабочем положении она может немного деформироваться под профиль ушного канала, как будет более подробно обсуждаться ниже.
В одном из воплощений шумоподавляющая часть 113 и стержневая часть 114 изготовлены из вспененного материала с медленным восстановлением формы. Вспененный материал с медленным восстановлением формы после его сжатия не принимает немедленно свою исходную форму, а скорее медленно расширяется, пока не достигнет исходной формы. Стержневая часть, изготовленная из вспененного материала с медленным восстановлением формы и не включающая какого-либо дополнительного элемента жесткости, обеспечивает исключительно приятные ощущения пользователя при обращении с ушной заглушкой. Кроме того, стержневая часть, изготовленная из вспененного материала с медленным восстановлением формы, может сгибаться в различных направлениях и сжиматься, в частности, при введении ушной заглушки 100 в ушной канал пользователя. В результате этого стержневая часть, изготовленная из вспененного материала с медленным восстановлением формы, в отличие от сплошных ножек, изготовленных из пластмассы, эластомеров, каучуков и прочих не вспененных материалов, может обеспечивать более комфортную посадку в ухо по ощущениям пользователя ушной заглушки 100. Кроме того, ушная заглушка 100, включающая шумоподавляющую часть 113 и стержневую часть 114, обе из которых изготовлены из вспененного материала с медленным восстановлением формы, обеспечивает возможность сжатия как шумоподавляющей части 113, так и стержневой части 114 при введении ушной заглушки в ушной канал пользователя, тем самым обеспечивая лучшее прилегание заглушки к ушному каналу пользователя. Более вероятно, что такая ушная заглушка будет оставаться в комфортном положении в ушном канале пользователя даже при длительном времени использования заглушки.
Податливость при ползучести является характеристикой, отражающей изменение величины деформации внутри образца с течением времени при постоянной приложенной нагрузке. Повышенная податливость означает, что материал более склонен к прилеганию к окружающим его поверхностям под приложенной нагрузкой. Вспененный материал с медленным восстановлением формы, обладающий достаточной жесткостью, чтобы его можно было ввести нажатием в ушной канал, и в то же время обладающий податливостью при ползучести в подходящем диапазоне, может по меньшей мере частично прилегать к поверхностям ушного канала пользователя, и соответственно будет давать ощущения большего комфорта пользователя, особенно при ее использовании в течение длительного периода времени. В одном из воплощений сочетание таких свойств стержневой части 114, как ее изготовление полностью из вспененного материала с медленным восстановлением формы и подходящие характеристики податливости при ползучести, обеспечивают особенно удачную посадку ушной заглушки.
Стержневая часть 114 может быть изготовлена из одного или более материалов и соответствующим образом обработана для получения требуемой твердости. Требуемая твердость может зависеть от размеров стержневой части 114, и оптимальное ее значение должно быть таким, чтобы стержневая часть 114 имела требуемую жесткость. В одном из воплощений ушная заглушка 100, обладающая высокой твердостью в сочетании с медленным восстановлением формы вспененного материала, обеспечивает исключительно приятные ощущения пользователя при обращении с ушной заглушкой и после введения ее в ушной канал.
Шумоподавляющая часть 113 и стержневая часть 114 изготовлены из одного или более вспененных материалов, которые могут быть подходящим образом скреплены друг с другом и соответствующим образом совместимы друг с другом. В одном из воплощений шумоподавляющая часть 113 и стержневая часть 114 скреплены друг с другом посредством химического скрепления. Термины «химическое скрепление» и «химически скреплены» подразумевают скрепление на основе физического явления взаимодействия, а именно, притяжения между атомами и молекулами. Такое скрепление может быть основано на образовании ковалентных и ионных связей, а также водородных и Ван-дер-Ваальсовых связей, и конкретный способ его выполнения может зависеть от используемых технологических процессов, химического состава и наличия функциональных групп во вспененном материале шумоподавляющей части 113 и/или стержневой части 114, как будет более подробно обсуждаться ниже. В одном из воплощений химическое скрепление между вспененным материалом шумоподавляющей части 113 и вспененным материалом стержневой части 114 обеспечивается за счет использования идентичных или химически сходных составов данных материалов, и материалы шумоподавляющей части 113 и стержневой части 114 подобраны так, что основным механизмом скрепления вспененного материала шумоподавляющей части 113 со вспененным материалом стержневой части 114 является образование химических связей. В таких случаях не требуется дополнительного адгезива для скрепления шумоподавляющей части 113 со стержневой частью 114, и в одном из воплощений действительно нет адгезива между шумоподавляющей частью 113 и стержневой частью 114.
В некоторых воплощениях шумоподавляющая часть 113 и стержневая часть 114 выполнены из композиции, включающей смесь полиэфир полиуретана и акрилового полимера, и примерами таких материалов являются соответственно Hypol 2000 от The Dow Chemical Company и Encor 154S от Arkema, Inc. В других воплощениях шумоподавляющая часть 113 может включать смесь полиэфир полиуретана и акрилового полимера, а стержневая часть 114 может быть выполнена из композиции, включающей диизоцианат (например, Modur PF от Bayer Corp.) и многоатомный спирт. Прочие подходящие материалы для изготовления шумоподавляющей части 113 могут включать вспененные термопластические смолы и прочие мягкие и податливые вспененные материалы, которые могут быть расположены в ушном канале с удобством для пользователя. Прочие подходящие материалы для изготовления стержневой части 114 могут включать вспененные термопластические смолы и иные вспениваемые материалы, которым после вспенивания может быть придана требуемая жесткость, так, чтобы данную часть ушной заглушки можно было легко ввести в ушной канал пользователя, но при этом она должна иметь достаточную податливость, чтобы ее можно было расположить в ушном канале с удобством для пользователя. В различных воплощениях во вспениваемый материал могут быть включены различные дополнительные материалы, например, пигменты, регуляторы образования ячеек, деионизованная вода и/или прочие подходящие материалы, известные в данной области техники. Получаемый вспененный материал может быть гидрофильным или гидрофобным, характеризующимся медленным восстановлением формы и обладающим динамической жесткостью.
В одном из воплощений стержневая часть 114 имеет в целом круглое или скругленное поперечное сечение, то есть, стержневая часть 114 имеет в целом цилиндрическую форму. Круглое поперечное сечение обеспечивает минимальное количество ребер, которые могут вызывать дискомфорт при их контакте с участками уха пользователя. В других воплощениях изобретения стержневая часть 114 может иметь треугольное, квадратное или иное подходящее поперечное сечение, или может иметь сечение, изменяющееся вдоль длины ушной заглушки 100.
В некоторых воплощениях ушная заглушка 100 образует канал. Ушная заглушка, имеющая корпус, образующий канал, может быть изготовлена так, чтобы к ней могли быть прикреплены компоненты радиоприемника или иной системы связи. В дополнение к этому, или в качестве альтернативы, в канале могут быть размещены один или более фильтров или иных элементов пассивной защиты органов слуха для обеспечения требуемой кривой шумоподавления. Так, например, фильтры, расположенные в канале, могут обеспечивать нелинейное ослабление шумовых пиков, например, от взрывов, стрельбы и им подобных. Канал может также образовывать углубление для крепления к ушной заглушке шнура, используемого, например, для соединения первой и второй ушных заглушек друг с другом, или для крепления дужки к ушным заглушкам в устройстве для защиты органов слуха типа наушников.
Материалы для изготовления шумоподавляющей части 113 и/или стержневой части 114 могут быть подобраны таким образом, чтобы предотвратить излишнюю ломкость шумоподавляющей части 113 и стержневой части 114, так, чтобы ушная заглушка не разламывалась и иным образом не теряла своей целостности в процессе ее использования. Предотвращение излишней ломкости ушной заглушки может обеспечиваться частично за счет выбора материала, имеющего подходящий молекулярный вес, и при этом, как правило, чем выше молекулярный вес, тем менее ломкой получается ушная заглушка. В одном из воплощений шумоподавляющая часть 113 и стержневая часть 114 включают вспененный полимер, имеющий молекулярный вес от 100000 Дальтон до 200000 Дальтон по результатам измерения методом гель-проникающей хроматографии, например, в соответствии с ASTM D6474 - 99.
Плотность шумоподавляющей части 113, плотность стержневой части 114 и отношение плотностей данных частей друг к другу могут быть обеспечены соответствующими настройками процесса их изготовления, в соответствии с потребностями конкретного приложения. Шумоподавляющая часть 113 и стержневая часть 114 могут меть значения плотности, немного отличающиеся в различных их местах, например, шумоподавляющая часть 113 может иметь структурный слой наружной корки, более плотной, чем остальной материал шумоподавляющей части 113. Такая структурная корка может иметься на шумоподавляющей части 113, на стержневой части 114 или на обеих данных частях. В качестве альтернативы, шумоподавляющая часть 113 и стержневая часть 114 могут иметь в сущности постоянную плотность по всему их объему. В одном из воплощений, независимо от наличия структурной корки или изменяющейся плотности, шумоподавляющая часть 113 имеет первую плотность ρ1, а стержневая часть 114 имеет вторую плотность ρ2. Первая и вторая плотности ρ1 и ρ2 могут быть определены путем усреднения плотности по всему объему шумоподавляющей части 113 и стержневой части 114 соответственно. В некоторых воплощениях первая и вторая плотности ρ1 и ρ2 могут быть определены путем измерения массы и объема шумоподавляющей части 113 и стержневой части 114 соответственно.
Плотность отражает способность шумоподавляющей части 113 и стержневой части 114 сжиматься или иным образом принимать форму окружающих поверхностей под действием внешней силы. Первая средняя плотность ρ1, то есть, средняя плотность шумоподавляющей части 113, выбирается таким образом, чтобы шумоподавляющая часть 113 удобно садилась в ухо за счет хорошего прилегания к поверхностям ушного канала пользователя, обеспечивая при этом требуемый уровень шумоподавления. В различных воплощениях первая средняя плотность ρ1, то есть, средняя плотность шумоподавляющей части 113, содержащей пенополиуретан, составляет, например, от 100 кг/м3 до 250 кг/м3, или от 110 кг/м3 до 160 кг/м3, или может составлять примерно 125 кг/м3. Вторая средняя плотность ρ2, то есть, средняя плотность стержневой части 114 больше, чем первая средняя плотность ρ1, и в различных воплощениях может составлять от примерно 100 кг/м3 до 400 кг/м3, от 225 кг/м3 до 275 кг/м3, или может составлять примерно 250 кг/м3. То есть, в различных воплощениях вторая средняя плотность ρ2 (средняя плотность стержневой части 114) может быть больше, чем первая средняя плотность ρ1, или может быть в 1,5, 2, 3, 4 или более раз большей, чем первая средняя плотность ρ1 (средняя плотность шумоподавляющей части 113).
В одном из воплощений шумоподавляющая часть 113 имеет первую относительную плотность ρ1r, а стержневая часть 114 имеет вторую среднюю плотность ρ2r. Относительная плотность рассчитывается, как плотность вспененного материала (отношение его массы к объему), деленная на плотность сплошного материала, из которого сформированы стенки и прочие элементы ячеек вспененного материала. С этой точки зрения, относительная плотность в целом выше у вспененных материалов, имеющих меньшие ячейки и/или более толстые стенки, и ниже у вспененных материалов, имеющих более крупные ячейки и/или более тонкие стенки. Относительная плотность вспененного материала позволяет судить о суммарном объеме ячеек и жесткости того или иного вспененного материала. То есть, можно ожидать, что для одного и того же исходного материала вспененный материал с меньшей относительной плотностью будет более легким и/или более гибким, в то время как вспененный материал с более низкой относительной плотностью будет более тяжелым и/или более жестким. Относительная плотность полимеров, не имеющих ячеистой структуры, или прочих полимеров, традиционно не считаемых вспененными материалами, равна 1 или почти 1, поскольку плотность образца и плотность материала, из которого он изготовлен, равны или практически равны между собой, так как объем ячеек в нем невелик или практически отсутствует.
Относительные плотности шумоподавляющей части 113 и стержневой части 114 могут быть подобраны таким образом, чтобы получить ушную заглушку, имеющую требуемые характеристики. В одном из воплощений 113 имеет первую относительную плотность, а стержневая часть 114 имеет вторую относительную плотность, и при этом первая относительная плотность меньше, чем вторая относительная плотность. В одном из воплощений шумоподавляющая часть 113 имеет первую относительную плотность ρ1r, составляющую примерно от 0,03 до 0,75, от 0,05 до 0,5, или примерно 0,15. Стержневая часть 114 имеет вторую относительную плотность ρ2r, составляющую примерно от 0,04 до 0,9, примерно от 0,5 до 0,8, или примерно 0,3. Соответственно, вторая относительная плотность ρ2r может быть большей, чем первая относительная плотность ρ1r, или может быть примерно в 1,5, 2, 3, 4 или большее количество раз большей, чем первая относительная плотность ρ1r.
Параметры технологического процесса изготовления ушной заглушки могут быть настроены таким образом, чтобы обеспечить модуль упругости и/или твердость шумоподавляющей части 113 и стержневой части 114, требующиеся для того или иного конкретного приложения, а также требуемое отношение модуля упругости и/или твердости шумоподавляющей части 113 к соответствующим параметрам стержневой части 114. В различных воплощениях стержневая часть 114 может меть твердость, составляющую примерно от 100 кПа до 2 500 кПа, от 250 кПа до 2000 кПа, или от 500 кПа до 900 кПа, и модуль упругости, составляющий примерно от 1000 кПа до 10000 кПа, от 1500 кПа до 5000 кПа, или от 1 800 кПа до 3000 кПа. В различных воплощениях шумоподавляющая часть 113 может иметь твердость, составляющую примерно от 50 кПа до 500 кПа, или примерно от 100 кПа до 200 кПа, и модуль упругости, составляющий примерно от 100 кПа до 2000 кПа, от 200 кПа до 1500 кПа, или примерно от 250 кПа до 1000 кПа. При этом в соответствующих воплощениях ушная заглушка может иметь шумоподавляющую часть 113, имеющий первый модуль упругости, составляющий 1/10, 1/8, 1/4, 1/2 или иную долю от второго модуля упругости, который имеет стержневая часть 114, и может иметь шумоподавляющую часть 113, имеющую первую твердость, составляющую 1/5, 1/4, 1/3, 1/2 или иную долю от второй твердости, которую имеет стержневая часть 114. То есть, в соответствии с настоящим изобретением может быть обеспечена стержневая часть 114, имеющая модуль упругости и/или твердость, которые выше, чем модуль упругости и/или твердость шумоподавляющей части 113, и при этом как шумоподавляющая часть 113, так и стержневая часть 114 могут быть изготовлены из вспененного материала с закрытыми ячейками и медленным восстановлением формы. Изобретатели определили, что приведенные выше значения модуля упругости и твердости обеспечивают требуемый уровень жесткости ушной заглушки, так, чтобы стержневую часть 114 можно было использовать в качестве ручки для введения шумоподавляющей части 113 (по меньшей мере частично) в ушной канал, и при этом обеспечивается достаточная податливость ушной заглушки и ее прилегание к поверхностям ушного канала, благодаря чему ушная заглушка будет удобна в ношении, особенно, если требуется ее использование в течение длительного периода времени.
В настоящем изобретении предлагается также способ изготовления средства индивидуальной защиты, а именно, ушной заглушки 100, описанной выше. Одно из воплощений способа включает этапы: подачи вспениваемого материала в пресс-форму, при этом пресс-форма имеет первую полость, не имеющую газовыпускных отверстий и имеющую форму стержневой части, и вторую полость, имеющую газовыпускные отверстия и имеющую форму шумоподавляющей части, и отвердевания материала, в результате чего формируется вставляемая нажатием ушная заглушка, включающая шумоподавляющую часть, имеющую первую среднюю плотность, и стержневую часть, имеющую вторую среднюю плотность, которая выше, чем первая средняя плотность. Такой технологический процесс позволяет изготовить ушную заглушку, имеющую корпус, полностью выполненный из вспененного материала, а в некоторых воплощениях - имеющий однородный химический состав, и такая ушная заглушка имеет жесткую стержневую часть, что облегчает ее введение в ухо, и мягкую и податливую шумоподавляющую часть, удобную для ношения пользователем.
В одном из воплощений ушную заглушку изготавливают с использованием процесса формования, при котором полость пресс-формы, в которой формируется стержневая часть, не имеет газовыпускных отверстий или имеет очень малую площадь газовыпускных отверстий, в результате чего формируется относительно более жесткая и/или плотная стержневая часть, в то время как полость пресс-формы, в которой формируется шумоподавляющая часть, имеет газовыпускные отверстия (или имеет относительно большую площадь газовыпускных отверстий), в результате чего формируется относительно менее жесткая и/или относительно менее плотная шумоподавляющая часть. Соответственно, формируется корпус ушной заглушки, имеющий шумоподавляющую часть с жесткостью и/или плотностью, которые меньше, чем жесткость и/или плотность стержневой части. Такой технологический процесс позволяет получить ушную заглушку, полностью изготовленную из вспененного материала, а в некоторых воплощениях - имеющую однородный химический состав, и имеющую жесткую стержневую часть, облегчающую введение заглушки в ухо, и мягкую и податливую шумоподавляющую часть, комфортную для ношения пользователем.
Ушная заглушка, описанная в настоящей заявке, может быть изготовлена с использованием процесса формования с двумя впрысками, включающего этапы: подачи вспениваемого материала в не имеющую газовыпускных отверстий полость пресс-формы; по меньшей мере частичного отвердевания вспениваемого материала в не имеющей газовыпускных отверстий полости пресс-формы; подачи вспениваемого материала в имеющую газовыпускные отверстия полость пресс-формы; по меньшей мере частичного отвердевания вспениваемого материала в имеющей газовыпускные отверстия полости пресс-формы, в результате чего формируется вставляемая нажатием ушная заглушка, включающая податливую шумоподавляющую часть и относительно более жесткую и/или плотную стержневую часть. В одном из воплощений пресс-форма 400 включает вкладыши 401, 402 и 403 пресс-формы. Вкладыши 402 и 403 пресс-формы могут быть взаимозаменяемыми, или могут использоваться совместно для формирования полости 415 для стержневой части и полости 425 для шумоподавляющей части соответственно. В первой конфигурации, показанной на фиг. 4А, полость 415 для формирования стержневой части образуется вкладышами 401 и 402 пресс-формы. Во второй конфигурации, показанной на фиг. 4В, полость 425 для шумоподавляющей части формируется вкладышем 401 пресс-формы, вкладышем 403 пресс-формы и/или частью вспененного материала, находящегося в полости 415 для формирования стержневой части.
В одном из воплощений во время первого впрыска вспениваемый материал подается в объем полости 415 для стержневой части, сформированной первый вкладышем 401 пресс-формы. После этого к вкладышу 401 пресс-формы прижимают вкладыш 402 пресс-формы, в результате чего формируется в сущности закрытая полость 415 для стержневой части, не имеющая газовыпускных отверстий или имеющая относительно небольшие газовыпускные отверстия. Вспениваемому материалу дают возможность по меньшей мере частично расшириться, занять полость и затвердеть до разъединения вкладышей 401 и 402 пресс-формы. На втором впрыске вспениваемый материал подается в объем полости 425 для шумоподавляющей части, образуемой, например, вкладышем 403 пресс-формы, и вкладыш 403 пресс-формы прижимают к вкладышу 401 пресс-формы, в результате чего формируется имеющая газовыпускные отверстия полость 425 для шумоподавляющей части. По мере расширения вспениваемого материала избытки газа выходят из полости 425, частично покидая пресс-форму и/или частично переходя в полость 425 для стержневой части. В различных воплощениях полость 425 имеет суммарную площадь газовыпускных отверстий, составляющую от 0,05 мм2 до 3,25 мм2, от 0,45 мм2 до 1,25 мм2, или примерно 0,75 мм2. Вспениваемому материалу дают возможность по меньшей мере частично расшириться, принять форму полости и/или отвердеть до отделения вкладышей пресс-формы друг от друга. По мере отвердевания вспениваемого материала между материалом в полости 425 для шумоподавляющей части и материалом в полости 415 для стержневой части формируется химическое скрепление.
В других воплощениях при первом впрыске может формироваться шумоподавляющая часть, а при втором впрыске может формироваться стержневая часть. В некоторых воплощениях изобретения стержневая часть ушной заглушки формируется и химически скрепляется с шумоподавляющей частью без извлечения ее из полости пресс-формы или без повторного ее введения в полость пресс-формы, в отличие от традиционных процессов формования, таких, как, например, заплавление.
Пресс-форма 400 может быть соответствующим образом подготовлена к впрыску, в частности, в соответствии с особенностями выбранного вспениваемого материала, и так, чтобы получить требуемые характеристики ушной заглушки. В некоторых воплощениях полость 400 пресс-формы прогревают до требуемой температуры, например, примерно до 45°С, и внутреннюю ее поверхность покрывают полипропиленом или другим подходящим материалом, облегчающим извлечение готовой ушной заглушки из пресс-формы.
На фиг. 5 показана пресс-форма 500, используемая в одном из воплощений способа изготовления вставляемой нажатием ушной заглушки, основанном на процессе формования с одиночным впрыском. В одном из воплощений способ включает этапы: подачи вспениваемого материала в пресс-форму, имеющую первую полость, не имеющую газовыпускных отверстий и имеющую форму стержневой части, и вторую полость, имеющую газовыпускные отверстия и форму шумоподавляющей части, и отвердевания материала, в результате чего формируется вставляемая нажатием ушная заглушка, включающая податливую шумоподавляющую часть и относительно более жесткую и/или плотную стержневую часть. В одном из воплощений полость 500 включает вкладыши 501 и 502 пресс-формы. Вкладыши 501 и 502 образуют полость 515 для стержневой части и полость 525 для шумоподавляющей части соответственно. Полость 515 для стержневой части по меньшей мере частично образуется вкладышем 501 пресс-формы, а полость 525 для шумоподавляющей части образуется вкладышем 501 пресс-формы, вкладышем 502 пресс-формы и/или частью материала, находящегося в полости 515 для стержневой части.
В одном из воплощений при первом впрыске вспениваемый материал подается в объем полости 515 для стержневой части и/или полости 525 для шумоподавляющей части. По мере расширения вспениваемый материал оказывается как в полости 515 для стержневой части, так и в полости 525 для шумоподавляющей части. Из полости 525 для формирования шумоподавляющей части может выходить избыток газов, в то время как полость 515 для формирования стержневой части не имеет газовыпускных отверстий, в результате чего в полости 515 образуется повышенной давление по сравнению с давлением по меньшей мере в частях полости 525 для формирования шумоподавляющей части. Вспениваемому материалу дают возможность по меньшей мере частично расшириться, принять форму полостей и/или отвердеть до отделения вкладышей 501 и 502 пресс-формы друг от друга. По мере его отвердевания из вспениваемого материала в полости 515 формируется относительно более жесткая и/или более плотная стержневая часть, благодаря наличию в данной полости более высокого давления, в то время как из материала в полости 525 формируется относительно менее жесткая и/или мене плотная шумоподавляющая часть.
Примеры
Ниже приводится ряд подробных примеров, чтобы дополнительно описать отличительные особенности воплощений настоящего изобретения. Данные примеры приводятся, чтобы дополнительно показать некоторые возможные воплощения ушной заглушки в соответствии с настоящим изобретением и способы ее изготовления. При этом подразумевается, однако, что настоящее изобретение допускает множество вариаций и модификаций без выхода за пределы его объема.
Способ испытания 1: Измерение модуля упругости и твердости
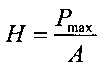
Модуль упругости представляет собой коэффициент пропорциональности между напряжением в материале и изменением его размера в режиме упругой деформации. Под твердостью понимается максимальное давление контакта, которое выдерживает материал под нагрузкой. Модуль упругости и твердость материала измеряли следующим образом.
Готовили образцы путем разрезания ушной заглушки в длину, и неразрезанную поверхность образца приклеивали к алюминиевому диску диаметром 1 дюйм с помощью сверхбыстро отвердевающего эпоксидного клея HARDMAN DOUBLE/BUBBLE #04001, который, согласно техническим характеристикам, после смешивания имел вязкость 40000 сантипуазов при 25°С. Эпоксидный клей наносили по краям образца слоем толщиной, равной высоте образца, стараясь, чтобы клей не попал на поверхность среза и иным образом не всосался вовнутрь образца. Испытание проводили с помощью наноиндентора AGLINET G200 в режиме ХР с использованием сферического рубинового датчика диаметром 1 мм, при этом алюминиевый диск устанавливали на предметный столик наноиндентора таким образом, чтобы открытая поверхность среза образца была горизонтальна и перпендикулярна оси наноиндентора. Испытание поводили при следующих настройках прибора: i.) расстояние приближения: 30 мкм, скорость приближения: 50 нм/с; ii.) критерий обнаружения поверхности: 100 Н/м; iii.) скорость растяжения: 0,5 с-1; iv.) глубина вдавливания: от 100 до 250 мкм; и v.) время выдержки после достижения пиковой нагрузки: 10 с.
Расчеты модуля упругости и твердости проводили по следующим формулам (где Е - приведенный модуль упругости, кПа; S - жесткость, н/м; Рmax - максимальная нагрузка, Н; hmax - максимальное перемещение, м; R - радиус индентора, м; А - площадь контакта, м2):
Примеры 1-3
Ушные заглушки в примерах 1-3 изготавливали с использованием процесса инжекционного формования с двумя впрысками в пресс-форму, показанную на фиг. 4А и 4В и описанную выше. Готовили реакционную смесь, включавшую 86,5 частей полиэфир-полиуретанового пре-полимера Hypol 2000 от The Dow Chemical Co., 73,6 частей акрилового латексного материала Encor 154S от Arkema, Inc., 19,0 частей пигмента на водной основе от DayGlo Color Corporation и 4,0 части поверхностно-активного вещества-регулятора образования ячеек, и интенсивно перемешивали с помощью миксера, обеспечивавшего высокую степень сдвига со средней скоростью от 10 до 30 оборотов на грамм подаваемого материала.
Пресс-форму подготавливали путем нанесения на ее поверхность вещества Н-15-1N от Releasagen Manufacturing Inc., способствующего отделению изделий от пресс-формы, и подогрева до температуры примерно 45°С. Замешанный материал подавали в полость для шумоподавляющей части, и на пресс-форму устанавливали ее верхнюю часть, в результате чего формировалась полость, имеющая газовыпускные отверстия, и форма которой соответствовала форме шумоподавляющей части. После частичного отвердевания материала верхнюю часть пресс-формы снимали и вместо нее устанавливали вкладыш пресс-формы, образовывавший не имеющую газовыпускных отверстий полость для формирования стержневой части. В полость для формирования стержневой части подавали вторую смесь, содержащую 99,5 частей полиэфир-полиуретанового пре-полимера Hypol 2000 от The Dow Chemical Co., 73,6 частей акрилового латекса Encor 154S от Arkema, Inc., 19,0 частей пигмента на водной основе от DayGlo Color Corporation и 4,0 части поверхностно-активного вещества-регулятора образования ячеек, и смеси давали расшириться, заполнить пресс-форму и отвердеть. Отвердевшую ушную заглушку извлекали из пресс-формы и высушивали. Определяли модуль упругости и твердость ушной заглушки в соответствии со способом испытания 1, описанным выше, на центральном участке стержневой части, примерно посередине поверхности среза, а также в шумоподавляющей части на поверхности среза. Результаты измерений представлены в Таблице 1 ниже.
Примеры 4-6
Ушные заглушки в примерах 4-6 изготавливали с использованием процесса инжекционного формования с двумя впрысками в пресс-форму, показанную на фиг. 4А и 4В и описанную выше. Готовили реакционную смесь, включавшую 39 частей диизоцианатного преполимера Mondur PF от Bayer Corporation, 50 частей смеси многоатомных спиртов ARCOL PPG 425, ARCOL LHT 240 и MULTRANOL 9187 от Bayer Material Science, 1 часть смеси катализаторов, включавшей катализаторы NIAX А-1 от Momentive Performance Materials, а также BICAT V и BICAT Z от Shepard Chemical Company, 3 части порошкового пигмента от DayGlo Color Corporation и 7 частей поверхностно-активного вещества-регулятора образования ячеек, и интенсивно перемешивали с помощью миксера, обеспечивавшего высокую степень сдвига со средней скоростью от 10 до 30 оборотов на грамм подаваемого материала.
Пресс-форму подготавливали путем нанесения на ее поверхность вещества 7228 от Huron Technologies Incorporated, способствующего отделению изделий от пресс-формы, и подогрева пресс-формы до температуры примерно 45°С. Замешанный материал подавали в полость для стержневой части, и на пресс-форму устанавливали ее верхнюю часть, в результате чего формировалась закрытая, не имеющая газовыпускных отверстий полость, форма которой соответствовала форме стержневой части. После частичного отвердевания материала верхнюю часть пресс-формы снимали и вместо нее устанавливали вкладыш пресс-формы, образовывавший полость для формирования шумоподавляющей части. В полость подавали интенсивно перемешиваемый материал, давали ему вспениться, принять форму полости и отвердеть, и при этом наличие газовыпускных отверстий в шумоподавляющей части обеспечивало возможность выхода по меньшей мере части газов. Отвердевшую ушную заглушку извлекали из пресс-формы и высушивали. Определяли модуль упругости и твердость ушной заглушки в соответствии со способом испытания 1, описанным выше, на центральном участке стержневой части, примерно посередине поверхности среза, а также в шумоподавляющей части на поверхности среза. Результаты измерений представлены в Таблице 1 ниже.
Сравнительные примеры А-D
Ушными заглушками в примерах А-D были не связанные ушные заглушки 3М E-A-R PUSH-INS SOFTOUCH от 3М (Сент-Пол, штат Миннесота, США). Определяли модуль упругости и твердость ушной заглушки на центральном участке стержневой части, примерно посередине поверхности среза. Результаты измерений представлены в Таблице 1 ниже.
Сравнительные примеры Е-G
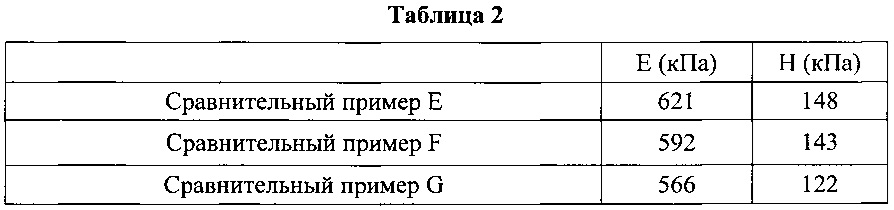
Образцами в сравнительных примерах Е-G были куски стандартного вспененного материала 4235-Е из каучука на основе этилен-пропилен-диенового мономера от American National Rubber Company. Образец материала имел форму диска диаметром 15 мм и толщиной 9 мм. Диск крепили к предметному столику наноиндентора, и согласно способу испытания 1 определяли его модуль упругости и твердость. Результаты испытаний представлены в Таблице 2 ниже.
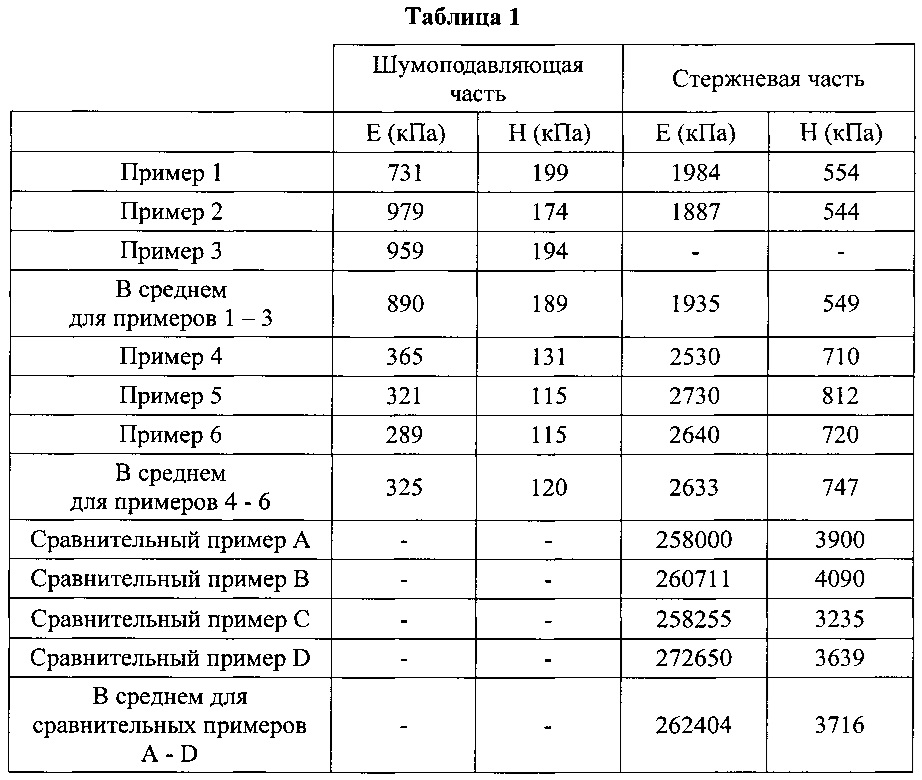

Результаты измерений модуля упругости и твердости, представленные в таблице 1, позволяют предположить, что шумоподавляющие части ушных заглушек из примеров 1-6 будут лучше прилегать к окружающим поверхностям по сравнению с их стержневыми частями, и что стержневые части ушных заглушек из примеров 1-6 будут характеризоваться значительно лучшим прилеганием по сравнению в со стрежневыми частями ушных заглушек в сравнительных примерах А-D.
Приведенное выше подробное описание дано только для ясности понимания. Из него не следует делать выводов о каких-либо ограничениях. Сведущим в данной области техники будет очевидно, что описанные воплощения допускают множество изменений без выхода за пределы объема настоящего изобретения. Любая отличительная особенность или характеристика, описанные на примере любого из упомянутых выше воплощений, может использоваться, сама по себе или в комбинации с любой другой из описанных отличительных особенностей и характеристик, и используемые выше порядок их описания и их комбинации выбраны только для ясности описания. Таким образом, объем настоящего изобретения должен быть ограничен не конкретными элементам и конструкциями, описанными выше, а скорее конструкциями, описанными в формуле изобретения, а также эквивалентами таких конструкций.
Реферат
Изобретение относится к медицинской технике, а именно к устройству для защиты органов слуха, и в частности к устанавливаемой нажатием ушной заглушке, целиком изготовленной из вспененного материала с закрытыми ячейками и медленным восстановлением формы. Ушная заглушка содержит корпус, включающий шумоподавляющую часть и полужесткую стержневую часть, имеющую более высокую жесткость, чем шумоподавляющая часть. Корпус полностью изготовлен из вспененного материала с закрытыми ячейками и с медленным восстановлением формы, при этом шумоподавляющая часть содержит первую композицию, а стержневая часть содержит вторую композицию, отличную от первой композиции. Шумоподавляющая часть характеризуется первой плотностью ρ1, а стержневая часть характеризуется второй плотностью ρ2, и ρ2>ρ1. Использование изобретения обеспечивает защиту органов слуха пользователя. 16 з.п. ф-лы, 5 ил., 2 табл.
Комментарии