Повторно застегиваемый предмет одежды с наложенными боковыми панелями и способ его выполнения в поперечном направлении - RU2283638C2
Код документа: RU2283638C2
Чертежи






Описание
УРОВЕНЬ ТЕХНИКИ
В уровне техники было два способа изготовления из полотна изделия готовых продуктов для продажи. Одним способом является обеспечение повторно застегиваемых язычков, таких как адгезивные ленты или комбинации крючков и петелек, на основную часть предмета одежды, как на детском подгузнике, для использования позднее с целью крепления задней панели подгузника к передней панели. Вторым способом является соединение боковых краев передней и задней боковых областей вместе для получения закрытого предмета одежды с двумя фиксированными швами, типа тренировочных трусов, которые натягивают на пользователя и стягивают с пользователя подобно обычным предметам одежды для взрослых. Чтобы снять такую одежду при ее загрязнении, необходимо повредить боковую область, т.е. разорвать стороны готового продукта от поясного отверстия до ножного отверстия для удаления одежды подобно подгузнику, для удобства и гигиены.
Таким образом, возникает необходимость в обеспечении предмета одежды, такого как тренировочные трусы, который мог бы натягиваться, как нижнее белье для взрослых, поддаваясь, в то же самое время, простому удалению, как подгузник, и который мог бы быть получен с помощью относительно несложного машинного оборудования экономичным образом.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение может обеспечить легкое и недорогое производство повторно застегиваемых предметов одежды. Этот предмет одежды предпочтительно производят при его продольной оси, расположенной в поперечном машинном или поперечном направлении. На полотно материалов основного элемента изделия, продолжающееся в машинном направлении, могут быть наложены полотна боковых панелей. Полотна боковых панелей прикреплены к полотну основного элемента по соединениям, разнесенным в машинном направлении, и имеют первый и второй взаимодействующие элементы, такие как крючки и петли, противоположные друг другу в поперечном направлении. Боковые панели предпочтительно не продолжаются за полотно основного элемента, делая процесс производства очень компактным. Полученный предмет одежды также является компактным и требует только одного складывания для упаковки. При складывании взаимодействующие крепежные средства могут быть помещены в застегнутое состояние. Каждый крепежный элемент может быть перфорирован, надрезан или ослаблен по его средней линии, так что полотна боковых панелей будут разделяться на левые и правые боковые панели при открывании предмета одежды для использования. Полотна боковых панелей предпочтительно имеют некоторую форму на выбранных краях для обеспечения эффективного прилегания ножного отверстия. Кроме того, полотна боковых панелей предпочтительно являются эластичными, растяжимыми или растягиваемыми в поперечном направлении полученного предмета одежды для обеспечения эффективного прилегания готового предмета одежды.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие задачи и признаки настоящего изобретения станут более понятными из следующего подробного описания, сделанного со ссылкой на сопроводительные чертежи, на которых
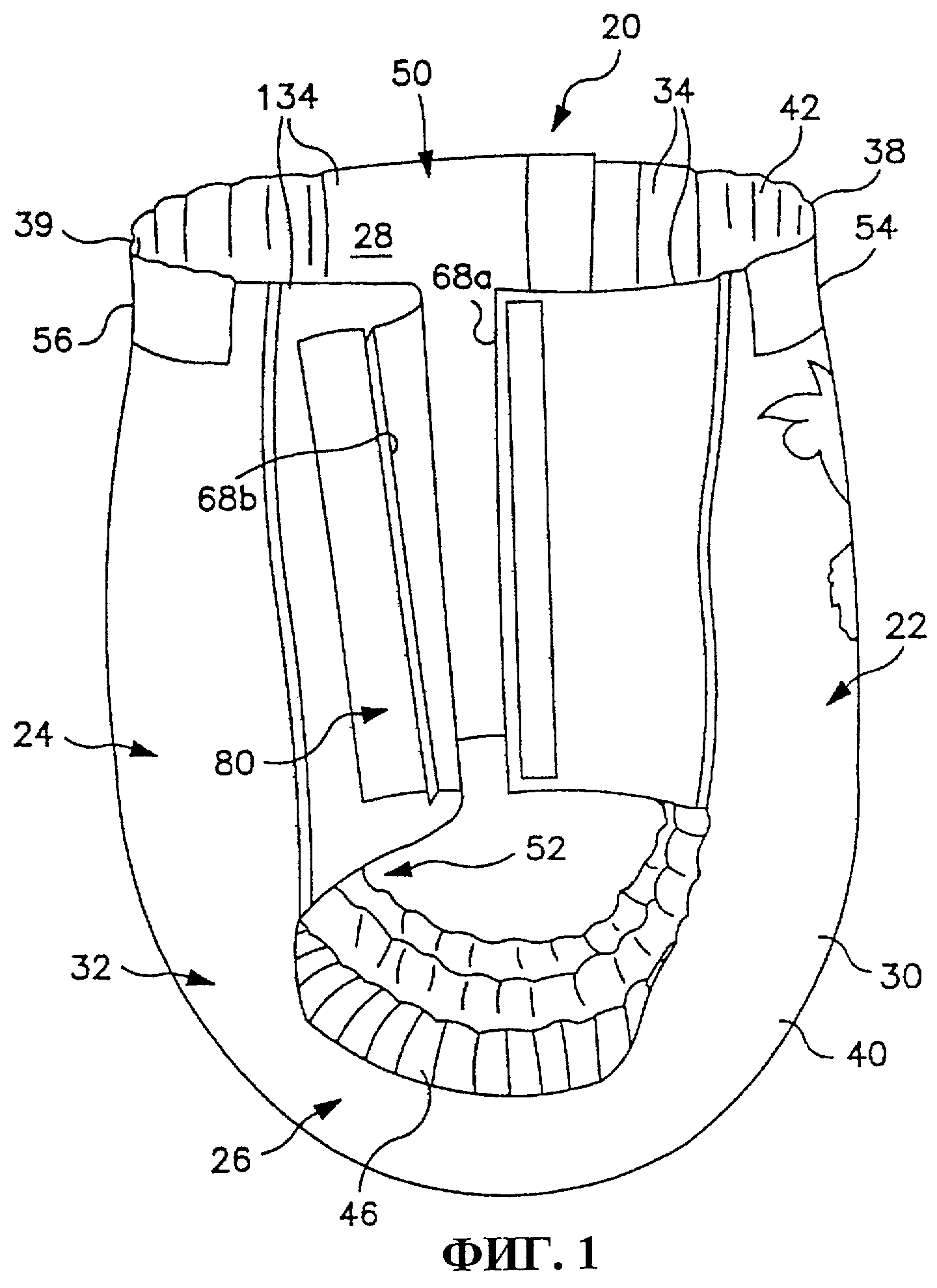
Фиг.1 - вид сбоку в перспективе впитывающего предмета одежды, имеющего повторно застегиваемые боковые швы.
Фиг.2 - вид сверху впитывающего предмета одежды в частично разобранном растянутом плоском состоянии, иллюстрирующий поверхность изделия, при ношении обращенную от пользователя.
Фиг.3 - вид сверху впитывающего предмета одежды в частично разобранном растянутом плоском состоянии, иллюстрирующий поверхность изделия, при ношении обращенную к пользователю, с участками, удаленными для иллюстрации нижележащих элементов.
Фиг.4 - показывает вид в процессе производства впитывающего предмета одежды с повторно застегиваемыми боковыми швами по одному варианту осуществления настоящего изобретения.
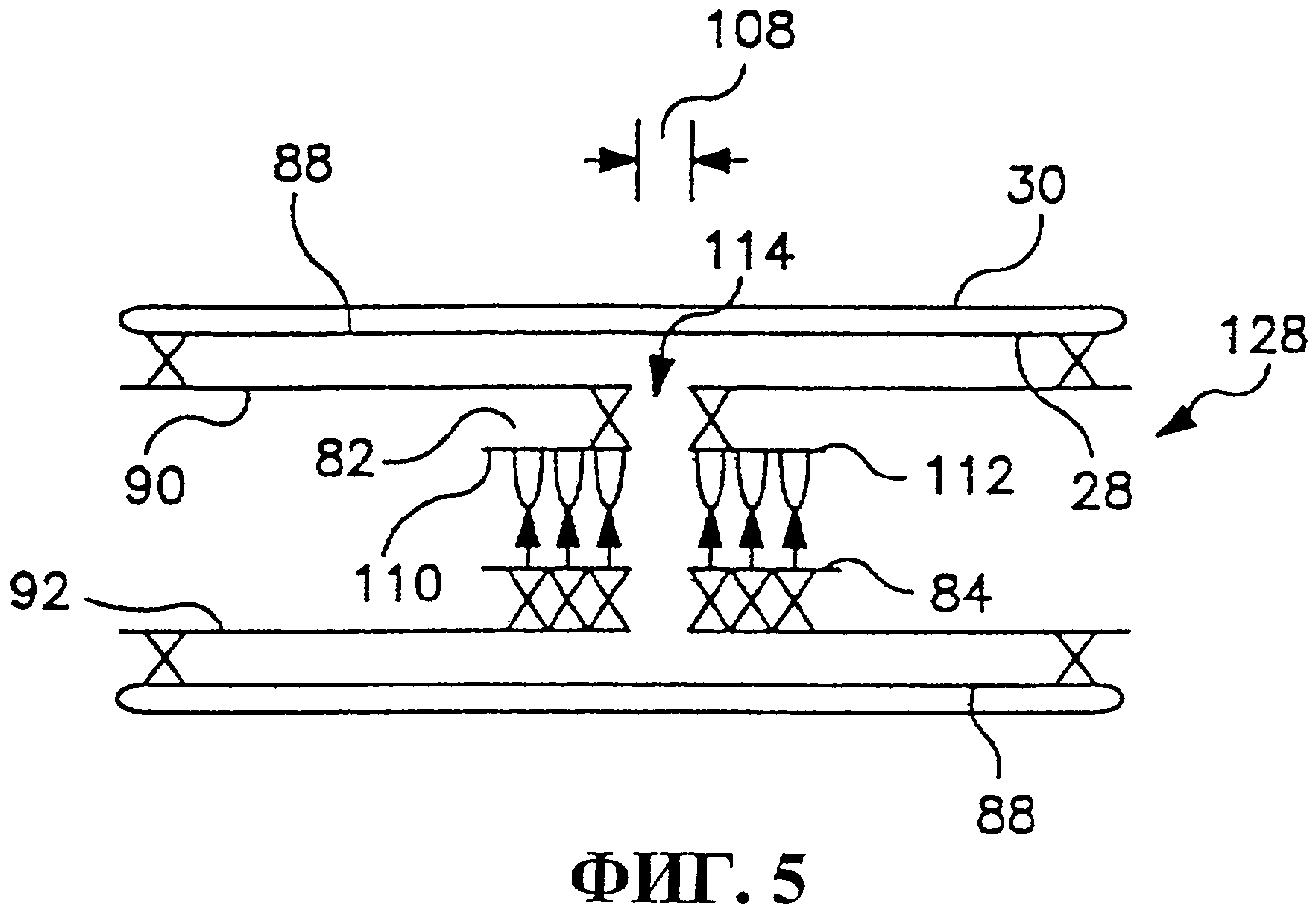
Фиг.5 - вид сверху или с торца, как видно в поясной области сложенного впитывающего предмета одежды, соответствующего варианту осуществления настоящего изобретения.
Фиг.6 - показывает соединение и перфорацию одного крепежного средства и боковой панели предмета одежды, в соответствии с альтернативным вариантом осуществления настоящего изобретения.
Фиг.7 - вид с торца поясной области предмета одежды, имеющей панель с одним крепежным компонентом, расположенным на всей ее поверхности.
Фиг.8 - схематический вид с торца сложенного полотна боковой панели, которое может быть использовано по настоящему изобретению изобретением.
ОПРЕДЕЛЕНИЯ
В контексте этого описания каждый термин или фраза, приведенные ниже, будут иметь следующее значение или следующие значения.
Термин "изделие" относится к предмету одежды или другому изделию для конечного пользователя.
Термин "соединенные" относится к присоединению, приклеиванию, объединению, прикреплению или подобному двух элементов. Два элемента будут рассматриваться, как соединенные вместе, когда они непосредственно или опосредованно соединены друг с другом, как, когда каждый из них непосредственно соединен с промежуточными элементами.
Термин "полотно основного элемента" или "полотно основного элемента предмета одежды" для целей настоящего изобретения относится к участку изготавливаемого или готового впитывающего изделия или предмета одежды без каких-либо неинтегральных боковых панелей. Полотно основного элемента может быть не впитывающим или впитывающим, имеющим или не имеющим специально приспособленных впитывающих структур, добавленных к нему.
"Прикрепленный" относится к соединению, приклеиванию, присоединению, прикреплению или тому подобное двух элементов. Два элемента рассматриваются как прикрепленные, когда они прикреплены непосредственно друг к другу или прикреплены опосредованно друг к другу так, когда каждый из них непосредственно соединен с промежуточными элементами.
"Одноразовый" относится к изделиям, которые разработаны таким образом, чтобы их можно было выбрасывать после ограниченного использования вместо стирки или другого восстановления для повторного использования.
"Расположенный", "расположенный на" и различные вариации этих терминов означают, что один элемент может быть выполнен за одно целое с другим элементом или что один элемент может быть отдельной структурой, соединенной с другим элементом или расположенной с другим элементом или расположенной около другого элемента.
"Эластичный", "эластифицированный" и "эластичность" означает свойство материала или композита, благодаря которому он имеет тенденцию восстановления исходного размера и формы после устранения усилия, вызывающего деформацию. Термин "растяжимый" не предполагает восстановления исходного размера или формы.
Термин "эластомерный" относится к материалу или композиту, который может удлиниться, по меньшей мере, на 25 процентов его длины в ослабленном состоянии и который будет восстанавливаться при снятии приложенного усилия, по меньшей мере, 10 процентов его удлинения. В общем, предпочтительно, чтобы эластомерный материал или композит был способен удлиняться, по меньшей мере, на 100 процентов, а более предпочтительно - по меньшей мере, на 300 процентов, от его длины в ослабленном состоянии, и восстанавливаться при снятии приложенного усилия, по меньшей мере, на 50 процентов от его удлинения.
Термин "ткани" используют для обозначения всех тканых, трикотажных и нетканых волокнистых полотен.
Термин "пленка" относится к термопластичной пленке, выполненной при использовании процесса экструзии и/или вспенивания пленки, такого как получения отлитой пленки или получения пленки методом экструзии с раздувом. Этот термин включает пленки с отверстиями, щелевые пленки и другие пористые пленки, которые содержат пленки пропускающие жидкость, а также пленки, которые не пропускают жидкость.
Термин "гибкий" относится к материалам, которые являются податливыми и которые будут легко приспосабливаться к общей форме и контурам тела пользователя.
"Гидрофильный" описывает волокна или поверхности волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов, в свою очередь, может быть описана с использованием краевых углов смачивания, поверхностного натяжения жидкостей и соответствующих материалов. Оборудование и технологии, используемые для измерения смачиваемости конкретных волокнистых материалов или смесей волокнистых материалов, могут обеспечиваться Системой анализатора поверхностных сил Cahn SFA-222, или, по существу, эквивалентной системой. При измерении с помощью этой системы, волокна, имеющие краевые углы смачивания меньше 90°, обозначаются как "смачиваемые" или гидрофильные, в то время как волокна, имеющие контактные углы, превышающие 90°, обозначаются как "не смачиваемые" или гидрофобные.
Термин "интегральный" или "интегрально" используют для обозначения различных участков целого элемента, а не отдельных структур, соединенных друг с другом, или расположенных друг с другом, или расположенных вблизи друг от друга.
Термин "слой" при использовании в единственном числе может иметь двойственное значение одного элемента или нескольких элементов.
Термин "ослабленная линия" используют для обозначения перфорации, утоненной области, непостоянного или слабого соединения или других средств для облегчения разделения материала, ткани или слоя такого материала или ткани, ограниченной функцией или типом ткани.
Термин "влагонепроницаемый" при использовании в описании слоя или многослойной структуры слоистого материала означает, что жидкость, такая как моча, не будет проходить через слой или слоистый материал в обычных условиях использования в направлении, в общем, перпендикулярном плоскости слоя или слоистого материала в точке контактного взаимодействия с жидкостью. Жидкость или моча может распространяться или перемещаться параллельно плоскости влагонепроницаемого слоя или слоистого материала, но при использовании в этой заявке это не означает, что она является "влагонепроницаемой".
Термин "влагопроницаемый материал" или "материал, проницаемый для жидкой воды" относится к материалу, присутствующему в одном или более слоях, такому как пленка, нетканый материал или поропласт с открытыми порами, который является пористым и который является водопроницаемым вследствие перемещения воды и других водных жидкостей через поры. Поры в пленке или поропласте или промежутки между волокнами или элементарными нитями в нетканом полотне достаточно велики и часто достаточны, чтобы позволять протечку и течение жидкой воды через материал.
Термины "продольный" и "поперечный" имеют их обычное значение, как указано направлениями продольных и поперечных осей, показанными на Фиг.3. Продольная ось расположена в плоскости изделия и проходит, в общем, параллельно вертикальной плоскости, которая при ношении изделия делит пополам тело стоящего пользователя на левую и правую половины. Поперечная ось распложена в плоскости изделия, в общем, перпендикулярно продольной оси. Хотя иллюстрируемое изделие показано удлиненным в продольном направлении, чем в поперечном направлении, это не является необходимым.
«Машинное направление» относится к направлению, в котором перемещается полотно, противоположное «поперечному направлению» или «поперечному машинному направлению», которое относится к направлению, по существу перпендикулярному машинному направлению.
"Волокна, выдуваемые из расплава" означает волокна, сформированные путем экструдирования расплавленного термопластичного материала через множество мелких, обычно круглых, капилляров головки в виде расплавленных нитей или волокон в сходящиеся высокоскоростные потоки нагретого газа (например, воздуха), который растягивает волокна расплавленного термопластичного материала, чтобы уменьшить их диаметр так, что они могут иметь диаметр микроволокон. После этого волокна, выдуваемые из расплава, переносятся высокоскоростным потоком газа и наносятся на собирающую поверхность для формирования полотна со случайным образом распределенными волокнами, выдуваемыми из расплава. Такой процесс описан, например, в патенте США 3849241 авторов Butin и др. Волокна, выдуваемые из расплава, представляют собой микроволокна, которые могут быть непрерывными или могут иметь разрывы, обычно имеют размер меньше около 0,6 денье и обычно самостоятельно соединяются при нанесении на собирающую поверхность. Волокна, вдуваемые из расплава, используемые в настоящем изобретении, предпочтительно, по существу, непрерывны по длине.
Термин "элемент" при использовании в единственном числе может иметь двойное значение и означать один элемент или несколько элементов.
Термины "нетканый" и "нетканое полотно" относятся к материалам и полотнам из материала, который образован без помощи текстильного процесса ткачества или вязания.
Термин "оперативно соединенный" со ссылкой на прикрепление эластичного элемента к другому компоненту означает, что эластичный элемент при прикреплении к компоненту или соединении с компонентом или при обработке теплом или химическими веществами, при растягивании и так далее, придает элементу эластичные свойства; а при ссылке на прикрепление неэластичного элемента к другому компоненту означает, что элемент и компонент могут быть соединены любым подходящим способом, который обеспечивает возможность или позволяет им выполнять намеченную или описанную функцию соединения. Соединение, прикрепление, присоединение или аналогичная связь может быть либо непосредственной, например, соединение любого элемента непосредственно с другим компонентом, либо косвенной посредством другого элемента, расположенного между первым элементом и первым компонентом.
"Постоянно присоединенный" относится к соединению, склеиванию, присоединению, прикреплению, или тому подобное, двух элементов впитывающего предмета одежды так, что эти элементы стремятся находиться и оставаться соединенными при нормальных условиях использования впитывающего предмета одежды.
"Полимеры" включает гомополимеры, сополимеры, такие как, например, блоксополимеры, привитые, статистические и чередующиеся сополимеры, тримеры и т.д., а также их смеси и модификации, но не ограничивается ими. Кроме того, если другое не будет специально отмечено, термин "полимер" должен включать все возможные геометрические конфигурации материала. Эти конфигурации включают изотактические, синдиотактические и атактические симметрии, но не ограничиваются ими.
Термин "повторно застегиваемый " относится к свойству двух элементов быть способными к высвобождаемому соединению, разделению и последующему высвобождаемому повторному соединению без существенной постоянной деформации или повреждения.
Термины "высвобождаемо прикрепленные", "высвобождаемо зацепляемые" и их вариации относятся к двум элементам, соединенным или способным к соединению, так что элементы склонны оставаться соединенными при отсутствии разделяющего усилия, прикладываемого к одному или обоим элементам, и относятся к элементам, способным к разделению без существенной постоянной деформации и разрыва. Требуемое разделяющее усилие, как правило, выше усилий, которые возникают в процессе ношения впитывающего предмета одежды.
Слова степени, например "по существу", "около " и подобные слова, используют в этой заявке в смысле "около или почти около, если данные производственные допуска и допуска на материалы соответствуют заданным обстоятельствам" и используют для предотвращения неправильного восприятия нарушителем преимуществ описания изобретения, где точные и абсолютные цифры указаны для того, чтобы помочь облегчить понимание настоящего изобретения.
Термин "волокно фильерного способа производства" относится к волокнам малого диаметра, которые образованы посредством экструдирования расплавленного термопластичного материала в виде нитей из множества капилляров фильеры, имеющих круглую или другую конфигурацию, причем диаметр экструдируемых нитей затем быстро уменьшается, как, например, описано в патенте США №4340563, выданном Аппелю и др., в патенте США №3692618, выданном Доршнеру и др., в патенте США №3802817, выданном Мицуки и др., в патентах США №3338992 и №3341394, выданных Кинни, в патенте США №3502763, выданном Хартману, в патенте США №3502538, выданном Петерсону, и в патенте США №3542615, выданном Добо и др. Волокна фильерного способа производства быстро охлаждаются и, как правило, не являются клейкими при их нанесении на собирающую поверхность. Волокна фильерного способа производства обычно являются непрерывными и часто имеют среднюю толщину более около 0,3, а более конкретно между около 0,6 и 10.
Термин "растягиваемый" означает, что материал может быть растянут без разрушения, по меньшей мере, до 150% его исходной длины, по меньшей мере, в одном направлении, более предпочтительно - по меньшей мере, до 200% его исходной длины, а предпочтительно - по меньшей мере, до 250% его исходной длины.
Термин «сверхвпитывающий» или «сверхвпитывающий материал» относится к разбухающему в воде водонерастворимому органическому или неорганическому материалу, способному в наиболее благоприятных условиях впитывать по меньшей мере в около 15 раз больше его собственного веса, а более предпочтительно впитывать по меньшей мере в 30 раз больше его собственного веса в водном растворе, содержащем 0,9 мас.% хлорида натрия. Сверхвпитывающие материалы могут быть натуральными, синтетическими и модифицированными натуральными полимерами и материалами. Кроме того, сверхвпитывающие материалы могут быть неорганическими материалами, такими как силикагели, или органические соединения, например сшитые полимеры.
Термин "поверхность" включает любой слой, пленку, тканый материал, нетканый материал, слоистый материал, композитный материал или аналогичный материал, который является проницаемым или непроницаемым для воздуха, газа и/или жидкостей.
Термин "термопластичный" описывает материал, который размягчается под воздействием тепла и который по существу возвращается в неразмягченное состояние при охлаждении до комнатной температуры.
Эти термины могут быть определены дополнительными словами в остальных частях описания.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Принципы настоящего изобретения могут быть использованы в любом подходящем предмете одежды и особенно - в предметах одежды одноразового или ограниченного использования. Примеры таких подходящих предметов одежды могут включать в себя подгузники, тренировочные трусы, изделия для страдающих недержанием, другие предметы одежды персонального ухода за больными и здравоохранения или подобные предметы одежды, но не ограничиваться ими. Для простоты объяснения описание, приведенное ниже, будет сделано на примере детских тренировочных трусов.
Ссылаясь на Фиг.1-3, один такой пример представляет собой одноразовый впитывающий предмет одежды, такой как тренировочные трусы 20, как показано для подробного объяснения настоящего изобретения. Тренировочные трусы 20 включают впитывающий основной элемент 32 и крепежную систему 80. Впитывающий основной элемент 32 способствует образованию передней области 22 предмета одежды, задней области 24, области 26 ластовицы, соединяющей переднюю и заднюю области, внутренней поверхности 28, которая выполнена для контакта с телом пользователя, и внешней поверхности 30, противоположной внутренней поверхности, выполненной для контакта с одеждой пользователя. Впитывающий основной элемент 32 образует также пару противоположных в поперечном направлении краев 36а, 36b и пару противоположных в продольном направлении поясных краев, которые обозначены как передний поясной край 38 и задний поясной край 39. Передняя область 22 является прилегающей к переднему поясному краю 38, а задняя область 24 является прилегающей к заднему поясному краю 39.
Показанный впитывающий основной элемент 32 может иметь, в общем, прямоугольную композитную структуру, но может включать другие конфигурации, например, имеющие очертания ног, формы песочных часов или другие подходящие формы. К впитывающему основному элементу 32 присоединена пара противоположных в поперечном направлении передних боковых панелей 34 и пара противоположных в поперечном направлении задних боковых панелей 134. Показанный впитывающий основной элемент 32 предпочтительно содержит наружное покрытие 40, обращенную к телу пользователя подкладку 42, которая соединена с наружным покрытием в наложенном положении, впитывающий узел 44 (Фиг.3), который расположен между наружным покрытием 40 и обращенной к телу пользователя подкладкой 42, и пару удерживающих клапанов 46 (Фиг.3). Хотя показано, что структура основного элемента по изобретению содержит впитывающий узел, она не обязательно включает какие-либо специально приспособленные впитывающие структуры. Для ссылки, стрелки 48 и 49, показывающие ориентацию направлений продольной оси и поперечной оси, соответственно, тренировочных трусов 20, показаны на Фиг.2 и Фиг.3.
В тренировочных трусах 20 в частично застегнутом состоянии, как иллюстрируется на Фиг.1, боковые панели 34, 134 соединяют переднюю и заднюю области 22, 24, содержащие переднюю и заднюю центральные панели 35, 135 вместе, с образованием трехмерной конфигурации трусов, имеющих поясное отверстие 50 и пару ножных отверстий 52. Передняя область 22 включает участок тренировочных трусов 20, который при ношении трусов расположен спереди пользователя, тогда как задняя область 24 включает участок тренировочных трусов, который при ношении трусов расположен сзади пользователя. Область 26 ластовицы тренировочных трусов 20 включает участок тренировочных трусов, который при ношении трусов расположен между ногами пользователя и покрывает нижнюю часть туловища пользователя. Передние и задние боковые панели 34 и 134 включают участки тренировочных трусов 20, которые при ношении трусов расположены на бедрах пользователя.
Передняя область 22 тренировочных трусов 20 включает противоположные в поперечном направлении передние боковые панели 34 и переднюю центральную панель 35 (Фиг.2 и Фиг.3), расположенные между боковыми панелями 34 и соединяющие эти боковые панели с передним поясным эластичным элементом 54 и какими-либо другими соединенными компонентами. Задняя область 24 тренировочных трусов 20 включает противоположные в поперечном направлении задние боковые панели 134 и заднюю центральную панель 135 (Фиг.2 и Фиг.3), расположенную между боковыми панелями 134 и соединяющую боковые панели 134, а также задний поясной эластичный элемент 56 и какие-либо другие соединенные компоненты. Поясные края 38 и 39 впитывающего основного элемента 32 и поясные края 72 боковых панелей 34, 134 выполнены так, чтобы окружать талию пользователя при ношении трусов и обеспечивать поясное отверстие 50, которое образует размер поясного периметра. Участки противоположных в поперечном направлении боковых краев 36а, 36b и ножных краев 70 боковых панелей 34, 134 в области 26 ластовицы, в общем, образуют ножные отверстия 52.
Тренировочные трусы 20 выполнены для удержания и/или впитывания любых экссудатов тела пользователя. Например, впитывающий основной элемент 32 предпочтительно, хотя и не обязательно, содержит пару удерживающих клапанов 46, которые выполнены для обеспечения барьера поперечному потоку экссудатов тела. Клапанный эластичный элемент 53 (Фиг.3) оперативно соединен с каждым удерживающим клапаном 46 любым подходящим способом, как известно в данной области. Эластифицированные удерживающие клапаны 46 образуют неприсоединенный край, который обеспечивает вертикальную, в общем, перпендикулярную конфигурацию, по меньшей мере, в области 26 ластовицы тренировочных трусов 20 для образования уплотнения к телу пользователя. Удерживающие клапаны 46 могут быть расположены вдоль противоположных в поперечном направлении боковых краев 36а, 36b впитывающего основного элемента 32 и могут продолжаться в продольном направлении по всей длине впитывающего основного элемента 32 или могут продолжаться только частично по длине впитывающего основного элемента 32. Подходящие конструкции и расположения удерживающих клапанов 46, в общем, хорошо известны специалистам в данной области, и описаны в патенте США №4704116, выданном 3 ноября 1987 года (Энлое).
Для дополнительного улучшения удержания и/или впитывания экссудатов тела тренировочные трусы 20 предпочтительно содержат передний поясной эластичный элемент 54 и задний поясной эластичный элемент 56, а также ножные эластичные элементы 58, как известно специалистам в этой области (Фиг.3). Поясные эластичные элементы 54 и 56 могут быть оперативно соединены с наружным покрытием 40 и/или обращенной к телу пользователя подкладкой 42 вдоль противоположных поясных краев 38 и 39 и могут продолжаться по части длины или по всей длине поясных краев. Ножные эластичные элементы 58 предпочтительно оперативно соединены с наружным покрытием 40 и/или обращенной к телу пользователя подкладкой 42 вдоль противоположных в поперечном направлении боковых краев 36а, 36b и расположены в области 26 ластовицы тренировочных трусов 20. Ножные эластичные элементы 58 предпочтительно в продольном направлении выровнены вдоль противоположных в поперечном направлении боковых краев 36а, 36b. Каждый ножной эластичный элемент 58 имеет переднюю концевую точку 63 и заднюю концевую точку 65, причем точки представляют продольные концы эластичной сборки, обеспеченной ножными эластичными элементами. Передние концевые точки 63 предпочтительно расположены смежно самым внутренним частям в продольном направлении передних боковых панелей 34, а задние концевые точки 65 предпочтительно расположены смежно самым внутренним частям в продольном направлении задних боковых панелей 134.
Клапанные эластичные элементы 53, поясные эластичные элементы 54 и 56 и ножные эластичные элементы 58 могут быть образованы из любого подходящего эластичного материала. Как хорошо известно специалистам в данной области, подходящие эластичные материалы включают листы, нити или ленты из натурального каучука, синтетического каучука или термопластичных эластомерных полимеров. Эластичные материалы могут быть растянуты и приклеены к подложке, приклеены к сосборенной подложке или приклеены к подложке и затем эластифицированы или подвергнуты усадке, например, путем нагрева; так что к подложке прикладывается упругое усилие сжатия. Например, в одном конкретном варианте осуществления настоящего изобретения, ножные эластичные элементы 58 включают в себя множество эластомерных нитей сухого способа формирования, образующих многоволоконные синтетические эластичные нити, продаваемые под торговым названием LYCRA® и выпускаемые на промышленной основе компанией E.I. DuPont de Nemours and Company, Wilmington, Delaware, USA.
Наружное покрытие 40 предпочтительно включает материал, который по существу может быть влагонепроницаемым и может быть эластичным, растягиваемым или не растягиваемым. Наружное покрытие 40 может быть одним слоем влагонепроницаемого материала, но предпочтительно включает многослойную слоистую структуру, в которой, по меньшей мере, один из слоев может быть влагонепроницаемым. Например, наружное покрытие 40 может включать влагопроницаемый внешний слой и влагонепроницаемый внутренний слой, которые подходящим образом соединены вместе посредством многослойного адгезива (не показано). Подходящие многослойные адгезивы, которые могут быть нанесены непрерывно или прерывисто в виде шариков, разбрызгиванием, параллельных спиралей или т.п., могут быть получены из компании Findley Adhesives, Inc., of Wauwatosa, Wisconsin, U.S.А или из компании National Starch and Chemical Company, Bridgewater, New Jersey, USA. Влагопроницаемый внешний слой может быть любым подходящим материалом, а предпочтительно материалом, который обеспечивает, в общем тканеподобную текстуру. Одним примером такого материала является нетканое полипропиленовое полотно фильерного способа производства, имеющее массу единицы площади 20 г/м2. Внешний слой может быть также выполнен из материалов, из которых может быть выполнена влагопроницаемая подкладка 42, обращенная к телу пользователя. Хотя и не обязательно для внешнего слоя быть влагопроницаемым, предпочтительно, чтобы он обеспечивал пользователю ощущение тканеподобной текстуры.
Внутренний слой наружного покрытия 40 может быть влаго- и паронепроницаемым или может быть влагонепроницаемым и паропроницаемым. Внутренний слой может быть предпочтительно выполнен из тонкой пластиковой пленки, хотя могут быть также использованы другие гибкие влагонепроницаемые материалы. Внутренний слой или однослойное влагонепроницаемое наружное покрытие 40 препятствует утечке материала из намоченных изделий, например простыней и одежды, а также пользователя и сиделки. Подходящей влагонепроницаемой пленкой для использования в качестве влагонепроницаемого внутреннего слоя или однослойного влагонепроницаемого наружного покрытия 40 является полиэтиленовая пленка толщиной 0,2 мм, выпускаемая на промышленной основе компанией Huntsman Packaging of Newport News, Virginia, USA. Если наружное покрытие 40 может представлять собой однослойный материал, то она может быть получена тисненой и/или матированной для получения более тканеподобного внешнего вида. Как было указано ранее, влагонепроницаемый материал может позволять парам выходить из внутренней области одноразового впитывающего изделия, при этом препятствуя прохождению жидкости через наружное покрытие 40. Подходящий воздухопроницаемый ("дышащий") материал может состоять из микропористой полимерной пленки или нетканого материала, на который было нанесено покрытие или он был иначе обработан для придания ему желаемого уровня влагонепроницаемости. Подходящей микропористой пленкой может быть пленочный материал РМР-1, выпускаемый на промышленной основе компанией Mitsui Toatsu Chemicals, Inc., Tokyo, Japan, или полиолефиновая пленка ХКО-8044, выпускаемая на промышленной основе компанией 3М Company, Minneapolis, Minnesota.
Влагопроницаемая обращенная к телу пользователя подкладка 42 показана как перекрывающая наружное покрытие 40 и впитывающий узел 44 и может иметь, но не обязательно, такие же размеры, как размеры наружного покрытия 40. Обращенная к телу пользователя подкладка 42 предпочтительно является податливой, мягкой на ощупь и не раздражающей кожи ребенка. Кроме того, обращенная к телу пользователя подкладка 42 может быть менее гидрофильной, чем впитывающий узел 44, чтобы обеспечить относительно сухую поверхность для пользователя и позволять жидкости легко проникать через ее толщину.
Обращенная к телу пользователя подкладка 42 может быть получена из множества тонколистовых материалов, таких как синтетические волокна (например, полиэфирные или пропиленовые волокна), натуральные волокна (например, древесные или хлопковые волокон), комбинации натуральных и синтетических волокон, поропластов, сетчатых пенопластов, пластиковых пленок с отверстиями или аналогичных материалов. Различные тканые и нетканые материалы могут быть использованы для обращенной к телу пользователя подкладки 42. Например, обращенная к телу пользователя подкладка может состоять из выдутого из расплава полотна полиолефиновых волокон или полотна фильерного способа производства. Обращенная к телу пользователя подкладка может быть также нетканым кардованным полотном, образованным из натуральных и/или синтетических волокон. Обращенная к телу пользователя подкладка может быть образована по существу из гидрофобного материала, а гидрофобный материал может быть обработан поверхностно-активным веществом или иначе обработан для придания ему требуемого уровня смачиваемости и гидрофильности. Например, поверхность материала может быть обработана около 0,45 мас.% поверхностно-активной смеси, содержащей материал AHCOVEL® N-62, выпускаемый на промышленной основе компанией Hodgson Textile Chemicals of Mount Holly, Noth Carolina, USA, и материал GLUCOPON® 220UP, выпускаемый на промышленной основе компанией Henkel Corporation of Ambler, Pennsylvania, в активном соотношении 3:1. Поверхностно-активное вещество может быть нанесено любыми традиционными средствами, такими как распыление, нанесение печати, щетками и так далее. Поверхностно-активное вещество может быть нанесено на всю обращенную к телу пользователя подкладку 42 или может быть избирательно нанесено на конкретные участки обращенной к телу пользователя подкладки, такие как средний участок вдоль продольной центральной линии.
Подходящая влагопроницаемая обращенная к телу пользователя подкладка 42 может представлять собой нетканое бикомпонентное полотно, имеющее основную массу 27 г/м2. Нетканое бикомпонентное полотно может быть нетканым бикомпонентным полотном фильерного способа производства или нетканым кардованным бикомпонентным полотном. Подходящие бикомпонентные штапельные волокна включают в себя полиэтилен/пропиленовое бикомпонентное волокно, выпускаемое на промышленной основе компанией CHISSO Corporation, Osaka, Japan. В этом конкретном бикомпонентном волокне полипропилен образует сердцевину волокна, а полиэтилен образует оболочку волокна. Возможны также другие ориентации волокон, например многоступенчатые, рядом, впритык (конец к концу) и так далее. Хотя наружное покрытие 40 и обращенная к телу пользователя подкладка 42 могут содержать эластомерные материалы, в некоторых вариантах осуществления может оказаться предпочтительным, чтобы композитная структура была неэластичной, при этом наружное покрытие, обращенная к телу пользователя подкладка и впитывающий узел содержат материалы, которые, в общем, не являются эластомерными.
Впитывающий узел 44 (Фиг.3) может быть расположен между наружным покрытием 40 и обращенной к телу пользователя подкладкой 42, которые могут быть соединены вместе любыми подходящими средствами, такими как адгезивы, как хорошо известно в данной области. Впитывающий узел 44 может быть любой структурой, которая, в общем, может быть сжимаемой, податливой, не раздражающей кожу ребенка и способной впитывать и удерживать жидкости и некоторые экссудаты тела. Впитывающий узел 44 может быть выполнен с разнообразными формами и размерами и из множества влагопоглощающих материалов, обычно используемых в данной области. Например, впитывающий узел 44 может подходящим образом включать матрицу гидрофильных волокон, таких как полотно из целлюлозного пуха, смешанного с частицами высоковпитывающего материала, обычно известного как сверхвпитывающий материал. В конкретном варианте осуществления впитывающий узел 44 содержит матрицу целлюлозного пуха, например древесного целлюлозного пуха, и сверхвпитывающие частицы, образующие гидрогель. Древесный целлюлозный пух может быть заменен синтетическими полимерными выдуваемыми из расплава волокнами или комбинацией выдуваемых из расплава волокон и натуральных волокон. Сверхвпитывающие частицы могут быть по существу гомогенно смешаны с гидрофильными волокнами или могут быть смешаны неравномерно. Пух и сверхвпитывающие частицы могут быть также избирательно расположены в желаемых областях впитывающего узла 44 для лучшего удержания и впитывания экссудатов тела. Концентрация сверхвпитывающих частиц также может изменяться по толщине впитывающего узла 44. В альтернативном варианте осуществления впитывающий узел 44 может содержать слоистый материал из волокнистых полотен и сверхвпитывающего материала или другие подходящие средства удержания сверхвпитывающего материала в локализованной области.
Подходящие сверхвпитывающие материалы могут быть выбраны из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Сверхвпитывающие материалы могут быть неорганическими материалами, такими как силикагели, или органическими соединениями, такими как сшитые полимеры. Подходящие сверхвпитывающие материалы доступны от различных коммерческих поставщиков, например, компании Dow Chemical Company, расположенной в Midland, Michigan, U.S.A., и компании Stockhausen GmbH & Co. KG, D-47805 Krefeld, Federal Republic of Germany. Обычно сверхвпитывающий материал способен впитывать в 15 раз больше своего веса в воде, а предпочтительно способен впитывать более чем в 25 раз больше своего веса в воде.
В одном варианте осуществления впитывающий узел 44 может иметь, в общем, прямоугольную конфигурацию и содержать смесь древесного целлюлозного пуха и сверхвпитывающего материала. Один предпочтительный тип пуха имеет торговое обозначение CR1654, поставляется компанией U.S. Alliance, Childersburg, Alabama, USA, и представляет собой отбеленную высоковпитывающую сульфатную древесную целлюлозу, содержащую, в основном, волокна древесины хвойных пород. В общем, сверхвпитывающий материал может быть представлен во впитывающем узле 44 в количестве, от около 0 мас.% до 90 мас.% от общей массы впитывающего узла. Впитывающий узел 44 подходящим образом имеет плотность, находящуюся в диапазоне от около 0,10 г/см3 до около 0,50 г/см3. Впитывающий узел 44 может быть обернут или окружен или может не быть обернут или окружен подходящей тканевой оболочкой, которая поддерживает целостность и/или форму впитывающего узла.
Впитывающий основной элемент 32 может при необходимости также включать другие материалы, которые, главным образом, предназначены для приема, временного хранения и/или транспортировки жидкости вдоль внешней поверхности, обращенной к впитывающему узлу 44, при этом увеличивая впитывающую способность впитывающего узла. Один подходящий материал, называемый мембранным слоем (не показан), содержит материал, имеющий основную массу от около 50 г/м2 до около 120 г/м2, и содержит кардованное полотно, соединенное посредством переплетения в воздушном потоке, гомогенной смеси, содержащей 60 процентов бикомпонентного волокна (типа Т-256) толщиной 3 денье, имеющего полиэфирную сердцевину и полиэтиленовую оболочку, и 40 процентов полиэфирного волокна (типа Т-295) толщиной 6 денье, причем оба типа волокна выпускаются на промышленной основе компанией Kosa Corporation of Salisbury, North Carolina, USA.
Как было указано выше, показанные тренировочные трусы 20 имеют передние и задние боковые панели 34 и 134, расположенные на каждой стороне впитывающего основного элемента 32. Эти противоположные в поперечном направлении передние боковые панели 34 и противоположные в поперечном направлении задние боковые панели 134 могут быть постоянно соединены с впитывающим основным элементом 32 в соответствующих передней и задней областях 22 и 24, и высвобождаемо прикреплены друг к другу посредством крепежной системы 80 при ношении тренировочных трусов. Более конкретно, как показано на Фиг.2 и Фиг.3, передние боковые панели 34 могут быть постоянно соединены с противоположными в поперечном направлении боковыми краями 36а, 36b в передней области 22 вдоль соединительных линий 66, а задние боковые панели 134 могут быть постоянно соединены с противоположными в поперечном направлении боковыми краями 34а, 34b в задней области 24 вдоль соединительных линий 66. Боковые панели 34 и 134 могут быть присоединены при использовании соединительных средств, известных специалистам в данной области, таких как адгезив, термическое или ультразвуковое соединение или их комбинации.
В конкретных вариантах осуществления для улучшения пригонки и внешнего вида боковые панели 34 и 134 предпочтительно имеют среднюю длину, измеренную параллельно направлению 48 продольной оси, которая составляет около 20 процентов или более, а конкретно - около 25 процентов или более, от всей длины впитывающего изделия, также измеряемой параллельно продольной оси. Например, в тренировочных трусах, имеющих общую длину около 54 см, боковые панели 34 и 134 предпочтительно имеют среднюю длину около 10 см или более, например, около 15 см. Тогда как каждая из боковых панелей 34 и 134 продолжается от поясного отверстия 50 к одному из ножных отверстий 52, задние боковые панели 134, в частности, могут иметь непрерывно уменьшающуюся длину от соединительной линии 66 к удаленному краю 68b задней панели 134, как показано на Фиг.2 и Фиг.3.
Каждая из боковых панелей 34 и 134 может включать в себя один или более отдельных участков материала. Например, в конкретных вариантах осуществления, каждая боковая панель 34 и 134 может содержать первый и второй участки боковой панели, которые соединены по шву, причем, по меньшей мере, один участок содержит эластомерный материал. В другом альтернативном варианте выполнения каждая отдельная боковая панель 34 и 134 может содержать один участок материала, который сложен на себя вдоль промежуточной линии сгиба (не показана).
Боковые панели 34 и 134 предпочтительно содержат эластичный материал, способный растягиваться в направлении, в общем, параллельном направлению 49 поперечной оси тренировочных трусов 20. В конкретных вариантах осуществления каждая из передних и задних боковых панелей 34 и 134 может иметь внутренний участок 78, расположенный между удаленным краем 68а, 68b и соответствующей передней или задней центральной панелью 35 или 135. В показанном на Фиг 3 варианте осуществления внутренние участки 78 расположены между удаленными краями 68а, 68b и противоположными в поперечном направлении боковыми краями 36а, 36b впитывающего основного элемента 32. Эластичный материал боковых панелей 34 и 134 может быть расположен во внутренних участках 78, чтобы сделать боковые панели эластомерными в направлении, в общем параллельном поперечной оси. Предпочтительнее всего, чтобы каждая боковая панель 34 и 134 могла быть эластомерной от поясного концевого края 72 до ножного концевого края 70. Более конкретно, отдельные образцы материала боковой панели, взятые между поясным концевым краем 72 и ножным концевым краем 70, параллельным направлению 49 поперечной оси, имеющие длину от соединительной линии 66 до удаленного края 68а, 68b и ширину, около 2 см, все являются эластомерными.
Подходящие эластичные материалы, а также один описанный способ включения эластичных боковых панелей в тренировочные трусы изложены в следующих патентах США: в патенте №4940464, выданном 10 июля 1990 года Вану Гомпелу и др., в патенте №5224405, выданном 6 июля 1993 года Пойоле, в патенте №5104116, выданном 14 апреля 1992 года Пойоле, и в патенте №5046272, выданном 10 сентября 1991 года Вогту и др. В конкретных вариантах осуществления эластичный материал содержит терморастянутую слоистую структуру (STL), слоистую структуру, сформированную с вытяжкой в шейку (NBL), сформированную с обратимой вытяжкой в шейку, или слоистую структуру, сформированную с вытяжкой (SBL). Способы получения таких материалов хорошо известны специалистам в данной области и описаны в патенте США №4663220, выданном 5 мая 1987 года Вишневскому и др., в патенте США №5226992, выданном 13 июля 1993 года Морману, и в европейской патентной заявке №ЕР 0217032, поданной Тейлором и др. и опубликованной 8 апреля 1987 года. В альтернативном варианте осуществления материал боковой панели может содержать другие тканые или нетканые материалы, например материалы, описанные выше как пригодные для наружного покрытия 40 или обращенной к телу пользователя подкладки 42, или растяжимые, но не эластичные материалы.
Тренировочные трусы 20 по изобретению содержат также крепежную систему 80, предназначенную для крепления тренировочных трусов вокруг талии пользователя (Фиг.1). Иллюстрируемая крепежная система 80 включает в себя крепежные компоненты 82, которые приспособлены для повторно застегиваемого соединения с соответствующими крепежными компонентами 84. В одном варианте осуществления одна поверхность каждого из крепежных компонентов 82 и 84 имеет множество элементов зацепления, которые выступают от поверхности. Элементы зацепления крепежных компонентов 82 выполнены с возможностью повторного зацепления и расстегивания с элементами зацепления соответствующих крепежных компонентов 84.
В одном конкретном варианте осуществления каждый крепежный компонент 82 содержит крепежные средства типа крючков, а каждый крепежный компонент 84 содержит комплементарные крепежные средства типа петелек. В другом конкретном варианте осуществления каждый крепежный компонент 82 содержит крепежные средства типа петелек, а каждый крепежный компонент 84 содержит комплементарные крепежные средства типа крючков. Крепежные компоненты 82 и соответствующие крепежные компоненты 84 предпочтительно являются прямоугольными, хотя в альтернативном варианте осуществления они могут быть квадратными, круглыми, овальными, криволинейными или иметь другую форму и могут содержать множество отдельных крепежных элементов и при необходимости занимать всю поверхность.
Крепежные средства типа петелек, как правило, содержат ткань или материал, имеющий поддерживающую или несущую структуру и множество петлевых элементов, продолжающихся вверх, по меньшей мере, из одной поверхности поддерживающей структуры. Петельный материал может быть образован из любого подходящего материала, например акрила, нейлона или полиэфира, и может быть сформирован такими способами, как основовязание, термокомпрессионное сшивание или игольное перфорирование. Подходящие петельные материалы выпускаются на промышленной основе компанией Guilford Mills, Inc., Greensboro, North Carolina, USA, под торговым обозначением №36549.
Крепежные средства типа крючков обычно включают ткань или материал, имеющий поддерживающую или несущую структуру и множество крючковых элементов, продолжающихся вверх, по меньшей мере, от одной поверхности несущей структуры. В противоположность крепежным средствам петлевого типа, которые предпочтительно включают гибкий материал, материал крючков предпочтительно является упругим, для снижения непреднамеренного расстегивания крепежных компонентов в результате деформации материала крючка и зацепления за одежду или другие предметы. Используемый в этой заявке термин "упругий" относится к соединительному материалу, имеющему заданную форму и свойство соединительного материала восстанавливать заданную форму после застегивания и расстегивания с сопряженным комплементарным соединительным материалом. Пригодный материал крючков может быть получен путем формования или экструдирования нейлона, полипропилена или другого подходящего материала. Подходящие односторонние крючковые материалы для крепежных компонентов 82 или соответствующих крепежных компонентов 84 выпускают на промышленной основе компанией Velcro Industries B.V. Amsterdam, Netherlands или ее филиалами и идентифицируются как застежка Velcro HTH-829 с однонаправленным крючковым узором, имеющее толщину, составляющую около 0,089 мм, и как застежка Velcro HTH-851 с однонаправленным крючковым узором, имеющее толщину, составляющую около 0,051 мм.
Ссылаясь из Фиг.4, повторно застегиваемое полотно 86 предмета одежды может быть получено из полотна 88 основного элемента предмета одежды и полотен 90 и 92 первой и второй боковых панелей, соответственно. Полотно 88 основного элемента предпочтительно может быть впитывающим и может быть подходящим образом выполнено с помощью любых необходимых материалов, слоев или компонентов, описанных выше или известных в данной области для получения требуемой функциональности предмета одежды для страдающих недержанием или аналогичных изделий. Полотно 88 основного элемента имеет внутреннюю или подкладочную поверхность 28, размещаемую в контакте с кожей пользователя и внешнюю или наружную поверхность 30. Как известно, полотно 88 основного элемента перемещают в процессе производства с продольной осью, продолжающейся в машинном направлении или образующей машинное направление 94, и имеет ширину 96, поперечную продольной оси в поперечном машинном направлении, или в поперечном направлении 98 между первым и вторым противоположными в поперечном направлении краями 47а, 47b, соответственно, ширины второго полотна предмета одежды.
Полотно 90 первой боковой панели, содержащее любой подходящий материал, известный в данной области, например нетканый материал фильерного способа производства, предпочтительно с эластичностью или с растяжимостью в машинном направлении 94 так, чтобы растягиваться в поперечном направлении готового предмета одежды, укладывают на внутреннюю поверхность 28 полотна 88 основного элемента и присоединяют к ней, хотя может быть осуществлено крепление к внешней поверхности 30. Полотно 90 первой боковой панели имеет первый прямой поясной край 72 и второй, в иллюстрируемом варианте осуществления, фасонный край 70 ножного отверстия, показанный в этой заявке синусоидальным, хотя возможны другие формы, включая прямую. Поясной край 72 полотна 90 первой боковой панели выравнивают с первым краем 47а ширины полотна 88 основного элемента.
Полотно 90 первой боковой панели, содержащее любой подходящий материал, как известно в данной области, например слоистый материал фильерного производства, предпочтительно эластичный или растяжимый, в машинном направлении 94, так чтобы продолжаться в поперечном направлении готового предмета одежды; расположено на внутренней поверхности 28 основного элемента 88 и прикреплено к ней, хотя возможно прикрепление к наружной поверхности 30. Полотно 90 первой боковой панели имеет первый прямой поясной край 72 и, в показанном варианте осуществления, второй край 70 ножного отверстия, имеющий некоторую форму, показанную здесь как синусоидальная, хотя возможны и другие формы, включая прямую.
В примерном варианте осуществления, полосы первого крепежного средства, указанные ссылочным номером 82, соединены с полотном 90 первой боковой панели с равными интервалами в машинном направлении. Полосы 82 первого крепежного средства представлены как петельный участок взаимодействующей крючковой и петельной механической крепежной системы, хотя могут быть использованы другие подходящие крепежные системы. Полосы 82 первого крепежного средства, которые также могут быть крючковой половиной крепежной системы, продолжаются предпочтительно, но не обязательно, по всей ширине полотна первой боковой панели, то есть от поясного концевого края 72 до ножного концевого края 70 в поперечном направлении. Второй синусоидальный край 70 ножного отверстия, безусловно, имеет переменную ширину между поясным краем 72 с углублениями 100 в синусоидальном крае, расположенными ближе к первому прямому поясному краю 72, и с выступами 102, расположенными дальше от него. Продольная ось или средняя линия 104 первой полосы 82 крепежного средства расположена в центре в углублениях 100, чтобы позволять выступам 102 обеспечивать достаточный задний участок боковой панели предмета одежды для закрывания области ягодиц пользователя, как очевидно из понимания настоящего изобретения.
Полотно 90 первой боковой панели, предпочтительно с полосой крепежного средства, расположенной на нем, может быть соединено, предпочтительно ультразвуковым соединением с адгезивным упрочнением, по соединительным линиям 66 с полотном 88 основного элемента. Соединительные линии 66 для полотна 90 первой боковой панели продолжаются через каждую точку 102 выступа, если край 70 ножного отверстия является синусоидальным. Это соединение имеет выбранную ширину 106.
Полоса 82 первого или петельного крепежного средства, если является отдельным элементом, может быть приклеена или приварена, предпочтительно посредством ультразвукового соединения, или присоединена другим способом к полотну 90 первой боковой панели вдоль средней линии 104 крепежного средства, причем соединение имеет указанную ширину 108, и оставлено свободным на его периферических краях 110, 112 для получения шарнирного крепления, как следует из Фиг.5. Петли обращены к плоскости бумаги или от плоскости бумаги на Фиг.4 и от полотна 90 первой боковой панели. Ширина соединения 108 может быть затем разделена линией 114 перфорации, предпочтительно по средней линии 104 крепежного средства, продолжающейся по толщине петельного крепежного средства и нижележащего материала боковой панели (смотри также Фиг.5 и Фиг.6). Линия перфорации может иметь любую форму разреза или разрезов, необходимых для достижения разделимости боковой панели позднее на половины для использования пользователем, при этом поддерживая технологичность предмета одежды. В качестве альтернативного примера, иллюстрируемого на Фиг.6, полоса 82 крепежного средства может быть соединена на периферийных краях 110, 112 ее продольного направления с открытым петельным материалом, обращенным к полотну 90 боковой панели и затем перфорированным, и сложенным для размещения открытого петельного материала обращенным наружу от полотна 90 боковой панели, как показано. В другом альтернативном варианте осуществления полотно 90 первой боковой панели может быть получено в виде слоя материала, который будет функционировать как петельное крепежное средство без необходимости добавления отдельных полос петельного крепежного средства. В этом варианте осуществления предпочтительно шарнирное крепление крючкового крепежного компонента 82 к полотну 92 боковой панели, как видно из Фиг.7. На Фиг.5-7 соединения указаны знаком "х".
Полотно 92 второй боковой панели, содержащее любой подходящий материал, включающий, например, слоистый материал фильерного способа производства, подобный полотну 90 первой боковой панели, укладывают на внутреннюю поверхность 28 полотна 88 основного элемента. Полотно 92 второй боковой панели имеет первый предпочтительно прямой поясной край 72 и, как показано, но не обязательно, фасонный или синусоидальный второй край 70 ножного отверстия. Второй поясной край 72 боковой панели может быть выровнен со вторым краем 47b ширины полотна основного элемента. Фасонный край 70 ножного отверстия полотна второй боковой панели показан в виде комплементарной синусоидальной кривой, выступы 120 которой выровнены с углублениями 100 фасонного края полотна первой боковой панели через среднюю линию 118 полотна основного элемента. Полотна 90, 92 первой и второй боковой панели могут быть вырезаны из одного листа материала по одной ослабленной линии или линии перфорации, которая образует фасонные ножные края 70. Полотна первой и второй боковой панели затем могут быть при необходимости нанесены как единое полотно.
Полотно 92 второй боковой панели может быть затем присоединено посредством ультразвукового" соединения и адгезивного упрочнения или иначе прикреплено в выбранной ширине 122 к полотну 88 основного элемента в каждой точке 124 углубления на втором краю 70 ножного отверстия боковой панели, предпочтительно с полосами крепежного средства уже расположенными на месте.
Вторые, крючковые, крепежные элементы 84 прикрепляют, при необходимости, посредством ультразвукового соединения и адгезивов или аналогичным образом к полотну 92 второй боковой панели в точке 120 выступа с интервалами, то есть с промежутками в машинном направлении, так, чтобы они были расположены против соответствующих петельных полос 82. В иллюстрируемом варианте осуществления изобретения крючковые полосы предпочтительно полностью соединены с панелью по всей их поверхности. Полоса 84 крючкового крепежного средства и полотно 92 второй боковой панели аналогичным образом перфорированы или снабжены ослабленной линией вдоль продольной средней линии 126 каждой полосы второго крепежного средства.
Полотно 88 основного элемента может быть затем сложено по его средней линии 118 для размещения крючковых и петельных крепежных средств в положение застегивания друг против друга, как показано на Фиг.5. Индивидуализированный предмет 128 одежды, показанный на Фиг.5, может быть отделен от полотна 86 предмета одежды одним разрезом по линии 123 в поперечном направлении, делящим каждое из соединений выровненных боковых панелей, или перед или после одного складывания полотна основного элемента, которое размещает крепежные средства в застегнутом контактном взаимодействии. При необходимости конечный пользователь может быть обеспечен предметами одежды неразделенными или разделенными, но не сложенными.
Ссылаясь на Фиг.8, полотно боковой панели, например, полотно 92, в некоторых вариантах осуществления может содержать различно сложенный материал с элементами или без элементов крепежных средств, например, крепежных средств 84, на нем для обеспечения дополнительной длины боковых панелей готовых предметов одежды в объеме настоящего изобретения.
В общем, специалисту в данной области будет очевидно, что для осуществления настоящего изобретения, как описано в этой заявке и формуле изобретения, будут пригодны различные конструкции и расположения материала, включая различные складывания или размещения боковых панелей, как выполнено из полотна 90 первой боковой панели или полотна 92 второй боковой панели или из обоих; и дополнительно включая различные размещения и конструкции крепежных компонентов 82, 84 относительно боковых панелей или их полотен. Например, в альтернативном варианте осуществления (не показан), расположение крепежных компонентов друг против друга может быть обеспечено путем складывания боковых панелей для перевода крепежных компонентов из положения вблизи продольной оси предмета одежды и обращения к внутренней поверхности полотна основного элемента, в положение вблизи противоположных в поперечном направлении боковых краев предмета одежды и обращения от внутренней поверхности.
Будет очевидно, что, хотя настоящее изобретение было описано на примере одного полотна основного элемента, перемещаемого в машинном направлении, эффективность может быть повышена путем практического применения учений настоящего изобретения для множества расположенных рядом полотен основного элемента, перемещающихся в машинном направлении.
Хотя в вышеуказанном описании компактный, простой в изготовлении и предпочтительно впитывающий предмет одежды с повторно застегиваемыми боковыми швами и способ выполнения такого предмета одежды, был описан относительно предпочтительных вариантов выполнения, и множество элементов были указаны для иллюстрации, специалистам в данной области будет очевидно, что возможны дополнительные варианты осуществления описанного изобретения, и что некоторые детали, описанные здесь, могут быть изменены без отхода от основных принципов настоящего изобретения.
Реферат
Предварительно застегнутый впитывающий предмет одежды получен с продольной осью в поперечном машинном направлении. Полотно материала впитывающего основного элемента предмета одежды, продолжающееся в машинном направлении, перекрыто в пределах границ основного элемента предмета одежды. Полотна боковых панелей прикреплены к полотну основного элемента и имеют крючковые и петельные застежки. Предмет одежды может быть индивидуализирован из комбинированных полотен основного элемента и боковых панелей. Технический результат - повышение удобства при использовании предмета одежды. 4 н. и 18 з.п. ф-лы, 8 ил.
Комментарии