Способ и устройство для формования гигроскопических прокладок, используемых в подгузниках/пеленках - RU2387429C2
Код документа: RU2387429C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение, в целом, относится к устройству и способу формования многослойных гигроскопических прокладок, используемых в гигиенических изделиях.
В частности, данное изобретение относится к устройству рассматриваемого типа, которое может быть использовано преимущественно для фасонных гигроскопических прокладок для детских подгузников/пеленок.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Обычный, используемый в настоящее время подгузник или пеленка содержит гигроскопическую прокладку, проложенную, как правило, между проницаемым внутренним слоем из нетканого материала, выполненного с эжектированием высокоскоростным потоком воздуха, и непроницаемым наружным слоем из полиэтилена.
Реагируя на рыночный спрос, производители подгузников/пеленок предлагают в настоящее время продукцию, контуры которой соответствуют анатомическому строению, и, соответственно, прокладки, форма которых подходит выбранной анатомической форме. В этом случае обычно используют способ формования одиночных прокладок на барабане, который содержит множество периферических аспирационных полостей, каждая из которых имеет такую форму, которая соответствует требуемой анатомической форме, при этом подачу выполняют в точке на периферии потоком гигроскопического материала. Гигроскопический материал, осажденный в полостях барабана, уплотняется роликом в точке, расположенной ниже по потоку. Поток гигроскопического материала представляет собой однородную, в большей или меньшей степени, в зависимости от требований, смесь целлюлозной пульпы, или распушенной целлюлозы, в которую вводят гранулы полимерного материала высокой гигроскопичности (ПВГ) либо по потоку, либо против него.
Современные подгузники/пеленки также содержат гигроскопические прокладки двойной толщины, в которых более маленький верхний первый слой расположен на большем втором слое, находящемся под ним.
В некоторых случаях первый слой необходимо располагать на большем или меньшем расстоянии дальше вперед на втором слое с целью упрочнения выбранных участков, в зависимости от пола, возраста ребенка или других факторов.
Кроме того, с целью улучшения дренажа поглощаемой жидкости и одновременного снижения производственных издержек, производители предпочитают гигроскопические прокладки, состав которых выбирается исходя из значительно большего количества гранул ПВГ и, соответственно, меньшего количества распушенной целлюлозы.
При использовании этого нового состава возрастает необходимость в более эффективном уплотнении гигроскопической прокладки, поскольку с увеличением пропорции материала ПВГ, консистенция которого похожа на песок, данная структура становится менее сцепляемой.
Для выполнения требования создания двухслойной прокладки вышеупомянутые барабаны содержат аспирационную полость с более глубоким участком, контуры которого совпадают с готовой прокладкой. Однако в этом случае требуется специальный барабан для каждого взаимного положения двух слоев, так что машины с одним барабаном являются недостаточно универсальными. Тем не менее, гигроскопический материал может быть успешно уплотнен с использованием барабана рассматриваемого типа, который создает цельную центральную часть, с которой легко работать и подвергать технологической обработке.
В другом решении используется первый барабан с периферическими аспирационными полостями, контуры которых совпадают с формой большего слоя прокладки, и второй барабан, расположенный на заданном расстоянии рядом с первым барабаном, в котором контуры аспирационных полостей повторяют форму меньшего верхнего слоя. Под обоими барабанами расположен ленточный транспортер, на который выпускают слои гигроскопического материала. Одиночные слои уплотняются соответствующими роликами, которые работают между каждым барабаном и транспортером. Больший слой подается транспортером в область под вторым барабаном, в которой на больший слой в выбранное положение выпускается меньший слой. Синхронизацией обоих барабанов можно управлять так, чтобы изменять положение, в котором второй слой выпускается на первый слой. Недостаток этого второго решения, в котором предусматривается первое прессование только первого слоя, а прессование второго слоя выполняется вместе с первым слоем, заключается в том, что два слоя не могут быть уплотнены так, чтобы сформовать цельную центральную часть, поскольку прессование выполняется в два последовательных этапа, а не одновременно на одном этапе, непосредственно перед сборкой гигроскопической прокладки с другими частями подгузника/пеленки.
Из международного патентного документа WO 99/60964 известно устройство для формования волокнистых гигроскопических вкладышей с большим количеством вовлеченного воздуха, которое содержит первое приспособление для подачи волокнистого материала с вовлеченным воздухом и первое аэродинамическое средство, соединенное с указанным первым приспособлением для обеспечения формования первого компонента гигроскопического вкладыша. Кроме того, указанное устройство содержит приспособление для подачи волокнистого материала с вовлеченным воздухом и дискретных частиц гигроскопического материала и второе аэродинамическое средство, соединенное с указанным приспособлением для обеспечения формования второго компонента гигроскопического вкладыша. Указанное второе аэродинамическое средство расположено относительно первого аэродинамического средства с обеспечением переноса сформированного второго компонента со второго формующего элемента на сформированный первый компонент, находящийся на первом формующем элементе.
Целью данного изобретения является создание устройства для формования многослойных гигроскопических прокладок, используемых в подгузниках/пеленках, обладающего большей универсальностью по сравнению с предшествующими устройствами, а также способа формования подобных прокладок.
Другой целью данного изобретения является создание устройства и способа для формования многослойных гигроскопических прокладок, используемых в подгузниках/пеленках, посредством которых по меньшей мере два слоя гигроскопического материала могут быть, соответственно, расположены и одновременно уплотнены так, чтобы создать цельную центральную часть перед сборкой гигроскопической прокладки с другими частями подгузника/пеленки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изложенная цель надлежащим образом реализуется в соответствии с данным изобретением в устройстве и способе для формования многослойных гигроскопических прокладок, используемых в подгузниках/пеленках, как сформулировано в пп.1 и 13 формулы изобретения, или в любом из пунктов, следующих за пп.1 и 13 и зависящих от них, непосредственно или опосредованно.
Далее приведено подробное описание данного изобретения, путем примера, со ссылкой на сопроводительные чертежи, на которых
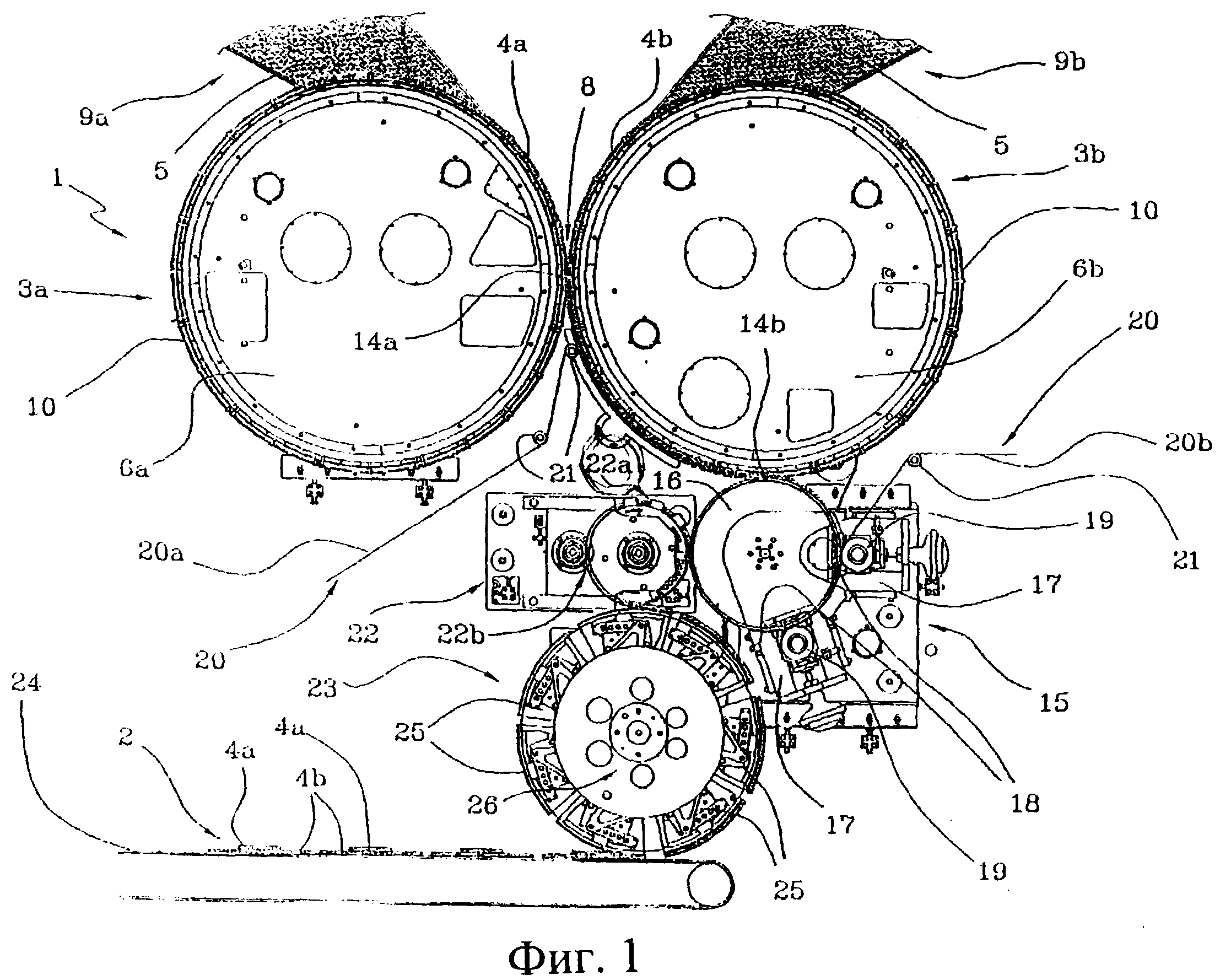
фиг.1 показывает схематический вид спереди предпочтительного варианта выполнения устройства для формования многослойных гигроскопических прокладок, используемых в подгузниках/пеленках;
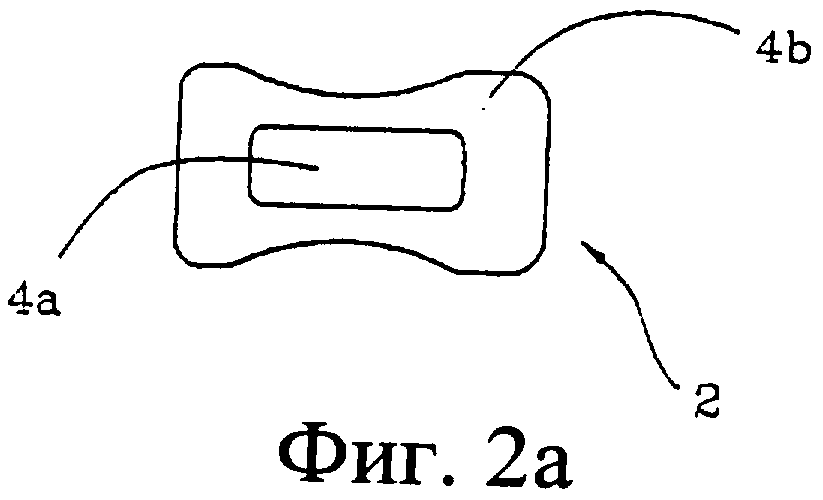
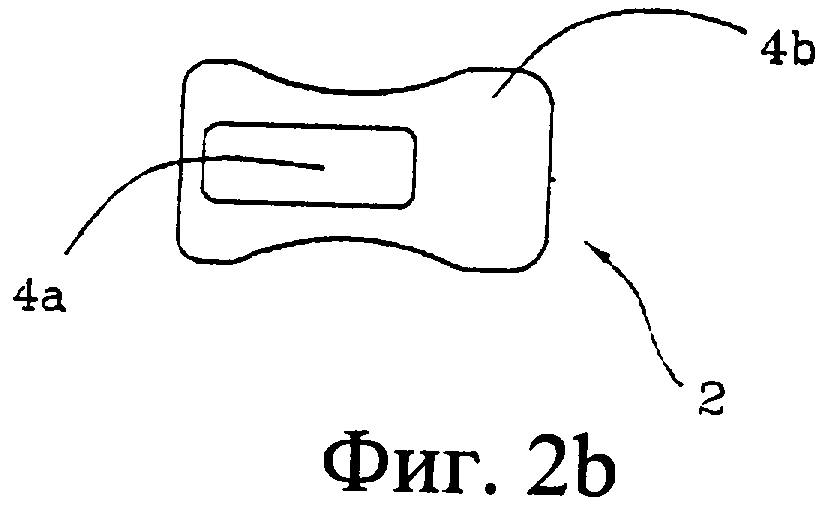
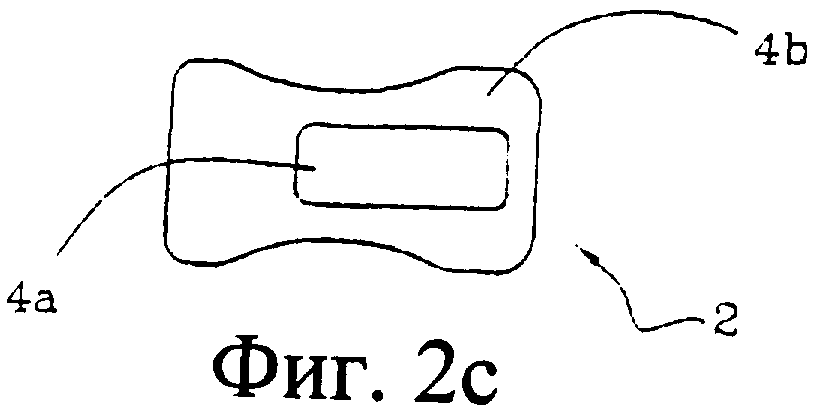
фиг.2а, 2b и 2с представляют собой три вида сверху гигроскопической прокладки, содержащей два наложенных друг на друга слоя из гигроскопического материала в трех возможных положениях относительно друг друга;
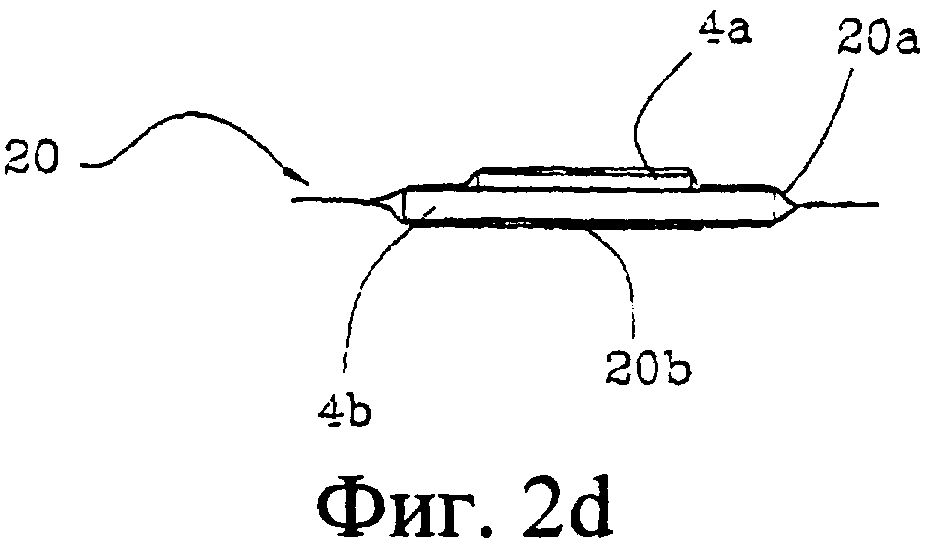
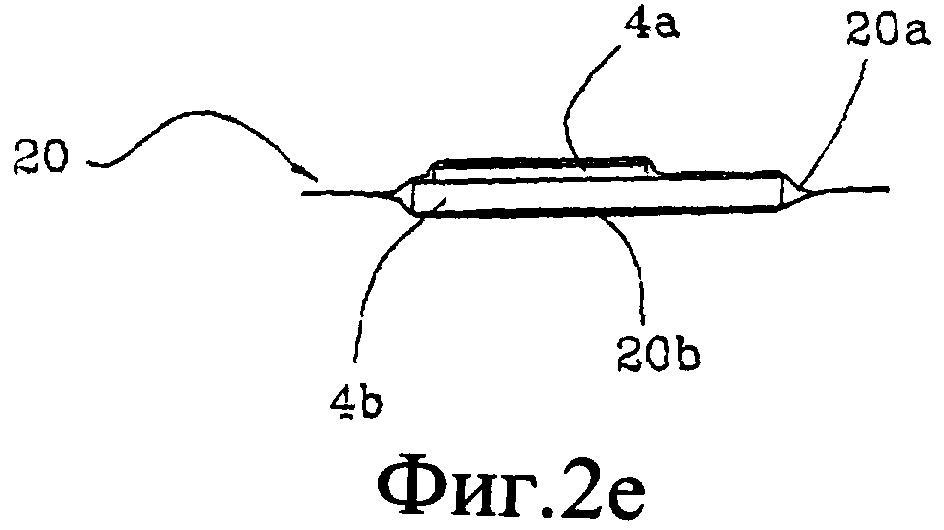
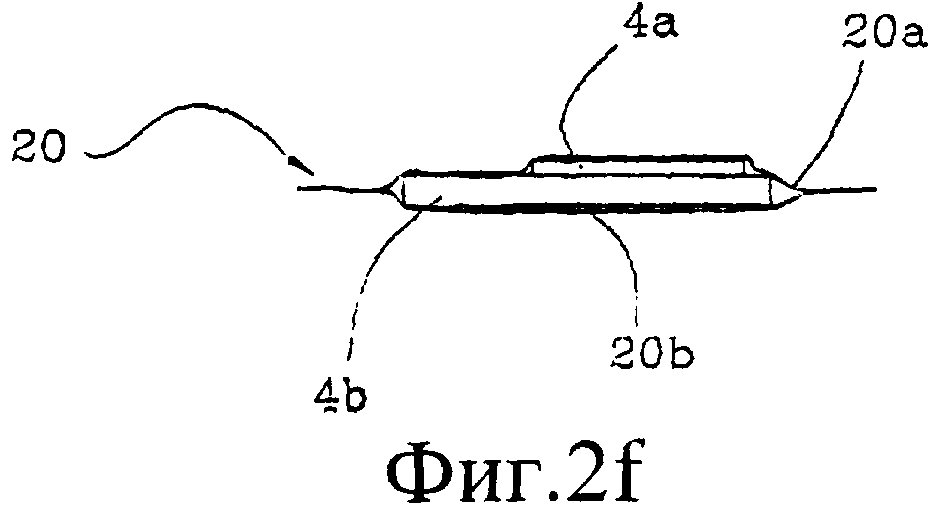
фиг.2а, 2е и 2f представляют собой три вида сбоку гигроскопической прокладки, содержащей два совмещенных слоя из гигроскопического материала в трех возможных положениях относительно друг друга;
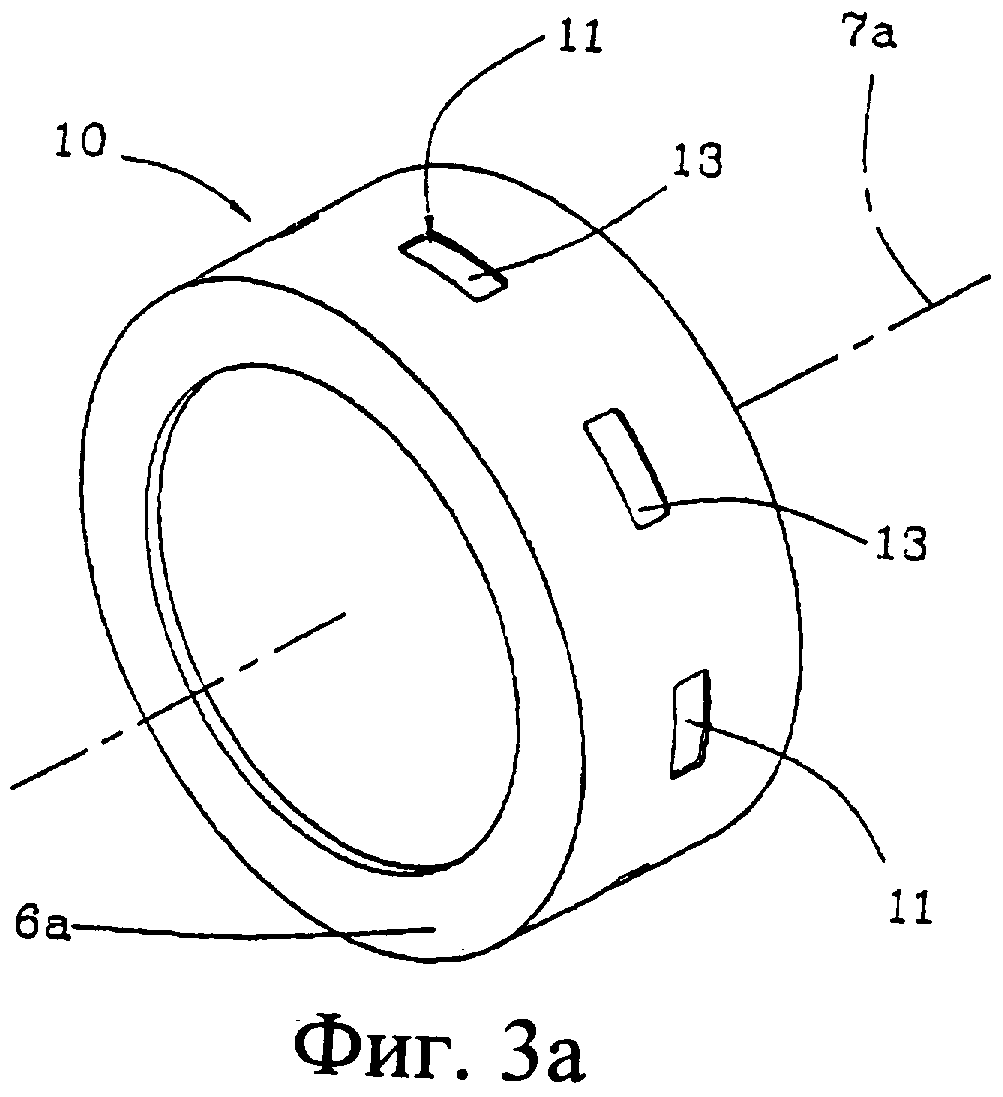
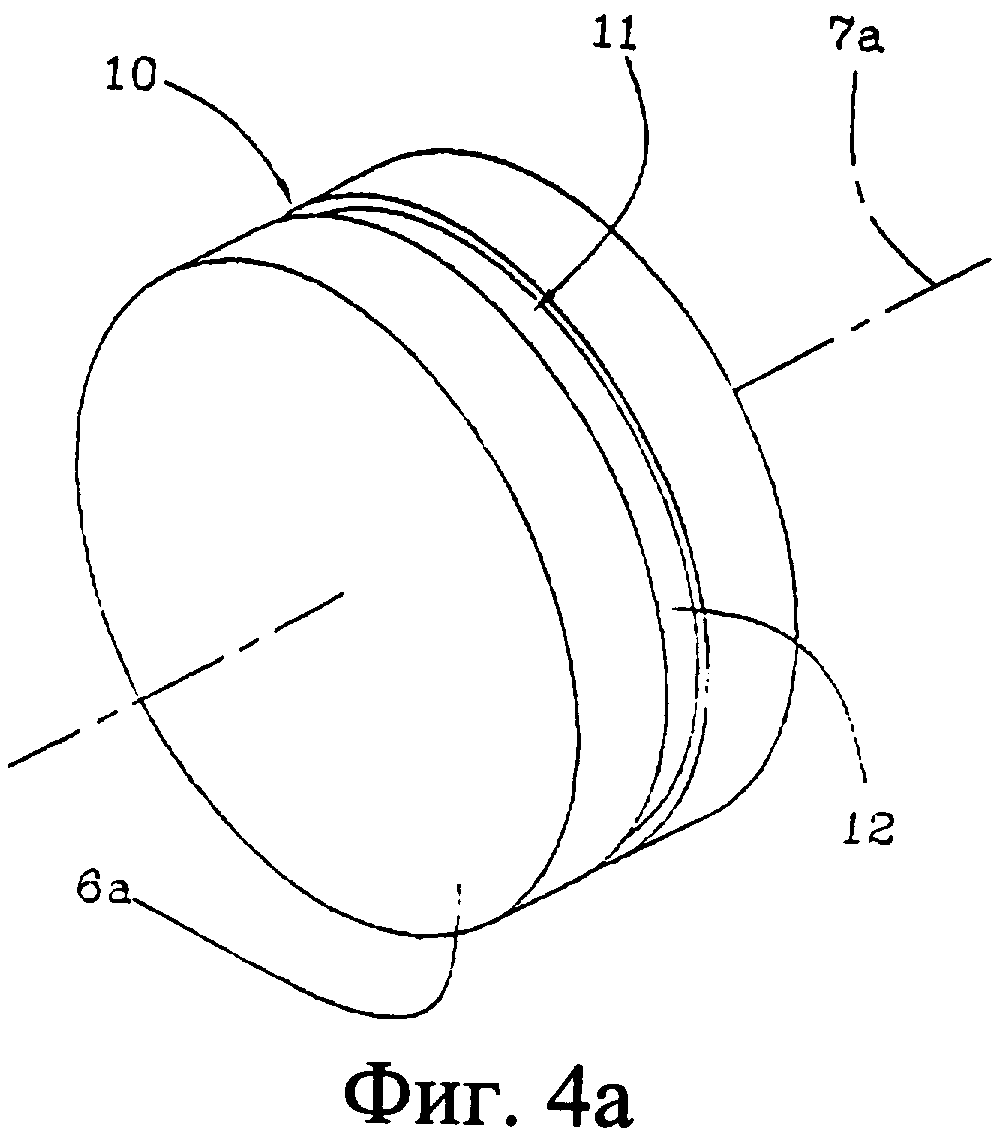
фиг.3а и 4а иллюстрируют в аксонометрии первый элемент устройства, показанного на фиг.1, в двух альтернативных вариантах выполнения;
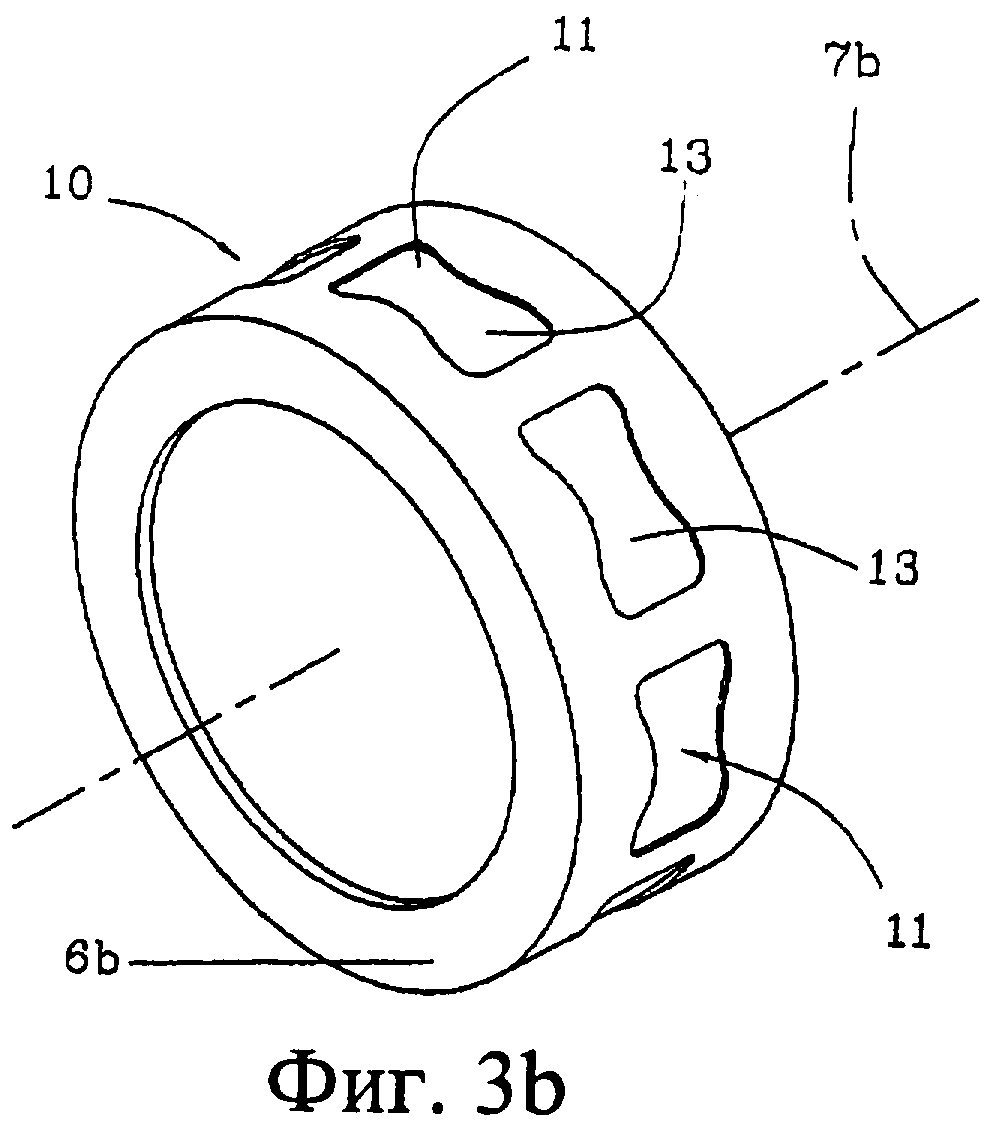
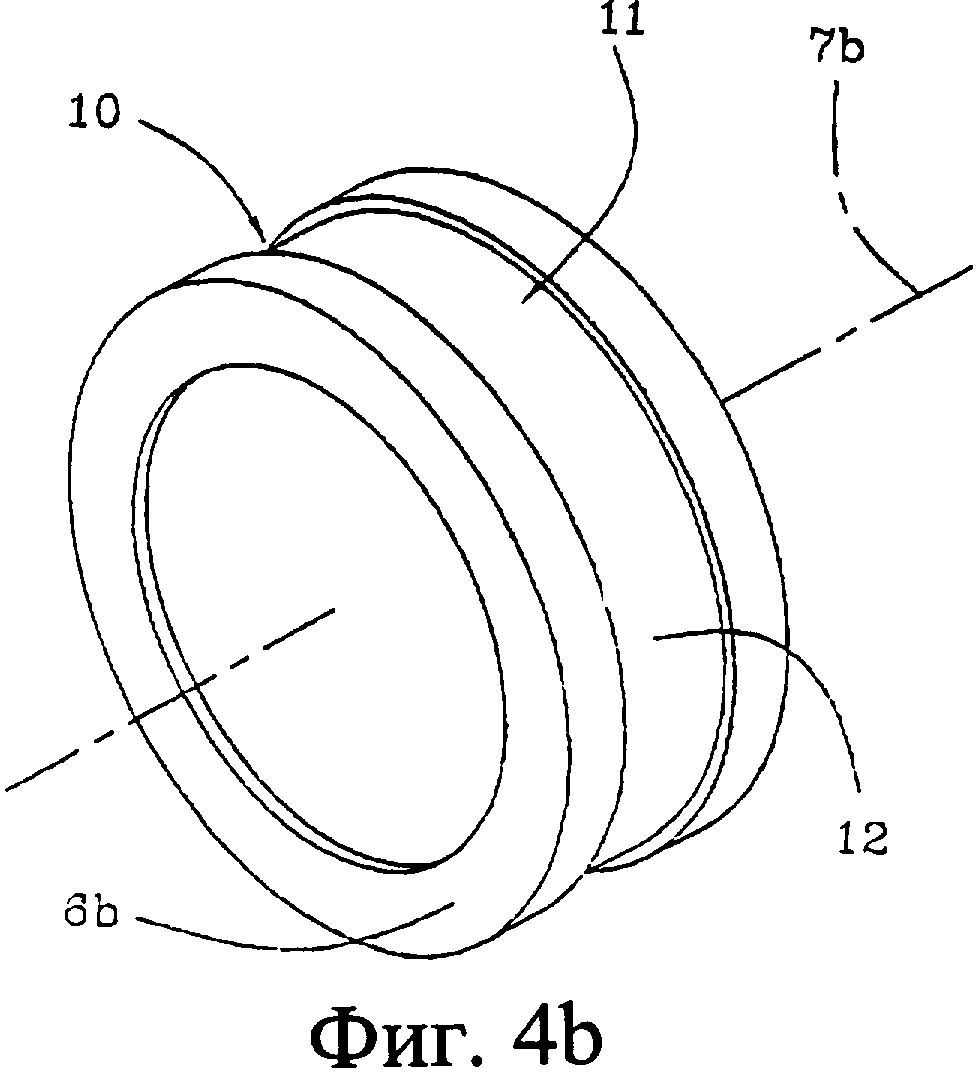
фиг.3b и 4b иллюстрируют в аксонометрии второй элемент устройства, показанного на фиг.1, в двух альтернативных вариантах выполнения.
Обратимся к фиг.1, на котором номером 1 позиции обозначено в целом устройство 1 для формования гигроскопических многослойных прокладок 2 (фиг.2а…2f) для детских подгузников/пеленок.
В предпочтительной, но не ограничивающей, конфигурации устройство 1 содержит верхнюю секцию, содержащую первое средство 3а и второе средство 3b, назначение которых заключается в сматывании, придании формы и переносе, соответственно, первого слоя 4а и второго слоя 4b из гигроскопического материала, обозначенного номером 5 позиции.
Первое средство 3а и второе средство 3b являются, соответственно, первым барабаном 6а и вторым барабаном 6b, расположенными рядом друг с другом и совершающими вращения в противоположных направлениях относительно параллельных осей 7а и 7b.
Номерами 9а и 9b позиций обозначены обычные секции подачи, от которых соответствующие потоки гигроскопического материала 5 направляются на наружный периферический участок 10 каждого барабана 6а и 6b.
Гигроскопический материал 5 помещают в соответствующие аспирационные канавки 11, которые в первом варианте выполнения принимают форму непрерывных кольцевых каналов 12, проходящих по окружности периферического участка 10 (фиг.4а и 4b). Как вариант, канавки 11 могут состоять из дискретных полостей 13, выровненных и разнесенных на равные промежутки по окружности периферического участка 10 (фиг.3а и 3b).
В обоих решениях канавки 11 имеют очертания, которые совпадают с формой создаваемой гигроскопической прокладки 2, при этом они способны посредством всасывания удерживать продвигающийся гигроскопический материал 5.
В частности, назначение первого барабана 6а заключается в сматывании, придании формы и переносе меньшего первого слоя 4а гигроскопического материала 5, тогда как назначение второго барабана 6b заключается в сматывании, придании формы и переносе большего второго слоя 4b гигроскопического материала 5.
На практике гигроскопические прокладки 2 для подгузников/пеленок могут быть сформованы устройством 1, выполненным с двумя барабанами 6а и 6b, содержащими канавки 11 одинаковой геометрии (оба с непрерывными каналами 12 или оба с дискретными полостями 13), или с первым барабаном 6а, содержащим дискретные полости 13, и вторым барабаном 6b, содержащим непрерывный канал 12. В предпочтительном варианте выполнения, в соответствии с настоящим изобретением, канавка 11 первого барабана 6а содержит дискретные полости 13, так что первый слой 4а может быть помещен в выбранное положение относительно второго слоя 4b.
Гигроскопический материал 5 переносится двумя вращающимися барабанами 6а и 6b от соответствующих секций 9а подачи к соответствующим выпускающим секциям 14а и 14b. Выпускающая секция 14а первого барабана 6а совпадает с секцией 8 переноса, в которой первый слой 4а присоединяется ко второму слою 4b.
Более точно, именно в секции 8 переноса барабаны 6а и 6b сопрягаются и взаимодействуют, заставляя первый слой 4а, переносимый первым барабаном 4а, располагаться непосредственно поверх второго слоя 4b, переносимого вторым барабаном 4b. При необходимости, относительное позиционирование двух слоев 4а и 4b можно изменять путем согласования вращения барабанов 6а и 6b.
Таким образом, оба слоя 4а и 4b удерживаются на втором барабане 6b посредством всасывания вплоть до выпускающей секции 14b, затем два скомпонованных слоя 4а и 4b, составляющих гигроскопическую прокладку 2, направляют как единое целое в секцию 15 прессования и уплотняют для формования единой центральной части.
Секция 15 прессования, расположенная, соответственно, ниже по потоку второго барабана 6b, содержит транспортирующий вал 16, расположенный тангенциально к барабану 6b у выпускающей секции 14b. Следовательно, вал 16 вращается в направлении, противоположном вращению барабана 6b.
Секция 15 прессования дополнительно содержит по меньшей мере один пресс-элемент 17, расположенный вдоль периферического участка транспортирующего вала 16 и работающий в соединении с указанным валом 16, посредством которого первый и второй слои 4а и 4b гигроскопического материала 5 уплотняются вместе для формования цельной центральной части.
Пресс-элемент 17 содержит прижимной ролик 19 небольшого диаметра, который в соединении с наружной поверхностью транспортирующего вала 16 создает полость (не показана), которая может быть либо выполнена с контуром, совпадающим с формой прессуемой гигроскопической прокладки 2, либо, как вариант, не иметь определенной геометрии, а иметь плоские контактные поверхности.
При объединении ролика 19 и вала 16 для создания фасонной полости, ко всей прокладке 2 может быть приложено равномерное усилие прессования. Преимущественно, прижимной ролик 19 имеет фасонную поверхность, совпадающую с формой прокладки 2, а транспортирующий вал 16 может быть ровным, тем самым, при необходимости, допускается замена небольшого ролика 19 другим с отличающейся геометрией, причем эта замена выполняется легче, чем замена большего вала 16. Как вариант, поверхность транспортирующего вала 16 может быть выполнена фасонной, а поверхность прижимного ролика 19 оставлена ровной.
При объединении ролика 19 и вала 16 для создания полости без определенной геометрии, с ровными поверхностями, усилие прессования прикладывается к прокладке 2 произвольно, что обусловливает неравномерное уплотнение прокладки 2.
Перед одновременном прессованием два собранных слоя 4а и 4b из гигроскопического материала 5 могут быть заключены, преимущественно, в защитную тканевую оболочку 20, которая способствует более прочному сцеплению гранулированного материала высокой гигроскопичности и распушенной целлюлозы.
Предпочтительно, слои центральной части проложены между двумя слоями из тканевой оболочки, а именно, первая тканевая оболочка 20а покрывает верхний участок прокладки 2, а вторая тканевая оболочка 20b покрывает ее нижний участок.
Первую тканевую оболочку 20а разматывают с валов (не показаны), направляют поверх направляющих элементов 21 и накладывают сразу после транспортирующей секции 8 ниже по потоку, сразу после первого слоя 4а, соединяемого со вторым слоем 4b, на верхний участок прокладки 2, обращенный от второго барабана 6b.
Вторую тканевую оболочку 20b подобным образом разматывают с валов (не показаны), накладывают на нижнюю сторону прокладки 2, обращенную от транспортирующего вала 16 при его вращении, в точке, совпадающей с секцией 15 прессования и расположенной несколько выше прижимного ролика 19.
Ниже по потоку секции 15 прессования данное устройство сдержит секцию 22 заделки и разрезания обычного типа, широко используемую в других устройствах.
В случае, когда второй барабан 6b содержит канавку 11 с дискретными полостями 13, прокладки 2 уже разделены на целые детали, и секция 22 заделки просто закрепляет четыре кромки тканевой оболочки 20.
С другой стороны, когда второй барабан 6b содержит непрерывный канал, тканевая оболочка 20 будет заделана только вдоль двух продольных кромок прокладки 2.
Когда гигроскопическая прокладка выполнена в виде непрерывного полотна, его следует разрезать и разделить на отдельные куски.
Соответственно, за областью 22а, в которой выполняется этап заделки, следует сразу область 22b, в которой непрерывную полосу прокладки 2 делят на дискретные части. С другой стороны, если прокладка 2 уже разделена на дискретные части, то необходимо просто разрезать ткань оболочки 20.
Если первый барабан 6а и второй барабан 6b выполнены с полостями 13, то данные полости, предпочтительно, отстоят близко друг от друга, чтобы свести к минимуму отходы от тканевой оболочки 20.
Ниже по потоку от секции 22 заделки и разрезания данное устройство содержит механизм 23 установки шага известного типа, посредством которого отдельные прокладки 2 определенной формы, разрезанные и облицованные тканевой оболочкой 20, располагают на заданном расстоянии одна от другой на ленточном транспортере 24, который направляет их к другим технологическим секциям, расположенным ниже по потоку устройства 1.
Механизм 23 установки шага содержит кронштейны 25, которые вращаются по кольцевой траектории и управляются эксцентриками 26. Кронштейны 25 могут задерживать прохождение прокладок 2 между секцией 22 заделки и разрезания и транспортером 24, так что они могут быть дополнительно разнесены на ленте транспортера. Затем на второй половине кольцевой траектории кронштейны 25 ускоряются, так чтобы сохранить надлежащую синхронизацию с секцией 22 и подбор следующей прокладки 2.
Таким образом, в соответствии с данным изобретением устранены недостатки предшествующего уровня техники и достигнута сформулированная цель изобретения.
Во-первых, и, прежде всего, можно видеть, что устройство 1 для формования гигроскопических прокладок, используемых в подгузниках/пеленках, как было описано и проиллюстрировано, объединяет все преимущества существующих устройств. Подобным образом, предлагаемый способ является эффективным в формовании гигроскопических прокладок для подгузников/пеленок, так как он обеспечивает оптимальное позиционирование и безошибочное прессование двух слоев, которые объединяют для создания цельной гигроскопической центральной части.
Таким образом, предлагаемым устройством для формования гигроскопических прокладок обеспечивается большая универсальность, чем предлагается широко распространенными обычными машинами. В сущности, собираемые слои гигроскопического материала можно надлежащим образом позиционировать и подвергать одновременно воздействию начального прессования посредством использования одного компонента оборудования.
Реферат
Группа изобретений относится к медицине. Устройство для производства многослойных гигроскопических прокладок для подгузника/детских трусиков, содержащее первое средство и второе средство, посредством которых соответствующий первый и второй слои из гигроскопического материала принимаются от двух секций подачи, им придается форма, и они переносятся к двум выпускающим секциям. Работа средств синхронизирована, при этом они связаны секцией переноса, в которой первый слой из гигроскопического материала присоединяется непосредственно ко второму слою, располагаемому избирательно, при этом второй слой все еще удерживается посредством всасывания на втором средстве; данные два слоя затем одновременно прессуются для формования гигроскопической прокладки, которая выходит из данного устройства в виде прочной цельной центральной части. Группа изобретений позволяет создать цельную центральную часть перед сборкой изделия. 2 н. и 17 з.п. ф-лы, 4 ил.
Комментарии