Механическая система крепления для изделия - RU2328257C2
Код документа: RU2328257C2
Чертежи

Описание
УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к механической системе крепления для использования с множеством продуктов, например с впитывающими изделиями, такими как тренировочные трусы, подгузники, одежда для больных, страдающих недержанием, и т.п.
Такие впитывающие изделия, в общем, содержат непроницаемый для жидкостей барьерный лист, проницаемую для жидкости подкладку, обращенную к телу, и впитывающую среду между ними. Они обычно включают систему крепления определенного типа, предназначенную для подгонки изделия на теле пользователя. Во многих таких вариантах применения система крепления, предпочтительно, является повторно застегиваемой, благодаря чему изделие можно временно снимать и затем повторно закреплять на теле пользователя.
Обычные формы механических систем крепления представляют собой так называемую систему крючки-и-петельки, которая может быть выполнена в различных формах и обладает одновременно преимуществами и недостатками при ее применении в таких впитывающих изделиях. Например, в частности, при использовании в подгузниках крепления обычно закрепляют на обеих сторонах предмета одежды спереди или сзади, при этом задний участок креплений с каждой стороны натягивают поверх переднего участка для закрепления предмета одежды на теле пользователя. В таких типичных изделиях материал с петельками обычно является нерастяжимым, и его закрепляют на поверхности предмета одежды. Материал с крючками обычно закрепляют на растяжимой подложке, при этом он может быть установлен на материале с петельками для регулировки в соответствии с размером и формой пользователя предмета одежды.
Недостаток такой системы с крючками-и-петельками состоит в стремлении крючков отделяться от материала с петельками при проявлении активности со стороны пользователя, например при наклонах или изгибах тела, которые часто выполняет ребенок. Такое разъединение приводит к тому, что предмет одежды становится свободным на теле пользователя (в результате чего возможны протечки) и поэтому требуется его повторно закреплять, если это возможно. Это создает нежелательное неудобство и недостаток такой системы механического крепления для данных вариантов применения.
Другой недостаток системы такого типа с крючками-и-петельками состоит, в общем, в высокой стоимости материалов, что приводит к ограничению размера и конструкции крепежных элементов, используемых в одноразовых изделиях, что ухудшает его характеристики. Тканые или трикотажные материалы с петельками являются хорошо известными и общедоступными, но очень дорогостоящими. Нетканые материалы с петельками являются гораздо менее дорогостоящими, но недостаточно широко доступны или имеют недостаточно широкий диапазон свойств или возможностей применения. Нетканые материалы с петельками также обычно являются менее долговечными, чем тканые или трикотажные материалы с петельками, и при их использовании часто происходит расслоение или другие виды повреждений, что может привести к отказу в виде разъединения.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В общем, в соответствии с изобретением способ формирования материала с петельками, ламинированного с последующим скреплением слоев, пригодного для использования в системе крепления с крючками и петельками для изделия, предусматривает обеспечение первого слоя материала, содержащего нетканое полотно материала с петельками. Первый слой материала ламинируют на второй слой материала для формирования нетканого ламинированного материала с петельками. Область нетканого материала с петельками скрепляют с образованием ламинированного материала с петельками с последующим скреплением.
В другом варианте выполнения способ формирования изделия с системой крепления с крючками и петельками предусматривает обеспечение первого слоя материала, содержащего нетканое полотно петельного материала, и ламинирование первого слоя материала со вторым слоем материала для формирования нетканого ламинированного петельного материала. Нетканый ламинированный материал с петельками прикрепляют в качестве первого крепежного элемента на изделии и затем скрепляют область нетканого ламинированного материала с петельками. Второй крепежный элемент, выполненный из материала с крючками, прикрепляют к изделию для избирательного зацепления и разъединения с первым крепежным элементом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеописанные и другие признаки настоящего изобретения, а также способ их обеспечения будут более очевидны и само изобретение будет более понятным со ссылкой на следующее описание вариантов выполнения настоящего изобретения, которые будут более понятны со ссылкой на сопровождающие чертежи, на которых:
Фиг.1 - вид сбоку тренировочных трусов, где система крепления показана соединенной с одной стороны тренировочных трусов и разъединенной с другой стороны тренировочных трусов.
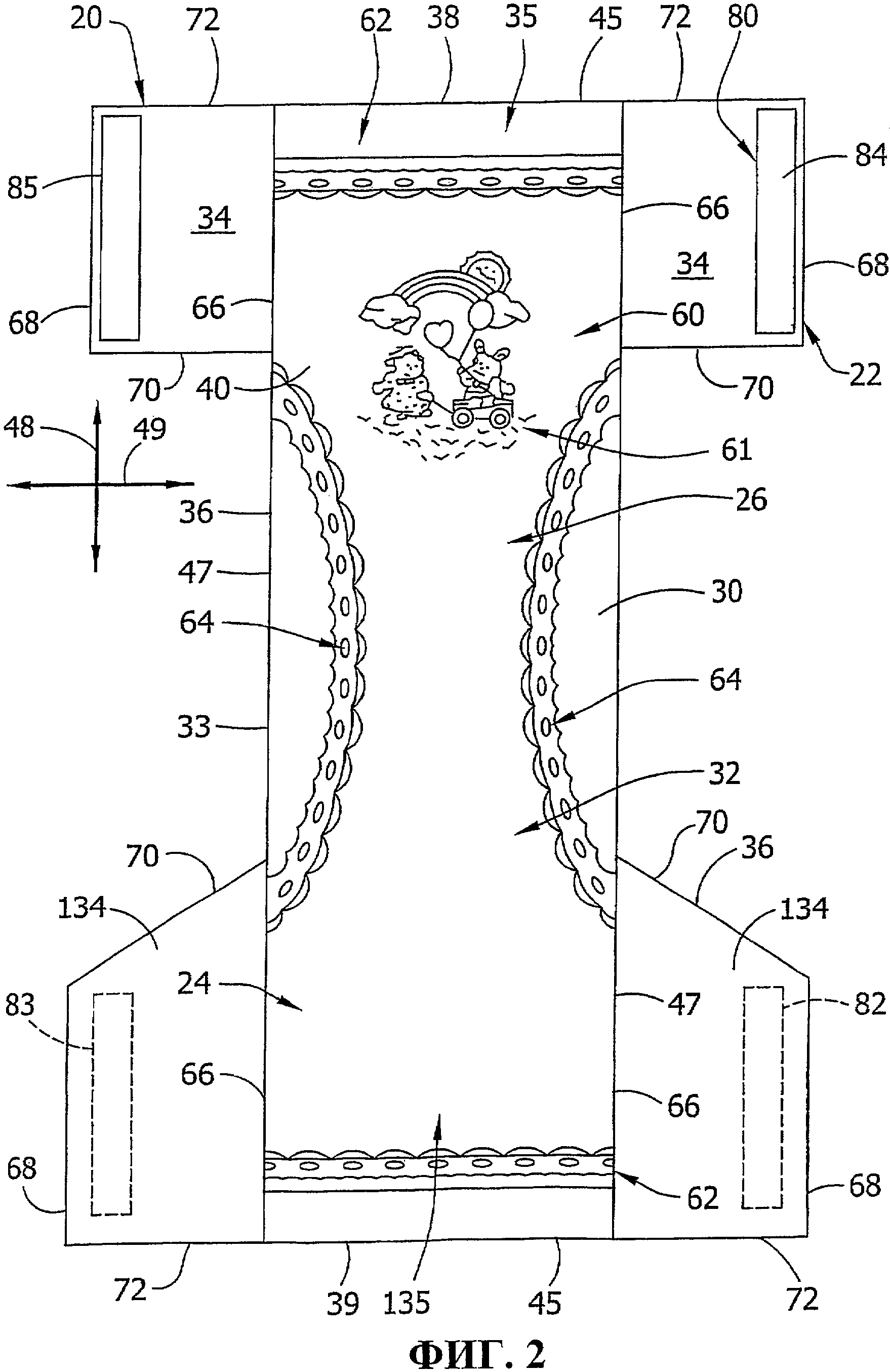
Фиг.2 - вид сверху тренировочных трусов по Фиг.1 в разъединенном, растянутом и разложенном, плоском состоянии, показывающий поверхность тренировочных трусов, которая обращена от тела пользователя.
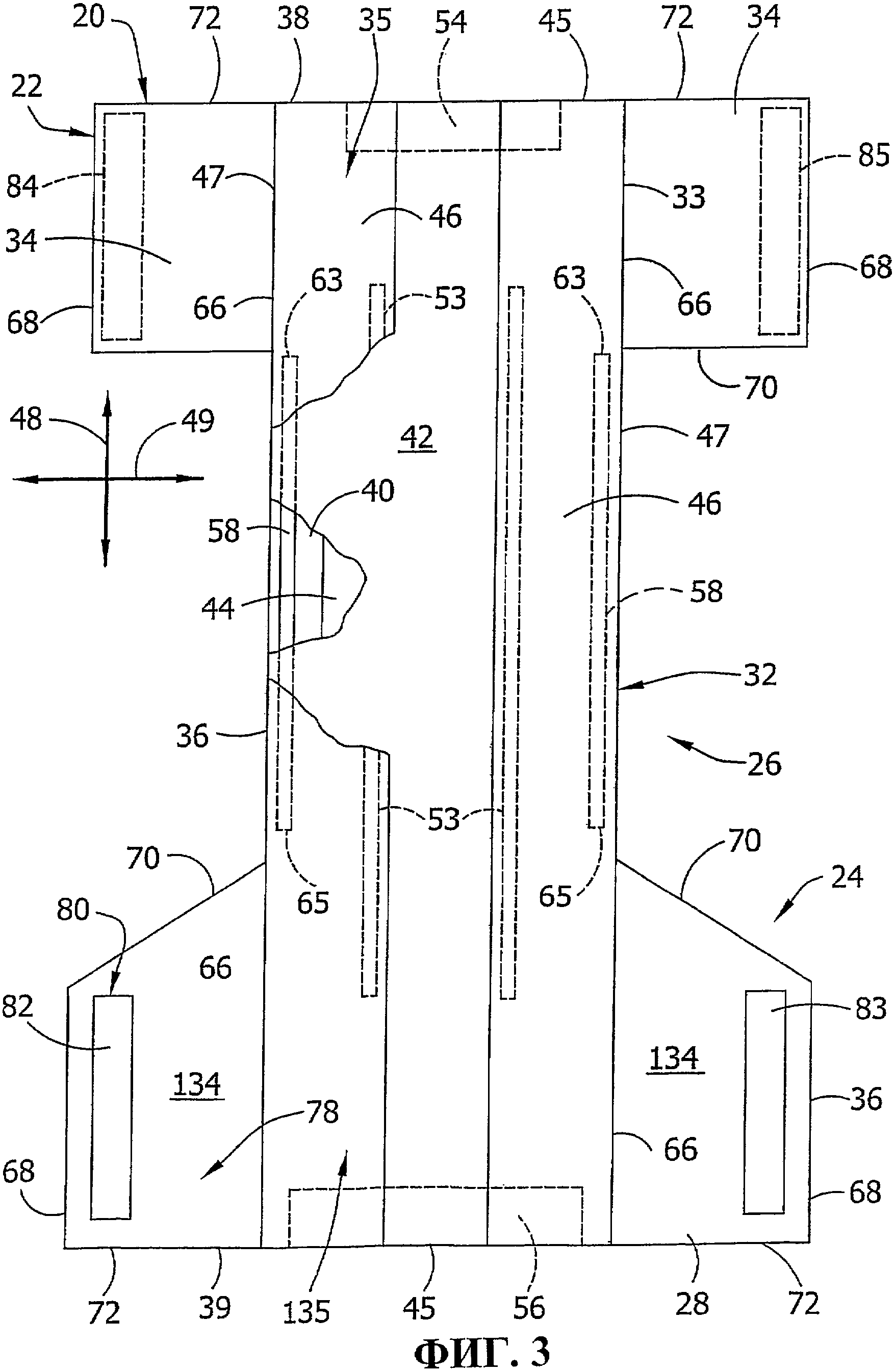
Фиг.3 - вид сверху, аналогичный Фиг.2, но показывающий поверхность тренировочных трусов, которая обращена к телу пользователя, когда тренировочные трусы надеты на него, и с вырезом отдельных участков для представления расположенных внутри деталей.
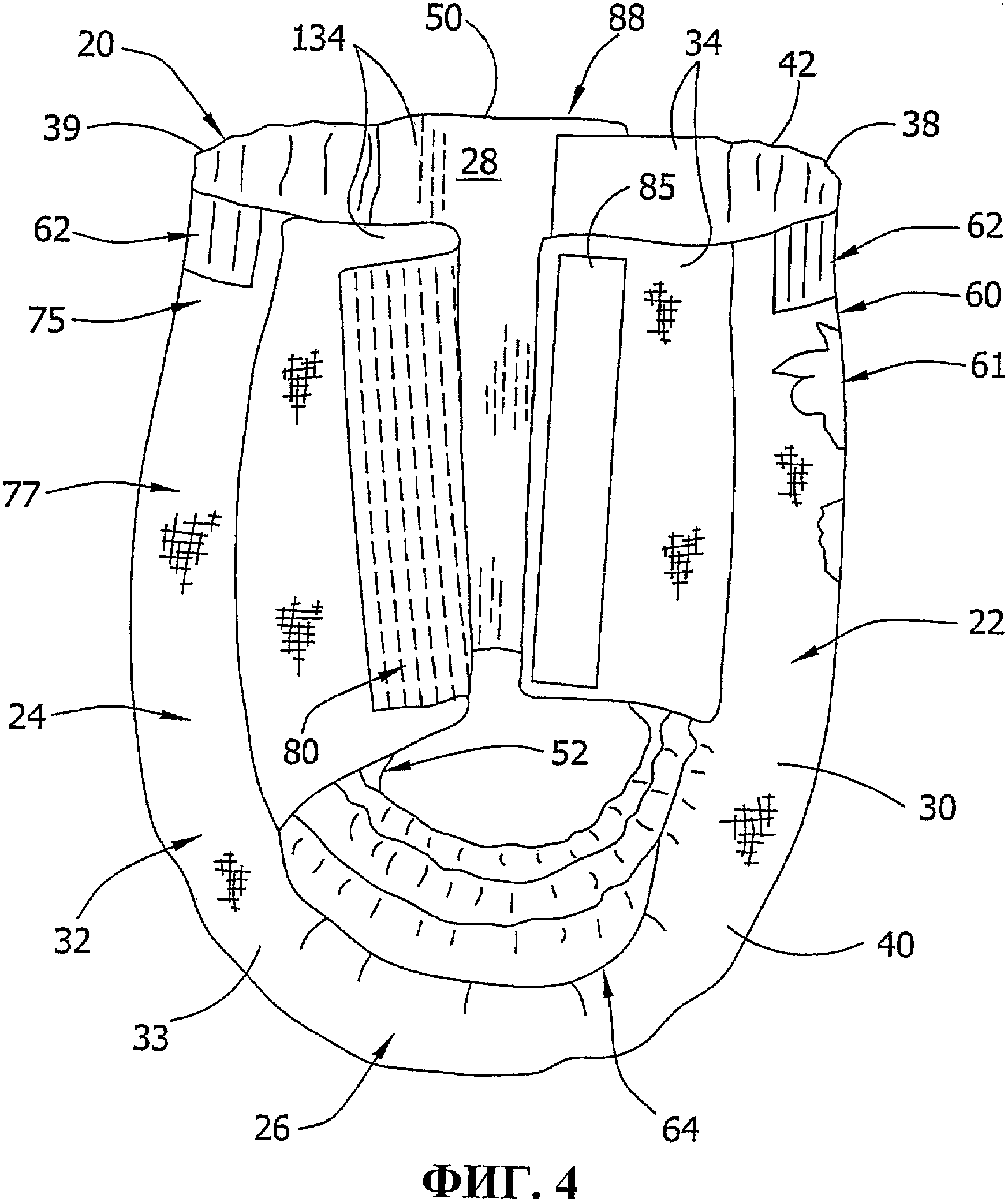
Фиг.4 - вид сбоку, аналогичный Фиг.1, альтернативного варианта выполнения изобретения.
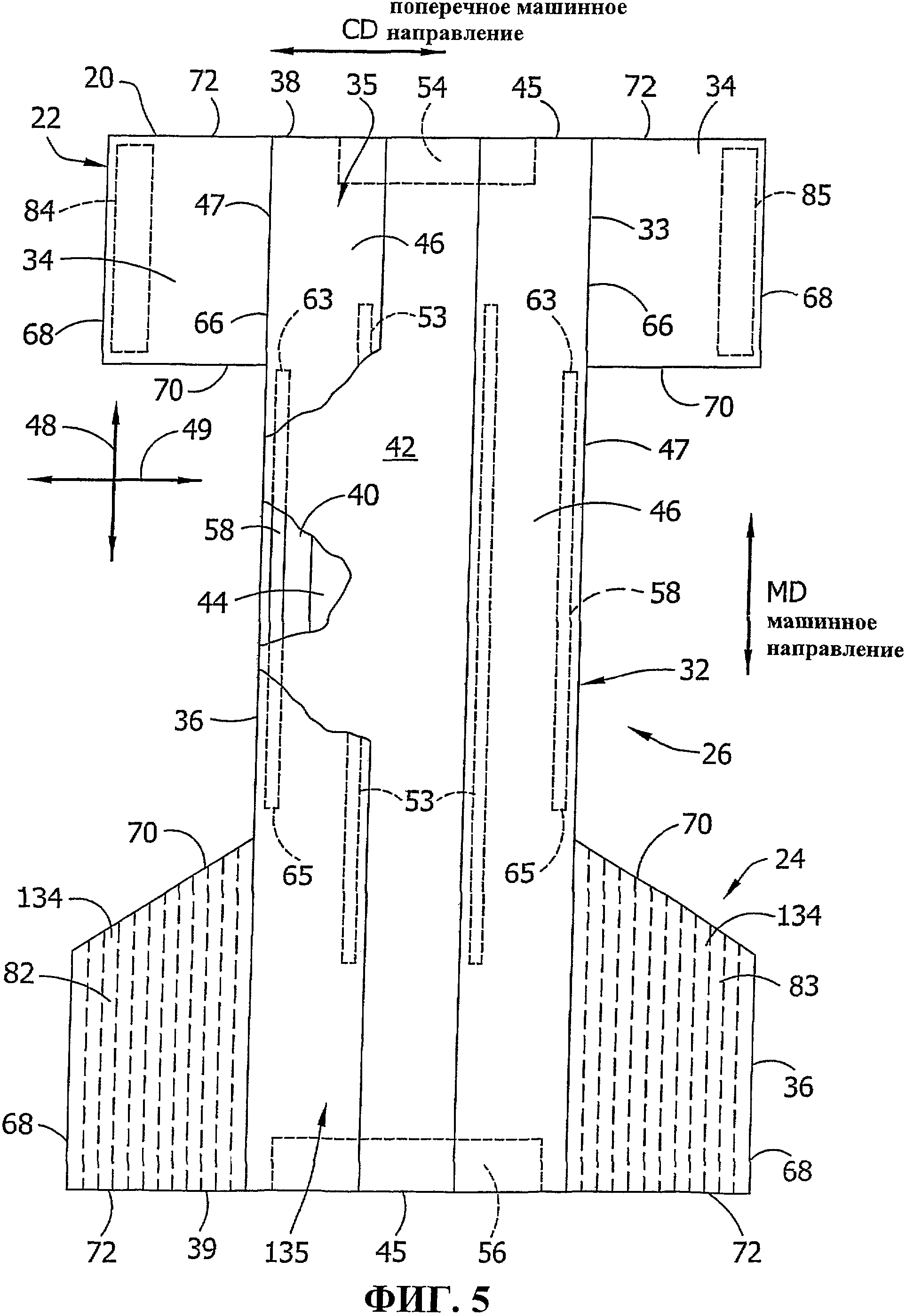
Фиг.5 - вид сверху варианта выполнения по Фиг.4 в положении, аналогичном Фиг.3.
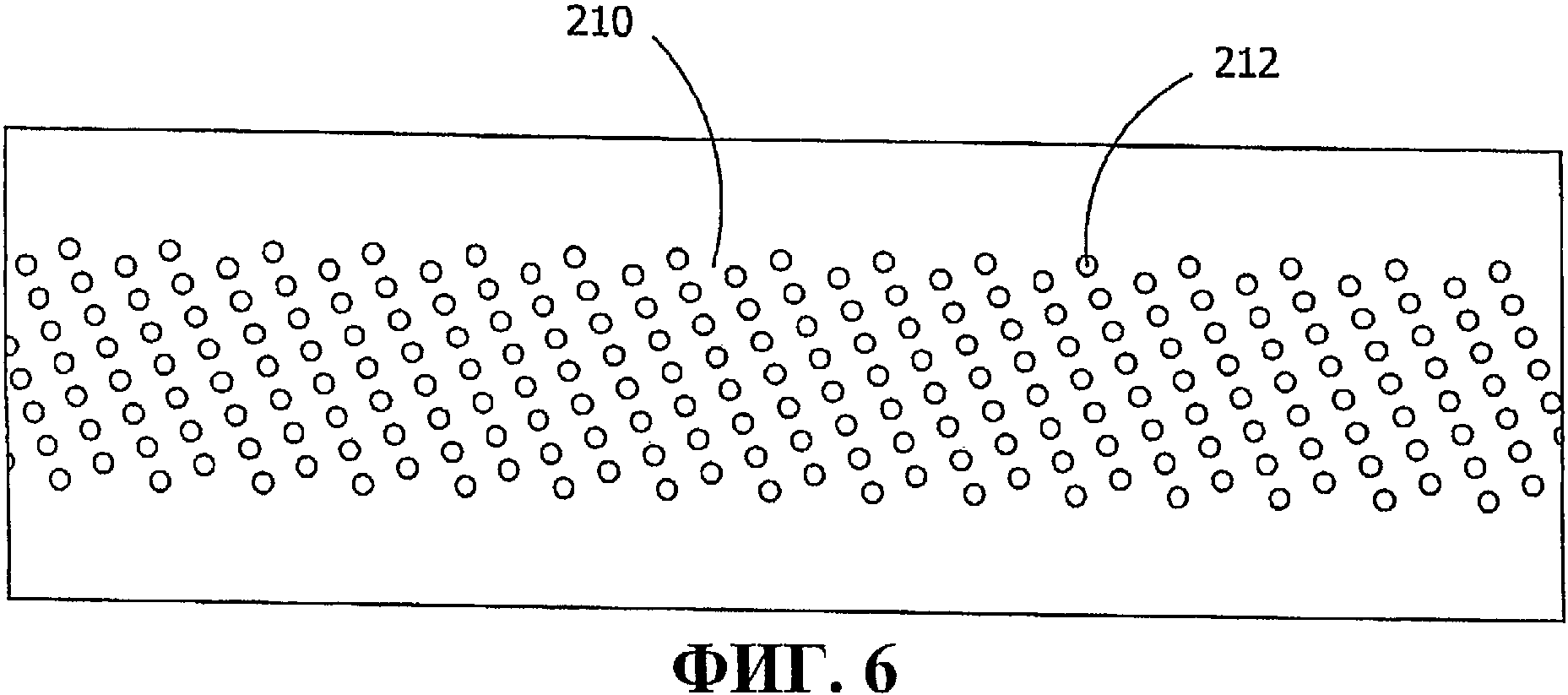
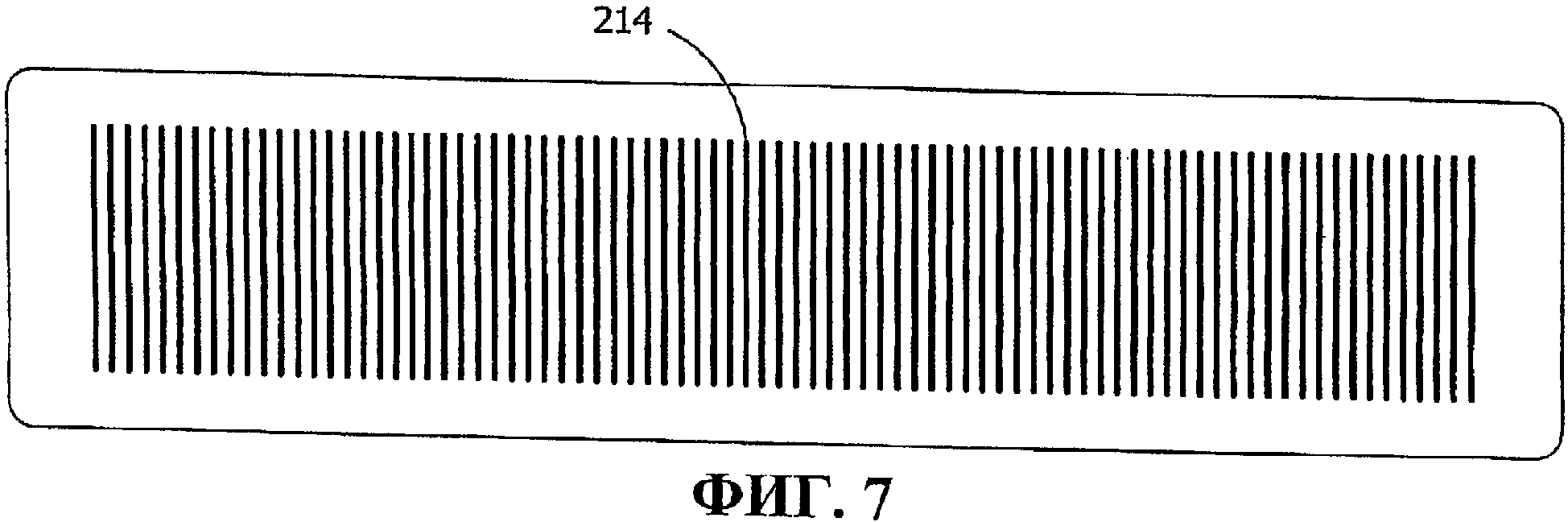
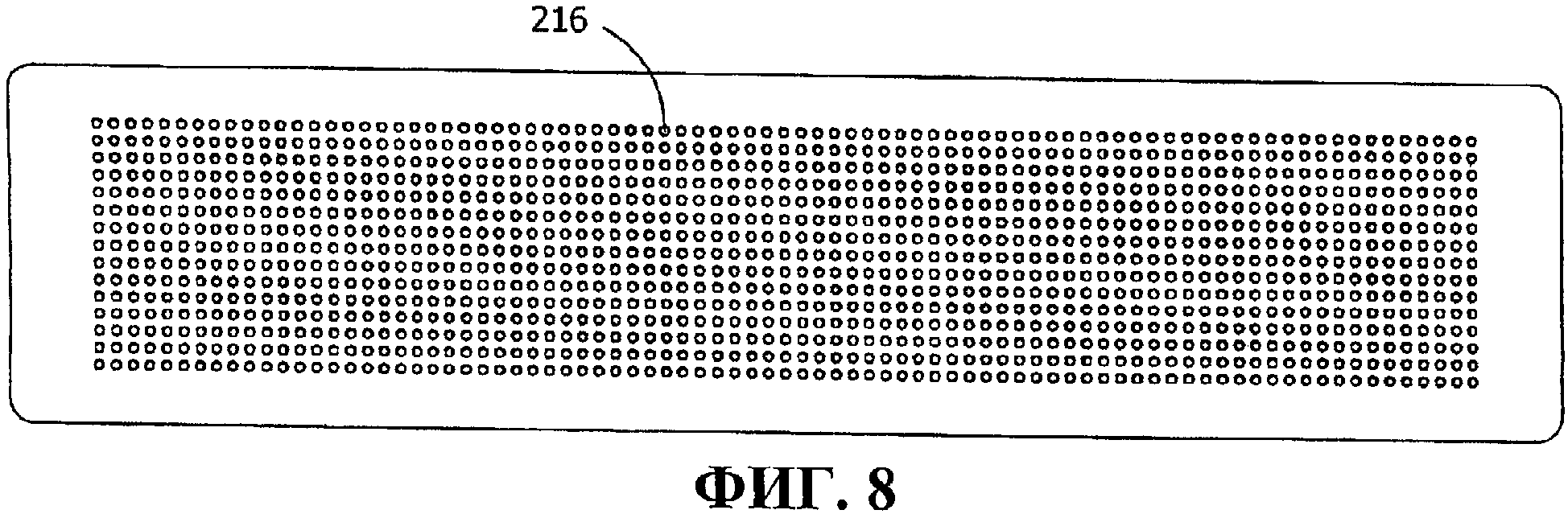
Фиг.6, 7 и 8 - примеры соединительных узоров, используемых для последующего скрепления, как описано в настоящем изобретении.
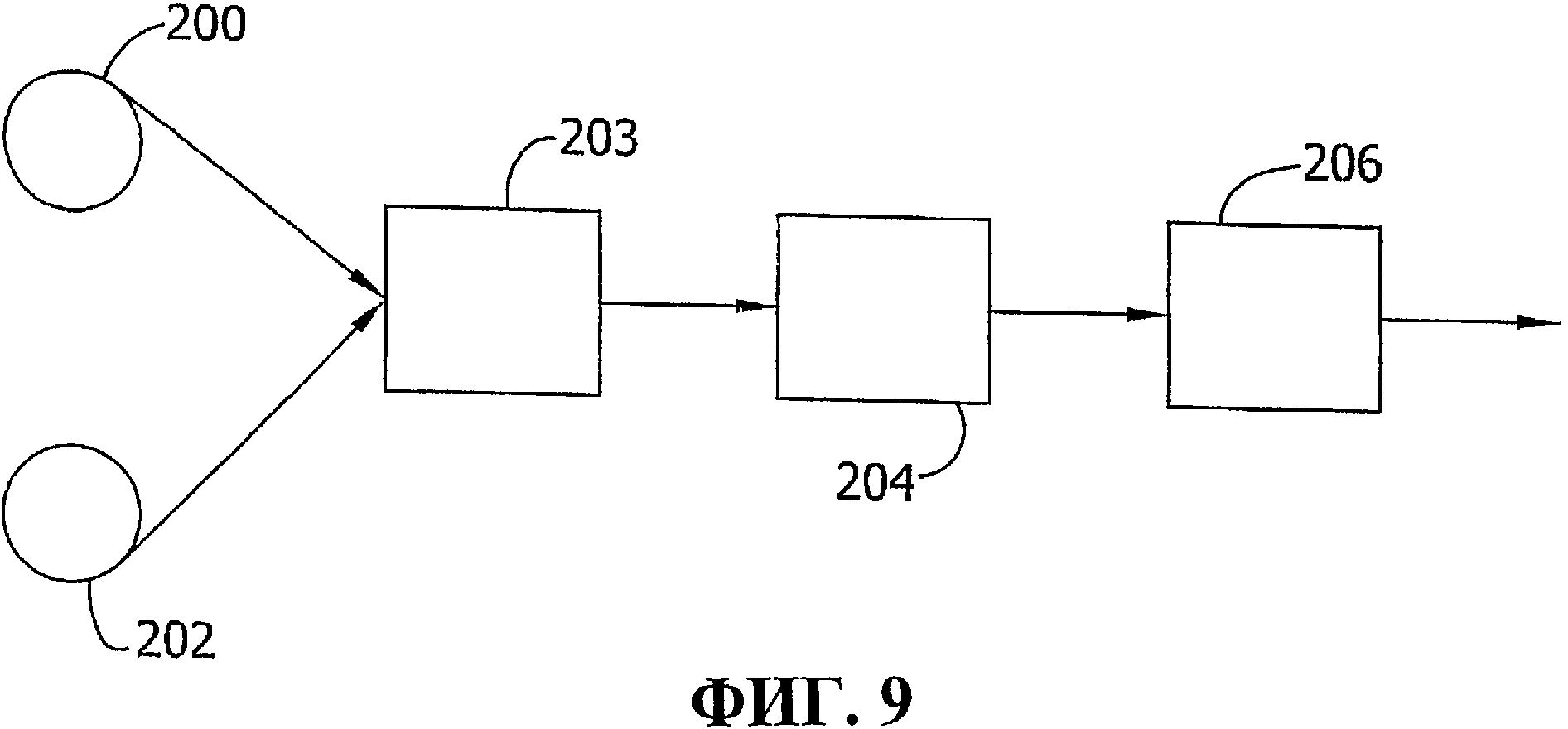
Фиг.9 - блок-схема, показывающая процесс ламинирования и соединения.
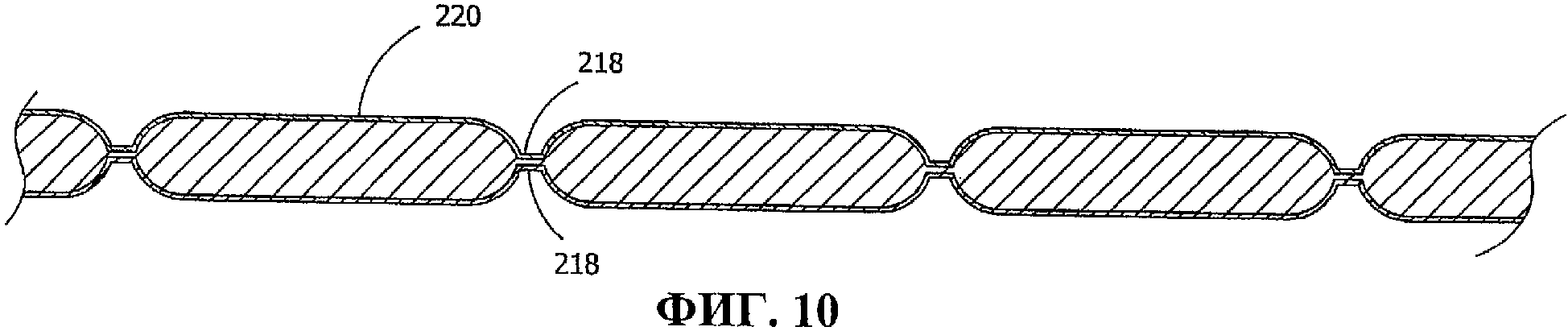
Фиг.10 - схематичный вид в сечении ламината с последующим скреплением по изобретению.
Фиг.11 - вид в сечении ламината с последующим скреплением с несколько отличающейся структурой, чем на Фиг.10, также по изобретению.
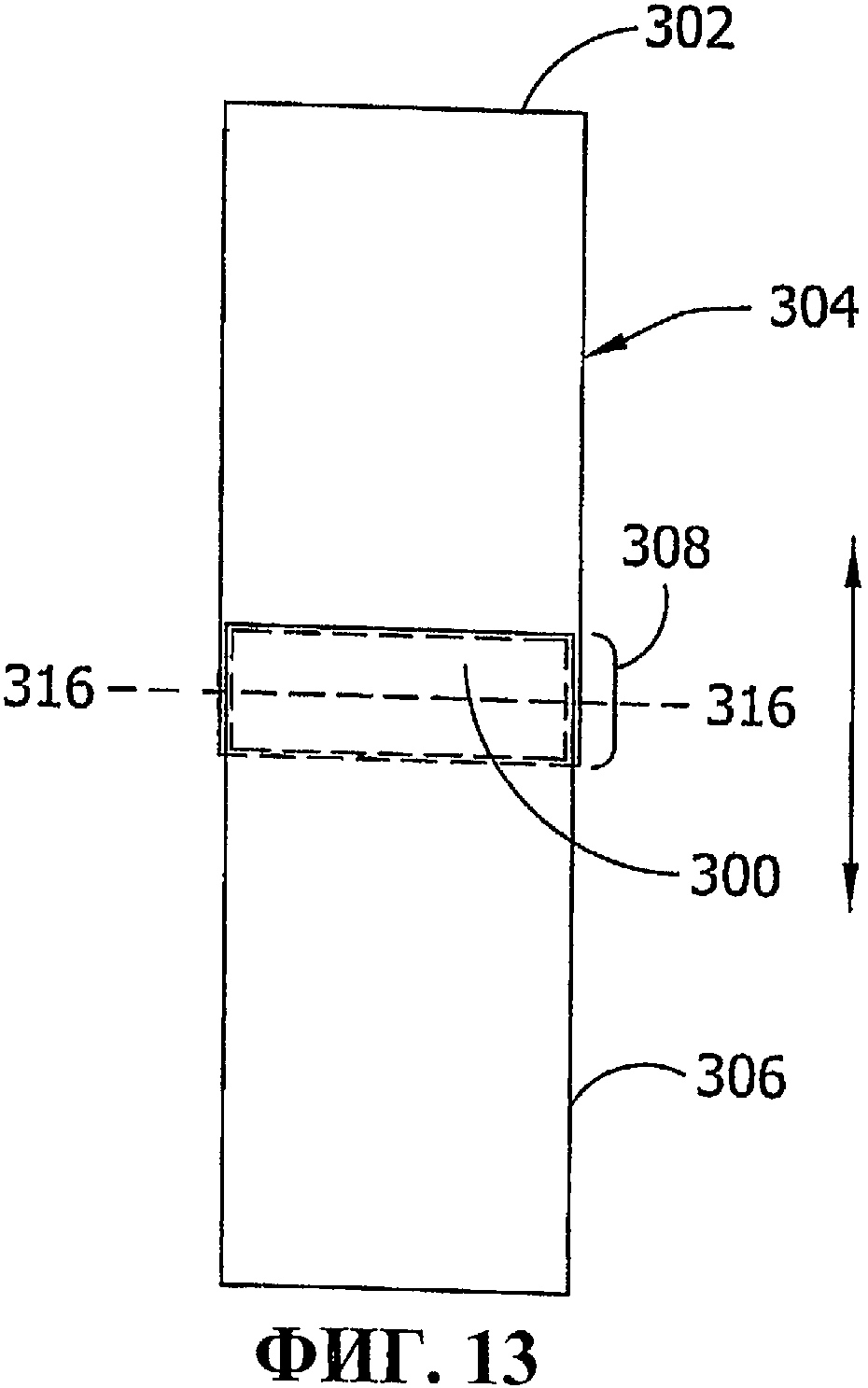
Фиг.12 - вид сбоку примера испытательного образца.
Фиг.13 - вид сверху образца по Фиг.12.
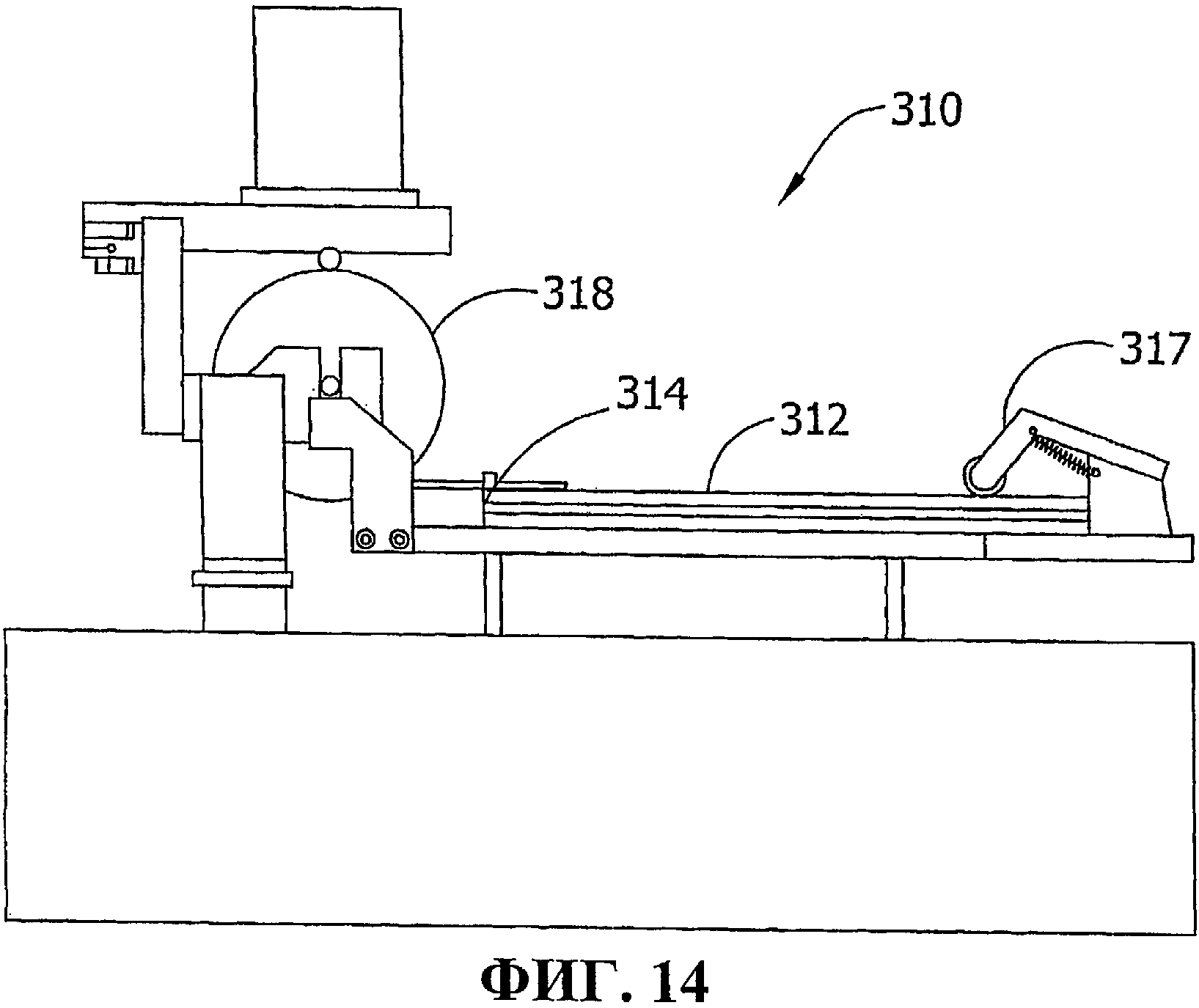
Фиг.14 - схематичный вид сбоку устройства для механического прокатывания, используемого при испытании образцов.
Соответствующими ссылочными позициями на всех чертежах обозначены одинаковые детали.
ОПРЕДЕЛЕНИЯ
В контексте настоящего описания каждый термин или фраза, приведенные ниже, будут включать следующее значение или значения.
"Прикрепленный к" и его варианты предназначен для обозначения того, что один элемент может быть выполнен за одно целое с другим элементом или что один элемент может представлять собой отдельную структуру, соединенную с или размещенную на, или помещенную рядом с другим элементом.
"Связанный" относится к соединению, приклеиванию, связыванию, прикреплению или тому подобное, двух элементов. Два элемента будут считаться связанными вместе, когда они связаны непосредственно друг с другом или опосредованно друг с другом, так, что каждый из них непосредственно связан с промежуточными элементами.
"Содержащий" имеет включительный или не окончательный смысл и не исключает дополнительные, неуказанные элементы или стадии способа.
"Соединенный" относится к соединению, склеиванию, связыванию, закреплению или тому подобное, двух элементов. Будет считаться, что два элемента соединены вместе, когда они соединены непосредственно друг с другом или опосредованно друг с другом, так, что каждый из них непосредственно соединен с промежуточными элементами.
"Крепирование" и "крепированный" относится к способу образования сборок на материале в машинном направлении, чтобы позволить некоторую растяжимость в этом направлении, которая обычно сопровождается уменьшением длины материала.
"Одноразовый" относится к изделиям, которые разработаны для их выбрасывания после ограниченного использования и не предназначены для стирки или другого восстановления для повторного использования.
"Расположенный", "расположенный на" и его варианты предназначены для указания того, что один элемент может быть выполнен за одно целое с другим элементом или что один элемент может представлять собой отдельную структуру, связанную с или расположенную на, или помещенную рядом с другим элементом.
"Эластичный", "эластифицированный" и "эластичность" означает свойство материала или композита, благодаря которому он имеет тенденцию восстановления исходного размера и формы после устранения усилия, вызывающего деформацию.
"Эластомерный" относится к материалу или композиту, который может быть удлинен, по меньшей мере, на 25 процентов по отношению к его длине в ослабленном состоянии и который будет восстанавливаться после освобождения приложенного усилия, по меньшей мере, 10 процентов его удлинения. Обычно предпочтительно, чтобы эластомерный материал или композит имел возможность удлинения, по меньшей мере, на 100 процентов, более предпочтительно, по меньшей мере, на 300 процентов, по сравнению со своей длиной в ослабленном состоянии, и восстанавливал после освобождения прилагаемого усилия, по меньшей мере, 50 процентов своего удлинения.
"Растяжимый" относится к материалу или композиту, который является растяжимым или обеспечивает возможность удлинения, по меньшей мере, в одном направлении, но который может не обладать достаточным свойством восстановления, чтобы его можно было считать эластичным.
"Ткани" используются для обозначения всех тканых, трикотажных и нетканых волокнистых материалов.
"Гибкий" относится к материалам, которые являются податливыми и которые свободно принимают общую форму и контуры тела пользователя.
"Усилие" включает физическое воздействие, прикладываемое одним телом к другому, которое создает ускорение свободно движущихся тел и деформацию тел, не обладающих способностью свободного движения.
"Графическое изображение" обозначает любую структуру, узор или подобный элемент, видимый на впитывающем изделии.
"Гидрофильный" описывает волокна или поверхности волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов может быть, в свою очередь, описана с использованием контактных углов и поверхностных натяжений соответствующих жидкостей и материалов. В качестве оборудования и технологии, пригодных для измерения смачиваемости конкретных волоконных материалов или смесей волоконных материалов, можно использовать систему анализа силы поверхностного натяжения Cahn SFA-222 Surface Force Analyzer System или, по существу, эквивалентную систему. При измерении с помощью этой системы волокна, имеющие контактные углы меньше, чем 90°, обозначаются как "смачиваемые" или гидрофильные, в то время как волокна, имеющие контактные углы больше, чем 90°, обозначаются как "несмачиваемые" или гидрофобные.
"Выполненное за одно целое (интегральное)" используется для обозначения различных участков одного единого элемента, а не отдельных структур, связанных с или помещенных на, или размещенных рядом друг с другом.
"Внутрь" и "наружу" обозначают положения относительно центра впитывающего изделия и, в частности, в поперечном и/или продольном направлениях ближе к или дальше от продольного и поперечного центра впитывающего изделия.
"Принимающая область" представляет собой участок крепежного компонента с петельками, который часто называют охватывающим крепежным компонентом, который предназначен для зацепления с крючком, или входящим компонентом крепления. Принимающая область часто, но не обязательно, по существу, больше, чем площадь поверхности области крепления с крючками. Это особенно важно, когда компонент с петельками представляет собой интегральную часть более крупной структуры в предмете одежды, такой как часть верхнего листа, а не отдельно наносимый материал.
"Слой" при использовании его в единственном числе может иметь двойное значение одного элемента или нескольких элементов.
"Проницаемый для жидкости" при использовании для описания слоя или многослойного ламината означает, что жидкость, такая как моча, не проходит через слой или ламинат при условиях обычного использования в направлении, в общем, перпендикулярном плоскости слоя или ламината в точке контакта с жидкостью. Жидкость или моча может распределяться или может перемещаться параллельно плоскости слоя, непроницаемого для жидкости или ламината, но это явление не считается находящимся в пределах значения "непроницаемый для жидкости" при использовании его здесь.
"Продольный" и "поперечный" могут иметь свое общепринятое значение, как обозначено продольной и поперечной осями, представленными на Фиг.2 и 3. Продольная ось расположена в плоскости изделия и обычно параллельна вертикальной плоскости, которая разделяет стоящего пользователя на левую и правую половины тела, когда изделие надето на него. Поперечная ось расположена в плоскости изделия, в общем, перпендикулярной продольной оси. Изделие, как показано, выполнено более длинным в продольном направлении, чем в поперечном направлении.
"Элемент" при использовании его в единственном числе имеет двойное значение одиночного элемента или множества элементов.
"Нетканый" и "нетканое полотно" относится к материалам и полотнам материалов, которые сформированы без использования процессов текстильного переплетения или трикотажного вязания.
"Оперативно соединенный", со ссылкой на прикрепление эластичного элемента к другому элементу, означает, что эластичный элемент при прикреплении к или соединении с другим элементом, или обработанный теплом или химическими реагентами, путем растяжения или тому подобное, придает элементу свойства эластичности; и со ссылкой на соединение неэластичного элемента с другим элементом означает, что элемент может быть соединен любым соответствующем образом, который позволяет или обеспечивает возможность выполнения ими предполагаемой или описанной функции соединения. Соединение, прикрепление, крепление или тому подобное может быть выполнено либо непосредственно, например, либо путем соединения детали непосредственно с другим элементом, или может быть выполнено опосредованно с помощью другой детали, расположенной между первой деталью и первым элементом.
"Графическое изображение на внешнем покрытии" относится к графическому изображению, которое можно непосредственно видеть при разглядывании внешней поверхности предмета одежды, и для повторно застегиваемого предмета одежды совпадает с видом внешней поверхности предмета одежды, когда система крепления соединена, как требуется при использовании.
"Постоянно соединенный" относится к соединению, склеиванию, присоединению, прикреплению или т.п двух элементов впитывающего предмета одежды так, что элементы стремятся быть и оставаться соединенными при условиях нормального использования впитывающего предмета одежды.
"С последующим скреплением" относится к прикреплению, по меньшей мере, участка предварительно сформированного ламината, как при использовании устройств для ультразвукового соединения, теплового соединения, для переплетения в воздушном потоке и т.п.
"Предварительно напряженный ламинат" относится к ламинату, в котором одно из полотен, образующих ламинат, представляет собой неэластичное полотно, которое было подвержено, в определенной степени, по меньшей мере, локальному механическому растяжению для постоянного удлинения участков неэластичного полотна, которое затем ламинируют с эластичным материалом основания, как раскрыто, например, в американских патентах №№5,628,741 авторов Buell и др. и 6,302,871 авторов Nakao и др.
"Повторно застегиваемый" относится к свойству двух элементов, которое обеспечивает возможность прикрепления, разделения и последующего повторного прикрепления.
"Высвобождаемо прикрепленный", "высвобождаемо взаимодействующий" и их вариации относятся к двум элементам, соединенным или соединяемым, так что эти элементы стремятся оставаться соединенными при отсутствии разделяющего усилия, прилагаемого к одному или обоим элементам, и эти элементы могут быть разъединены без существенной остаточной деформации или разрыва. Требуемое усилие разделения обычно выше, чем наблюдается при ношении впитывающего предмета одежды.
"Сужение" или "растяжение с сужением" взаимозаменяемо относится к способу удлинения материала, обычно в машинном направлении, для управляемого уменьшения его ширины до требуемой степени. Управляемое растяжение может происходить в холодных условиях, при комнатной температуре или при повышенной температуре и ограничивается увеличением общего размера в направлении удлинения до степени удлинения, требуемой для разрыва материала, которая в большинстве случаев составляет от приблизительно 1,2 до 1,4 раз от исходной длины материала.
"Ориентированный материал" относится к материалу, в котором механическое вытягивание материала привело к выравниванию волокон, составляющих материал, в направлении, в общем, параллельном направлению приложенного усилия.
"Обратимо суженный материал" относится к суженному материалу, который был обработан с сужением для придания материалу свойства памяти, так что при приложении усилия для растяжения материала до его размеров перед сужением суженные или обработанные участки, в общем, восстанавливают свои суженные размеры после окончания приложения силы. Одна форма обработки состоит в приложении тепла. Вообще говоря, растяжение обратимо суженного материала, по существу, ограничено растяжением до его размеров перед растяжением. Поэтому, если только материал не является эластичным материалом, слишком сильное растяжение за пределы его размеров перед сужением приводит к разрыву материала. Обратимо суженный материал может включать более одного слоя, например множество слоев материала, полученного фильерным способом, множество слоем материала, полученного из расплава с раздувом, множество слоев соединенного кардного материала или любую другую соответствующую комбинацию или их смесей.
"Разрыв" означает разрушение или разрыв материала; при проверке значения предела прочности на разрыв этот термин относится к полному разделению материала на две части, одновременному или поэтапному, или появлению отверстия в некоторых материалах.
"Полученный фильерным способом" относится к волокнам малого диаметра, которые формируют путем экструзии расплавленного термопластичного материала в виде нитей через множество тонких, обычно круглых капилляров фильерного экструдера, причем диаметр экструдируемых нитей быстро уменьшают, как описано, например, в патенте США №4,340,563 авторов Appel и др., патенте США №3,692,618 авторов Dorschner и др., патенте США №3,802,817 авторов Matsuki и др., патентах США №№3,338,992 и 3,341,394 автора Kinney, патенте США №3,502,763 автора Hartmann и патенте США №3,542,615 авторов Dobo и др. Волокна, сформированные в фильере, обычно являются непрерывными и имеют размер больше, чем 7 микрон, более конкретно обычно они имеют размер от приблизительно 15 до 50 микрон.
"Соединенный с растяжением" относится к соединению эластичного элемента с другим элементом, в то время как эластичный элемент растянут, по меньшей мере, приблизительно на 25 процентов от его длины в свободном состоянии. Предпочтительно, термин "соединенный с растяжением" относится к ситуации, в которой эластичный элемент растянут, по меньшей мере, приблизительно на 100 процентов и, более предпочтительно, по меньшей мере, приблизительно на 300 - 600 процентов, от его длины в свободном состоянии, когда он соединен с другим элементом.
"Соединенный с растяжением ламинат" относится к композитному материалу, содержащему, по меньшей мере, два слоя, в котором один слой представляет собой слой, собираемый в складки, и другой слой представляет собой эластичный слой. Слои соединены вместе, когда эластичный слой находится в нерастянутом состоянии так, что после освобождения слоев собираемый в складки слой образует складки.
"Поверхность" включает любой слой, пленку, тканый материал, нетканый материал, ламинат, композит или подобный материал, как проницаемый, так и непроницаемый для воздуха, газа и/или жидкостей.
"Натяжение" включает одноосевое усилие, стремящееся растянуть тело, или уравновешивающее усилие внутри этого тела, противодействующее растяжению.
"Термопластичный" описывает материал, который размягчается под воздействием тепла и который, по существу, возвращается в неразмягченное состояние при охлаждении до комнатной температуры.
"Прочность в направлении Z" означает прочность между слоями ламината, благодаря которой слои ламината удерживаются вместе, а также способность нетканого материала, составляющего внешний слой в ламинате, противостоять разрыву.
Эти выражения могут быть определены с использованием дополнительных формулировок в остальных частях настоящего описания.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
На Фиг.1 представлена иллюстрация одного варианта выполнения тренировочных трусов 20 в частично закрепленном состоянии. Тренировочные трусы 20 содержат впитывающий элемент 32 и систему 80 крепления. Впитывающий элемент 32 образует переднюю поясную область 22, заднюю поясную область 24, область 26 ластовицы (ластовицы), взаимно соединяющую переднюю и заднюю поясные области, внутреннюю поверхность 28, которая выполнена для контакта с телом пользователя, и внешнюю поверхность 30, противоположную внутренней поверхности, которая выполнена для контакта с одеждой пользователя. Дополнительно ссылаясь на Фиг.2 и 3, впитывающий элемент 32 также образует пару противоположных в поперечном направлении боковых краев 36 и пару противоположных в продольном направлении поясных краев, которые обозначены как передний поясной край 38 и задний поясной край 39. Передняя поясная область 22 является смежной переднему поясному краю 38, и задняя поясная область 24 является смежной заднему поясному краю 39.
Показанный впитывающий элемент 32 содержит прямоугольную композитную структуру 33, пару противоположных в поперечном направлении передних боковых панелей 34 и пару противоположных в поперечном направлении задних боковых панелей 134. Композитная структура 33 и боковые панели 34 и 134 могут быть образованы за одно целое или могут содержать два или больше отдельных элемента, как показано на Фиг.1. Показанная композитная структура 33 содержит внешнее покрытие 40, подкладку 42 со стороны тела (Фиг.3), которая соединена с внешним покрытием с наложением на него, впитывающий узел 44 (фигура 3), который расположен между внешним покрытием и подкладкой со стороны тела, и пару удерживающих клапанов 46 (Фиг.3). Представленная композитная структура 33 содержит противоположные линейные концевые края 45, которые образуют участки передних и задних поясных краев 38 и 39, и противоположные линейные боковые края 47, которые образуют участки боковых краев 36 впитывающего элемента 32 (Фиг.2 и 3). Для ссылки, стрелками 48 и 49 представлена ориентация продольной оси и поперечной оси, соответственно, тренировочных трусов 20, показанная на фигурах 2 и 3.
Когда тренировочные трусы 20 находятся в соединенном положении, как частично показано на Фиг.1, передняя и задняя поясные области 22 и 24 соединены вместе с образованием трехмерной конфигурации трусов, имеющих поясное отверстие 50 и пару отверстий 52 для ног. Передняя поясная область 22 содержит участок тренировочных трусов 20, который при ношении располагается в передней части тела пользователя, в то время как задняя поясная область 24 содержит участок тренировочных трусов, который при ношении располагается в задней части тела пользователя. Область 26 ластовицы тренировочных трусов 20 содержит участок тренировочных трусов, который при ношении располагается между ног пользователя и закрывает нижнюю часть туловища пользователя. Передняя и задняя боковые панели 34 и 134 содержат участки тренировочных трусов 20, которые при ношении располагаются на бедрах пользователя.
Передняя поясная область 22 впитывающего элемента 32 включает противоположные в поперечном направлении передние боковые панели 34 и переднюю центральную панель 35 (Фиг.2 и 3), расположенную между боковыми панелями и соединяющую их. Задняя поясная область 24 впитывающего элемента 32 включает противоположные в поперечном направлении задние боковые панели 134, и задняя центральная панель 135 (фигуры 2 и 3) расположена между этими боковыми панелями и взаимно соединяет их. Поясные края 38 и 39 впитывающего элемента 32 выполнены так, что они окружают талию пользователя при ношении и образуют поясное отверстие 50, которое определяет размер окружности пояса. Участки противоположных в поперечном направлении боковых краев 36 в области 26 ластовицы, в общем, образуют отверстия 52 для ног. Поясные участки 22 и 24 совместно образуют пояс 75 (фигуры 1 и 4), который, предпочтительно, окружает поясное отверстие 50 трусов 20. Поясные области 22 и 24 также совместно образуют секцию 77 для бедер (Фиг.1 и 4), которая окружает трусы 20 и расположена между поясом 75 и отверстиями 52 для ног.
Впитывающий элемент 32 выполнен для содержания и/или поглощения любых выделений тела пользователя. Например, впитывающий элемент 32, предпочтительно, хотя и не обязательно, содержит пару удерживающих клапанов 46, которые выполнены для образования барьера для поперечного протекания выделений тела. Эластичный элемент 53 клапана (Фиг.3) оперативно соединен с каждым из удерживающих клапанов 46 любым соответствующим образом, как хорошо известно в данной области техники. Эластифицированные удерживающие клапаны 46 образуют неприкрепленный край, который принимает вертикальную форму, по меньшей мере, в области 26 ластовицы тренировочных трусов 20 для формирования уплотнения с телом пользователя. Удерживающие клапаны 46 могут быть расположены вдоль противоположных в поперечном направлении боковых краев впитывающего элемента 32 и могут продолжаться продольно по всей длине впитывающего элемента или могут продолжаться только частично по длине впитывающего элемента. Соответствующие конструкции и компоновки удерживающих клапанов 46 обычно хорошо известны специалистам в данной области техники и описаны в патенте США 4,704,116, выданном 3 ноября 1987 г. автору Enloe, который приведен здесь в качестве ссылки.
Для дополнительного улучшения удержания и/или поглощения выделений тела тренировочные трусы 20, предпочтительно, хотя и не обязательно, содержат передний поясной эластичный элемент 54, задний поясной эластичный элемент 56 и эластичные элементы 58 для ног, как известно специалистам в данной области (Фиг.3). Поясные эластичные элементы 54 и 56 могут быть оперативно соединены с внешним покрытием 40 и/или подкладкой 42 со стороны тела вместе с противоположными поясными краями 38 и 39 и могут продолжаться поверх части или поверх всех поясных краев так, что поясные эластичные элементы расположены на поясе 75 в полностью собранных трусах.
Эластичные элементы 58 для ног, предпочтительно, оперативно соединены с внешним покрытием 40 и/или подкладкой 42 со стороны тела вместе с противоположными боковыми краями 36 и расположены в области 26 ластовицы тренировочных трусов 20. Эластичные элементы 58 для ног могут быть продольно выровнены вдоль каждого бокового края 47 композитной структуры 33. Каждый эластичный элемент 58 для ног имеет переднюю концевую точку 63 и заднюю концевую точку 65, причем эти точки представляют продольные концы эластичных сборок, образуемых эластичными элементами для ног. Передние концевые точки 63 могут быть расположены смежно с продольным внутренним участком передних боковых панелей 34, и задние концевые точки 65 могут быть расположены смежно с продольным внутренним участком задних боковых панелей 134.
Эластичные элементы 53 клапана, поясные эластичные элементы 54 и 56 и эластичные элементы 58 для ног могут быть сформированы из любого подходящего эластичного материала. Как хорошо известно специалистам в данной области, соответствующие эластичные материалы включают листы, полосы или ленты из природного каучука, синтетического каучука или термопластичных эластомерных полимеров. Эластичные материалы могут быть растянуты и приклеены к подложке, могут быть приклеены к собранной в складку подложке или могут быть приклеены к подложке и затем им могут быть приданы свойства эластичности, или может быть выполнена их усадка, например, путем приложения тепла, так, что эластичные стягивающие усилия прикладывают к подложке. В одном конкретном варианте выполнения эластичные элементы 58 для ног содержат, например, множество сформированных сухим способом сросшихся многонитевых эластомерных нитей типа спандекс, поставляемых под торговым наименованием LYCRA® компанией Е.I.DuPont de Nemours & Company, г.Уилмингтон, штат Делавар, США.
В конкретных вариантах выполнения поясные эластичные элементы 54 и 56 могут быть сформированы из сокращающихся материалов. Например, поясной эластичный элемент 54 и 56 может быть сформирован из эластомерного материала, который предназначен для сокращения при активации источником тепла, как описано в патенте США №4,640,726.
Внешнее покрытие 40, предпочтительно, содержит материал, который является, по существу, непроницаемым для жидкости и может быть эластичным или неэластичным. Внешнее покрытие 40 может представлять собой одиночный слой из материала, непроницаемого для жидкости, но, предпочтительно, содержит многослойную структуру ламинированного материала, в которой, по меньшей мере, один из слоев является непроницаемым для жидкости. Например, внешнее покрытие 40 может включать проницаемый для жидкости внешний слой и не проницаемый для жидкости внутренний слой, которые соответствующим образом соединены вместе посредством адгезива, используемого для формирования ламинированного материала, ультразвукового соединения, теплового соединения, или тому подобное. Соответствующие адгезивные составы для формирования ламинированного материала, которые могут быть нанесены непрерывно или с разрывами в виде капелек, распыления, параллельных завитков или тому подобное, поставляются компанией Findley Adhesives, Inc., г.Уауатоза, штат Висконсин, США, или компанией National Starch and Chemical Company, г.Бриджуотер, штат Нью-Джерси, США. Проницаемый для жидкости внешний слой может быть выполнен из любого соответствующего материала и, предпочтительно, из материала, который, в общем, обеспечивает текстуру, напоминающую ткань. Один пример такого материала представляет собой полипропиленовый нетканый материал, фильерного производства, с весом единицы площади 20 г/м2 (грамм на квадратный метр). Хотя внешний слой не обязательно должен быть проницаемым для жидкости, он, предпочтительно, должен обеспечивать относительно похожую на ткань текстуру для пользователя. Внешнее покрытие также может быть изготовлено из растягиваемого материала, состоящего из нетканого лицевого материала и эластичного материала основы, который в соответствии с данным изобретением составляет единый и функциональный материал с петельками по всей внешней поверхности продукта.
Внутренний слой внешнего покрытия 40 может быть одновременно не проницаемым для жидкости и для паров или может быть не проницаемым для жидкостей и проницаемым для паров. Внутренний слой, предпочтительно, изготовлен от тонкой пленки, хотя также можно использовать другие гибкие не проницаемые для жидкости материалы. Внутренний слой или не проницаемое для жидкости внешнее покрытие 40, когда используется одиночный слой, предотвращают смачивание выделениями тела таких предметов, как простыни и одежда, а также пользователя и сиделки. В качестве не проницаемого для жидкости внутреннего слоя используется соответствующая не проницаемая для жидкости пленка или одиночный слой не проницаемого для жидкости внешнего покрытия 40 выполнен из полиэтиленовой пленки толщиной 0,02 миллиметра, коммерчески поставляемой компанией Pliant Packaging, г.Шаумбург, штат Иллинойс, США. Если внешнее покрытие 40 выполнено в виде одиночного слоя материала, оно может быть сформировано с тиснением и/или матировано, что обеспечивает внешний вид, в большей степени похожий на ткань. Как указано выше, не проницаемый для жидкости материал может обеспечивать выход паров из внутреннего пространства одноразового впитывающего изделия, предотвращая при этом прохождение жидкостей через внешнее покрытие 40. Подходящий "воздухопроницаемый" ("дышащий") материал состоит из микропористой полимерной пленки или нетканого материала с покрытием или материала, обработанного другим способом для придания требуемого уровня непроницаемости для жидкости.
Соответствующая микропористая пленка представляет собой пленочный материал РМР-1, коммерчески поставляемый компанией Mitsui Toatsu Chemicals, Inc., г.Токио, Япония, или полиолефиновую пленку ХКО-8044, коммерчески поставляемую компанией 3М Company, г. Миннеаполис, штат Миннесота, США.
Как показано на Фиг.1 и 2, тренировочные трусы 20 и, в частности, внешнее покрытие 40, предпочтительно, содержат один или больше компонентов, связанных с внешним видом. Примеры компонентов, связанных с внешним видом, включают графические изображения; подчеркнутые или выделяющиеся отверстия для ног и поясное отверстие, предназначенные для того, чтобы сделать форму продукта более наглядной или видимой для пользователя; подчеркивание или выделение областей продукта для имитации функциональных компонентов, таких как эластичные полосы для ног, эластичные поясные полосы, имитация гульфика для мальчиков, оборок для девочек; выделенные области продукта, предназначенные для изменения внешне видимого размера продукта; отображение индикаторов влажности, индикаторов температуры и т.п. в продукте; отображение задней этикетки или передней этикетки на продукте; и отображение письменных инструкций в требуемом местоположении на продукте.
Показанные тренировочные трусы 20, которые предназначены для использования маленькими девочками, включают совмещенное графическое изображение 60 на внешнем покрытии. В данной конструкции графическое изображение 60 включает основное изображение 61 в виде картинки, имитацию поясных оборок 62 и имитацию оборок 64 для ног. Основное изображение 61 в виде картинки включает радугу, солнце, тучи, зверят, коляску и воздушные шарики. Для тренировочных трусов, предназначенных для маленьких девочек, можно использовать любой дизайн, который является эстетичным и/или функционально приятным для них и ухаживающего. Компоненты, связанные с внешним видом, предпочтительно, расположены на тренировочных трусах 20 в выбранных местах и могут быть выполнены с использованием способов, описанных в американском патенте 5,766,389, выданном 16 июня 1998 г. авторам Brandon и др., который приведен здесь в качестве ссылки. Основное изображение 61 в виде картинки, предпочтительно, расположено на передней поясной области 22 вдоль продольной центральной линии тренировочных трусов 20.
Проницаемая для жидкости подкладка 42 со стороны тела показана как перекрывающая внешнее покрытие 40 и впитывающий узел 44 и может, но не обязательно, иметь такие же размеры, как и внешнее покрытие 40. Подкладка 42 со стороны тела, предпочтительно, выполнена податливой, мягкой на ощупь и не раздражающей кожу ребенка. Кроме того, подкладка 42 со стороны тела может быть менее гидрофильной, чем впитывающий узел 44, для обеспечения относительно сухой поверхности для пользователя так, что она обеспечивает свободное проникновение жидкости через ее толщину. В качестве альтернативы, подкладка 42 со стороны тела может быть выполнена гидрофильной или может иметь, по существу, то же сродство для влажности, что и впитывающий узел 44, для обеспечения относительно влажной поверхности для пользователя, для повышения ощущения влажности. Такое ощущение влажности может быть полезным в качестве средства тренировки. Свойства гидрофильности/гидрофобности можно изменять по длине, ширине и глубине подкладки 42 со стороны тела и впитывающего узла 44 для обеспечения требуемого ощущения влажности или характеристик протечек.
Подкладка 42 со стороны тела может быть выполнена из разнообразных материалов в виде полотна, таких как материалы из синтетического волокна (например, полиэстрового или полипропиленового волокна), натурального волокна (например, древесного или хлопкового волокна), комбинации натурального и синтетического волокна, пористые вспененные материалы, вспененные сетчатые материалы, пластиковые пленки с отверстиями или подобные материалы. Для подкладки 42 со стороны тела можно использовать различные тканые и нетканые материалы. Например, подкладка со стороны тела может состоять из полотна из полиолефиновых волокон, полученных из расплава с раздувом или полученных фильерным способом. Подкладка со стороны тела также может быть выполнена как кардное связанное полотно, состоящее из натуральных и/или синтетических волокон. Подкладка со стороны тела может состоять из, по существу, гидрофобного материала, и гидрофобный материал в случае необходимости может быть обработан поверхностно-активным веществом или другим способом для придания ему требуемого уровня смачиваемости и гидрофильности. Например, поверхность материала может быть обработана приблизительно 0,45 мас.% смеси поверхностно-активного вещества, содержащей препарат Ahcovel® N-62, поставляемый компанией Hodgson Textile Chemicals, г. Монт Холли, штат Северная Каролина, США и GLUCOPON® 220UP, поставляемый компанией The Cognis Group, г.Амблер, штат Пенсильвания, в активном соотношении 3:1. Поверхностно-активное вещество можно наносить с помощью любого традиционного средства, такого как распыление, печать, нанесение кистью или тому подобное. Поверхностно-активное вещество может быть нанесено на всю подкладку 42 со стороны тела или может быть нанесено избирательно на определенные участки подкладки со стороны тела, такие как средняя секция вдоль продольной центральной линии.
Соответствующая проницаемая для жидкости подкладка 42 со стороны тела представляет собой нетканый двухкомпонентный материал, имеющий вес единицы площади приблизительно 27 г/м2. Нетканый двухкомпонентный материал может представлять собой двухкомпонентный материал, полученный фильерным способом, или кардный связанный двухкомпонентный материал. Соответствующие двухкомпонентные штапельные волокна включают двухкомпонентное волокно из полиэтилена/полипропилена, поставляемого компанией CHISSO Corporation, г.Осака, Япония. В этом конкретном двухкомпонентом волокне полипропилен образует сердцевину, и полиэтилен образует оболочку волокна. Также возможны другие ориентации волокон, например многолепестковые, рядом друг с другом, встык или подобные.
Впитывающий узел 44 (Фиг.3) расположен между внешним покрытием 40 и подкладкой 42 со стороны тела, причем эти компоненты могут быть соединены вместе с помощью любых подходящих средств, таких как адгезивы, ультразвуковые соединения, тепловые соединения или подобные им. Впитывающий узел 44 может иметь любую структуру, которая, в общем, является сжимаемой, податливой, не раздражающей кожу ребенка и позволяющей впитывать и удерживать жидкости и определенные выделения тела. Впитывающий узел 44 может быть выполнен с использованием разнообразных размеров и форм и из разнообразных материалов, впитывающих жидкость, обычно используемых в данной области техники. Например, впитывающий узел 44 может, соответственно, содержать матрицу из гидрофильных волокон, таких как полотно из целлюлозного пуха, смешанного с частицами материала с высокой впитывающей способностью, обычно известного как сверхвпитывающий материал. В конкретном варианте выполнения впитывающий узел 44 содержит матрицу из целлюлозного пуха, такого как пух из древесной массы, и сверхвпитывающие частицы, формирующие гидрогель. Пух из древесной массы может быть заменен синтетическими полимерными волокнами, сформированными аэродинамическим способом из расплава, или коротко нарезанными однородными волокнами или двухкомпонентыми синтетическими волокнами и натуральными волокнами. Сверхвпитывающие частицы могут быть, по существу, однородно смешаны с гидрофильными волокнами или могут быть смешаны неоднородно. Пух и сверхвпитывающие частицы также могут быть избирательно размещены в требуемых зонах впитывающего узла 44 для лучшего удерживания и впитывания выделений тела. Концентрация сверхвпитывающих частиц также может изменяться по толщине впитывающего узла 44. В качестве альтернативы, впитывающий узел 44 может содержать ламинат из волокнистых материалов и сверхвпитывающего материала или другое подходящее средство для удержания сверхвпитывающего материала в локализованной области.
Подходящие сверхвпитывающие материалы могут быть выбраны из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Сверхвпитывающие материалы могут представлять собой неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры, например полиакриловую кислоту, нейтрализованную натрием. Соответствующие сверхвпитывающие материалы поставляются различными коммерческими поставщиками, такими как Dow Chemical Company, г.Мидланд, штат Мичиган, США и Stockhausen GmbH & Со. KG, D-47805, г.Крефельд, Федеративная Республика Германии. Обычно сверхвпитывающий материал позволяет впитывать, по меньшей мере, приблизительно в 15 раз больше воды, чем его собственный вес, и предпочтительно позволяет впитывать более чем приблизительно в 25 раз больше воды, чем его собственный вес.
В одном варианте выполнения впитывающий узел 44 обычно выполнен прямоугольным по форме и содержит смесь пуха из древесной массы и сверхвпитывающего материала. Один предпочтительный тип древесной массы имеет торговое обозначение CR1654 и поставляется компанией U.S.Alliansce, г.Чилдерсбург, штат Алабама, США, и представляет собой беленую сульфатную древесную массу с высокой впитывающей способностью, содержащую, прежде всего, волокна лиственной древесины и приблизительно 16 процентов волокон хвойной древесины. Как правило, сверхвпитывающий материал присутствует во впитывающем узле 44 в количестве от приблизительно 5 до приблизительно 90 процентов мас. от общего веса впитывающего узла. Впитывающий узел 44, предпочтительно, имеет плотность в пределах от приблизительно 0,10 до приблизительно 0,35 грамм на кубический сантиметр. Впитывающий узел 44 может быть или может не быть обернут или завернут в соответствующую тканевую обертку, которая позволяет поддерживать целостность и/или форму впитывающего узла.
Впитывающий элемент 32 также может включать другие материалы, которые разработаны прежде всего для приема, временного удержания и/или переноса жидкости вдоль обращенной к нему внешней поверхности впитывающего узла 44, благодаря чему обеспечивается максимальная впитывающая способность впитывающего узла. Один соответствующий материал называется здесь слоем поглощения жидкости (не показан) и содержит материал, имеющий вес единицы площади от приблизительно 50 до приблизительно 120 грамм на квадратный метр, и содержит кардное полотно, соединенное посредством переплетения в воздушном потоке из однородной смеси, состоящей из 60 процентов двухкомпонентного волокна типа Т-256 размером 3 денье, содержащего полиэфирную сердцевину/полиэтиленовую оболочку и 40 процентов полиэстрового волокна типа Т-295 размером 6 денье, оба эти материала поставляются компанией Kosa Corporation, г.Салисбури, штат Северная Каролина, США.
Как указано выше, показанные тренировочные трусы 20 имеют переднюю и заднюю боковые панели 34 и 134, расположенные с каждой стороны впитывающего элемента 32. Эти противоположные в поперечном направлении боковые панели 34 и противоположные в поперечном направлении задние боковые панели 134 могут быть постоянно соединены вдоль соединительной линии 66 с композитной структурой 33 впитывающего элемента 32 в соответствующих передней и задней поясных областях 22 и 24. Более конкретно, как лучше всего показано на Фиг.2 и 3, передние боковые панели 34 могут быть постоянно соединены с и могут продолжаться в поперечном направлении за линейные боковые кромки 47 композитной структуры 33 в передней поясной области 22, и задние боковые панели 134 могут быть постоянно соединены с и могут продолжаться в поперечном направлении за линейные боковые кромки композитной структуры в задней поясной области 24. Боковые панели 34 и 134 могут быть присоединены с использованием соединительных средств, известных специалистам в данной области, таких как адгезивы, тепловое или ультразвуковое соединение. В качестве альтернативы, боковые панели 34 и 134 могут быть сформированы как участки компонента композитной структуры 33. Например, боковые панели могут содержать, в общем, более широкий участок внешнего покрытия, подкладки со стороны тела и/или другого компонента впитывающего элемента.
Боковые панели 34 и 134, предпочтительно, имеют свойства эластичности с достаточной степенью растяжимости, что обеспечивает для пользователя возможность натягивать продукт на тело без необходимости расстегивания трусов. Боковые панели 34 и 134 также, предпочтительно, обеспечивают достаточное натяжение сокращения и растяжения, обычно требуемое при ношении при обеспечении хорошей подгонки во время ношения, без необходимости регулировки положения средств крепления. Если внешнее покрытие 40, как описано выше, содержит эластичный материал, боковые панели 34 и 134 могут потребовать меньшей растяжимости. В качестве альтернативы, трусы могут содержать растяжимый материал по всей ширине трусов, включая внешнее покрытие 40 и боковые панели 34 и 134, как компонент из единого куска материала. Требования по растяжимости боковых панелей 34 и 134 определяют требуемым диапазоном подгонки для продукта и взаимодействием с растяжением других компонентов, например внешнего покрытия 40.
Каждая из показанных боковых панелей 34 и 134 образует удаленный край 68, который расположен на некотором расстоянии от соединительной линии 66, концевой край 70 для ног, расположенный в направлении продольного центра тренировочных трусов 20, и концевой край 72 пояса, расположенный в направлении к продольному концу тренировочных трусов. Концевой край 70 для ног и концевой поясной край 72 продолжаются от боковых краев 47 композитной структуры 33 до удаленных краев 68. Концевые края 70 для ног боковых панелей 34 и 134 образуют часть боковых краев 36 впитывающего элемента 32. В задней поясной области 24 концевые края 70 для ног, предпочтительно, хотя и не обязательно, выполнены изогнутыми и/или расположены под углом по отношению к поперечной оси 49, для обеспечения большей степени покрытия в направлении задней части трусов по сравнению с передней частью трусов. Концевые края 72 пояса, предпочтительно, хотя и не обязательно, расположены параллельно поперечной оси 49. Концевые края 72 пояса передних боковых панелей 34 образуют часть переднего поясного края 38 впитывающего элемента 32, и концевые поясные края 72 задних боковых панелей 134 формируют часть заднего поясного края 39 впитывающего элемента.
В конкретных вариантах выполнения для улучшенной подгонки и внешнего вида боковые панели 34 и 134, предпочтительно, имеют средний размер в длину, измеряемый параллельно продольной оси 48, который составляет приблизительно 15 процентов или больше и, в частности, приблизительно 25 процентов или больше, от общего размера в длину впитывающего изделия, также измеряемого параллельно продольной оси 48. Например, в тренировочных трусах, имеющих общий размер в длину приблизительно 54 сантиметра, боковые панели 34 и 134, предпочтительно, имеют средний размер в длину приблизительно 10 сантиметров или больше, например приблизительно 15 сантиметров. Хотя каждая из боковых панелей 34 и 134 продолжается от поясного отверстия 50 до одного из отверстий 52 для ног, задние боковые панели 134 имеют постоянно уменьшающийся размер в длину, при проходе от соединительной линии 66 до удаленного края 68, как лучше всего показано на Фиг.2 и 3.
Каждая из боковых панелей 34 и 134 может включать одну или больше отдельных, различных деталей материала. В конкретных вариантах выполнения, например, каждая боковая панель 34 и 134 может включать первый и второй участки боковых панелей, которые соединены по шву или которые могут включать один участок материала, сложенного на себя (не показан). Боковые панели 34 и 134, предпочтительно, хотя и не обязательно, содержат эластичный материал, который может растягиваться в направлении, в общем, параллельном поперечной оси 49 тренировочных трусов 20. Соответствующие эластичные материалы так же, как и один из процессов включения эластичных боковых панелей в тренировочные трусы, описаны в следующих патентах США: 4,940,464, выданном 10 июля 1990 г., авторам Van Gompel и др.; 5,224,405, выданном 6 июля 1993 г. автору Pohjola; 5, 104,116, выданном 14 апреля 1992 г. Автору Pohjola; и 5,046,272, выданном 10 сентября 1991 г. авторам Vogt и др.; все приведены здесь в качестве ссылки. В конкретных вариантах выполнения эластичный материал содержит термически растянутый ламинат, ламинат, соединенный с сужением, обратимо суженный ламинат или соединенный с растягиванием ламинированный материал. Способы изготовления таких материалов хорошо известны специалистам в данной области и описаны в патенте США 4,663,220, выданном 5 мая 1987 г. авторам Wisneski и др.; американском патенте 5,226,992, выданном 13 июля 1993 г. автору Morman; и в заявке на европейский патент №ЕР 0 217 032, опубликованный 8 апреля 1987 г. на имена Тейлор и др.; причем все они приведены здесь в качестве ссылки. В качестве альтернативы, материал боковых панелей может содержать другие тканые или нетканые материалы, такие как описаны выше, используемые для внешнего покрытия 40 или подкладки 42 со стороны тела; механически предварительно напряженные материалы; или растяжимые, но неэластичные материалы.
В конкретных вариантах выполнения одна или больше боковых панелей 34 и 134 могут быть сформированы из сокращающихся материалов. Например, боковые панели 34 и 134 могут быть сформированы из эластомерного материала, который может сокращаться при активировании под действием источника тепла, такой как, например, описан в американском патенте №4,640,726.
Показанные тренировочные трусы 20 включают систему 80 крепления, предназначенную для повторного застегивания тренировочных трусов вокруг пояса пользователя. Представленная система 80 крепления включает первые крепежные компоненты 82 и 83, которые предназначены для повторного застегивания с взаимосоответствующими вторыми крепежными компонентами 84 и 85. В одном варианте выполнения одна поверхность каждого из первых крепежных компонентов 82 и 83 содержит множество соединительных элементов, которые выступают от этой поверхности. Соединительные элементы первых крепежных компонентов 82 и 83 предназначены для многократного соединения и разъединения с соединительными элементами вторых крепежных компонентов 84 и 85.
В одном конкретном варианте выполнения каждый из первых крепежных компонентов 82 и 83 содержит крепления типа крючков, и каждый из вторых крепежных компонентов 84 и 85 содержит взаимодополняющие (комплементарные) крепления, образованные из растяжимого нетканого материала с последующим скреплением, с петельками, как описано здесь. В другом конкретном варианте выполнения каждый из первых крепежных компонентов 82 и 83 содержит крепления, сформированные из многонаправленного или однонаправленного, растяжимого нетканого материала с последующим скреплением, с петельками, и каждый из вторых крепежных компонентов 84 и 85 содержит взаимодополняющие крепления с крючками. Хотя в представленных вариантах выполнения показано, что задняя поясная область 24 перекрывает переднюю поясную область 22, что удобно, тренировочные трусы 20 также могут быть выполнены так, что передняя поясная область будет перекрывать заднюю поясную область.
В других вариантах выполнения, рассматриваемых в данном изобретении, крепления 82-85 могут быть расположены в любом месте поверх передних или задних областей 22 и 24 трусов. Крепления 82-85 могут быть выполнены за одно целое с любым из материалов трусов в передних или задних областях 22 и 24. Крепления могут быть выполнены за одно целое со всем внешним покрытием трусов (например, в виде одной детали внешнего покрытия) или за одно целое со всей подкладкой трусов, или за одно целое как с внешним покрытием, так и с подкладкой. Крепления могут быть выполнены за одно целое с панелями 34 и/или 134. Любой из крепежных компонентов 82-85 может содержать растяжимый нетканый материал с петельками.
Крепления типа крючков обычно содержат ткань или материал, имеющий основание или структуру подкладки и множество элементов крючков, продолжающихся вверх, по меньшей мере, от одной поверхности структуры подкладки. Материал крючков, предпочтительно, содержит упругий материал для сведения к минимуму непреднамеренного расстегивания крепежных компонентов, в результате чего материал крючков деформируется и зацепляется за одежду или другие предметы. Термин "упругий", используемый здесь, относится к взаимосоединяющемуся материалу, имеющему заданную форму и свойство взаимосоединяющегося материала, который восстанавливает заданную форму после соединения и разъединения от соответствующего, взаимодополняющего, взаимосоединяющегося материала. Соответствующий материал с крючками может быть сформован или экструдирован из полиамида, полипропилена, полиэтилена или другого соответствующего материала. Соответствующие односторонние материалы с крючками для компонентов 82-85 крепления поставляются коммерческими поставщиками, такими как Velcro Industries B.V., г.Амстердам, Нидерланды или его филиалы, и идентифицированы как Velcro HTH-829 с однонаправленной структурой крючков и имеющей толщину приблизительно 0,9 миллиметров (35 мил) и НТН-851 с однонаправленной структурой крючков и имеющей толщину приблизительно 0,5 миллиметров (20 мил); и компания Minnesota Mining and Manufacturing Co., г.Ст.Паул, штат Миннесота США, включая конкретные материалы, идентифицированные как CS-600.
В соответствии с настоящим изобретением крепления типа петелек, предпочтительно, изготовлены из ламината с последующим скреплением, как описано здесь. В частности, со ссылкой на Фиг.3, первые крепежные компоненты 82 и 83, предпочтительно, хотя и не обязательно, расположены на внутренней поверхности 28 тренировочных трусов 20 в задней поясной области 24. Первые крепежные компоненты 82 и 83, предпочтительно, расположены вдоль удаленных краев 68 задних боковых панелей 134 и расположены встык или рядом с концевым краем 72 пояса. В качестве альтернативы, крепления 82 и 83 могут содержать одиночное крепление, расположенное спереди продукта. В некоторых вариантах выполнения, например, первые крепежные компоненты 82 и 83 могут быть расположены в пределах приблизительно 2 сантиметра и более конкретно в пределах приблизительно 1 сантиметр от удаленных краев 68, концевых краев 72 пояса и концевых краев 70 для ног.
В частности, как показано на Фиг.2, вторые крепежные компоненты 84 и 85, предпочтительно, хотя и не обязательно, расположены на внешней поверхности 30 тренировочных трусов 20 в передней поясной области 22. Вторые крепежные компоненты 84 и 85 имеют размеры, позволяющие устанавливать на них первые крепежные компоненты 82 и 83, и, предпочтительно, расположены вдоль удаленных краев 68, передних боковых панелей 34, и примыкают или расположены смежно концевому краю 72 пояса. В некоторых вариантах выполнения, например, вторые крепежные компоненты 84 и 85 могут быть расположены в пределах приблизительно 2 сантиметра и более конкретно в пределах приблизительно 1 сантиметр от удаленных краев 68, концевых краев 72 пояса и концевых краев 70 для ног. Когда первые крепежные компоненты 82 и 83 содержат крепления типа петелек, расположенные на внутренней поверхности 28, и вторые крепежные компоненты 84 и 85 содержат крепления типа крючков, расположенные на внешней поверхности 30, первые крепежные компоненты могут быть выполнены с большими размерами, чем вторые крепежные компоненты, для обеспечения покрытия жестких, направленных наружу крючков. Крепежные компоненты с петельками могут быть выполнены за одно целое с боковыми панелями или могут быть приклеены к боковым панелям 34 и 134 с помощью средств, известных специалистам в данной области, таких как адгезивы, соединение звуком или тепловое соединение. Крепежные компоненты с петельками могут быть растяжимыми и могут быть соединены с компонентами 32 так, что они будут поддерживать характеристики растяжения и сокращения крепежных компонентов с петельками.
Крепежные компоненты, предпочтительно, выполнены прямоугольными, хотя в качестве альтернативы они могут быть квадратными, круглыми, овальными, изогнутыми или могут иметь другую не прямоугольную форму. В конкретных вариантах выполнения каждый из крепежных компонентов 82-85 образует некоторую длину, в общем, выровненную, но не обязательно, параллельно продольной оси 48 тренировочных трусов 20, и ширину, в общем, выровненную, но не обязательно, параллельно поперечной оси 49 тренировочных трусов. Для ребенка весом, например, от приблизительно 9 до приблизительно 15 килограмм (20-33 фунта) длина крепежных компонентов, предпочтительно, составляет от около 5 до около 13 сантиметров, например около 10 сантиметров, и ширина, предпочтительно, от около 0,5 до около 3 сантиметров, например около 1 см. В конкретных вариантах выполнения крепежные компоненты могут иметь отношение длины к ширине приблизительно 2 или больше, например от около 2 до около 25 и, в частности, около 5 или больше, например от около 5 до около 8. В других вариантах выполнения таких, как изделия для взрослых, может быть предпочтительно, чтобы один или больше крепежных компонентов содержал множество относительно небольших элементов крепления. В этом случае крепежный компонент или отдельные крепежные компоненты могут иметь даже меньшие значения отношения длины к ширине, например около 2 или меньше и даже около 1 или меньше.
Когда крепежные компоненты 82-85 соединены высвобождаемым образом, боковые края 36 впитывающего элемента 32 в области 26 ластовицы образуют отверстия 52 для ног, поясные края 38 и 39 впитывающего элемента, включающие поясные концевые края 72 боковых панелей, образуют поясное отверстие 50 и поясные области 22 и 24 вместе образуют пояс 75 и участок 77 для бедер. Для улучшенного формирования отверстий 52 для ног может быть, предпочтительно, в некоторых вариантах выполнения располагать передние боковые панели 34 на некотором расстоянии в продольном направлении от задних боковых панелей 134 (см. фигуры 2 и 3). Например, передние боковые панели 34 могут быть расположены на некотором расстоянии в продольном направлении от задних боковых панелей 134 на расстоянии, равном приблизительно 20 процентов или больше, в частности от около 20 до около 60 процентов, и более конкретно от около 35 до около 50 процентов от общей длины впитывающего изделия.
При соединении крепежные компоненты 82-85 образуют повторно закрепляемый шов 88 (Фиг.1), который предпочтительно, хотя и не обязательно, продолжается, по существу, по всему расстоянию между поясным отверстием 50 и отверстиями 52 для ног. Более конкретно, повторно закрепляемые швы 88 могут покрывать приблизительно 70-100 процентов, и, в частности, от приблизительно 75 до приблизительно 95 процентов расстояния между поясным отверстием 50 и каждым из отверстий 52 для ног, причем это расстояние измеряют параллельно продольной оси 48. Для образования швов 88, продолжающихся, по существу, по всему расстоянию между поясным отверстием 50 и отверстием 52 для ног, крепежные компоненты 82-85 могут быть сформированы так, что они будут покрывать от приблизительно 80 до 100 процентов и более конкретно от приблизительно 85 до приблизительно 95 процентов расстояния между концевым поясным краем 70 и концевым краем 72 для ног боковых панелей 34 и 134. В других вариантах выполнения крепежные компоненты могут содержать множество более мелких элементов крепления, покрывающих меньшие участки расстояния между поясным отверстием 50 и отверстиями 52 для ног, например, от приблизительно 20 до приблизительно 70 процентов, но разнесенные на некотором расстоянии друг от друга, так чтобы охватывать большее процентное соотношение расстояния между поясным отверстием и отверстиями для ног.
Также предусматривается, что крепежные компоненты 82-85 могут быть включены в виде интегральных участков трусов, а не как отдельные компоненты, присоединяемые в процессе производства. Если отдельные крепежные компоненты 82 и 83 представлены в виде единого целого крепежного компонента, выполненного за одно целое с трусами в передней области 22, например, размер и форма крепежного компонента непосредственно равны размеру и форме этой области. Если, в качестве другого примера, крепежные компоненты 82-85 выполнены за одно целое с боковыми панелями 34 и/или 134, крепежные компоненты будут иметь те же размер и форму, что и боковые панели 34 и/или 134.
Для повторно застегиваемых швов 88, которые расположены по бокам пользователя, может быть, в частности, предпочтительно, чтобы поперечное расстояние между первыми крепежными компонентами 82 и 83 было, по существу, равным поперечному расстоянию между вторыми крепежными компонентами 84 и 85. Поперечное расстояние между набором креплений представляет собой расстояние, измеряемое параллельно поперечной оси 49 между продольными центральными линиями креплений, измеряемыми, когда трусы 20 разложены в плоском состоянии, как показано на Фиг.3, и боковые панели 34 и 134 находятся в их свободном или нерастянутом состоянии. Также крепления 82 и 83 могут иметь ширину между центральными линиями, отличную от ширины у креплений 84 и 85. В другом варианте выполнения тренировочные трусы 20 включают только один единый второй крепежный компонент, расположенный в передней поясной области 22, предназначенный для повторно закрепляемого соединения передних крепежных компонентов 82 и 83 (не показаны).
В другом варианте выполнения, показанном на Фиг.4 и 5, один или оба крепежных компонента могут содержать участки, интегральные с поясными областями. Например, передняя и задняя боковые панели 34 и 134, или их участки, могут функционировать в качестве крепежных компонентов, так что они могут содержать материал, который можно закреплять с возможностью отсоединения с взаимодополняющими крепежными компонентами, расположенными на противоположной поясной области. Как показано на фигурах 4 и 5, боковые панели 134 могут быть изготовлены из растяжимого нетканого материала с петельками. Эти боковые панели могут быть изготовлены из растяжимого нетканого материала с петельками только на их внешних краях, где они будут соединяться с материалом с крючками, и остальная часть боковых панелей может быть изготовлена из другого, предпочтительно, растяжимого материала и соединена вдоль его примыкающих краев (не показано).
В настоящем изобретении, предпочтительно, используется ламинированный материал с петельками, состоящий из нетканого наружного материала, закрепленного на эластичной или неэластичной подложке, которые были затем скреплены вместе, с образованием петелек из волокон, подходящих для материала с крючками, и которые имеют достаточную целостность с тем, чтобы выдерживать соединение и разъединение. Предполагается, что последующее скрепление обеспечивает дополнительную прочность в направлении z, для получаемого в результате композитного материала так, что разъединение материала с крючками снижает вероятность разрыва наружного материала или структуры ламината, что позволяет сформировать крепления, выполненные с возможностью растегивания и повторного застегивания. Также считается, что последующее скрепление улучшает срок службы, например, при таком варианте применения, поскольку крепление не будет случайно разъединено в результате разрыва наружного материала или ламинированной структуры.
Ламинированный материал с петельками может быть сформирован с помощью различных способов, включая способы, в частности, описанные здесь, а также их комбинации и их перестановки. Например, ламинированный материал с петельками может быть сформирован путем удлинения растяжимой подложки, которая может быть эластичной или неэластичной, в одном или больше направлениях, и соединения удлиненной подложки с нетканым материалов с петельками. Подложка может быть, например, вытянута как в машинном направлении, так и в направлении, поперечном машинному. Нетканое полотно может быть выполнено без сборок, со сборками в одном направлении или со сборками в множестве направлений. В конкретных вариантах выполнения ламинированный материал с петельками может содержать, в общем, нетканый материал без сборок, соединенный с растяжением с эластомерной подложкой. Кроме того, ламинированный материал с петельками может быть сформирован в результате предварительного образования сборок нетканого материала с петельками и соединения нетканого материала с петельками с предварительно сформированными на нем сборками с нерастянутой эластичной или неэластичной подложкой, обладающей характеристиками удлинения в направлении другом или помимо направления сборок. Нетканый материал может быть сформирован со сборками с помощью любого соответствующего способа, такого как крепирование, суживание, использование сокращающихся материалов или тому подобное. Соответствующие сокращающиеся материалы, предназначенные для использования в качестве подложки для образования сборок нетканого материала или композитного материала, могут содержать любой материал, который может сокращаться при активации либо непосредственно после активации, или через некоторое время после нее. Сокращающийся материал может содержать эластомерные или неэластомерные материалы. Соответствующие неэластомерные сокращающиеся материалы могут содержать полиэтиленблокамиды (РЕВАХ®) или подобные материалы и ламинированные материалы на их основе, но не ограничиваются ими. Соответствующие эластомерные сокращающиеся материалы могут содержать материалы типа LYCRA®, эластомерные материалы, включающие латексный каучук или синтетические уретаны, или подобные материалы, и ламинированные материалы на их основе, но не ограничиваются ими. В конкретных вариантах выполнения сокращающийся материал может содержать эластомерный материал, имеющий нестабильное состояние по отношению к некоторому другому стабильному и эластичному состоянию. В таких вариантах выполнения сокращающийся материал может, но не обязательно, иметь эластомерные свойства в нестабильном состоянии. Другие примеры сокращающихся материалов описаны в публикации РСТ WO 01/87206, от 22 ноября 2001 г., которая приведена здесь в качестве ссылки.
В одном предпочтительном варианте выполнения материал с петельками представляет собой нетканый ламинированный материал, изготовленный путем (1) ламинирования нетканого полотна или лицевого материала с петельками с удлиненной неэластичной подложкой и (2) последующего скрепления полученного в результате ламината в ослабленном или полуослабленном состоянии. Последующее скрепление ламината обеспечивает дополнительную прочность в направлении z в области последующего скрепления.
В другом предпочтительном варианте выполнения материал с петельками представляет собой растянутый с сужением эластичный ламинированный материал, изготовленный путем (1) удлинения нетканого лицевого материла в машинном направлении с сужением его в поперечном направлении (то есть, "растяжение с сужением"), (2) ламинирования полученного в результате суженного лицевого материала с эластичной подложкой при ее удлинении в машинном направлении и (3) последующего скрепления полученного в результате ламината в ослабленном или полуослабленном состоянии. Сужение лицевого материала обеспечивает способность материала к растяжению в поперечном направлении до приблизительно его ширины перед сужением. Это также ориентирует волокна в машинном направлении, что обеспечивает увеличение петелек из волокон, доступных в поперечном направлении материала. В процессе ламинирования с соединением с растяжением суженный лицевой материал соединяют с растянутым эластичным материалом. Растянутый эластичный материал затем образует складки на нетканом лицевом материале в машинном направлении при устранении силы растяжения. Такие складки затем образуют более высокую плотность волокон в машинном направлении. Последующее скрепление ламината в ослабленном или полуослабленном состоянии в качестве последующего третьего этапа обработки может мешать или может не мешать растяжению и сокращению ламината, в зависимости от структуры соединения и занимаемой площади поверхности. При этом последующее скрепление обеспечивает дополнительную прочность в направлении z по всей области последующего скрепления, и соединительный узор можно выбирать так, что он будет в минимальной или в максимальной степени влиять на характеристики растяжимости после скрепления ламината в области последующего скрепления. Эта последовательность стадий способа из плоского, двухмерного покрытия формирует многонаправленный растяжимый нетканый материал с петельками.
В другом предпочтительном варианте выполнения материал с петельками представляет собой однонаправленный, растяжимый эластичный ламинированный материал, изготовленный путем (1) крепирования нетканого лицевого материала в машинном направлении, (2) ламинирования полученного в результате крепированного лицевого материала с эластичной подложкой в ослабленном состоянии и (3) затем последующего скрепления полученного в результате ламинированного материала в ослабленном или полуослабленном состоянии. Крепирование лицевого материала обеспечивает для материала возможность растяжения в машинном направлении до величины, приблизительно равной его длине перед крепированием. В процессе ламинирования крепированный лицевой материал закрепляют на эластичном материале. Последующее скрепление ламината в ослабленном или полуослабленном состоянии, выполняемое в качестве последующей третьей, стадии может влиять или может не влиять на свойства растяжения и сокращения ламината. При этом соединение на последующей стадии обеспечивает дополнительную прочность в направлении z, которая влияет только на область, соединенную на последующей стадии обработки, и при этом структуру соединения можно выбирать, чтобы получить минимальное или максимальное влияние последующего скрепления на характеристики растяжения ламината. Эта последовательность стадий способа из плоского, двухмерного лицевого покрытия формирует однонаправленный растяжимый материал с петельками.
В еще одном предпочтительном варианте выполнения материал с петельками представляет собой растяжимый ламинированный материал, изготовленный путем (1) ламинирования нетканого лицевого материала с эластичной или неэластичной подложкой в ослабленном состоянии, (2) механического напряжения ламинированного материала и (3) последующего скрепления предварительно напряженного ламината в ослабленном или полуослабленном состоянии. В данном варианте выполнения ламинат подвергают механической манипуляции для получения растяжимого ламината с "нулевым напряжением ", как описано в патенте США 5,628,741 авторов Buell и др., который приведен здесь в качестве ссылки, который затем подвергают последующему скреплению в соответствии с настоящим описанием. В этой последовательности стадий обработки из плоского двумерного лицевого материала формируют растяжимый материал с петельками.
В еще одном дополнительном предпочтительном варианте выполнения материал с петельками представляет собой сокращающийся материал, как описано выше, который может, например, быть соединен с подложкой, которая в последующем сокращается, например, под действием тепла после формирования ламината. Последующее скрепление затем применяют к ламинату до или после его сокращения.
Один вариант выполнения материала с петельками, используемого в системе крепления по изобретению, можно изготовить, как описано в патенте США №5,116,662 автора Morman, который приводится здесь в качестве ссылки, и затем его скрепляют в соответствии с настоящим описанием. Например, сужаемый материал представляет собой нетканый материал из волокон, который следует соединять путем образования связей между волокнами, для формирования когерентной структуры материала, которая способна противостоять сужению. Образование связей между волокнами может быть получено путем перепутывания отдельных волокон, сформированных из расплава с раздувом. Перепутывание волокон происходит в результате процесса формирования из расплава с раздувом, но может быть получено или усилено с помощью таких процессов, как, например, гидравлическое перепутывание или прокалывание иглами. В качестве альтернативы и/или дополнительно можно использовать тепловое соединение или соединяющий агент для повышения требуемого сцепления структуры материала.
Нетканый лицевой материал со сборками может быть получен из соответствующего нетканого материала путем удлинения его в одном или больше направлениях с последующим сужением или уменьшением ширины в направлении (направлениях), перпендикулярном направлению (направлениям) удлинения. Нетканый материал, используемый для формирования нетканого лицевого материала со сборками, может быть изготовлен в соответствии с описанием патента США №4,965,122 автора Morman, который приведен здесь в качестве ссылки. Подходящий нетканый материал может быть сформирован с помощью известных процессов формирования нетканого материала, таких как, например, процессы формирования из расплава с раздувом, фильерный способ или соединение и прочесывание нетканого материала. Если нетканый материал представляет собой полотно из волокон, полученных из расплава с раздувом, он может включать микроволокна, сформированные из расплава с раздувом.
Сборки на нетканом лицевом материале могут быть получены путем растяжения с сужением материала. Любой материал, который может быть растянут при приложении к нему силы так, чтобы вызвать его сужением в направлении, поперечном приложенной силе, пригоден для растяжения с сужением. Суженный материал можно использовать для изготовления ламината, соединенного с сужением, как описано в 4,981,747 автора Morman. Суженный материал также можно обрабатывать в суженном состоянии для установления свойства памяти материала, в результате которого он получает способность сокращаться из его растянутого состояния, как в 4,965,122 автора Morman. Один из таких способов обработки состоит в приложении тепла. Некоторые полимеры, такие как, например, полиолефины, полиэфиры и полиамиды, можно обрабатывать теплом при соответствующих условиях для придания такого свойства памяти. Примеры полиолефинов включают один или больше полиэтилен, полипропилен, полибутен, сополимеры этилена, сополимеры пропилена и сополимеры бутена. Полипропилены, для которых была определена возможность использования, включают, например, полипропилен, поставляемый компанией Himont Corporation, под торговым обозначением PC-973, полипропилен, поставляемый компанией Exxon Chemical Company, под торговым обозначением Еххоп 3445, и полипропилен, поставляемый компанией Shell Chemical Company под торговьм обозначением DX 5A09. Химические характеристики этих материалов могут быть получены у их соответствующих производителей.
Нетканый материал, используемый для формирования нетканого лицевого материала, может представлять собой многослойный материал, содержащий, например, по меньшей мере, один слой материала, полученного фильерным способом, соединенный, по меньшей мере, с одним слоем материала, полученного из расплава с раздувом, соединенного кардного материала или другого соответствующего материала. Например, нетканый материал может представлять собой многослойный материал, первый слой которого представляет собой материал, изготовленный из полипропилена фильерным способом, с весом единицы площади от приблизительно 0,2 до приблизительно 8 унций на квадратный ярд (267,2 г/кв.м), слой из полипропилена, сформированный из расплава с раздувом, вес единицы площади которого составляет от приблизительно 0,2 до приблизительно 4 унций на квадратный ярд (6,7-133,6 г/кв.м), и второй слой полипропилена, сформированный фильерным способом, имеющий вес единицы площади от приблизительно 0,2 до приблизительно 8 унций на квадратный ярд (6,7-267,2 г/кв.м). В качестве альтернативы, нетканый лицевой материал может представлять собой одиночный слой материала такого, как, например, материал, сформированный фильерным способом, имеющий вес единицы площади от приблизительно 0,2 до приблизительно 10 унций на квадратный ярд (6,7-334 г/кв.м), или материал, полученный из расплава с раздувом, имеющей вес единицы площади от приблизительно 0,2 до приблизительно 8 унций на квадратный ярд (6,7-267,2 г/кв.м).
Нетканый лицевой материал также может представлять собой композитный материал, изготовленный из смеси двух или больше различных волокон или смеси волокон и частиц. Такие смеси могут быть сформированы путем добавления волокон и/или частиц в поток газа, который несет волокна, сформированные из расплава с раздувом, так, что при этом происходит плотное перепутанное соединение со смешением волокон, полученных из расплава с раздувом, и других материалов, например целлюлозной массы, штапельных волокон или частиц таких, как, например, частицы сверхвпитывающих материалов, до сбора волокон на устройстве для сбора, для формирования сцепленного полотна из случайно распределенных волокон, полученных из расплава с раздувом, и других материалов, так, как описано в патенте США №4,100,324 авторов Anderson и др., описание которого приведено здесь в качестве ссылки.
Материал основания для ламината может быть изготовлен из любого материала, который может быть получен в форме листа. Обычно любые подходящие эластомерные или пластичные смолы, из которых формируют волокно, или смеси, содержащие их, можно использовать для изготовления волокон, нитей, прядей и/или полосок или нетканого полотна из волокон, нитей, прядей и/или полосок в соответствии с настоящим изобретением, или любые соответствующие смолы, из которых можно формировать пленку, или смеси, содержащие их, можно использовать в качестве пленки основания в соответствии с настоящим изобретением. Используемые листы основания могут иметь величины веса единицы площади в диапазоне от приблизительно 5 г/м2 (грамм на квадратный метр) до приблизительно 300 г/м2, например от приблизительно 5 г/м2 до приблизительно 150 г/м2.
Примеры неэластичных материалов основы для настоящего изобретения включают полиолефиновые пленки, в частности полиэтиленовые или полипропиленовые пленки и их смеси. В особенности для ламинированных материалов, в которых материал основы подвергают механическому напряжению до или после ламинирования, материал основания должен быть таким материалом, который можно растягивать без чрезмерного риска разрыва или повреждения. Таким образом, предпочтительно, чтобы неэластичный материал имел величину максимального удлинения до разрыва, составляющую, по меньшей мере, от приблизительно 400% до приблизительно 700% в направлении удлинения, которую измеряют с использованием способа, в соответствии с методикой ASTM D-638. При этом предпочтительные полимерные пленки, предназначенные для использования в качестве неэластичного материала основания, имеют высокое содержание линейного полиэтилена низкой плотности. В особенности предпочтительные материалы для листа основания включают смеси, состоящие из приблизительно 45-90% линейного полиэтилена низкой плотности и приблизительно 10-55% полипропилена.
Примеры пленок, предназначенных для использования в качестве материала основания для ламинатов, в соответствии с настоящим изобретением, представляют собой пленки, изготовленные компанией Tredegar Industries, Inc., г.Терре-Хот, штата Индиана, с обозначением смесь RR8220 для выдуваемых пленок и смесь RR5475 для пленок, отлитых из раствора.
Примеры эластичных материалов основания для ламинатов, в соответствии с настоящим изобретением, могут быть получены из блок-сополимеров, имеющих общую формулу А-В-А', где А и А' представляют термопластичный конечный блок полимера, который содержит компонент стирола, такой как поли-(виниларен), и где В представляет собой эластомерный полимерный промежуточный блок, такой как сопряженный диен или низкомолекулярный полимер алкена. Эластичный лист может быть сформирован из, например, (полистирол/поли(этилен-бутилен)/ полистирол) блок-сополимеров, поставляемых компанией Shell Chemical Company под товарным знаком KRATON G. Один из таких блок-сополимеров может представлять собой, например, материал KRATON™ G-1657.
Другой пример эластомерных материалов, которые можно использовать для формирования эластичного листа, включает эластомерные материалы из полиуретана, такие как, например, материалы, поставляемые под товарными знаками ESTANE, компанией В. F. Goodrich and Co., полиамидные эластомерные материалы, такие как, например, поставляемые под товарным знаком РЕВАХ компанией Rilsan Company, и полиэфирные эластомерные материалы, такие как, например, поставляемые под торговым обозначением Hytrel компании Е.I.DuPont De Nemours & Company. Формирование эластичных листов из полиэфирных эластичных материалов описано, например, в патенте США №4,741,949 авторов Morman и др., который приведен здесь в качестве ссылки. Эластичный лист также может быть сформирован из эластичных сополимеров этилена и, по меньшей мере, одного винилового мономера, такого как, например, виниловые ацетаты, ненасыщенные алифатические монокарбоксильные кислоты и сложные эфиры таких монокарбоксильных кислот. Эластичные сополимеры и формирование эластичных листов из этих эластичных сополимеров описаны, например, в патенте США №4,803,117.
Вещества, облегчающие обработку, могут быть добавлены в эластомерный полимер. Например, полиолефин может быть смешан с эластомерным полимером (например, эластомерным блок-сополимером типа А-В-А) для улучшения обработки состава. Полиолефин должен быть таким, который при таком смешении и воздействии соответствующей комбинации условий повышенного давления и температуры пригоден для экструзии в смешанной с эластомерным полимером форме. Используемые смешиваемые полиолефиновые материалы включают, например, полиэтилен, полипропилен и полибутен, включая сополимеры этилена, сополимеры пропилена и сополимеры бутена. В особенности пригодный для использования полиэтилен может поставляться компанией U.S.I. Chemical Company под торговым обозначением Petrothene NA 601 (также называемый здесь РЕ NA 601 или полиэтилен NA 601). Можно использовать два или больше полиолефина. Пригодные для экструзии смеси эластомерных полимеров и полиолефинов описаны, например, в патенте США №4,663,220 авторов Wisneski и др., который приведен здесь в качестве ссылки. Эластичный лист материала основания также может представлять собой чувствительный к надавливанию эластомерный адгезивный лист.
Эластичный лист материала основания также может быть многослойным, так что он может включать два или больше отдельных сцепленных полотна и/или пленок. Кроме того, эластичный лист может представлять собой многослойный материал, в котором одни или больше слоев содержат смесь эластичных и неэластичных волокон или частиц. В качестве примера последнего типа эластичного материала можно сделать ссылку на патент США №4,209,563, который приведен здесь в качестве ссылки, в котором эластомерные и неэластомерные волокна смешаны для формирования одного когерентного полотна со случайно распределенными волокнами. В качестве другого примера такого композитного эластичного полотна можно использовать полотно, изготовленное с помощью технологии, описанной в указанном выше патенте США.№4, 741,949. В этом патенте описан эластичный нетканый материал, который включает смесь термопластичных волокон, полученных из расплава с раздувом, и других материалов. Волокна и другие материалы комбинируют в потоке газа, в котором волокна, полученные из расплава с раздувом, переносятся так, что происходит плотное смешение с перепутыванием волокон, полученных из расплава с раздувом и других материалов, например древесной массы, штапельных волокон или частиц, таких как, например, гидроколлоидных (гидрогель) частиц, которые обычно называются сверхвпитывающими материалами, перед сбором волокон на собирающем устройстве, для формирования когерентного полотна со случайно распределенными волокнами.
Нетканый лицевой материал может быть соединен с одной или с обеих сторон с материалом основания в, по меньшей мере, трех местах с помощью любого соответствующего средства, такого как, например, тепловое соединение или ультразвуковая сварка, для формирования ламината перед последующим скреплением.
Что касается теплового соединения, для специалистов в данной области техники будет понятно, что температура, до который нагревают материалы, или, по меньшей мере, места его соединения, для соединения под воздействием тепла, зависит не только от температуры нагретого ролика (роликов) или других источников тепла, но также от времени нахождения материалов на нагретых поверхностях, значений веса единицы площади материалов и их значений удельных тепловой и термической проводимости. Однако для заданной комбинации материалов и с учетом настоящего описания могут быть легко определены условия обработки, необходимые для достижения удовлетворительной степени соединения.
В качестве альтернативы, нетканый лицевой материал и материал основания могут быть соединены с использованием других способов соединения и материалов, таких как, например, адгезивы, адгезивы, чувствительные к надавливанию, сварка растворителем, гидравлическое перепутывание, электронные лучи с высокой энергией и/или лазеры.
Для целей настоящего изобретения значения прочности на сдвиг определяют с использованием следующих испытаний на сдвиг, которые имитируют усилия, прилагаемые к системе из крючков и петелек при использовании продукта. Испытания могут быть проведены в любом направлении системы с крючками и петельками
Содержащиеся в отчетах значения сдвига были подучены по результатам тестирования системы крепления в направлении, параллельном поперечной оси продукта, когда система крепления установлена на продукт.
СПОСОБ ТЕСТИРОВАНИЯ: ПРОЧНОСТЬ НА СДВИГ
Процедура тестирования
Данная процедура представляет собой стендовые испытания на растяжение для измерения усилия сдвига, требуемого для разделения механической системы крепления, которая соединяет два материала. Усилие сдвига при разделении измеряется путем определения величин нагрузки при вытягивании двух материалов друг от друга параллельно их плоскости контакта. Значения, полученные в результате испытаний прочности на сдвиг, представляют собой индикацию того, насколько хорошо система механического крепления сохраняет соединение при приложении усилия сдвига, направленного в плоскости. Образец вытягивают в испытательном устройстве на растяжение до тех пор, пока образец не разрывается. Прочность на сдвиг представляет собой результат пиковой нагрузки.
1. Обзор
Образец материала собрали из двух слоев материала, соединенных с помощью системы механического крепления, такой как система с крючками и петельками. Система крепления соединяла два кусочка материала, которые были наложены друг на друга в принимающей области. Образец подготовили путем совмещения и нанесения материала с крючками на материал с петельками, с прокаткой весом 2000 грамм по системе крепления для соединения крепления. Образец затем поместили между зажимами устройства для испытания на растяжение. Один кусочек материала удерживали в верхнем зажиме, в то время как другой удерживали в нижнем зажиме. Систему крепления установили между зажимами приблизительно параллельно краям поверхностей зажима. Ширина всех испытуемых материалов составила 3 дюйма (76,2 мм). Длина измерителя составила 2 дюйма (50,8 мм) между краями поверхностей зажимов. Термин "нагрузка" относится к величине в граммах, измеряемой нагрузочными ячейками устройства для испытания на растяжение.
Зажимные кулачки разделяли с управляемой скоростью до тех пор, пока система крепления не была разорвана. Величины нагрузки, формируемой на материале, в ходе этого процесса записывали. Пиковое значение нагрузки записывали как прочность на разрыв системы крепления.
Значения пиковой нагрузки для образцов нестандартной ширины требовали проведения нормализации путем умножения или деления на коэффициент отклонения ширины образца от значения 3 дюйма (76,2 мм). Например, значение пиковой нагрузки, получаемое при разрыве образца широкий 1 дюйм (25,4 мм), необходимо умножать на 3.
Подходящие материалы включают системы крепления с крючками и петельками, которые могут содержать материалы, используемые для формирования описанных здесь одноразовых предметов одежды, или которые могут быть закреплены на них.
2. Устройство и материалы
2.1 Устройство для испытания на растяжение с постоянной скоростью растяжения Constant Rate of Extension (CRE) такое, как устройство для испытания на растяжение MTS model SYNERGIE™ 200 Test Bed; поставляемое компанией MTS System Corporation, Research Triangle Park, штат Северная Каролина США.
2.2 Нагрузочные ячейки: подходящую ячейку выбирали так, что большая часть пиковых значений нагрузки попадала от 10 до 90% от рекомендуемых производителем диапазонов полного значения шкалы нагрузочной ячейки; например, ячейки Model 100N, поставляемые Компанией MTS System Corporation, Research Triangle Park, штат Северная Каролина США.
2.3 Операционное программное обеспечение и система сбора данных, такая как MTS TestWorks® для Windows, версия 4 программного обеспечения; поставляемая компанией MTS System Corporation, Research Triangle Park, штат Северная Каролина США.
2.4 Зажимы: зажимы пневматического действия, верхний и нижний, идентифицированные как деталь №38.00716, поставляемые компанией MTS System Corporation.
2.5 Поверхности зажимов: 25 на 75 мм (1 на 3 дюйма), взаимосцепляющиеся поверхности, такие как поставляются компанией от MTS System Corporation.
2.6 Механический ролик, такой как Rolldown, модифицированный для обеспечения давления 2 килограмма в ходе последовательной прокатки; поставляемый компанией Chemlnstruments, г. Фэрфилд, штат Огайо, США.
3. Условия
Для испытания требуются приемлемые условия окружающей среды. Используемые инструменты должны быть откалиброваны в соответствии с инструкциями производителя каждого инструмента.
4. Тестируемый образец (фигуры 12 и 13)
Материал 300 с крючками для испытаний может быть установлен на других компонентах одноразовых предметов одежды, описанных здесь, таких как материал боковой панели. Материал 300 с крючками может быть закреплен с использованием любого подходящего способа, например с помощью адгезива или ультразвукового соединения. Образец материала 300 с крючками подготовили так, что длина области с крючками, установленная на материал 302 подложки, составила, по меньшей мере, 4 дюйма (101,6 мм). Ширина материала с крючками - композитного материала 304 боковой панели, должна составлять, по меньшей мере, приблизительно 3 дюйма (76,2 мм). Материал 300 с крючками должен быть расположен вдоль или рядом с одним продольным краем композитного материала 304. Композитный материал 304 располагали на плоской поверхности так, что материал 300 с крючками располагался с совмещением сторон, и помещали на край композитного материала, ближайший к испытательному устройству.
Материал 306 с петельками помещали поверх композитного материала 304 с крючками так, что материал с петельками полностью покрывал материал 300 с крючками. Материал 306 с петельками размещали внутри от композитного материала 304 с крючками (ближе к испытательному устройству, чем композитный материал с крючками), так что верхний край 306 материала с петельками перекрывал верхний край материала 300 с крючками приблизительно на 4 мм. Материал 306 с петельками также должен был составлять, по меньшей мере, приблизительно 3 дюйма (76,2 мм) в ширину, так что общая ширина соединенных материалов (перпендикулярно длине области крепления) должна составлять, по меньшей мере, приблизительно 4,5 дюйма (114,3 мм). Соединенные материалы не следовало обрабатывать или сжимать в принимающей области 308.
Соединенные материалы затем обрезали с обоих концов так, что принимающая область составляла 3±0,04 дюйма (76,2±1 мм) в длину. Принимающая область 308 должна была располагаться, по существу, перпендикулярно обрезанным краям; обрезанные края должны быть параллельны.
Образец затем помещали в устройство 310 механической прокатки, показанное на фиг.14, так, что он располагался под зажимом 312, при этом один его обрезанный край располагался против основания 314 зажима и сторона материала 300 с крючками располагалась внизу. Центральная линия 316 принимающей области 308 должна быть совмещена с центральной линией поверхности ролика 318. Зажим 312 опускали и зацепляли за задвижку 317. Нажимали кнопку START (НАЧАТЬ) для начала последовательности прокатки. Механический ролик 318 должен быть откалиброван для приложения веса 2 килограмма при прокатке и должен останавливаться за пределами материала 300 с крючками после первого цикла. Ролик 318 должен перемещаться со скоростью 100 дюймов (250 см) в минуту. Образец прокатывали дважды с использованием ролика 318.
Зажим 312 механического ролика 310 поднимали и образец осторожно вынимали, не прикасаясь к принимающей области 308.
Образец испытывали с использованием следующей процедуры испытания на растяжение; образец испытывали вдоль направления, обозначенного стрелками на фигурах 12 и 13. Должны быть проверены, по меньшей мере, четыре экземпляра для каждого образца и при этом результаты усредняли.
5. Процедура
Условия испытаний с помощью устройства для испытания на растяжение:
А. Используя кнопку управления рамы растяжения для установки положения ползуна, переместить зажимы так, чтобы установить длину измерителя 2 дюйма (50,8 мм). Тарировать канал ползуна на эту исходную длину измерителя.
В. Не прикасаясь к области крепления, поместить пробный экземпляр материала так, чтобы крепление было расположено по центру (вертикально) между зажимами, удерживать в позиции по центру (горизонтально) в каждом зажиме и правильно сориентировать (размер 3 дюйма/76,2 мм расположить в направлении ширины на зажимах). Вертикальные края образца должны быть перпендикулярны ближайшим краям поверхностей зажима и крепление должно быть расположено параллельно краям поверхностей. Стрелками на фигурах 12 и 13 обозначено направление, в котором образец растягивают при испытаниях.
С. Закрыть верхний зажим на образце и тарировать канал нагрузки.
D. Удерживать образец таким образом, чтобы обеспечить минимальное провисание образца, но не прикладывать к образцу натяжение, и закрыть нижние зажимы на образце.
Е. Провести испытание с использованием вышеописанных параметров, нажимая на кнопку RUN (ПУСК).
F. По окончании испытаний сохранить данные в файле образца.
G. Удалить пробный экземпляр из зажимов.
Н. Провести испытание дополнительных пробных экземпляров данного образца с использованием этапов В-Е и G; данные для всех пробных экземпляров должны быть сохранены в одном файле.
I. Продолжить испытание для всех образцов аналогичным образом.
J. Занести данные в отчет в виде усредненного пикового значения нагрузки для каждого образца.
Последующее скрепление с использованием вышеописанных материалов, в соответствии с настоящим изобретением, может ограничивать или может не ограничивать возможность сокращения или растяжения материала, что происходит, когда последующее скрепление выполняют в ходе изготовления эластичного материала. Последующее скрепление может быть ограничено принимающей областью для взаимосоответствующих крепежных компонентов или может представлять собой общую структуру соединения, которая покрывает всю поверхность ламината, или может представлять собой комбинацию сегментированных или разделенных структур соединения, покрывающих часть или весь ламинат. Последующее соединение таких материалов после их исходного изготовления и ламинирования может улучшить их силы сцепления и целостность лицевых слоев, незначительно влияя на их общие характеристики прочности, образования сборок или растяжения. Испытания показали, что последующее скрепление ламината, соединенного с растяжением, увеличивает прочность при испытаниях на сдвиг от 2000 до 3000 грамм для испытаний на сдвиг крючков и петелек.
Ламинированные материалы известного уровня техники, в которых не используют последующее скрепление, по изобретению показали тенденцию расслоения при использовании в качестве материала с петельками при ношении ребенком. Благодаря последующему скреплению этих материалов расслоение происходит с меньшей вероятностью.
Практически любой соединительный узор можно использовать для последующего соединения ламината по изобретению, включая узоры, состоящие из наборов точек, ромбов, линий и других прерывистых форм, расположенных в ряды и колонки. Для настоящего изобретения также предусматривается возможность использования непрерывных узоров, таких как линии штриховки, пересекающиеся волнистые линии и т.п.
Пример используемого соединительного узора показан на фигуре 6, которая может получена с использованием ультразвуковой опоры с соответствующими приподнятыми участками. Соединительный узор 210 имеет круглые точки 212 соединения с диаметром приблизительно 0,042 дюйма, плотностью 33 точки на квадратный дюйм (5,1 точки на квадратный сантиметр), что обеспечивает площадь соединения материала, составляющую приблизительно 5%. Растяжимые и вытягиваемые нетканые ламинаты с петельками, прошедшие последующее соединение с таким соединительным узором, в которых область соединения составляет меньше, чем приблизительно 15%, являются в особенности пригодными для предотвращения отказа механической системы крепления в результате расслоения материала с петельками, и при этом они, по существу, не мешают растяжению или восстановлению размера материала.
Другой пример соответствующего соединительного узора по изобретению показан на фигуре 7, который состоит из прямоугольных полосок 214 с шириной 0,031 дюйма (0,79 мм) и длиной 0,941 дюйма (2,39 мм), с плотностью 14,2 полоски на линейный дюйм длины (5,6 полоски на линейный сантиметр), что обеспечивает площадь соединения, составляющую приблизительно 45%. Последующее скрепление нетканых ламинатов с петельками с использованием такого соединительного узора, в котором площадь соединения больше, чем приблизительно 25%, также можно использовать для предотвращения отказа механической системы крепления в результате расслоения материала с петельками, и оно может обеспечить существенное увеличение прочности системы на сдвиг, а также привести к существенному сокращению растяжимости и способности восстановления размеров в принимающей области.
Третий пример подходящего соединительного узора по изобретению показан на фигуре 8, которая состоит из круглых соединительных точек 216 диаметром 0,047 дюйма (1,19 мм) с плотностью 168 точек на квадратный дюйм (26 точек на квадратный сантиметр), что обеспечивает площадь соединения приблизительно 15%. Такое промежуточное значение площади соединения и значения площади соединения, в общем, находящиеся в диапазоне от 15 до 25%, позволяют обеспечить существенное увеличение прочности ламината в направлении z и увеличить его возможность противостоять разъединению без повреждения, при среднем влиянии на возможность растяжения и восстановления размеров ламината в принимающей области.
В одной форме область материала с петельками, ламинированного с последующим скреплением слоев, формирует участок крепежного компонента с петельками, который составляет приблизительно 25% от принимающей области этого компонента. В зависимости от того, какие комбинации свойств растяжения, прочности и эластичности требуется обеспечить, как описано выше для различных плотностей соединительных точек в процессе последующего скрепления, плотность соединения участка ламината, который в действительности соединяется данным соединительным узором, предпочтительно составляет от 1 до 75% на участке ламината с петельками с последующим скреплением, для первого крепежного компонента.
Получаемый материал с последующим скреплением слоев представлен в поперечном сечении на фигурах 10 и 11, где последующее скрепление происходит в углублениях 218 ламината 220. Структура, показанная на фигуре 10, может быть сформирована либо с использованием теплового соединения, или ультразвукового соединения, в то время как структура, показанная на фигуре 11, является более типичной, но не ограничивается процессом теплового соединения.
В качестве примера варианта применения настоящего изобретения эластичный ламинат, приготовленный в результате удлинения эластичных нитей и с закреплением нетканого лицевого материала на нитях с помощью адгезива, подвергали последующему скреплению слоев с использованием узора, показанного на Фиг.6. Аналогичные значения прочности на сдвиг зацепления крючков были получены в диапазоне от 3300 до 3500 грамм, когда оценку материала провели с использованием примера материала с крючками, с использованием последующего скрепления и без него, но материал без последующего крепления проявил расслоение и не мог противостоять многократным разъединениям. В другом примере предварительно напряженный механически ламинат с основой из неэластичной пленки подвергали последующему скреплению слоев с использованием соединительного узора, показанного на Фиг.6. В этом случае прочность на сдвиг зацепления крючков, с использованием того же материала с крючками, была увеличена от среднего значения 2700 грамм без последующего скрепления до среднего значения 4400 грамм при использовании последующего скрепления. В обоих этих примерах ламинаты были изготовлены для использования в качестве элемента крепления с петельками в механической системе крепления с использованием последующего скрепления. Как можно видеть из приведенных выше примеров, последующее скрепление позволяет непосредственно улучшить прочность на сдвиг, как непосредственно, так и путем улучшения долговечности ламината, или с использованием обоих этих свойств. В предпочтительной форме прочность на сдвиг материала, ламинированного с последующим скреплением, предпочтительно, находится в диапазоне от приблизительно 1000 до приблизительно 5000 грамм и более, предпочтительно в диапазоне от приблизительно 1500 до приблизительно 3500 грамм.
Способ производства изделия по изобретению представлен в виде блок-схемы на фигуре 9. Из узла подачи 200 нетканого материала, такого как здесь описан, нетканый материал подают в ламинирующий узел 203, где его ламинируют с другим материалом, который поступает из узла подачи 202, обычным образом, как описано выше. Затем обеспечивается возможность сокращения ламината, частично или полностью, по меньшей мере, в одном направлении, также, как описано выше, и затем его соединяют на последующем этапе 206 для формирования материала, ламинированного с последующим скреплением слоев, по изобретению. Последующее скрепление, по изобретению, может быть выполнено с использованием обычных технологий, включая ультразвуковое соединение или тепловое соединение, но не ограничиваясь ими. Материал с последующим скреплением слоев затем можно подавать в узел выполнения изделия для выполнения изделия, такого как тренировочные трусы или подобный предмет одежды, так же, как описано выше. Узлы, представленные на фигуре 9, могут работать непрерывно или могут работать периодически и могут быть скомбинированы произвольным образом, если только будет обеспечено приведенное выше подробное описание процесса.
Также предусматривается, что при исходном выполнении тренировочных трусов или подобного предмета одежды и складывания его с помощью машины материал с петельками может быть ламинирован с последующим скреплением слоев до установки поверх материала с крючками и затем может быть прижат к нему для получения исходной конструкции системы механического крепления, которая является более прочной, чем в обычных механических системах крепления.
Хотя механическая система крепления по изобретению показана и описана здесь в связи с тренировочными трусами для детского туалета, следует понимать, что такие системы крепления могут быть внедрены в различные другие одноразовые впитывающие изделия, такие как подгузники, одежда для взрослых больных, страдающих недержанием, гигиенические салфетки и т.п., а также в виде хирургических бинтов и губок, без отхода от объема настоящего изобретения.
Хотя в вышеприведенных конструкциях и способах могут быть выполнены различные изменения, без отхода от объема настоящего изобретения, предполагается, что все содержание приведенного выше описания и представленное на прилагаемых чертежах следует интерпретировать как иллюстративное, а не ограничительное.
При описании элементов, в соответствии с настоящим изобретением, или предпочтительного варианта (вариантов) его выполнения считается, что такие артикли, как "a", "an", "the" и "said" обозначают, что имеется один или больше элементов. Термины "содержащий", "включающий" и "имеющий" рассматриваются во включительном смысле и означают возможность присутствия других дополнительных элементов, помимо указанных элементов.
Реферат
Настоящее изобретение относится к механической системе крепления для использования с множеством продуктов, например с впитывающими изделиями, такими как тренировочные трусы, подгузники и т.п. Способ предусматривает формирование материала с петельками, ламинированного с последующим скреплением, пригодного для использования в системе крепления с крючками и петельками для изделия. Способ предусматривает обеспечение первого слоя материала, содержащего нетканое полотно материала с петельками. Способ также включает ламинирование первого слоя материала со вторым слоем материала с образованием нетканого ламинированного материала с петельками и соединение первого слоя материала со вторым слоем материала после ламинирования первого слоя материала со вторым слоем материала с образованием ламинированного материала с последующим скреплением слоев. Технический результат заявленного изобретения заключается в повышении удобств и срока эксплуатации изделия, а также снижении его себестоимости. 2 н. и 24 з.п. ф-лы, 14 ил.
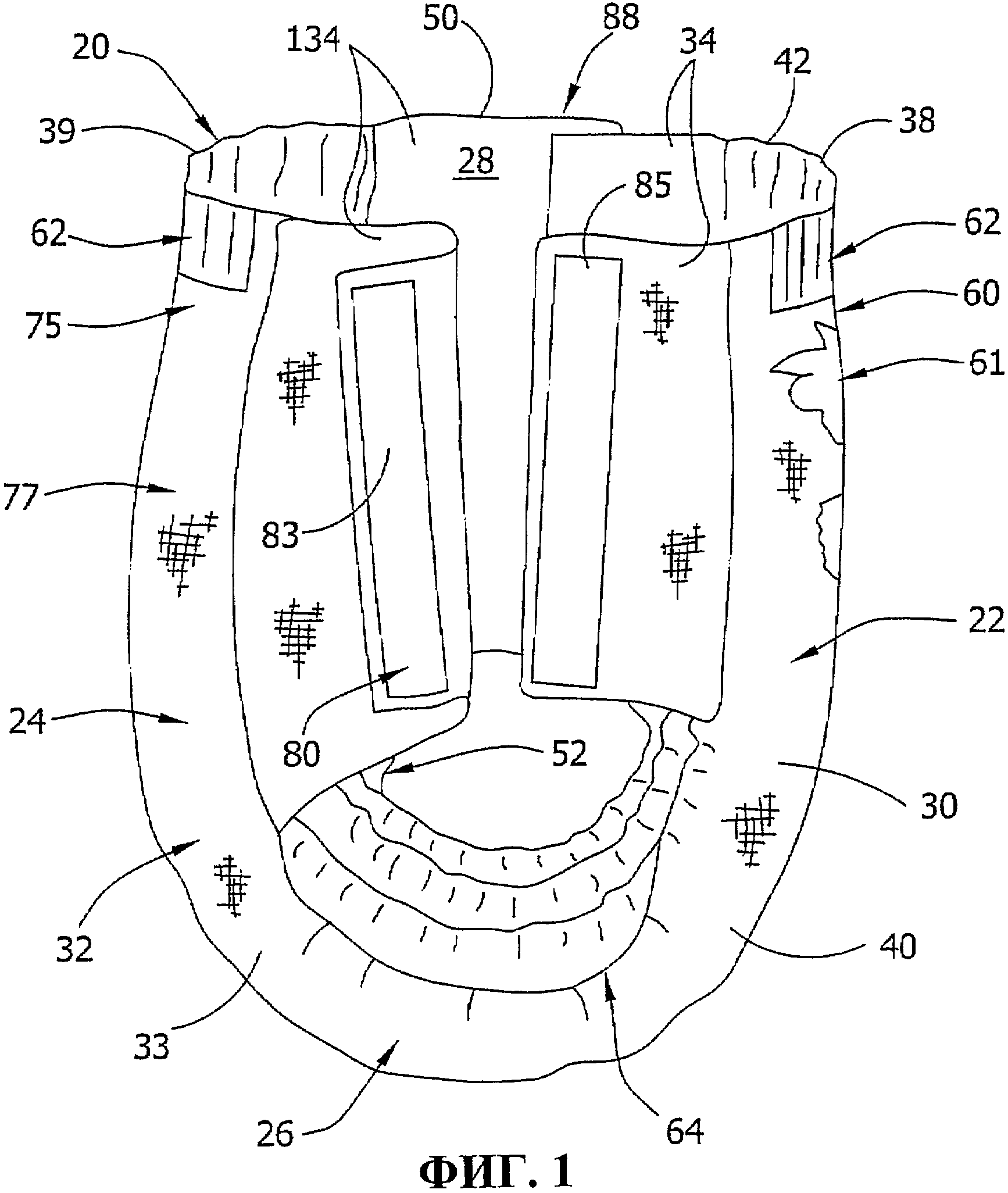
Комментарии