Впитывающее изделие - RU2752570C2
Код документа: RU2752570C2
Чертежи











Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к впитывающему изделию.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002]
Известны впитывающие изделия (например, одноразовые подгузники типа трусов), которые включают в себя часть, расположенную с абдоминальной стороны, и часть, расположенную с дорсальной стороны, при этом по меньшей мере одна краевая часть в направлении ширины части, расположенной с абдоминальной стороны, и одна краевая часть части, расположенной с дорсальной стороны, перекрываются в направлении толщины вдоль продольного направления и соединены вместе по меньшей мере в одной соединенной части. Например, в патентном документе 1 раскрыт одноразовый подгузник типа трусов. Одноразовый подгузник типа трусов включает в себя две соединенные части (части с боковыми швами), при этом каждая из двух соединенных частей имеет множество сваренных частей, образованных термосваркой или ультразвуковой сваркой. В патентном документе 2 также раскрыт одноразовый подгузник типа трусов. Одноразовый подгузник имеет одни из обеих определяемых в направлении ширины, краевых частей части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, (обеих, то есть частей, расположенных с правой стороны и с левой стороны по отношению к отверстию для талии) соединенные вместе для формирования соединенных частей, в то время как другие краевые части не соединены и образуют средства соединения, которые могут быть соединены вместе. В патентном документе 3 раскрыто устройство для выполнения ультразвуковой сварки.
[ПЕРЕЧЕНЬ ССЫЛОК]
[ПАТЕНТНЫЕ ДОКУМЕНТЫ]
[0003]
[Патентный документ 1] Нерассмотренная патентная публикация Японии № 2013-146419
[Патентный документ 2] Публикация нерассмотренной полезной модели Японии Н 4-5826
[Патентный документ 3] Нерассмотренная патентная публикация Японии № 2006-192902
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[ТЕХНИЧЕСКАЯ ПРОБЛЕМА]
[0004]
Когда носитель впитывающего изделия, такого как одноразовый подгузник типа трусов, или лицо, осуществляющее уход за носителем, снимает использованное впитывающее изделие с носителя, обычно выбирается способ, в котором часть, расположенную с абдоминальной стороны, и часть, расположенную с дорсальной стороны, разъединяют в соединенных частях вдоль продольного направления. Следовательно, для удаления необходимо, чтобы часть, расположенная с абдоминальной стороны, и часть, расположенная с дорсальной стороны, были соединены в соединенных частях с возможностью легкого разделения вдоль продольного направления. Однако при ношении впитывающего изделия носителем усилие будет приложено к соединенным частям главным образом в направлении влево-вправо по отношению к носителю, то есть в направлении ширины. Следовательно, при ношении необходимо, чтобы часть, расположенная с абдоминальной стороны, и часть, расположенная с дорсальной стороны, были соединены в соединенных частях так, чтобы вероятность их разделения в направлении ширины была мала. То же самое также относится к впитывающим изделиям, в которых обе определяемые в направлении ширины, краевые части части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, (как части, расположенные с правой стороны, так и части, расположенные с левой стороны по отношению к отверстию для талии) соединены вместе для формирования двух соединенных частей, и к впитывающим изделиям, в которых одни из обеих краевых частей соединены вместе для образования соединенной части, в то время как другие не соединены для образования средств соединения, которые могут быть соединены вместе. Следовательно, желательно, чтобы разделение части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, было затруднено при ношении впитывающего изделия, и чтобы разделение части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, было легким, когда впитывающее изделие должно быть снято.
[0005]
В патентном документе 1 площадь каждой сваренной части в зонах, близких к отверстию для талии, относительно мала, в то время как площадь каждой сваренной части в зонах, удаленных от отверстия для талии, относительно большая. В этом случае в зонах, близких к отверстию для талии, разделение части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, по-видимому, будет более легким по сравнению с зонами, расположенными дальше от отверстия для талии. Однако в сваренных частях все из множества листов части, расположенной с абдоминальной стороны, и множества листов части, расположенной с дорсальной стороны, наложены друг на друга, сплавлены и сдавлены, посредством чего они сварены вместе. Следовательно, для разъединения части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, необходимо разъединить сваренные части, в которых сварены все из листов части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, или зоны, окружающие их. Следовательно, усилие, используемое для разъединения, то есть усилие, используемое для разделения, является существенным, и носителю может быть трудно разъединить их.
[0006]
Задача настоящего изобретения состоит в том, чтобы предложить дополнительно усовершенствованное впитывающее изделие, в котором разделение части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, затруднено при его ношении, в то время как разделение в продольном направлении является легким, когда изделие должно быть снято.
[РЕШЕНИЕ ПРОБЛЕМЫ]
[0007]
Впитывающее изделие по настоящему изобретению представляет собой (1) впитывающее изделие, включающее в себя часть, расположенную с абдоминальной стороны, и часть, расположенную с дорсальной стороны, при этом по меньшей мере одна краевая часть в направлении ширины части, расположенной с абдоминальной стороны, и одна краевая часть части, расположенной с дорсальной стороны, соединены вместе посредством соединенной части и при этом перекрываются в направлении толщины вдоль продольного направления, при этом соединенная часть включает в себя множество частей, соединенных методом сплавления, каждая из множества частей, соединенных методом сплавления, включает в себя сплавленную часть, в которой множество листов части, расположенной с абдоминальной стороны, и множество листов части, расположенной с дорсальной стороны, сплавлены вместе в направлении толщины, и боковую стеновую часть, в которой множество листов части, расположенной с абдоминальной стороны, и множество листов части, расположенной с дорсальной стороны, сплавлены вместе в направлении толщины так, что боковая стеновая часть проходит от периферийного края сплавленной части в виде цилиндра в направлении толщины, место расположения сплавленной части в направлении толщины смещено от границы между частью, расположенной с абдоминальной стороны, и частью, расположенной с дорсальной стороны, размер боковой стеновой части в направлении толщины больше размера сплавленной части в направлении толщины, и размер боковой стеновой части в продольном направлении меньше размера в направлении ширины.
[0008]
Впитывающее изделие включает в себя в части, соединенной методом сплавления и образованной в соединенной части, сплавленную часть и боковую стеновую часть, проходящую от периферийного края сплавленной части в виде цилиндра в направлении толщины, при этом размер боковой стеновой части в продольном направлении (толщина цилиндрической части в продольном направлении) меньше размера в направлении ширины (толщины образующей цилиндр в направлении ширины). Следовательно, боковая стеновая часть, образующая цилиндр, легко поддается разрыву в продольном направлении, в то время как боковая стеновая часть, образующая цилиндр, трудно поддается разрыву в направлении ширины. Кроме того, размер боковой стеновой части в направлении толщины (ее толщина) больше размера сплавленной части в направлении толщины (ее толщины). Другими словами, в сплавленной части множество листов части, расположенной с абдоминальной стороны, и множество листов части, расположенной с дорсальной стороны, которые наложены друг на друга, соединены, например, методом сплавления при одновременном сдавливании, так что размер в направлении толщины будет меньше (сплавленная часть будет более тонкой). Следовательно, в сплавленной части множество листов соединены вместе относительно прочно. С другой стороны, в боковой стеновой части множество части, расположенной с абдоминальной стороны, и множество листов части, расположенной с дорсальной стороны, которые наложены друг на друга, соединены рядом с периферийным краем сплавленной части посредством сплавления без сдавливания, и, следовательно, размер в направлении толщины будет больше (боковая стеновая часть будет более толстой). Следовательно, в боковой стеновой части множество листов соединены вместе относительно непрочно. Кроме того, место расположения сплавленной части в направлении толщины смещено от границы между частью, расположенной с абдоминальной стороны, и частью, расположенной с дорсальной стороны. Следовательно, при разделении части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, сплавленные части не будут «включены» в места разделения.
Следовательно, когда часть, расположенную с абдоминальной стороны, и часть, расположенную с дорсальной стороны, разъединяют вдоль продольного направления в соединенной части, разрыв может начинаться в боковой стеновой части, которая соединена относительно непрочно, и, в частности, на участке боковой стеновой части, который легко разрывается при приложении усилия в продольном направлении. Это обеспечивает возможность легкого разъединения части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, вдоль их поверхности раздела при одновременном предотвращении разъединения сплавленной части, которая прочно соединена, или зоны, окружающей ее. Следовательно, в этом впитывающем изделии можно разъединить часть, расположенную с абдоминальной стороны, и часть, расположенную с дорсальной стороны, в соединенной части посредством относительно малого усилия. В частности, можно легко разъединить часть, расположенную с абдоминальной стороны, и часть, расположенную с дорсальной стороны, вдоль их поверхности раздела посредством относительно малого усилия, на участке, расположенном с одной стороны боковой стеновой части в продольном направлении, от наружной боковой поверхности цилиндра до внутренней боковой поверхности цилиндра боковой стеновой части. Кроме того, если часть, расположенная с абдоминальной стороны, и часть, расположенная с дорсальной стороны, могут быть разъединены на участке, расположенном с одной стороны боковой стеновой части в продольном направлении, от наружной боковой поверхности цилиндра до внутренней боковой поверхности цилиндра, то можно легко разъединить часть, расположенную с абдоминальной стороны, и часть, расположенную с дорсальной стороны, на участке, расположенном с другой стороны в продольном направлении, от внутренней боковой поверхности цилиндра до наружной боковой поверхности цилиндра боковой стеновой части. Это обеспечит возможность легкого разъединения части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в соединенных частях. То есть, это поможет носителю при разъединении части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны.
С другой стороны, когда носитель носит впитывающее изделие, усилие, приложенное к соединенной части в качестве реакции на движение носителя, действует главным образом в направлении ширины. Кроме того, в данном впитывающем изделии размер боковой стеновой части в направлении ширины (толщина цилиндрической части в направлении ширины) больше размера в продольном направлении (толщины образующей цилиндр в продольном направлении). При приложении большого усилия к боковой стеновой части в направлении ширины, участки боковой стеновой части, имеющие большую толщину в направлении ширины, поглощают данное усилие. Следовательно, даже если трещины будут образованы от наружной боковой поверхности цилиндра до внутренней боковой поверхности цилиндра боковой стеновой части, трещины или проходят через верхнюю поверхность или нижнюю поверхность боковой стеновой части, или прекращают распространяться, когда они достигают сплавленной части, которая имеет высокую прочность соединения, не доходя до внутренней боковой поверхности цилиндра боковой стеновой части. Следовательно, при ношении могут быть минимизированы разъединение части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в соединенной части и, следовательно, разрыв впитывающего изделия.
При формировании боковых стеновых частей, имеющих короткие размеры в продольном направлении и длинные размеры в направлении ширины, таким образом вокруг сплавленных частей в частях, соединенных методом сплавления, можно обеспечить легкость разъединения, то есть легкость разделения, в продольном направлении, которая отличается от легкости разъединения в направлении ширины, или, другими словами, обеспечить анизотропию. В результате впитывающее изделие будет дополнительно усовершенствовано таким образом, что оно будет легко поддаваться разделению во время снятия, при этом часть, расположенная с абдоминальной стороны, и часть, расположенная с дорсальной стороны, трудно поддаются разделению при ношении впитывающего изделия.
[0009]
Впитывающее изделие по настоящему изобретению может также представлять собой (2) впитывающее изделие согласно вышеприведенному пункту (1), в котором соединенная часть имеет ряд частей, полученных сваркой давлением, в котором множество частей, соединенных методом сплавления, расположены вдоль продольного направления с интервалами между ними.
В этом впитывающем изделии множество частей, соединенных методом сплавления, расположены вдоль продольного направления с интервалами между ними (в рядах частей, полученных сваркой давлением). Следовательно, когда впитывающее изделие должно быть снято, часть, расположенная с абдоминальной стороны, и часть, расположенная с дорсальной стороны, могут быть разъединены посредством относительного малого усилия на относительно длинном расстоянии вдоль продольного направления. Это обеспечивает возможность более легкого разъединения части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в соединенных частях.
[0010]
Впитывающее изделие по настоящему изобретению может также представлять собой (3) впитывающее изделие согласно вышеприведенному пункту (2), в котором соединенная часть имеет только один ряд частей, полученных сваркой давлением, в виде множества частей, соединенных методом сплавления.
Когда соединенная часть имеет множество рядов частей, полученных сваркой давлением, в направлении ширины, усилие оттягивания, действующее между частью, расположенной с абдоминальной стороны, и частью, расположенной с дорсальной стороны, вдоль продольного направления при снятии впитывающего изделия, распределяется в каждом ряду, и трещины, вызванные разъединением, проходят вдоль диагонального направления по отношению к продольному направлению или вдоль направления ширины, что потенциально может увеличить усилие, требуемое для разъединения. Желательно, чтобы множество рядов имели одинаковую прочность соединения, но, поскольку прочность соединения различается в зависимости от выпуска продукции/производительности, может создаваться состояние, при котором части, соединенные методом сплавления, в одном ряду не разрываются, даже если разрываются части, соединенные методом сплавления, в другом ряду. Следовательно, это впитывающее изделие имеет только один ряд частей, полученных сваркой давлением, в виде множества частей, соединенных методом сплавления. Следовательно, усилие оттягивания, действующее при снятии впитывающего изделия между частью, расположенной с абдоминальной стороны, и частью, расположенной с дорсальной стороны, вдоль продольного направления, может быть сосредоточено в одном ряде частей, полученных сваркой давлением. Это обеспечивает возможность более легкого разъединения части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в соединенных частях при меньшей величине усилия.
[0011]
Впитывающее изделие по настоящему изобретению может также представлять собой (4) впитывающее изделие согласно вышеприведенному пункту (2), в котором соединенная часть имеет в продольном направлении краевую зону, расположенную со стороны талии и включающую в себя краевую часть, близкую к отверстию для талии, краевую зону, расположенную со стороны ноги и включающую в себя краевую часть, удаленную от отверстия для талии, и центральную зону между краевой зоной, расположенной со стороны талии, и краевой зоной, расположенной со стороны ноги, и по меньшей мере краевая зона, расположенная со стороны талии, и центральная зона имеют только один ряд частей, полученных сваркой давлением, в виде множества частей, соединенных методом сплавления.
Это впитывающее изделие имеет в соединенной части множество частей, соединенных методом сплавления и расположенных в одном ряду по меньшей мере в краевой зоне, расположенной со стороны талии, и центральной зоне. Следовательно, усилие оттягивания, действующее при снятии впитывающего изделия между частью, расположенной с абдоминальной стороны, и частью, расположенной с дорсальной стороны, вдоль продольного направления, может быть сосредоточено в одном ряде из множества частей, соединенных методом сплавления, так что воздействие данного усилия может «достигать» по меньшей мере той зоны соединенной части, которая является центральной в продольном направлении. Это обеспечивает возможность легкого разъединения части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в соединенной части при меньшей величине усилия и может обеспечить минимизацию разрыва соединенной части в направлении ширины или разрыва части, расположенной с абдоминальной стороны, или части, расположенной с дорсальной стороны, в направлении ширины.
[0012]
Впитывающее изделие по настоящему изобретению может также представлять собой (5) впитывающее изделие согласно любому из вышеприведенных пунктов (1)-(4), в котором максимальный размер сплавленной части в продольном направлении больше или равен максимальному размеру в направлении ширины.
В данном впитывающем изделии максимальный размер каждой сплавленной части в продольном направлении больше максимального размера в направлении ширины, или, другими словами, сплавленные части имеют длинные конфигурации в продольном направлении. Таким образом, толщина цилиндрической части, образованной боковой стеновой частью, может быть меньше в продольном направлении и больше в направлении ширины. Следовательно, при снятии впитывающего изделия часть, расположенная с абдоминальной стороны, и часть, расположенная с дорсальной стороны, могут быть легче разделены в тонких частях, при этом толстые части боковых стеновых частей могут противодействовать даже большому усилию, действующему в направлении ширины при ношении изделия, и, таким образом, существует возможность содействия предотвращению разъединения части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в соединенной части и разрыву впитывающего изделия, вызываемому данным разъединением.
[0013]
Впитывающее изделие по настоящему изобретению может также представлять собой (6) впитывающее изделие согласно любому из вышеприведенных пунктов (1)-(5), в котором размер боковой стеновой части в продольном направлении (одна сторона) составляет 50 мкм - 200 мкм, и размер боковой стеновой части в направлении ширины (другая сторона) составляет 100 мкм - 400 мкм.
В этом впитывающем изделии размер боковой стеновой части в продольном направлении составляет 50 мкм - 200 мкм, в то время как размер боковой стеновой части в направлении ширины составляет 100 мкм - 400 мкм. Следовательно, часть, расположенная с абдоминальной стороны, и часть, расположенная с дорсальной стороны, могут быть легко разъединены при приложении большого усилия к боковым стеновым частям в продольном направлении, при этом могут быть предотвращены разъединение части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, и разрыв даже при приложении большого усилия вдоль направления ширины. Если продольный размер составляет менее 50 мкм, увеличивается вероятность возникновения разъединения при ношении изделия (под действием усилия, приложенного в направлении ширины), в то время как в случае, если он превышает 200 мкм, может быть затруднено выполнение разъединения во время снятия. Если размер в направлении ширины составляет менее 100 мкм, увеличивается вероятность возникновения разъединения при ношении изделия, в то время как в случае, если он превышает 400 мкм, будет затруднено разъединение во время снятия (под действием усилия, приложенного в продольном направлении).
[0014]
Впитывающее изделие по настоящему изобретению может также представлять собой (7) впитывающее изделие согласно вышеприведенному пункту (6), в котором две соединенные части, включающие в себя упомянутую соединенную часть, соединены вместе соответственно посредством обеих определяемых в направлении ширины, краевых частей части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, которые перекрываются в направлении толщины вдоль продольного направления, обе из двух соединенных частей соответственно включают в себя множество частей, соединенных методом сплавления, и разность размера боковой стеновой части в одной соединенной части из двух соединенных частей, определяемого в направлении ширины (с одной стороны), и размера боковой стеновой части в другой соединенной части, определяемого в направлении ширины (с одной стороны), находится в пределах 40 мкм.
В этом впитывающем изделии размер боковой стеновой части в направлении ширины (толщина цилиндрической части в направлении ширины) представляет собой приблизительно одинаковый размер в одной соединенной части (например, соединенной части с левой стороны) и другой соединенной части (например, соединенной части с правой стороны) в направлении ширины. Следовательно, когда носитель пытается снять впитывающее изделие, как левая, так и правая соединенные части могут быть разъединены посредством приблизительно одинакового усилия. Это позволяет носителю легко разъединить левую и правую соединенные части.
[0015]
Впитывающее изделие по настоящему изобретению может также представлять собой (8) впитывающее изделие согласно вышеприведенному пункту (6) или (7), в котором разность размера боковой стеновой части каждой из двух соединенных частей, определяемого в направлении ширины с внутренней стороны, и размера боковой стеновой части каждой из двух соединенных частей, определяемого в направлении ширины с наружной стороны, находится в пределах 40 мкм.
В данном впитывающем изделии размер (толщина цилиндрической части), определяемый в направлении ширины с внутренней стороны, и размер (толщина цилиндрической части), определяемый в направлении ширины с наружной стороны, в каждой из боковых стеновых частей представляют собой приблизительно одинаковый размер. Следовательно, в каждой из боковых стеновых частей усилие, необходимое для разъединения части, расположенной со стороны, внутренней в направлении ширины, и усилие, необходимое для разъединения части, расположенной со стороны, наружной в направлении ширины, являются приблизительно одинаковыми. Следовательно, когда носитель пытается снять впитывающее изделие, можно предотвратить ситуацию, при которой направление усилия, обеспечивающего разъединение части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, представляет собой направление, диагональное по отношению к продольному направлению, или направление ширины, и, следовательно, может быть минимизирован разрыв части, расположенной с абдоминальной стороны, или части, расположенной с дорсальной стороны, в направлении, диагональном по отношению к продольному направлению, или в направлении ширины.
[0016]
Впитывающее изделие по настоящему изобретению может также представлять собой (9) впитывающее изделие согласно любому из вышеприведенных пунктов (1)-(8), в котором сплавленная часть расположена внутри боковой стеновой части ближе к части, расположенной с абдоминальной стороны, чем к части, расположенной с дорсальной стороны, в направлении толщины.
В этом впитывающем изделии сплавленная часть расположена внутри цилиндрической боковой стеновой части ближе к части, расположенной с абдоминальной стороны, в направлении толщины. Таким образом, когда носитель наклоняется для разъединения части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в его собственном одноразовом изделии типа трусов, сплавленные части будут более легко заметными, и, следовательно, носитель может более надежно зажать пальцами зону рядом с частями, соединенными методом сплавления, при их разъединении. Это обеспечит возможность более легкого разъединения части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в соединенных частях.
[0017]
Впитывающее изделие по настоящему изобретению может также представлять собой (10) впитывающее изделие согласно любому из вышеприведенных пунктов (1)-(9), в котором в соединенной части определяемый в продольном направлении край части, расположенной с абдоминальной стороны, и определяемый в продольном направлении край части, расположенной с дорсальной стороны, смещены друг от друга в продольном направлении.
В данном впитывающем изделии определяемый в продольном направлении край части, расположенной с абдоминальной стороны, и определяемый в продольном направлении край части, расположенной с дорсальной стороны, смещены друг от друга в продольном направлении. Следовательно, когда носитель пытается снять впитывающее изделие, носитель может легче зажать край части, расположенной с абдоминальной стороны, одной рукой, зажимая край части, расположенной с дорсальной стороны, другой рукой. Это позволяет легче разъединить часть, расположенную с абдоминальной стороны, и часть, расположенную с дорсальной стороны, в соединенной части.
[ПРЕДПОЧТИТЕЛЬНЫЕ ЭФФЕКТЫ ОТ ИЗОБРЕТЕНИЯ]
[0018]
Согласно настоящему изобретению можно выполнить впитывающее изделие, в котором разделение части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, затруднено при ношении изделия, но разделение в продольном направлении является легким, когда изделие должно быть снято.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019]
Фиг.1 представляет собой вид в перспективе, показывающий пример конструкции одноразового подгузника согласно варианту осуществления.
Фиг.2 представляет собой вид в плане одноразового подгузника по фиг.1 в развернутом состоянии.
Фиг.3 представляет собой вид в плане, показывающий пример конструкции соединенной части одноразового подгузника по фиг.1.
Фиг.4 представляет собой схематическое изображение для разъяснения конструкции соединенной части по фиг.3.
Фиг.5 представляет собой вид в плане и вид в перспективе, показывающие конструкцию части, соединенной методом сплавления, в соединенной части по фиг.4.
Фиг.6 представляет собой схематическое изображение для разъяснения состояния во время разъединения части, соединенной методом сплавления, по фиг.5.
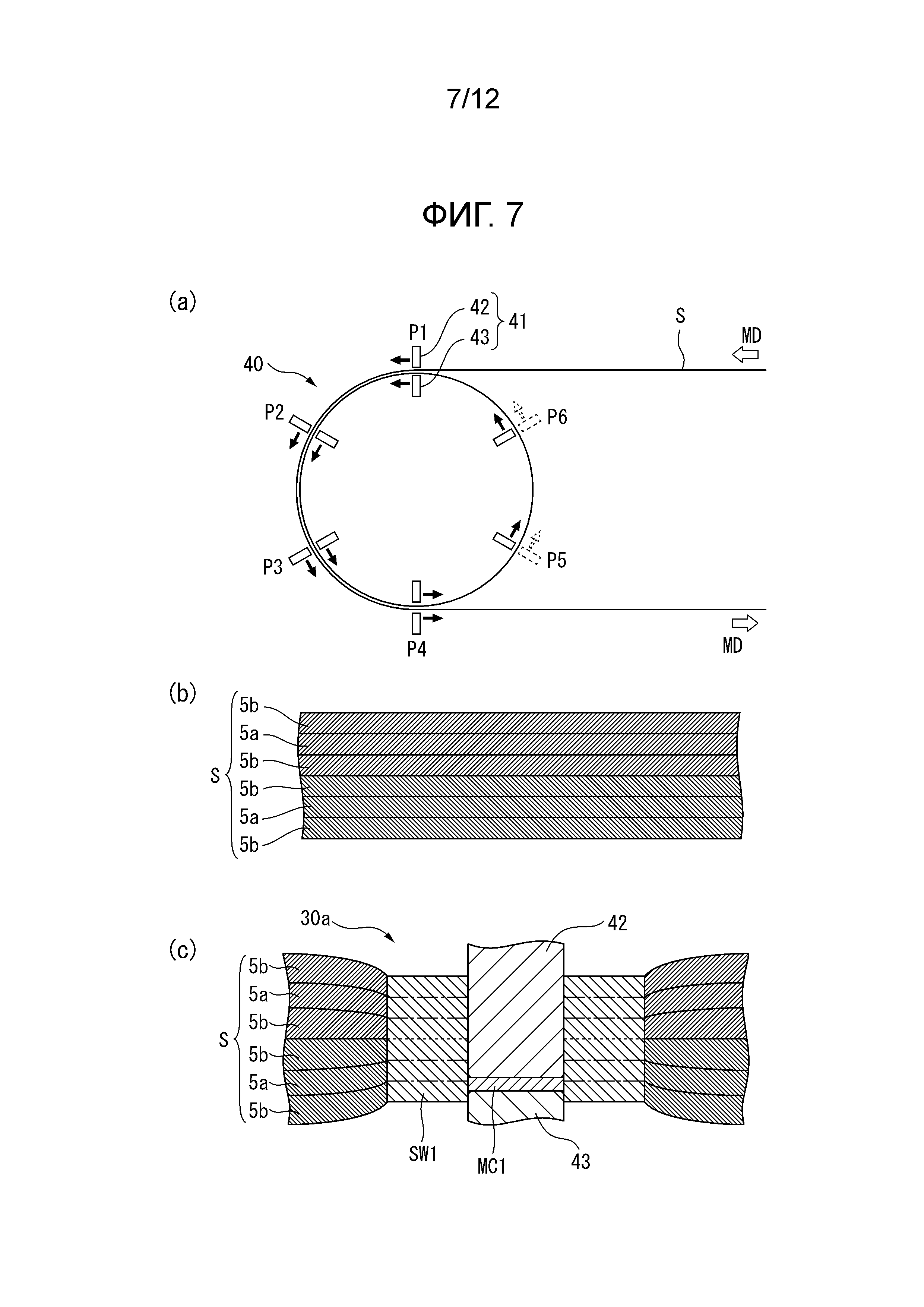
Фиг.7 представляет собой схематическое изображение для разъяснения способа образования соединенной части в одноразовом подгузнике по фиг.1.
Фиг.8 представляет собой схематическое изображение для разъяснения другого примера конструкции соединенных частей по фиг.3.
Фиг.9 представляет собой вид в плане, показывающий конструкцию части, соединенной методом сплавления, в соединенных частях по фиг.8.
Фиг.10 представляет собой две фотографии, полученные посредством сканирующего электронного микроскопа (СЭМ) и показывающие сечение части, соединенной методом сплавления, согласно Примеру.
Фиг.11 представляет собой график, показывающий зависимость между формой и прочностью частей, соединенных методом сплавления.
Фиг.12 представляет собой график, показывающий зависимость между формой и прочностью частей, соединенных методом сплавления.
Фиг.13 представляет собой график, показывающий зависимость между формой и прочностью частей, соединенных методом сплавления.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0020]
Впитывающее изделие согласно варианту осуществления настоящего изобретения будет разъяснено далее посредством использования одноразового подгузника типа трусов (также упоминаемого ниже просто как «одноразовый подгузник») в качестве примера. Однако впитывающее изделие по настоящему изобретению не ограничено данным примером, и настоящее изобретение может быть применено для различных типов впитывающих изделий без отхода от объема предмета настоящего изобретения. Примеры впитывающих изделий включают одноразовые подгузники «трехкомпонентного типа» и «двухкомпонентного типа» и одноразовые подгузники, имеющие соединенную часть, образованную в части, расположенной или с правой стороны, или с левой стороны по отношению к отверстию для талии, и имеющие средство соединения (или сцепления) для взаимного соединения (или сцепления), образованное в части, расположенной с другой стороны и не имеющей соединенной части.
[0021]
(Первый вариант осуществления)
Фиг.1 и фиг.2 представляют собой виды, показывающие одноразовый подгузник 1 согласно данному варианту осуществления. Фиг.1 представляет собой вид в перспективе, показывающий конструкцию одноразового подгузника 1, и фиг.2 представляет собой вид в плане, показывающий состояние одноразового подгузника 1, когда он развернут. В состоянии, показанном на фиг.2, одноразовый подгузник 1 имеет продольное направление L, направление W ширины, перпендикулярное к продольному направлению L, и направление Т толщины, перпендикулярное к продольному направлению L и направлению W ширины, а также имеет центральную осевую линию CL, проходящую через центр одноразового подгузника 1, определяемый в направлении W ширины, и проходящую в продольном направлении L, и центральную осевую линию CW, проходящую через центр одноразового подгузника 1, определяемый в продольном направлении L, и проходящую в направлении W ширины. Направление к и направление от центральной осевой линии CL представляют собой соответственно направление внутрь и направление наружу в направлении W ширины. Направление к и направление от центральной осевой линии CW представляют собой соответственно направление внутрь и направление наружу в продольном направлении L. Вид в направлении Т толщины одноразового подгузника 1 сверху в перпендикулярном направлении, когда он находится на горизонтальной плоскости, будет упоминаться как «вид в плане», и форма, видимая на виде в плане, будет упоминаться как «форма в плоскости». Термины «сторона, обращенная к коже» и «сторона, не обращенная к коже» относятся соответственно к стороне, относительно близкой к коже, и стороне, относительно удаленной от кожи носителя, в направлении Т толщины одноразового подгузника 1 при ношении одноразового подгузника 1. Продольное направление L, направление W ширины и направление Т толщины, показанные на фиг.2, будут также использоваться в качестве соответствующих направлений одноразового подгузника 1 в состоянии, показанном на фиг.1.
[0022]
Одноразовый подгузник 1 представляет собой подгузник типа трусов, включающий в себя часть 11, расположенную с абдоминальной стороны, часть 13, расположенную с дорсальной стороны, и среднюю часть 12 между частью 11, расположенной с абдоминальной стороны, и частью 13, расположенной с дорсальной стороны. Часть 11, расположенная с абдоминальной стороны, представляет собой часть одноразового подгузника 1, которая контактирует с абдоминальной зоной тела носителя. Средняя часть 12 представляет собой часть одноразового подгузника 1, которая контактирует с промежностной зоной тела носителя. Часть 13, расположенная с дорсальной стороны, представляет собой часть одноразового подгузника 1, которая контактирует с ягодичной зоной и/или дорсальной зоной тела носителя. Обе определяемые в направлении W ширины, краевые части 11а, 11b части 11, расположенной с абдоминальной стороны, и обе определяемые в направлении W ширины, краевые части 13а, 13b части 13, расположенной с дорсальной стороны, соединены вместе в двух соединенных частях 14а, 14b и при этом перекрываются в направлении Т толщины вдоль продольного направления L. В одноразовом подгузнике 1 отверстие WO для талии образовано посредством краевой части 11е части 11, расположенной с абдоминальной стороны, на стороне, противоположной в продольном направлении L по отношению к средней части 12, и краевой части 13е части 13, расположенной с дорсальной стороны, на стороне, противоположной в продольном направлении L по отношению к средней части 12. Два отверстия LO, LO для ног также образованы в одноразовом подгузнике 1 посредством обеих частей 12а, 12b средней части 12, боковых в направлении W ширины.
[0023]
Направления одноразового подгузника 1 в состоянии, показанном на фиг.1, таковы. Продольное направление L представляет собой направление вдоль наружной конфигурации одноразового подгузника 1, проходящее от части 11, расположенной с абдоминальной стороны, (или от части 13, расположенной с дорсальной стороны) через среднюю часть 12 к части 13, расположенной с дорсальной стороны (или части 11, расположенной с абдоминальной стороны). Направление W ширины представляет собой направление вдоль наружной конфигурации одноразового подгузника 1, проходящее вдоль поверхности соединенной части 14а (или соединенной части 14b), от внутреннего края соединенной части 14а (или соединенной части 14b) вдоль периферийной центральной части части 11, расположенной с абдоминальной стороны, или части 13, расположенной с дорсальной стороны, до внутренней краевой части соединенной части 14b (или соединенной части 14а), вдоль поверхности соединенной части 14b (или соединенной части 14а). Направление Т толщины представляет собой направление, перпендикулярное к плоскости, находящейся в контакте с наружной поверхностью одноразового подгузника 1, то есть к касательной плоскости. Для каждой из двух соединенных частей 14а, 14b продольное направление, направление ширины и направление толщины в состоянии, показанном на фиг.1, такие же, как продольное направление L, направление W ширины и направление Т толщины в состоянии, показанном на фиг.2.
[0024]
Одноразовый подгузник 1 включает в себя впитывающее тело 10. Впитывающее тело 10 включает в себя проницаемый для жидкостей, верхний лист 2, не проницаемый для жидкостей, задний лист 3 и впитывающий элемент 4, расположенный между верхним листом 2 и задним листом 3. Верхний лист 2 может представлять собой, например, проницаемый для жидкостей, нетканый материал или тканый материал, проницаемую для жидкостей, пленку из синтетического полимера, образованную с порами, или композиционный лист из них. Задний лист 3 может представлять собой, например, не проницаемый для жидкостей, нетканый материал или пленку из синтетического полимера, композиционный лист из них, нетканый материал со структурой SMS (слой (S), полученный фильерным способом, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом) или тому подобное. В данном варианте осуществления впитывающий элемент 4 включает в себя впитывающую сердцевину и обертку для сердцевины, охватывающую впитывающую сердцевину. Впитывающий элемент 4 может представлять собой целлюлозное волокно, синтетическое волокно, впитывающий полимер или тому подобное. Каждый из впитывающего элемента 4 и верхнего листа 2 и заднего листа 3 присоединен посредством адгезива, при этом верхний лист 2 и задний лист 3 соединены посредством адгезива на их перифериях. Используемый адгезив может представлять собой общеизвестный материал, обычно используемый в одноразовых подгузниках, такой как термопластичный адгезив.
[0025]
Одноразовый подгузник 1 дополнительно включает в себя не проницаемый для жидкостей, покрывающий лист 5. В данном варианте осуществления покрывающий лист 5 включает покрывающий лист 5а, расположенный со стороны, обращенной к коже, и покрывающий лист 5b, расположенный со стороны, не обращенной к коже, которые наложены друг на друга в направлении Т толщины и соединены посредством адгезива или тому подобного. Кроме того, в данном варианте осуществления обе части покрывающего листа 5b, краевые в продольном направлении L, загнуты к стороне, обращенной к коже, так, чтобы закрыть обе части покрывающего листа 5а, краевые в продольном направлении L. Покрывающие листы 5b, 5b в местах загибания в части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, образуют соответственно краевую часть 11е части 11, расположенной с абдоминальной стороны, и краевую часть 13е части 13, расположенной с дорсальной стороны. На поверхности покрывающего листа 5, обращенной к коже, впитывающее тело 10 размещено так, что верхний лист 2 находится со стороны, обращенной к коже. В одноразовом подгузнике 1 поверхность стороны одноразового подгузника 1, не обращенной к коже, то есть наружной стороны, образована покрывающим листом 5b, и поверхность стороны одноразового подгузника 1, обращенной к коже, то есть внутренней стороны, образована верхним листом 2 и покрывающим листом 5b в краевой части 11е и краевой части 13е. Материал покрывающего листа 5 может представлять собой любой желательный лист, не проницаемый для жидкостей, например, такой как не проницаемый для жидкостей, нетканый материал или пленка из синтетического полимера, или композиционный лист из них, или нетканый материал со структурой SB или нетканый материал со структурой SMS. Примеры материалов для покрывающего листа 5 включают материалы на основе полиолефинов, таких как полипропилен или полиэтилен. Поверхностная плотность покрывающего листа 5 может составлять, например, 5-100 г/м2, и она предпочтительно составляет 10-50 г/м2. Размер покрывающего листа 5 в направлении Т толщины (толщина) может составлять, например, 0,2-5 мм, и он предпочтительно составляет 0,2-2 мм. Покрывающий лист 5 может представлять собой один лист, и он необязательно должен быть сложен/загнут.
[0026]
Одноразовый подгузник 1 дополнительно включает в себя не проницаемую для жидкостей пару стенок 6а, 6b, препятствующих утечке, и эластичные элементы 8 (8а, 8b, 8c, 8d, 8e). Две стенки 6а, 6b, препятствующие утечки, расположены вдоль продольного направления L с обеих сторон верхнего листа 2, определяемых в направлении W ширины. Эластичный элемент 8а и эластичный элемент 8b проходят в направлении W ширины между покрывающим листом 5а и покрывающим листом 5b соответственно в части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, и расположены и удерживаются с интервалами между ними в продольном направлении L. Эластичные элементы 8а, 8b обеспечивают возможность расширения и сужения отверстия WO для талии. Эластичные элементы 8с расположены непрерывно в основном вдоль продольного направления L в обеих частях участка средней части 12, краевых в направлении W ширины, в части 13, расположенной с дорсальной стороны, и вдоль направления W ширины в центральной части средней части 12. Эластичные элементы 8с обеспечивают возможность расширения и сужения соответственно двух отверстий LO, LO для ног. Во внутренних в направлении W ширины, краевых частях двух стенок 6а, 6b, препятствующих утечке, расположены эластичный элемент 8d и эластичный элемент 8е, каждый из которых проходит в продольном направлении L. Эластичные элементы 8d, 8е обеспечивают возможность растягивания и стягивания соответствующих стенок 6а, 6b, препятствующих утечке. Примером эластичных элементов 8 является резиновая нить.
[0027]
Далее будет описана конструкция каждой из двух соединенных частей 14а, 14b. Соединенная часть 14а и соединенная часть 14b имеют одинаковую базовую конструкцию, и поэтому ниже будет разъяснена главным образом соединенная часть 14а.
[0028]
Фиг.3 представляет собой вид в плане, схематически показывающий пример конструкции соединенной части 14а в одноразовом подгузнике 1. Фиг.3 показывает соединенную часть 14а одноразового подгузника 1 по фиг.1, если смотреть со стороны части 13, расположенной с дорсальной стороны. Соединенная часть 14а образована за счет перекрывания и соединения той части 11а части 11, расположенной с абдоминальной стороны, которая является краевой в направлении W ширины, и той части 13а части 13, расположенной с дорсальной стороны, которая является краевой в направлении W ширины, в направлении Т толщины вдоль продольного направления L. Отсутствуют какие-либо особые ограничения в отношении размеров соединенной части 14а в продольном направлении L и в направлении W ширины, и они могут составлять, например, соответственно 50-250 мм и 3-20 мм. В данном варианте осуществления в соединенной части 14а краевая в продольном направлении L часть 11ае краевой части 11а в части 11, расположенной с абдоминальной стороны, и краевая в продольном направлении L часть 13ае краевой части 13а в части 13, расположенной с дорсальной стороны, соединены вместе со смещением, имеющем заданную длину ДС в продольном направлении L. Размер ДС может составлять, например, ±0,5-10 мм. Соединенная часть 14а включает в себя множество частей 30, соединенных методом сплавления. В частности, краевая часть 11а и краевая часть 13а соединены посредством по меньшей мере множества частей 30, соединенных методом сплавления. В данном варианте осуществления части 30, соединенные методом сплавления, образованы способом ультразвуковой сварки. Все части или участки частей соединенной части 14а, отличные от тех, в которых образовано множество частей 30, соединенных методом сплавления, могут быть соединены, например, посредством адгезива (такого как термоплавкий адгезив).
[0029]
В данном варианте осуществления множество частей 30, соединенных методом сплавления, расположены вдоль продольного направления L с интервалами между ними. То есть, соединенная часть 14а имеет ряд 30L частей, полученных сваркой давлением, в котором множество частей 30, соединенных методом сплавления, расположены вдоль продольного направления L с интервалами между ними. Ряд 30L частей, полученных сваркой давлением, в соединенной части 14а представляет собой один ряд в данном варианте осуществления. Однако ряд 30L частей, полученных сваркой давлением, не ограничен одним рядом, и множество рядов могут быть расположены полностью или частично в направлении W ширины с интервалами между ними. В данном варианте осуществления интервалы между частями 30, соединенными методом сплавления, являются постоянными. Однако вместо этого интервалы между частями 30, соединенными методом сплавления, могут варьироваться в зависимости от местоположения.
[0030]
Соединенная часть 14а имеет в продольном направлении L краевую зону 21, которая расположена со стороны талии и которая включает в себя краевую часть, близкую к отверстию WO для талии, краевую зону 23, которая расположена со стороны ноги и которая включает в себя краевую часть, удаленную от отверстия WO для талии и близкую к отверстию LO для ноги, и центральную зону 22 между краевой зоной 21, расположенной со стороны талии, и краевой зоной 23, расположенной со стороны ноги. Краевая зона 21, расположенная со стороны талии, и краевая зона 23, расположенная со стороны ноги, представляют собой зоны с длиной, составляющей от 1/8 до 1/3 от длины соединенной части 14а и определяемой от краев соответственно отверстия WO для талии и отверстия LO для ноги в продольном направлении L, при этом центральная зона 22 представляет собой остальную зону. Однако краевая зона 21, расположенная со стороны талии, и краевая зона 23, расположенная со стороны ноги, необязательно должны иметь идентичные длины в продольном направлении L. В данном варианте осуществления каждая из них представляет собой зону с длиной в пределах 1/5. В данном варианте осуществления краевая зона 21, расположенная со стороны талии, центральная зона 22 и краевая зона 23, расположенная со стороны ноги, имеют один ряд 30L частей, полученных сваркой давлением, вдоль продольного направления L. Однако каждая зона может иметь множество рядов 30L частей, полученных сваркой давлением, или они могут иметь на части длины один ряд 30L частей, полученных сваркой давлением, и на части длины иметь множество рядов 30L частей, полученных сваркой давлением.
[0031]
Фиг.4 представляет собой схематическое изображение для разъяснения конструкции соединенной части 14а по фиг.3. Однако на этом чертеже эластичные элементы 8а, 8b, 8с исключены. Фиг.4(а) представляет собой схематический вид соединенной части 14а, если смотреть со стороны части, краевой в направлении W ширины. Это схематическое изображение показывает пример многослойного состояния покрывающего листа 5 в соединенной части 14а. В данном варианте осуществления в краевой части 11а части 11, расположенной с абдоминальной стороны, часть покрывающего листа 5b, расположенная со стороны отверстия WO для талии и краевая в продольном направлении L, загнута к стороне, обращенной к коже, так, чтобы закрыть часть покрывающего листа 5а, краевую в продольном направлении L. Таким образом, краевая часть 11а имеет зону А, в которой покрывающий лист образует трехслойную структуру, включающую покрывающий лист 5b, покрывающий лист 5а и загнутый покрывающий лист 5b, и зону В, в которой покрывающий лист образует двухслойную структуру, включающую покрывающий лист 5а и покрывающий лист 5b. Аналогичным образом, в краевой части 13а части 13, расположенной с дорсальной стороны, часть покрывающего листа 5b, расположенная со стороны отверстия WO для талии и краевая в продольном направлении L, загнута к стороне, обращенной к коже, так, чтобы закрыть часть покрывающего листа 5а, краевую в продольном направлении L. Таким образом, краевая часть 13а имеет зону А, в которой покрывающий лист образует трехслойную структуру, и зону В, в которой покрывающий лист образует двухслойную структуру. Кроме того, как показано контурными стрелками на чертеже, краевая часть 11а и краевая часть 13а наложены друг на друга так, что они перекрываются в направлении Т толщины, и соединены, в результате чего образуется соединенная часть 14а. В данном варианте осуществления краевая часть 11а и краевая часть 13а соединены вместе в соответствующих зонах А и соответствующих зонах В. Размер зоны А не ограничен особым образом и может составлять, например, 10 мм - 100 мм. Отсутствуют какие-либо особые ограничения в отношении числа слоев покрывающего листа 5 в части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, и могут быть предусмотрены один слой или множество слоев, например, два или более слоев. Кроме того, покрывающий лист 5 необязательно должен быть загнут.
[0032]
Краевая часть 11а и краевая часть 13а в соединенной части 14а соединены посредством по меньшей мере множества частей 30, соединенных методом сплавления. Фиг.4(b) представляет собой схематический вид соединенной части 14а, если смотреть со стороны части 13, расположенной с дорсальной стороны, в направлении Т толщины. Это схематическое изображение показывает пример расположения частей 30, соединенных методом сплавления. В данном варианте осуществления один ряд 31L частей, полученных сваркой давлением, ряд 32L частей, полученных сваркой давлением, и ряд 33L частей, полученных сваркой давлением, расположены соответственно в краевой зоне 21, расположенной со стороны талии, центральной зоне 22 и краевой зоне 23, расположенной со стороны ноги, в виде рядов 30L частей, полученных сваркой давлением. В ряде 31L частей, полученных сваркой давлением, ряде 32L частей, полученных сваркой давлением, и ряде 33L частей, полученных сваркой давлением, соответственно множество частей 30а, соединенных методом сплавления, множество частей 30b, соединенных методом сплавления, и множество частей 30с, соединенных методом сплавления, расположены вдоль продольного направления L. В данном варианте осуществления части 30а, 30b и 30с, соединенные методом сплавления, из соответствующих рядов 31L, 32L и 33L частей, полученных сваркой давлением, имеют одинаковые формы в плоскости. Другими словами, когда части 30а, 30b и 30с, соединенные методом сплавления, образованы способом ультразвуковой сварки, одна и та же форма 31 в плоскости используется для рабочей концевой части сонотрода, предназначенной для образования частей 30а, 30b и 30с, соединенных методом сплавления. Для данного варианта осуществления форма 31 в плоскости рабочей концевой части сонотрода является круглой, как показано на схематическом изображении, и размер d11 в продольном направлении L равен размеру d12 в направлении W ширины (диаметру круга). Размер d11=d12 не ограничен особым образом, и он может составлять, например, 0,5 мм - 5 мм. Расстояние d13 между соседними частями 30а, соединенными методом сплавления, в продольном направлении L (расстояние между центрами их окружностей) не ограничено особым образом, и оно может составлять 1 мм - 30 мм. Причина этого разъяснена ниже.
[0033]
Далее будут разъяснены подробности, касающиеся части 30, соединенной методом сплавления. Фиг.5 представляет собой вид в плане и вид в перспективе, показывающие пример конструкции части 30а, соединенной методом сплавления, в соединенной части 14а. Фиг.5(а) представляет собой вид в плане, фиг.5(b) представляет собой вид в перспективе, включающий в себя сечение, если смотреть в направлении W ширины, и фиг.5(с) представляет собой вид в перспективе, включающий в себя сечение, если смотреть в продольном направлении L. В данном случае будет описана конструкция части 30а, соединенной методом сплавления, но остальные части 30b и 30с, соединенные методом сплавления, по данному варианту осуществления имеют такую же конструкцию.
[0034]
Часть 30а, соединенная методом сплавления, включает в себя сплавленную часть МС1 и боковую стеновую часть SW1. Сплавленная часть МС1 имеет множество покрывающих листов 5а, 5b части 11, расположенной с абдоминальной стороны, и множество покрывающих листов 5а, 5b части 13, расположенной с дорсальной стороны, которые сплавлены в направлении Т толщины. В данном варианте осуществления сплавленная часть МС1 образована методом сплавления множества покрывающих листов 5а, 5b посредством энергии, подводимой от рабочей концевой части сонотрода, и сдавливания в направлении Т толщины посредством рабочей концевой части. Следовательно, сплавленная часть МС1 очень прочно соединена в направлении Т толщины. Кроме того, размер (толщина) DT1 сплавленной части МС1 в направлении Т толщины значительно меньше размера dTO в направлении Т толщины множества покрывающих листов 5а, 5b, которые просто наложены друг на друга в части 11, расположенной с абдоминальной стороны, и в части 13, расположенной с дорсальной стороны. Размер dTO может составлять, например, 200-5000 мкм, и размер DT1 может составлять, например, 15-100 мкм. Если размер DT1 составляет менее 15 мкм, соединение между покрывающими листами, образованное методом сплавления, будет нестабильным и во время сплавления будет иметь место тенденция к образованию перфораций. Если размер DT1 составляет более 100 мкм, будут существовать места, в которых сплавление будет неполным, и такие места потребуют дополнительного разрыва. Форма сплавленной части МС1 в плоскости приблизительно такая же, как форма 31 в плоскости рабочей концевой части сонотрода. То есть, размер DL1 в продольном направлении L и размер DW1 в направлении W ширины приблизительно такие же, как размер d11 в продольном направлении L и размер d12 в направлении W ширины, определяемые для формы 31 рабочей концевой части в плоскости. В данном варианте осуществления форма сплавленной части МС1 в плоскости является круглой, как показано на схематическом изображении, но размеры DL1 и DW1 не ограничены особым образом и могут составлять, например, 0,5 мм - 5 мм. Если DL1 и DW1 (то есть d11 и d12) составляют менее 0,5 мм, то абсолютная величина боковой стеновой части будет уменьшена, и поэтому во время разрыва усилие будет приложено на всей протяженности сплавленных частей вместо постепенного приложения от контура сплавленных частей, в результате чего увеличивается вероятность их разъединения (под действием усилия, приложенного вдоль направления W ширины) во время ношения. Если DL1 и DW1 превышают 5 мм, абсолютная величина боковой стеновой части будет увеличена, что потенциально приводит к тому, что ее разъединение во время снятия будет затруднено. Кроме того, расстояние между соседними рабочими концевыми частями сонотродов (то есть d13) составляет 1 мм - 30 мм, и, соответственно, расстояние между соседними сплавленными частями МС1 также составляет 1 мм - 30 мм. Если данное расстояние составляет менее 1 мм, будет иметься больше частей, соединенных методом сплавления, на поверхности разрыва, что потенциально может затруднить их разъединение (под действием усилия, приложенного вдоль продольного направления) во время снятия. Если оно превышает 30 мм, напротив, будет иметься меньше частей, соединенных методом сплавления, что потенциально делает более вероятным их разъединение при ношении.
[0035]
С другой стороны, боковая стеновая часть SW1 имеет множество покрывающих листов 5а, 5b части 11, расположенной с абдоминальной стороны, и множество покрывающих листов 5а, 5b части 13, расположенной с дорсальной стороны, которые сплавлены вместе в направлении Т толщины от периферийного края сплавленной части МС1 с цилиндрической формой в направлении Т толщины. В данном варианте осуществления боковая стеновая часть SW1 образована методом сплавления множества покрывающих листов 5а, 5b посредством энергии, подведенной от рабочей концевой части сонотрода, или посредством тепла от сплавленной части МС1, при этом она не сдавлена рабочей концевой частью, а она оттянута и слегка сжата в направлении Т толщины вследствие сдавливания сплавленной части МС1. Следовательно, боковая стеновая часть SW1 соединена более слабо в направлении Т толщины, чем сплавленная часть МС1. Размер (толщина) dT1 боковой стеновой части SW1 в направлении Т толщины меньше размера dTО в направлении Т толщины множества покрывающих листов 5а, 5b, которые просто наложены друг на друга в части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, но больше размера DT1 сплавленной части МС1 в направлении Т толщины. Следовательно, в частях 30а, соединенных методом сплавления, dTО > dT1 > DT1. Размер dT1 может составлять, например, 100-1000 мкм. Если размер dT1 составляет менее 100 мкм, сплавление будет продолжаться слишком далеко, что затруднит выполнение разрыва. Если размер dT1 превышает 1000 мкм, несплавленные места будут создаваться равномерно в сплавленных частях, и точки начала разрыва будут нестабильными. Цилиндрическая боковая стеновая часть SW1 имеет наружную поверхность OS, которая образует наружную боковую поверхность цилиндра, и внутреннюю поверхность IS, которая образует внутреннюю боковую поверхность цилиндра. Наружная поверхность OS и внутренняя поверхность IS представляют собой поверхности с наружной стороны и внутренней стороны сплавленной зоны, образованной от периферийного края сплавленной части МС1 в направлении Т толщины, как видно, например, посредством сканирующего электронного микроскопа. Однако наружная поверхность OS и внутренняя поверхность IS необязательно должны быть взаимно параллельными или иметь соответствующие формы, они даже могут представлять собой неровные поверхности вместо гладких поверхностей, они могут представлять собой поверхности с волокнами, выступающими от поверхности, и они также необязательно должны проходить перпендикулярно по отношению к поверхности сплавленной части МС1. Цилиндрическая форма представляет собой форму, которая является узкой, длинной и полой и также упоминается как трубчатая. Цилиндрическая форма может быть изогнутой или «извивающейся» при условии, что она «проходит» вдоль направления Т толщины, и форма поперечного сечения, перпендикулярного к направлению Т толщины, может быть круглой, эллиптической, многоугольной или представлять собой комбинацию таких форм, при этом форма и площадь поперечного сечения, перпендикулярного к направлению Т толщины, также необязательно должны быть постоянными в направлении Т толщины. При таких формах цилиндрическая боковая стеновая часть SW1 части 30а, соединенной методом сплавления, разрывается при удалении соединенной части 14а.
[0036]
При такой части 30а, соединенной методом сплавления, место расположения сплавленной части МС1 в направлении Т толщины смещено от границы BU между частью 11, расположенной с абдоминальной стороны, и частью 13, расположенной с дорсальной стороны, в сторону части 11, расположенной с абдоминальной стороны, или части 13, расположенной с дорсальной стороны, при этом смещение составляет по меньшей мере ДВ. Тем не менее, место расположения сплавленной части МС1 в направлении Т толщины представляет собой место расположения центра сплавленной части МС1 в направлении Т толщины, и, когда сплавленная часть МС1 не является плоской, оно представляет собой центр сплавленной части МС1 в направлении Т толщины в зоне соединения между сплавленной частью МС1 и боковой стеновой частью SW1 в продольном направлении L. Например, в примере, показанном на фиг.5, место расположения сплавленной части МС1 в направлении Т толщины смещено от границы BU между множеством покрывающих листов 5а, 5b части 11, расположенной с абдоминальной стороны, и множеством покрывающих листов 5а, 5b части 13, расположенной с дорсальной стороны, на ДB в (краевой части 11а) части 11, расположенной с абдоминальной стороны. В данном случае ДB представляет собой величину, превышающую по меньшей мере 1/2 от размера DT1 сплавленной части МС1 в направлении Т толщины, и данная величина представляет собой величину, не превышающую размер многослойного материала из покрывающего листа 5b и покрывающего листа 5а в направлении Т толщины. Размер ДB может составлять, например, 10-500 мкм. Плоскость, включающая в себя границу BU, не пересекается со сплавленной частью МС1.
[0037]
Кроме того, в части 30а, соединенной методом сплавления, размер dL1 боковой стеновой части SW1 в продольном направлении L (значения dL1L и dL1R толщины образующей цилиндр в продольном направлении) меньше размера dW1 в направлении W ширины (значений dW1L и dW1R толщины образующей цилиндр в направлении ширины) (dL1 < dW1). Тем не менее, размер dL1 боковой стеновой части SW1 в продольном направлении L (толщина цилиндрической части в продольном направлении) представляет собой ширину поперечного сечения в продольном направлении L, когда боковая стеновая часть SW1 имеет воображаемый разрез в плоскости сечения, проходящей через центр тяжести сплавленной части МС1, если рассматривать ее форму в плоскости, и перпендикулярно к направлению W ширины (то есть, этот размер представляет собой ширину поперечного сечения сплавленной части МС1 с одной стороны из поперечных сечений с обеих сторон в продольном направлении L). Когда ширина не является постоянной в направлении Т толщины, ширина представляет собой ширину на границе BU. Размер dL1 может составлять, например, 50-200 мкм. В данном варианте осуществления значения ширины поперечного сечения сплавленной части МС1 с обеих сторон в продольном направлении L приблизительно равны. Размер dW1 боковой стеновой части SW1 в направлении W ширины (толщина цилиндрической части в направлении ширины) представляет собой ширину поперечного сечения, определяемую в направлении W ширины, когда боковая стеновая часть SW1 имеет воображаемый разрез в плоскости сечения, проходящей через центр тяжести сплавленной части МС1, если рассматривать ее форму в плоскости, и перпендикулярно к продольному направлению L (то есть, этот размер представляет собой ширину поперечного сечения сплавленной части МС1 с одной стороны из поперечных сечений с обеих сторон в направлении W ширины). Когда ширина не является постоянной в направлении Т толщины, ширина представляет собой ширину на границе BU. Размер dW1 может составлять, например, 100-400 мкм. В данном варианте осуществления значения ширины поперечного сечения сплавленной части МС1 с обеих сторон в направлении W ширины приблизительно равны. Следовательно, цилиндрическая боковая стеновая часть SW1 части 30а, соединенной методом сплавления, имеет малую ширину в продольном направлении L, то есть данная часть является тонкой в продольном направлении и относительно легко разрывается при приложении усилия в продольном направлении L, в то время как она имеет большую ширину в направлении W толщины, то есть является толстой и относительно стойкой к разрыву при приложении усилия в направлении W ширины.
[0038]
Далее будут описаны функционирование и эффект от соединенной части 14а, имеющей такую конструкцию. Фиг.6 представляет собой схематическое изображение для разъяснения состояния во время разъединения части 30, соединенной методом сплавления, по фиг.5. Как упомянуто выше, каждая часть 30а, соединенная методом сплавления, в соединенной части 14а включает в себя сплавленную часть МС1 и боковую стеновую часть SW1, проходящую от периферийного края сплавленной части МС1 и имеющую цилиндрическую форму в направлении Т толщины, и размер dL1 боковой стеновой части SW1 в продольном направлении L (толщина цилиндрической части в продольном направлении) меньше размера dW1 в направлении W ширины (толщины образующей цилиндр в направлении ширины). Следовательно, цилиндрическая часть, образованная боковой стеновой частью SW1, на участке, размер которого определяется в продольном направлении L, легко поддается разрыву, в то время как стенка на участке, размер которого определяется в направлении W ширины, трудно поддается разрыву. Кроме того, размер dT1 (толщина) боковой стеновой части SW1 в направлении T толщины больше размера DT1 (толщины) сплавленной части MC1 в направлении T толщины. Следовательно, в сплавленной части MC1 множество листов (покрывающих листов 5a, 5b) соединены вместе относительно прочно, в то время как в боковой стеновой части SW1 множество листов (покрывающих листов 5a, 5b) соединены относительно непрочно. Кроме того, поскольку место расположения сплавленной части MC1 в направлении Т толщины смещено от границы BU между частью 11, расположенной с абдоминальной стороны, и частью 13, расположенной с дорсальной стороны, сплавленная часть MC1 не включена в место разделения, в котором разделяются часть 11, расположенная с абдоминальной стороны, и часть 13, расположенная с дорсальной стороны.
[0039]
Следовательно, при разъединении (краевой части 11а) части 11, расположенной с абдоминальной стороны, в соединенной части 14а и (краевой части 13а) части 13, расположенной с дорсальной стороны, вдоль продольного направления L, как показано на фиг.6(а), разрыв может начинаться на участке SW1L в продольном направлении L, который представляет собой боковую стеновую часть SW1, которая соединена относительно непрочно, и представляет собой участок боковой стеновой части SW1, который легко поддается разрыву. Это обеспечит возможность легкого разъединения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, вдоль поверхности СР1 раздела между ними. Другими словами, часть 11, расположенная с абдоминальной стороны, и часть 13, расположенная с дорсальной стороны, не разъединяются в прочно соединенных сплавленных частях МС1 и зонах, окружающих их. Следовательно, в этом одноразовом подгузнике 1 можно разъединить часть 11, расположенную с абдоминальной стороны, и часть 13, расположенную с дорсальной стороны, в соединенной части 14а посредством относительного малого усилия.
[0040]
В частности, можно легко разъединить часть 11, расположенную с абдоминальной стороны, и часть 13, расположенную с дорсальной стороны, (разрыв может быть легко инициирован между частью 11, расположенной с абдоминальной стороны, и частью 13, расположенной с дорсальной стороны) вдоль их поверхности СР1 раздела посредством относительно малого усилия на участке SW1L1, расположенном с одной стороны боковой стеновой части SW1 в продольном направлении L, от наружной боковой поверхности OS цилиндра до внутренней боковой поверхности IS цилиндра боковой стеновой части SW1. Кроме того, если часть 11, расположенная с абдоминальной стороны, и часть 13, расположенная с дорсальной стороны, могут быть разъединены на участке SW1L1 боковой стеновой части SW1 от наружной боковой поверхности OS цилиндра до внутренней боковой поверхности IS цилиндра, то обеспечивается возможность легкого разъединения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, вдоль их поверхности СР1 раздела на участке SW1L2, расположенном с другой стороны в продольном направлении L, от внутренней боковой поверхности IS цилиндра до наружной боковой поверхности OS цилиндра боковой стеновой части SW1. Это обеспечит возможность легкого разъединения (разрыва) части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в соединенной части 14а.
[0041]
С другой стороны, когда носитель носит одноразовый подгузник 1, усилие, приложенное к соединенной части 14а в качестве реакции на движение носителя, действует главным образом в направлении W ширины. Кроме того, в одноразовом подгузнике 1 размер dW1 боковой стеновой части SW1 в направлении W ширины цилиндра (толщина каждой цилиндрической части в направлении ширины) больше размера dL1 в продольном направлении L (толщины каждой цилиндрической части в продольном направлении). Следовательно, при приложении большого усилия к боковой стеновой части SW1 в направлении W ширины, участок SW1W с большим размером dW1 боковой стеновой части SW1 в направлении W ширины поглощает данное усилие. Следовательно, даже если будут образованы трещины СР2 от наружной боковой поверхности OS цилиндра до внутренней боковой поверхности IS цилиндра боковой стеновой части SW1, трещины СР2 или проходят через верхнюю поверхность US (фиг.6(b)) или нижнюю поверхность DS боковой стеновой части SW1, или прекращают распространяться, когда они доходят до сплавленной части MC1, которая имеет высокую прочность соединения, не доходя до внутренней боковой поверхности IS цилиндра боковой стеновой части SW1. Следовательно, при ношении могут быть минимизированы разъединение части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в соединенной части 14а и, следовательно, разрыв одноразового подгузника 1.
[0042]
Следовательно, в этом одноразовом подгузнике 1 боковая стеновая часть SW1, окружающая сплавленную часть МС1, образована так, что размер (dL1) в продольном направлении L является коротким в части 30а, соединенной методом сплавления, то есть участок с размером dL1 в продольном направлении L является тонким, в то время как размер (dW1) в направлении W ширины является длинным, то есть участок с размером dW1 в направлении W ширины является толстым. Это создает возможность того, что легкость разъединения, то есть легкость разделения, будет разной в продольном направлении L и в направлении W ширины, или, другими словами, это может обеспечить анизотропию легкости разъединения (легкости разделения). В результате одноразовый подгузник 1 дополнительно усовершенствован так, что он легко поддается разделению во время снятия и имеет часть 11, расположенную с абдоминальной стороны, и часть 13, расположенную с дорсальной стороны, которые трудно поддаются разделению при его ношении. В данном варианте осуществления обе из двух соединенных частей 14a, 14b в одноразовом подгузнике 1 имеют вышеописанную конструкцию (например, множество частей 30а, соединенных методом сплавления). Однако настоящее изобретение не ограничено этим примером, и достаточно того, чтобы по меньшей мере одна из двух соединенных частей 14a, 14b имела вышеописанную конструкцию. Таким образом, одноразовый подгузник 1 в целом дополнительно усовершенствован так, что он легко поддается разделению во время снятия и имеет часть 11, расположенную с абдоминальной стороны, и часть 13, расположенную с дорсальной стороны, которые трудно поддаются разделению при его ношении по сравнению с ситуацией, когда он не включает в себя конструкцию, описанную выше.
В данном варианте осуществления обе из двух соединенных частей 14a, 14b в одноразовом подгузнике 1 имеют вышеописанную конструкцию (например, множество частей 30а, соединенных методом сплавления). Однако настоящее изобретение не ограничено этим примером, и достаточно того, чтобы по меньшей мере одна из двух соединенных частей 14a, 14b имела вышеописанную конструкцию.
Например, впитывающее изделие может представлять собой впитывающее изделие, в котором одна из двух соединенных частей (например, соединенная часть 14а) имеет данную конструкцию, в то время как другая имеет конструкцию, аналогичную конструкции по предшествующему уровню техники. Таким образом, одноразовый подгузник 1 в целом дополнительно усовершенствован так, что он легко поддается разделению во время снятия и имеет часть 11, расположенную с абдоминальной стороны, и часть 13, расположенную с дорсальной стороны, которые трудно поддаются разделению при его ношении по сравнению с ситуацией, когда он не включает в себя конструкцию, описанную выше.
Впитывающее изделие также может представлять собой впитывающее изделие, в котором образована соединенная часть, которая имеет одни из тех двух частей части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, которые являются краевыми в направлении ширины и соединены вместе, и которая имеет конструкцию, описанную выше, (например, представляет собой соединенную часть 14а), и другие из частей, краевых в направлении ширины, являются несоединенными и имеют средство соединения (или сцепления), обеспечивающее возможность соединения (или сцепления) вместе части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны. Средство соединения (сцепления) может представлять собой, например, застежку-«липучку». В этом случае одноразовый подгузник 1 в целом также дополнительно усовершенствован так, что он легко поддается разделению во время снятия и имеет часть 11, расположенную с абдоминальной стороны, и часть 13, расположенную с дорсальной стороны, которые трудно поддаются разделению при его ношении по сравнению с ситуацией, когда он не включает в себя конструкцию, описанную выше.
[0043]
Далее будет разъяснен примера способа изготовления одноразового подгузника 1. В этом примере способа изготовления одноразового подгузника 1 способ образования двух соединенных частей 14а, 14b отличается от обычного способа изготовления. В частности, он таков.
[0044]
Сначала используют обычный способ изготовления для образования непрерывного одноразового подгузника (непоказанного), в котором одноразовые подгузники, каждый из которых находится в состоянии, показанном на фиг.2, непрерывно соединены в направлении W ширины. Однако непрерывный одноразовый подгузник имеет структуру, в которой в соседних одноразовых подгузниках краевая часть 11b части 11, расположенной с абдоминальной стороны, и краевая часть 13b части 13, расположенной с дорсальной стороны, одного из соседних одноразовых подгузников соединены с краевой частью 11а части 11, расположенной с абдоминальной стороны, и краевой частью 13а части 13, расположенной с дорсальной стороны, другого из соседних одноразовых подгузников. Непрерывный одноразовый подгузник размещают и транспортируют при направлении W ширины одноразового подгузника, параллельном машинному направлению MD. В этом случае продольное направление L одноразового подгузника параллельно направлению CD, поперечному к машинному направлению. Далее, во время транспортирования в машинном направлении MD непрерывный одноразовый подгузник складывают посредством фальцевального устройства в продольном направлении L вдоль центральной осевой линии CW каждого одноразового подгузника. Следовательно, в каждом одноразовом подгузнике из непрерывного одноразового подгузника краевая часть 11а части 11, расположенной с абдоминальной стороны, и краевая часть 13а части 13, расположенной с дорсальной стороны, будут наложены друг на друга, и краевая часть 11b части 11, расположенной с абдоминальной стороны, и краевая часть 13b части 13, расположенной с дорсальной стороны, будут наложены друг на друга. Непрерывный одноразовый подгузник в этом состоянии подают в устройство для образования соединенных частей.
[0045]
Фиг.7 представляет собой схематическое изображение для разъяснения способа образования соединенной части в одноразовом подгузнике 1. Устройство 40 для образования соединенных частей представляет собой устройство, которое выполняет ультразвуковую сварку, и оно обеспечивает соединение вместе краевой части 11а части 11, расположенной с абдоминальной стороны, и краевой части 13а части 13, расположенной с дорсальной стороны, посредством ультразвуковой сварки при одновременном соединении вместе также краевой части 11b части 11, расположенной с абдоминальной стороны, и краевой части 13b части 13, расположенной с дорсальной стороны, посредством ультразвуковой сварки. Конкретным примером такого устройства является сварочное устройство, описанное в нерассмотренной патентной публикации Японии № 2006-192902 (патентном литературном источнике 3). В устройстве 40 для образования соединенных частей, показанном на фиг.7(а), сонотроды 42 и опоры 43, которые представляют собой средства 41 генерирования ультразвуковых волн и расположены на поворотном барабане, обеспечивают зажим множества листов в месте, соответствующем двум соединенным частям 14a, 14b, и подвод ультразвуковой энергии в течение заданного промежутка времени для сплавления вместе множества листов. Каждый сонотрод 42 имеет рабочую концевую часть с формой в плоскости, которая соответствует форме сплавленной части МС1 в плоскости.
[0046]
В данном варианте осуществления непрерывный одноразовый подгузник S перемещают в машинном направлении MD, при этом на позиции Р1 множество покрывающих листов 5a, 5b зажимают в месте, соответствующем двум соединенным частям 14a, 14b, посредством сонотрода 42 и опоры 43. Другими словами, зажимают множество покрывающих листов 5a, 5b в краевой части 11а части 11, расположенной с абдоминальной стороны, и множество покрывающих листов 5a, 5b в краевой части 13а части 13, расположенной с дорсальной стороны, и зажимают множество покрывающих листов 5a, 5b в краевой части 11b части 11, расположенной с абдоминальной стороны, и множество покрывающих листов 5a, 5b в краевой части 13b части 13, расположенной с дорсальной стороны. Далее, непрерывный одноразовый подгузник S перемещают в машинном направлении MD при одновременном подводе ультразвуковой энергии к зажатому множеству покрывающих листов 5a, 5b. При этом непрерывный одноразовый подгузник S перемещают в машинном направлении MD при продолжении подвода ультразвуковой энергии, когда он проходит через позицию Р2 и позицию Р3. На позиции Р4 множество покрывающих листов 5a, 5b освобождают от сонотрода 42 и опоры 43. То есть, сонотрод 42 и опора 43 отделяются от множества покрывающих листов 5a, 5b и возвращаются на позицию Р1, проходя через позицию Р5 и позицию Р6. Посредством данной операции множество покрывающих листов 5a, 5b в местах, соответствующих двум соединенным частям 14a, 14b, сплавляются вместе посредством ультразвуковой энергии, и соединенные методом сплавления части 30а двух соединенных частей 14a, 14b образуются в каждом одноразовом подгузнике из непрерывного одноразового подгузника S. После этого соединенную часть 14а и соединенную часть 14b соседних одноразовых подгузников из непрерывного одноразового подгузника S разрезают в направлении CD, поперечном к машинному направлению, образуя одноразовый подгузник 1. Фиг.7(b) показывает множество покрывающих листов 5a, 5b в месте, соответствующем двум соединенным частям 14a, 14b непрерывного одноразового подгузника S перед тем, как они достигнут позиции Р1, то есть в тот момент, когда части 30а, соединенные методом сплавления, не образованы. Фиг.7(с) показывает множество покрывающих листов 5a, 5b в месте, соответствующем двум соединенным частям 14a, 14b непрерывного одноразового подгузника S, когда они достигли позиции Р4, на которой образуют часть 30а, соединенную методом сплавления и включающую в себя сплавленную часть МС1 и боковую стеновую часть SW1.
[0047]
В этом способе изготовления средство 41 генерирования ультразвуковых волн (сонотрод 42 и опора 43) обеспечивает зажим множества покрывающих листов 5 и подвод ультразвуковой энергии к одному и тому же месту каждого из множества покрывающих листов 5 при непрерывном перемещении вместе с множеством покрывающих листов 5 в течение заданного промежутка времени. Другими словами, средство 41 генерирования ультразвуковой энергии обеспечивает подвод ультразвуковых волн к множеству покрывающих листов 5 при одновременном непрерывном сдавливании их в одном и том же месте в течение заданного промежутка времени для сплавления их вместе. Следовательно, не только сплавленные части МС1 образуются в частях, к которым подводится ультразвуковая энергия при одновременном сдавливании посредством сонотрода 42 и опоры 43, но и энергия также может соответствующим образом передаваться частям, окружающим сплавленные части МС1, что обеспечивает их сплавление и образование боковых стеновых частей SW1. Таким образом, боковые стеновые части SW1, окружающие сплавленные части MC1, могут быть образованы при одновременном регулировании количества ультразвуковой энергии, продолжительности заданного промежутка времени, давления при сдавливании, форм рабочих концевых частей сонотродов 42 и характеристик множества покрывающих листов 5 так, чтобы они находились в пределах соответствующих диапазонов. В зависимости от выпуска продукции/производительности некоторые из множества частей 30а, соединенных методом сплавления могут не иметь конструкции, описанной выше.
[0048]
В качестве предпочтительной конфигурации данного варианта осуществления каждая из двух соединенных частей 14a, 14b имеет ряд 30L частей, полученных сваркой давлением, в котором множество частей 30, соединенных методом сплавления, расположены вдоль продольного направления L с интервалами между ними. В этом случае, когда одноразовый подгузник 1 должен быть снят, часть 11, расположенная с абдоминальной стороны, и часть 13, расположенная с дорсальной стороны, могут быть разъединены посредством относительно малого усилия в непрерывно выровненных частях 30, соединенных методом сплавления, на относительно длинном расстоянии вдоль продольного направления L. Это обеспечит возможность более легкого разъединения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в каждой из двух соединенных частей 14a, 14b. В качестве более предпочтительной конфигурации данного варианта осуществления каждая из двух соединенных частей 14a, 14b имеет только один ряд 30L частей, полученных сваркой давлением, в виде множества частей 30, соединенных методом сплавления. Когда соединенная часть 14a, 14b имеет множество рядов частей, полученных сваркой давлением, в направлении W ширины, усилие оттягивания, действующее между частью 11, расположенной с абдоминальной стороны, и частью 13, расположенной с дорсальной стороны, вдоль продольного направления L при снятии одноразового подгузника, распределяется в каждом ряду, и трещины, вызванные разъединением, проходят вдоль диагонального направления по отношению к продольному направлению L или вдоль направления W ширины, что потенциально может увеличить усилие, требуемое для разъединения. Однако данный одноразовый подгузник 1 имеет только один ряд 30L частей, полученных сваркой давлением. Следовательно, усилие оттягивания, действующее при снятии одноразового подгузника 1 между частью 11, расположенной с абдоминальной стороны, и частью 13, расположенной с дорсальной стороны, вдоль продольного направления L, может быть сосредоточено в одном ряде 30L частей, полученных сваркой давлением. Это обеспечивает возможность более легкого разъединения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в каждой из двух соединенных частей 14a, 14b посредством усилия меньшей величины.
[0049]
В качестве другой предпочтительной конфигурации данного варианта осуществления каждая из двух соединенных частей 14a, 14b имеет краевую зону 21, расположенную со стороны талии, краевую зону 23, расположенную со стороны ноги, и центральную зону 22, и по меньшей мере краевая зона 21, расположенная со стороны талии, и центральная зона 22 имеют только один ряд частей 31L, полученных сваркой давлением, в виде множества частей 30, соединенных методом сплавления. То есть, одноразовый подгузник 1 не только имеет множество частей 30а, соединенных методом сплавления и расположенных в виде ряда (ряда 31L частей, полученных сваркой давлением), в каждой расположенной со стороны талии, краевой зоне 21 двух соединенных частей 14a, 14b, но и также имеет множество частей 30b, соединенных методом сплавления и расположенных в виде ряда (ряда 32L частей, полученных сваркой давлением) в соседней центральной зоне 22. Следовательно, усилие оттягивания, действующее при снятии одноразового подгузника 1 между частью 11, расположенной с абдоминальной стороны, и частью 13, расположенной с дорсальной стороны, вдоль продольного направления L, может быть сосредоточено в одном ряде из множества частей 30a, 30b, соединенных методом сплавления, так что воздействие данного усилия может «достигать» по меньшей мере той зоны 22 двух соединенных частей 14a, 14b, которая является центральной в продольном направлении L. Это обеспечивает возможность легкого разъединения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в соответствующих двух соединенных частях 14a, 14b при меньшей величине усилия и может обеспечить минимизацию разрыва каждой из двух соединенных частей 14a, 14b в направлении W ширины или разрыва части 11, расположенной с абдоминальной стороны, или части 13, расположенной с дорсальной стороны, в направлении W ширины при ношении изделия.
[0050]
В качестве еще одной предпочтительной конфигурации данного варианта осуществления форма сплавленной части МС1 в плоскости, то есть форма 31 в плоскости рабочей концевой части сонотрода 42 средства 41 генерирования ультразвуковых волн, не ограничена особым образом при условии, что форма боковой стеновой части SW1 такова, что: размер dL1 в продольном направлении L < размер dW1 в направлении W ширины. Формы могут быть, например, круглыми, полукруглыми, эллиптическими, полуэллиптическими, многоугольными или представлять собой комбинацию таких форм. В качестве еще одной предпочтительной конфигурации данного варианта осуществления форма сплавленной части МС1 в плоскости такова, что максимальный размер DL1 сплавленной части МС1 в продольном направлении L больше или равен максимальному размеру DW1 в направлении W ширины. Другими словами, форма 31 в плоскости рабочей концевой части сонотрода 42 такова, что максимальный размер (d11) рабочей концевой части в направлении CD, поперечном к машинному направлению, больше или равен максимальному размеру (d12) в машинном направлении MD. Примеры таких форм включают круг, полукруг, соответствующий ему, и квадрат, в каждом из которых DL1=DW1, и эллиптическую форму, полуэллиптическую форму, соответствующую ей, и прямоугольную форму, для каждой из которых длина в продольном направлении L имеет бульшую величину, так что DL1 > DW1, и комбинации вышеуказанных форм. Максимальный размер DL1 в продольном направлении L представляет собой максимальное расстояние, определяемое в продольном направлении L между двумя прямыми линиями, между которыми расположена сплавленная часть МС1, при этом данные прямые линии параллельны направлению W ширины и находятся в контакте с наружными краями сплавленной части МС1. С другой стороны, максимальный размер DW1 в направлении W ширины представляет собой максимальное расстояние, определяемое в направлении W ширины между двумя прямыми линиями, между которыми расположена сплавленная часть МС1, при этом данные прямые линии параллельны продольному направлению L и находятся в контакте с наружными краями сплавленной части МС1. Таким образом, в таком одноразовом подгузнике 1 толщина цилиндрической части, образованной боковой стеновой частью SW1, может быть меньше в продольном направлении L и больше в направлении W ширины. Следовательно, при снятии одноразового подгузника 1 часть 11, расположенная с абдоминальной стороны, и часть 13, расположенная с дорсальной стороны, могут быть легче разделены на участках, тонких в продольном направлении L. Кроме того, даже при приложении большого усилия в направлении W ширины во время ношения изделия данное усилие может быть поглощено в частях, толстых в направлении W ширины, что способствует минимизации разъединения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в соединенной части 14а и, следовательно, минимизации разрыва одноразового подгузника 1. Круглая форма является предпочтительно в качестве формы сплавленной части МС1 в плоскости, то есть формы 31 в плоскости рабочей концевой части сонотрода 42 средства 41 генерирования ультразвуковых волн. Следовательно, толщина цилиндрической части, образованной боковой стеновой частью SW1, может быть соответственно меньшей в продольном направлении L и соответственно большей в направлении W ширины.
[0051]
В данном варианте осуществления размеры DL1, DW1 сплавленной части МС1, то есть размеры d11, d12 рабочей концевой части (например, диаметры в случае круга), не ограничены особым образом, но предпочтительно составляют 0,5 мм - 5 мм. Если они составляют менее 0,5 мм, прочность соединения в частях 30, соединенных методом сплавления, будет слишком низкой, что потенциально может привести к разъединению соединенной части 14а при ношении изделия. Если они составляют более 5 мм, прочность соединения частей 30, соединенных методом сплавления, будет слишком большой, что потенциально может затруднить разделение соединенной части 14а во время снятия. Расстояние между соседними сплавленными частями МС1 в продольном направлении L, то есть размер d13 рабочей концевой части, (например, расстояние между центрами в случае кругов) не ограничено особым образом, но предпочтительно составляет 1 мм - 10 мм. Если оно составляет менее 1 мм, число частей 30, соединенных методом сплавления, будет слишком большим, что потенциально может затруднить разделение соединенной части 14а во время снятия. Если оно составляет более 30 мм, число частей 30, соединенных методом сплавления, будет слишком малым, что потенциально может привести к разъединению соединенной части 14а при ношении изделия.
[0052]
Размер dL1 боковой стеновой части SW1 в продольном направлении L не ограничен особым образом, но предпочтительно составляет 50 мкм - 200 мкм. Если он составляет менее 50 мкм, соединенные части 14a, 14b потенциально могут подвергнуться разрыву в продольном направлении L при ношении изделия (под действием усилия, приложенного вдоль направления ширины). Если он превышает 200 мкм, может быть затруднено разделение соединенных частей 14a, 14b в время снятия. Значение dL1 более предпочтительно составляет 70-160 мкм и еще более предпочтительно 80-130 мкм. С другой стороны, размер dW1 боковой стеновой части SW1 в направлении W ширины не ограничен особым образом, но предпочтительно составляет 100 мкм - 200 мкм. Если он составляет менее 100 мкм, соединенные части 14a, 14b потенциально могут подвергнуться разрыву в направлении W ширины при ношении изделия. Если он превышает 400 мкм, может быть затруднено разделение соединенных частей 14a, 14b во время снятия (под действием усилия, приложенного вдоль продольного направления). Значение dL1 более предпочтительно составляет 110-200 мкм и еще более предпочтительно 120-180 мкм. В зависимости от размера dL1 боковой стеновой части SW1 в продольном направлении L и размера dW1 боковой стеновой части SW1 в направлении W ширины можно обеспечить возможность разъединения посредством приложения усилия в продольном направлении L при минимизации разъединения или разрыва даже при приложении большого усилия в направлении W ширины при ношении изделия.
[0053]
В соответствии с еще одной предпочтительной конфигурацией данного варианта осуществления отношение (dL1/dW1) размера dL1 боковой стеновой части SW1 в продольном направлении L и размера dW1 боковой стеновой части SW1 в направлении W ширины предпочтительно составляет 0,2-0,8. Если размер dL1 боковой стеновой части SW1 в продольном направлении L и размер dW1 боковой стеновой части SW1 в направлении W ширины удовлетворяют данному соотношению, можно будет выполнить разъединение посредством приложения усилия в продольном направлении L при минимизации разъединения или разрыва в направлении W ширины даже при приложении большого усилия. Если отношение составляет менее 0,2 или более 0,8, соединенные части 14a, 14b могут разрываться в продольном направлении L при ношении изделия, или может оказаться невозможным их разъединение в направлении W ширины во время снятия. Отношение dL1/dW1 более предпочтительно составляет 0,5-0,8. Если форма сплавленной части МС1 в плоскости, то есть форма 31 в плоскости рабочей концевой части сонотрода 42 средства 41 генерирования ультразвуковых волн, представляет собой круг, то это будет предпочтительным, поскольку можно легче обеспечить ситуацию, при которой отношение dL1/dW1 будет находиться в предпочтительных пределах.
[0054]
В данном варианте осуществления при разъединении одной части 30а, соединенной методом сплавления, в продольном направлении L прочность соединения предпочтительно составляет 0,5 Н - 5 Н. Если она составляет менее 0,5 Н, может происходить разъединение под действием усилия, приложенного в направлении W ширины при ношении изделия, и, если она составляет более 5 Н, может оказаться невозможным разъединение части 30а, соединенной методом сплавления, под действием усилия, приложенного в продольном направлении L во время снятия. С другой стороны, при разъединении одной части 30а, соединенной методом сплавления, в направлении W ширины прочность соединения предпочтительно составляет 1,0 Н - 10,0 Н. Если она составляет менее 1,0 Н, может происходить разъединение под действием усилия, приложенного в направлении W ширины при ношении изделия, и, если она составляет более 10 Н, может оказаться невозможным разъединение части 30а, соединенной методом сплавления, под действием усилия, приложенного в продольном направлении L во время снятия.
[0055]
В соответствии с еще одной предпочтительной конфигурацией данного варианта осуществления разность размера dW1 (фиг.5(a): dW1L, dW1R) боковой стеновой части SW1 одной соединенной части 14а из двух соединенных частей 14а, 14b, определяемого в направлении ширины, и размера dW1 (dW1L, dW1R) боковой стеновой части SW1 другой соединенной части 14b, определяемого в направлении W ширины, находится в пределах 40 мкм. То есть, размер dW1 боковой стеновой части SW1 в направлении W ширины (толщина цилиндрической части в направлении ширины) представляет собой приблизительно одинаковый размер для одной соединенной части (например, соединенной части 14а) и другой соединенной части (например, соединенной части 14b) в направлении W ширины. Следовательно, когда носитель пытается снять одноразовый подгузник 1, как левая, так и правая соединенные части 14a, 14b могут быть разъединены посредством приблизительно одинакового усилия. Это позволяет носителю легче разъединить левую и правую соединенные части 14a, 14b. В частности, поскольку в способе изготовления, описанном выше, сонотроды 42 и опоры 43 удерживают множество покрывающих листов 5 стабильно в течение заданного промежутка времени при их одновременном сплавлении, могут стабильно формироваться боковые стеновые части SW1 с высокой степенью симметрии формы.
[0056]
В соответствии с еще одной предпочтительной конфигурацией данного варианта осуществления разность размера (например, фиг.5(а): dW1L) каждой боковой стеновой части SW1 двух соединенных частей 14a, 14b, определяемого в направлении W ширины с внутренней стороны, и размера (например, фиг.5(а): dW1R) каждой боковой стеновой части SW1 двух соединенных частей 14a, 14b, определяемого в направлении W ширины с наружной стороны, находится в пределах 40 мкм. То есть, размер (например, толщина dW1L цилиндрической части), определяемый в направлении W ширины с внутренней стороны, и размер (например, толщина dW1R цилиндрической части), определяемый в направлении W ширины с наружной стороны, представляют собой приблизительно одинаковый размер. Следовательно, в одной боковой стеновой части SW1 усилие, необходимое для разъединения части, расположенной со стороны, внутренней в направлении W ширины, и усилие, необходимое для разъединения части, расположенной со стороны, наружной в направлении W ширины, являются приблизительно одинаковыми. Следовательно, когда носитель пытается снять одноразовый подгузник 1, можно предотвратить ситуацию, при которой направление усилия, обеспечивающего разъединение части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, представляет собой направление, диагональное по отношению к продольному направлению L, или направление W ширины, и, следовательно, может быть минимизирован разрыв части 11, расположенной с абдоминальной стороны, или части 13, расположенной с дорсальной стороны, в направлении, диагональном по отношению к продольному направлению L, или в направлении W ширины.
[0057]
В соответствии с предпочтительной конфигурацией данного варианта осуществления сплавленная часть МС1 расположена внутри боковой стеновой части SW1 ближе к части 11, расположенной с абдоминальной стороны, чем к части 13, расположенной с дорсальной стороны, в направлении Т толщины. Таким образом, когда носитель наклоняется для разъединения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в его собственном одноразовом подгузнике 1, сплавленные части МС1 будут более легко заметными, и, следовательно, носитель может более надежно зажать пальцами зону рядом с частями 30а, соединенными методом сплавления, при их разъединении. Это обеспечит возможность более легкого разъединения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в соединенной части 14а.
[0058]
В соответствии с еще одной предпочтительной конфигурацией данного варианта осуществления в каждой из двух соединенных частей 14a, 14b определяемый в продольном направлении L край 11ae или 11be краевой части 11а или 11b в части 11, расположенной с абдоминальной стороны, и определяемый в продольном направлении L край 13ae или 13be краевой части 13a или 13b в части 13, расположенной с дорсальной стороны, смещены друг от друга на Дc (предпочтительно ±0,5-10 мм) в продольном направлении L. Следовательно, когда носитель пытается снять одноразовый подгузник 1, носитель может легче зажать краевую часть 11a или 11b части 11, расположенной с абдоминальной стороны, одним пальцем, зажимая краевую часть 13a или 13b части 13, расположенной с дорсальной стороны, другим пальцем. Это позволит легче разъединить часть 11, расположенную с абдоминальной стороны, и часть 13, расположенную с дорсальной стороны, в соединенных частях 14a, 14b. Если абсолютная величина Дc составляет менее 0,5 мм, будет затруднен зажим краевых частей 11a, 11b пальцем, и, если она составляет более 10 мм, краевые части 11a, 11b могут зацепляться за другие предметы и повреждаться.
[0059]
(Второй вариант осуществления)
В первом варианте осуществления каждая из двух соединенных частей 14a, 14b имеет множество частей 30a, 30b, 30c, соединенных методом сплавления и расположенных в виде ряда вдоль продольного направления L с интервалами между ними. То есть, ряд 30L частей, полученных сваркой давлением, представляет собой один ряд на всей зоне в продольном направлении L. Кроме того, множество частей 30a, 30b, 30c, соединенных методом сплавления, имеют одинаковую форму. Однако в данном варианте осуществления ряд 32L частей, полученных сваркой давлением, в центральной зоне 22 и ряд 33L частей, полученных сваркой давлением, в краевой зоне 23, расположенной со стороны ноги, отличаются от ряда 31L частей, полученных сваркой давлением, в краевой зоне 21, расположенной со стороны талии, в пределах ряда 30L частей, полученных сваркой давлением. Это основное различие будет далее разъяснено подробно.
[0060]
Фиг.8 представляет собой схематическое изображение для разъяснения другого примера конструкции соединенной части по фиг.3. Фиг.8 представляет собой схематическое изображение соединенной части 14а, если смотреть со стороны части 13, расположенной с дорсальной стороны, в направлении Т толщины, при этом данное изображение показывает пример конфигурации частей 30, соединенных методом сплавления. В данном варианте осуществления ряд 30L частей, полученных сваркой давлением, имеет один ряд 31L частей, полученных сваркой давлением, который расположен вдоль продольного направления L в краевой зоне 21, расположенной со стороны талии, один ряд 32L частей, полученных сваркой давлением, который расположен вдоль продольного направления L в центральной зоне 22, и два ряда 33L частей, полученных сваркой давлением и выровненных в направлении W ширины, при этом два ряда 33L частей, полученных сваркой давлением, расположены вдоль продольного направления L в краевой зоне 23, расположенной со стороны ноги. В данном варианте осуществления части 30a, 30b и 30c, соединенные методом сплавления, из соответствующих рядов 31L, 32L and 33L частей, полученных сваркой давлением, имеют формы в плоскости, отличающиеся друг от друга. Другими словами, когда части 30a, 30b и 30c, соединенные методом сплавления, образуют способом ультразвуковой сварки, используют различные формы 31, 32, 33 в плоскости для рабочих концевых частей сонотродов для частей 30a, 30b и 30c, соединенных методом сплавления.
[0061]
Форма 32 в плоскости рабочей концевой части сонотрода, используемого для образования части 30b, соединенной методом сплавления, из ряда 32L частей, полученных сваркой давлением, представляет собой форму эллипса с большей длиной в направлении W ширины и имеет: размер d21 в продольном направлении L < размер d22 в направлении W ширины. Размеры d21 и d22 не ограничены особым образом и могут составлять, например, 0,5 мм - 5 мм. Расстояние d23 между соседними частями 30b, соединенными методом сплавления, в продольном направлении L (расстояние между большими осями эллипсов) не ограничено особым образом, и оно может составлять 1 мм - 30 мм.
Если d22 составляет менее 0,5 мм, усилие, приложенное от концов контуров сплавленных частей во время разрыва, будет приложено сразу на всей протяженности частей, соединенных методом сплавления, которые образованы, вместо постепенного приложения, хотя это будет зависеть от длины d21, и, следовательно, будет иметь место тенденция к более легкому возникновению разъединения при ношении изделия (под действием усилия, приложенного вдоль направления W ширины). Если d22 составляет более 5 мм, то усилие будет приложено к поверхности боковой стеновой части, которая имеет большую толщину в продольном направлении L, когда разъединение происходит в частях, соединенных методом сплавления, которые образованы, и, следовательно, во время снятия разъединение может быть затруднено. Если d21 составляет менее 0,5 мм, то абсолютная величина боковой стеновой части на границе одной сплавленной части по отношению к поверхности разрыва будет меньше в частях, соединенных методом сплавления, которые образованы, хотя это будет зависеть от длины d22, и, следовательно, разъединение будет происходить легче при ношении изделия. Если d21 составляет более 5 мм, то боковые стеновые части большей величины будут присутствовать на поверхностях разрыва в частях, соединенных методом сплавления, которые образованы, и, следовательно, разъединение (под действием усилия, приложенного вдоль продольного направления L) может быть в большей степени затруднено во время снятия. Если расстояние d23 составляет менее 1 мм, больше частей, соединенных методом сплавления, будут иметься на поверхности разрыва в зоне частей, соединенных методом сплавления, которые образованы, и, следовательно, может быть затруднено их разъединение (под действием усилия, приложенного вдоль продольного направления) во время снятия, в то время как в случае, если данное расстояние составляет более 30 мм, напротив, меньше частей, соединенных методом сплавления, будет иметься в зоне частей, соединенных методом сплавления, которые образованы, что потенциально увеличивает вероятность возникновения разъединения при ношении изделия.
[0062]
Форма 33 в плоскости рабочей концевой части сонотрода, используемого для образования части 30с, соединенной методом сплавления, в ряде 33L частей, полученных сваркой давлением, представляет собой форму, которая представляет собой полукруг со спрямлением в направлении W ширины, и при этом спрямленная часть полукруга немного удлинена в направлении W ширины (полукруг + прямоугольник), при этом две данные геометрические фигуры выровнены рядом друг с другом в направлении W ширины. Размер d31 в продольном направлении L, размер d32 в направлении W ширины и размер d34 между обоими концами рабочих концевых частей, выровненных в направлении W ширины, не ограничены особым образом и могут составлять, например, 0,5 мм - 5 мм. Расстояние d33 между соседними частями 30с, соединенными методом сплавления, в продольном направлении L (расстояние между центрами (полу)кругов) не ограничено особым образом, и оно может составлять 1 мм - 30 мм. Размер d34 между наружными краевыми частями двух соседних частей 30с, соединенных методом сплавления, определяемый в направлении W ширины, составляет d32 × 2 + б, где б меньше d32 (>0).
[0063]
Фиг.9 представляет собой вид в плане, показывающий пример конструкции части 30, соединенной методом сплавления, в соединенной части 14а. В данном случае фиг.9(а) показывает часть 30b, соединенную методом сплавления, и фиг.9(b) показывает часть 30с, соединенную методом сплавления. Каждая из частей 30b, 30c, соединенных методом сплавления, включает в себя сплавленные части MC2, MC3 и соответствующие им, боковые стеновые части SW2, SW3.
[0064]
Форма в плоскости сплавленной части МС3 части 30с, соединенной методом сплавления, представляет собой форму, которая представляет собой полукруг со спрямлением в направлении W ширины, и при этом спрямленная часть полукруга немного удлинена в направлении W ширины (полукруг+прямоугольник), при этом две данные геометрические фигуры выровнены рядом друг с другом в направлении W ширины. Размер dL3 боковых стеновых частей SW3I, SW3O в продольном направлении L меньше размеров dW3a, dw3b в направлении W ширины. Эта форма в плоскости может по существу рассматриваться как форма, которая представляет собой половину круга сплавленной части МС1, выровненную в том же направлении. В этом случае часть 30с, соединенная методом сплавления, аналогично части 30а, соединенной методом сплавления, из ряда 31L частей, полученных сваркой давлением, может обеспечивать эффект поглощения усилия, действующего в направлении W ширины, для предотвращения разъединения во время ношения изделия при одновременном облегчении разъединения под действием усилия, приложенного в продольном направлении L во время снятия. В этом случае dL3 предпочтительно составляет 50 мкм - 200 мкм аналогично dL1, в то время как dW3a и dw3b предпочтительно составляют 100 мкм - 400 мкм аналогично dW1.
[0065]
Помимо этого часть 30с, соединенная методом сплавления, имеет прямолинейную спрямленную часть, ориентированную по направлению к стороне, внутренней в направлении W ширины, на виде в плане боковой стеновой части SW3I. Следовательно, даже если усилие будет приложено со стороны, внутренней в направлении W ширины, при ношении изделия, усилие поглощается на широкой плоской поверхности спрямленной части, что уменьшает вероятность возникновения разрыва боковой стеновой части SW3I по сравнению с боковой стеновой частью SW1. Кроме того, часть 30с, соединенная методом сплавления, имеет две такие боковые стеновые части SW3, выровненные вдоль направления W ширины. Следовательно, часть 30с, соединенная методом сплавления, может обеспечить увеличение сопротивления разъединению (сопротивления разрыву) в направлении W ширины по сравнению с одной круглой частью 30а, соединенной методом сплавления. Другими словами, она может обеспечить увеличение сопротивления разрыву под действием усилия, приложенного со стороны, внутренней в направлении W ширины, при ношении изделия.
[0066]
Поскольку части 30с, соединенные методом сплавления, из ряда 33L частей, полученных сваркой давлением, образованы в виде двух рядов, усилие, вызывающее разделение части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в продольном направлении L, потенциально может быть распределено между двумя рядами при снятии одноразового подгузника 1. Следовательно, две части 30с, соединенные методом сплавления и соседние в направлении W ширины, расположены близко в направлении W ширины по существу в виде одного ряда, и размер d34 между их наружными краевыми частями рассчитан как d32 × 2 + б (0 < б < d32), что обеспечивает возможность легкого разделения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, во время снятия. Тем не менее, поскольку при разъединении от стороны отверстия WO для талии можно разъединить соединенные методом сплавления части 30с краевой зоны 23, расположенной со стороны ноги, относительно легко посредством импульса силы, вызывающей разъединение, размер d34 между наружными краевыми частями необязательно должен составлять d32 × 2 + б.
[0067]
В части 30b, соединенной методом сплавления, форма сплавленной части МС2 в плоскости представляет собой форму эллипса с большей длиной в направлении W ширины, или, другими словами, размер DL2 сплавленной части МС2 в продольном направлении L меньше размера DW2 в направлении W ширины. В этом случае боковая стеновая часть SW2 может быть выполнена с размером dL2 в продольном направлении L, который больше размера dW2 в направлении W ширины, и в данном варианте осуществления также может быть обеспечен размер dL2 в продольном направлении L, который больше размеров dL1, dL3 боковых стеновых частей SW1, SW3 в продольном направлении L (dL2 > dL1, dL3) и меньше размеров dW1, dW3a, dw3b боковых стеновых частей SW1, SW3 в направлении W ширины (dW1, dW3a, dw3b > dL2). Тем не менее, размер dL2 также может быть приблизительно таким же, как размер dw3b, или меньше размера dw3b. В этом случае dL2 предпочтительно составляет 70 мкм - 250 мкм.
[0068]
При этом часть 30b, соединенная методом сплавления, будет труднее поддаваться разъединению в продольном направлении L, чем части 30a, 30c, соединенные методом сплавления. Следовательно, потенциально существует возможность того, что разъединение под действием усилия, приложенного в продольном направлении L во время снятия, будет затруднено в большей степени, чем в частях 30a, 30c, соединенных методом сплавления. Тем не менее, части 30а, соединенные методом сплавления, в краевой зоне 21, расположенной со стороны талии, (при разъединении со стороны отверстия WO для талии) или части 30с, соединенные методом сплавления, в краевой зоне 23, расположенной со стороны ноги, (при разъединении со стороны отверстия LO для ноги) обеспечивают достаточные эффекты для выполнения функции облегчения разъединения в начале разъединения (начале разрыва) во время снятия. Следовательно, когда начинается разъединение (начинается разрыв), можно разъединить части 30b, соединенные методом сплавления, в центральной зоне 22 относительно легко посредством импульса силы, вызывающей разъединение. Таким образом, при условии, что или любые одни, или обе из частей 30а, соединенных методом сплавления, в краевой зоне 21, расположенной со стороны тали, и частей 30с, соединенных методом сплавления, в краевой зоне 23, расположенной со стороны ноги, выполняют их функцию, совершенно необязательно, чтобы проявлялась функциональная способность каждой отдельной части 30b, соединенной методом сплавления. Вместо этого части 30b, соединенные методом сплавления, могут обеспечивать прекращение разъединения (в центральной зоне 22), когда нежелательное разъединение произошло в частях 30а, соединенных методом сплавления, или частях 30с, соединенных методом сплавления, при ношении изделия. Это может способствовать предотвращению ситуации, когда одноразовый подгузник 1 становится непригодным для использования вследствие повреждения в соединенных частях 14a, 14b. По этим соображениям dL2 > dL1, dL3, а также dW1, dW3a, dw3b > dL2, так что не происходит чрезмерного увеличения усилия разъединения части 11, расположенной с абдоминальной стороны, и части 13, расположенной с дорсальной стороны, в продольном направлении L во время снятия одноразового подгузника 1.
[0069]
Размер dW2 боковой стеновой части SW2 в направлении W ширины меньше размера dL2 в продольном направлении L и, следовательно, меньше размеров dW1, dW3a, dw3b боковых стеновых частей SW1, SW3 в направлении W ширины. Следовательно, при сравнении отдельных частей 30b, соединенных методом сплавления, с частями 30а, 30с, соединенными методом сплавления, можно указать, что части 30b, соединенные методом сплавления, менее трудно поддаются разъединению под действием усилия, приложенного в направлении W ширины, при ношении изделия. Таким образом, потенциально они также могут быть легче разъединены под действием усилия, приложенного в направлении W ширины, при ношении изделия. Однако это не является проблемой с точки зрения трудности разъединения при ношении изделия, поскольку центральная зона 22 выполнена более длинной в продольном направлении L, и большее число частей 30b, соединенных методом сплавления, может обеспечивать распределение и поглощение усилия, действующего в направлении W ширины, при ношении изделия. Кроме того, это также не является проблемой, поскольку части 30а, соединенные методом сплавления, в краевой зоне 21, расположенной со стороны талии, и части 30с, соединенные методом сплавления, в краевой зоне 23, расположенной со стороны ноги, являются более стойкими к воздействию усилия, приложенного в направлении W ширины, и усилие распределяется и поглощается на всей протяженности соединенных частей 14a, 14b. В этом случае dW2 предпочтительно составляет 60 мкм - 200 мкм.
[0070]
Кроме того, как упомянуто выше, необязательно, чтобы все части, соединенные методом сплавления, из соединенной части 14а имели конструкцию части 30а, соединенной методом сплавления, или частей 30с, соединенных методом сплавления, описанных выше. Достаточно, чтобы участок соединенной части 14а, имеющий длину в пределах по меньшей мере 20% и проходящий от краевой части, который представляет собой участок на стороне краевой части, на котором начинается разъединение (начинается разрыв), имел конструкцию, описанную выше, при этом вышеуказанное значение в процентах предпочтительно составляет по меньшей мере 40% и, более предпочтительно, по меньшей мере 60%.
В данном варианте осуществления формы сплавленных частей для каждого из рядов 31L, 32L, 33L частей, полученных сваркой давлением, то есть формы рабочих концевых частей сонотродов, предпочтительно являются одинаковыми в пределах каждого ряда. Однако данный вариант осуществления не ограничен этим примером, и формы сплавленных частей, то есть формы рабочих концевых частей сонотродов, в каждом ряду частей, полученных сваркой давлением, могут различаться или частично, или полностью. Кроме того, множество частей, соединенных методом сплавления, в каждом из рядов 31L, 32L, 33L частей, полученных сваркой давлением, могут все находиться в одном ряду, проходящем в продольном направлении L, или некоторые или все из них могут находиться в двух, трех или более рядах. Когда каждый из рядов частей, полученных сваркой давлением, представляет собой множество рядов, ряды предпочтительно находятся близко друг к другу в направлении W ширины, и по соображениям, связанным с более легким разъединением, предпочтительно краевые части обращенных друг к другу, боковых стеновых частей из соседних частей, соединенных методом сплавления, являются проксимальными по отношению друг к другу и находятся на расстояниях, не превышающих размеры частей, соединенных методом сплавления, в направлении W ширины.
[0071]
Посредством данного варианта осуществления могут быть обеспечены такие же функционирование и эффект, как функционирование и эффект от первого варианта осуществления.
ПРИМЕРЫ
[0072]
Примеры, контрольные примеры и сравнительные примеры настоящего изобретения будут описаны далее для более конкретного разъяснения настоящего изобретения со ссылкой на фиг.10 - фиг.13 при понимании того, что настоящее изобретение не ограничено только примерами.
[0073]
[Пример 1]
Для имитационного моделирования части 30а, соединенной методом сплавления, в одноразовом подгузнике 1 часть, расположенная с абдоминальной стороны и имеющая один нетканый материал со структурой SMS и поверхностной плотностью 15 г/м2 в качестве покрывающего листа 5а с размерами 25 мм × 25мм и два нетканых материала со структурой SB и поверхностной плотностью 20 г/м2 в качестве покрывающих листов 5b, наложенные друг на друга, и часть, расположенная с дорсальной стороны и имеющая такую же конструкцию, были наложены друг на друга, и одна часть 30а, соединенная методом сплавления, была образована посредством устройства 40 для образования соединенных частей для подготовки образца. Форма 31 в плоскости рабочей концевой части сонотрода 42 средства 41 генерирования ультразвуковых волн, используемого для образования части 30а, соединенной методом сплавления, была круглой, при этом размеры круга были следующими: d11=d12=1,4 мм.
[0074]
[Сравнительный пример 1]
Образец был подготовлен так же, как в Примере 1. Однако форма в плоскости рабочей концевой части сонотрода 42 средства 41 генерирования ультразвуковых волн, используемого для образования части, соединенной методом сплавления, представляла собой форму эллипса с большей длиной в направлении W ширины, при этом размер эллипса в продольном направлении L составлял 1,0 мм, и размер в направлении W ширины составлял 2,0 мм.
[0075]
При использовании частей, соединенных методом сплавления, в образцах, полученных в Примере 1 и Сравнительном примере 1, структуры сечений, если смотреть в направлении W ширины, и сечений, если смотреть в продольном направлении L, были сфотографированы посредством сканирующего электронного микроскопа (FlexSEM1000, изготовленного компанией Hitachi, Ltd.) с помощью нижеприведенного метода фотографирования, и были измерены размеры сплавленных частей и боковых стеновых частей образцов. Прочность соединения соединенной части каждого образца была измерена нижеприведенным методом измерения. Ощущение легкости разрыва соединенной части каждого образца было также подтверждено при проверке на ощупь.
[0076]
<Метод фотографирования сечений>
i) Часть образца, включающую в себя часть, соединенную методом сплавления, (приблизительно 2 мм в данном примере), вырезают ножницами без непосредственного удерживания части, соединенной методом сплавления, рукой, при этом одна часть, соединенная методом сплавления, находилась в центре (эта часть ниже будет упоминаться как «вырезанная полоска»). При этом часть, включающую в себя часть, соединенную методом сплавления, вырезают с четырехугольной формой (в данном примере в виде квадрата 6 мм × 6 мм) для образования зоны сдавливания, имеющей по меньшей мере заданную ширину (2 мм в данном примере) вокруг периферии части, соединенной методом сплавления. Для фотографирования сечения части, соединенной методом сплавления, в одноразовом подгузнике вырезают часть без эластичного элемента для облегчения измерения.
ii) Вырезанную полоску размещают на листе из нержавеющей стали (SUS304 2B), и места в зоне сдавливания с обеих сторон в направлении, перпендикулярном к направлению, в котором часть, соединенная методом сплавления, должна быть разрезана (упоминаемом ниже как «направление разрезания») (места на расстоянии 1 мм от каждого из обоих концов сплавленной части в части, соединенной методом сплавления, в данном примере) сдавливают пинцетом. Новый нож (нож: SK Ltd-05, изготовленный компанией Olfa Co., Ltd.) используют для разрезания вырезанной полоски пополам в направлении разрезания, при этом нож проходит через центр сплавленной части.
Из-за риска того, что соединенная методом сплавления часть вырезанной полоски может сплющиться под действием давления при сдавливании ножом, вырезанную полоску разрезают ножом следующим образом. Сначала нож вводят в часть зоны сдавливания вырезанной полоски, расположенную дальше снаружи, чем часть, соединенная методом сплавления. Однако нож вводят под углом наклона, составляющим 30-60°, так, чтобы нож был направлен к части, соединенной методом сплавления. Затем на лист из нержавеющей стали давят посредством ножа с усилием 15 Н, и при этом нож тянут в направлении разрезания со скоростью 2 см/с для разрезания вырезанной полоски.
iii) Затем обеспечивают возможность выстаивания образца в течение 30 минут, так что толщина части, подвергнутой разрезанию, восстанавливается до толщины перед разрезанием ножом.
iv) Разрезанную часть прикрепляют к зажимному приспособлению сканирующего электронного микроскопа (СЭМ), используя пинцет, и фотографию, получаемую с помощью СЭМ, получают с заданным увеличением (например, 100-кратным).
В данном методе получения фотографии сечения толщину образца или вырезанной полоски определяют посредством рассмотрения и измерения разных мест одного и того же образца посредством СЭМ.
<Метод измерения прочности соединения>
Сопротивление разъединению части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в образцах по Примеру 1 и Сравнительному примеру 1, то есть прочность соединения, измеряли посредством нижеприведенного метода испытания.
(i) Те участки части, расположенной с абдоминальной стороны, и части, расположенной с дорсальной стороны, в образце, которые являют краевыми в продольном направлении, зажимают посредством зажима прибора для испытаний на растяжение (расстояние между зажимами: 10 мм).
(ii) Часть, расположенную с абдоминальной стороны, и часть, расположенную с дорсальной стороны, в образце тянут посредством прибора для испытаний на растяжение со скоростью оттягивания, составляющей 100 мм/мин, для отделения их друг от друга под углом 180°, и измеряют величину нагрузки. При этом точку разрыва в части, соединенной методом сплавления, определяют, как 0 мм, и оттягивание продолжают, пока нагрузка не станет приблизительно нулевой.
(iii) Максимальное значение измеренной нагрузки регистрируют как прочность соединения.
[0077]
Фиг.10 показывает примеры СЭМ-фотографий, которые показывают сечения части, соединенной методом сплавления, по Примеру 1. Фиг.10(а) представляет собой фотографию сечения, если смотреть в продольном направлении L, и фиг.10(b) представляет собой фотографию сечения, если смотреть в направлении W ширины. На основе данных фотографий было установлено, что в Примере 1 была образована имеющая форму диска, сплавленная часть МС1 с DL1 ≈ DW1 ≈ 1,4 мм, DT1 ≈ 30 мкм, и была образована незначительно деформированная цилиндрическая боковая стеновая часть SW1 с dL1 ≈ 100 мкм, dW1 ≈ 160 мкм, dT1 ≈ 180 мкм.
[0078]
Несмотря на то, что это не показано в данном документе, СЭМ-фотография сечения части, соединенной методом сплавления, по Сравнительному примеру 1 показала, что в Сравнительном примере 1 эллиптическая, имеющая форму диска, сплавленная часть была образована с размером в продольном направлении L, составляющим ≈ 1,0 мм, размером в направлении W ширины, составляющим ≈ 2,0 мм, и размером в направлении Т толщины, составляющим ≈ 30 мкм, при этом незначительно деформированная цилиндрическая боковая стеновая часть была образована с размером в продольном направлении L, составляющим ≈ 130 мкм, размером в направлении W ширины, составляющим ≈ 110 мкм, и размером в направлении Т толщины, составляющим ≈ 160 мкм.
[0079]
Фиг.11 - фиг.13 представляют собой графики, показывающие зависимость между формой и прочностью части, соединенной методом сплавления. По вертикальной оси показана нагрузка (Н), и по горизонтальной оси показано смещение (мм).
Фиг.11 показывает нагрузку в направлении W ширины для Примера 1 и Сравнительного примера 1, при этом сплошная линия отображает Пример 1 и точечная пунктирная линия отображает Сравнительный пример 1. Как показано посредством зоны Q1 на графике, нагрузка в направлении W ширины в Примере 1 (круглая форма) была больше, чем нагрузка в Сравнительном примере 1 (форма эллипса с большей длиной в направлении W ширины). Это позволяет предположить, что размер dW1 в Примере 1 был больше размера в направлении W ширины в Сравнительном примере 1. Другими словами, можно сделать вывод, что образец по Примеру 1 с меньшей вероятностью будет подвергаться разъединению под действием усилия, приложенного в направлении W ширины, при ношении и, следовательно, имеет более высокое сопротивление.
Фиг.12 показывает нагрузку в продольном направлении L для Примера 1 и Сравнительного примера 1, при этом штрихпунктирная линия отображает Пример 1 и пунктирная линия отображает Сравнительный пример 1. Как показано посредством зоны Q2 на графике, нагрузка в продольном направлении L в Сравнительном примере 1 (форма эллипса с большей длиной в направлении W ширины) была больше нагрузки в Примере 1 (круглая форма). Это позволяет предположить, что размер в продольном направлении L в Сравнительном примере 1 был больше, чем dL1 в Примере 1. Другими словами, можно сделать вывод, что образец по Примеру 1 с большей вероятностью будет подвергаться разъединению под действием усилия, приложенного в продольном направлении L, во время снятия и, следовательно, имеет более низкое сопротивление.
Фиг.13 показывает нагрузки в продольном направлении L и в направлении W ширины для Примера 1, при этом сплошная линия отображает нагрузку в направлении W ширины и штрихпунктирная линия отображает нагрузку в продольном направлении L. Как показано посредством зоны Q3 на графике, в Примере 1 нагрузка в продольном направлении L была меньше нагрузки в направлении W ширины. Это позволяет предположить, что размер dL1 в Примере 1 был меньше размера dL2. Другими словами, можно сделать вывод, что в Примере 1 более вероятно разъединение под действием усилия, приложенного в продольном направлении L во время снятия и при этом менее вероятно разъединение под действием усилия, приложенного в направлении W ширины при ношении.
[0080]
Кроме того, в образце по Примеру 1 прочность соединения при разъединении части 30а, соединенной методом сплавления, в продольном направлении L составляла 3,5 Н. Прочность соединения при разъединении части 30а, соединенной методом сплавления, в направлении W ширины составляла 4,5 Н. В образце по Сравнительному примеру 1 прочность соединения при разъединении части, соединенной методом сплавления, в продольном направлении L составляла 4,0 Н. Прочность соединения при разъединении части, соединенной методом сплавления, в направлении W ширины также составляла 4,0 Н.
Эти результаты подтвердили то, что прочность соединения в части, соединенной методом сплавления, то есть легкость разъединения, варьировалась в зависимости от толщины образующей цилиндр боковой стеновой части (например, dL1, dW1), при этом бульшая толщина приводила к более высокой прочности соединения, и меньшая толщина приводила к более низкой прочности соединения, и что образец по Примеру 1 имел анизотропию легкости разъединения вследствие толщины образующей цилиндр боковой стеновой части в части, соединенной методом сплавления.
[0081]
Ощущение легкости разрыва соединенной части каждого образца было также подтверждено на ощупь. В частности, ощущение легкости разрыва при разрыве образца по Примеру 1 и образца по Сравнительному примеру 1 в продольном направлении L оценивали по 5-уровневой шкале. К пяти сотрудникам обратились с просьбой дать оценку «5» при наибольшей легкости разрыва, «3» при нормальной ситуации и «1» при наибольшей трудности разрыва. Результаты показаны в Таблице 1.
[Таблица 1]
Как показано в Таблице 1, образец по Примеру 1 ощущался как легче поддающийся разрыву.
[0082]
Одноразовый подгузник по настоящему изобретению не ограничен вариантами осуществления, описанными выше, и может включать соответствующие комбинации и модификации без отхода от объема задачи и предмета настоящего изобретения. Другими словами, технические решения, описанные для каждого из вариантов осуществления, могут быть также применены для других вариантов осуществления при условии, что они не противоречат друг другу.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0083]
1 Одноразовый подгузник
11 Часть, расположенная с абдоминальной стороны
13 Часть, расположенная с дорсальной стороны
14а, 14b Соединенная часть
30 Часть, соединенная методом сплавления
МС, МС1-МС3 Сплавленная часть
SW, SW1-SW3 Боковая стеновая часть
Реферат
Предложено впитывающее изделие, в котором оба из нижеприведенных эффектов достигаются лучше: вентральная часть и дорсальная часть нелегко поддаются разделению при ношении впитывающего изделия, и вентральная часть и дорсальная часть легко разделяются в продольном направлении при снятии впитывающего изделия. В данном впитывающем изделии вентральная часть (11) и дорсальная часть (13) соединены друг с другом в соединенной части (14а), при этом их концевые части в направлении ширины перекрываются по меньшей мере с одной стороны. Соединенная часть выполнена с множеством частей (30), скрепленных методом сплавления. Часть, скрепленная методом сплавления, имеет: сплавленную часть (МС), в которой множество листов вентральной части и множество листов дорсальной части сплавлены друг с другом в направлении толщины, и боковую стеновую часть (SW), в которой множество листов вентральной части и множество листов дорсальной части сплавлены друг с другом в направлении толщины так, что боковая стеновая часть проходит с трубчатой формой в направлении толщины от периферийного края сплавленной части. Место расположения сплавленной части в направлении толщины смещено от границы между вентральной частью и дорсальной частью. Размер боковой стеновой части в направлении толщины больше размера сплавленной части в направлении толщины. Продольный размер боковой стеновой части меньше, чем ее размер в направлении ширины. 9 з.п. ф-лы, 13 ил., 1 табл.
Формула
Документы, цитированные в отчёте о поиске
Впитывающее изделие с многофункциональной боковой панелью
Комментарии