Способ получения поглощающего изделия - RU2412677C2
Код документа: RU2412677C2
Чертежи





Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Эта заявка основана на прошлой японской патентной заявке № JP 2008-204645, поданной 7 августа 2008 года, все содержимое которой включено в эту заявку в качестве ссылки, и притязает на ее приоритет.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Область техники, к которой относится настоящее изобретение.
Настоящее изобретение относится к способу получения поглощающего изделия, имеющего поясные элементы.
Описание предшествующего уровня техники
До настоящего времени поглощающее изделие, например подгузник, получали на сборочной линии. Способ получения таких поглощающих изделий предусматривает: этап транспортировки посредством ленточного транспортера, непрерывную среду, обеспечиваемую, по меньшей мере, с поясной областью, соответствующей поясному элементу поглощающих изделий (см., например, публикацию №2007-117646 японской патентной заявки (страницы 2-4)).
Пример этапа транспортировки непрерывной среды включает в себя способ продольной подачи и способ поперечной подачи. Способ продольной подачи является способом транспортировки непрерывной среды, в то время как направление его пояса вперед-назад (направление от одной поясной области к другой поясной области) находится в линии с направлением движения (ниже в этой заявке указываемым как MD направление) ленточного транспортера. Между тем, способ поперечной подачи является способом транспортировки непрерывной среды, в то время как направление его пояса вперед-назад находится в линии с направлением (ниже в этой заявке указываемым как CD направление), пересекающим MD направление.
Между прочим, непрерывная среда предусматривается с множеством элементов, например, внутренним поглощающим слоем, сборками (или упругим элементом) и водонепроницаемой пленкой. В общем, непрерывная среда (или поглощающее изделие) является симметричной относительно первой средней линии, которая является средней линией, по существу параллельной направлению пояса вперед-назад. Однако непрерывная среда асимметрична относительно второй средней линии, которая является средней линией, пересекающей направление пояса вперед-назад.
В этом описании термин «асимметричная» указывает на то, что различие лежит, по меньшей мере, частично в любых данных симметричных местоположениях через вторую среднюю линию. Например, термин «асимметричная» включает в себя следующие различия между любыми данными симметричными местоположениями через вторую среднюю линию: различие в форме непрерывной среды (например, форме области отверстий для ног) и различие в положении размещенного элемента, различие в свойстве растяжения и различие в механическом напряжении.
В вышеупомянутом способе продольной подачи средняя линия непрерывной среды в направлении движения, которая проходит через середину непрерывной среды в направлении движения, совпадает с первой средней линией. Таким образом, непрерывная среда является симметричной относительно средней линии в направлении движения. С другой стороны, в вышеописанном способе поперечной подачи средняя линия в направлении движения совпадает со второй средней линией. Таким образом, непрерывная среда асимметрична относительно средней линии в направлении движения.
Таким образом, если непрерывная среда транспортируется, являясь в то же самое время асимметричной относительно средней линии в направлении движения, то непрерывная среда не может транспортироваться стабильно на ленточном транспортере и каждая сторона от средней линии в направлении движения может, возможно, быть смещена, в соответствии с этим, непрерывная среда может меандрировать на ленточном транспортере.
По этой причине, настоящее изобретение было получено, принимая во внимание вышеописанные проблемы, присущие родственной технике. Объектом настоящего изобретения является обеспечение способа получения поглощающего изделия, который может подавлять меандрирование непрерывной среды, когда непрерывная среда транспортируется, в то же самое время, являясь асимметричной относительно средней линии в направлении движения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - схематическое изображение (Часть 1), иллюстрирующее способ получения поглощающего изделия, соответствующий варианту осуществления настоящего изобретения.
Фиг.2 - схематическое изображение (Часть 2), иллюстрирующее способ получения поглощающего изделия, соответствующий варианту осуществления настоящего изобретения.
Фиг.3 - частичное изометрическое изображение, иллюстрирующее ленточный транспортер 100, соответствующий варианту осуществления настоящего изобретения.
Фиг.4 - частичный вид сверху, иллюстрирующий ленточный транспортер 100, соответствующий варианту осуществления настоящего изобретения (если смотреть в направлении стрелки В, показанной на фиг.3).
Фиг.5 - вид спереди, иллюстрирующий ленточный транспортер 100, соответствующий варианту осуществления настоящего изобретения (если смотреть в направлении стрелки В, показанной на фиг.3).
Фиг.6 - вид спереди (Часть 1), иллюстрирующий ленточный транспортер 100, соответствующий первому модифицированному варианту осуществления настоящего изобретения (если смотреть в направлении стрелки В, показанной на фиг.3).
Фиг.7 - вид спереди (Часть 2), иллюстрирующий ленточный транспортер 100, соответствующий первому модифицированному варианту осуществления настоящего изобретения (если смотреть в направлении стрелки В, показанной на фиг.3).
Фиг.8 - частичный вид сверху (Часть 1), иллюстрирующий ленточный транспортер 100, соответствующий второму модифицированному варианту осуществления (если смотреть в направлении стрелки А, показанной на фиг.3).
Фиг.9 - частичный вид сверху (Часть 2), иллюстрирующий ленточный транспортер 100, соответствующий второму модифицированному варианту осуществления (если смотреть в направлении стрелки А, показанной на фиг.3).
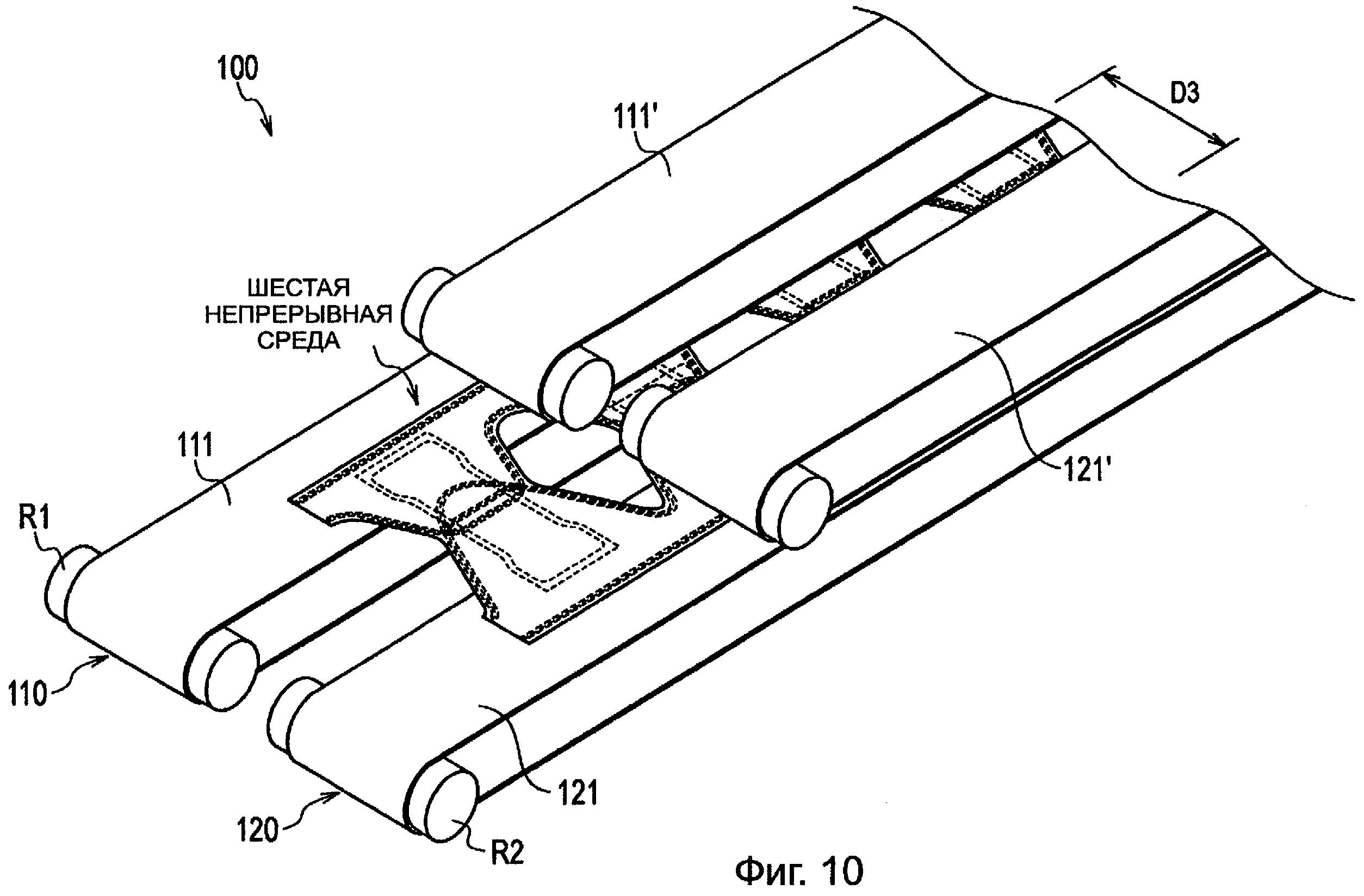
Фиг.10 - частичное изометрическое изображение, иллюстрирующее ленточный транспортер 100, соответствующий третьему модифицированному варианту осуществления.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Аспект настоящего изобретения кратко формулируется как способ получения поглощающего изделия, предусматривающий: транспортировку непрерывной среды (второй - седьмой непрерывных сред), включающей в себя поясную область (поясные области 1А и 1В). При транспортировке непрерывной среды, непрерывная среда является асимметричной относительно средней линии (средней линии CL в направлении движения) в направлении движения (MD направлении), и транспортируется, будучи удерживаемой, по меньшей мере, на первом ленточном транспортере (первом ленточном транспортере 110) и втором ленточном транспортере (ленточном транспортере 120).
В соответствии с настоящим изобретением можно обеспечивать способ получения поглощающего изделия, который может подавлять меандрирование непрерывной среды при транспортировке непрерывной среды, являющейся асимметричной относительно средней линии в направлении движения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Ниже будет приведено описание, сделанное со ссылкой на сопроводительные чертежи, иллюстрирующие варианты осуществления настоящего изобретения. В частности, описание будет сделано в отношении (1) способа получения поглощающего изделия, (2) этапа транспортировки, (3) конфигурации ленточного транспортера, (4) технологических операций и эффектов, (5) модифицированных вариантов осуществления и (6) других вариантов осуществления.
Между тем, на приведенных чертежах подобные или аналогичные детали указаны подобными или аналогичными ссылочными номерами. Следует отметить, что чертежи являются схематичными и размерные и другие соотношения на них отличаются от фактических.
Таким образом, должно быть очевидным, что характерные размеры и другие параметры должны быть определены, основываясь на следующем описании. Несомненно, должно быть также очевидно, что различия могут лежать в зависимостях или соотношениях между размерами на чертежах.
(1) Способ получения поглощающего изделия
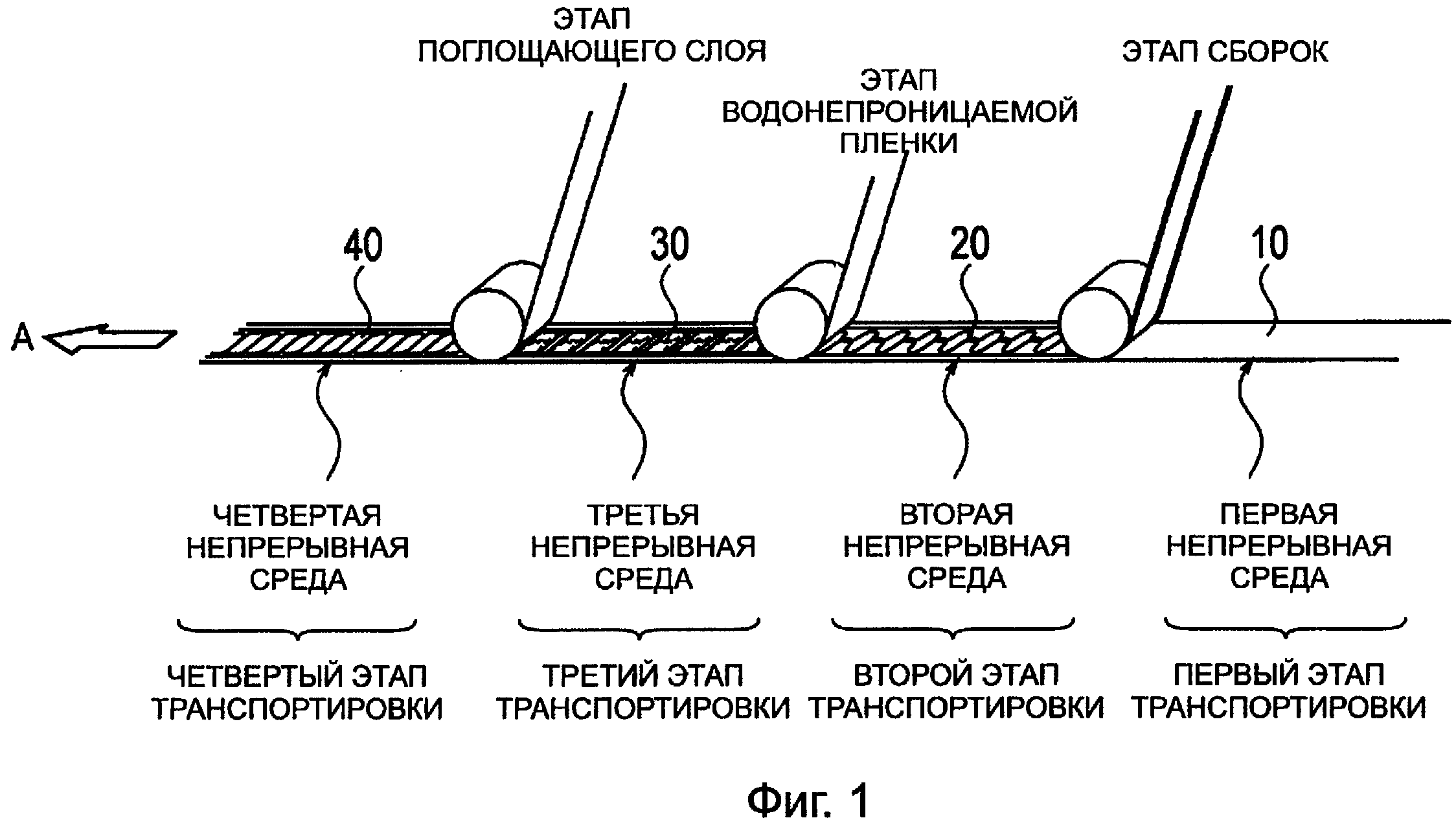
Во-первых, описание будет дано со ссылкой на фиг.1 и фиг.2 в отношении способа получения поглощающего изделия, соответствующего варианту осуществления настоящего изобретения. На фиг.1 и фиг.2 приведены схематические представления, иллюстрирующие способ получения поглощающего изделия, соответствующего варианту осуществления настоящего изобретения. Поглощающее изделие в варианте осуществления настоящего изобретения представляет собой подгузник одноразового использования.
Между тем, в способе получения поглощающего изделия используется ленточный транспортер 100, описываемый позднее (см. фиг.3 и фиг.4); однако ленточный транспортер 100 не показан на фиг.1 и фиг.2.
Как показано на фиг.1 и фиг.2, способ получения поглощающего изделия предусматривает, по меньшей мере, этап сборок, этап водонепроницаемой пленки, этап поглощающего слоя, этап верхнего листа, этап образования отверстий для ног и этап складывания.
(1.1) Этап сборок
На этапе сборок упругое тело (в дальнейшем, подгоночные сборки 21) размещают на непрерывной среде 10 внешнего листа в поясных областях 1А и 1В (см. фиг.3 и фиг.4), соответствующих поясному элементу (или животу и спине) поглощающего изделия. Подгоночные сборки 21 размещают в направлении движения (в дальнейшем, MD направлении) поглощающего изделия.
Этап сборок предусматривает размещение упругого тела (в дальнейшем ножных сборок 22) на непрерывной среде 10 внешнего листа в области 1C ластовицы, соответствующей элементу ластовицы поглощающего изделия. Ножные сборки 22 размещают во время качания в направлении (в дальнейшем, CD направлении), пересекающем MD направление.
В этом случае непрерывная среда 10 внешнего листа и сборки 20 (то есть подгоночные сборки 21 и ножные сборки 22) соединяются с возможностью сцепления посредством адгезива, например термоплавкого адгезива. Между тем, в дальнейшем, непрерывную среду 10 внешнего листа называют «первой непрерывной средой», а непрерывную среду, образованную первой непрерывной средой и сборками 20, соединенными между собой - «второй непрерывной средой».
(1.2) Этап водонепроницаемой пленки
На этапе водонепроницаемой пленки водонепроницаемую пленку 30, имеющую печатную пленку (то есть пленку, имеющую рисунок отличительного признака или фигуры), ламинированную на нее, режут на заданный размер. Разрезанную водонепроницаемую пленку 30 размещают поверх второй непрерывной среды. Вторую непрерывную среду и водонепроницаемую пленку 30 соединяют с возможностью сцепления посредством адгезива, например термоплавкого адгезива. Между тем, непрерывную среду, образованную второй непрерывной средой и водонепроницаемой пленкой 30, соединенными между собой, в дальнейшем называют «третьей непрерывной средой».
(1.3) Этап поглощающего слоя
На этапе поглощающего слоя поглощающий слой 40, который получен, режут на заданный размер. Разрезанный поглощающий слой 40 размещают поверх третьей непрерывной среды. Третью непрерывную среду и поглощающий слой 40 соединяют с возможностью сцепления посредством адгезива, например термоплавкого адгезива. Между тем, непрерывную среду, образованную третьей непрерывной средой и поглощающим слоем 40, соединенными между собой, в дальнейшем называют «четвертой непрерывной средой».
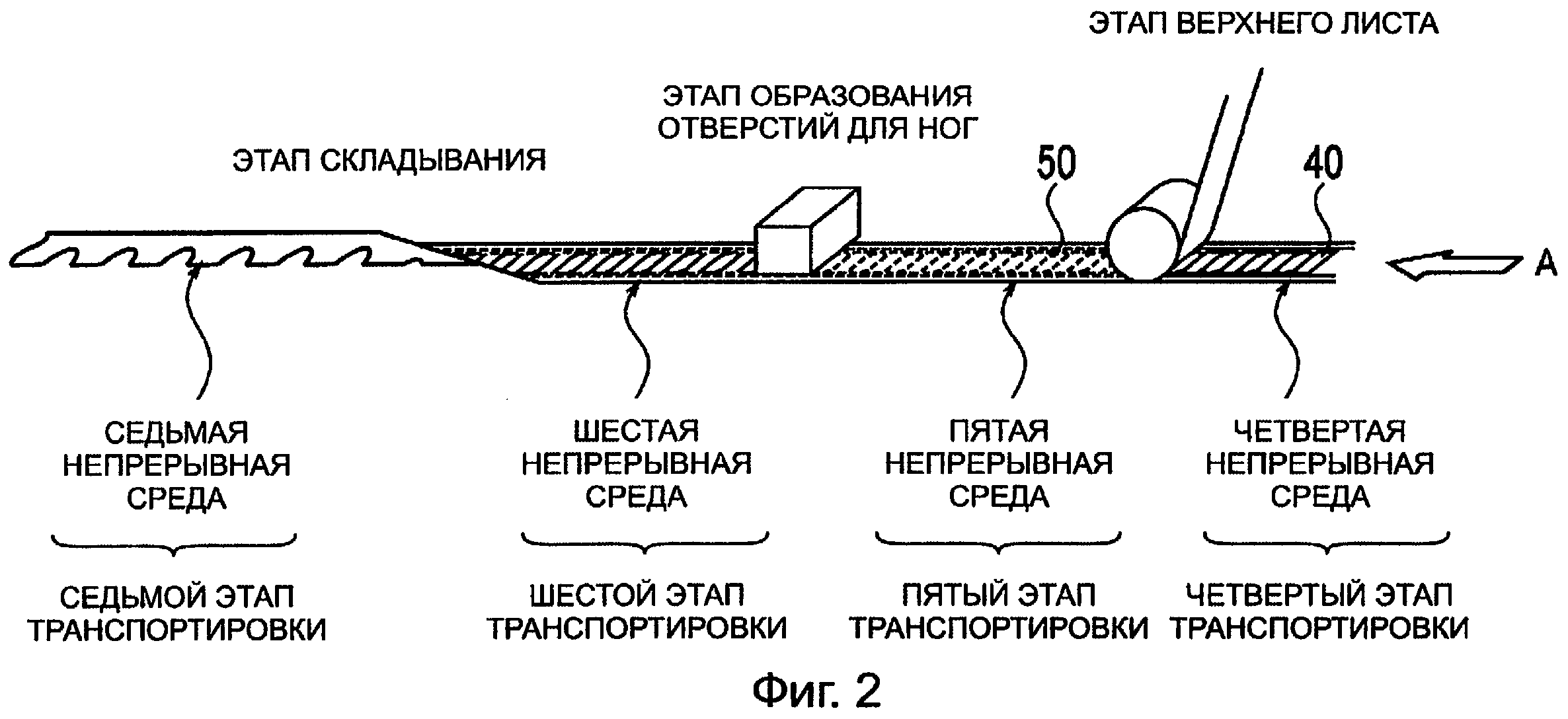
(1.4) Этап верхнего листа
На этапе верхнего листа непрерывную среду 50 верхнего листа, на которой ламинированы трехмерные сборки (не показано) для предотвращения боковой утечки, размещают поверх четвертной непрерывной среды. Четвертую непрерывную среду и непрерывную среду 50 верхнего листа соединяют с возможностью сцепления посредством адгезива, например термоплавкого адгезива. Между тем, непрерывную среду, образованную четвертой непрерывной средой и непрерывной средой 50 верхнего листа, соединенными вместе, в дальнейшем называют «пятой непрерывной средой».
(1.5) Этап образования отверстий для ног
Этап образования отверстий для ног предусматривает образование областей 1D отверстий для ног (например, ножных отверстий), расположенных на обеих сторонах от области 1C ластовицы в пятой непрерывной среде. Между тем, пятую непрерывную среду, имеющую области 1D отверстий для ног, образованные в ней, в дальнейшем называют «шестой непрерывной средой».
(1.6) Этап складывания
Этап складывания предусматривает складывание шестой непрерывной среды пополам вдоль средней линии шестой непрерывной среды в направлении движения (в дальнейшем, среднюю линию непрерывной среды в направлении движения называют средней линией CL направления движения). Между тем, шестую непрерывную среду, сложенную пополам, в дальнейшем называют «седьмой непрерывной средой».
(2) Этап транспортировки
Далее описание будет делаться со ссылкой на фиг.1 и фиг.2 в отношении этапа транспортировки, соответствующего варианту осуществления. Как показано на фиг.1 и фиг.2, на этапе транспортировки ленточный транспортер, описываемый ниже, транспортирует первую - седьмую непрерывные среды между вышеупомянутыми этапами.
В частности, этап транспортировки предусматривает, по меньшей мере, первый этап транспортировки, второй этап транспортировки, третий этап транспортировки, четвертый этап транспортировки, пятый этап транспортировки, шестой этап транспортировки и седьмой этап транспортировки.
На первом этапе транспортировки первую непрерывную среду (непрерывную среду 10 внешнего листа) транспортируют посредством ленточного транспортера 100 (первого ленточного транспортера 110 и второго ленточного транспортера 120). Между тем, подробное описание будет дано позднее относительно ленточного транспортера 100 (см. фиг.3-5).
На втором этапе транспортировки вторую непрерывную среду (первую непрерывную среду и сборки 20) транспортируют посредством ленточного транспортера 100, подобного ленточному транспортеру 100, используемому на первом этапе транспортировки.
На третьем этапе транспортировки третью непрерывную среду (вторую непрерывную среду и водонепроницаемую пленку 30) транспортируют посредством ленточного транспортера 100, подобного ленточному транспортеру 100, используемому на втором этапе транспортировки.
На четвертом этапе транспортировки четвертую непрерывную среду (третью непрерывную среду и поглощающий слой 40) транспортируют посредством ленточного транспортера 100, подобного ленточному транспортеру 100, используемому на втором и третьем этапах транспортировки.
На пятом этапе транспортировки пятую непрерывную среду (четвертую непрерывную среду и непрерывную среду 50 верхнего листа) транспортируют посредством ленточного транспортера 100, подобного ленточному транспортеру 100, используемому на втором - четвертом этапах транспортировки.
На шестом этапе транспортировки шестую непрерывную среду (пятую непрерывную среду и области 1D отверстий для ног, образованные в них) транспортируют посредством ленточного транспортера 100, подобного ленточному транспортеру 100, используемому на втором - пятом этапах транспортировки.
На седьмом этапе транспортировки седьмую непрерывную среду (шестую непрерывную среду, сложенную пополам) транспортируют посредством ленточного транспортера 100, подобного ленточному транспортеру 100, используемому на втором - шестом этапах транспортировки.
(3) Конфигурация ленточного транспортера
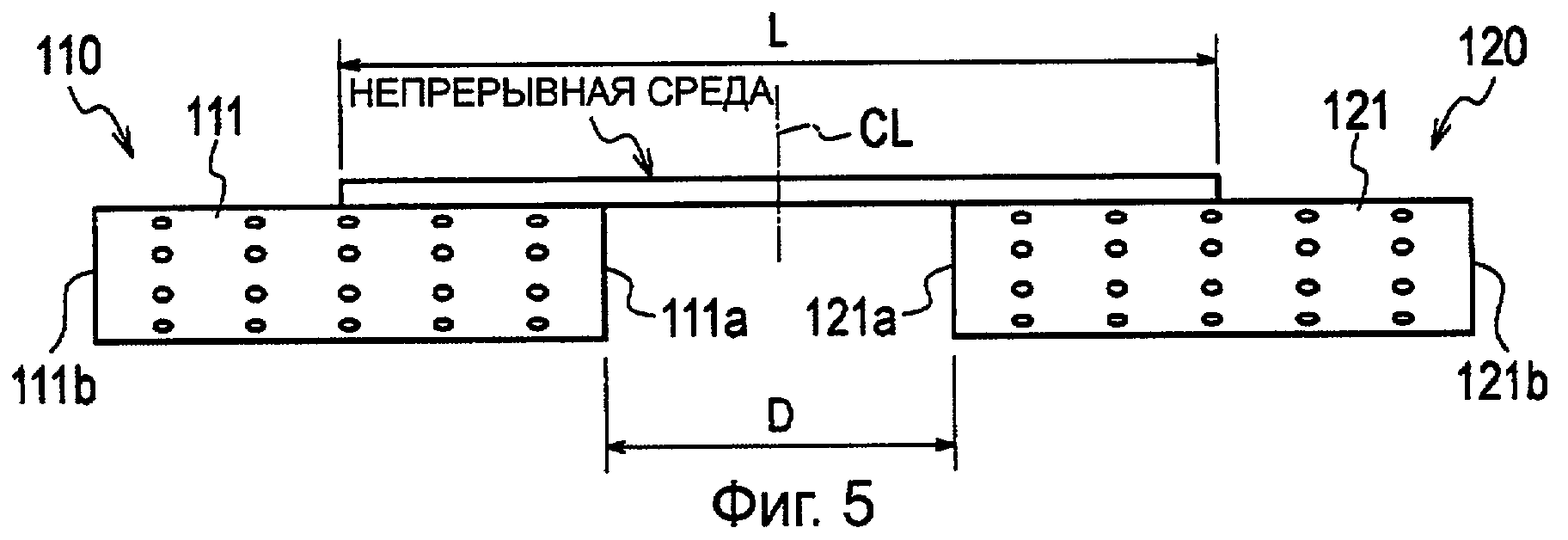
Далее описание будет делаться со ссылкой на фиг.3-5 в отношении конфигурации ленточного транспортера, соответствующей варианту осуществления настоящего изобретения. На Фиг.3 приведено частичное изометрическое изображение, иллюстрирующее ленточный транспортер 100, соответствующий варианту осуществления настоящего изобретения. На Фиг.4 приведен частичный вид сверху, иллюстрирующий ленточный транспортер 100, соответствующий варианту осуществления (если смотреть в направлении стрелки А, показанной на фиг.3). На Фиг.5 приведен вид спереди, иллюстрирующий ленточный транспортер 100, соответствующий варианту осуществления (если смотреть в направлении стрелки В, показанной на фиг.3).
В этом случае, как показано на фиг.3, вышеупомянутые первая - седьмая непрерывные среды включают в себя поясные области 1А и 1В, соответствующие поясному элементу (или поясной области) поглощающего изделия, область 1C ластовицы, расположенную между поясными областями 1А и 1В, и области 1D отверстий для ног, расположенные на обеих сторонах каждая от области 1C ластовицы.
Поясные области 1А и 1В обладают свойствами растяжения в MD направлении. Следует отметить, что поясные области 1А и 1В имеют свойства растяжения, что означает, например, что подгоночные сборки 21 предусмотрены так, чтобы поясные области 1А и 1В поддавались растяжению, и сама непрерывная среда получена из листа, обладающего свойствами растяжения, или подобного материала.
Область 1C ластовицы имеет свойства растяжения в CD направлении. Например, подгоночные сборки 23 предусмотрены так, чтобы область 1C ластовицы поддавалась растяжению и сама непрерывная среда была получена из листа, обладающего свойствами растяжения, или подобного материала.
Первая - седьмая непрерывные среды, транспортируемые на первом - седьмом этапах транспортировки, являются асимметричными относительно средней линии CL направления движения. В частности, в первой - седьмой непрерывных средах различие лежит, по меньшей мере, частично, в каких-либо данных симметричных местоположениях через среднюю линию CL направления движения.
Непрерывные среды являются асимметричными, например, когда имеет место какое-либо из следующих отличий между какими-либо данными симметричными местоположениями через среднюю линию CL направления движения: различие в свойстве растяжения и в механическом напряжении первой непрерывной среды, сборок 20 и других элементов, различие в положении сборок, различие в положениях водонепроницаемой пленки 30 и поглощающего слоя 40, и различия в формах области 1C ластовицы и области 1D отверстий для ног.
Поскольку все ленточные транспортеры 100, используемые на втором - шестом этапах транспортировки, имеют подобную конфигурацию, как указано выше, описание будет делаться на примере ленточного транспортера 100, который транспортирует шестую непрерывную среду на шестом этапе транспортировки.
Как показано на фиг.3-5, ленточный транспортер 100 включает в себя первый ленточный транспортер 110, который транспортирует поясную область 1А, и второй ленточный транспортер 120, который транспортирует поясную область 1В. В этом случае поясная область 1А и поясная область 1В расположены на обеих сторонах от средней линии CL направления движения. Между тем, направление движения первого ленточного транспортера 110 подобно направлению движения второго ленточного транспортера 120.
Первый ленточный транспортер 110 включает в себя, по меньшей мере, первую ленту 111, которая обертывается вокруг множества роликов (например, ролика R1 и не показанного ролика), первое приводное средство (не показанное) для побуждения первой ленты 111 двигаться с помощью множества роликов, и первое всасывающее средство 112 для всасывания внешнего воздуха.
Множество первых всасывающих отверстий 113 образовано на первой ленте 111. Первые всасывающие отверстия 113 образованы для присасывания поясной области 1А. Другими словами, поясная область 1А присасывается посредством всасывающей силы первого всасывающего средства 112 через первые всасывающие отверстия 113.
Второй ленточный транспортер 120 включает в себя, по меньшей мере, вторую ленту 121, которая обертывается вокруг множества роликов (например, ролика R2 и не показанного ролика), второе приводное средство (не показанное) для побуждения второй ленты 121 двигаться с помощью ролика R2 и второе всасывающее средство 122 для всасывания внешнего воздуха.
Множество вторых всасывающих отверстий 123 образовано на первой ленте 111. Первые всасывающие отверстия 113 образованы для присасывания через них поясной области 1В. Другими словами, поясная область 1В присасывается посредством всасывающей силы второго всасывающего средства 122 через вторые всасывающие отверстия 123.
Всасывающая сила для присасывания седьмой непрерывной среды (одной поясной области 1А) через первые всасывающие отверстия 113 первого ленточного транспортера 110 может быть подобной или отличной от всасывающей силы для присасывания седьмой непрерывной среды (другой поясной области 1В) через вторые всасывающие отверстия 123 второго ленточного транспортера.
Первая лента 111 и вторая лента 121 размещены горизонтально опорной поверхности (не показанной) ленточного транспортера 100. Расстояние D1 между первой лентой 111 и второй лентой 121 является постоянным.
Расстояние D1 между первой лентой 111 и второй лентой 121 может изменяться в соответствии с длиной L поглощающего изделия (или непрерывной среды) в CD направлении. Расстояние D2 между первым всасывающим отверстием 113, ближайшим к средней линии CL направления движения, и вторым всасывающим отверстием 123, ближайшим к средней линии CL направления движения, может изменяться в соответствии с длиной поглощающего изделия в CD направлении.
Скорость V1 движения первого ленточного транспортера 110 может быть подобной или отличной от скорости V2 движения второго ленточного транспортера 120.
(4) Технологические операции и эффекты
В общем, способ получения поглощающего изделия имеет трудность в стабильной транспортировке непрерывной среды. В частности, для обеспечения комфортной подгонки (прилегания), требуется, чтобы поглощающее изделие имело свойство растяжения в CD направлении помимо свойства растяжения в MD направлении. Поглощающий слой 40 расположен на стороне, на которую выпускается жидкость, например моча (например, на стороне поясной области 1А).
Таким образом, в способе (а именно, способе поперечной подачи), в котором непрерывная среда транспортируется, в то время как направление вперед-назад пояса находится в линии с CD направлением, непрерывная среда является асимметричной относительно средней линии CL направления движения.
По этой причине, в варианте осуществления непрерывная среда (вторая - седьмая непрерывные среды), которая является асимметричной относительно средней линии CL направления движения, транспортируется, будучи удерживаемой на первом ленточном транспортере 110 и втором ленточном транспортере 120. Это обеспечивает возможность стабильной транспортировки непрерывной среды, которая является асимметричной в CD направлении, а также в MD направлении, с возможным подавлением в соответствии с этим меандрирования непрерывной среды.
В частности, одна из поясных областей (поясная область 1А) на одной стороне средней линии CL направления движения транспортируется посредством первого ленточного транспортера 110, тогда как поясные области (поясная область 1В) на другой стороне средней линии CL направления движения транспортируются посредством второго ленточного транспортера 120. Это обеспечивает возможность индивидуального контроля, например, скорости движения, силы притяжения или подобного параметра, поскольку первый ленточный транспортер 110 и второй ленточный транспортер 120 являются независимыми друг от друга. По этой причине, смещение непрерывной среды на каждой стороне средней линии CL направления движения может быть предотвращено, и в соответствии с этим меандрирование непрерывной среды может быть подавлено, даже если непрерывная среда транспортируется как асимметричная относительно средней линии CL направления движения. Таким образом, может быть предотвращен отказ в производстве поглощающих изделий.
Кроме того, поскольку первый ленточный транспортер 110 и второй ленточный транспортер 120 являются независимыми друг от друга, камера или подобный контроль качества может быть расположен, например, между первым ленточным транспортером 110 и вторым ленточным транспортером 120.
Кроме того, непрерывная среда (вторая - седьмая непрерывные среды), которая является асимметричной относительно средней линии CL направления движения, транспортируется, будучи удерживаемой на первом ленточном транспортере 110 и втором ленточном транспортере 120 присасыванием через первые всасывающие отверстия 113 и вторые всасывающие отверстия 123. В соответствии с этим, смещение непрерывной среды на каждой стороне от средней линии CL направления движения может быть предотвращено, и в соответствии с этим может дополнительно подавляться меандрирование непрерывной среды.
Помимо всего прочего, если всасывающая сила первого ленточного транспортера 110 отличается от всасывающей силы второго ленточного транспортера 120 или если скорость V1 движения первого ленточного транспортера 110 отличается от скорости V2 движения второго ленточного транспортера 120, то первый ленточный транспортер 110 и второй ленточный транспортер 120 могут контролироваться (управляться) независимо друг от друга. Кроме того, если расстояние D1 между первой лентой 111 и второй лентой 121 или расстояние D2 между первым всасывающим отверстием 113, ближайшим к средней линии CL направления движения, и вторым всасывающим отверстием 123, ближайшим к средней линии CL направления движения, изменяется в соответствии с длиной L поглощающего изделия (или непрерывной среды) в CD направлении, то первый ленточный транспортер 110 и второй ленточный транспортер 120 могут контролироваться независимо друг от друга. По этой причине, этот способ получения поддается адаптации к различным непрерывным средам, увеличивая, таким образом, универсальность (гибкость в применении) первого ленточного транспортера 110 и второго ленточного транспортера 120.
В частности, если непрерывная среда является асимметричной относительно средней линии CL направления движения, то конфигурация, в которой всасывающая сила первого ленточного транспортера 110 отличается от всасывающей силы второго ленточного транспортера 120, является более пригодной, чем конфигурация, в которой эти всасывающие силы первого ленточного транспортера 110 и второго ленточного транспортера 120, являются одинаковыми.
(5) Модифицированные варианты осуществления
Ленточный транспортер 100, соответствующий вышеупомянутому варианту осуществления, может быть модифицирован следующим образом. Между тем, подобные детали как детали ленточного транспортера 100, соответствующего вышеупомянутому варианту осуществления, указаны подобными ссылочными номерами, а разные детали будут главным образом описаны.
(5-1) Первый модифицированный вариант осуществления
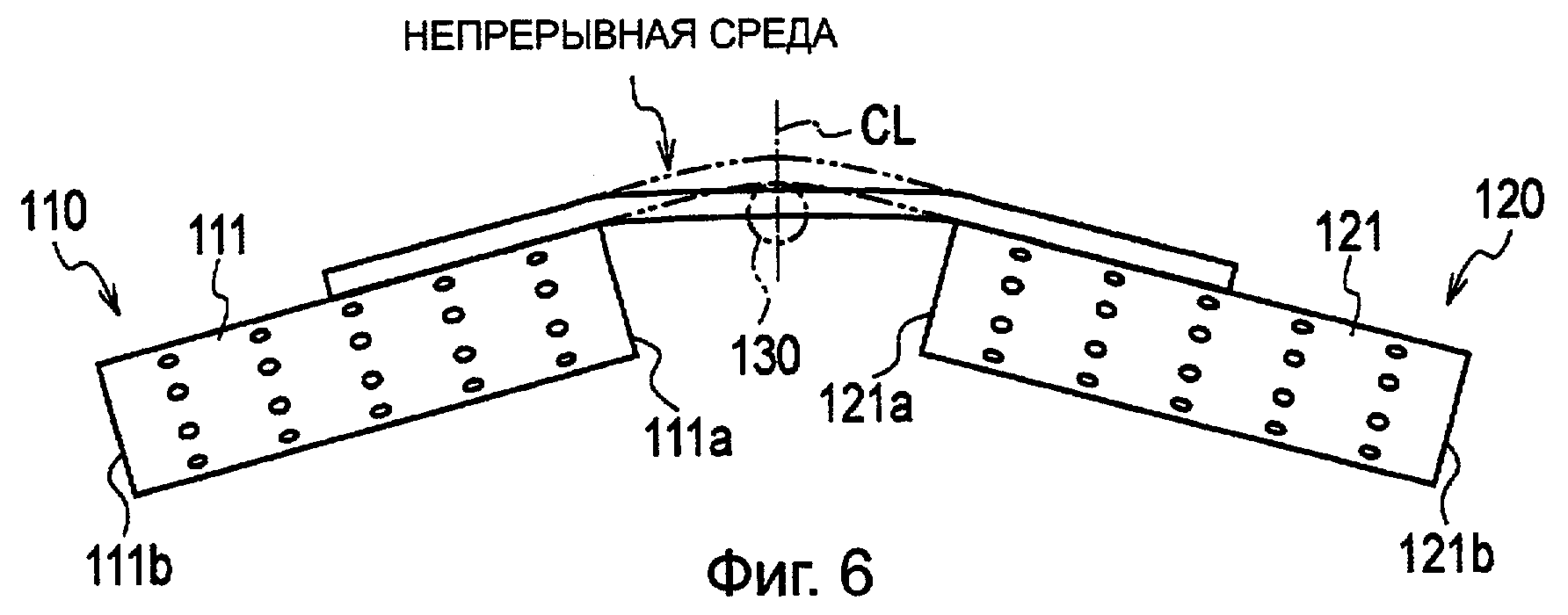
Во-первых, описание будет сделано со ссылкой на фиг.6 и фиг.7 в отношении конфигурации ленточного транспортера 100, соответствующего первому модифицированному варианту осуществления. На фиг.6 и фиг.7 приведены виды, иллюстрирующие ленточный транспортер 100, соответствующий первому модифицированному варианту осуществления (если смотреть в направлении стрелки В, показанной на фиг.3).
Первая лента 111 и вторая лента 121, соответствующие вышеупомянутому варианту осуществления, расположены горизонтально опорной поверхности (CD направления) ленточного транспортера 100. В противоположность этому, в первом модифицированном варианте осуществления, первая лента 111 и вторая лента 121 расположены наклонно на каждой стороне относительно опорной поверхности ленточного транспортера 100.
В частности, как показано на фиг.6, первая лента 111 первого ленточного транспортера 110 сконфигурирована так, чтобы конец 111а, расположенный на стороне средней линии CL направления движения, был позиционирован высоко, тогда как конец 111b, расположенный на противоположной стороне, был позиционирован низко. Подобным образом, вторая лента 121 второго ленточного транспортера 120 сконфигурирована так, чтобы конец 121а, расположенный на стороне средней линии CL направления движения, был позиционирован высоко, тогда как конец 121b, расположенный на противоположной стороне, был позиционирован низко.
В первом модифицированном варианте осуществления, описанном выше, концы 111а и 121а позиционированы высоко, тогда как концы 111b и 121b позиционированы низко. В соответствии с этим, напряжение непрерывной среды в CD направлении может быть подавлено. Таким образом, может быть дополнительно подавлено меандрирование непрерывной среды.
Между тем, направляющий элемент 130 (например, элемент в форме бруска), сконфигурированный для направления непрерывной среды на средней линии CL направления движения, может быть предусмотрен между первой лентой 111 и второй лентой 121. В этом случае, при транспортировке, непрерывная среда может быть растянута в направлении наружу непрерывной среды в CD направлении. Другими словами, может предотвращаться возникновение складки в окрестности средней линии CL направления движения.
В этом случае, первая лента 111 и вторая лента 121 не обязательно сконфигурированы так, чтобы концы 111а и 121а, расположенные на стороне средней линии CL направления движения, были позиционированы высоко. В альтернативном варианте, безусловно, первая лента 111 и вторая лента 121 могут быть сконфигурированы так, чтобы концы 111а и 121а, расположенные на стороне средней линии CL направления движения, были позиционированы низко, как показано на фиг.7. Это создает преимущество на этапе складывания, описанном со ссылкой на вышеуказанный вариант осуществления.
Между тем, направляющий элемент 140 (например, элемент в форме бруска), сконфигурированный для направления непрерывной среды на средней линии CL направления движения, может быть предусмотрен между первой лентой 111 и второй лентой 121. В этом случае, при транспортировке, непрерывная среда может растягиваться в направлении наружу непрерывной среды в CD направлении. Другими словами, может быть предотвращено образование складки в окрестности средней линии CL направления движения.
(5-2) Второй модифицированный вариант осуществления
Теперь описание будет сделано со ссылкой на фиг.8 и фиг.9 в отношении конфигурации ленточного транспортера 100, соответствующего второму модифицированному варианту осуществления. На фиг.8 и фиг.9 приведены частичные виды сверху, иллюстрирующие ленточный транспортер 100, соответствующий второму модифицированному варианту осуществления настоящего изобретения (если смотреть в направлении стрелки А, показанной на фиг.3).
Направления движения первого ленточного транспортера 110 и второго ленточного транспортера 120, соответствующие вышеупомянутому варианту осуществления, являются подобными. Другими словами, расстояние D1 между первой лентой 111 и второй лентой 121, соответствующие вышеупомянутому варианту осуществления, является постоянным. В противоположность этому, направления движения первого ленточного транспортера 110 и второго ленточного транспортера 120, соответствующие второму модифицированному варианту осуществления, являются разными. Другими словами, расстояния D1′ и D′′ между первой лентой 111 и второй лентой 121, соответствующими второму варианту осуществления, не являются постоянными.
В частности, в расстоянии D1 между концом 111а первой ленты 111 и концом 121а второй ленты 121, расстояние D1′ по направлению к передней стороне ленточного транспортера 100 в MD направлении больше расстояния D1′′ по направлению к задней стороне ленточного транспортера 100 в MD направлении.
В первом модифицированном варианте осуществления, описанном выше, расстояние D1′ больше расстояния D1′′. В соответствии с этим, при транспортировке, непрерывная среда может растягиваться в направлении наружу непрерывной среды в CD направлении. Другими словами, в окрестности средней линии CL направления движения может быть предотвращено образование складки.
В этом случае расстояние D1′ не обязательно должно быть больше расстояния D1′′, и расстояние D1′, безусловно, может быть меньше расстояния D1′′, как показано на фиг.9. Это дает преимущество на этапе складывания, описываемом на вышеупомянутый вариант осуществления.
(5-3) Третий модифицированный вариант осуществления
Теперь описание будет сделано со ссылкой на фиг.10 в отношении конфигурации ленточного транспортера 100, соответствующего третьему модифицированному варианту осуществления. На фиг.10 приведено частичное изометрическое изображение, иллюстрирующее ленточный транспортер 100, соответствующий третьему модифицированному варианту осуществления.
В соответствии с вышеупомянутым вариантом осуществления первый ленточный транспортер 110 включает в себя первую ленту 111, а второй ленточный транспортер 121 включает в себя вторую ленту 121. В противоположность этому, в соответствии с третьим модифицированным вариантом осуществления первый ленточный транспортер 110 включает в себя пару первых лент 111 и 111′, тогда как второй ленточный транспортер 120 включает в себя пару вторых лент 121 и 121′.
В частности, как показано на фиг.10, первая лента 111′ расположена на одной стороне первой ленты 111, на которой транспортируется непрерывная среда (например, на верхней стороне, как показано на фиг.10). Другими словами, первые ленты 111 и 111′ транспортируют непрерывную среду, зажимая (захватывая) в то же самое время между ними поясную область 1А, расположенную на одной стороне от средней линии CL направления движения.
Вторая лента 121′ расположена на стороне второй ленты 121, на которой транспортируется непрерывная среда (например, на верхней стороне, как показано на фиг.10). Другими словами, вторые ленты 121 и 121′ транспортируют непрерывную среду, зажимая (захватывая) в то же самое время между ними поясную область 1В, расположенную на другой стороне от средней линии CL направления движения.
В этом случае расстояние (D3) между первой перекрывающейся частью первых лент 111 и 111′ (в ортогональном направлении) на стороне средней линии CL направления движения и второй вертикальной перекрывающейся части вторых лент 121 и 121′ (в ортогональном направлении) на стороне средней линии CL направления движения может изменяться в соответствии с длиной L поглощающего изделия (или непрерывной среды) в направлении, пересекающем направление движения непрерывной среды.
В третьем модифицированном варианте осуществления непрерывная среда транспортируется, будучи захватываемой между каждой парой лент (первых лент 111 и 111′) и между каждой парой лент (вторых лент 121 и 121′). Это исключает необходимость обеспечения всасывающих отверстий в первой ленте 111 и второй ленте 121, а также исключает необходимость обеспечения всасывающих средств. Таким образом, может дополнительно подавляться меандрирование непрерывной среды.
Кроме того, конфигурация, в которой расстояние (D3) между первой перекрывающейся частью на стороне средней линии CL направления движения и второй перекрывающейся частью на стороне средней линии CL направления движения может изменяться в соответствии с длиной L поглощающего изделия (или непрерывной среды), поддается адаптации к различным непрерывным средам. Таким образом, может быть дополнительно увеличена общая универсальность первого ленточного транспортера 110 и второго ленточного транспортера 120.
(6) Другие варианты осуществления
Хотя описание настоящего изобретения делается на примерах вариантов осуществления настоящего изобретения, как указано выше, должно быть очевидным, что это описание и сопроводительные чертежи, которые образуют часть этого описания, не предназначены для ограничения объема настоящего изобретения.
В частности, ленточный транспортер 100 был описан как включающий в себя первый ленточный транспортер 110 и второй ленточный транспортер 120; однако ленточный транспортер 100 не ограничен этим и может, безусловно, включать в себя три или более ленточных транспортеров.
Между тем, ленточный транспортер 100 (первый ленточный транспортер 110 и второй ленточный транспортер 120) были описаны как используемые на втором - десятом этапах транспортировки; однако ленточный транспортер 100 не ограничен этим и может быть использован, безусловно, по меньшей мере, на одном этапе транспортировки. Между тем, ленточный транспортер 100 может быть использован, когда непрерывная среда является асимметричной относительно средней линии CL направления движения, кроме этапов, описанных со ссылкой на вышеуказанный вариант осуществления.
Кроме того, способ получения поглощающего изделия был описан как предусматривающий этапы в порядке от этапа сборок до этапа верхнего листа; однако способ не ограничен этим и может, безусловно, предусматривать в порядке от этапа верхнего листа до этапа сборок.
Кроме того, нет необходимости говорить о том, что в способе получения поглощающего изделия за этапом складывания может следовать этап частичного соединения поясных областей 1А и 1В или этап разрезания продукта, дающий конечное поглощающее изделие путем резки непрерывной среды на отдельные размеры.
Например, если непрерывная среда, транспортируемая после этапа резки продукта, является асимметричной относительно средней линии CL направления движения, то может быть использован ленточный транспортер 100 (первый ленточный транспортер 110 и второй ленточный транспортер 120), упомянутый выше.
Кроме того, поглощающее изделие, иллюстрируемое на фиг.3 и фиг.4, включает в себя поясные области 1А и 1В и область 1C ластовицы, которые являются интегральными друг с другом. Однако поглощающее изделие не ограничено этим и может включать в себя поясные области 1А и 1В и область 1C ластовицы, образованные отдельно друг от друга.
Из этого описания квалифицированным специалистам в этой области техники будут очевидны различные альтернативные варианты осуществления, примеры и практические технологии. По этой причине должно быть очевидным, что технологический объем настоящего изобретения ограничивается только заявляемыми элементами, соответствующими объему формулы изобретения, целесообразно понимаемыми из описания, приведенного выше.
Реферат
Способ получения поглощающего изделия предусматривает транспортировку непрерывной среды, включающей в себя поясные области, соответствующие поясному элементу. При транспортировке непрерывная среда является асимметричной относительно средней линии непрерывной среды в направлении движения непрерывной среды и транспортируется, будучи удерживаемой, по меньшей мере, на первом ленточном транспортере и втором ленточном транспортере. Изобретение исключает меандрирование непрерывной среды при транспортировке, являющейся асимметричной относительно средней линии в направлении движения. 13 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления подгузника-трусов
Комментарии