Способ изготовления основного полотна с поясным компонентом и одноразовое изделие в виде трусов, изготовленное из основного полотна - RU2676802C9
Код документа: RU2676802C9
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к способу изготовления основного полотна для одноразового изделия в виде трусов и к изделию в виде трусов, изготовленному согласно данному способу.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Одноразовые изделия в виде трусов представляют собой изделия, которые предназначены для прилегания подобно паре трусов вокруг нижней части туловища носителя. Одноразовое изделие в виде трусов может содержать впитывающий материал, включенный в изделие. Распространенным типом одноразового изделия в виде трусов является одноразовое впитывающее изделие в виде трусов, которое включает в себя основную часть с формой трусов и компонент с впитывающей сердцевиной, составляющий одно целое с основной частью. Подобные изделия предназначены для удобного и плотного прилегания вокруг носителя, и в отношении качества на ощупь и прилегания они должны быть как можно более схожими с обычным предметом нижнего белья. Кроме того, желательно, чтобы изделия были выполнены с возможностью их натягивания и стягивания поверх бедер носителя для того, чтобы дать возможность носителю или лицу, осуществляющему уход, легко надеть и снять изделие, когда оно запачкается. В некоторых случаях одноразовые изделия в виде трусов снабжены средствами для легкого разрыва или раскрытия боковых швов для обеспечения возможности снятия использованного изделия без его стягивания по ногам носителя. Изделия в виде трусов могут быть снабжены скрепляющими элементами, позволяющими раскрывать и повторно закрывать их, в результате чего обеспечивается возможность надевания или снятия изделия или подобно паре обычных трусов, или подобно раскрываемому подгузнику.
Впитывающие изделия в виде трусов, в которых участки основной части состоят из эластичного ламината, содержащего первый и второй слои из волокнистого материала и слой из эластичной пленки, расположенный между ними, известны, например, из WO 2005/122985 и WO 2007/133127. Основная часть, состоящая из эластичных ламинатов данного типа, может быть сравнительно гладкой и более похожей на предмет нижнего белья с меньшим количеством морщин по сравнению с ламинатами, содержащими эластичные нити, зажатые между волокнистыми материалами, как раскрыто, например, в US 2003/0028166 и US 2009/0275911.
Изделия в виде трусов, как правило, предусмотрены с эластичным поясом, который обеспечивает улучшенное прилегание в зоне талии и бедер носителя. Пояс может быть прикреплен в виде отдельного компонента к краю задней основной панели и/или передней основной панели изделия в виде трусов. Несмотря на то что конструкция данного вида с поясом, заделанным одной стороной, обеспечивает большую свободу в отношении конструкции, формы и выбора материалов для пояса, было обнаружено, что прочность скрепления в соединении между поясом и основной панелью может быть недостаточной, в результате чего соединение подвергается разрыву при натягивании изделия в виде трусов.
Соответственно, задача состоит в том, чтобы предложить усовершенствованный технологический процесс для прикрепления эластичного пояса. Задача также состоит в том, чтобы предложить упрощенный процесс прикрепления эластичного пояса. Дополнительная задача состоит в том, чтобы предложить изделие в виде трусов с повышенной комфортностью и улучшенным внешним видом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Вышеуказанные задачи могут быть решены посредством способа, раскрытого в данном документе.
Как указано в данном документе, предложен способ изготовления основного полотна, которое может быть подвергнуто дополнительной обработке для получения одноразового изделия в виде трусов, согласно пункту 1 формулы изобретения. Изделие в виде трусов согласно пункту 20 формулы изобретения может быть получено из основного полотна, изготовленного способами, раскрытыми в данном документе. Дополнительные варианты осуществления приведены в зависимых пунктах формулы изобретения.
В данном документе раскрыт способ изготовления основного полотна для одноразового изделия в виде трусов, при этом способ включает:
- подачу первого непрерывного базового полотна в продольном направлении MD, при этом первое непрерывное базовое полотно имеет первый и второй боковые края, проходящие в продольном направлении MD;
- прикрепление непрерывного поясного компонента к первому базовому полотну в зоне прикрепления, при этом зона прикрепления проходит в продольном направлении MD и расположена между первым и вторым боковыми краями первого базового полотна;
- прикрепление второго непрерывного базового полотна к первому непрерывному базовому полотну и непрерывному поясному компоненту с закрыванием по меньшей мере непрерывного поясного компонента, при этом второе непрерывное базовое полотно имеет первый и второй боковые края, проходящие в продольном направлении MD, в результате чего формируется композиционное базовое полотно, имеющее первый и второй боковые края, при этом зона прикрепления расположена на расстоянии от по меньшей мере одного из первого и второго боковых краев композиционного базового полотна;
- разрезание композиционного базового полотна и прикрепленного эластичного поясного компонента посредством резки вдоль линии резки, проходящей через зону прикрепления в продольном направлении MD, в результате чего создаются полотно для первых панелей, имеющее первый боковой край и содержащее первую панельную часть и первую поясную часть, и полотно для вторых панелей, имеющее второй боковой край и содержащее вторую панельную часть и вторую поясную часть, при этом полотно для первых панелей и полотно для вторых панелей проходят в продольном направлении MD при первой и второй поясных частях, обращенных друг к другу при их расположении бок о бок;
- изменение положений полотна для первых панелей и полотна для вторых панелей в поперечном направлении CD, перпендикулярном к продольному направлению MD, в результате чего полотна для первых и вторых панелей переводятся в положение, в котором первый и второй края, образованные резкой, обращены друг от друга в поперечном направлении CD и первый и второй боковые края полотен для первых и вторых панелей обращены друг к другу в поперечном направлении CD;
- прямое или непрямое соединение первого бокового края полотна для первых панелей со вторым боковым краем полотна для вторых панелей, в результате чего формируется сцепленное основное полотно.
Первое и второе базовые полотна могут представлять собой одинаковые или разные типы полотен, выбранные из эластичных полотен и неэластичных полотен, таких как полотна неэластичных нетканым материалов, полотна эластичных нетканых материалов, полотна эластифицированных нетканых материалов, эластичные и неэластичные полимерные пленки и многослойные полотна, содержащие два или более слоев из подобных материалов. Второе непрерывное базовое полотно может иметь такую же протяженность, как первое непрерывное базовое полотно. В альтернативном варианте первое и второе базовые полотна могут иметь разную ширину и/или могут быть соединены друг с другом в конфигурации с полным перекрытием, что означает, что боковые края первого и второго базовых полотен могут не совпадать или могут совпадать только вдоль одного бокового края композиционного базового полотна. Ширина композиционного базового полотна определяется между боковыми краями композиционного базового полотна. Когда первое и второе базовые полотна имеют разную ширину или когда они прикреплены друг к другу в конфигурации с только частичным перекрытием, композиционное базовое полотно имеет по меньшей мере одну боковую краевую часть, образованную только одним из первого и второго базовых полотен.
На этапе разрезания получают две части полотна, образующие полотно для первых панелей и полотно для вторых панелей, каждое из которых содержит часть базового полотна и часть поясного компонента и каждое из которых имеет край, полученный резкой и образованный одновременным разрезанием как базового полотна, так и поясного компонента так, что сразу же после этапа разрезания образованный резкой край на первой панельной части полностью соответствует образованному резкой краю на второй панельной части. Это также означает, что базовое полотно и пояс на каждом из полотен для панелей имеют общий край, образованный резкой и полученный посредством этапа разрезания. Общий край, образованный резкой, обеспечивает для изделия в виде трусов, изготовленного из основного полотна, комфортную, функциональную и аккуратную границу пояса без выступания какого-либо слоя материала на границе пояса за любой другой слой материала на границе пояса.
Этап изменения положения может быть выполнен посредством поступательного перемещения одного или обоих из полотна для первых панелей и полотна для вторых панелей в поперечном направлении. Этап изменения положения может включать смещение полотен для панелей также в продольном направлении, поскольку этап изменения положения может выполняться посредством направления поступательно перемещаемой части полотна вдоль более длинной траектории перемещения по сравнению с другой частью полотна. В качестве примера поступательно перемещаемая часть полотна может направляться поверх одного или более смещающих роликов и/или поверх одной или более смещающих плит. Следовательно, когда части полотна будут смещены в поперечном направлении и будут снова переведены в положение, в котором они параллельны друг другу, они также могут быть смещены в продольном направлении. Это означает, что пояс на изделии в виде трусов, изготовленном из основного полотна, может иметь передний край пояса, образованный резкой, который не образован или только частично образован из той же части поясного компонента, что и задний край пояса, образованный резкой.
Эластичный поясной компонент может быть прикреплен к первому базовому полотну в месте, в котором он размещен вдоль одного из боковых краев композиционного базового полотна. В результате разрезания композиционного базового полотна и эластичного поясного компонента получают полотно для первых панелей, имеющее панельную часть и поясную часть, расположенные в конфигурации с полным перекрытием, в то время как полотно для вторых панелей имеет поясную часть, которая перекрывает только краевую часть панельной части. Полотно для первых панелей может быть смещено и прикреплено в качестве пояса вдоль края полотна для вторых панелей, который противоположен краевой части полотна для вторых панелей, которая перекрывается с поясной частью полотна для вторых панелей.
Сцепленное основное полотно, изготовленное согласно способу, раскрытому в данном документе, может представлять собой промежуточное изделие, которое свертывают в рулон и которое может храниться и транспортироваться в свернутом в рулон состоянии для более позднего использования в качестве компонента в процессе формирования трусов. В альтернативном варианте сцепленное основное полотно может быть подвергнуто дополнительной обработке на линии и преобразовано прямо в отдельные изделия в виде трусов.
Композиционное базовое полотно имеет ширину W между первым и вторым боковыми краями композиционного базового полотна, и линия резки может быть расположена на расстоянии от первого бокового края, составляющем 20-80% от ширины композиционного базового полотна.
При разрезании композиционного базового полотна вдоль осевой линии, проходящей в продольном направлении, сквозь базовое полотно и непрерывный эластичный поясной компонент получают два полотна для панелей, имеющие одинаковую ширину в поперечном направлении. Может быть предпочтительным размещение линии резки со смещением от осевой линии базового полотна для получения изделия в виде трусов, имеющего переднюю и заднюю панели разных размеров.
Если поясной компонент расположен симметрично вдоль линии резки, части пояса будут иметь одинаковую ширину, и изделие в виде трусов, изготовленное из основного полотна, будет иметь эластичный пояс однородной конфигурации, окружающий предназначенное для талии отверстие изделия. Изделие в виде трусов, имеющие передний и задний поясные эластичные элементы разной ширины, может быть получено при размещении зоны прикрепления и, тем самым, поясного компонента с неодинаковыми частями поясного компонента с каждой стороны линии резки.
Только в качестве примера может быть желательным изготовление изделия в виде трусов, имеющего бóльшую заднюю часть по сравнению с передней частью и/или имеющего более широкий эластичный пояс с задней стороны, чем с передней стороны изделия в виде трусов.
Как раскрыто в данном документе, композиционное базовое полотно предпочтительно представляет собой эластичное базовое полотно или полотно, которое может быть сделано эластичным посредством активации. Методы активации включают механическую активацию, такую как пошаговое растягивание, и активацию посредством термообработки. Композиционное эластичное базовое полотно может содержать эластичные и неэластичные компоненты и слои и может содержать по меньшей мере один неэластичный слой и по меньшей мере один эластичный слой. Данный по меньшей мере один неэластичный слой может представлять собой нетканый материал и может иметь такую же протяженность, как эластичный слой, или может иметь протяженность в поперечном направлении, которая отличается от протяженности эластичного слоя в поперечном направлении. Эластичный слой может представлять собой слой из множества удлиненных эластичных элементов, таких как нити, жилки или ленты, расположенные параллельно друг другу, эластичную сетку, эластичный нетканый холст, эластичную пленку и т.д. Композиционное эластичное базовое полотно является эластичным по меньшей мере в продольном направлении, но может быть эластичным также в других направлениях, например, в поперечном направлении. Как указано в данном документе, базовое полотно может быть выполнено в виде исходно неэластичного полотна, которому впоследствии придана эластичность посредством активации, чтобы сделать базовое полотно упруго растяжимым по меньшей мере в продольном направлении.
Как раскрыто в данном документе, композиционное эластичное базовое полотно может содержать эластичную пленку. Слой из эластичной планки предпочтительно проходит в поперечном направлении на всей ширине композиционного базового полотна. Эластичная пленка предпочтительно представляет собой воздухопроницаемую пленку.
Эластичная пленка в качестве средства обеспечения эластификации может быть предпочтительней ламинатов, которые были эластифицированы посредством нитей, поскольку она обеспечивает более равномерную эластификацию и, как правило, более гладкую эластичную панель, чем ламинаты, которые эластифицированы эластичными нитями. Эластичная пленка может быть упруго растяжимой более чем в одном направлении, например, двухосно растяжимой, и может придать композиционному базовому полотну эластичность в двух направлениях или эластичность в нескольких направлениях.
Как указано в данном документе, поясной компонент может быть эластичным или неэластичным. Эластичный поясной компонент может содержать нити, пленку, ленту, вспененный материал и т.д., как известно в данной области техники. Неэластичный поясной компонент может быть использован для получения одноразового изделия в виде трусов с отделанным кантом на поясном крае. Заданный кант на поясном крае придает одноразовому изделию в виде трусов бóльшую схожесть с обычным предметом нижнего белья и может повысить комфорт для пользователя и улучшить прилегание изделия за счет противодействия «закручиванию» поясной линии. Однако неэластичный пояс предпочтительно выполнен с возможностью придания ему эластичности за счет активации, как указано в данном документе. Поясной компонент может содержать материалы или состоять из материалов, имеющих любой заданный цвет.
Поясной компонент накладывают в виде предварительно изготовленного эластичного или эластифицированного лентообразного компонента, содержащего одно или более несущих полотен. Несущее полотно может представлять собой эластичное или неэластичное полотно, такое как эластичный или неэластичный нетканый материал, эластичная или неэластичная пленка или комбинация различных материалов.
Поясной компонент может иметь ширину в поперечном направлении, составляющую от 10 мм до 200 мм, например, от 10 мм до 100 мм или от 10 мм до 80 мм. В готовом изделии в виде трусов пояс может иметь ширину от 5 мм до 100 мм, например, от 5 мм до 50 мм или от 5 мм до 40 мм.
Первое и/или второе непрерывные базовые полотна могут содержать двухслойное полотно или состоит из двухслойного полотна, содержащего слой из нетканого материала и эластичный слой.
Композиционное эластичное базовое полотно в способе, раскрытом в данном документе, может содержать трехслойное полотно или состоит из трехслойного полотна, содержащего два наружных слоя из нетканого материала и промежуточный эластичный слой между двумя наружными слоями из нетканого материала. Трехслойное композиционное эластичное базовое полотно может быть сформировано одним из первого и второго непрерывных базовых полотен, представляющим собой ламинат из слоя из нетканого материала и слоя эластичной пленки, и другим из первого и второго непрерывных базовых полотен, представляющим собой слой из нетканого материала, который прикреплен к пленочной стороне двухслойного базового полотна посредством ламинирования. Базовое полотно нетканого материала может быть прикреплено к двухслойному базовому полотну посредством крепления с растягиванием, то есть во время удерживания эластичного двухслойного полотна в растянутом состоянии, например, при растягивании на 50-600% в продольном направлении MD, для сохранения эластичных свойств слоя из эластичной пленки в композиционном базовом полотне.
Композиционное эластичное базовое полотно, содержащее слой из эластичной пленки, закрепленный между двумя слоями из нетканого материала при ламинировании, в альтернативном варианте может быть получено посредством закрепления эластичной пленки в качестве отдельного слоя между первым непрерывным базовым полотном и вторым непрерывным базовым полотном при ламинировании перед прикреплением или после прикрепления непрерывного поясного компонента к первому непрерывному базовому полотну и перед прикреплением второго непрерывного базового полотна к первому непрерывному базовому полотну.
Трехслойный ламинат со структурой «нетканый материал-пленка-нетканый материал» придает эластичным панелям гладкие, мягкие и благоприятные для кожи поверхности текстильного материала. Ламинат может быть изготовлен любым известным способом или комбинацией способов, таких как способы скрепления при растягивании, способы, включающие пошаговое растягивание, и т.д.
Может быть предпочтительным, чтобы эластичный поясной компонент содержал множество удлиненных эластичных элементов, таких как эластичные нити, ленты, жилки и т.д.
Эластичное поясное полотно может быть прикреплено к непрерывному базовому полотну посредством скрепления при растягивании, то есть посредством прикрепления поясного компонента к непрерывному базовому полотну, когда один или оба из поясного компонента и непрерывного базового полотна растянуты по меньшей мере в продольном направлении.
Поясной компонент может быть прикреплен к первому непрерывному полотну посредством использования любого известного способа крепления или комбинации способов крепления, таких как ультразвуковая сварка, скрепление адгезивом, стежковая сварка, термоскрепление и т.д.
Аналогичным образом, первое и второе непрерывные базовые полотна могут быть прикреплены друг к другу посредством использования любого известного способа крепления или комбинации способов крепления, таких как ультразвуковая сварка, скрепление адгезивом, стежковая сварка, термоскрепление и т.д.
Когда первое непрерывное базовое полотно представляет собой эластичное базовое полотно и поясной компонент представляет собой эластичный поясной компонент, эластичный поясной компонент и непрерывное первое эластичное базовое полотно могут удерживаться растянутыми на 50%-600% в продольном направлении при прикреплении поясного компонента к непрерывному эластичному первому базовому полотну.
Эластичный поясной компонент может быть растянут до той же степени, что и непрерывное первое эластичное базовое полотно, или до другой степени. Конечная эластичность зависит от используемых материалов, так что даже в том случае, если эластичное базовое полотно и эластичный поясной компонент растянуты до одинаковой степени во время этапа прикрепления, полотно для панелей может иметь большее упругое растяжение в поясной части, чем в части полотна для панелей, образованной только материалом базового полотна, в результате остаточной деформации базового полотна, вызванной растягиванием.
Как раскрыто в данном документе, полотно для первых панелей и полотно для вторых панелей, которые образованы посредством этапа разрезания, могут быть смещены в положение, в котором первый боковой край и второй боковой край расположены на расстоянии друг от друга с зазором между полотном для первых панелей и полотном для вторых панелей. На этапе соединения первый боковой край присоединяют непрямым образом ко второму боковому краю посредством соединяющего элемента. Соединяющий элемент имеет протяженность в поперечном направлении, которая больше величины зазора, и соединяющий элемент накладывают от края до края зазора и прикрепляют к полотну для первых панелей и к полотну для вторых панелей. Соединяющий элемент может иметь любую соответствующую протяженность в поперечном направлении от минимальной протяженности, которая только немного превышает величину зазора между полотнами для панелей, так что только краевая часть соединяющего элемента перекрывает каждое из полотен для панелей, до протяженности, при которой соединяющий элемент проходит на всем протяжении до образованных резкой краев обоих полотен для панелей.
Соединяющий элемент может содержать непрерывное соединяющее полотно, то есть соединяющее полотно, которое является непрерывным в продольном направлении. Как указано выше, непрерывное соединяющее полотно может быть прикреплено к полотнам для первых и вторых панелей только вдоль первого и второго боковых краев полотен для панелей или может быть прикреплено в конфигурации с перекрыванием всего или части одного или обоих из полотен для панелей. Если неэластичное непрерывное соединяющее полотно прикрепляют к эластичному полотну для панелей в конфигурации с перекрыванием, эластичное полотно для панелей может быть растянуто в продольном направлении во время прикрепления к соединяющему полотну для сохранения эластичных свойств в частях соединяющего полотна, которые перекрывают эластичные полотна для панелей. Прикрепление непрерывного соединяющего полотна может быть выполнено посредством использования любого способа скрепления, известного в данной области техники, такого как скрепление адгезивом, термосварка, ультразвуковая сварка и т.д.
В качестве альтернативы непрерывному соединяющему полотну полотно для первых панелей и полотно для вторых панелей могут быть соединены множеством отдельных соединяющих элементов, которые накладывают с промежутками в продольном направлении, и которые размещают в поперечном направлении для перекрытия зазора между полотном для первых панелей и полотном для вторых панелей. Отдельные соединяющие элементы могут содержать впитывающий материал или состоять из впитывающего материала. Впитывающий материал может применяться в виде впитывающих волокнистых материалов, впитывающих пленок, впитывающих вспененных материалов, впитывающего материала в виде частиц и т.д. и может быть включен во впитывающую сердцевину.
Способ, раскрытый в данном документе, может дополнительно включать наложение впитывающих сердцевин с промежутками на сцепленное основное полотно. Впитывающие сердцевины размещают так, чтобы продольное направление впитывающих сердцевин совпадало с поперечным направлением, и на расстоянии друг от друга в продольном направлении. Впитывающие сердцевины могут быть размещены на основном полотне после соединения полотен для первых и вторых панелей или напрямую, или непрямым образом посредством соединяющего элемента. В альтернативном варианте, впитывающие сердцевины могут представлять собой часть отдельных соединяющих элементов или могут образовывать отдельные соединяющие элементы и могут быть использованы для непрямого соединения полотна для первых панелей с полотном для вторых панелей для формирования сцепленного основного полотна. Впитывающие сердцевины могут представлять собой компонент сердцевинного комплекта, как раскрыто в данном документе.
Когда одно из первого и второго непрерывных базовых полотен представляет собой эластичное базовое полотно, эластичный поясной компонент может быть отрезан от боковой части эластичного базового полотна перед прикреплением поясного компонента к первому эластичному базовому полотну для создания поясной зоны на первом эластичном базовом полотне, имеющей эластичные свойства, отличающиеся от остальной части первого эластичного базового полотна.
Если для непрерывного базового полотна используется такой же эластичный материал, что и для эластичного поясного компонента, дополнительные эластичные элементы могут быть прикреплены вдоль бокового края эластичного полотна перед отрезанием поясной ленты. Подобные дополнительные эластичные элементы могут быть использованы для модификации эластичных свойств базового полотна в отрезанной части, например, для увеличения упругого растяжения в базовом полотне в пределах зоны, которая подлежит использованию в качестве поясного компонента.
Этап разрезания может быть выполнен посредством резки вдоль непрямой линии резки.
Как указано в данном документе, непосредственно после этапа разрезания контур образованного резкой края полотна для первых панелей полностью совпадает с контуром образованного резкой края полотна для вторых панелей. Другими словами, контур образованного резкой края полотна для первых панелей представляет собой зеркальное отображение контура края, образованного резкой, на полотне для вторых панелей. После этапа смещения/изменения положения полотна для первых и вторых панелей могут быть смещены не только в поперечном направлении, но и также в продольном направлении так, что непрямолинейные образованные резкой края полотен для панелей могут быть смещены из положения, в котором они совпадают друг с другом.
Непрямолинейный край, образованный резкой, может быть полезным для выполнения изделия в виде трусов с более мягким, менее отчетливо выраженным краем. Соответственно, непрямолинейный край пояса может противодействовать натиранию и образованию красных меток на коже на талии носителя. Непрямолинейный край, образованный резкой, также может быть полезным для получения изделия в виде трусов с внешним видом, более похожим на сшитое изделие и более визуально привлекательным, имитирующим внешний вид обычного предмета нижнего белья, имеющего декоративную полоску на крае отверстия для талии. Как указано в данном документе, задача состоит в том, чтобы предложить способ изготовления одноразовых изделий в виде трусов, который обеспечивает возможность простого и эффективного массового производства одноразовых изделий в виде трусов, которые в большей степени похожи на предметы нижнего белья и в меньшей степени похожи на подгузники или подгузники-трусы, чем ранее предлагаемые одноразовые изделия в виде трусов.
Непрямая линия резки может иметь волнистую форму, такую как синусоидальная форма или зигзагообразная форма. Может быть предпочтительным, чтобы непрямая линия резки имела форму, которая является симметричной относительно осевой линии, проходящей через линию резки в продольном направлении, поскольку это обеспечит получение образованных резкой, поясных краев, имеющих одинаковый внешний вид на переднем поясном крае и заднем поясном крае изделия в виде трусов, изготовленного из основного полотна.
Способ, раскрытый в данном документе, может дополнительно включать размещение эластичного элемента для ног на одном или более из первого и второго непрерывных базовых полотен, композиционного базового полотна и сцепленного основного полотна. Помимо этого, или в качестве альтернативы, сердцевинный комплект может содержать эластичный элемент для ног. Кроме того, эластичный элемент для ног может быть предусмотрен на соединяющем элементе любого типа, например, на соединяющем полотне или на отдельном соединяющем элементе, таком как сердцевинный комплект.
Как раскрыто в данном документе, отверстия для ног могут быть выполнены с промежутками в сцепленном основном полотне.
Отверстия для ног могут быть образованы полностью в соединяющем полотне или частично в соединяющем полотне и частично в одном или обоих из полотен для первых и вторых панелей.
Когда полотна для первых и вторых панелей соединены отдельными соединяющими элементами, боковые края соединяющих элементов вместе с участками боковых краев полотен для первых и вторых панелей могут образовывать отверстия для ног без необходимости в каком-либо дополнительном придании формы отверстиям для ног. В случае использования отдельных соединяющих элементов для соединения боковых краев полотен для первых и вторых панелей боковым краям соединяющих элементов может быть придана кривизна для ног перед прикреплением к полотнам для первых и вторых панелей. В альтернативном варианте профильный край для ног может быть образован на этапе придания заданной формы отверстиям для ног после прикрепления соединяющих элементов к полотнам для первых и вторых панелей. Профильный край для ног может быть образован посредством отрезки краевых частей соединяющих элементов и/или отрезки краевых частей полотен для первых и/или вторых панелей.
Сцепленное основное полотно может быть выполнено с чередующимися промежностными частями и частями, представляющими собой отверстия для ног, расположенными в центре вдоль основного полотна в продольном направлении, посредством соединения полотендля первых и вторых панелей с промежутками или напрямую, или посредством наложения отдельных соединяющих элементов между обращенными внутрь, боковыми краями полотен для первых и вторых панелей. Частям, представляющим собой отверстия для ног, впоследствии может быть придана определенная форма для придания заданной кривизны краю отверстий для ног. Другой способ формирования чередующихся промежностных частей и частей, представляющих собой отверстия для ног, в сцепленном основном полотне состоит в вырезании отверстий для ног в основном полотне, которое было сформировано посредством непрерывного соединения обращенных внутрь, боковых краев полотен для первых и вторых панелей. Боковые края полотен для первых и вторых панелей или могут быть напрямую соединены друг с другом, или могут быть соединены непрямым образом посредством соединяющего полотна.
Как указано в данном документе, каждый из соединяющих элементов может содержать сердцевинный комплект или состоять из сердцевинного комплекта, сердцевинный комплект содержит по меньшей мере впитывающую сердцевину и задний лист, такой как не проницаемый для жидкостей или по меньшей мере стойкий к воздействию жидкостей, задний лист. При необходимости сердцевинный комплект может содержать дополнительные компоненты, такие как проницаемый для жидкостей, верхний лист, эластичные элементы, принимающие жидкость компоненты и т.д., как известно в данной области техники.
Способ, раскрытый в данном документе, может дополнительно включать этап складывания сцепленного основного полотна вдоль линии сгиба, проходящей в продольном направлении, при этом этап складывания выполняют перед выполнением или после выполнения отверстий для ног в сцепленном основном полотне.
Складывание предпочтительно выполняют в центре основного полотна для создания изделий в виде трусов, имеющих переднюю и заднюю части одинаковой высоты, хотя можно выполнить складывание вдоль линии сгиба, смещенной от осевой линии, проходящей в продольном направлении через сцепленное основное полотно. Смещенная линия сгиба может быть использована, например, для изготовления изделия, имеющего переднюю поясную линию, расположенную ниже, чем задняя поясная линия.
Способ, раскрытый в данном документе, может дополнительно включать этап формирования боковых швов между полотнами для первых и вторых панелей в бедренных частях сцепленного основного полотна, при этом боковые швы проходят в поперечном направлении и ограничивают заготовки отдельных изделий в виде трусов в продольном направлении.
Боковые швы могут быть выполнены любым способом, известным в данной области техники, например, посредством ультразвуковой сварки, термоскрепления или посредством адгезива или механических соединений или посредством любой комбинации способов соединения. Элементы боковых швов, образуемых посредством адгезива, или боковых швов, содержащих механические скрепляющие элементы, такие как застежки-«липучки», или адгезивные скрепляющие элементы, такие как повторно соединяемые ленты, прикрепляют к полотнам для панелей перед складыванием основного полотна. Отверстия для ног могут быть образованы перед складыванием основного полотна и формированием боковых швов или могут быть образованы после складывания полотна или после складывания полотна и после формирования боковых швов.
Способ, раскрытый в данном документе, может дополнительно включать этап формирования отдельных изделий в виде трусов посредством разрезания сцепленного основного полотна в поперечном направлении в зоне боковых швов.
В данном документе также раскрыто одноразовое изделие в виде трусов, имеющее отверстие для талии с краем отверстия для талии, при этом изделие в виде трусов содержит переднюю панель и заднюю панель, при этом передняя панель содержит материал передней панели, имеющий край материала передней панели, и передний пояс, имеющий край переднего пояса, при этом передний пояс закреплен на части переднего поясного края материала передней панели между первым и вторым слоями материала передней панели, при этом задняя панель содержит материал задней панели, имеющий край материала задней панели, и задний пояс, имеющий край заднего пояса, при этом задний пояс закреплен на части заднего поясного края материала задней панели между первым и вторым слоями материала задней панели. Край отверстия для талии представляет собой край, образованный резкой, и содержит переднюю часть края отверстия для талии и заднюю часть края отверстия для талии, при этом передняя часть края отверстия для талии содержит край материала передней панели и край переднего пояса, а задняя часть края отверстия для талии содержит край материала задней панели и край заднего пояса.
Передняя и задняя панели одноразового изделия в виде трусов могут содержать первый эластичный материал или состоять из первого эластичного материала, и передний пояс и задний пояс могут содержать второй эластичный материал или состоять из второго эластичного материала. Таким образом, одноразовое изделие в виде трусов выполнено с эластичной поясной зоной у края отверстия для талии, при этом указанная эластичная поясная зона содержит как первый эластичный материал, так и второй эластичный материал. Эластичная поясная зона имеет ширину, которая определяется шириной пояса. Ширина пояса или эластичной поясной зоны представляет собой протяженность пояса или поясной зоны в направлении, перпендикулярном к краю отверстия для талии, соответствующем поперечному направлению во время изготовления одноразового изделия в виде трусов. Ширина пояса может составлять от 5 мм до 100 мм, например, от 5 мм до 50 мм или от 5 мм до 40 мм.
Как указано в данном документе, первый и второй эластичные материалы могут представлять собой одинаковые или разные материалы и могут быть выбраны по отдельности для получения поясной зоны с соответствующими эластичными свойствами.
Образованный резкой край отверстия для талии может быть непрямолинейным краем, образованным резкой, как указано в данном документе.
Одноразовое изделие в виде трусов может представлять собой впитывающее изделие в виде трусов и может содержать впитывающую сердцевину. Впитывающая сердцевина может представлять собой часть сердцевинного комплекта, как указано в данном документе.
Изделие в виде трусов, раскрытое в данном документе, может быть изготовлено из сцепленного основного полотна посредством дополнительной обработки основного полотна, как указано в данном документе, и может содержать эластичные элементы для ног, скрепляющие элементы и т.д., как известно в данной области техники.
Композиционное базовое полотно, к которому прикреплен поясной компонент, образует переднюю и заднюю панели изделия в виде трусов, раскрытого в данном документе, при этом каждая передняя и задняя панель имеет соответствующий передний и задний эластичный пояс, образованный из части поясного компонента. После соединения передней и задней панелей в боковых швах передний и задний пояса образуют непрерывный пояс, окружающий талию. Процессы, раскрытые в данном документе, обеспечивают возможность изготовления изделия в виде трусов, имеющего два слоя из эластичного материала в поясной зоне изделия. Эластичные материалы в данных двух слоях могут представлять собой эластичные материалы одинакового типа или могут быть разными, как указано в данном документе. Соответственно, эластичные материалы могут различаться в одном или более аспектах в том, что касается эластичных свойств, состава материала, физической формы эластичного материала и т.д.
Несмотря на то что, как правило, предпочтительными являются эластичные пояса, поясной компонент может быть эластичным или неэластичным, как указано в данном документе.
Эластичное многослойное полотно, которое может быть использовано для формирования панельных частей основных полотен, раскрытых в данном документе, состоит из по меньшей мере одного слоя из волокнистого нетканого материала и эластичного слоя. Слой из нетканого материала выбран так, чтобы он придавал ламинату мягкость на ощупь и внешний вид, подобный ткани. Примерами пригодных материалов являются холсты, полученные аэродинамическим способом из расплава, материалы фильерного способа производства, холсты, полученные скреплением, кардочесанием, холсты, полученные гидроперепутыванием, и крепированные нетканые материалы. Могут быть использованы любые мягкие, гибкие и при необходимости растяжимые нетканые материалы и ламинаты из нетканых материалов.
Поверхностная плотность холста нетканого материала, используемого в эластичном ламинате, соответственно составляет от 6 до 80 г/м2 и предпочтительно от 13 до 50 г/м2. Примерами соответствующих полимеров, используемых в холсте нетканого материала, являются полиэтилен, сложные полиэфиры, полипропилен и другие полиолефиновые гомополимеры и сополимеры. Натуральные волокна, например, хлопковые, также могут быть использованы при условии, что они обеспечивают заданные свойства. Смесь полимеров может способствовать более высокой гибкости слоя из нетканого материала и, тем самым, придавать нетканому материалу большее относительное удлинение при максимальной нагрузке. Было доказано, что смесь полимеров, представляющих собой полиэтилен и полипропилен, обеспечивает хорошие результаты в этом отношении. Однако также могут быть использованы нетканые материалы, имеющие смеси других волокон.
Эластичный слой может представлять собой эластичную пленку с отверстиями или без отверстий, при этом пленка с отверстиями обеспечивает повышенную воздухопроницаемость. Эластичный слой может иметь поверхностную плотность от 10 до 120 г/м2, предпочтительно от 15 до 60 г/м2. Эластичный слой может быть выполнен из любого пригодного эластичного полимера, природного или синтетического. Некоторыми примерами материалов, пригодных для эластичного слоя, являются низкокристаллические полиэтилены, низкокристаллические полиэтилены, катализированные металлоценом, сополимеры этилена и винилацетата (EVA), полиуретан, полиизопрен, сополимеры бутадиена и стирола, блок-сополимеры стирола, такие как блок-сополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и бутадиена с чередованием блоков (SBS) или блок-сополимер стирола и этилена-бутадиена с чередованием блоков. Также могут быть использованы смеси данных полимеров, а также другие модифицирующие эластомерные или неэластомерные материалы. Одним примером пригодной эластичной пленки является трехслойная эластомерная пленка с отверстиями и с составом «полиэтилен - блок-сополимер стирола и этилена-бутадиена с чередованием блоков - полиэтилен» (PE-SEBS-PE).
Поскольку эластичная пленка будет проходить на всей протяженности или по меньшей мере на большей части передней и задней панелей изделия в виде трусов, изготовленного из базового полотна, содержащего эластичную пленку, очень предпочтительно, чтобы эластичная пленка была воздухопроницаемой пленкой, такой как пористая воздухопроницаемая пленка и/или воздухопроницаемая пленка с отверстиями, как указано в данном документе.
Эластичный ламинат может быть получен посредством любого пригодного способа, например, посредством скрепления при растягивании, или может представлять собой эластичный элемент, подвергнутый пошаговому растягиванию и полученный согласно способам, раскрытым в WO 03/047488. Ламинаты, изготовленные согласно WO 03/047488, представляют собой трехслойные ламинаты, содержащие эластичную пленку, зажатую между двумя слоями из неэластичного нетканого материала. Чтобы сделать ламинат упруго растягивающимся, его подвергают активационной обработке. Активированный ламинат получают посредством пошагового растягивания слоя из эластичной пленки между двумя неэластичными слоями, подобными ткани. Пошаговое растягивание выполняют посредством пропускания ламината между введенными в зацепление, зубчатыми роликами. Неэластичные слои, подобные ткани, полностью или частично разрушаются или разрываются во время процесса активации, так что эластичность ламината после активации определяется главным образом эластичностью слоя из эластичной пленки. Также можно сначала изготовить двухслойный эластичный ламинат, подвергнутый пошаговому растягиванию, который дополнительно обрабатывают посредством прикрепления пленочной стороны активированного эластичного двухслойного ламината ко второму слою из нетканого материала при растягивании.
Полотно нетканого материала и пленка могут быть скреплены посредством экструзии или могут быть скреплены посредством адгезива. Ламинат может быть подвергнут пошаговому растягиванию для активации эластичности слоя из пленки. Пошаговое растягивание может быть выполнено до степени ниже относительного удлинения холста нетканого материала при максимальной нагрузке для сохранения некоторой прочности холста нетканого материала. В альтернативном варианте растягивание может быть выполнено так, что нетканый материал полностью разрывается, как раскрыто в WO 03/047488.
При выборе нетканых материалов, имеющих термопластичные свойства, для эластичных многослойных полотен, используемых для получения полотен для панелей, раскрытых в данном документе, полотна для панелей могут быть прикреплены к другим компонентам с помощью швов, образованных термоскреплением и ультразвуковой сваркой. Например, может быть предпочтительным, если по меньшей мере одно полотно нетканого материала в основном или полностью образовано из термопластичных волокон, таких как полипропиленовые волокна. При этом слой или слои из нетканого материала могут быть использованы для формирования боковых швов с хорошей прочностью при растяжении. Поскольку зоны термоскрепления, используемые в боковых швах, обычно проходят сквозь сваренные материалы, ориентация ламината относительно слоев из нетканого материала обычно не является критичной для получения шва, образуемого термоскреплением, при условии, что по меньшей мере один из слоев образован преимущественно из термопластичных волокон или комбинация из двух слоев содержит достаточно термопластичного материала для достижения достаточной прочности скрепления. Боковые швы предпочтительно представляют собой боковые швы, поддающиеся разрыву, то есть сварные швы, которые могут расслоены или разодраны при снятии изделия в виде трусов.
ОПРЕДЕЛЕНИЯ
Впитывающее изделие в виде трусов в используемом в данном документе смысле представляет собой впитывающий предмет одежды, который выполнен с возможностью прилегания к носителю подобно паре трусов, что означает, что впитывающее изделие содержит боковые швы в окружающей талию части каждого изделия и что изделие имеет отверстие для талии и два отверстия для ног. Обычно боковые швы образуют в основной структурной части изделия после выполнения любых других технологических операций, например, после наложения/прикрепления одного или более элементов, таких как эластичные элементы для ног, эластичный элемент для талии, внутренние поднятые барьеры, ярлыки с указанием размера, впитывающие компоненты, слои верхнего листа, барьерные слои, упрочняющие элементы, накладки и т.д. Боковые швы могут быть сформированы любым пригодным способом, например, посредством адгезива или посредством термосварки или ультразвуковой сварки. Боковые швы предпочтительно выполнены в виде «раскрываемых» боковых швов, что означает, что боковые швы являются достаточно прочными для выдерживания сил при натягивании и растягивании, действующих на боковые швы при надевании и ношении изделия в виде трусов, но могут быть разорваны без чрезмерного разрывания изделия при снятии изделия с носителя. Раскрываемые боковые швы могут быть расслаивающимися боковыми швами или могут быть выполнены раскрываемыми посредством размещения отрывных лент, перфораций или других типов ослабляющих средств вдоль боковых швов. Раскрываемые боковые швы могут поддаваться повторному закрытию для обеспечения возможности осмотра, как известно в данной области техники. Боковые швы предпочтительно имеют такую конструкцию, что они могут выдерживать растягивающие силы, которые возникают при надевании и ношении изделия, но при этом они могут быть разодраны или раскрыты регулируемым образом при снятии трусов или для проверки того, нуждается ли в замене впитывающее изделие типа трусов.
Изделие типа трусов, имеющее раскрываемые боковые швы, может быть выполнено со скрепляющими элементами для обеспечения способности боковых швов к повторному закрыванию. Скрепляющие элементы могут представлять собой сопрягающиеся скрепляющие элементы, широко используемые в данной области техники и хорошо известные специалисту в данной области техники, такие как застежки-«липучки», адгезивные скрепляющие элементы, сопрягающиеся с принимающим элементом, кнопки и т.д. Сопрягающиеся скрепляющие элемента предпочтительно представляют собой скрепляющие элементы, поддающиеся повторному закрытию, так что изделие может быть неоднократно открыто и повторно закрыто для осмотра и для повторной регулировки прилегания.
В этой связи эластичный материал определен как материал, имеющий остаточное относительное удлинение после релаксации, составляющее менее 10%, после подвергания материала удлинению на 30% в испытании на эластичность, определенном в дальнейшем.
Неэластичный материал представляет собой материал, который не подпадает под определение эластичного материала. Соответственно, неэластичный материал в используемом в данном документе смысле представляет собой материал, который может быть растягивающимся или нерастягивающимся. В случае растягивающегося материала материал имеет остаточное удлинение после растягивания и релаксации, составляющее более 10%, после его подвергания удлинению на 30%, определяемому согласно испытанию на эластичность.
Эластичный поясной компонент может поставляться в виде эластичной ленты любого пригодного вида, такого как эластичный ламинат, лента из эластичного вспененного материала, эластичный нетканый материал, в виде неэластичного материала, который был эластифицирован посредством эластичных нитей или жилок, лент, эластичной сетки и т.д. Эластичный поясной компонент может быть изготовлен посредством прикрепления эластичных элементов, таких как нити, ленты или жилки, в предварительно растянутом состоянии между двумя слоями из нетканого неэластичного материала. Поясной компонент может быть образован из двух отдельных слоев из нетканого материала или может быть образован из одного слоя из нетканого материала, которые сложен в виде двухслойной структуры. В альтернативном варианте существует возможность использования такого же эластичного рулонного материала, который используется для формирования панельных частей из полотен для панелей, раскрытых в данном документе, для создания эластичного поясного полотна. Может быть применен любой широко используемый эластичный материал, такой как природный или синтетический каучук, эластичный вспененный материал и т.д.
«Сердцевинный комплект» в используемом в данном документе смысле представляет собой компонент во впитывающем изделии в виде трусов, который содержит впитывающую сердцевину, предусмотренную с задним листом. Задний лист предпочтительно представляет собой барьерный слой для жидкостей, который является не проницаемым для жидкостей или по меньшей мере стойким к проникновению жидкостей. Сердцевинный комплект может также содержать проницаемый для жидкостей, верхний лист, и впитывающая сердцевина может быть заключена между верхним листом и задним листом. Впитывающая сердцевина может содержать впитывающий материал любого типа, такой как вспушенная измельченная целлюлоза, материал со сверхвысокой впитывающей способностью и т.д., как известно в данной области техники, а также невпитывающие компоненты, такие как невпитывающие волокна, связующие, элементы для придания формы, элементы для распределения текучих сред и т.д. Сердцевина может иметь любую пригодную конструкцию с разными материалами и/или разными свойствами в разных слоях и/или в разных зонах, как известно в данной области техники, и может быть по существу плоской или может иметь трехмерный профиль. Сердцевинный комплект может иметь любую пригодную форму в плоскости, такую как прямоугольная, форма песочных часов, трапециевидная и т.д. По соображениям, связанным с изготовлением, прямоугольная форма может быть предпочтительной.
Сердцевинный комплект может дополнительно содержать эластичные элементы, такие как эластичные элементы для ног, которые могут быть расположены вдоль боковых краев сердцевинного комплекта.
Термин «панель» используется в данном документе для обозначения функционального компонента основной части изделия в виде трусов, в то время как термины «зона» и «часть» используются для обозначения места расположения определенного элемента изделия в основной части или для описания заданного положения определенного компонента изделия относительно тела пользователя. Зона или часть могут иметь протяженность, полностью или частично охватывающую одну или более панелей.
Когда компоненты соединены, присоединены или прикреплены друг к другу, они представляют собой отдельные компоненты, которые были скреплены любыми пригодными средствами, такими как адгезив, сшивание или ультразвуковая сварка или термосварка. Термин «соединенные» также охватывает разделяемые (раскрываемые) швы, такие как разделяемые боковые швы и поддающиеся повторному закрытию, боковые швы, такие как боковые швы в виде застежек-«липучек», поддающиеся повторному закрытию швы с липкими лентами, кнопки и т.д. Компоненты, которые расположены друг на друге, необязательно должны быть скреплены, хотя в используемом в данном документе смысле термин «расположенный» должен пониматься в широком смысле для охвата также скрепленных компонентов.
Полотно/холст материала в используемом в данном документе смысле представляет собой любой по существу двумерный гибкий материал или комбинацию материалов, таких как пластиковые пленки, нетканые материалы, вспененные материалы или текстильные материалы. Полотно может представлять собой многокомпонентное полотно, содержащее несколько слоев и/или зон из разных материалов. Полотно в используемом в данном документе смысле может иметь вид непрерывного полотна или вид дискретногополотна.
Основное полотно в используемом в данном документе смысле представляет собой непрерывное полотно, содержащее множество собранных компонентов. Основное полотно может быть дополнительно обработано и преобразовано в отдельные изделия в виде трусов. Основное полотно может быть разрезано для формирования имеющих определенную форму отверстий для ног. Полотно может быть сложено, и боковые соединения могут быть образованы в сложенном полотне между заготовками отдельных основных частей, при этом каждая заготовка основной части при необходимости несет включенный сердцевинный компонент, например, в виде сердцевинного комплекта. Отдельные изделия в виде трусов могут быть отделены от основного полотна посредством разрезания полотна в зоне боковых швов. Этап разрезания может выполняться посредством резки между двумя параллельными линиями скрепления, образующими боковые швы и расположенными на небольшом расстоянии друг от друга в направлении MD движения основного полотна в машине. В альтернативном варианте боковые швы могут быть образованы в виде одной отдельной широкой линии скрепления, которую разрезают на две на этапе разрезания. Дополнительные способы формирования боковых швов во впитывающем изделии типа трусов раскрыты в WO 2007/138373 и WO 2008/079061.
Ламинат в используемом в данном документе смысле представляет собой полотно материала, содержащее по меньшей мере два отдельных и четко выраженных слоя, имеющих перекрывающиеся части, при этом перекрывающиеся части соединены для формирования ламината.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение будет дополнительно разъяснено в дальнейшем посредством неограничивающих примеров и со ссылкой на приложенные чертежи, в которых:
фиг.1а схематически показывает первую часть способа изготовления изделия в виде трусов;
фиг.1b схематически показывает первый вариант осуществления второй части способа изготовления изделия в виде трусов;
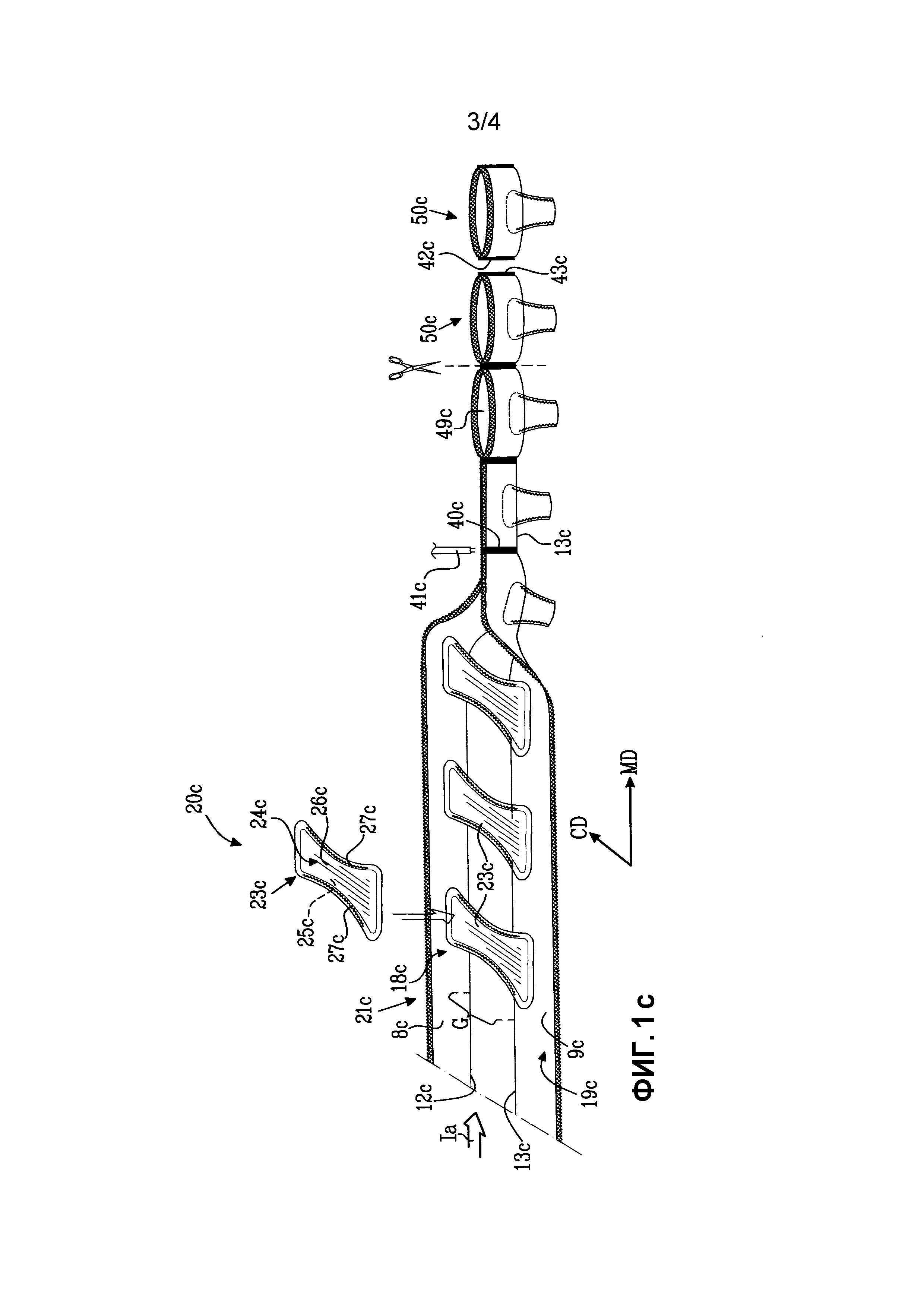
фиг.1с схематически показывает второй вариант осуществления второй части способа изготовления изделия в виде трусов;
фиг.2 показывает изделие в виде трусов, изготовленное согласно способам, раскрытым в данном документе; и
фиг.3 показывает сечение по линии III-III поясной краевой части изделия в виде трусов по фиг.2.
ПОДРОБНОЕ ОПИСАНИЕ
Следует понимать, что чертежи являются схематическими и что отдельные компоненты, такие как слои материала необязательно начерчены в масштабе. Подгузник-трусы, показанный на фигурах, приведен только в качестве примера, и его не следует рассматривать как ограничивающий изобретение. Способ изготовления и конструкция пояса, раскрытые в данном документе, применимы для любого типа одноразового впитывающего и невпитывающего изделия в виде трусов, такого как одноразовые гигиенические трусы, подгузники-трусы, менструальные трусы, урологические трусы и т.д. Соответственно, объем изобретения определяется только приложенной формулой изобретения.
На фиг.1а, 1b и 1с проиллюстрированы два частично различающихся способа изготовления изделий в виде трусов. Способы приведены только в качестве примеров, и следует понимать, что основное полотно, полученное способами, раскрытыми в данном документе, может быть использовано при изготовлении одноразовых изделий в виде трусов, имеющих разные конструкции, таких как невпитывающие изделия в виде трусов, изделия в виде трусов, имеющие эластичные элементы для ног, расположенные вдоль части или всех отверстий для ног, изделия в виде трусов, имеющие конфигурации боковых швов, отличающиеся от показанных в данном документе, такие как конфигурации боковых швов, включающие скрепляющие элементы, и т.д.
Как показано на фиг.1а, непрерывное первое базовое полотно 1' подают в продольном направлении MD. Непрерывное базовое полотно 1' имеет первый и второй параллельные боковые края 2', 3', проходящие в продольном направлении MD. Непрерывный поясной компонент 4 прикрепляют к первому базовому полотну 1' в зоне 5 прикрепления. Зона 5 прикрепления проходит в продольном направлении MD и расположена между первым и вторым боковыми краями 2', 3' первого непрерывного базового полотна 1'. Зона 5 прикрепления и, тем самым, также поясной компонент 4 расположены на расстоянии от по меньшей мере одного из первого и второго боковых краев 2', 3'. В примере, показанном на фиг.1а, зона 5 прикрепления представляет собой лентообразную зону, соответствующую форме лентообразного поясного компонента, при этом указанная зона расположена на одинаковом расстоянии от каждого из боковых краев 2', 3' первого базового полотна 1', что означает, что зона 5 прикрепления расположена в центре на первом непрерывном базовом полотне 1' в продольном направлении MD. В альтернативном варианте зона 5 прикрепления может быть расположена со смещением к одному из боковых краев 2', 3'.
Второе непрерывное базовое полотно 1ʺ, имеющее первый и второй боковые края 2ʺ, 3ʺ, проходящие в продольном направлении MD, подают в продольном направлении MD и прикрепляют к первому непрерывному базовому полотну 1' и к непрерывному поясному компоненту 4. Второе непрерывное базовое полотно 1ʺ размещают так, чтобы оно закрывало по меньшей мере непрерывный поясной компонент 4. В примере, показанном на фиг.1а, второе непрерывное базовое полотно 1ʺ имеет одинаковую протяженность с первым непрерывным базовым полотном 1'. Соединенные первое и второе непрерывные базовые полотна 1', 1ʺ формируют композиционное базовое полотно 11, имеющее первый и второй боковые края 12, 13, при этом зона 5 прикрепления расположена на расстоянии от по меньшей мере одного из первого и второго боковых краев 12, 13 композиционного базового полотна 11.
Может быть предпочтительным, чтобы первое и/иди второе непрерывные базовые полотна 1', 1ʺ представляли собой эластичное базовое полотно, и чтобы первое и второе непрерывные базовые полотна 1', 1ʺ были соединены друг с другом так, чтобы скомплектованное композиционное базовое полотно 11 также представляло собой эластичное базовое полотно. Композиционное эластичное базовое полотно может содержать эластичные и неэластичные компоненты и слои и может представлять собой многослойную структуру, содержащую по меньшей мере один неэластичный слой и по меньшей мере один эластичный слой. Эластичный слой может представлять собой слой из множества удлиненных эластичных элементов, таких как нити, жилки или ленты, расположенные параллельно друг другу, эластичную сетку, холст эластичного нетканого материала, эластичную пленку и т.д. Как правило, может быть предпочтительным, чтобы непрерывное базовое полотно 1 содержало слой из эластичной пленки, такой как слой из воздухопроницаемой эластичной пленки, как указано в данном документе. Эластичное базовое полотно является эластичным по меньшей мере в продольном направлении на всей его ширине, но может быть эластичным также в других направлениях, например, в поперечном направлении.
Как указано в данном документе, поясной компонент может содержать нити, пленку, ленты, вспененный материал и т.д., как известно в данной области техники. Поясной компонент накладывают в виде предварительно изготовленного неэластичного, эластичного или эластифицированного поясного компонента, содержащего одно или более несущих полотен. Несущее полотно может представлять собой эластичное или неэластичное полотно, такое как эластичный или неэластичный нетканый материал, эластичная или неэластичная пленка или комбинация разных материалов. Может быть предпочтительным, чтобы несущий материал, который будет размещен в прямом контакте с кожей при ношении одноразового впитывающего изделия в виде трусов, был образован из текстильного или подобного текстилю материала, такого как нетканый материал.
Эластичный поясной компонент 4 может быть прикреплен к эластичному первому непрерывному базовому полотну 1' при одновременном растягивании как поясного компонента 4, так и первого непрерывного базового полотна 1' в продольном направлении MD. В альтернативном варианте эластичный поясной компонент 4 может быть прикреплен при растягивании к неэластичному первому непрерывному базовому полотну 1'.
Эластичный поясной компонент 4 и непрерывное первое эластичное базовое полотно 1' могут удерживаться растянутыми на 50%-600% в продольном направлении при прикреплении эластичного поясного компонента к непрерывному эластичному базовому полотну.
Эластичный поясной компонент 4 может быть растянут до такой же степени, что и первое непрерывное эластичное базовое полотно 1', или до другой степени. Конечная эластичность зависит от используемых материалов, так что даже в том случае, если эластичное базовое полотно и эластичный поясной компонент растянуты до одинаковой степени во время этапа прикрепления, получающееся в результате полотно для панелей может иметь большее упругое растяжение в поясной части, чем в части полотна для панелей, образованной только материалом базового полотна, в результате остаточной деформации базового полотна, вызванной растягиванием.
Поясной компонент 4 может быть прикреплен к первому непрерывному базовому полотну 1' посредством использования любого известного способа скрепления или комбинации способов скрепления, таких как ультразвуковая сварка, скрепление адгезивом, стежковая сварка, термоскрепление и т.д. На фиг.1а скрепление проиллюстрировано в виде ультразвуковой сварки в скрепляющем устройстве 6.
После прикрепления поясного компонента 4 к первому непрерывному базовому полотну 1' в пределах зоны 5 прикрепления и соединения второго непрерывного базового полотна 1” с первым непрерывным базовым полотном 1' композиционное базовое полотно 11 и прикрепленный эластичный поясной компонент 4 разрезают посредством резки вдоль линии LC резки, проходящей через зону 5 прикрепления в продольном направлении MD, в результате чего создаются полотно 8 для первых панелей, имеющее первый боковой край 12 и содержащее первую панельную часть 18 и первую поясную часть 28, и полотно 9 для вторых панелей, имеющее второй боковой край 13 и содержащее вторую панельную часть 19 и вторую поясную часть 29. Полотно 8 для первых панелей и полотно 9 для вторых панелей проходят в продольном направлении MD при первой и второй поясных частях 28, 29 и первом и втором краях 38, 39, образованных резкой, обращенных друг к другу при их расположении бок о бок.
В процессе, показанном на фиг.1а, этап резки выполняют, используя режущий ролик 7. Однако следует понимать, что может быть использован любой альтернативный способ резки, такой как лазерная резка и т.д.
Положения полотна 8 для первых панелей и полотна 9 для вторых панелей затем изменяют в поперечном направлении CD, перпендикулярном к продольному направлению MD. Тем самым, полотна 8, 9 для первых и вторых панелей переводятся в новое положение, в котором они параллельны друг другу и первый и второй края 38, 39, образованные резкой, обращены друг от друга в поперечном направлении CD и первый и второй боковые края 12, 13 полотен 8, 9 для первых и вторых панелей обращены друг к другу в поперечном направлении CD.
В результате разрезания композиционного базового полотна 11 с непрерывным эластичным поясным компонентом 4 в центре, как показано на фиг.1а, получают два полотна 8, 9 для панелей, имеющие одинаковую ширину в поперечном направлении CD. Как указано в данном документе, может быть предпочтительным размещение линии LC резки со смещением от осевой линии базового полотна для получения изделия в виде трусов, имеющего переднюю и заднюю панели разных размеров. Композиционное базовое полотно 11 имеет ширину W между первым и вторым боковыми краями 12, 13, и линия LC резки может быть расположена на расстоянии от первого бокового края 12, составляющем 20-80% от ширины W композиционного базового полотна 11.
Как указано в данном документе, в зависимости от заданной конечной конструкции изделий в виде трусов, изготавливаемых способами, раскрытыми в данном документе, зона 5 прикрепления и эластичный поясной компонент 4 могут быть расположены со смещением от центра композиционного базового полотна 11 к одному из боковых краев 12, 13 так, что поясной компонент 4 будет расположен асимметрично на композиционном базовом полотне 11. Такое расположение может быть предпочтительным при изготовлении изделия в виде трусов, имеющего переднюю и заднюю панели с разными размерами. Эластичный поясной компонент 4 даже может быть прикреплен вдоль одного из боковых краев композиционного базового полотна 11, при этом боковой край поясного компонента будет совпадать с боковым краем композиционного базового полотна.
В варианте осуществления, показанном на фиг.1а, поясной компонент 4 расположен симметрично вдоль линии LC резки, в результате чего получают поясные части 28, 29 с одинаковой шириной. Изделие в виде трусов, имеющее передний и задний поясные эластичные элементы с разной шириной, может быть получено при размещении зоны 5 прикрепления и, тем самым, поясного компонента 4 при неодинаковых частях поясного компонента 4 с каждой стороны линии LC резки.
В варианте осуществления (непоказанном), в котором поясной компонент 4 размещают вдоль одного из боковых краев композиционного базового полотна 11, в результате разрезания композиционного базового полотна получают полотно для первых панелей, имеющее панельную часть и поясную часть, расположенные в конфигурации с полным перекрыванием, в то время как полотно для вторых панелей имеет поясную часть, которая перекрывает только краевую часть панельной части. Полотно для первых панелей представляет собой узкий лентообразный ламинат, образованный на всей ширине из одного или обоих из первого и второго базовых полотен 1', 1ʺ и поясного компонента 4. Лентообразное полотно для первых панелей может быть смещено и прикреплено в качестве пояса вдоль бокового края 13 полотна 9 для вторых панелей, который противоположен краевой части на образованном резкой крае 39 полотна для вторых панелей, при этом указанная краевая часть перекрывает поясную часть полотна 9 для вторых панелей.
В проиллюстрированном примере разрезание композиционного базового полотна 11 выполняют вдоль непрямой линии LC резки, проиллюстрированной в виде линии резки зигзагообразной формы. В альтернативном варианте линия LC резки может быть прямой или может иметь любую другую пригодную форму, такую как форма синусоиды. Может быть предпочтительным, чтобы линия резки имела симметричную криволинейную форму, поскольку симметричная линия резки позволяет получить края, образованные резкой и имеющие одинаковую общую форму и внешний вид. Изделие в виде трусов, изготовленное из полотна, которое было разрезано вдоль симметричной линии резки, будет иметь поясной край однородной формы, то есть поясной край, имеющий такой же внешний вид с передней стороны изделия, как и с задней стороны изделия.
Как проиллюстрировано на фиг.1а, после этапа изменения положения/смещения полотна 8, 9 для первых и вторых панелей проходят параллельно друг другу и расположены на расстоянии друг от друга в поперечном направлении CD с зазором G между обращенными внутрь, боковыми краями 12, 13. В других вариантах осуществления, как указано в данном документе, полотна 8 и 9 для первых и вторых панелей могут быть смещены в положение, в котором обращенные внутрь, боковые края 12, 13 находятся в прямом контакте друг с другом, так что полотна 8, 9 для первых и вторых панелей могут быть напрямую соединены друг с другом вдоль обращенных внутрь, боковых краев 12, 13 и после этого дополнительно обработаны и преобразованы в отдельные изделия в виде трусов.
Фиг.1b представляет собой очень схематическое изображение способа преобразования эластифицированных, образованных резкой и смещенных частей полотна, полученных на этапах, показанных на фиг.1а, в отдельные изделия в виде трусов. Способ включает формирование основной структуры, несущей компонент с впитывающей сердцевиной. Сердцевинный компонент может быть включен в процесс формирования изделия в виде трусов в виде образованного отдельно, сердцевинного комплекта с впитывающей сердцевиной, заключенной между двумя покрывающими слоями. Хотя это может быть предпочтительным способом включения впитывающего компонента в изделие в виде трусов, в альтернативном варианте впитывающий компонент может быть включен с использованием таких компонентов основной структуры, как верхний лист и/или задний лист.
Все отдельные этапы преобразования, такие как скрепление, резка, складывание и т.д., хорошо известны и описаны в данной области техники и не раскрываются подробно в данном документе. В способе по фиг.1b первый боковой край 12b полотна 8b для первых панелей соединяют со вторым боковым краем 13b полотна 9b для вторых панелей посредством непрерывного соединяющего полотна 20, в результате чего формируется сцепленное основное полотно 21b. В примере, показанном на фиг.1b, соединяющее полотно 20имеет ширину в поперечном направлении, которая достаточна только для перекрывания зазора G между полотнами 8b, 9b для первых и вторых панелей и для обеспечения возможности прикрепления соединяющего полотна 20к полотнам 8b, 9b для первых и вторых панелей вдоль первого и второго боковых краев 12b, 13b полотен 8b, 9b для панелей. Следует понимать, что непрерывное соединяющее полотно 20может иметь бóльшую ширину, чем показанная на фиг.1b, и может перекрывать полностью или частично одно или оба из полотен 8b, 9b для панелей в поперечном направлении CD.
Соединяющее полотно 20может содержать холст нетканого материала, пластиковую пленку или ламинат из двух или более слоев из таких материалов или состоять из холста нетканого материала, пластиковой пленки или ламината из двух или более слоев из таких материалов. Соединяющее полотно также может содержать эластичные элементы. Может быть предпочтительным, чтобы слой из нетканого материала был расположен так, чтобы он образовывал внутреннюю поверхность изделия в виде трусов, изготовленного из основного полотна 21b.
Отдельно изготовленные, сердцевинные комплекты 23b накладывают на основное полотно 21b на расстоянии друг от друга в продольном направлении MD и при продольном направлении сердцевинных комплектов 23b, совпадающем с поперечным направлением CD. Сердцевинные комплекты 23b могут быть прикреплены к основному полотну 21b посредством адгезива или могут быть прикреплены любым другим пригодным способом, известным в данной области техники.
Сердцевинный комплект 23b содержит впитывающую сердцевину 24b, заключенную между двумя покрывающими слоями: слоем 25b, барьерным для жидкостей, и слоем 26b верхнего листа, проницаемым для жидкостей. В показанном примере сердцевинный комплект 23b дополнительно содержит эластичные элементы 27b, расположенные между покрывающими слоями 25b, 26b в краевых частях покрывающих слоев, которые выступают наружу за края впитывающей сердцевины 24b. Эластичные элементы 27b в сердцевинном комплекте 23b представляют собой возможные, но необязательные компоненты сердцевинного комплекта 23b. Покрывающие слои 25b, 26b могут быть выбраны из любых пригодных материалов задних листов и материалов верхних листов, известных в данной области техники. Аналогичным образом, впитывающая сердцевина 24b может иметь любые подходящие конструкцию, форму и размер, известные в данной области техники.
Отверстия 30для ног вырезают в основном полотне 21bмежду сердцевинными комплектами 23b посредством использования режущего инструмента 31. После этого основное полотно складывают вдоль осевой линии, проходящей в продольном направлении MD, и формируют зоны 40b боковых швов для ограничения заготовок 49b отдельных изделий в виде трусов между зонами 40b боковых швов. Как схематически показано на фиг.1b, зоны 40b боковых швов могут быть сформированы посредством использования устройства 41b для ультразвуковой сварки или любых других пригодных средств, как указано в данном документе.
В завершение отдельные изделия 50b в виде трусов образуют разрезанием цепи заготовок изделий в виде трусов в зонах 40b боковых швов так, что одна часть каждой зоны 40b бокового шва образует боковой шов 42b на переднем изделии в виде трусов и другая часть зоны 40b бокового шва образует боковой шов 43b на заднем изделии 50b в виде трусов.
В способе, проиллюстрированном на фиг.1с. первый боковой край 12с полотна 8с для первых панелей соединяют со вторым боковым краем 13с полотна 9с для вторых панелей посредством множества отдельных соединяющих элементов 20с в виде отдельно изготовленных, сердцевинных комплектов 23с, в результате чего формируется сцепленное основное полотно 21с. Как показано на фиг.1с, соединяющие элементы 20с перекрывают зазор G между полотнами 8с, 9с для первых и вторых панелей и прикреплены к полотнам 8с, 9с для первых и вторых панелей с каждой стороны зазора G. Следует понимать, что соединяющие элементы 20с могут иметь размер и/или форму, отличающиеся от показанных на фиг.1с.
Сердцевинные комплекты 23с накладывают на основное полотно 21с на расстоянии друг от друга в продольном направлении MD и при продольном направлении сердцевинных комплектов 23с, совпадающем с поперечным направлением CD. Сердцевинные комплекты 23с могут быть прикреплены к полотнам 8с, 9с для первых и вторых панелей посредством адгезива или могут быть прикреплены любым другим пригодным способом, известным в данной области техники. Следует понимать, что наличие впитывающей сердцевины является возможным, но необязательным для способов, раскрытых в данном документе, и что сердцевинные комплекты 23с могут быть заменены соединяющим элементом без впитывающей сердцевины.
Сердцевинный комплект 23с содержит впитывающую сердцевину 24с, заключенную между двумя покрывающими слоями: слоем 25с, барьерным для жидкостей, и слоем 26с верхнего листа, проницаемым для жидкостей. В показанном примере сердцевинный комплект 23с дополнительно содержит эластичные элементы 27с, расположенные между покрывающими слоями 25с, 26с в краевых частях покрывающих слоев, которые выступают наружу за края впитывающей сердцевины 24с. Эластичные элементы 27с в сердцевинном комплекте 23с представляют собой возможные, но необязательные компоненты сердцевинного комплекта 23с. Покрывающие слои 25с, 26с могут быть выбраны из любых пригодных материалов задних листов и материалов верхних листов, известных в данной области техники. Аналогичным образом, впитывающая сердцевина 24с может иметь любые подходящие конструкцию, форму и размер, известные в данной области техники.
Отверстия 30сдля ног образованы в основном полотне 21спространствами между сердцевинными комплектами 23с. После наложения соединяющих элементов 20с основное полотно 21сскладывают вдоль осевой линии, проходящей в продольном направлении MD, и формируют зоны 40с боковых швов для ограничения заготовок 49с отдельных изделий в виде трусов между зонами 40с боковых швов. Как схематически показано на фиг.1с, зоны 40с боковых швов могут быть сформированы посредством использования устройства 41с для ультразвуковой сварки или любых других пригодных средств, как указано в данном документе.
В завершение отдельные изделия 50с в виде трусов образуют разрезанием цепи заготовок изделий в виде трусов в зонах 40с боковых швов так, что одна часть каждой зоны 40с бокового шва образует боковой шов 42с на переднем изделии в виде трусов и другая часть зоны 40с бокового шва образует боковой шов 43с на заднем изделии 50с в виде трусов.
Следует понимать, что смещенные полотна 8, 9 для панелей, полученные после технологических операций, показанных на фиг.1а, могут быть преобразованы в отдельные изделия в виде трусов с помощью процессов, отличающихся от проиллюстрированных на фиг.1b и 1с. В случае использования непрерывного соединяющего элемента, проиллюстрированного на фиг.1b, соединяющий элемент может иметь бóльшую ширину, чем показанная на фиг.1а, и может перекрывать бóльшую часть одного или обоих из полотен для панелей, и может даже проходить до одного или обоих краев, образованных резкой. Изделия в виде трусов, раскрытые в данном документе, необязательно должны быть впитывающими изделиями. Соответственно, наложение впитывающих сердцевин представляет собой возможную, но необязательную технологическую операцию. Кроме того, процесс может включать наложение дополнительных элементов, таких как эластичные элементы для ног, выступающие барьеры, скрепляющие элементы в боковых швах и т.д.
Фиг.2 показывает впитывающее изделие 50 в виде трусов, которое может быть изготовлено способом, раскрытым в данном документе, например, способом, проиллюстрированным на фиг.1с. Впитывающее изделие в виде трусов, изготовленное согласно способу по фиг.1b, будет иметь такую же конструкцию в зоне отверстия для талии, как и изделие, изготовленное способом по фиг.1с, но будет иметь другой внешний вид в зоне отверстий для ног и в промежностной части вследствие наличия непрерывного соединяющего элемента между полотнами для передних и задних панелей.
Изделие в виде трусов показано так, как оно выглядит при ношении, с боковыми швами 42, 43, размещенными на бедрах носителя. Изделие 50 в виде трусов имеет отверстие 51 для талии с краем 52 отверстия для талии и содержит переднюю панель 53 и заднюю панель 63. Передняя панель 53 содержит материал 54 передней панели, «источником» которого является полотно для передних панелей, представляющее собой часть основного полотна, раскрытого в данном документе, и который имеет верхний край 55 материала передней панели и нижний край 12 материала передней панели, и передний пояс 56, который образован из поясной части полотна для передних панелей, представляющего собой часть основного полотна, раскрытого в данном документе, и который имеет край 57 переднего пояса. Передний пояс 56 прикреплен в конфигурации с перекрыванием к части переднего поясного края материала 54 передней панели. Задняя панель 63 содержит материал 64 задней панели, «источником» которого является полотно для задних панелей, представляющее собой часть основного полотна, раскрытого в данном документе, и который имеет верхний край 65 материала задней панели и нижний край материала задней панели (невидимый на фиг.2), и задний пояс 66, который образован из поясной части полотна для задних панелей, представляющего собой часть основного полотна, раскрытого в данном документе, и который имеет край 67 заднего пояса. Задний пояс прикреплен в конфигурации с перекрыванием к части заднего поясного края материала 64 задней панели. Край 52 отверстия для талии представляет собой край, образованный резкой, и содержит переднюю часть 52' края отверстия для талии и заднюю часть 52ʺ края отверстия для талии. Передняя часть 52' края отверстия для талии содержит край 55 материала передней панели и край 57 переднего пояса, и задняя часть 52ʺ края отверстия для талии содержит край 65 материала задней панели и край 67 заднегопояса.
Образованный резкой край 52 отверстия для талии, показанный на фиг.2, представляет собой непрямолинейный край, образованный резкой, с зигзагообразной формой. Как раскрыто в данном документе, может быть использована любая альтернативная форма края, такая как прямолинейный край, синусоидальный край и т.д. Может быть предпочтительным, чтобы передняя и задняя части 52', 52ʺ края отверстия для талии имели одинаковую форму с тем, чтобы край 52 отверстия для талии имел однородный внешний вид. Однако разные формы передней и задней частей края, образованного резкой, также возможны для изделий в виде трусов, раскрытых в данном документе.
Впитывающее изделие 50 в виде трусов на фиг.2 показано с впитывающей сердцевиной 23, которая заключена между не проницаемым для жидкостей, барьерным листом 25 и проницаемым для жидкостей, верхним листом 26. Не проницаемый для жидкостей, барьерный лист 25 имеет прямоугольную форму, и впитывающая сердцевина 23 имеет форму песочных часов.
Проницаемый для жидкостей, верхний лист 26 может состоять из любого материала, известного для данной цели, такого как слой из нетканого материала, перфорированная пластиковая пленка, сетчатый материал, жгут или тому подобное. Само собой разумеется, верхний лист 26 также может состоять из ламината из двух или более листов одинакового или разных материалов.
Не проницаемый для жидкостей, барьерный лист 25 может состоять из не проницаемой для жидкостей, пластиковой пленки, листа нетканого материала, который был покрыт материалом, барьерным для жидкостей, или листа какого-либо другого гибкого материала, который обладает способностью выдерживать проникновение жидкостей. Однако может быть предпочтительным, если непроницаемый для жидкостей, барьерный лист 25 является воздухопроницаемым, то есть обеспечивает возможность пропускания водяного пара через лист 25.
Впитывающая сердцевина 23 может быть образована из впитывающего материала, такого как вспушенная измельченная целлюлоза, санитарно-гигиеническая бумага, впитывающий вспененный материал и т.д. Впитывающая сердцевина также может содержать суперабсорбенты, то есть полимерные материалы, которые могут впитывать выделяемую организмом, текучую среду в количестве, во много раз превышающем их собственный вес, и образовывать гидрогель. Суперабсорбенты обычно присутствуют в виде частиц, но также возможны волокна, хлопья, гранулы и пленки. Кроме того, впитывающая сердцевина 23 может содержать невпитывающие компоненты, такие как элементы, придающие жесткость, элементы, придающие форму, связующие и т.д. Различные типы принимающих жидкости, пористых структур, таких как комки волокнистого материала, открытопористый вспененный материал или тому подобное, также могут быть включены в сердцевину.
Впитывающие изделия обычно имеют впитывающую сердцевину, содержащую слои с разными характеристиками в отношении способности принимать жидкости, способности распределять жидкости и удерживающей способности. Тонкие впитывающие тела, которые распространены, например, в подгузниках для детей и урологических изделиях, часто содержат спрессованную смешанную или многослойную структуру из вспушенной измельченной целлюлозы и полимеров со сверхвысокой впитывающей способностью. Размеры и впитывающая способность впитывающей сердцевины могут варьироваться, чтобы они соответствовали различным применениям, например, для младенцев или для взрослых людей, страдающих недержанием.
Впитывающая сердцевина может дополнительно включать в себя принимающий распределительный слой, который размещен поверх основного впитывающего тела и который выполнен с возможностью быстрого приема и временного удерживания выделенной жидкости до того, как она будет впитана основной впитывающей сердцевиной. Подобные принимающие распределительные слои хорошо известны в данной области техники и могут состоять из пористых волокнистых набивок или вспененных материалов.
Как указано в данном документе, впитывающая сердцевина может иметь другую форму и может иметь другой размер, которые отличаются от показанных на фиг.2. Впитывающая сердцевина также может быть включена в изделия способами, отличными от включения в виде сердцевинного комплекта.
На фиг.3 показано сечение передней панели 53 у края 52 отверстия для талии. Материал 54 передней панели образован из первого базового материала, который представляет собой двухслойный ламинат из слоя 76 эластичной пленки и слоя 75 нетканого материала, и второго базового материала, который представляет собой однослойный нетканый материал 74. В варианте осуществления, показанном на фиг.3, пояс 56 представляет собой многослойную структуру из слоев 74, 75, 76 базового материала с поясной лентой из плотно расположенных удлиненных эластичных элементов 73, закрепленных между слоем 76 пленки первого базового материала и слоем 74 нетканого материала, представляющего собой второй базовый материал. Проиллюстрированная конструкция пояса приведена только в качестве неограничивающего примера, и следует понимать, что любые подходящие материалы и комбинации материалов могут быть использованы для пояса и материала передней панели, раскрытых в данном документе.
Как указано в данном документе, передняя и задняя панели 53, 63 впитывающего изделия 50 в виде трусов могут содержать первый эластичный материал или состоять из первого эластичного материала, и передний пояс 56 и задний пояс 66 могут содержать второй эластичный материал или состоять из второго эластичного материала, при этом перекрывающиеся части передней и задней панелей 53, 63 и переднего и заднего поясов 56, 66 формируют эластичную поясную зону 80 на крае 52 отверстия для талии. Эластичная поясная зона 80 содержит как первый эластичный материал, так и второй эластичный материал. Эластичная поясная зона 80 имеет ширину, которая определяется шириной поясов. Ширина эластичной поясной зоны 80 представляет собой протяженность поясной зоны в направлении, перпендикулярном к краю 52 отверстия для талии и соответствующем поперечному направлению во время изготовления впитывающего изделия 50 в виде трусов. Ширина пояса может составлять от 5 мм до 100 мм, например, от 5 мм до 50 мм или от 5 мм до 40 мм. На фиг.3 слой 76 эластичной пленки представляет собой пример первого эластичного материала, и удлиненные эластичные элементы 73 представляют собой пример второго эластичного материала. Способ изготовления, раскрытый в данном документе, обеспечивает возможность выбора первого и второго эластичных материалов по отдельности для получения эластичной поясной зоны 80 с заданными эластичными свойствами.
В результате того, что поясной край образован одновременным разрезанием как базовых материалов, так и эластичного компонента, образованный резкой край 55 материала 54 передней панели имеет общую границу с краем 57 переднего пояса на переднем поясе 56.
ОПИСАНИЕ МЕТОДА ИСПЫТАНИЙ
Испытание на эластичность
Метод позволяет определить поведение эластичного материала при неоднократных циклах нагружения и снятия нагрузки. Образец растягивают до заданного удлинения, и выполняют циклические движения от 0 до указанного заданного удлинения. Заданные усилия при нагружении и снятии нагрузки регистрируют. Измеряют остаточное, то есть остающееся, удлинение материала, с которого снята нагрузка.
Используется прибор для испытаний на растяжение Lloyd LRX, обладающий способностью выполнять циклические движения и оснащенный принтером/плоттером или программным обеспечением для представления данных. Образец готовят посредством вырезания его с шириной 25 мм и длиной, которая предпочтительно на 20 мм больше расстояния между зажимами в приборе для испытаний на растяжение.
Прибор для испытаний на растяжение калибруют в соответствии с инструкциями для устройства. Параметры, необходимые для испытания (усилия при нагружении и снятии разгрузки), отрегулированы до:
- Скорость ползуна: 500 мм/мин
- Расстояние между зажимами: 50 мм
- Предварительная нагрузка: 0,05 Н
Образец размещают в зажимах в соответствии с метками, и обеспечивают то, чтобы образец был сцентрирован и закреплен перпендикулярно в зажимах. Прибор для испытаний на растяжение запускают, и выполняют три цикла от 0 до заданного удлинения, соответствующего наибольшей заданной 1-й нагрузке. Перед последним циклом образец удерживают в состоянии релаксации в течение 1 минуты, затем измеряют остаточное удлинение посредством растягивания образца до тех пор, пока не будет определено усилие, составляющее 0,1 Н, и регистрируют удлинение.
Эластичный материал определяют как материал, имеющий остаточное удлинение после релаксации, составляющее менее 10%, после подвергания материала удлинению на 30% в вышеописанном испытании. Относительное удлинение, составляющее 30%, означает удлинение до длины, которая на 30% больше исходной длины образца.
Неэластичный материал имеет остаточное удлинение после релаксации, составляющее более 10%, после подвергания его удлинению на 30%.
Реферат
Предложен способ изготовления основного полотна для одноразового изделия в виде трусов, при этом способ включает: подачу первого непрерывного базового полотна (1') в продольном направлении (MD); прикрепление непрерывного эластичного поясного компонента (4) к первому базовому полотну (1'); прикрепление второго непрерывного базового полотна (1ʺ) к первому непрерывному базовому полотну (1') с закрыванием по меньшей мере непрерывного поясного компонента (4), в результате чего формируется композиционное базовое полотно (11); разрезание композиционного базового полотна (11), в результате чего создаются полотно для первых панелей, содержащее первую панельную часть (18) и первую поясную часть (28), и полотно (9) для вторых панелей, содержащее вторую панельную часть (19) и вторую поясную часть (29). Полотно (8) для первых панелей и полотно (9) для вторых панелей проходят в продольном направлении (MD) при первой и второй поясных частях (28, 29), обращенных друг к другу при их расположении бок о бок; изменение положений полотна (8) для первых панелей и полотна (9) для вторых панелей, в результате чего полотна (8, 9) для первых и вторых панелей переводятся в положение, в котором первый и второй края (38, 39), образованные резкой, обращены друг от друга; соединение первого бокового края (12) полотна (8) для первых панелей со вторым боковым краем (13) полотна (9) для вторых панелей, в результате чего формируется сцепленное основное полотно (21). 2 н. и 23 з.п. ф-лы, 5 ил.
Комментарии