Соединение труб - RU2038522C1
Код документа: RU2038522C1
Чертежи

Описание
Изобретение относится к соединению труб из пластмассы, металлов и т.п. причем стыкуемый конец одной трубы посредством формирования конической области перехода имеет внешний диаметр, уменьшенный до размера условного прохода присоединяемой трубы.
Известно соединение встык водосточных труб и фасонных деталей водосточных желобов, в котором нижний суженный конец каждой предыдущей (верхней) трубы или фасонной детали вставляется на посадке с заданным допуском в следующую за ним нижнюю трубу или фасонную деталь. Это достигается за счет сужения одного конца трубы или фасонной детали в направлении потока, причем наружный диаметр суженной части, по меньшей мере, на две толщины стенки меньше, чем наружный диаметр остальной части трубы или фасонной детали. Сужение конца трубы осуществляется формованием посредством сжатого воздуха в пластичном состоянии этого конца трубы. Сужение фасонной детали выполняется литьем под давлением.
Когда изготовленные таким образом водосточные трубы вводятся друг в друга, эта коническая зона перехода примыкает к свободному краю надвинутого на область стыковки конца следующей трубы, в результате чего трубы удерживаются в их посадке. Этот процесс может быть реализован для водосточных труб, так как в тех или иных областях прилегания поочередно следующих участков труб в качестве воздействующего усилия должна приниматься лишь масса насаженных труб. Такие соединения труб не выдерживают дополнительной нагрузки, поскольку при возрастающем воздействии сил служащий в качестве матрицы конец трубы склонен с распучиванию или к разрушению, так что произошло был разрушение изготовленного соединения труб.
Целью изобретения обеспечение соединения труб, которое может нагружаться давлением вплоть до предельной величины нагрузки на трубы.
Цель достигается тем, что на конической переходной области от введенного конца трубы до самого диаметра трубы выполнена, по меньшей мере, одна упорная зона с упорными поверхностями для торцевой поверхности следующей трубы.
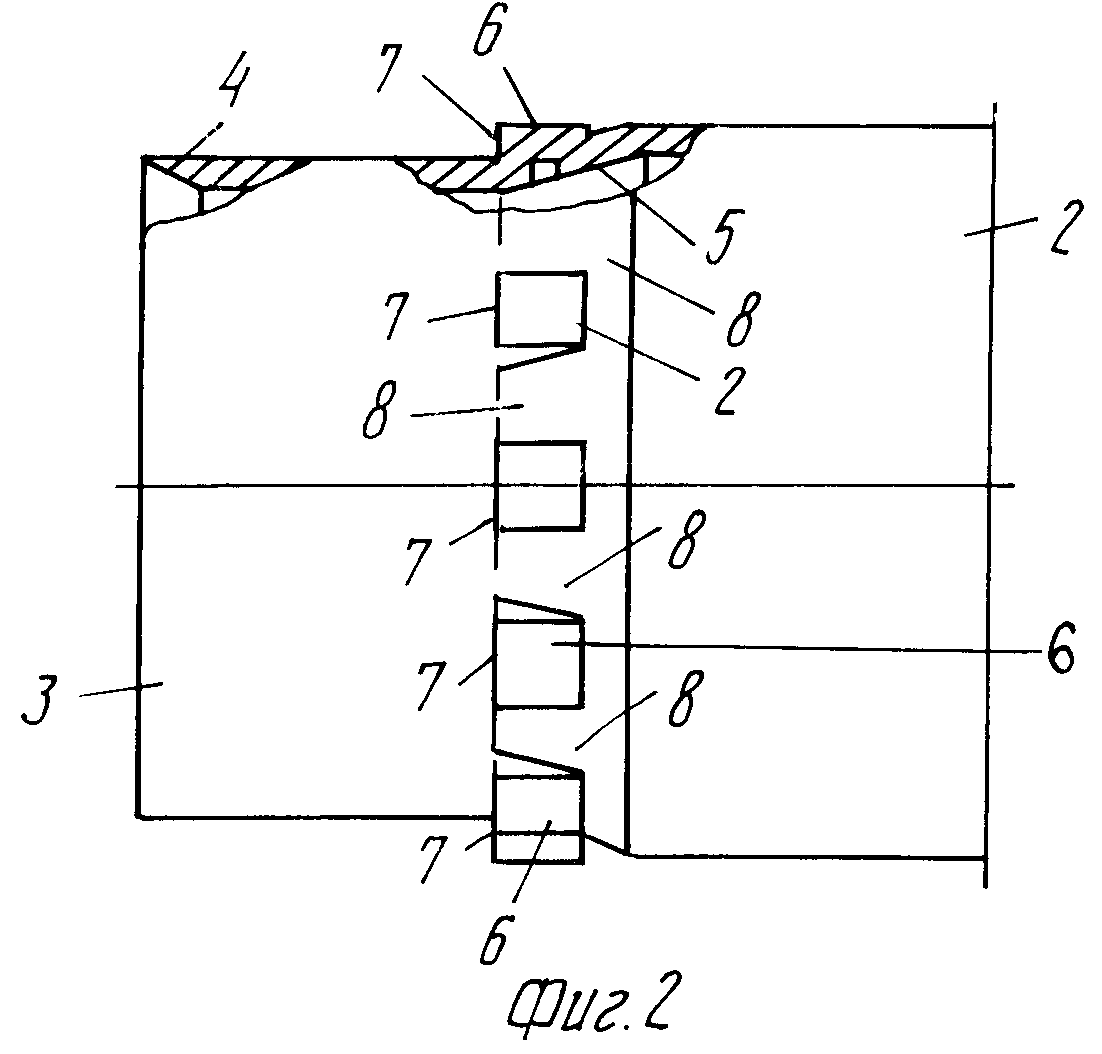
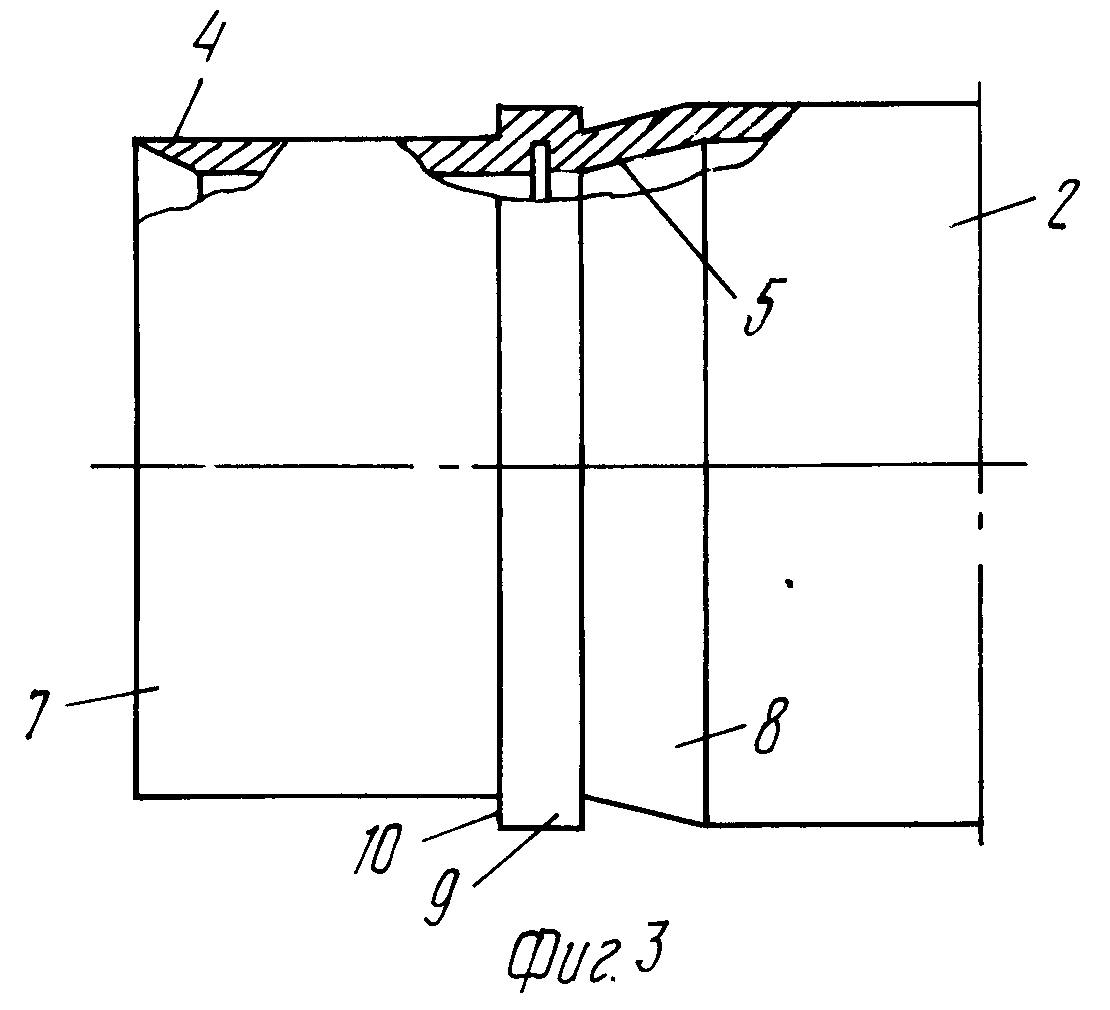
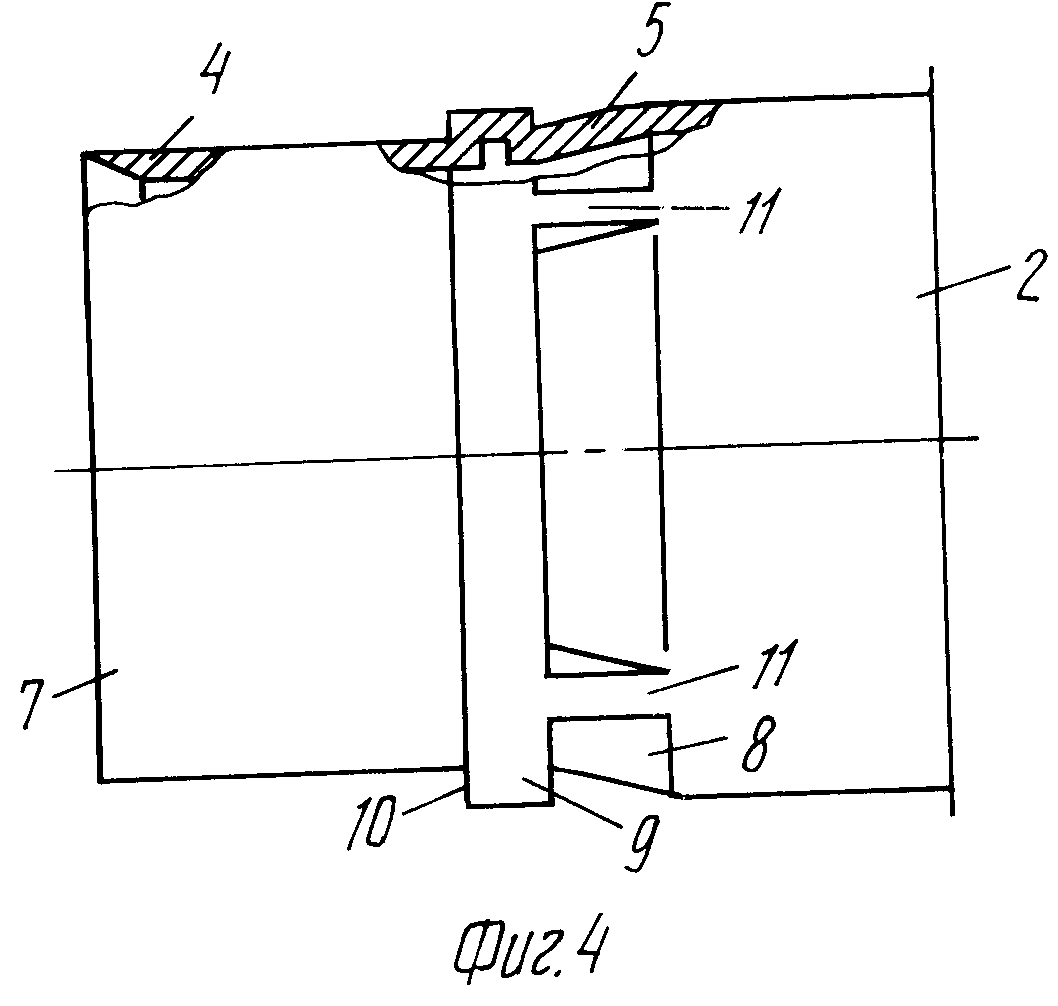
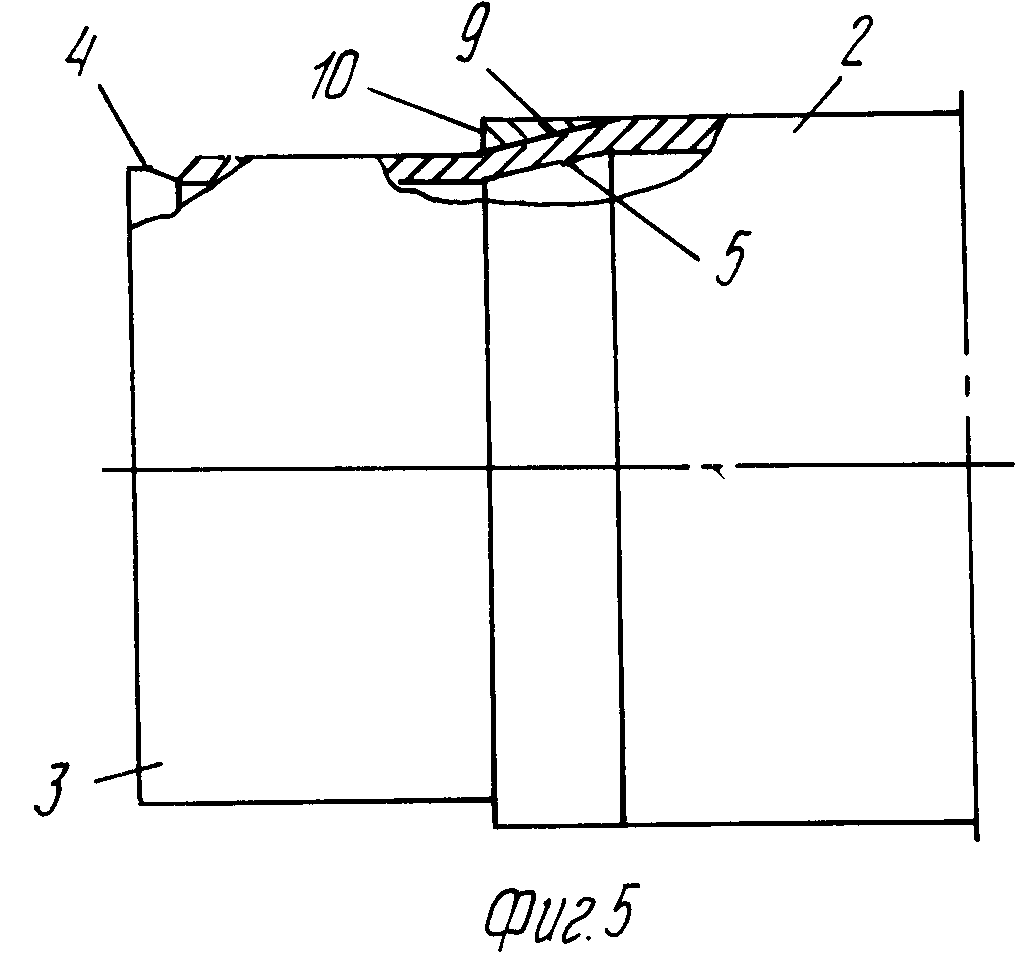
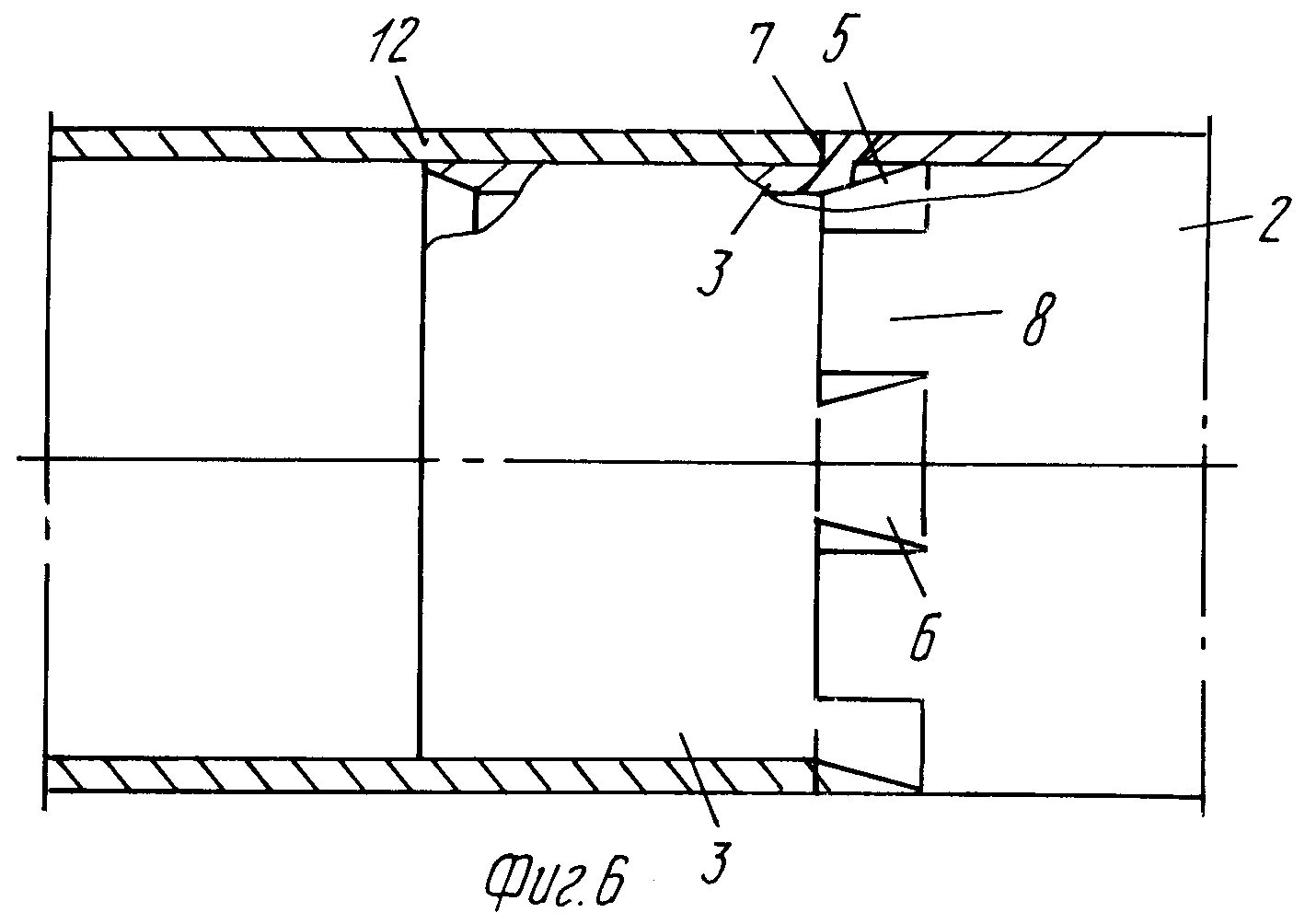
На фиг. 1 показан в разрезе конец трубы с кулачками, проходящими через коническую область перехода; на фиг. 2 частичное сечение фиг. 1 с кулачками, сформированными в конической области перехода; на фиг. 3 частичное сечение фиг. 1 с выполненным вращающимся нажимным кольцом перед конической областью перехода; на фиг. 4 частичное сечение фиг. 3 с осевыми опорными ребрами нажимного кольца; на фиг. 5 частичное сечение конца трубы с нажимным кольцом, зафиксированным на конической области перехода; на фиг. 6 частичный разрез соединения двух труб.
На фиг. 1 изображен использующийся в качестве пуансона конец трубы с концом части 2 трубы и обжимкой 3. На свободном конце обжимки 3 изображена коническая область 4 перехода, в то время как в области перехода от обжимки 3 и к части 2 трубы сформована коническая область 5 перехода.
Упорная зона состоит в изображенном варианте из упорных кулачков 6, которые проходят через всю область конического перехода 5. Кулачки 6 под воздействием механического усилия выталкиваются из конической области перехода, причем область наибольшего выталкивания расположена в начале введенного суженного конца 3. Эта область наибольшего выталкивания представляет собой одновременную упорную поверхность 7 для торцевого конца следующей трубы.
Изображенное исполнение кулачков 6 обеспечивает наиболее благоприятную передачу нагрузки прилегающей к кулачку 6 поверхности поперечного сечения следующей трубы. Перед нагруженной давлением поверхностью 7 кулачков 6 при этом возникает прямолинейный, непосредственный, соответствующий полной толщине стенок переход к следующей трубе. Таким образом, в случае этой формы исполнения не возникает никаких нежелательных нагрузок с продольным изгибом, вспучиванием или сил продольного изгибания.
В случае формы исполнения (фиг. 2), кулачки 6 проходят не через всю область конического перехода, а расположены в этой области. Форма кулачков 6 является в случае изображенного более благоприятной, однако передача нагрузки от нажимной поверхности 7 через кулачок 6 к трубе 2 оказывается менее благоприятной, поскольку усилия должны направляются через кулачковую форму в коническую область перехода. Существуют области использования соединения труб, в случае которых предельно допускаемая нагрузка давлением не стоит на переднем плане и в основном действует требование в отношении центровки обеих соединенных труб относительно друг друга. В таких условиях достаточно использования кулачковых конструкций (фиг. 2).
Сказанное в отношении формы кулачков (фиг. 2) справедливо также для исполнения (фиг. 3). В случае этой формы исполнения упорная зона с упорной поверхностью расположена не конической переходной области 8, а перед конической областью 8 перехода и выполнена в форме вращающегося нажимного кольца 9. Упорная поверхность обозначена в данном случае ссылочным номером 10.
В соответствии с формой исполнения (фиг. 4) упорная зона 9 (фиг. 3) опирается с помощью дополнительных опорных ребер 11, которые проходят через коническую область 8 перехода, на трубу 2.
На фиг. 5 отказываются от формовки кулачков или упорных зон из/или перед конической областью 8 перехода. В данном случае упорная зона 9 образована опорным кольцом, которое проходит со встречной конусностью относительно конической области 8 перехода. Это опорное кольцо укреплено снаружи на конической области 8 перехода, например, посредством приклеивания, сварки и т.д.
На фиг. 6 показано соединение двух труб 1 и 12, при этом последующая труба 12 вдвинута своей торцевой стороной до упора к нажимной поверхности 7 кулачков 6 предшествующей трубы 1.
Соединение труб может изготавливаться в виде располагаемой внутри штепсельной муфты (в случае труб из термо- пластических материалов) с помощью экструзионной установки. Наряду с экструзией для изготовления таких труб можно использовать также метод центробежного литья. Этот метод представляет собой интерес при изготовлении имеющих небольшую длину частей труб, для способа замены футеровки.
В случае труб, изготовленных посредством экструзии, сужение может осуществляться с помощью соответствующих инструментов на участке или вне его. В процессе формирования муфты затем могут быть изготовлены кулачки для упорных поверхностей. Следующая возможность для изготовления соответствующего изобретению соединения труб обеспечивается на основании способа формования с раздувом. При этом в суженный конец трубы дополнительно вдувается, например, вращающийся гофр (фиг. 3 и 4). Эти формы исполнения могут изготавливаться также методом центробежного литья.
Реферат
Сущность изобретения: наружный диаметр стыкуемого конца одной трубы уменьшается до внутреннего диаметра следующей трубы. Над конической областью перехода на наружной поверхности стыкуемого конца трубы выполнена по меньшей мере одна упорная зона с упорной поверхностью для торцевой поверхности следующей трубы. Упорная зона по высоте соответствует диаметру стыкуемого конца трубы. На зоне выполнены упорные кулачки, равномерно расположенные по периметру в области перехода. Отдельные кулачки отделены друг от друга частичными зонами конической зоны перехода. Зона на конической области перехода выполнена кольцевой. Кольцевая зона дополнительно опирается об осевые опорные ребра, проходящие через область перехода. Упорная зона снабжена упорным кольцом, герметично установленным на конической области перехода. 6 з.п. ф-лы, 6 ил.
Комментарии