Композиция для окрашивания катионным электроосаждением, пригодная для окрашивания даже участков узких зазоров, и покровная пленка, нанесенная электроосаждением при ее применении - RU2561080C2
Код документа: RU2561080C2
Описание
[Область техники]
Данное изобретение относится к композиции для окрашивания катионным электроосаждением и способу получения покровной пленки электроосаждением при ее применении и, в частности, относится к композиции для окрашивания катионным электроосаждением, обладающей высокой способностью к нанесению осаждением покровной пленки на участке зазора целевого окрашиваемого изделия, и способу получения покровной пленки электроосаждением при ее применении.
[Предшествующий уровень техники]
Окрашивание катионным электроосаждением делает возможным окрашивание деталей целевого окрашиваемого изделия, даже если целевое окрашиваемое изделие имеет сложную форму, и окрашивание множества целевых окрашиваемых изделий автоматически и непрерывным образом. Соответственно, это может найти широкое применение для выполнения способа нанесения грунтовочного покрытия, который особенно применим для нанесения покрытия на большое целевое окрашиваемое изделие, имеющее сложную форму, такое как корпус автомобиля.
Осаждение покровной пленки в процессе окрашивания катионным электроосаждением вызывается электрохимической реакцией, в которой покровная пленка осаждается на поверхности целевого окрашиваемого изделия посредством приложения напряжения. Осажденная покровная пленка обладает электроизоляционными свойствами. Соответственно, в процессе окрашивания электрическое сопротивление покровной пленки возрастает, по мере того как осаждение покровной пленки прогрессирует, и осажденная пленка увеличивается в толщине. В результате, степень осаждения краски в области, где покровная пленка уже была осаждена, снижается, и вместо этого, в области, где покровная пленка еще не была осаждена, начинается осаждение покровной пленки. Как описано выше, твердотельное вещество краски последовательно осаждается на целевое окрашиваемое изделие, посредством чего выполняется окрашивание. В этом описании на такие свойства, когда покровная пленка последовательно формируется на непокрытых областях целевого окрашиваемого изделия, далее в данном документе делается ссылка как на «кроющую способность».
В Патентном документе 1 описан способ получения покровной пленки электроосаждением, который делает возможным улучшение кроющей способности без одновременного ухудшения внешнего вида покровной пленки вследствие образования газовых точечных отверстий, и т.п.
Однако данный способ получения покровной пленки электроосаждением обладает такими свойствами, что, в случае, в котором целевое окрашиваемое изделие имеет узкий зазор в своей структуре, когда целевой участок расположен на более глубокой стороне от открытой части зазора, осаждение покровной пленки затрудняется. В особенности, в случае, когда структура зазора имеет герметично уплотненную сумчатую часть в форме в виде цилиндра или прямоугольного параллелепипеда или т.п., пусть даже с открытой частью, и особенно на ее более глубокой стороне от открытой части, когда целевой участок расположен в большей степени внутри зазора, осаждение покровной пленки затрудняется. Например, в случае, когда целевое окрашиваемое изделие представляет собой структуру, сформированную соединением нескольких стальных листов одного с другим, и каждый из участков соединения нескольких стальных листов имеет зазор между одним стальным листом и другим стальным листом, расположенным на предшествующем листе и соединенным с ним, получение покровной пленки во внутренней части зазора затруднено, и окрашивание склонно быть дефектным. На внутреннюю часть такого узкого зазора, сформированного в целевом окрашиваемом изделии, обычно ссылаются как на «участок зазора».
Обычно, когда зазор между одним стальным листом и другим стальным листом становится 300 мкм или менее, качество осаждения покровных пленок, наносимых электроосаждением, внутри зазора очевидным образом ухудшается. Кроме того, в случае, когда зазор, подобный тому, что описан выше, составляет 100 мкм или менее, качество осаждения покровных пленок, наносимых электроосаждением, дополнительно ухудшается, и если расстояние целевого участка от открытой части зазора составляет 5 мм или более, тогда участок, где покровная пленка не сформирована, остается на такой глубине зазора.
Как описано выше, в случае, когда участок, на котором окрашивание электроосаждением является дефектным, остается где-нибудь на поверхности каждого стального листа, возникает вероятность образования ржавчины на этом участке.
[Список ссылок]
[Патентные документы]
[Патентный документ 1] Публикация выложенной заявки на патент Японии № 2006-348316.
[Сущность изобретения]
[Техническая проблема]
Данное изобретение решает вышеописанную проблему. Целью данного изобретения является предоставление композиции для окрашивания катионным электроосаждением, которая обеспечивает превосходное качество осаждаемой покровной пленки даже на участках зазоров целевых окрашиваемых изделий, и предоставление способа получения покровной пленки электроосаждением при ее применении.
[Решение проблемы]
Данное изобретение предоставляет композицию для окрашивания катионным электроосаждением, при этом
композиция для окрашивания электроосаждением содержит катионную эпоксидную смолу (A), блокированный полиизоцианатный отверждающий агент (B), гидрофобный агент (C), модификатор вязкости (D) и нейтрализующую кислоту в водной среде,
где массовое соотношение содержания твердотельного вещества (A)/(B) катионной эпоксидной смолы (A) и блокированного полиизоцианатного отверждающего агента (B) составляет от 60/40 до 80/20,
где величина параметра растворимости (SP) гидрофобного агента (C) меньше на 0,6-1,0 величины параметра растворимости (SP) катионной эпоксидной смолы (A), и содержание гидрофобного агента (C) составляет от 0,2 до 5 масс.% по отношению к общему количеству катионной эпоксидной смолы (A) и блокированного изоцианатного отверждающего агента (B),
где модификатор вязкости (D) является частицами смолы, и содержание модификатора вязкости (D) составляет от 3 до 10 масс.% по отношению к общему количеству катионной эпоксидной смолы (A), блокированного полиизоцианатного отверждающего агента (B) и гидрофобного агента (C),
где кулоновская эффективность композиции для окрашивания катионным электроосаждением составляет от 2,0 до 2,5 мг/(мкм·Кл), и
где гидрофобным агентом (C) является несшитая акриловая смола.
В определенном варианте осуществления модификатором вязкости (D) являются частицы сшитой смолы со средним диаметром частиц от 50 до 200 нм.
Кроме того, данное изобретение предоставляет способ получения покровной пленки электроосаждением с выполнением процесса погружения целевого окрашиваемого изделия в композицию для окрашивания катионным электроосаждением, приложения напряжения к композиции для окрашивания катионным электроосаждением, осаждения покровной пленки и, после этого, горячей сушки и отверждения покровной пленки,
в котором композиция для окрашивания электроосаждением содержит катионную эпоксидную смолу (A), блокированный полиизоцианатный отверждающий агент (B), гидрофобный агент (C), модификатор вязкости (D) и нейтрализующую кислоту в водной среде,
где массовое соотношение содержания твердотельного вещества (A)/(B) катионной эпоксидной смолы (A) и блокированного полиизоцианатного отверждающего агента (B) составляет от 60/40 до 80/20,
где величина параметра растворимости (SP) гидрофобного агента (C) меньше на 0,6-1,0 величины параметра растворимости (SP) катионной эпоксидной смолы (A) и содержание гидрофобного агента (C) составляет 0,2-5 масс.% по отношению к общему количеству катионной эпоксидной смолы (A) и блокированного полиизоцианатного отверждающего агента (B),
где модификатор вязкости (D) является частицами смолы, и содержание модификатора вязкости (D) составляет от 3 до 10 масс.% по отношению к общему количеству катионной эпоксидной смолы (A), блокированного полиизоцианатного отверждающего агента (B) и гидрофобного агента (C),
где кулоновская эффективность композиции для окрашивания катионным электроосаждением составляет от 2,0 до 2,5 мг/(мкм·Кл),
где гидрофобным агентом (C) является несшитая акриловая смола, и
где коэффициент увеличения напряжения составляет от 30 до 70 В/10 секунд.
В определенном варианте осуществления целевое окрашиваемое изделие представляет собой структуру, сформированную соединением нескольких стальных листов одного с другим, и каждый участок, где соединены несколько стальных листов, имеет зазор между стальными листами, стальные листы расположены один на другом и соединены один с другим.
В определенном варианте осуществления интервал на наиболее узком участке зазора составляет 300 мкм или менее.
В определенном варианте осуществления величина параметра растворимости (SP) катионной эпоксидной смолы (A) составляет от 11,2 до 11,6, и величина параметра растворимости (SP) гидрофобного агента (C) составляет от 10,2 до 10,6.
В определенном варианте осуществления модификатором вязкости (D) являются частицы сшитой смолы со средним диаметром частиц от 50 до 200 нм.
[Преимущества данного изобретения]
Композиция для окрашивания катионным электроосаждением по данному изобретению и способ получения покровной пленки электроосаждением при ее применении по данному изобретению обладают высокой способностью к нанесению осаждением покровной пленки на участке зазора, а именно, способностью к окрашиванию зазора, и могут придавать превосходную устойчивость к ржавлению целевому окрашиваемому изделию даже в случае, когда целевое окрашиваемое изделие имеет узкий зазор.
[Описание вариантов осуществления]
1. Компоненты композиции для окрашивания катионным электроосаждением
Композиция для окрашивания катионным электроосаждением по данному изобретению содержит водную среду; эмульсию связующей смолы, диспергированную или растворенную в водной среде; гидрофобный агент (C); модификатор вязкости (D); нейтрализующую кислоту; органический растворитель; и т.п. Композиция для окрашивания катионным электроосаждением по данному изобретению может дополнительно содержать пигмент. Связующая смола, содержащаяся в эмульсии связующей смолы, представляет собой компонент смолы, состоящий из катионной эпоксидной смолы (A) и блокированного изоцианатного отверждающего агента (В). Ниже представлено описание соответствующих компонентов.
Катионная эпоксидная смола (A)
Эпоксидная смола, модифицированная амином, включена в катионную эпоксидную смолу (A). Эта катионная эпоксидная смола может быть общеизвестной смолой, описанной в публикации рассмотренного патента Японии № S54-4978 (опубликовано в 1979 г.), публикации рассмотренного патента Японии № S56-34186 и т.п.
Обычно катионная эпоксидная смола произведена таким образом, что все эпоксидные кольца эпоксидной смолы бис-фенольного типа открыты посредством активного водородного соединения, способного к введению катионной группы, или что часть эпоксидных колец открыта посредством другого активного водородного соединения, и остальные эпоксидные кольца открыты посредством активного водородного соединения, способного к введению катионной группы.
Типичным примером эпоксидной смолы бис-фенольного типа является эпоксидная смола типа бис-фенола A или бис-фенола F. В качестве коммерческих продуктов первого из вышеуказанных типов доступны Epikote 828 (производства компании Mitsubishi Chemical Corporation; эпоксиэквивалентная масса: 180-190), Epikote 1001 (производства той же компании, что указана выше; эпоксиэквивалентная масса: 450-500); Epikote 1010 (производства той же компании, что указана выше; эпоксиэквивалентная масса: 3000-4000); и т.п., и в качестве коммерческих продуктов второго из вышеуказанных типов доступны Epikote 807 (производства той же компании, что указана выше; эпоксиэквивалентная масса: 170) и т.п.
Химическая формула проиллюстрирована ниже.
[Хим. формула 1]
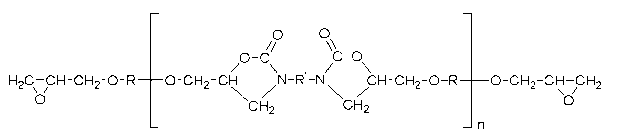
[где каждый из R представляет собой остаток, полученный удалением глицидилоксигруппы из глицидилового соединения, R' представляет собой остаток, полученный удалением изоцианатной группы из полиуретандиизоцианата, и n является целым числом от 1 до 5]
Химическая формула 1 представляет эпоксидную смолу, содержащую оксазолидоновое кольцо, и эта эпоксидная смола, содержащая оксазолидоновое кольцо, может быть использована в качестве катионной эпоксидной смолы. Это обусловлено тем, что получают покровную пленку, обладающую превосходной термостойкостью и коррозионной стойкостью.
Что касается метода введения оксазолидонового кольца в эпоксидную смолу, например, эпоксидную смолу, содержащую оксазолидоновое кольцо, получают таким образом, что блокированный полиизоцианат, который блокирован низшим спиртом, таким как метанол, и полиэпоксид нагревают и поддерживают нагретым в присутствии основного катализатора и низший спирт, ставший побочным продуктом, удаляют дистилляцией из системы.
Общеизвестно, что, когда бифункциональная эпоксидная смола и диизоцианат, блокированный моноспиртом (а именно бисуретан), реагируют друг с другом, получают такую эпоксидную смолу, содержащую оксазолидоновое кольцо. Например, конкретные примеры и способ получения этой эпоксидной смолы, содержащей оксазолидоновое кольцо, описаны в абзацах 0012-0047 публикации выложенной заявки на патент Японии № 2000-128959.
Эти виды эпоксидной смолы могут быть модифицированы с помощью соответствующей смолы, такой как полиэстерполиол, полиэфирполиол и монофункциональный алкилфенол. Кроме того, эпоксидная смола может быть увеличена в длине цепи посредством применения реакции между эпоксидной группой и диолом или дикарбоновой кислотой.
При желании, каждый из этих видов эпоксидной смолы подвергают такому размыканию кольца посредством активного водородного соединения, что его аминовая эквивалентная масса после размыкания кольца может составлять от 0,3 до 4,0 мэкв/г, более предпочтительно от 5 до 50% в нем может быть занято первичной аминогруппой.
Такими активными водородными соединениями, способными к введению катионной группы, являются кислые соли, сульфиды и кислые смеси первичного амина, вторичного амина и третичного амина. Для того, чтобы приготовить первичные, вторичные или/и третичные катионные эпоксидные смолы, содержащиеся в композиции для окрашивания катионным электроосаждением по данному изобретению, используют кислую соль первичного амина, вторичного амина или третичного амина в качестве активного водородного соединения, способного к введению катионной группы.
Конкретными примерами являются бутиламин, октиламин, диэтиламин, дибутиламин, метилбутиламин, моноэтаноламин, диэтаноламин, N-метилэтаноламин, триэтиламингидрохлорид, N,N-диметилэтаноламинацетат, смесь диэтилдисульфида/уксусной кислоты, и помимо этого, вторичные амины, полученные блокированием первичных аминов, такие как кетимин аминоэтилэтаноламина и дикетимин диэтилентриамина. Несколько аминов может быть использовано в комбинации.
Величина параметра растворимости (SP) катионной эпоксидной смолы составляет от 11,2 до 11,6, предпочтительно от 11,4 до 11,6. Когда величина параметра растворимости (SP) катионной эпоксидной смолы меньше, чем 11,2, имеет место опасность того, что устойчивость к ржавлению может быть уменьшена, поскольку адгезия между покровной пленкой, нанесенной электроосаждением, и целевым окрашиваемым изделием становится недостаточной, а когда соответствующая величина параметра растворимости (SP) превышает 11,6, имеет место опасность того, что конечное качество окраски может быть ухудшено.
Величина параметра растворимости (SP) представляет собой показатель, который объективным образом выражает растворимость между разными видами веществ. Более высокое численное значение величины параметра растворимости (SP) указывает на более высокую полярность, и меньшее численное значение величины параметра растворимости (SP) указывает на более низкую полярность. Величину параметра растворимости (SP) вещества определяют физическим измерением или расчетом. Метод определения величины параметра растворимости (SP) общеизвестен, и, например, величина параметра растворимости (SP) может быть физически измерена следующим методом [ссылка: SUH, CLARKE, J.P.S. A-l, 5, 1671 to 1681 (1967)].
Температура измерения: 20°C
Образец: 0,5 г смолы отвешивают в лабораторный стакан на 100 мл, добавляют в него 10 мл хорошего растворителя при использовании целой пипетки и растворяют смолу посредством магнитной мешалки.
Растворитель:
Хороший растворитель... тетрагидрофуран
Плохие растворители... н-гексан, деионизованная вода и т.п.
Измерение помутнения: плохие растворители подают по каплям при использовании бюретки на 50 мл, и точку, в которой происходит помутнение, определяют как выпадение капель.
Величина параметра растворимости (SP) δ смолы определяется следующими выражениями.
[Выражение 1]
δ=(Vml1/2δml+Vmh1/2δmh)/(Vml1/2+Vmh1/2)
[Выражение 2]
Vm=V1V2/(φ1V2+φ2V1)
[Выражение 3]
δm=φ1δ1+φ2δ2
Vi: молекулярный объем растворителя (мл/моль)
φi: объемная доля каждого растворителя при помутнении
δi: величина параметра растворимости (SP) растворителя
ml: смеси плохого растворителя с низким параметром растворимости (SP)
mh: смеси плохого растворителя с высоким параметром растворимости (SP)
Кроме того, что касается синтетического полимера катионной эпоксидной смолы, акриловой смолы и т.п., его величина параметра растворимости (SP) может быть отрегулирована посредством увеличения или уменьшения используемых количеств таких компонентов во время его синтеза. Конкретный метод регулирования величины параметра растворимости (SP) хорошо известен.
Блокированный изоцианатный отверждающий агент (B)
Блокированный изоцианатный отверждающий агент (B), содержащийся в композиции для окрашивания катионным электроосаждением по данному изобретению, является соединением, полученным блокированием изоцианатной группы полиизоцианата. Полиизоцианат относится к соединению, имеющему две или более изоцианатные группы в одной молекуле. Например, полиизоцианат может быть любым из алифатических, алициклических, ароматических и ароматических-алифатических полиизоцианатов и т.п.
В качестве конкретных примеров полиизоцианата могут быть указаны следующие: ароматический диизоцианат, такой как толилендиизоцианат (TDI), дифенилметандиизоцианат (MDI), п-фенилендиизоцианат и нафталиндиизоцианат; алифатический диизоцианат с числом атомов углерода от 3 до 12, такой как гексаметилендиизоцианат (HDI), 2,2,4-триметилгександиизоцианат и лизиндиизоцианат; алициклический диизоцианат с числом атомов углерода от 5 до 18, такой как 1,4-циклогександиизоцианат (CDI), изофорондиизоцианат (IPDI), 4,4'-дициклогексилметандиизоцианат (гидрогенизированный MDI), метилциклогександиизоцианат, изопропилидендициклогексил-4,4'-диизоцианат, 1,3-диизоцианатометилциклогексан (гидрогенизированный XDI), гидрогенизированный TDI и 2,5- или 2,6-бис(изоцианатометил)-бицикло[2.2.1]гептан (также называемый норборнандиизоцианатом); алифатический диизоцианат, имеющий ароматическое кольцо, такой как ксилилендиизоцианат (XDI) и тетраметилксилилендиизоцианат (TMXDI); модифицированные продукты этих диизоцианатов (а именно, уретановый материал, карбодиимид, уретодион, уретоимин, их бюреточный (burette) тип и/или продукт, модифицированный изоциануратом) и т.п. Они могут быть использованы по отдельности или в комбинации двух или более их видов.
Аддукт и преполимер, каждый из которых получен реакционным взаимодействием полиизоцианата с многоосновным спиртом, таким как этиленгликоль, пропиленгликоль, триметилолпропан и гексантриол, при соотношении NCO/OH, составляющем 2 или более, также могут быть использованы как блокированный изоцианатный отверждающий агент.
Блокирующий агент, являющийся агентом, который добавляют к полиизоцианатной группе, стабилен при нормальной температуре; однако высвобождается при нагревании до температуры диссоциации или выше и способен к восстановлению изоцианатной группы.
В качестве блокирующего агента возможно применение обычно используемых блокирующих агентов, таких как ε-капролактам и бутилцеллозольв. Однако, среди них, многие летучие блокирующие агенты регулируются в качестве объектов норм регулирования опасных загрязнителей воздуха (HAP), и, предпочтительно, используемое количество каждого из них ограничивается необходимым минимумом.
Гидрофобный агент (C)
Гидрофобный агент (C) является нерастворимым соединением и представляет собой компонент, который облегчает перемещение пузырьков, которые образуются одновременно с осаждением покровной пленки в процессе окрашивания электроосаждением. Если для пузырьков облегчено перемещение от поверхности осажденной покровной пленки, то в случае, когда целевое окрашиваемое изделие имеет узкий зазор в своей структуре, облегчается удаление пузырьков изнутри узкого зазора, и в результате, облегчается осаждение покровной пленки на поверхности внутри зазора.
В качестве гидрофобного агента используют несшитую акриловую смолу. Несшитая акриловая смола означает акриловую смолу, приготовленную без применения сшивающего мономера, который предоставляет образование внутренних поперечных связей.
Например, несшитая акриловая смола может быть приготовлена посредством произвольного выбора ненасыщенного этиленового мономера, содержащего кислотную группу, и других ненасыщенных этиленовых мономеров и сополимеризации выбранных ненасыщенных этиленовых мономеров. Способ приготовления несшитой акриловой смолы общеизвестен, и, например, описан в абзацах 0056-0059 публикации выложенной заявки на патент Японии № 2009-235350.
Предпочтительная несшитая акриловая смола является смолой, полученной полимеризацией от 20 до 30 масс.% стирола, от 15 до 50 масс.% изобутилметакрилата, от 5 до 40 масс.% этилгексилакрилата, от 0 до 40 масс.% этилакрилата и от 5 до 20 масс.% гидроксиэтилметакрилата, когда общее количество мономеров принимают как 100 масс.%. Что касается несшитой акриловой смолы, описанной выше, ее температура стеклования составляет от 20 до 40°C, ее среднечисленная молекулярная масса составляет от 2500 до 3500, и ее гидроксильное число составляет от 30 до 50 мгKOH/г. Следует заметить в отношении измерения среднечисленной молекулярной массы, что соответствующая среднечисленная молекулярная масса может быть рассчитана из результата измерения гель-проникающей хроматографией (ГПХ) при применении полистирола в качестве эталона.
Кроме того, величина параметра растворимости (SP) несшитой акриловой смолы составляет от 10,2 до 10,6, предпочтительно от 10,2 до 10,4. Когда величина параметра растворимости (SP) несшитой акриловой смолы меньше, чем 10,2, имеет место опасность того, что устойчивость к ржавлению может быть уменьшена, поскольку адгезия между покровной пленкой, нанесенной электроосаждением, и целевым окрашиваемым изделием становится недостаточной, а когда соответствующая величина параметра растворимости (SP) превышает 10,6, имеет место опасность того, что способность к окрашиванию зазора может быть понижена.
Предпочтительно, величина параметра растворимости (SP) несшитой акриловой смолы является величиной более низкой, чем величина параметра растворимости (SP) катионной эпоксидной смолы (A) на 0,6-1,0, предпочтительно на 0,8-1,0, более предпочтительно на 0,9-1,0. Если величина параметра растворимости (SP) несшитой акриловой смолы становится величиной, меньшей, чем величина, которая меньше на 1,0 величины параметра растворимости (SP) смолы (A), то имеет место опасность того, что конечное качество окраски может быть ухудшено, поскольку совместимость между ними становится недостаточной, а если величина параметра растворимости (SP) несшитой акриловой смолы превышает величину, которая меньше на 0,6, чем величина параметра растворимости (SP) смолы (A), то имеет место опасность того, что способность к окрашиванию зазора может быть понижена.
Модификатор вязкости (D)
Модификатор вязкости является нерастворимыми тонкими частицами и представляет собой компонент, который увеличивает вязкость композиции для окрашивания электроосаждением. Если вязкость композиции для окрашивания электроосаждением увеличена, то в случае, когда целевое окрашиваемое изделие имеет узкий зазор в своей структуре, это облегчает нанесение покрытия на оконечные участки целевого окрашиваемого изделия, которые составляют узкий зазор.
В качестве модификатора вязкости используют частицы смолы. Предпочтительно частицы смолы являются частицами акриловой смолы, имеющими структуру с внутренними поперечными связями. Частицы акриловой смолы, имеющие структуру с внутренними поперечными связями, могут быть получены посредством эмульгирования и полимеризации полифункционального полимеризуемого ненасыщенного соединения (a) и другого полимеризуемого мономера (b) в присутствии эмульгатора и инициатора. В качестве альтернативы, после подвергания объемной полимеризации, мономер (a) и мономер (b) механически измельчают и просеивают, посредством чего могут быть получены частицы акриловой смолы. Такой способ приготовления частиц акриловой смолы, имеющей структуру с поперечными связями, общеизвестен, и, например, описан в абзаце 0005 публикации выложенной заявки на патент Японии № H6-25567 (опубликованной в 1994 г.).
В предпочтительном варианте осуществления частицы смолы являются частицами сшитой смолы со средним диаметром частиц от 50 до 200 нм, предпочтительно 80 до 170 нм, более предпочтительно 100 до 130 нм. Если средний диаметр частиц смолы меньше, чем 50 нм, то имеет место опасность того, что способность к окрашиванию зазора может быть понижена, а если средний диаметр частиц превышает 200 нм, то имеет место опасность того, что конечное качество окраски может быть ухудшено. Средний диаметр частиц смолы, содержащихся в композиции для окрашивания катионным электроосаждением по данному изобретению, представляет собой объемный средний диаметр частиц и может быть измерен методом измерения проникновения частиц порошкового материала. В качестве прибора, применимого для измерения среднего диаметра частиц смолы, например, здесь указывается MICROTRAC 9340 UPA производства компании Nikkiso Co., Ltd., или т.п. Что касается измерения среднего диаметра частиц, то средний диаметр соответствующих частиц может быть измерен таким образом, что распределение частиц смолы по размеру частиц смолы измеряют посредством использования показателя преломления 1,33 растворителя (воды) и показателя преломления содержащейся смолы (который различается в зависимости от вида смолы и, например, составляет 1,59 для акриловой смолы), и средний диаметр частиц рассчитывают из соответствующей измеренной величины при кумулятивной относительной частоте F(x)=0,5.
Пигмент
Обычно в композиции для окрашивания электроосаждением допускают содержание пигмента в качестве окрашивающего вещества. Также в композиции для окрашивания катионным электроосаждением по данному изобретению, в соответствии с необходимостью, допускают содержание пигмента, используемого обычным образом. В качестве примеров такого пигмента могут быть указаны следующие: окрашивающий пигмент, такой как титановый белый пигмент, углеродная сажа и красновато-коричневый оксид железа; пигмент, используемый в качестве наполнителя, такой как каолин, тальк, алюмосиликат, карбонат кальция, слюда, глина и кремнезем; пигмент, предотвращающий ржавление, такой как фосфат цинка, фосфат железа, фосфат алюминия, фосфат кальция, фосфит цинка, цианид цинка, оксид цинка, триполифосфат алюминия, молибдат цинка, молибдат алюминия, молибдат кальция, молибдат алюминия и фосфомолибдат алюминия-цинка; и т.п.
Дисперсия пигмента в виде пасты
В случае применения пигмента в качестве компонента композиции для окрашивания электроосаждением, обычно пигмент предварительно диспергируют при высокой концентрации в водной среде и преобразуют в пастообразное состояние. Это обусловлено тем, что, поскольку пигмент является порошкообразным, затруднено диспергирование пигмента до равномерного состояния с низкой концентрацией, которое используют в композиции для окрашивания электроосаждением, на одной стадии. Обычно такую пасту, как описано выше, называют дисперсией пигмента в виде пасты.
Дисперсию пигмента в виде пасты приготавливают таким образом, что пигмент диспергируют вместе со смолой для диспергирования пигмента в водной среде. В качестве смолы для диспергирования пигмента обычно используют катионогенное или неионогенное низкомолекулярное поверхностно-активное вещество; или катионный полимер, такой как модифицированная эпоксидная смола, имеющая группу четвертичного аммония и/или группу третичного сульфония. В качестве водной среды используют деионизованную воду, воду, содержащую небольшое количество спиртов, или т.п. Обычно смолу для диспергирования пигмента используют при содержании твердотельного вещества от 5 до 40 масс. частей, и пигмент используют при содержании твердотельного вещества от 20 до 50 масс. частей.
2. Получение композиции для окрашивания катионным электроосаждением
Композицию для окрашивания катионным электроосаждением получают диспергированием или растворением в водной среде компонентов, таких как катионная эпоксидная смола (A), блокированный изоцианатный отверждающий агент (B), гидрофобный агент (C), модификатор вязкости (D), дисперсия пигмента в виде пасты, нейтрализующая кислота и органический растворитель.
В композиции для окрашивания катионным электроосаждением содержание блокированного изоцианатного отверждающего агента (B) должно быть достаточным, чтобы предоставлять хорошо отвержденную покровную пленку посредством предоставления возможности соответствующему блокированному изоцианатному отверждающему агенту (B) реагировать с первичной, вторичной или/и третичной аминогруппой и функциональной группой, содержащей активный водород, такой как гидроксильная группа, в катионной эпоксидной смоле во время отверждения. Обычно, при представлении посредством массового отношения содержания твердотельного вещества катионной эпоксидной смолы (A) к блокированному изоцианатному отверждающему агенту (B), содержание катионной эпоксидной смолы (A) находится в интервале от 60/40 до 80/20, предпочтительно от 65/35 до 75/25.
Содержание (содержание твердотельного вещества) гидрофобного агента (C) составляет от 0,2 до 5 масс.%, предпочтительно от 1,5 до 5 масс.%, более предпочтительно от 3 до 5 масс.% по отношению к общему количеству (содержанию твердотельного вещества) катионной эпоксидной смолы (A) и блокированного полиизоцианатного отверждающего агента (B) в композиции для окрашивания катионным электроосаждением. Если содержание гидрофобного агента меньше, чем 0,2 масс.%, то имеет место опасность того, что способность к окрашиванию зазора может быть понижена, а если содержание гидрофобного агента превышает 5 масс.%, тогда имеет место опасность того, что устойчивость к ржавлению может быть уменьшена.
Содержание (содержание твердотельного вещества) модификатора вязкости (D) составляет от 3 до 10 масс.%, предпочтительно от 5 до 9 масс.%, более предпочтительно от 6 до 8 масс.% по отношению к общему количеству (содержанию твердотельного вещества) катионной эпоксидной смолы (A), блокированного полиизоцианатного отверждающего агента (B) и гидрофобного агента (C) в композиции для окрашивания катионным электроосаждением. Если содержание модификатора вязкости меньше, чем 3 масс.%, то имеет место опасность того, что способность к окрашиванию зазора может быть понижена, а если содержание модификатора вязкости превышает 10 масс.%, тогда имеет место опасность того, что конечное качество окраски может быть ухудшено.
Кроме того, в композиции для окрашивания катионным электроосаждением допускают возможность содержания нейтрализующей кислоты для того, чтобы улучшить диспергируемость эмульсии связующей смолы посредством нейтрализации катионной эпоксидной смолы. Нейтрализующая кислота является неорганической кислотой, такой как хлористоводородная кислота, азотная кислота, фосфорная кислота, муравьиная кислота, уксусная кислота и молочная кислота.
Если количество нейтрализующей кислоты, допущенное для содержания в композиции для окрашивания, становится большим, то коэффициент нейтрализации катионной эпоксидной смолы увеличивается, совместимость частиц связующей смолы по отношению к водной среде возрастает, и стабильность их дисперсии увеличивается. Это предполагает такую характерную особенность, что затрудняется осаждение связующей смолы на целевом окрашиваемом изделии во время окрашивания электроосаждением, и характеристики осаждения твердотельного вещества краски ухудшаются.
В противоположность этому, если количество нейтрализующей кислоты, допущенное для содержания в композиции для окрашивания, мало, то коэффициент нейтрализации катионной эпоксидной смолы уменьшается, совместимость частиц связующей смолы по отношению к водной среде снижается, и стабильность дисперсии уменьшается. Это предполагает такую характерную особенность, что облегчается осаждение связующей смолы на целевом окрашиваемом изделии во время окрашивания, и характеристики осаждения твердотельного вещества краски улучшаются.
В композиции для окрашивания катионным электроосаждением содержание нейтрализующей кислоты регулируют таким образом, что кулоновская эффективность композиции для окрашивания катионным электроосаждением может составлять от 2,0 до 2,5 мг/(мкм·Кл), предпочтительно от 2,2 до 2,5 мг/(мкм·Кл), более предпочтительно от 2,4 до 2,5 мг/(мкм·Кл). Если кулоновская эффективность композиции для окрашивания катионным электроосаждением меньше, чем 2,0 мг/(мкм·Кл), то имеет место опасность того, что способность к окрашиванию зазора может быть понижена, а если кулоновская эффективность композиции для окрашивания катионным электроосаждением превышает 2,5 мг/(мкм·Кл), то имеет место опасность того, что способность к окрашиванию зазора может быть понижена, поскольку осаждение на входной части зазора предшествует перекрыванию зазора и вызывает недостаточное осаждение, когда целевой окрашиваемый участок расположен глубже от открытой части зазора.
Кулоновская эффективность представляет собой показатель, который представляет характеристики осаждения твердотельного вещества краски. Другими словами, кулоновская эффективность представляет собой количество (мг) осажденной краски на единичное количество заряда (кулон), расходуемого протеканием тока, и на единичную толщину осаждаемой покровной пленки. Что касается измерения этой кулоновской эффективности, соответствующая кулоновская эффективность может быть определена из количества отвержденной покровной пленки, нанесенной электроосаждением, данное количество получают измерением массы отвержденной покровной пленки, нанесенной электроосаждением. При этом отвержденную покровную пленку, нанесенную электроосаждением, получают горячей сушкой и отверждением покровной пленки, нанесенной электроосаждением, полученной посредством выполнения окрашивания электроосаждением для целевого образца для измерения при постоянном напряжении (от 180 до 280 В), и этот целевой образец для измерения приготавливают добавлением заданных количеств отверждающего агента и воды к измеряемой катионной эпоксидной смоле.
Например, нейтрализующую кислоту используют в количестве, при котором эквивалентная масса в миллиграммах (мэкв) соответствующей кислоты на 100 г содержания твердотельной смолы в композиции для окрашивания катионным электроосаждением может быть установлена в пределах интервала от 15 до 25.
Композиция для окрашивания катионным электроосаждением может содержать соединение олова, такое как дилаурат дибутилолова и оксид дибутилолова, и обычный катализатор разложения уретана. Поскольку предпочтительно, чтобы свинец по существу не содержался, то предпочтительно, чтобы количество соединения олова и катализатора разложения уретана было установлено при 0,1-5 масс.% от блокированного полиизоцианатного соединения.
Кроме того, композиция для окрашивания катионным электроосаждением может содержать добавки для окрашивания, такие как водорастворимый органический растворитель, поверхностно-активное вещество, антиоксидант, абсорбент ультрафиолетового излучения и пигмент.
3. Способ получения покровной пленки электроосаждением
Вышеописанную композицию для окрашивания катионным электроосаждением применяют для окрашивания электроосаждением целевого окрашиваемого изделия и формируют электроосаждением на поверхности целевого окрашиваемого изделия покровную пленку. Целевое окрашиваемое изделие не ограничивается особым образом, при условии, что целевое окрашиваемое изделие обладает электропроводностью, и, в качестве примера, могут быть указаны чугунная плита, стальной лист, алюминиевая пластина, которые получены посредством выполнения их поверхностной обработки, продукты, полученные их формованием, и т.п.
В предпочтительном варианте осуществления целевое окрашиваемое изделие является изделием, имеющим узкий зазор в своей структуре. Например, целевое окрашиваемое изделие представляет собой структуру, сформированную соединением нескольких стальных листов одного с другим, и каждый из участков соединения нескольких стальных листов имеет зазор между одним стальным листом и другим стальным листом, которые расположены один на другом для соединения. В этом случае, минимальная величина зазора между одним стальным листом и другим стальным листом может составлять 300 мкм или менее, и более того, минимальная величина вышеуказанного зазора может составлять 100 мкм или менее.
Конкретными примерами целевого окрашиваемого изделия, описанного выше, являются корпус автомобиля, электрооборудование для наружной установки и т.п.
Обычно окрашивание электроосаждением состоит из стадии погружения целевого окрашиваемого изделия в композицию для окрашивания катионным электроосаждением и стадии осаждения покровной пленки посредством приложения напряжения между анодом и вышеописанным целевым окрашиваемым изделием, используемым в качестве катода. В случае приложения напряжения, напряжение предпочтительно увеличивать постепенно.
Коэффициент увеличения напряжения в процессе окрашивания электроосаждением составляет от 30 до 70 В/10 секунд, предпочтительно от 45 до 70 В/10 секунд, более предпочтительно от 60 до 70 В/10 секунд. Если коэффициент увеличения напряжения меньше, чем 30 В/10 секунд, то имеет место опасность того, что способность к окрашиванию зазора может быть понижена, а если коэффициент увеличения напряжения превышает 70 В/10 секунд, тогда также имеет место опасность того, что способность к окрашиванию зазора может быть понижена. Предпочтительно коэффициент увеличения напряжения является постоянным до тех пор, пока напряжение не достигнет заданной величины.
Кроме того, время приложения напряжения различается в зависимости от условий электроосаждения; однако обычно может быть установлено при 2-4 минутах. После промывки при завершении процесса электроосаждения композицию для окрашивания катионным электроосаждением подвергают горячей сушке в течение от 10 до 30 минут при 120-260°C, предпочтительно 140-220°C, посредством чего получают отвержденную покровную пленку, нанесенную электроосаждением.
[Примеры]
Данное изобретение будет описано далее более подробно на основании представленных ниже примеров; однако, данное изобретение не ограничивается ими. Что касается единиц измерения количества в примерах, то используются единицы измерения, основанные на массе, если не указано иное.
Пример получения 1
Получение блокированного изоцианатного отверждающего агента (B)
В колбу, снабженную мешалкой, холодильником, трубкой для заполнения азотом, термометром и капельной воронкой, отмеряли 199 частей тримера (Coronate HX производства компании Nippon Polyurethane Industry Co., Ltd.) гексаметилендиизоцианата; 32 части метилизобутилкетона и 0,03 части дибутилдилаурата олова. При перемешивании полученной смеси и барботировании через нее азота в нее подавали по каплям 87,0 частей метилэтилкетоксима в течение одного часа из капельной воронки. Температура результирующей смеси увеличивалась от 50°C в качестве исходной температуры до 70°C. После этого такая реакция продолжалась в течение одного часа, и, соответственно, компоненты в смеси реагировали один с другим до прекращения поглощения группы NCO, как это наблюдалось при применении инфракрасного спектрометра. После этого добавляли 0,74 части н-бутанола и 39,93 части метилизобутилкетона и содержание нелетучих компонентов устанавливали при 80%.
Пример получения 2
Получение эпоксидной смолы (A), модифицированной амином
В колбу, снабженную мешалкой, холодильником, трубкой для заполнения азотом и капельной воронкой, отмеряли 71,34 части 2,4/2,6- толилендиизоцианата (80/20 масс.%); 111,98 части метилизобутилкетона и 0,02 части дибутилдилаурата олова. При перемешивании полученной смеси и барботировании через нее азота в нее подавали по каплям 14,24 части метанола в течение 30 минут из капельной воронки. Температура результирующей смеси увеличивалась от комнатной температуры до 60°C посредством генерации тепла. После этого такая реакция продолжалась в течение 30 минут, и затем в смесь подавали по каплям 46,98 частей 2-этилгексилового моноэфира этиленгликоля в течение 30 минут из капельной воронки. Температура повышалась до 70-75°C. После того, как реакция продолжалась в течение 30 минут, добавляли 41,25 части продукта присоединения бисфенола A к пропиленоксиду (5 моль) (BP-5P, производства компании Sanyo Chemical Industries, Ltd.), температура результирующей смеси увеличивалась до 90°C, и, наряду с измерением ИК спектра, реакцию продолжали до тех пор, пока не переставала проявляться группа NCO.
Затем 475,0 частей эпоксидной смолы типа бисфенола A (YD-7011R, производства компании Nippon Steel & Sumikin Chemical Co., Ltd.) с эпоксиэквивалентной массой 475 добавляли к результирующей смеси и равномерно растворяли в ней. После этого температуру этой результирующей смеси повышали от 130°C до 142°C и удаляли воду из реакционной системы посредством совместного кипячения с метилизобутилкетоном (MIBK). После того, как результирующая смесь была охлаждена до 125°C, к ней добавляли 1,107 части бензилдиметиламина и выполняли реакцию формирования оксазолидонового кольца посредством реакции удаления метанола. Реакцию продолжали до тех пор, пока эпоксиэквивалентная масса не становилась равной 1140.
После этого результирующую смесь охлаждали до 100°C, добавляли к ней 24,56 части N-метилэтаноламина, 11,46 части диэтаноламина и 26,08 части аминоэтилэтаноламинкетимина (78,8%-й раствор в метилизобутилкетоне) и полученную смесь подвергали реакционному взаимодействию при 110°C в течение двух часов. После этого смесь разбавляли добавлением к ней 20,74 части 2-этилгексилового моноэфира этиленгликоля и 12,85 части метилизобутилкетона и регулировали содержание нелетучих веществ до 82%. При этом получали эпоксидную смолу, модифицированную амином, со среднечисленной молекулярной массой 1380 и аминовой эквивалентной массой 94,5 мэкв/100 г. Величина параметра растворимости (SP) полученной эпоксидной смолы, модифицированной амином, составляла 11,4.
Пример получения 3
Получение смолы для диспергирования пигмента
В колбу, снабженную мешалкой, холодильником, трубкой для заполнения азотом, термометром и капельной воронкой, отмеряли 382,20 части эпоксидной смолы типа бисфенола A (DER-331J производства компании The Dow Chemical Company) с эпоксиэквивалентной массой 188; и 111,98 части бисфенола A. Температуру полученной смеси повышали до 80°C и смесь подвергали равномерному растворению, после этого к ней добавляли 1,53 части 1%-го раствора 2-этил-4-метилимидазола, и полученную результирующую смесь подвергали реакционному взаимодействию при 170°C в течение 2 часов. После того, как результирующая смесь была охлаждена до 140°C, к ней добавляли 196,50 части изофорондиизоцианата, частично блокированного 2-этилгексанолом (содержание нелетучих веществ: 90%) и проводили реакционное взаимодействие с ним до тех пор, пока не переставала проявляться группа NCO. К этой результирующей смеси добавляли 205,00 частей монобутилового эфира дипропиленгликоля и затем 408,00 частей 1-(2-гидроксиэтилтио)-2-пропанола и 134,00 части диметилолпропионата, добавляли 144,00 части деионизованной воды и эту смесь подвергали реакционному взаимодействию при 70°C. Реакцию продолжали до тех пор, пока кислотное число смеси не становилось равным 5 или менее. Смолу для диспергирования пигмента, полученную таким образом, разбавляли до содержания нелетучих веществ 35% с применением 1150,50 части деионизованной воды.
Пример получения 4
Получение дисперсии пигмента в виде пасты
В песчаную мельницу загружали 211 частей смолы для диспергирования пигмента, полученной в Примере получения 3; 192,0 части диоксида титана; 8,0 частей оксида дибутилолова и 78 частей деионизованной воды. Смесь, полученную таким образом, диспергировали до тех пор, пока размер ее частиц не становился равным 10 мкм или менее, и получали дисперсию пигмента в виде пасты (содержание твердотельного вещества: 56%).
Пример получения 5
Получение гидрофобного агента (несшитой акриловой смолы) (1)
В пятигорловую колбу, снабженную дефлегматором, мешалкой, капельной воронкой и трубкой для заполнения азотом, помещали 300,0 частей н-бутилацетата и нагревали и поддерживали при 120°C в атмосфере азота. В этот компонент добавляли по каплям из капельной воронки в течение 3 часов смесь, состоящую из 200,0 частей стирола; 325,6 части изобутилметакрилата; 150,2 части 2-этилгексилакрилата; 138,6 части этилакрилата; 185,6 части гидроксиэтилметакрилата; 60,0 частей н-бутилацетата и 180,0 частей трет-бутилпероктоата. Эту результирующую смесь поддерживали при 120°C в течение 1 часа после окончания подачи по каплям и после этого добавляли в нее по каплям смесь 30,0 частей н-бутилацетата и 10,0 частей трет-бутилпероктоата, и полученную таким образом результирующую смесь поддерживали при 120°C в течение 30 минут, посредством чего получали раствор акриловой смолы с содержанием твердотельного вещества 70%.
Величина параметра растворимости (SP) полученной несшитой акриловой смолы (1) составляла 10,5, ее температура стеклования составляла 20°C, и ее среднечисленная молекулярная масса составляла 5600.
Пример получения 6
Получение гидрофобного агента (несшитой акриловой смолы) (2)
В пятигорловую колбу, снабженную дефлегматором, мешалкой, капельной воронкой и трубкой для заполнения азотом, помещали 300,0 частей н-бутилацетата и нагревали и поддерживали при 120°C в атмосфере азота. В этот компонент добавляли по каплям из капельной воронки в течение 3 часов смесь, состоящую из 200,0 частей стирола; 478,4 части изобутилметакрилата; 62,0 частей 2-этилгексилакрилата; 74,0 частей этилакрилата; 185,6 части гидроксиэтилметакрилата; 60,0 частей н-бутилацетата и 180,0 частей трет-бутилпероктоата. Эту результирующую смесь поддерживали при 120°C в течение 1 часа после окончания подачи по каплям и после этого добавляли в нее по каплям смесь 30,0 частей н-бутилацетата и 10,0 частей трет-бутилпероктоата, и полученную таким образом результирующую смесь поддерживали при 120°C в течение 30 минут, посредством чего получали раствор акриловой смолы с содержанием твердотельного вещества 70%.
Величина параметра растворимости (SP) полученной несшитой акриловой смолы (2) составляла 10,9, ее температура стеклования составляла 40°C, и ее среднечисленная молекулярная масса составляла 5800.
Получение 7
Получение частиц сшитой смолы A
В реакционный резервуар загружали 120 частей акриловой смолы, имеющей аммониевую группу, и 270 частей деионизованной воды, и эту смесь нагревали и перемешивали при 75°C. В эту смесь подавали по каплям 100% нейтрализованный водный раствор 1,5 частей 2,2'-азо-бис(2-(2-имидазолин-2-ил)пропана) с уксусной кислотой в течение 5 минут. После этого полученную результирующую смесь выдерживали в течение 5 минут и затем добавляли по каплям 30 частей метилметакрилата в течение 5 минут (раствор смолы 1). После этого результирующую смесь дополнительно выдерживали в течение 5 минут, подавали в нее по каплям предварительную эмульсию в течение 40 минут, данная предварительная эмульсия получена добавлением смеси этиленово-ненасыщенного мономера, которая состояла из 170 частей метилметакрилата, 40 частей стирола, 30 частей н-бутилметакрилата, 5 частей глицидилметакрилата и 30 частей неопентилгликольдиметакрилата, к раствору, полученному смешиванием 170 частей акриловой смолы, имеющей аммониевую группу, и 250 частей деионизованной воды, с последующим перемешиванием. Этот раствор результирующей смеси охлаждали после выдерживания в течение 60 минут, посредством чего получали жидкую дисперсию частиц сшитой смолы A. В отношении полученной жидкой дисперсии частиц сшитой смолы A, содержание в ней нелетучих веществ составляло 36%, ее величина pH составляла 5,0, и средний диаметр ее частиц составлял 110 нм. Средний диаметр частиц сшитой смолы измеряли методом измерения проникновения частиц порошкового материала с помощью применения MICROTRAC 9340 UPA производства компании Nikkiso Co., Ltd. Кроме того, в этом измерительном приборе измеряли распределение частиц сшитой смолы по размеру, и средний диаметр частиц рассчитывали из полученных таким образом измеренных величин при кумулятивной относительной частоте F(x)=0,5. В этих измерениях и расчетах использованный показатель преломления растворителя (воды) составлял 1,33, и использованный показатель преломления содержащейся смолы составлял 1,59.
Пример получения 8
Получение частиц сшитой смолы В
Жидкую дисперсию частиц сшитой смолы В получали аналогично Примеру получения 7, за исключением того, что количество деионизованной воды для применения в растворе смолы 1 изменяли от 270 частей до 200 частей и что количество деионизованной воды для применения в предварительной эмульсии изменяли от 250 частей до 320 частей. В отношении полученной жидкой дисперсии частиц сшитой смолы B, содержание в ней нелетучих веществ составляло 35%, ее величина pH составляла 5,0, и средний диаметр ее частиц составлял 250 нм.
Пример получения 9
Получение композиции 1 для окрашивания катионным электроосаждением для применения в Примерах 1, 4 и 6
Отмеряли 100 частей деионизованной воды и 7 частей уксусной кислоты и в эту смесь постепенно добавляли по каплям смесь, которая состояла из 150 частей эпоксидной смолы, модифицированной амином, Примера получения 2, которая была нагрета до 70°C; 10 частей гидрофобного агента (несшитой акриловой смолы) (1) Примера получения 5; и 100 частей блокированного изоцианатного отверждающего агента Примера получения 1, и образованную смесь затем перемешивали и равномерно диспергировали. После этого к этой эмульсии добавляли деионизованную воду и регулировали содержание твердотельного вещества в результирующей смеси до 38%.
341 часть эмульсии, полученной таким образом, 8 частей частиц сшитой смолы A Примера получения 7, 73 части дисперсии пигмента в виде пасты Примера получения 4 и 341 часть деионизованной воды смешивали друг с другом, посредством чего получали композицию 1 для окрашивания катионным электроосаждением, в которой содержание (PWC) неорганического пигмента составляло 16 масс.%, содержание несшитой акриловой смолы составляло 3 масс.%, и содержание твердотельного вещества составляло 20 масс.%.
Затем, в качестве характеристик полученной композиции 1 для окрашивания катионным электроосаждением, измеряли кулоновскую эффективность, вязкость покровной пленки и сопротивление покровной пленки. Методы измерения описаны ниже. Кроме того, результаты измерений представлены в Таблице 1.
(Измерение кулоновской эффективности)
При постоянном напряжении (180-280 В) композицию 1 для окрашивания катионным электроосаждением применяли для окрашивания электроосаждением таким образом, чтобы получить покровную пленку толщиной 15 мкм. Затем массу отвержденной покровной пленки, нанесенной электроосаждением, которая была получена горячей сушкой и отверждением покровной пленки, нанесенной электроосаждением, измеряли, посредством чего определяли количество полученной таким образом отвержденной покровной пленки, нанесенной электроосаждением. Таким образом определяли кулоновскую эффективность.
(Измерение вязкости покровной пленки, нанесенной электроосаждением)
Посредством использования композиции 1 для окрашивания катионным электроосаждением на целевом окрашиваемом изделии формировали электроосаждением покровную пленку таким образом, чтобы толщина пленки могла составлять 15 мкм. Затем ее промывали и удаляли избыток композиции для окрашивания электроосаждением. Затем, после того, как влага была удалена из покровной пленки, покровную пленку сразу же извлекали без высушивания и приготавливали образец. Образец, полученный таким образом, размещали на приборе для измерения динамических вязкоупругих свойств при вращении «Rheosol G-3000» (производства компании UBM Corporation). В отношении условий измерения, деформация была установлена при 0,5 град., частота была установлена при 0,02 Гц, и температура была установлена при 50°C. После того, как измерение было начато, измерение вязкости покровной пленки выполняли в момент времени, когда покровная пленка, нанесенная электроосаждением, была равномерно распределена в конической пластине.
(Измерение величины сопротивления покровной пленки)
При применении композиции 1 для окрашивания катионным электроосаждением выполняли окрашивание электроосаждением при температуре ванны 30°C таким образом, чтобы получить покровную пленку толщиной 15 мкм. Напряжение окрашивания при выполнении этого окрашивания и остаточный ток в то время, когда электроосаждение было завершено, измеряли, и из этих величин рассчитывали величину сопротивления покровной пленки (кОм·см2).
Выражение для вышеуказанного расчета являлось следующим:
[Выражение 4]
Величина сопротивления покровной пленки (кОм·см2)=напряжение окрашивания (В)×площадь окрашивания (см2)/конечный ток (А)
Пример получения 10
Получение композиции 2 для окрашивания катионным электроосаждением для применения в Примерах 2, 8 и 9
Композицию 2 для окрашивания катионным электроосаждением получали аналогично Примеру получения 9, за исключением того, что количество эпоксидной смолы, модифицированной амином, Примера получения 2 изменяли до 175 частей и что количество блокированного изоцианатного отверждающего агента Примера получения 1 изменяли до 75 частей, и измеряли характеристики композиции 2 для окрашивания катионным электроосаждением.
Пример получения 11
Получение композиции 3 для окрашивания катионным электроосаждением для применения в Примерах 3, 5 и 7
Композицию 3 для окрашивания катионным электроосаждением получали аналогично Примеру получения 9, за исключением того, что количество эпоксидной смолы, модифицированной амином, Примера получения 2 изменяли до 200 частей и что количество блокированного изоцианатного отверждающего агента Примера получения 1 изменяли до 50 частей, и измеряли характеристики композиции 3 для окрашивания катионным электроосаждением.
Пример получения 12
Получение композиции 4 для окрашивания катионным электроосаждением для применения в Сравнительном примере 1
Композицию для окрашивания катионным электроосаждением 4 получали аналогично Примеру получения 10, за исключением того, что 10 частей гидрофобного агента (несшитой акриловой смолы) (2) Примера получения 6 использовали вместо 10 частей гидрофобного агента (несшитой акриловой смолы) (1) Примера получения 5, и измеряли характеристики композиции 4 для окрашивания катионным электроосаждением.
Пример получения 13
Получение композиции 5 для окрашивания катионным электроосаждением для применения в Сравнительном примере 2
Композицию 5 для окрашивания катионным электроосаждением получали аналогично Примеру получения 9, за исключением того, что соотношение используемых эпоксидной смолы, модифицированной амином, Примера получения 2 и блокированного изоцианатного отверждающего агента Примера получения 1 изменяли таким образом, что соотношение содержащегося в них твердотельного вещества становилось равным 90/10, и измеряли характеристики композиции 5 для окрашивания катионным электроосаждением.
Пример получения 14
Получение композиции 6 для окрашивания катионным электроосаждением для применения в Сравнительном примере 3
Композицию 6 для окрашивания катионным электроосаждением получали аналогично Примеру получения 9, за исключением того, что соотношение используемых эпоксидной смолы, модифицированной амином, Примера получения 2 и блокированного изоцианатного отверждающего агента Примера получения 1 изменяли таким образом, что соотношение содержащегося в них твердотельного вещества становилось равным 55/45, и за исключением того, что используемое количество гидрофобного агента (несшитой акриловой смолы) (1) Примера получения 5, и характеристики композиции 6 для окрашивания катионным электроосаждением измеряли.
Пример получения 15
Получение композиции 7 для окрашивания катионным электроосаждением для применения в Сравнительном примере 4
Отмеряли 100 частей деионизованной воды и 7 частей уксусной кислоты и к этому раствору постепенно добавляли по каплям смесь, которая состояла из 175 частей эпоксидной смолы, модифицированной амином, Примера получения 2, которая была нагрета до 70°C; 30 частей гидрофобного агента (несшитой акриловой смолы) (1) Примера получения 5 и 75 частей блокированного изоцианатного отверждающего агента Примера получения 1, и образованную смесь затем перемешивали и равномерно диспергировали. После этого к этой эмульсии добавляли деионизованную воду и регулировали содержание твердотельного вещества в результирующей смеси до 38%.
341 часть эмульсии, полученной таким образом, 478 частей частиц сшитой смолы Примера получения 7, 73 части дисперсии пигмента в виде пасты Примера получения 4 и 478 частей деионизованной воды смешивали друг с другом, посредством чего получали композицию 7 для окрашивания катионным электроосаждением. После этого, аналогично Примеру получения 9, измеряли характеристики композиции 7 для окрашивания катионным электроосаждением.
Пример получения 16
Получение композиции 8 для окрашивания катионным электроосаждением для применения в Примере 10
Композицию 8 для окрашивания катионным электроосаждением получали аналогично Примеру получения 9, за исключением того, что 10 частей гидрофобного агента (несшитой акриловой смолы) (1) Примера получения 5 изменяли до 0,7 части, и измеряли характеристики композиции 8 для окрашивания катионным электроосаждением.
Пример получения 17
Получение композиции 9 для окрашивания катионным электроосаждением для применения в Сравнительном примере 5
Композицию 9 для окрашивания катионным электроосаждением получали аналогично Примеру получения 9, за исключением того, что использовали частицы сшитой смолы A Примера получения 7, наряду с тем, что изменяли их количество от 8 частей до 20 частей, и измеряли характеристики композиции 9 для окрашивания катионным электроосаждением.
Пример получения 18
Получение композиции 10 для окрашивания катионным электроосаждением для применения в Примере 11
Композицию 10 для окрашивания катионным электроосаждением получали аналогично Примеру получения 9, за исключением того, что 8 частей частиц сшитой смолы В Примера получения 8 использовали вместо 8 частей частиц сшитой смолы A Примера получения 7, и измеряли характеристики композиции 10 для окрашивания катионным электроосаждением.
Пример 1
Композиция 1 для окрашивания катионным электроосаждением
В качестве целевого окрашиваемого изделия готовили два образца холоднокатанных стальных листов размером 0,8 мм×70 мм×150 мм, которые подвергали обработке фосфатом цинка, и в качестве разделителей готовили две пластины из нержавеющей стали размером 12,7 мм×50 мм×100 мкм. Два образца целевого окрашиваемого изделия располагали один на другом и между ними размещали разделители таким образом, чтобы боковые стороны разделителей были индивидуальным образом совмещены со сторонами двух угловых участков каждого целевого окрашиваемого изделия, с последующим фиксированием. Таким образом формировали зазор шириной 44,6 мм и толщиной 100 мкм в центральной части поверхностей двух образцов целевого окрашиваемого изделия, которые были расположены один на другом.
4000 мл композиции 1 для окрашивания катионным электроосаждением, приготовленной в Примере получения 9, заливали в резервуар для электроосаждения, и целевое окрашиваемое изделие погружали в нее на глубину 85 мм, при том, что сторона, на которой был образован зазор, была обращена вниз. Резервуар для электроосаждения и целевое окрашиваемое изделие соединяли с источником электропитания, напряжение повышали до 180 В в качестве напряжения окрашивания при скорости повышения напряжения 50 В/10 секунд, и резервуар для электроосаждения и целевое окрашиваемое изделие выдерживали под напряжением в течение 180 секунд, посредством чего осаждали покровную пленку на поверхность целевого окрашиваемого изделия. Стальные листы с прилипшей покровной пленкой извлекали из резервуара для электроосаждения, промывали и подвергали горячей сушке при 170°C в течение 20 минут, посредством чего получали стальные листы, окрашенные электроосаждением.
После этого для стальных листов, окрашенных электроосаждением, оценивали состояние осаждения и характеристики покровной пленки. Метод оценки описан ниже. Кроме того, результаты оценки представлены в Таблице 2 и Таблице 3.
(Способность к окрашиванию зазора)
Два образца стальных листов, окрашенных электроосаждением, расположенных один на другом, разделяли и измеряли высоту сформированной покровной пленки от нижней стороны, а именно, покровной пленки, сформированной на участке зазора (между двумя пластинами разделителей) с внутренней стороны стальных листов. Критерии оценки были установлены следующие.
(Устойчивость к ржавлению)
Поперечный надрез, который достигает базового стального листа, делали на такой окрашенной поверхности на внешней стороне одного из стальных листов, окрашенных электроосаждением, и 5%-й раствор соли распыляли на поверхность покровной пленки при 35°C в течение 800 часов. После этого покровную пленку промывали и сушили и затем прижимали пальцем клейкую ленту («Cellophane tape») производства компании Nichiban Co., Ltd. к поверхности покровной пленки, после чего резко отслаивали от нее. Ширину покровной пленки, отслоенной лентой от такого участка надреза, измеряли. Критерии оценки были установлены следующие.
(Конечное качество окраски)
В соответствии с JIS-B 0601, посредством применения измерительной машины для определения шероховатости поверхности (SURFTEST SJ-201P), измеряли арифметическую среднюю величину шероховатости (Ra) окрашенной поверхности на внешней стороне стального листа, окрашенного электроосаждением. В данном случае это измерение выполняли семь раз посредством использования образца, от которого были отрезаны кусочки (число отрезков: пять) шириной 2,5 мм, и величина измерений была определена при удалении максимальной и минимальной величин и усреднении остатка. Критерии оценки были установлены следующие.
Примеры 2-11, Сравнительные примеры 1-5
Стальные листы, окрашенные электроосаждением, получали аналогично Примеру 1, за исключением того, что вид композиции для окрашивания катионным электроосаждением и условия окрашивания электроосаждением были изменены, как представлено в Таблице 2 и Таблице 3, и оценивали состояние и характеристики покровных пленок. Результаты представлены в Таблицах 2 и 3.
Реферат
Изобретение относится к композиции для окрашивания катионным электроосаждением. Композиция содержит катионную эпоксидную смолу (А), модифицированную амином, блокированный изоцианатный отверждающий агент (В), гидрофобный агент (С), который является несшитой акриловой смолой, модификатор вязкости (D), являющийся частицами сшитой смолы со средним диаметром частицы от 50 до 200 нм, и нейтрализующую кислоту в водной среде. При этом массовое соотношение содержания (А)/(В) составляет от 60/40 до 80/20, величина параметра растворимости (SP) гидрофобного агента (С) составляет 10,2 или более и менее чем 10,6 и меньше на 0,6-1,0 величины параметра растворимости (SP) катионной эпоксидной смолы (А), содержание гидрофобного агента (С) составляет 0,2-5 мас.% по отношению к общему количеству катионной эпоксидной смолы (А) и блокированного полиизоцианатного отверждающего агента (В). Содержание модификатора вязкости (D) составляет от 3 до 10 мас.% по отношению к общему количеству катионной эпоксидной смолы (А), блокированного полиизоцианатного отверждающего агента (В) и гидрофобного агента (С). Кулоновская эффективность композиции для окрашивания электроосаждением составляет от 2,0 до 2,5 мг/(мкм·Кл). Также заявлен способ получения покрывной пленки электроосаждением указанной композиции, где скорость повышения напряжения при окрашивании составляет 30-70 В/10 с. Изобретение обеспечивает высокое качество осаждаемой покрывной пленки, а также устойчивость к ржавлению даже на участках зазоров окрашиваемых изделий. 2 н. и 6 з.п. ф-лы, 6 табл., 18 пр.
Формула
содержащая катионную эпоксидную смолу (А), блокированный изоцианатный отверждающий агент (В), гидрофобный агент (С), модификатор вязкости (D) и нейтрализующую кислоту в водной среде,
где массовое соотношение содержания твердотельного вещества (А)/(В) катионной эпоксидной смолы (А) и блокированного полиизоцианатного отверждающего агента (В) составляет от 60/40 до 80/20,
где катионная эпоксидная смола (А) модифицирована амином,
где величина параметра растворимости (SP) гидрофобного агента (С) составляет 10,2 или более и менее чем 10,6 и меньше на 0,6-1,0 величины параметра растворимости (SP) катионной эпоксидной смолы (А) и содержание гидрофобного агента (С) составляет 0,2-5 мас.% по отношению к общему количеству катионной эпоксидной смолы (А) и блокированного полиизоцианатного отверждающего агента (В),
где модификатор вязкости (D) является частицами смолы и содержание модификатора вязкости (D) составляет от 3 до 10 мас.% по отношению к общему количеству катионной эпоксидной смолы (А), блокированного полиизоцианатного отверждающего агента (В) и гидрофобного агента (С),
где частицы смолы модификатора вязкости (D) являются частицами сшитой смолы со средним диаметром частицы от 50 до 200 нм,
где кулоновская эффективность композиции для окрашивания катионным электроосаждением составляет от 2,0 до 2,5 мг/(мкм·Кл) и
где гидрофобным агентом (С) является несшитая акриловая смола.
в котором композиция для окрашивания катионным электроосаждением содержит катионную эпоксидную смолу (А), блокированный полиизоцианатный отверждающий агент (В), гидрофобный агент (С), модификатор вязкости (D) и нейтрализующую кислоту в водной среде,
где массовое соотношение содержания твердотельного вещества (А)/(В) катионной эпоксидной смолы (А) и блокированного полиизоцианатного отверждающего агента (В) составляет от 60/40 до 80/20,
где катионная эпоксидная смола (А) модифицирована амином,
где величина параметра растворимости (SP) гидрофобного агента (С) составляет 10,2 или более и менее чем 10,6 и меньше на 0,6-1,0 величины параметра растворимости (SP) катионной эпоксидной смолы (А) и содержание гидрофобного агента (С) составляет 0,2-5 мас.% по отношению к общему количеству катионной эпоксидной смолы (А) и блокированного полиизоцианатного отверждающего агента (В),
где модификатором вязкости (D) являются частицы смолы и содержание модификатора вязкости (D) составляет от 3 до 10 мас.% по отношению к общему количеству катионной эпоксидной смолы (А), блокированного полиизоцианатного отверждающего агента (В) и гидрофобного агента (С),
где частицы смолы модификатора вязкости (D) являются частицами сшитой смолы со средним диаметром частицы от 50 до 200 нм,
где кулоновская эффективность композиции для окрашивания катионным электроосаждением составляет от 2,0 до 2,5 мг/(мкм·Кл),
где гидрофобным агентом (С) является несшитая акриловая смола и
где коэффициент увеличения напряжения составляет от 30 до 70 В/10 с.
Документы, цитированные в отчёте о поиске
Электроосаждаемые водные смолосодержащие дисперсии и способы их получения
Комментарии