Шлифовальный станок с множеством параллельных абразивных лент для одновременного шлифования поверхностей обрабатываемых деталей - RU2116880C1
Код документа: RU2116880C1
Чертежи














Описание
Изобретение относится к станкам для шлифования поверхностей обрабатываемых деталей, таких как выступы или кулачки на распределительных валах, диаметры коленчатых валов и т. п. Более конкретно, изобретение касается компьютеризированных станков для одновременного шлифования (с помощью нескольких абразивных лент по параллельной схеме) ряда поверхностей на цилиндрических заготовках, в частности множества выступов на распределительном валу и т.п.
Обычно шлифование эксцентричных выступов на распределительном валу производится шлифовальным кругом, который обрабатывает каждый выступ последовательно. В некоторых случаях при использовании сложных станков с двумя шлифующими головками можно одновременно обрабатывать пару выступов.
В соответствии с нуждами автоматизации производства предпринимались усилия для изобретения и разработки надежного шлифовального станка, который бы мог одновременно шлифовать несколько выступов (кулачков) на распределительном валу или даже все их сразу. Поскольку распределительные валы относятся к сложным и дорогим продуктам производства и столь же значительны затраты на их изготовление, то изучались подходы к выработке технических решений, отличных от хорошо известной концепции шлифовальных кругов.
Один из альтернативных подходов состоял в использовании абразивных шлифовальных лент взамен традиционного шлифовального круга. Данный подход обладает большими потенциальными возможностями, так как предусматривает применение ряда примыкающих друг к другу лент, обеспечивающих одновременное шлифование нескольких кулачков на распределительном валу. При этом массово производимые ленты более дешевы, а после достаточно продолжительного времени их использования они могут просто выбрасываться.
Первоначально абразивные шлифовальные ленты стали применяться в Италии десять или более лет тому назад, как это видно из патента США N 4.175.358, выданного 27.11.79 г. на имя Идо Бочери, где представлен плунжерный шлифовальный станок с несколькими абразивными лентами для одновременного шлифования всех кулачков распределительного вала двигателя. Данный станок содержит массивное основание 10, несущее на себе стол 12, который может совершать возвратно-поступательные перемещения (с помощью домкратов 13) относительно основания, а также хвостовую и головную опоры для фиксации обрабатываемого распредвала 19, установленные на столе, и поперечину 22 с установленными на ней станочными узлами. Каждый станочный узел содержит опорный элемент 31, переднюю и заднюю головки 32, 33, абразивную ленту 36, домкрат 43 и т.д. - все это приводится в движение посредством считывающего ролика 42, взаимодействующего с копиром 18, по которому воспроизводится обрабатываемая деталь (кулачок). Раздельные приводные двигатели 15, 25 связаны посредством зубчатых передач и муфт таким образом, чтобы обрабатываемая деталь и копир вращались в строгом фазовом согласовании.
В патенте США N 4.833.834, выданном 30.05.89 г. на имя Генри Б. Паттерсона и др., представлено несколько вариантов многоленточных станков для шлифования распределительного вала. Каждый станок имеет несколько шлифовальных лент 28 с общим проводом (главным приводным шкивом 30), оконтуривающие колодки 35 и опорные элементы (стержневые толкатели 43), установленные на подающем столе 12; при этом обеспечивается раздельное управление образованием кулачкового профиля и скоростью подачи при шлифовании. Заготовка 20 распредвала удерживается на фиксированной оси при помощи стола 16, обеспечивающего осевое колебательное перемещение ленты для компенсации влияния ее износа. Управлять шлифовальными операциями можно с помощью копиров (как в вариантах по фиг. 1 и 2), либо по числовой программе (как в вариантах по фиг. 3, 6-10).
В патенте США N 4.945.683, выданном 07.08.90 г. на имя Джеймса Д.Филлипса, описано устройство для шлифования по заранее заданному контуру множества эксцентриковых кулачков (L) на распределительном валу (W). Устройство содержит несколько абразивных лент 58, подводимых вплотную к распредвалу, так чтобы при их линейном движении отшлифовывались периферийные части кулачков (см. фиг. 1 и 8). Ленты протягиваются вдоль изменяемых участков траектории - в соответствии с требуемым кулачковым профилем, удерживаясь в контакте с кулачками при помощи колодок 72. Колодки установлены на исполнительных элементах, приводимых в действие двигательными узлами 78 при посредстве устройств с числовым программным управлением. Каждая лента проходит через распределитель хладагента 130, насыщаясь последним и приобретая лучшие качества для производства абразивного действия. Давление жидкости внутри каждого распределителя заставляет ленту прогибаться, парируя ее удлинение в процессе возвратно-поступательных перемещений колодки 72.
В патенте США N 5.142.827, выданном 01.09.92 на имя того же Джеймса Д. Филлипса, описано устройство шлифования шейки коленчатого вала, содержащее множество абразивных лент.
В последних трех патентах отражен возрастающий интерес к шлифовальным станкам, где используется несколько примыкающих друг к другу абразивных лент, служащих для шлифования сразу всех поверхностей детали. Потенциальный рынок для производителя коммерчески доступных шлифовальных станков с несколькими шлифующими лентами может оказаться значительным.
Выпущенные в ограниченном количестве и коммерчески эксплуатировавшиеся в течение последнего десятилетия шлифовальные станки с абразивными лентами показали себя невыгодными с точки зрения затрат на проектирование, эксплуатацию и техническое обслуживание. Абразивные ленты часто обрывались или быстро изнашивались до такой степени, что обработанные ими поверхности выходили за пределы допусков.
Описанные выше известные шлифовальные станки не являются удачными средствами для того, чтобы использовать в них соответствующие шлифовальные ленты - с обеспечением точности и оптимального режима шлифования, избирательной настройки ленточного привода и эффективного управления позиционированием лент для достижения их максимального ресурса и полезной отдачи, а также с возможностью применения подобных агрегатов на различных рабочих местах для уменьшения стоимости производства оборудования и его технического обслуживания. Эти и другие недостатки известных ленточных шлифовальных станков до сей поры сдерживали широкое их распространение (в варианте с множеством абразивных лент). Имеются проблемы и с выравниванием лент друг относительно друга в горизонтальной и вертикальной плоскостях. Кроме того, абразивный мусор, получающийся при шлифовании, воздействует на приводные двигатели и приводит к необходимости использования дорогостоящих двигателей, изолированных в различных местах.
В соответствии с вышеизложенным, имея в виду недостатки известных из уровня техники многоленточных шлифовальных станков, целью настоящего изобретения является создание шлифовального станка с долгоресурсными бесконечными абразивными лентами, которые могли бы легко устанавливаться и, при необходимости, удаляться или заменяться. Данная цель достигается таким исполнением шлифовального станка, при котором обеспечивается прямой доступ к бесконечным лентам в двух местах на его боковой стороне. В одном из этих мест множество лент открывается для доступа при отводе на значительное расстояние опоры приводного барабана. При этом эксцентриковая втулка дает плавное перемещение опоры так, что ее стержни в переходных фитингах движутся без заедания или заклинивания. В другом месте открытие лент для доступа осуществляется с помощью поворотного механизма со стопорным рычагом при его вращении по дуге, например, 45o; здесь с нижней стороны профилирующей головки, в ее передней части установлены приводные ленточные шкивы.
Настоящее изобретение предусматривает наличие устройства скользящей подачи для позиционирования профилирующей головки, содержащей несколько подающих узлов. Это устройство перемещается вдоль основания шлифовального станка, осуществляя выдвижение головки в рабочую позицию. Установленная на каждом подающем узле подпорная колодка надежно прижимает взаимодействующую с ней абразивную ленту (с ее внутренней стороны) к поверхности на обрабатываемой детали (обычно к выступу распредвала). Каждый узел подачи обеспечивает шлифование одного выступа на распределительном валу.
Каждая подпорная колодка имеет криволинейную вставку относительно большого радиуса, фиксируемую в держателе колодки и задающую более точный профиль, несмотря на возможные геометрические погрешности. Вставка закрепляется внутри паза указанного держателя, а на ее поверхности выполняется алмазное покрытие для обеспечения необходимой твердости. Каждый подающий узел профилирующей головки приводится в действие посредством индивидуального бесщеточного электродвигателя через шариковинтовой преобразователь. Несколько предварительно нагруженных подшипников углового контакта, которые служат опорой внутреннего конца подающего узла, придают последнему особо высокую осевую жесткость.
Каждый держатель подпорной колодки установлен на переходнике, имеющем установочную губку. Нижний ряд установочных губок коррелирует с опорной поверхностью (или иной реперной точкой) блока профилирующей головки, а верхний ряд установочных губок коррелирует с нижним их рядом таким образом, чтобы подпорные колодки были установлены параллельно друг другу в двух горизонтальных плоскостях. Установочная губка каждого переходника также обеспечивает коллинеарность центральной линии базовой окружности каждого кулачка на валу центральной линии, проходящей через подпорную колодку (когда она зафиксирована в держателе), т.е. параллельность первой из указанных линий осям перемещения подающих узлов профилирующей головки, чем повышается точность шлифования.
Приводные двигатели для всех подающих узлов профилирующей головки размещены в общем кожухе, прикрепленном сзади блока этой головки. Кожух защищает любой из двигателей от абразивного мусора и поэтому делает возможным замену обычных (дорогих) герметизированных двигателей на относительно дешевые бесщеточные электродвигатели, без снижения технического качества системы.
Для предотвращения тенденции прогиба блока профилирующей головки (даже на величину минутной доли дюйма) внутренняя сторона блока соединена болтами с опорной стойкой, в то время как на свободной (внешней) стороне размещен стопорный механизм, действующий от гидравлического привода. Стопорный механизм расположен на рычаге с коническим профилированным гнездом, вводимым в зацепление с фиксированной шаровой опорой (или подобным ей выступающим элементом) на блоке профилирующей головки. Поворотный исполнительный орган, приводимый в действие гидравлически, разворачивает рычаг с гнездом в положение зацепления с шаровой опорой на блоке профилирующей головки. Затем с помощью гидроцилиндра осуществляется опускание конусообразного штока для прижатия шарового элемента к гнезду и фиксации головки в заданном положении.
Суппорт каретки, на которой устанавливается обрабатываемая деталь, содержит неподвижное основание, которое соединено болтами с станиной, перемещаемую относительно станины каретку и поворотный стол, подвижно соединенный с кареткой. Заготовка может перемещаться относительно поворотного стола. В каретке выполнена вилка, в которую сверху вводится штырек, расположенный под поворотным столом. Положение штырька вручную регулируется винтами, чем осуществляется смещение стола (на малые доли дюйма) до тех пор, пока не будет достигнуто необходимое выравнивание частей блока каретки - этим еще более повышается точность обработки, даваемая предлагаемым шлифовальным станком.
Суппорт каретки согласно настоящему изобретению также содержит двигатель, механизм ведущего винта и гибкое соединение для передачи мощности от двигателя на кареточный блок; последний совершает боковое перемещение поперек фронтальной части станка, до выровненного относительно абразивных лент положения. Поперечный кареточный узел выполнен во многом аналогично узлу подачи суппорта каретки и включает в себя идентичные элементы, используемые в целом ряде частей агрегата - это упрощает изготовление его компонентов и облегчает проблемы изобретательского свойства.
Передняя бабка станка управляется по командам от устройства, задающего движение, а выполненный в ней двигатель снабжен цифровым выходом по скорости.
Профилирующая головка подразделена на верхний и нижний ряды подающих узлов. Как ранее уже отмечалось, установочные губки фиксируют держатели подпорных колодок в таком положении, что каждый подающий узел по горизонтали выровнен со всеми остальными подающими узлами. В процессе сборки установочные губки выверяются по верхней и/или нижней опорным поверхностям блока профилирующей головки. Способом сборки обеспечивается строгое выравнивание профилирующей головки относительно поворотного стола поперечной каретки. Подобная точная, взаимосвязанная сборочная технология способствует достижению высших технических характеристик предлагаемым станком.
Каждая бесконечная абразивная лента, которая может иметь общую длину примерно 3,3 м, пропущена через большой шкив на приводном барабане и два или более меньших шкивов, распределенных вдоль продольной оси станка. Большой шкив для каждой ленты размещен на валу приводного барабана, выступающего в боковом направлении поперечно станку. Первичный привод, в частности электродвигатель, образует рабочий агрегат вместе с приводным барабаном, вращая последний посредством приводного ремня.
Для компенсации изменений длины (периметра) абразивной ленты предусмотрено простое механическое соединение, наподобие шпоночно-пазового, позволяющее двигателю и приводному барабану перемещаться в унисон с профилирующей головкой. Натяжение приводного ремня регулируется другим простым механическим соединением, позволяющим первичному приводу продольно смещаться относительно приводного барабана.
В предлагаемом шлифовальном станке предусмотрено высокоточное и надежное цифровое управление скоростью бесщеточных электродвигателей, приводящих в действие подающие узлы профилирующей головки.
Кроме того, предлагаемый шлифовальный станок снабжен смазочной системой, подающей необходимое количество жидкости каждой ленте в течение шлифовального цикла. При этом основная доля смазки подается через индивидуальные насадки, соответствующие каждой из лент, а небольшая часть смазки через специальную систему трубок поступает к внутренней поверхности каждой из абразивных лент, производя смазывание и охлаждение ленты и подпорной колодки. Каждый шкив на приводном барабане имеет корончатую конфигурацию и поперечно рифленую рабочую поверхность, образующую полости для приема избыточного хладагента.
Смазка также поступает к каждому из подающих профилирующих узлов в нескольких местах. При этом особенно полезен сопловой насадок, расположенный над прорезью в обойме роликовинтового механизма каждого из указанных узлов (этот насадок обеспечивает смазку данного механизма).
По сравнению с известными ленточными шлифовальными станками в данном изобретении обеспечен более высокий уровень жесткости (твердости) станка в целом, что вытекает из всех особенностей его технического замысла, являющегося более совершенным и способствующим точности производимых на станке шлифовальных операций.
На фиг. 1 представлен фронтальный вид в вертикальной проекции шлифовального станка, в котором используются несколько абразивных лент, установленных с возможностью одновременного шлифования множества выступов на распределительном валу, и который сконструирован в соответствии с принципами настоящего изобретения.
На фиг. 2 дан боковой вид в вертикальной проекции, с правой стороны станка, изображенного на фиг. 1.
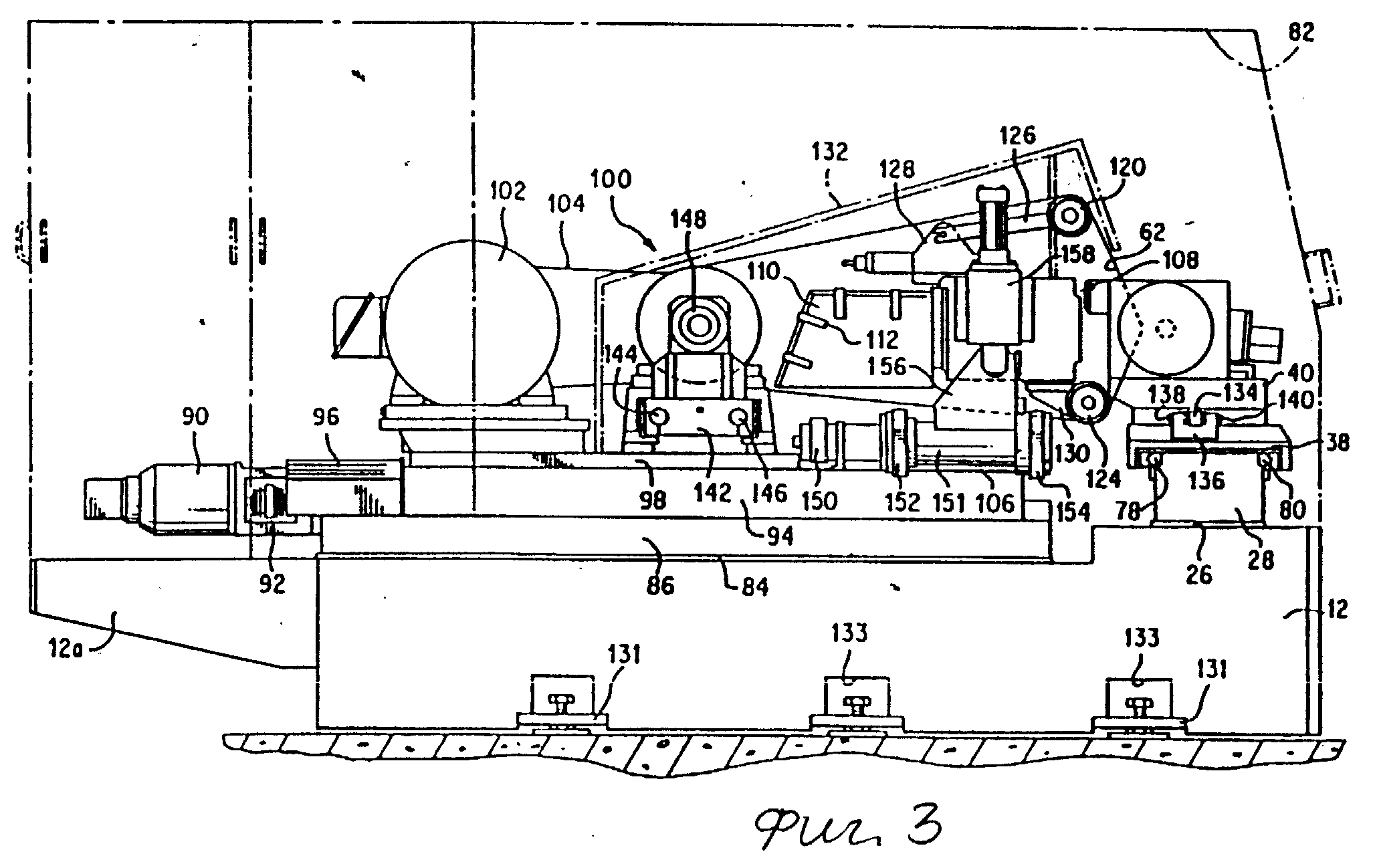
На фиг. 3 дан другой боковой вертикальный вид станка, показанного на фиг. 1, с левой стороны.
На фиг. 4 дан частичный вид сверху станка по фиг. 1, где для ясности не показан обрабатываемый распределительный вал.
На фиг. 5 дан боковой вид в вертикальной проекции и в увеличенном масштабе механизма натяжения ленты (с частичными разрезами).
На фиг. 6 дан в том же масштабе вид сверху механизма натяжения ленты по фиг. 5.
На фиг. 7 представлен частичный вид сверху станка по фиг. 1, на котором показаны регулирующие механизмы.
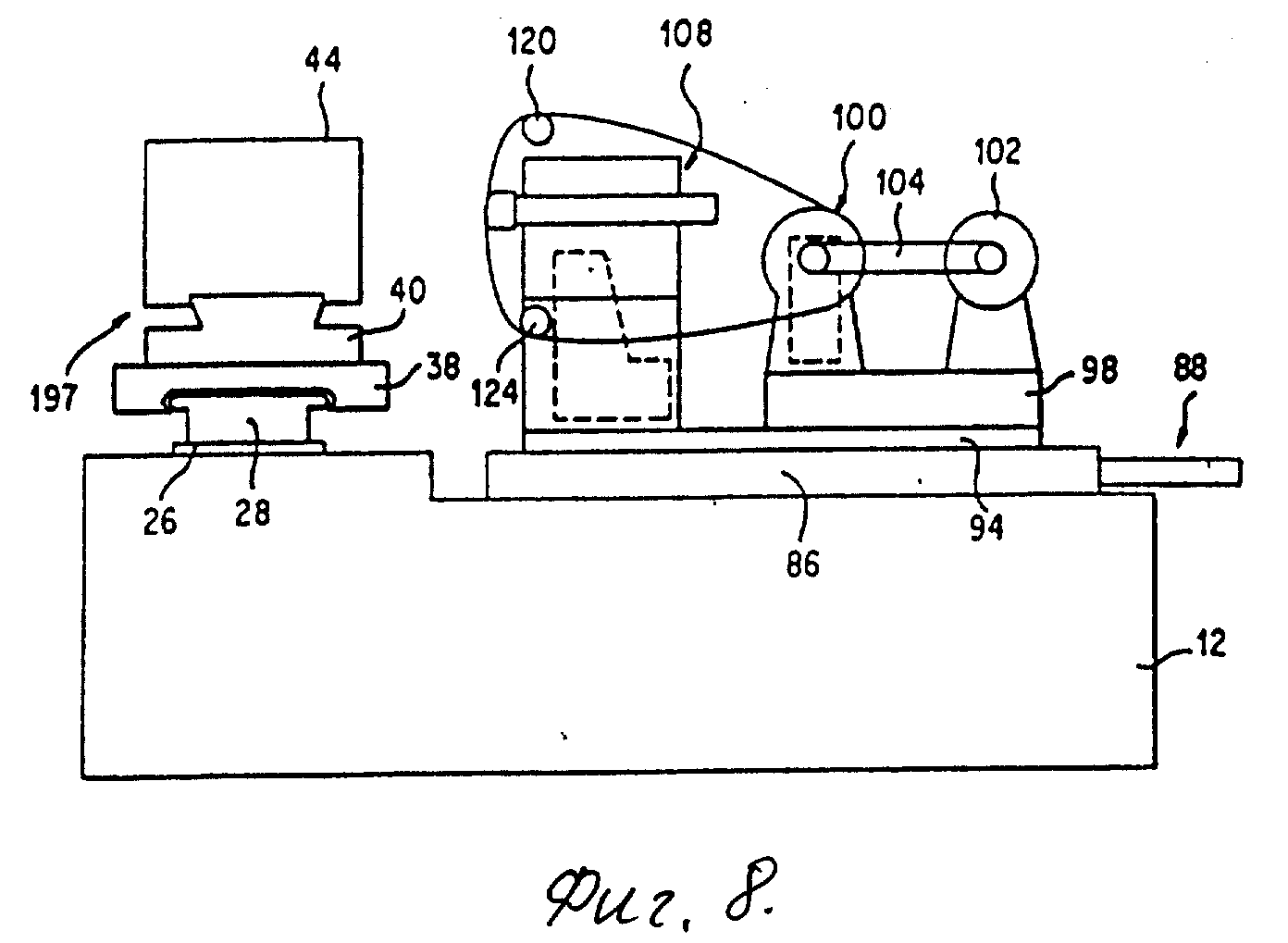
На фиг. 8 приведена схема, иллюстрирующая взаимосвязь суппорта каретки, угла подачи позиционирующего суппорта, профилирующей головки и механизма протяжки абразивной ленты.
На фиг. 9 дан боковой вертикальный вид подающего узла профилирующей головки, используемого в шлифовальном станке по фиг. 1.
На фиг. 10 дан фронтальный вид в вертикальной проекции профилирующей головки, применяемой в шлифовальном станке по фиг. 1, а также расположенный снаружи механизм стопорения головки.
На фиг. 11 дан боковой вид в вертикальной проекции подпорной колодки, используемой в каждом подающем узле профилирующей головки, причем для большей ясности показано разъятое состояние частей узла.
На фиг. 12 дан боковой вид в вертикальной проекции пары подпорных колодок.
На фиг. 13 показана блок-схема числового управления двигателем, размещенным в передней бабке станка.
На фиг. 14 дан боковой вид в вертикальном положении и увеличенном масштабе приводного двигателя, упругого сочленения и ведущего винта механизма (показанного частично), входящего в состав устройства подачи позиционирующего суппорта.
На фиг. 15 дан сильно увеличенный разрез, показывающий, как подпорная колодка крепится к своему держателю.
На фиг. 16 дан боковой вид в вертикальной проекции пары узлов с подпорными колодками, из которого видно взаимное расположение и соответствие установочных губок центральной линии обрабатываемой детали и верхней части поворотного стола.
На фиг. 17 дан боковой вертикальный вид отводимой в сторону опоры приводного барабана.
На фиг. 18 дан боковой вертикальный вид кожуха, прикрывающего тыльную часть блока профилирующей головки.
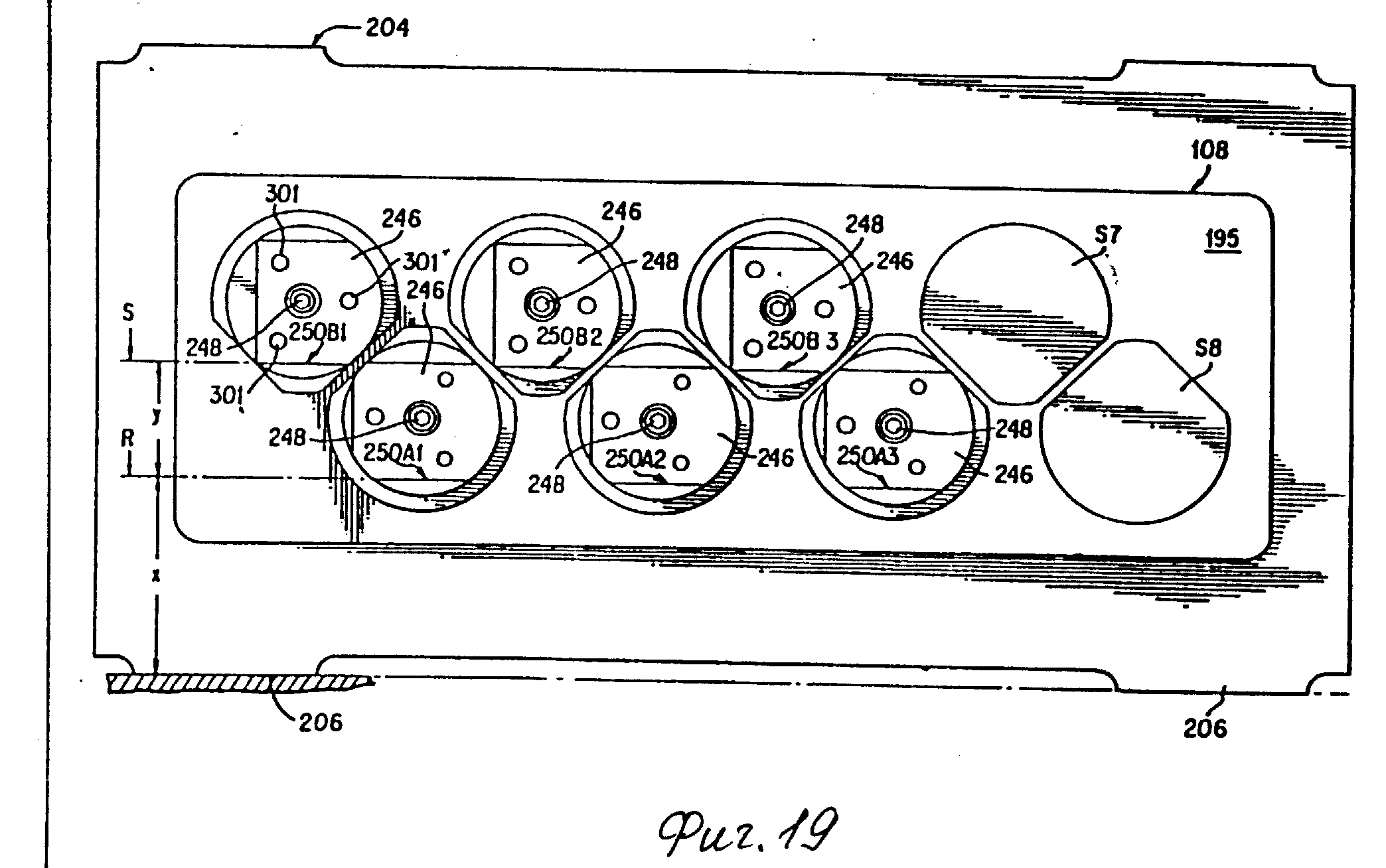
На фиг. 19 представлена во фронтальной вертикальной проекции профилирующая головка, на которой видны верхний и нижний ряды переходников.
На фиг. 1 дана фронтальная вертикальная проекция шлифовального станка 10, выполненного согласно предлагаемому изобретению. Станок 10 содержит массивную металлическую станину 12, которая может быть заполнена бетоном или подобным ему материалом. Во фронтальной стенке станины выполнены выемки 14, 16 и 18, внутри которых размещены стабилизирующие стойки 20, 22 и 24, устанавливающие станок 10 в плоскости уровня независимо от возможных неровностей заводского пола. Дополнительные стабилизаторы размещены в соответствующих выемках на боковых и тыльной сторонах станины.
Опорная плита 26 расположена поперечно станку 10 и несет на себе металлическое основание 28, прикрепленное к плите болтами. Поперечный узел каретки 30 перемещает каретку 38 вдоль основания 28 с тем, чтобы совместить обрабатываемую деталь со шлифующими лентами.
Поперечный кареточный узел 30 содержит двигатель 32, сочленение 34 и механизм ведущего винта 36. Через сочленение 34 вращающее усилие передается, несмотря на возможную несоосность вала, от двигателя к механизму 36 ведущего винта, а последний преобразует данное усилие в линейное перемещение каретки 38 вдоль основания 28 по стрелкам А и В. Поперек каретки 38 установлен поворотный стол 40, перемещающийся вместе с ней. К одной из сторон каретки 38 прикреплена крышка 42, выступающая вбок и защищающая узкий зазор между кареткой 38 и основанием 28 от попадания в него мусора; в этот зазор подается опорно-смазочная жидкость (на фиг. 1 не показана), обеспечивающая плавное и точное перемещение каретки. К противоположному концу каретки прикреплена вторая крышка.
Задняя бабка 44, установленная на поворотном столе 40 посредством соединения типа ласточкина хвоста, имеет возможность боковых перемещений вдоль стола 40 ( по стрелкам А и В).
На фиг. 1 задняя бабка 44 показана смещенной на небольшое расстояние вправо от обрабатываемой детали, в данном случае распредвала 46. Но при необходимости бабка 44 может быть введена в зацепление с оконечностью данной детали. Противоположный конец распредвала 46 в зажимном патроне 48 передней бабки 50; общий двигатель вращает и шпиндель 52, и патрон 48, последний поддерживает конец распредвала 46 в процессе шлифования.
Установленные с интервалом держатели 54, 56, 58 и 60 осуществляют зажим распределительно вала по его опорным поверхностям, которые действуют согласно со шпиндельной бабкой 50 и задней бабкой 44, удерживая вал 46 в точно заданном положении относительно шлифовальных лент 62, 64, 66, 68, 70, 72, 74 и 76.
Программируемое управляющее устройство 75 (фиг. 1) обычного исполнения взаимодействует с различными электрогидравлическими механизмами и датчиками и управляет станком 10 через управляющий блок 77, принимая от последнего сигналы и посылая команды для ввода в действие двигателей, первичных приводов, гидравлических и иных элементов станка 10.
На фиг. 2 показаны дополнительные детали исполнения поперечного кареточного узла 30. В частности, видны направляющие рельсы 78, 80, размещенные между внутренними фланцами подвижной каретки 38 и основанием 28, а также контуры поворотного стола 40. На фиг. 2 также показано, что опорная плита 26 расположена на уступе станины 12, возвышающемся над остальной ее частью. Показанный штрих-пунктирными линиями кожух, окружающий станок, своей нижней кромкой посажен в паз (не показано) на верхней оконечности станины 12.
Вторая опорная плита 34 установлена вдоль продольной оси станка 20 и выступает над верхней кромкой станины 12. Второе основание 86 закреплено на плите 84 и также вытянуто вдоль продольной оси станка. Узел 88 подачи позиционирующего суппорта во многом выполнен аналогично поперечному узлу 30 каретки и действует подобным же образом.
Подающий узел 88 позиционирующего суппорта содержит двигатель 90, гибкое соединение 92 и механизм ведущего винта 93. Этот механизм подводит или отводит позиционирующий суппорт 94 вдоль основания 86, ориентированного по продольной оси станка 10. Соединение 92 передает вращающее усилие от двигателя 90 на позиционирующий суппорт 94 посредством винтового механизма 93, который на фиг. 2 скрыт от глаз крышкой 96 (но показан на фиг. 14 и будет описан ниже).
Подающий узел позиционирующего суппорта и поперечный кареточный узел 30 собраны из идентичных компонентов. Тем самым потребное число запасных частей для поддержания шлифовального станка в работоспособном состоянии уменьшается - с сопутствующей экономией в части производства, монтажа и технического обслуживания.
Основание 98 привода расположено поверх суппорта 94 и несет на себе узел 100 приводного барабана и первичный двигатель 102. В данном случае последний представляет собой электромотор с необходимыми средствами питания и управления и служит для снабжения приводного барабанного узла 100 двигательной мощностью через бесконечный приводной ремень 104.
Основание 106 также расположено сверху позиционирующего суппорта 94, но немного отстоит от основания 98 привода. Основания 98 и 106 расположены поперечно суппорту 94. В то время как основание 106 закреплено на суппорте 94, основание 98 и все расположенные на нем агрегаты могут продольно смещаться в процессе регулировки (на доли дюйма) относительно суппорта 94. Блок профилирующей головки 108 установлен сверху на основании 106. К тыльной части этого блока прикреплен защитный кожух 110, снабженный ручными замками 112 и винтами, обеспечивающими, при необходимости, доступ внутрь кожуха.
С правой стороны основания 106 возвышается стойка 114, которой придана жесткость с помощью подкоса 116. Основание 106, стойка 114 и подкос 116, выполнены как единая сварная конструкция с повышенными стабильностью формы и жесткостью. Профилирующая головка 108 крепится к стойке 114 с помощью болтов 118.
На фиг. 2 показана траектория движения абразивной ленты 76, которая соответствует и всем другим лентам, параллельным данной. Лента 76 огибает барабан в узле 100, проходит через шкив 120, поверх криволинейной подпорной колодки 122, минует шкив 124 и возвращается к приводному барабану. Шкив 120 закреплен на свободном конце рычага 126, шарнирно установленного на корпусе 128, прикрепленном к верхней поверхности блока 108 профилирующей головки. Шкив 124 закреплен за ушко 130 в переднем нижнем углу блока 108.
Задняя часть станины 12, которая расположена под двигателем 90, образует навес 12а, а в выемках 133 боковых стенок станины установлены стабилизаторы 131.
На фиг. 3 показан станок 10 с левой стороны вместе с конструктивными деталями, которые не были видны на фиг. 2. Защитная крышка 132 уменьшает разбрызгивание жидкости (хладагента и/или смазки) во время шлифования детали. Под поворотным столом 40 имеется штырек 134, который вводится сверху в вилку 136 на каретке 38. Установочные винты 138 и 140 могут регулироваться так, чтобы штырек 134, смещаясь внутри вилки (на доли дюйма), выравнивал положение стола 40 с высокой точностью.
В состав узла 100 приводного барабана входит траверса 142, имеющая возможность боковых перемещений вдоль направляющих стержней 144 и 146. В процессе шлифования траверса 142 фиксирует центральный вал 148 барабанно-приводного узла и отводится в сторону от барабана лишь по окончании шлифовальных операций для того, чтобы при необходимости дать доступ к приводным ремням.
На основании 106 закреплен гидравлический двигатель 150, связанный с шарнирно установленным валом 151 посредством муфт (не показаны). Шарнирный вал 151 расположен внутри втулок 152, 154 и к нему прикреплен рычаг 156, движение которого, таким образом, управляется гидродвигателем 150. К боковой стенке блока 108 профилирующей головки присоединен гидроцилиндр 158, взаимодействующий с рычагом 156.
На фиг. 4 представлен узел 100 приводного барабана, включающий в себя центральный вал 148, выступающий вбок поперечно основанию 98 привода и размещенный над позиционирующим суппортом 94. Вал 148 заключен между неподвижной подшипниковой опорой 160 и подвижной траверсой 142, расположенными с противоположных сторон основания 98. Выступающая головка 148а вала находится внутри внешней опорной траверсы 142, когда станок 10 пребывает в рабочем состоянии. С помощью гидроцилиндра траверса 142 отводится по направляющим стержням 144 и 146 в положение, показанное штрих-пунктирными линиями. В отведенном положении траверсы оператор имеет возможность доступа к нескольким абразивным лентам 66, 68, 70, 72, 74 и 76 (ленты 62 и 64 показаны частично). Для ясности на фиг. 4 также не показан распредвал 46, подлежащий обработке.
Для обеспечения отстояния больших шкивов 164 друг от друга вдоль оси вала 148 на этот вал посажены проставки 162. Большие шкивы (барабаны) 164 могут иметь слегка корончатые венцы (не показаны) для увеличения сцепления с абразивными лентами и приподнятые торцевые стенки для предотвращения соскальзывания лент со шкивов. Вращение на вал 148 и на сидящие на нем шкивы 164 передается приводным ремнем 104, который показан лишь частично.
Направляющие стержни 144 и 146 проходят через направляющее приспособление 166, расположенное между неподвижной опорой 160 и внешней опорной траверсой 142. При желании или в случае необходимости произвести осмотр, обслуживание или замену одной или более лент траверсу 142 вместе со стержнями 144 и 146 отводят в сторону, в положение расцепления с валом (штрих-пунктирные линии на фиг. 40). При этом открывается доступ для проведения необходимых действий с абразивными лентами. Такой прямой доступ к абразивным лентам снижает операционные издержки, так как сводит к минимуму время, необходимое для обслуживания и/или замены.
Узел 100 приводного барабана установлен поверх приводного основания 98 позиционирующего суппорта и может совершать продольные перемещения вместе с этим суппортом (которые производятся двигателем 90, установленным с тыльной стороны стана). Узел 100 выступает в сторону от основания 98, располагаясь поперечно ему (фиг. 4).
На фиг. 5 и 6 показаны детали исполнения механизма 129 натяжения (его регулирования и стабилизации) бесконечных абразивных лент, используемых в данном станке. Каждая абразивная лента натягивается с помощью соответствующего механизма 129 аналогично остальным, поэтому достаточно подробно описать работу одного из данных механизмов. В нем натяжение пружины (не показана), размещенной в корпусе 128 и функционально связанной с поршнем 170, устанавливается регулировочным винтом 168. Через входной штуцер 169 в полость цилиндра 172 подается пневмодавление из подходящего источника, вследствие чего поршень 170 перемещается вдоль оси цилиндра. Зубчатая рейка 174, расположенная на верхней поверхности поршневого штока 176, введена в зацепление с шарнирным зубчатым сектором 180. Сектор 180 прикреплен к внутреннему концу рычага 126 таким образом, что движение сектора регулируется положением рычага 126 и шкива 120 на его свободном конце. Таким образом, при увеличении давления на входе (169) и поджатии пружины шкив 120 будет поворачиваться по часовой стрелке, увеличивая натяжение абразивной ленты, проходящей через него. Контактный выключатель 182, установленный вблизи оконечности корпуса 128, срабатывает при обрыве абразивной ленты: в этом случае рычаг 126 поворачивается против часовой стрелки и входит в контакт с выключателем 182, который посылает аварийный сигнал оператору станка (возможно бесконтактное исполнение выключателя 182 со срабатыванием по факту близости рычага 126).
На фиг. 7 показан узел 100 приводного барабана и электродвигатель 102, которые оба смонтированы на приводном основании 98 позиционирующего суппорта 94. Опорная конструкция 83, содержащая пару пластинчатых элементов и вертикальные стойки (показаны пунктирными линиями), служит для установки первичного привода.
Электродвигатель 102 может сдвигаться продольно, в направлении стрелок S-T, на небольшое расстояние вдоль основания 98 с тем, чтобы регулировать натяжение приводного ремня 104. Болт 184 взаимодействует с первым люнетом 186 на основании 98, который рассчитан на восприятие усилия, потребного для продольного смещения первичного электродвигателя 102. Для обеспечения параллельности смещения двигательного узла предусмотрен механизм типа штифт-паз (не показан). По окончании перемещения первичного двигателя его положение фиксируется зажимными болтами 193, проходящими через прорези в опорной конструкции 183.
Из-за вариаций периметра (длины) бесконечных абразивных лент, которая составляет примерно 3,3 м, может потребоваться дополнительная регулировка, помимо той, которая производится с помощью рычага 126 и механизма 129 натяжения (фиг. 5 и 6). Для этого предусмотрены второй болт 190 и второй люнет 192. Вращением второго болта 190 осуществляется продольное перемещение основания 98 привода и расположенных на нем агрегатов, как единого целого, и необходимая компенсация происходит посредством больших шкивов 164. Вновь фактическое перемещение основания 98 относительно позиционирующего суппорта 94 имеет место при участии механизма типа штырь - паз (не показан). В заключение, новое положение основания привода фиксируется зажимными болтами 188.
На фиг. 8 показан поперечный узел 197 каретки, подвижный относительно основания 28, которое соединено болтами с опорной плитой 26, установленной сверху станины 12. Задняя бабка 44 соединена с поворотным столом 40 посредством "ласточкина хвоста". По поворотном столе размещаются: передняя бабка 50, держатели 54, 56, 58, 60 обрабатываемой детали и шлифуемый распределительный вал 46.
Позиционирующий суппорт 94 продольным перемещением подводит блок 108 профилирующей головки, несущей множество абразивных лент и подающих узлов, к рабочей позиции для шлифования кулачков распределительного вала 46. Суппорт 94 перемещается вдоль второго основания 86, которое также с помощью болтов соединено со станиной 12 станка 10. Зафиксированное болтами основание 86 выполняет те же функции, что и основание 28. При этом двигатель 90, гибкое сочленение 92 и т.п. (не показанные на фиг. 8) обеспечивают достаточные для движения суппорта 94 усилия.
Основание 98 привода, на котором располагаются электродвигатель 102 и узел 100 приводного барабана, покоится сверху суппорта 94. Мощность от электродвигателя 102 к узлу 100 передается приводным ремнем 104. Несколько абразивных лент охватывают несколько больших шкивов барабанного узла 100 и таким образом получают необходимую для себя мощность от электродвигателя 102.
Блок 108 профилирующей головки выполнен заодно с позиционирующим суппортом 94. Размещенные в районе фронтальной поверхности головки шкивы 120 и 124 (соответственно над и под указанной поверхностью) задают траектории движения для абразивных лент.
На фиг. 9 представлено характерное конструктивное исполнение подающего узла 194 профилирующей головки. Сама эта головка 108 включает в себя несколько подобных идентичных узлов 194. Она также содержит прочную металлическую раму с передней стенкой 195, средней стенкой 196, задней стенкой 198 (где имеется лючок для доступа), верхней 200 и донной 202 частями. Первые опорные плиты 204 могут размещаться вдоль верхней части 200, а вторые плиты 206 - на днище 202 блока 108 профилирующей головки. Эти плиты служат базами сборки и взаимной выставки различных узлов и элементов профилирующей головки. В передней стенке 195 проделан сверху вниз первый смазочный канал 208; аналогичный второй канал 210 выполнен в средней стенке 196.
Подающий узел 194 включает в себя приводной двигатель 212 (в частности, бесщеточный серводвигатель), сочленение 214, роликовинтовой преобразователь 216 и поджимной узел. Сочленение 214 принимает в себя и удерживает выходной вал двигателя 212 и удлиненный вал 218 преобразователя 216. На валу 218 выполнен кольцевой поясок 220, а его удаленный от сочленения 214 конец взаимодействует с резьбовым валом 222. Между пояском 220 и опорной гайкой 226 зажаты подшипники 224. Вал 222 проходит через концевой колпачок 228 обоймы 230, а также через гайку 236 с внутренней резьбой, установленную в осевой проточке внутри обоймы 230. Вращение вала 222 заставляет обойму 230 двигаться вдоль оси, вследствие усилия, вырабатываемого двигателем 212. В обойме выполнено отверстие 232 и предусмотрен насадок 234 для ввода смазки внутрь обоймы 230, чтобы смазывать размещенный в ней винтовой механизм с гайкой и роликами. Смазка попадает в пространство между двумя половинами гайки 236 и проходит по радиальным направлениям внутрь, к роликовинтовой паре.
В отверстиях средней 196 и передней 195 стенок рамы профилирующей головки 108 установлены, соответственно, гаечные элементы 238 и 240 шариковинтового преобразователя с валом 242, проходящим через эти гаечные элементы. Передняя оконечность обоймы 230 соединена с задней частью вала 242 шариковинтового преобразователя. Другие детали данного механизма не показаны, поскольку он может быть приобретен как готовое изделие. Его обоймы зафиксированы, и лишь вал 242 шариковинтового преобразователя имеет возможность продольных перемещений, степень которых диктуется степенью аналогичных перемещений обоймы 230. К гаечным элементам (обоймам) 238 и 240 шариковинтового преобразователя смазка подводится по каналам 210 и 208.
Передняя оконечность вала 242 шариковинтового преобразователя оканчивается головкой 244, в которой выполнено резьбовое отверстие. К головке 244 вала 242 с помощью резьбового фиксатора 248 крепится переходник 246. Над передней поверхностью переходника 246 выступает установочная губка 250, а на саму эту поверхность посажено основание 253 держателя 252 подпорной колодки 254, так что последняя контактирует с внутренней поверхностью абразивной ленты, проходящей по колодке в правильном и точно выставленном положении. Роликовинтовой преобразователь 216 преобразует вращающее приводное усилие двигателя 212 в продольно направленное усилие, передаваемое подпорной колодке и абразивной ленте, надежно прижимаемой к шлифуемой детали, когда рабочий процесс управляется от программируемого устройства 75 через управляющий блок 77 станка 10.
На фиг. 10 дан фронтальный вид в вертикальной проекции блока 108 профилирующей головки вместе с опорными и стопорными механизмами, которые сообщают данному блоку необходимую жесткость и прочность. Блок 108 закреплен на позиционирующем суппорте 94 и перемещается заодно с ним. Правая (внутренняя) сторона блока 108 прикреплена болтами к стойке 114, а левая (внешняя) сторона не имеет аналогичной опоры и консольно свешивается вбок. Для придания конструкции станка 10 высокой жесткости и исключения любых прогибов (даже на уровне сотых долей см) предусмотрен стопорный механизм, фиксирующий профилирующую головку 108 со стороны ее внешней стенки.
Стопорный механизм содержит шаровой упор 256, выступающий из внешней стенки блока 108 профилирующей головки, и гидроцилиндр 158 на постоянной опоре, расположенной над выступающим упором. Гидроцилиндр 158 дает вертикальное движение поршню 258, имеющему наклонную фаску 260 (направление движения показано стрелками x и y). Выдвинутое и убранное положения поршня 158 фиксируются выключателями 262 и 264, сигналы с которых обрабатываются устройством 75 и блоком 77 (для осуществления управления гидроцилиндром 158 и гидродвигателем, вращающим рычаг 156).
При подтягивании гидроцилиндром 158 поршня 258 вверх может быть задействован гидродвигатель 150, отводящий рычаг 156 из положения стопорения в нерабочее положение (показано штрих-пунктирными линиями). В своем верхнем (стопорящем) положении гнездо 266 надежно сопрягается с упором 256. Гидроцилиндр 158 может быть затем нагружен давлением для того, чтобы переместить поршень 258 вниз. Наклонная фаска 260 поршня скользит по кулачку 268, закрепленному на верхнем конце рычага 156; взаимодействие между данными поверхностями усиливает сжимающее действие гнезда на шаровой упор 256. Стопорный механизм является достаточно крепким, чтобы противостоять любым боковым силовым воздействиям, и надежно удерживает профилирующую головку в заданном положении.
На фиг. 10 также показана связь шкивов 120 и 124 и их расположение на блоке 108. Показана только одна абразивная лента 76, огибающая шкивы 120 и 124; остальные, параллельные ей ленты, не показаны. Для подачи смазки к каждой из абразивных лент из источника (не показан) служит трубопровод 270 с коллектором 272, из которого смазка поступает вниз по гибким трубкам 274. Каждая отдельная трубка подает смазку к насадку 276 (см. фиг. 2 и 16), из которого жидкость выпускается на внешнюю поверхность абразивной ленты, осуществляя смазку и/или охлаждение последней.
Меньшие количества смазки могут также подаваться на внутреннюю поверхность каждой абразивной ленты. С этой целью смазка из источника (не показан) поступает по трубопроводу 278 в малый коллектор 286; из этого коллектора жидкость распыляется на внутреннюю поверхность абразивной ленты, минуя металлические трубки 282 малого диаметра.
На фиг. 10 также показан большой гидроцилиндр 284 с выступающим вбок штоком 286 (штрих-пунктирные линии). Этот гидроцилиндр функционально связан с узлом 100 приводного барабана и подключен к управляющему блоку 77 своим входом. Когда шток 286 выдвинут, что может иметь место при нахождении барабанного узла в рабочем положении и штатном сцеплении лент со шкивами, то его кольцо 288 нажимает на выключатель 290. Когда этот шток убран внутрь с помощью поршня 284, что отвечает отведению в сторону траверсы 142 барабанно-приводного узла 100 (для облегчения обслуживания абразивных лент), то кольцо 288 нажимает на выключатель 294.
На фиг. 11 проясняются конструктивные детали переходника 246 с установочной губкой 250, держателя подпорной колодки 252 с основанием 253 и самой колодки 254. Последняя имеет криволинейный башмак (венец) и основание несколько меньшего размера. Это основание закрепляется в пазу 296 держателя 252 колодки с небольшим зазором. В отверстие основания башмака 254 входит винт 298, который этот башмак закрепляется в держателе 252.
После того, как держатель 252 подпорной колодки посажен на установочную губку 250 так, что тыльная поверхность основания 253 держателя примкнута к передней поверхности переходника 246 винтами 300, пропускаемыми сквозь отверстия 301 (фиг. 19) в держателе 252, производится крепление держателя 252 к переходнику 246.
Осевое отверстие 244 в головке вала 242 шариковинтового преобразователя попадает в выемку, выполненную с тыльной стороны переходника 246. Шплинт 302 обеспечивает точную ориентацию держателя и переходника 246 на валу 242. Резьбовой фиксатор 248 входит спереди переходника 246 в головку 244 вала 242 и тем самым жестко соединяет переходник с валом шариковинтового преобразователя.
Из фиг. 12 видно, что диаметральная линия 1, проведенная через центр базовой окружности кулачка обрабатываемой детали (распредвала 46), преимущественно располагается коллинеарно диаметральной линии 11, проходящей через центр и пересекающей рабочую поверхность подпорной колодки 252, взаимодействующей с данным кулачком. Обе линии I и II располагаются, преимущественно, параллельно линии III, направленной по линии действия (перемещения) вала 242 шариковинтового преобразователя. Чтобы обеспечить с высокой точностью указанное взаимное расположение частей для всех кулачков на обрабатываемой детали и соответствующих им подпорных колодок 254, как раз и служат установочные губки 250 на всех переходниках 246, которые все должны быть тщательно подогнаны под диаметральную линию II. После того как это сделано, рабочая диаметральная линия I и диаметральная линия II колодок должны располагаться преимущественно в одной плоскости P, а линия действия III должна лежать в параллельной плоскости.
Профилирующая головка 108 станка 10, показанная на фиг. 4 и 10, имеет восемь подающих узлов 194, расположенных двумя рядами (по стрелкам А и В на фиг. 10) по четыре узла в каждом. Подпорные колодки 254 должны располагаться вместе со своими диаметральными линиями II в одной, предпочтительно горизонтальной плоскости P (фиг. 10 и 12). С этой целью колодочные держатели 252А, образующие ряд А, установлены в первой (верхней) конфигурации, в то время как держатели 252В, образующие ряд В, установлены во второй (нижней) конфигурации. Форма и исполнение держателей 252 таковы, чтобы диаметральные линии II всех закрепляемых на них подпорных колодок 254 лежали в одной и той же плоскости P. Отверстия 301 в переходниках 246 расположены так, чтобы в них можно ввести винты 300 при установке держателей как в верхней, так и нижней конфигурациях. Ясно, что хотя приведен пример станка 10 с восемью подающими узлами профилирующей головки, расположенными двумя рядами, но в зависимости от числа кулачковых выступов на обрабатываемой детали количество этих узлов 194 может быть иным. При желании данные узлы могут располагаться в один ряд или еще как-нибудь - лишь бы диаметральные линии II, проходящие через соответствующие подпорные колодки, лежали в одной плоскости Р.
Для облегчения фиксации подпорных колодок 254, как описывалось выше, переходники 246 выполнены с установочными губками 250, которые после установки необходимого числа переходников 246 на соответствующие валы шариковинтовых преобразователей 242, с помощью винтов 248 (фиг. 11 и 19) принимают выровненное положение, ориентируясь по двум параллельным плоскостям R и S (фиг. 19). На фиг. 19 показано лишь шесть переходников 194 из восьми - двое других удалены, чтобы можно было видеть детали исполнения передней стенки 195 блока 108 профилирующей головки.
После установки переходников 246 профилирующая головка 108 переводится в рабочую позицию для проведения шлифования; при этом все губки 250 в ряду А (250А1, 250А2 и 250А3) подогнаны к плоскости R, а все губки 250 в ряду В (250В1, 250В2 и 250В3) - к плоскости S. Взаимное расположение плоскостей R и S (их смещение y друг от друга) зависит от размера и формы подпорных колодок 254, а положение этих плоскостей относительно блока 108 профилирующей головки определяется обрабатываемой деталью. С учетом этого, вначале предпочтительнее подточить губки 250 ряда А по плоскости R, отстоящей на расстояние x от донной опорной плиты 206 (от верхней плиты 204 или иной удобной базы - на соответствующую точно измеримую дистанцию). Затем подгоняются губки 250 ряда В: на расстояние y от плоскости R. При желании можно начать и с губок 250 ряда В.
На фиг. 13 показана блок-схема управления передней бабкой 50 с помощью цифровой компьютерной системы, в отличие от традиционной аналоговой системы управления. Устройство 302 управления перемещением включается в работу и выдает сигнал о крутящем моменте, который, пройдя через усилитель 304, поступает на бесщеточный двигатель 306. При вращении вала двигателя 306 шифратор 308 подсчитывает числом оборотов и посылает эту информацию обратно на управляющее устройство 302. Последнее автоматически компенсирует разность между число оборотов, полученным с шифратора 308 и задаваемым значением скорости вращения двигателя 306, и изменяет цифровой управляющий сигнал, вновь направляя его на усилитель 304.
На фиг. 14 представлены конструктивные особенности подающего узла 88 позиционирующего суппорта (в увеличенном масштабе). Узел 88 содержит двигатель 90, вращающее усилие от которого передается через гибкое сочленение 92 на один из концов ведущего винта 310. Винт 310 проходит сквозь подшипниковый корпус 312, где подшипники 314 посажены на гладкую часть винта 310 - между уплотнением 316 и фиксирующей гайкой 318. Передняя часть винта 310 проходит через обойму 320 с внутренней резьбой, являющейся дополнительной к резьбе самого винта, причем данная обойма соединена болтами с суппортом 94.
При вращении ведущего винта 310 обойма 320 совершает продольное, прямое или попятное, перемещение, а вместе с ней движется и позиционирующий суппорт 94 относительно второго основания 86. Границы перемещения для обоймы 320 и суппорта 94 определяются пространственно разнесенными стопорами 322 и 324, установленными на выступающем вверх сегменте основания 86. Сочленение 92 размещено внутри корпуса 330, а монтаж узла 90 в рабочем положении осуществляется посредством плиты 332.
На фиг. 15 в увеличенном масштабе показан характер соединения подпорной колодки 254 с ее держателем 252 посредством винта 298. Когда вращением этого винта башмак колодки вводится в соответствующую выемку держателя 252, стенки держателя прижимаются к тыльной поверхности колодки 254 по достаточно обширной площади для того, чтобы посадка колодки была надежной (хотя им остается зазор 296 между некоторыми поверхностями деталей).
На фиг. 16 показан распределительный вал 46 в положении его обработки на станке, которое (как указывалось выше) поддерживается задней 44 и передней 50 бабками (фиг. 1), а также рядом рабочих держателей 54-60, установленных с интервалом между бабками; все это оборудование установлено на поворотном столе 40. Таким образом ось вращения обрабатываемой детали 46 отстоит на расстояние w (фиг. 16) от верхней поверхности поворотного стола 40, Однако, как было описано выше (фиг. 12), с целью достижения наибольшей точности шлифования кулачковых выступов на детали 46, указанная ось вращения должна лежать в плоскости P, параллельной плоскости III. Чтобы выполнить этой условие, сперва определяют расстояние z между поверхностью стола 40 и плоскостью А (где располагаются установочные губки 250 ряда А). Затем нижняя поверхность стола 40 должна подвергнуться доработке в соединении типа "ласточкин хвост", в результате которой фактическое расстояние от верхней поверхности стола до плоскости А будет z1 (w-Q=z1), и тем самым диаметральная линия I заготовки станет компланарной диаметральной линии II колодки относительно плоскости Р. Поворотный стол 40 поэтому вначале переразмеривается, а затем прирабатывается (например, путем подшлифовки) для получения требуемой размерной цепи.
С каждой абразивной лентой функционально связан отдельный насадок или жиклер 276 (фиг. 16), распределяющий смазочную жидкость в области между внешней (рабочей) поверхностью ленты и поверхностью обрабатываемого кулачкового выступа на распределительном валу 46. Смазка охлаждает область контакта, снижает выброс пыли и абразивного мусора, увеличивает срок службы абразивных лент.
Хотя колодочные башмаки 254 и являются выравненными по вертикали, они могут выдвигаться или отводиться назад друг относительно друга в горизонтальной плоскости, когда, например, требуется обработка поверхностей кулачков, неодинаково отстоящих от оси вала (подобный пример для пары кулачков показан на фиг. 16).
На фиг. 17 показана внешняя опорная траверса 142 барабанно-приводного узла, которая имеет возможность боковых перемещений по направляющим стержням 144 и 146, расположенным поперечно позиционирующему суппорту 94. Эксцентрическая втулка 334, охватывающая стержень 144, закреплен в отверстии, выполненном в опоре траверсы 142. Эта втулка на определенных участках утолщена с тем, чтобы парировать склонность траверсы и направляющих стержней к заеданию и заклиниванию, которые могут происходить в направляющем блоке 166. Винт 336 служит для осуществления прижима опоры траверсы к направляющему стержню 144.
Боковое перемещение внешней траверсы 142 согласуется с работой внешнерасположенного стопорного механизма профилирующей головки. При этом последовательно происходят действия: по завершении операций шлифования гидроцилиндр 158 втягивает поршень 258, рычаг 156 отводится от положения сцепления с выступающим упором 256 посредством гидромотора 150, в результате чего открывается доступ к абразивным лентам, пропущенным через шкивы на фронтальной поверхности блока 108 профилирующей головки. Также и траверса 142, будучи выведенной из зацепления, может отводиться в сторону по направляющим стержням 144, 146, обеспечивая доступ к узлу приводного барабана. Таким образом, абразивные ленты открываются для инспекции, обслуживания, ремонта и т.д. - в двух местах с одной и той же стороны станка 10.
На фиг. 18 показан кожух 110, прикрепленный к тыльной поверхности блока 108 профилирующей головки. Кожух достаточно велик, чтобы охватить верхний и нижний ряды подающих узлов профилирующей головки, и расположен по всей ширине головки так, чтобы все приводные узлы 194 были защищены от абразивного мусора, пыли и прочих вредных условий среды, укорачивающих сроки службы данных узлов.
На фиг. 19 показаны переходниковые пластины 246, закрепленные на подающих узлах верхнего и нижнего рядов. На каждой из пластин видны установочные губки 250 и отверстия для крепления держателей подпорных колодок к переходникам. Расстояние от нижнего ряда установочных губок до донной базовой плиты 206 обозначено через x, расстояние от нижнего ряда губок до верхнего их ряда - через y. Как описывалось выше, расстояние от ряда нижерасположенных установочных губок 250 до донной базовой опоры 206 выдерживается с высокой точностью, а затем по этому ряду тщательно выставляется верхний ряд губок. В результате, как это поясняется фиг. 16, высота центральной линии обрабатываемой детали 46 над верхней поверхностью поворотного стола 40 обеспечивается на уровне, при котором подпорные колодки 254, прикрепленные к переходникам 246, располагаются вровень с кулачковыми выступами на обрабатываемой детали.
Описываемый станок может использовать две, четыре, шесть или восемь параллельных абразивных лент для одновременного шлифования соответствующего числа выступов на распределительном валу или подобной обрабатываемой детали. При необходимости пары лент могут варьироваться в зависимости от различных условий производства.
Для специалистов в области техники, к которой относится настоящее изобретение, понятны многие версии и модификации последнего, которые могут иметь место. Поэтому нижеприводимые пункты патентной формулы должны истолковываться в достаточно широком смысле, сообразуясь со значительным прогрессом, даваемым этим изобретением, и не должны ограничиваться буквальным пониманием приводимых терминов и выражений.
Реферат
В станке используется несколько параллельных бесконечных абразивных лент для одновременного шлифования нескольких кулачков на распределительном валу. Устройство содержит профилирующую головку, включающую в себя несколько подающих узлов, в каждом из которых имеется подпорная колодка, ее держатель, переходник, шариковинтовой преобразователь для обеспечения прижатия подпорной колодки к абразивной ленте. На каждом переходнике выполнена установочная губка, причем переходники расположены в два ряда с подработкой для выставки переходников заданным образом относительно базы сборки. Держатели подпорных колодок закреплены в положении над установочными губками. Способ сборки, кожух, прикрывающий профилирующую головку, отводимая вбок опорная траверса узла приводного барабана и ряд других особенностей - обеспечивают предлагаемому устройству высокую эффективность и надежность в эксплуатации. 3 с. и 29 з.п. ф-лы, 19 ил.

Комментарии