Ленточно-шлифовальный станок - SU1279520A3
Код документа: SU1279520A3
Чертежи
Описание
25
Изобретение относится к области абразивной обработки шлифовальными лентами.
Цель изобретения - упрощение конструкции- станка, расширение его тех- нологических возможностей путем обеспечения процесса шлифования без использования фиксирующих заготовку роликов.
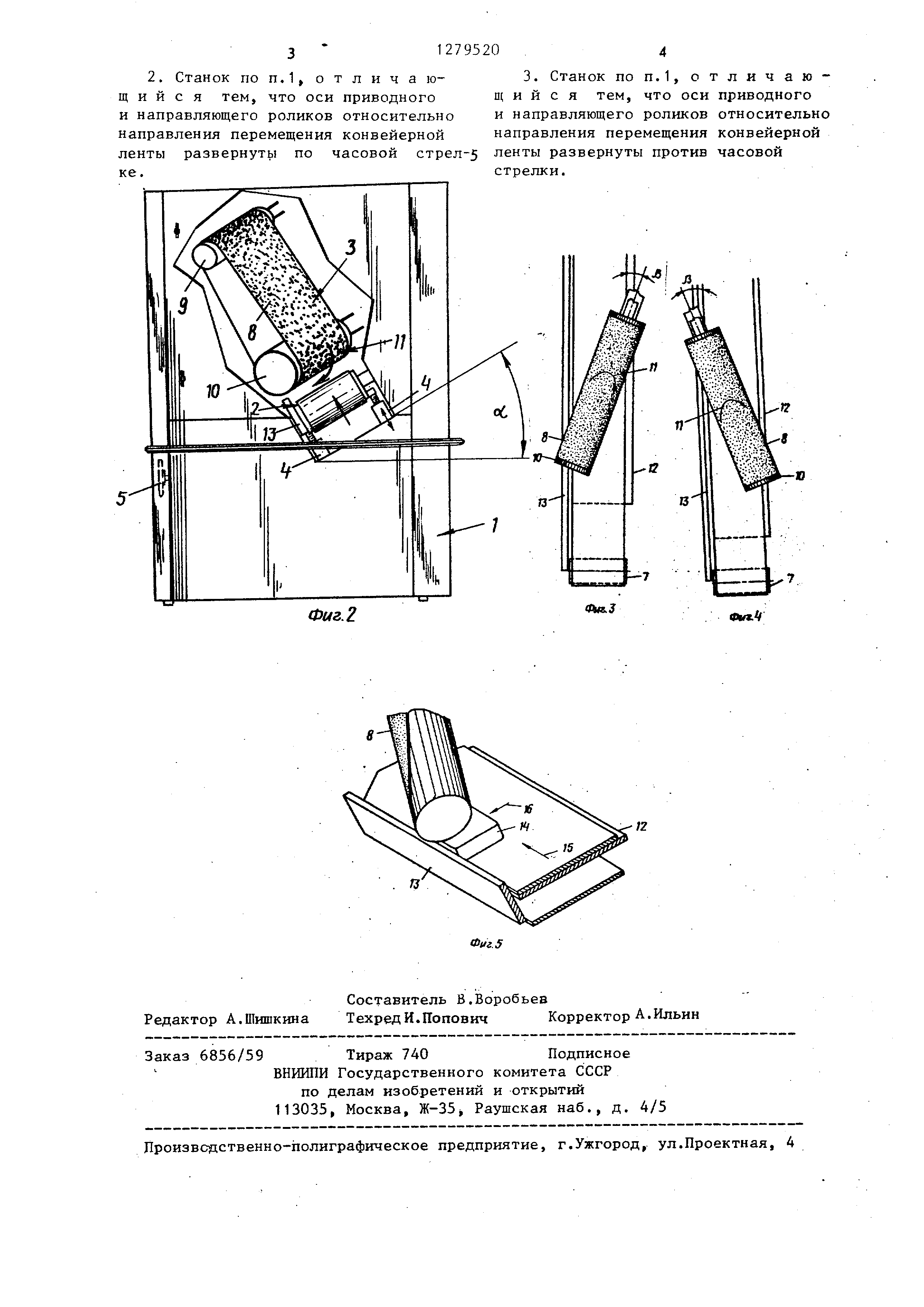
На фиг,1 изображен предлагаемый 0 станок, вид сбоку; на фиг.2 - то же, вид спереди; на фиг.З - то же, вид в плане при развороте приводного и направляющего роликов по часовой стрелке; на фиг.4 - то же, при раз- 5 вороте роликов против часовой стрелки; на фиг.З - схема процесса шлифования заготовки.
Ленточно-шлифовальный станок содержит раму 1 с укрепленными на ней 20 конвейерной лентой 2 и шлифовальной головкой 3. Конвейерная лента 2 смонтирована с возможностью перемеш,ения посредством домкратов 4, которые кинематически связаны со штурвалом 5 так, что поворот штурвала вызывает одновременное и одинаковое перемещение домкратов 4. Конвейерная лента перемещается посредством роликов 6 и 7 и ее плоскость может быть наклонена под углом d. вокруг продольной оси ленты.
Шлифовальная головка 3 содержит бесконечную абразивную ленту 8 с приводным 9 и контактным 10 роликами. Контактный ролик 10 можно подобрать по твердости, соответствующей требуе- Иой интенсивности шлифования. Оси 1 оликов 9 и 10 параллельны, лежат в плоскостях, параллельных плоскости конвейерной ленты, и развернуты под углом р, равным 10-30°, Относительно направления перемещения конвейерной ленты. I Вращение шлифовальной ленты осуществляют по стрелке 11. Конве- 45 йерная лента по крайней мере в области перекрытия ее шлифовальной головкой снабжена твердой подложкой 12. Вдоль нижней кромки конвейерной ленты вдоль нее расположена направляющая 50 планка 13, неподвижная относительно конвейерной ленты и шлифовальной головки .
30
35
40
верхностью конвейерной ленты. Заготовка 14 помещается на конвейерную ленту, г де она перемещается по стрелке 15 и поперек ленты по стрелке 16 в сторону направляющей планки до контакта с нею. В связи с тем, что контактный ролик установлен под острым углом относительно направления перемещения конвейерной ленты, при вхождении заготовки 14 в контакт с абразивной лентой 8 на заготовку действуют силы, направленные как вдоль, так и поперек ее перемещения. В результате заготовка перемещается по ходу конвейерной ленты и одновременно прижимается к направляющей планке.
Заготовка шлифуется столько, сколько она находится в области абразивного контакта. Длительность абразивного контакта определяется углом разворота шлифовальной головки по или претив часовой стрелки относительно направления перемещения конвейерной ленты. В случае разворота шлифовальной головки против часоззой стрелки появляется составляющая сил резания, направленная против направления конвейерной ленты. В этом случае заготовка находится в зоне шлифования более длительное время, что позволяет удалить больший припуск.
Формула изобретения
1. Ленточно-шлифовальный станок, содержащий смонтир)ованную на раме конвейерную ленту, укрепленную неподвижно вдоль нее направляющую планку и расположенную над конвейерной лен- гой с возможностью перемещения в направлении , перпендикулярном плоскости перемещения ленты, шлифовальную головку с абразивной лентой, оси приводного и контактного роликов которой параллельны между собой и относительно плоскости конвейерной ленты и расположены под углом относительно направления ее перемещения, отличающийся тем, что, с целью упрощения станка, конвейерная лента установлена с возможностью наклона вокруг продольной ее оси, а направляющая
планка расположена вдоль нижней кром- Ленточно-шлифовальный станок рабо-55 ки конвейерной ленты, причем угол
тает следующим образом.
Посредством штурвала 5 устанавливают промежуток между контактной поверхностью ролика 10 и несущей по5
5
0
5 0
0
5
0
верхностью конвейерной ленты. Заготовка 14 помещается на конвейерную ленту, г де она перемещается по стрелке 15 и поперек ленты по стрелке 16 в сторону направляющей планки до контакта с нею. В связи с тем, что контактный ролик установлен под острым углом относительно направления перемещения конвейерной ленты, при вхождении заготовки 14 в контакт с абразивной лентой 8 на заготовку действуют силы, направленные как вдоль, так и поперек ее перемещения. В результате заготовка перемещается по ходу конвейерной ленты и одновременно прижимается к направляющей планке.
Заготовка шлифуется столько, сколько она находится в области абразивного контакта. Длительность абразивного контакта определяется углом разворота шлифовальной головки по или претив часовой стрелки относительно направления перемещения конвейерной ленты. В случае разворота шлифовальной головки против часоззой стрелки появляется составляющая сил резания, направленная против направления конвейерной ленты. В этом случае заготовка находится в зоне шлифования более длительное время, что позволяет удалить больший припуск.
Формула изобретения
1. Ленточно-шлифовальный станок, содержащий смонтир)ованную на раме конвейерную ленту, укрепленную неподвижно вдоль нее направляющую планку и расположенную над конвейерной лен- гой с возможностью перемещения в направлении , перпендикулярном плоскости перемещения ленты, шлифовальную головку с абразивной лентой, оси приводного и контактного роликов которой параллельны между собой и относительно плоскости конвейерной ленты и расположены под углом относительно направления ее перемещения, отличающийся тем, что, с целью упрощения станка, конвейерная лента установлена с возможностью наклона вокруг продольной ее оси, а направляющая
установки осей приводного и направляющего роликов относительно направления перемещения конвейерной ленты равен Ю-ЗО.
2. Станок по П.1, отличающийся тем, что оси приводного и направляющего роликов относительно направления перемещения конвейерной ленты развернуты по часовой ке.
стрел
3. Станок ПОП.1, отличающийся тем, что оси приводного и направляющего роликов относительно направления перемещения конвейерной -5 ленты развернуты против часовой стрелки.
Фиг.2
Фнк.3
«vt-lf

Реферат
Изобретение касается ленточного шлифования. Цель изобретения - упростить конструкцию станка, расширить его технологические возможности. Конвейерная лента 2 может быть наклонена под углом о1 вокруг продольной оси ленты. Заготовка помещается на конвейерную ленту, где она перемещается по стрелке 15 и одновременно поджимается к направляющей планке 13, что устраняет необходимость использования фиксирующих заготовку роликов. 2 3.п. ф-лы, 5 ил. СО to ;о сд N9 СМ Фиг.1

Формула
Комментарии