Способ активного контроля поверхностей вращения кольцевых деталей в процессе тонкого шлифования и устройство для его осуществления - RU2076034C1
Код документа: RU2076034C1
Чертежи

Описание
Изобретение относится к способу тонкого шлифования колец на их внешней поверхности или на их внутренней поверхности, в частности тонкого шлифования вращающихся колец подшипников качения.
Известен способ, при котором подлежащее обработке кольцо устанавливается в устройстве для установки детали с центрированием с помощью гидравлического центрирующего средства и приводится во вращение с помощью привода, причем подлежащая обработке поверхность кольца в процессе шлифования проходит измерение и управление и/или регулирование процесса шлифования осуществляется в соответствии со значениями измерения. Известно также устройство для осуществления такого способа. Подразумевается, что значения измерения с помощью соответствующих вспомогательных средств принимаются и анализируются, для чего современные, в частности, электронные измерительные средства измерительной и регулировочной электроники предлагают большое количество возможностей, а именно даже с помощью ЭВМ. Измеренные значения определяют действительное значение. Управление или регулирование происходит, например, в соответствии с заданным съемом материала в качестве заданного значения. В частности в случае колец для быстроходных подшипников качения к точности съема материала предъявляются высокие требования. Кроме того, должно быть обеспечено, чтобы круглость кольца при обработке не страдала. Центрирование с помощью гидравлических центрирующих средств обозначается как гидроцентрирование (патент ФРГ N 1805307).
Гидроцентрирование может осуществляться с помощью замкнутых по периферии устройств для установки детали, а также и с помощью башмакообразных гидроцентрирующих элементов. Оно позволяет так установить подлежащее кольцо, чтобы не возникли деформации внутреннего зажима или деформации наружного зажима, которые, например, должны учитываться при механическом внутреннем зажиме или наружном зажиме с помощью трехкулачкового самоцентрирующегося патрона. В этом отношении гидроцентрирование делает возможной обработку тонким шлифованием с большой точностью. Подразумевается, что подлежащее обработке кольцо прижимается к приводу с помощью соответствующих вспомогательных средств, например с помощью прижимных роликов.
В рамках известных мер, анализ которых учтен в изобретении, измерение осуществляется с помощью механических щупов, которые с небольшим прижимным усилием насаживаются на подлежащую обработке кольцевую поверхность и которые оснащены, например, тонким алмазным наконечником. При этом нельзя исключить, что наконечники щупов оставляют следы на обрабатываемой кольцевой поверхности. Также неизбежная малая некруглость, которую имеет подлежащее обработке кольцо со стадии предварительного изготовления, может привести к колебаниям, вызывающим помехи в измерительной системе. В рамках других известных мер для тонкого шлифования колец, к которым примыкает изобретение, измерение является бесконтактным измерением. Для этого измерительный воздушный поток, который в свободной струе выходит из сопла, направляется на подлежащую обработке поверхность, так что между соплом и подлежащей обработке поверхностью возникает как будто дроссельный зазор. Изменение ширины этого дроссельного зазора, которые основываются на различном расстоянии подлежащей обработке поверхности от сопла, вызывают в воздушном потоке, который подается через трубопровод в сопло, колебания давления, которые измерительно-технически регистрируются и анализируются описанным образом. Здесь при высоких требованиях точность измерения не является достаточной, а также здесь не могут быть исключены колебания, вызывающие помехи. Наконец, в связи с обработкой ровных поверхностей путем тонкого шлифования было предложено использовать жидкостную струю, а именно масляную струю, как будто щуп. Не относящиеся к уровню техники попытки работать с такой жидкостной струей при способе тонкого шлифования колец на их внешней поверхности или на их внутренней поверхности, в частности при тонком шлифовании вращающихся колец подшипников качения, привели не к успеху, а скорее к помехам центрирования. Точность измерений оказалась недостаточной.
В основе изобретения лежит задача создать способ тонкого шлифования колец на их внешней поверхности или на их внутренней поверхности, в частности тонкого шлифования вращающихся колец подшипников качения, с помощью которого измерение может осуществляться с большой точностью и без помех вследствие колебаний.
Для решения этой задачи в изобретении указывается, что бесконтактное измерение осуществляется с помощью по меньшей мере двух одинаковых измерительных головок, из которых выходит из соответственно по меньшей мере одного соплового отверстия гидравлическое измерительное средство, совпадающее с центрирующем средством, что измерительные головки расположены эквидистантно распределенными с компенсацией измерительных сил по периферии подлежащей обработке кольцевой поверхности и что гидравлическое измерительное средство в виде свободной струи вводится в слой измерительно-технических средств, который увлекает подлежащую обработке кольцевую поверхность и который формируется между измерительной головкой и кольцевой поверхностью. Изобретение основывается на том, что нецелесообразно при тонком шлифовании колец и, в частности вращающихся колец подшипников, работать со свободной струей измерительной жидкости. Выше описанные помехи могут быть предотвращены, если работают с измерительными головками, из которых измерительное средство в виде свободной струи входит в слой измерительных средств и центрирующих средств, который при обработке колец по необходимости устанавливается на внутренней поверхности колец или на внешней поверхности колец, когда центрирование происходит с помощью гидравлического центрирующего средства. Без помехи центрирование можно работать с относительно большими давлениями измерительного средства и тем самым также и центрирующего средства, если описанным образом предусматривается то, чтобы измерительные головки были расположены распределенными эквидистантно с компенсацией измерительных сил по периферии подлежащей обработке кольцевой поверхности. С компенсацией измерительных сил означает то, что устраняются силы, которые возникают вследствие того, что измерительное средство со значительным давлением как будто опирается на подлежащую обработке кольцевую поверхность. Так как измерительное средство является гидравлическим измерительным средством, то вязкость может быть так отрегулирована, что описанные в начале колебания более не смогут возникнуть. Подразумевается, что поперечное сечение течения для подвода измерительного средства к измерительным головкам не является слишком большим, а сами трубопроводы выполнены достаточно мало упруго деформируемыми. Согласно предпочтительному варианту осуществления изобретение при тонком шлифовании используется обычное гидравлическое промывочное средство в качестве измерительного и центрирующего средства.
Особым преимуществом является то, что при соответствующем изобретению способе центрирующее средство и измерительное средство одновременно могут быть использованы в качестве охлаждающего средства, так что подлежащее обработке кольцо не испытывает вызывающие помехи тепловые расширения, которые являются результатом тепла обработки. В этом отношении в изобретении указывается, что работа ведется с одновременно охлаждающим количеством измерительного средства. Количество измерительного средства и количество центрирующего средства могут быть взяты из одной и той же системы рабочей среды. В рамках изобретения находится также и то, что при этом осуществлять охлаждение центрирующего средства, соответственно измерительного средства, с помощью соответствующего теплообменника.
Чтобы осуществлять достаточную компенсацию измерительных сил, можно работать с двумя диаметрально противоположными измерительными головками. Предпочтительный вариант осуществления изобретения отличается тем, что работа ведется с тремя измерительными головками, расположенными смещенными по периферии подлежащей обработке кольцевой поверхности на 120o. Целесообразно работа осуществляется с идентичными измерительными головками.
Предметом изобретения является также устройство для осуществления описанного способа. Это устройство, главным образом, отличается тем, что измерительные головки возвратно-поступательно регулируются в радиальном направлении по отношению к подлежащей обработке поверхности. В наиболее простом случае измерительные головки могут иметь расположенную в радиальном направлении сопловую трубку, таким образом, по существу состоять из этой сопловой трубки. Однако существует возможность так выполнить устройство, чтобы измерительные головки имели измерительный башмак, измерительная поверхность которого по кривизне приведена в соответствие с подлежащей обработке кольцевой поверхностью, и чтобы сопловое отверстие выходило в измерительную поверхность. Сопловые отверстия всех измерительных головок целесообразно имеют одинаковый диаметр, они должны быть устроены для выдачи одинаковых расходов измерительного средства. Измерительные значения могут забираться от отдельных измерительных головок, соответственно от расходов измерительного средства, подводимых к отдельным измерительным головкам, и анализироваться по отдельности или интегрированно.
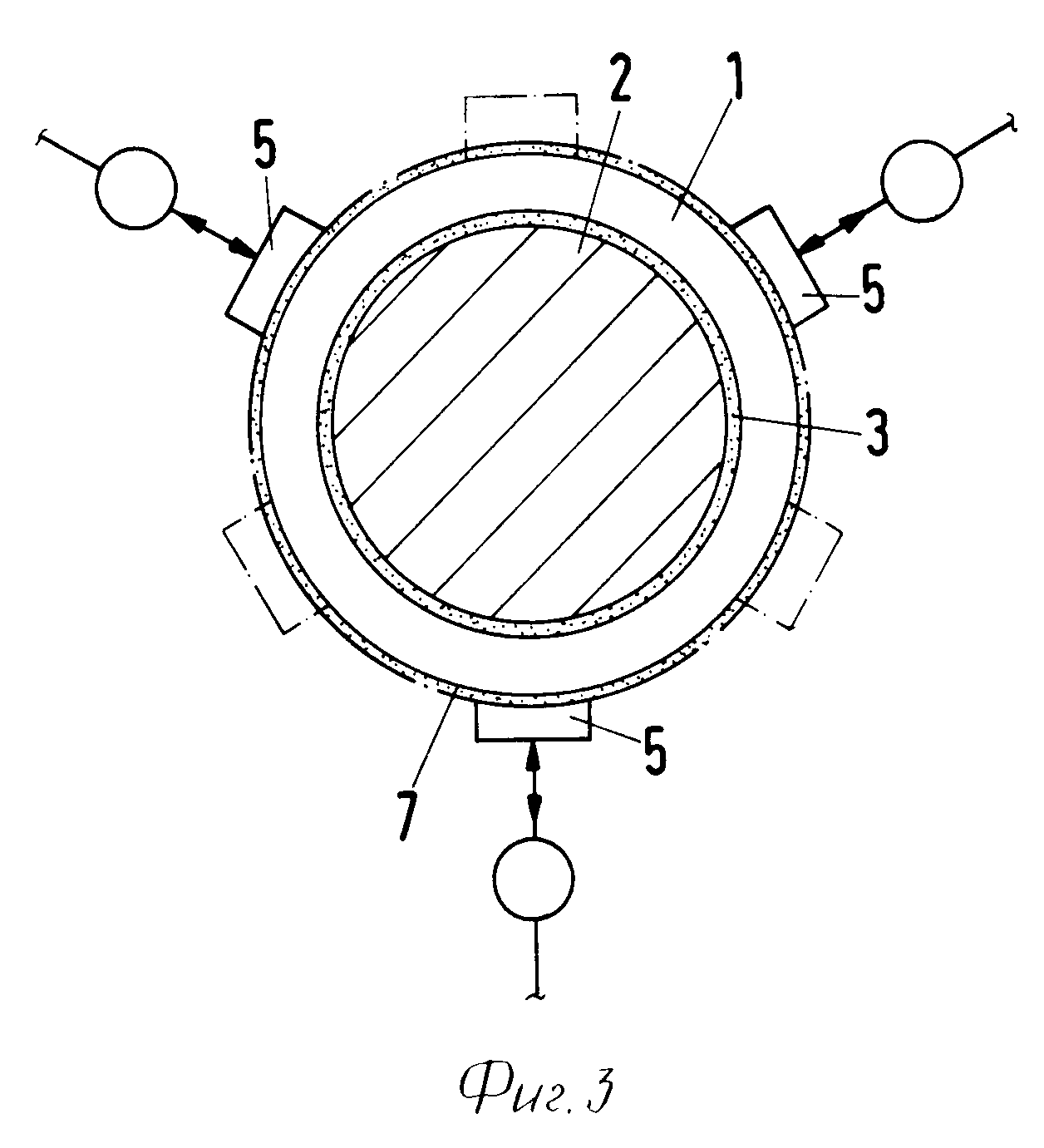
На фиг. 1 показана схема устройства для осуществления соответствующего изобретения способа, вид в направлении оси подлежащего обработке кольца; на фиг.2 разрез А-А на фиг.1; на фиг.3 другой вариант исполнения устройства.
Представленное на фигурах устройство предназначено для тонкого шлифования колец 1 на их внутренней поверхности (фиг.1 и 2) и их внешней поверхности (фиг.3).
Сначала будет рассмотрено неподвижное по отношению к станку, невращающееся устройство 2 для установки подлежащего обработке кольца 1, причем центрирование осуществляется с помощью гидравлического центрирующего средства 3, которое подается через особые отверстия и каналы, что не изображено на чертеже. Из фиг.2 видно, что подлежащее обработке кольцо 1, установленное в устройстве 2 для установки детали, приводится во вращательное движение посредством привода 4, который состоит из вала и соединенного с ним диска. Кроме того, для этого необходимо прижимное устройство (не показано), которое прижимает подлежащее обработке кольцо к приводу.
Подлежащая обработке кольцевая поверхность проходит при тонком шлифовании бесконтактное измерение. Из фиг.1 и 3 видно, что для этого предусмотрены измерительные головки 5, которые могут регулироваться в радиальном направлении по отношению к подлежащей обработке поверхности. Это регулирование может осуществляться в радиальном направлении возвратно-поступательно, что указано двойной стрелкой. При этом между подлежащей обработке кольцевой поверхности и измерительной головкой 5 может быть отрегулирован очень тонкий зазор. На фиг.1 и 3 этот зазор представлен увеличенным со значительным преувеличением. Ширина зазора лежит в микронном диапазоне. Измерительные головки 5 эквидистантно распределены с компенсацией измерительных сил по периферии подлежащей обработке кольцевой поверхности. Они соответственно, имеют по меньшей мере одно сопловое отверстие 6, из которого выходит гидравлическое измерительное средство, совпадающее с центрирующим средством. Оно свободно входит к виде свободной струи в слой 7 измерительного и технического средства, который начерчен преувеличено толстым. Он образуется между подлежащей обработке кольцевой поверхностью и каждой измерительной головкой 5.
На фиг. 1 показано, что измерительные головки 5 выполнены как измерительный башмак, измерительная поверхность которого по кривизне приведена в соответствие с подлежащей обработке кольцевой поверхностью. Сопловые отверстия 6 выходят, как показано на фиг.2, в измерительную поверхность. В примере исполнения и согласно предпочтительному варианту осуществления изобретения сопловые отверстия 6 всех измерительных головок 5 имеют одинаковый диаметр. Они устроены для выдачи одинаковых расходов измерительного средства. На фиг. 3 показано, что измерительные головки также могут иметь сопловую трубку 8, проходящую в радиальном направлении. Описанный в начале способ может быть очень просто осуществлен с помощью таких устройств. Если речь идет об обработке вращающихся колец подшипников качения, то измерительные головки 5 могут путем радиального смещения быть введены в желобчатые дорожки качения кольца и приведены в рабочее положение.
Реферат
Использование: способы тонкого шлифования колец. Сущность изобретения: подлежащее обработке кольцо устанавливается в устройстве для установки детали с центрированием с помощью гидравлического центрирующего средства и приводится во вращение с помощью привода. Подлежащая обработке кольцевая поверхность при тонком шлифовании проходит измерение. Управление и/или регулирование тонким шлифованием осуществляется в соответствии со значениями измерения. Бесконтактное измерение осуществляется с помощью по меньшей мере двух измерительных головок, из которых из соответственно по меньшей мере одного соплового отверстия выходит гидравлическое измерительное средство, совпадающее с центрирующим средством. Измерительные головки эквидистантно расположены с компенсацией измерительных сил по периферии подлежащей обработке кольцевой поверхности. Гидравлическое измерительное средство свободно вводится в виде свободной струи в слой измерительного и центрирующего средства, который увлекает подлежащую обработке кольцевую поверхность и образуется между измерительной головкой и кольцевой поверхностью. 2 с и 1 з.п.ф-лы, 3 ил.

Комментарии