Заготовка для изготовления инструмента, применяемого в области эндодонтии, и способ изготовления такого инструмента - RU2397729C2
Код документа: RU2397729C2
Чертежи




Описание
Группа изобретений относится к инструментам, применяемым в области эндодонтии, и более конкретно касается конической заготовки для изготовления такого инструмента и способа изготовления нарезных режущих органов для инструмента, предназначенного для обработки зубных каналов.
Инструменты этого типа, применяемые в области эндодонтии, образованы в основном режущим органом и державкой, причем этот режущий орган вставляется в подлежащую обработке зубную полость и должен обладать высокой гибкостью для того, чтобы следовать вдоль пути прохождения зубного канала в корнях зуба, и высокой механической прочностью для того, чтобы исключить его случайное разрушение в процессе работы.
Режущие органы, имеющие обычно коническую форму в своей активной части, первоначально изготавливались из стали. В процессе использования таких режущих органов оказалось, что сталь не является достаточно гибкой и достаточно прочной для того, чтобы удовлетворить заданным требованиям, в частности по соображениям малого диаметра этих режущих органов.
С момента выхода в свет статьи Wаliа и др. в издании Jоurnаl оf Еndоdоntiс, том 14, №7, от июля 1988 года, стр.346-351, известно, что инструменты, применяемые в области эндодонтии, могут быть изготовлены из сплава никеля с титаном, в частности в виде К-файлов, изготовленных из проволоки никель-титанового сплава диаметром 0,020 дюйма или примерно 0,508 мм, причем способ их изготовления основан непосредственно на использовании заготовки, вырезанной из такой проволоки.
Инструменты из сплава никеля с титаном отличаются высокой прочностью и отвечают эксплуатационным требованиям, но с учетом скорости механической обработки при изготовлении режущих органов, нарезаемых при помощи традиционной технологии абразивной обработки или шлифования, в которой используются цилиндрические заготовки, являются дорогостоящими.
Эти инструменты, например, так называемые Неdstrоеm-файлы, уже давно изготавливаются путем механической обработки, в частности путем абразивной обработки заготовки, имеющей цилиндрическую форму, причем упомянутая заготовка подводится к шлифовальному кругу, имеющему такую форму, чтобы механическая обработка режущей кромки, то есть канавок или желобков, которые формируют эти кромки, реализовала определенную конусность благодаря движению, которое комбинируется из поступательного движения перед шлифовальным кругом и вращения заготовки относительно ее собственной оси.
Характеристики инструментов такого типа описаны в нормативном документе ISО 3630.
Способы изготовления нарезных режущих органов, имеющих одну или несколько режущих кромок, известны, в частности, из патентов US 5527205, US 5628674 и US 5655950, в которых описано использование цилиндрических заготовок, изготовленных из сплавов, имеющих в своем составе по меньшей мере 40% титана и примерно 59% никеля, причем диаметр этих заготовок имеет величину менее 0,07 дюйма. Режущая кромка, полученная в соответствии с упомянутыми выше способами, обладает по меньшей мере одним желобком, нарезанным в виде спирали в результате одного единственного перемещения и прохождения перед шлифовальным кругом. Упомянутые выше способы имеют целью получить режущие кромки без дефектов и без деформации металла.
В патентах US 5527205 и US 5655950 дополнительно уточняется, что по меньшей мере 25% диаметра цилиндрической заготовки снимается на той ее части, которая соответствует зоне наибольшего срезания.
Этот способ изготовления применяемых в области эндодонтии инструментов с конической рабочей частью, получаемых из заготовки, имеющей цилиндрическую форму, известен с даты подачи этих патентных заявок, поскольку он был упомянут Sylviе YGUЕL HENRY на защите диссертации, которая состоялась в Нанси 6 июля 1988 г., а также был упомянут Маriе-Сhristinе SРОНR на защите диссертации, которая состоялась в Нанси 29 апреля 1987 г. Об этом способе изготовления также говорил Аlаin САVАLLI в ходе защиты своей диссертации, которая состоялась 29 марта 1982 г. в Марселе.
Способ изготовления нарезных режущих органов из заготовки, имеющей цилиндрическую форму и изготавливаемой как из стали, так и из сплава никеля с титаном, содержит существенную трудность для получения в целом конической формы нарезного режущего органа. Эта конусность может изменяться от одной детали к другой и в любом случае такой нарезной режущий орган содержит часть, имеющую уменьшенное поперечное сечение, которое требует соответственно существенного снятия материала заготовки при помощи технологии абразивной обработки. В той части нарезного режущего органа, которая имеет наибольший диаметр и, соответственно, диаметр, наиболее близкий к исходному диаметру цилиндрической заготовки, скорость резания может быть более высокой.
Дифференциальное снятие материала вдоль обрабатываемой части заготовки ставит различные технические проблемы, которые увеличивают время изготовления механически обрабатываемой детали и обусловливают, таким образом, высокую стоимость изготовления каждого такого инструмента, применяемого в области эндодонтии.
Техническая задача предлагаемого изобретения состоит в том, чтобы повысить скорость изготовления нарезных режущих органов, используемых в инструментах, применяемых в области эндодонтии, и, более конкретно, преодолеть эту основную трудность для получения инструмента из сплава никеля с титаном.
Предлагаемое изобретение относится к заготовке, обеспечивающей возможность изготовления инструмента, применяемого в области эндодонтии, посредством технологии абразивной обработки, причем эта заготовка отличается тем, что она содержит участок или часть, имеющую цилиндрическую форму, и участок или часть, имеющую коническую форму и предназначенную для механической обработки, причем этот обрабатываемый участок образует активную часть конечного применяемого в области эндодонтии инструмента. Этот конический участок формирует конечную форму образующей, придаваемой инструменту, применяемому в области эндодонтии, после механической обработки.
Предлагаемое изобретение относится также к способу изготовления инструмента, применяемого в области эндодонтии, снабженного по меньшей мере одной спиральной режущей кромкой, в соответствии с которым используется заготовка описанного выше типа.
Использование заготовок в соответствии с предлагаемым изобретением позволяет исключить продолжительную механическую обработку всего избыточного материала, то есть материала, располагающегося поверх окончательной образующей изготавливаемого применяемого в области эндодонтии инструмента, в частности на конечной и более тонкой части этого инструмента. В этой концевой заостренной части инструмента в процессе его абразивной обработки иногда может оказаться необходимым, при использовании классических способов, где применяются заготовки цилиндрической формы, снятие более 60% материала.
Главное преимущество предлагаемой заготовки, содержащей часть, обычно имеющую коническую форму, и способа в соответствии с предлагаемым изобретением, состоит, таким образом, в увеличении скорости изготовления инструментов, применяемых в области эндодонтии, и, более конкретно, скорости изготовления таких инструментов из прочных и плохо поддающихся механической обработке материалов, примером которых является сплав никеля с титаном.
Ускорение процесса изготовления выражается в снижении стоимости изготовления такого инструмента.
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из описания не являющихся ограничительными примеров его осуществления, приводимого со ссылками на фигуры чертежей, в числе которых:
Фиг.1 представляет собой схематический вид конической заготовки перед и после ее механической обработки и иллюстрирует формы поперечного сечения этих заготовок в двух местах на ее части, имеющей обычно коническую форму.
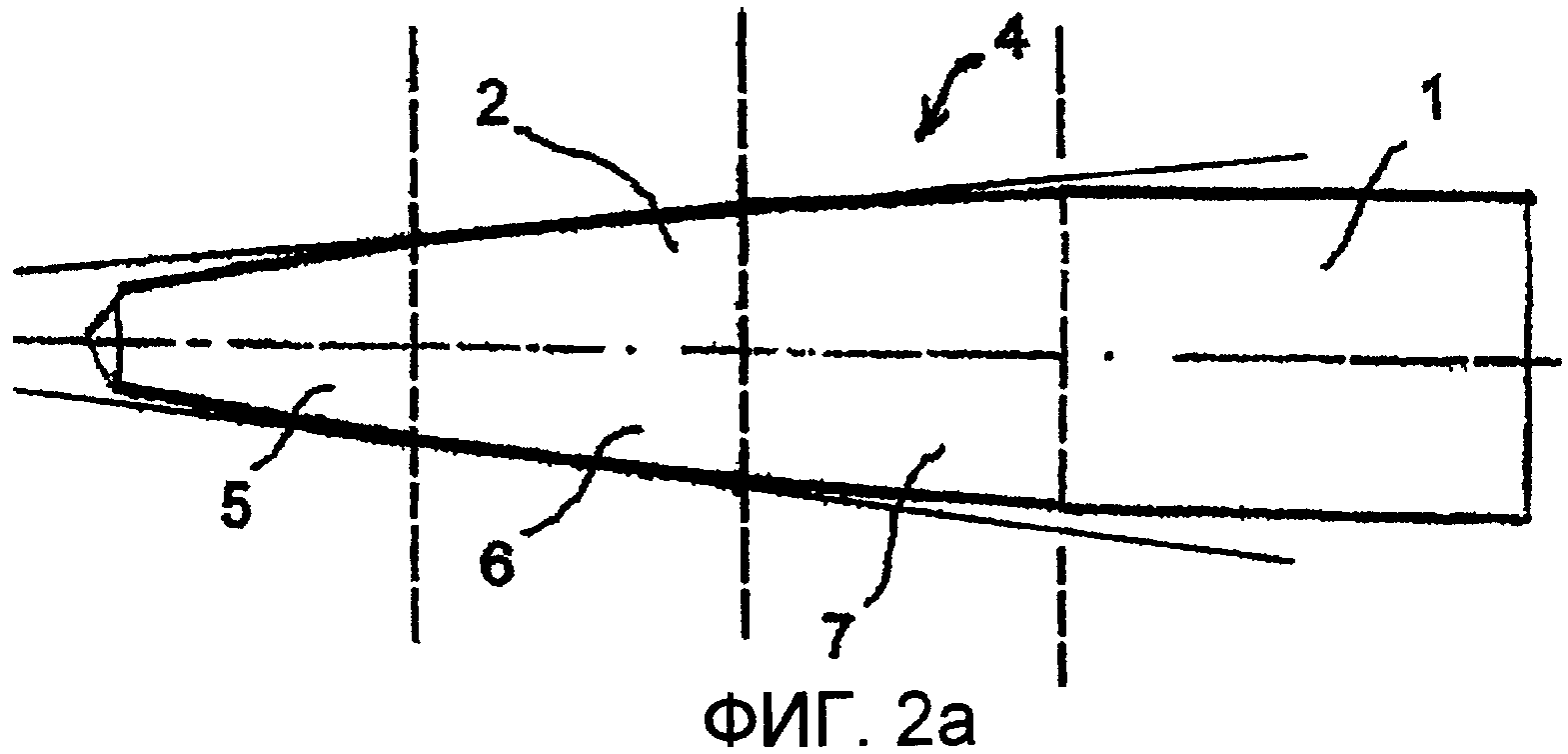
Фиг.2 схематически иллюстрирует коническую заготовку, имеющую три участка с различной конусностью, до и после ее механической обработки.
Фиг.3 представляет схематический вид заготовки, имеющей переменную конусность, с вогнутой активной частью.
В существующем уровне техники описано несколько систем оборудования, способных обеспечить нарезку цилиндрических заготовок, предназначенных для формирования инструментов, о которых идет речь в данном случае, и, более конкретно, режущих органов, используемых в инструментах, применяемых в области эндодонтии, причем упомянутые выше патенты US 5527205, US 5628674 и US 5655950 описывают, в частности, машину с устройством крепления, обеспечивающим возможность удержания цилиндрической заготовки, и средства, обеспечивающие возможность перемещения упомянутой заготовки по вращательному движению и по поступательному движению перед шлифовальным кругом таким образом, чтобы сформировать спиральные бороздки и получить в итоге режущий орган, используемый в стоматологических целях.
В соответствии с предлагаемым изобретением коническая заготовка предназначена для нарезания с использованием машины, содержащей следующие основные элементы:
- Устройство загрузки заготовок, обеспечивающее возможность подачи подлежащих обработки резанием деталей в рабочую зону.
- Шпиндель, предназначенный для приема заготовки и для ее удержания в процессе осуществления механической обработки.
- Шлифовальный круг для механической обработки, предназначенный для нарезания заготовки и приводимый в движение в направлении, перпендикулярном по отношению к оси упомянутого шпинделя.
- Направляющий орган, располагающийся по существу против шлифовального круга, функция которого состоит в том, чтобы удерживать инструмент в процессе его механической обработки. Этот направляющий орган перемещается симметричным образом вместе со шлифовальным кругом по отношению к оси шпинделя.
- Средства механического привода, обеспечивающие возможность приведения во вращательное движение заготовки относительно ее оси и ее перемещение в направлении поступательного продвижения в процессе резания.
- Устройство выгрузки обработанной детали.
Шлифовальный круг механической обработки имеет ось вращения, параллельную оси шпинделя или располагающуюся в вертикальной плоскости, параллельной оси этого шпинделя, причем ось вращения шлифовального круга образует некоторый угол по отношению к горизонтали, изменяющийся в функции желаемой формы инструмента, получаемой в результате данной механической обработки.
В соответствии с предлагаемым изобретением и как это можно видеть на фиг.1а, заготовка, позволяющая обеспечить изготовление инструмента, применяемого в области эндодонтии, содержит цилиндрический участок 1 и обычно конический участок 2, причем этот цилиндрический участок закрепляется в шпинделе и удерживается в нем на некоторой части своей длины в процессе выполнения механической обработки.
Имеющая коническую форму часть 2 заготовки подвергается механической обработке в процессе ее перемещения перед шлифовальным кругом. Более конкретно, эта коническая часть формирует геометрическую образующую окончательно изготовленного инструмента.
Этот окончательно изготовленный после нарезания инструмент схематически представлен на фиг.1b, причем активная часть 3 инструмента содержит множество режущих кромок. Активная часть 3 представляет собой тот участок инструмента, который обеспечивает расширение и подготовку зубного канала для дальнейшего лечения в процессе работы стоматолога.
Заготовка, представленная на фиг.1а, содержит равномерно коническую часть 2 с конусностью, заключенную в диапазоне от 2% до 20%.
Диаметр конической части 2 заготовки не более чем на 20% превышает окончательный диаметр инструмента. Таким образом, в максимально возможной степени снижается количество материала, подлежащего снятию в процессе механической обработки заготовки.
Та часть материала, которая удаляется в процессе механической обработки заготовки, проиллюстрирована на поперечных разрезах, выполненных по линиям А-А и В-В, показанным на фигурах 1а и 1b. Иллюстрация поперечного сечения окончательно изготовленного инструмента демонстрирует в этом примере три режущие кромки, полученные после выполнения трех операций шлифования и нарезания трех спиральных канавок.
Заготовка предпочтительно изготовлена из сплава титана и никеля, однако возможно использование стали или других сплавов.
Существенно, что сплав, используемый для изготовления инструмента, применяемого в области эндодонтии, является высоко прочным и трудно поддающимся механической обработке, поскольку по сравнению с известными технологиями, в соответствии с которыми используются заготовки цилиндрической формы, существенно снижается количество удаляемого материала.
Как это можно видеть на фиг.1b, готовый инструмент, применяемый в области эндодонтии, содержит несколько спиральных режущих кромок, причем способ изготовления этого инструмента в соответствии с предлагаемым изобретением включает следующие этапы:
доставляют заготовку, имеющую коническую часть, которая предназначена для осуществления механической обработки, и цилиндрическую часть, обеспечивающую возможность крепления данной заготовки в шпинделе удержания;
перемещают поступательно в направлении подачи заготовки, приводимой в медленное вращательное движение, перед вращающимся шлифовальным кругом таким образом, чтобы осуществить нарезку полой спирали, обеспечивающей формирование спиральной режущей кромки;
повторяют описанное выше движение столько раз, сколько режущих кромок должен иметь данный инструмент.
Способ изготовления инструмента, применяемого в области эндодонтии, в соответствии с предлагаемым изобретением подразумевает использование заготовки, в которой ее коническая часть формирует образующую окончательной формы, придаваемой данному инструменту, применяемому в области эндодонтии, после завершения его механической обработки, причем величина конусности этой конической части заготовки заключена в диапазоне от 2% до 20%, и диаметр каждого поперечного сечения этой конической части заготовки не более чем на 20% превышает окончательный диаметр изготавливаемого инструмента.
Предлагаемый способ изготовления инструмента, применяемого в области эндодонтии, предпочтительно предполагает использование заготовки, изготовленной из сплава никеля с титаном.
Способ в соответствии с предлагаемым изобретением отличается скоростью поступательного перемещения заготовки, составляющей по меньшей мере 200 мм в минуту, причем эта скорость может превышать 300 мм в минуту в случае изготовления инструмента, применяемого в области эндодонтии, на основе заготовки с конусностью, составляющей 2%.
Эти величины скорости поступательного перемещения заготовки подлежат сравнению со значительно меньшими величинами, составляющими 5 дюймов в минуту или 127 мм в минуту, указанными в упомянутых выше патентах US 5527205, US 5628674 и US 5655950.
Скорость поступательного перемещения, связанная со скоростью вращения заготовки относительно ее собственной оси, определяет шаг нарезаемой спирали, причем этот шаг может быть постоянным или изменяющимся в зависимости от модели подлежащего изготовлению инструмента.
Машина для механической обработки, используемая в рамках предлагаемого способа, позволяет регулировать различные скорости, главными из которых являются скорость поступательного перемещения заготовки и скорость ее вращения относительно собственной оси, а также скорость вращения шлифовального круга.
Шлифовальный круг может быть наклонен таким образом, чтобы реализовать различные формы бороздок в заготовке. Характеристики используемых шлифовальных кругов изменяются в зависимости от материала заготовки и типа подлежащего изготовлению инструмента. Могут быть использованы, например, алмазные шлифовальные круги, остеклованные шлифовальные круги и т.п.
Таким образом, путем регулирования различных параметров упомянутой машины может быть изготовлена широкая гамма инструментов, применяемых в области эндодонтии, и это может быть сделано при очень высоком темпе производства по сравнению с известными технологиями.
В соответствии с предлагаемым изобретением могут быть изготовлены инструменты различных форм, например, как это схематично представлено на фиг.2, имеется возможность вырезать заготовку 4, содержащую три участка 5, 6 и 7, имеющих различную конусность вдоль конической в целом части 2.
После механической обработки в соответствии со способом, описанным в предлагаемом изобретении, полученный инструмент, применяемый в области эндодонтии, схематически представлен на фиг.2b. На этой фигуре показана огибающая 8 исходной заготовки, представленная вокруг активной части 3 этого инструмента для того, чтобы показать, что количество материала, снимаемого шлифованием, является существенно ограниченным по объему, что допускает очень высокую скорость механической обработки.
На фиг.3 схематически проиллюстрирован другой вариант заготовки, используемой, в частности, для получения заостренного инструмента, имеющего, в случае необходимости, гладкую поверхность и содержащего, например, активную часть 3 вогнутой формы, как это показано на фиг.3b.
Для реализации инструментов этой категории коническая часть заготовки, представленной на фиг.3а, может иметь равномерную конусность или изменяющуюся конусность с вогнутым участком 9, близким к форме конечного инструмента.
В дополнение к вариантам, описанным выше, могут быть рассмотрены многочисленные варианты заготовок, причем длина цилиндрического участка и длина конической части заготовки могут варьироваться по отношению друг к другу без выхода за рамки предлагаемого изобретения, могут быть рассмотрены различные формы инструментов, и предлагаемый способ позволяет получить широкую гамму инструментов, применяемых в области эндодонтии.
Описанный выше способ изготовления инструментов, применяемых в области эндодонтии, может быть использован на машинах различных типов, в которых может использоваться широкий спектр средств, позволяющих захватывать заготовку, устанавливать ее в шпиндель и извлекать ее после окончания механической обработки, причем без выхода за рамки предлагаемого изобретения.
То же относится и к приводным двигателям и любому другому вспомогательному оборудованию, позволяющему обеспечить функционирование оптимальным образом машины для механической обработки.
Шлифовальный круг, позволяющий обеспечить абразивную обработку заготовки и изготовление спиральных бороздок, может вращаться с различными скоростями, например, со скоростью, составляющей примерно 5500 оборотов в минуту, и может содержать различные абразивные материалы в той мере, в какой резание является эффективным и позволяет обеспечить возможно более высокую скорость поступательного перемещения заготовки, поскольку эта скорость обычно представляет собой фактор, ограничивающий скорость изготовления инструмента.
Скорость вращения самой заготовки вокруг ее собственной оси также может изменяться в достаточно широком диапазоне в функции особенностей подлежащего изготовлению инструмента, эффективности абразивной обработки и скорости поступательного перемещения этой заготовки.
В функции использования тех или иных материалов для изготовления заготовки соответственно изменяются и соответствующие параметры изготовления инструмента.
После изготовления инструмента могут быть предложены различные средства разгрузки, совмещенные или не совмещенные с линией придания товарного вида и упаковки готовых инструментов для максимально возможной автоматизации процесса их серийного изготовления.
Предлагаемое изобретение не ограничивается описанными выше и представленными в качестве примеров способами его осуществления, но включает любые его технические эквиваленты, а также их комбинации.
Реферат
Группа изобретений относится к стоматологии и может быть использована эндодонтии. Способ изготовления инструмента включает нарезание полой спиральной канавки, которая продолжает спиральную режущую кромку, путем перемещения заготовки в направлении ее подачи. Заготовку медленно вращают перед вращающимся шлифовальным кругом и повторяют этап нарезания несколько раз в соответствии с выбранным количеством режущих кромок данного инструмента. Затем обеспечивают конический участок заготовки с диаметром, не превышающим диаметр активной части изготавливаемого инструмента более чем на 20%. В результате повышается скорость изготовления нарезных режущих органов эндодонтических инструментов, особенно инструментов из сплава никеля с титаном. 3 н. и 24 з.п. ф-лы, 3 ил.
Формула
нарезают полую спиральную канавку, которая продолжает спиральную режущую кромку путем перемещения заготовки в направлении ее подачи и медленно вращают заготовку перед вращающимся шлифовальным кругом, и
повторяют этап нарезания несколько раз в соответствии с выбранным количеством режущих кромок данного инструмента;
обеспечивают конический участок заготовки с диаметром, не превышающим диаметр активной части изготавливаемого инструмента более чем на 20%.
подводят заготовку, имеющую цилиндрическую часть, обеспечивающую крепление этой заготовки в шпинделе удержания, и, по существу, конический участок, подвергаемый механической обработке путем шлифования для формирования активной части инструмента, причем конический участок имеет диаметр и форму, которая определяет первую образующую;
нарезают полую спиральную канавку в коническом участке заготовки при ее перемещении в направлении подачи и медленном вращении заготовки перед вращающимся шлифовальным кругом, создавая спиральную режущую кромку инструмента, применяемого в области эндодонтии; и
повторяют этап нарезания несколько раз в соответствии с выбранным количеством режущих кромок данного инструмента, образуя спиральные режущие кромки активной части, конечная форма которых приблизительно соответствует и слегка меньше чем первая образующая перед машинной обработкой; и
обеспечивают активную часть инструмента, применяемого в области эндодонтии, с диаметром, не меньшим диаметра конического участка заготовки более чем на 20%.
подводят заготовку, имеющую цилиндрическую часть, обеспечивающую крепление этой заготовки в шпинделе удержания, и, по существу, конический участок, подвергаемый механической обработке путем шлифования для формирования активной части инструмента, причем конический участок имеет форму, которая определяет первую образующую;
нарезают полую спиральную канавку в коническом участке заготовки при ее перемещении в направлении подачи и медленном вращении заготовки перед вращающимся шлифовальным кругом, создавая спиральную режущую кромку в активной части инструмента, применяемого в области эндодонтии; и
повторяют этап нарезания несколько раз в соответствии с выбранным количеством режущих кромок данного инструмента, образуя спиральные режущие кромки активной части, конечная форма которых образует вторую образующую, которая приблизительно соответствует и слегка меньше чем первая образующая перед машинной обработкой;
причем первая образующая имеет первую окружность, при этом описываемая окружность, перекрывающая спиральные режущие кромки второй образующей, имеет вторую окружность, причем первая окружность не превышает вторую окружность более чем на 20%.
Комментарии