Способ формирования впитывающей структуры - RU2640182C2
Код документа: RU2640182C2
Чертежи



Описание
Настоящая заявка заявляет приоритет по предварительной заявке на патент США № 61/884184 под названием “Method of Forming An Absorbent Structure”, поданной 30 сентября 2013 г., содержание которой включено в данный документ посредством ссылки без противоречия настоящей заявке.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Впитывающие композиты, содержащие высокие уровни супервпитывающего полимера, характеризуются увеличением проблем поддержания целостности композита. Это связано с недостаточным содержанием волокна, ограничивающего подвижность и перемещение супервпитывающего материала в композите. Это является проблемной ситуацией, поскольку существует очень сильная заинтересованность в разработке и получении тонких, эластичных, удобных впитывающих продуктов. Недостаток целостности впитывающего композита также ставит под вопрос возможность производства продуктов с высоким содержанием супервпитывающих композиционных материалов при высокой производительности технологических линий. В дополнение, после первого применения продукта перемещение супервпитывающего материала в продукте может снижать жидкостные характеристики и удобство продукта при длительном применении, включая такие проблемы, как сползание и спадание.
В дополнение, в случае более подвижного супервпитывающего материала гель на коже может стать еще большей проблемой, которую необходимо избегать. При более высоком содержании супервпитывающего материала целостность улучшали с помощью рисунка тиснения на композите либо уменьшения объема композита или применения термоплавких клеев. Тиснение или уменьшение объема, однако, повреждает супервпитывающий материал, ослабляя жидкостные свойства впитывающего продукта.
Таким образом, существует потребность в способе формирования мягкой впитывающей структуры, которая характеризуется высокой целостностью и относительно низким объемом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В целом в данном документе раскрыт способ формирования впитывающей структуры для применения во впитывающем изделии. Способ включает обеспечение формующей поверхности сердцевины, формирование впитывающего композита на формующей поверхности сердцевины, нанесение водного стабилизатора композита, содержащего стабилизирующий компонент и воду, для стабилизации впитывающей структуры. Формирование впитывающей структуры завершают без удаления воды из водного стабилизатора композита или высушивания впитывающей структуры. Супервпитывающий материал во впитывающем композите впитывает воду из водного стабилизатора композита. Впитывающий композит содержит приблизительно 70% по весу супервпитывающего материала. Важно, чтобы впитывающий композит имел высокий уровень супервпитывающих материалов, поскольку это устраняет множество проблем контроля качества, связанных с отсутствием этапа высушивания, таких как гниение или другие проблемы.
Регуляция количества стабилизирующего компонента в водном стабилизаторе композита важна для поддержания надлежащего функционирования впитывающего композита и для поддержания целостности материала. В настоящем изобретении стабилизирующий компонент наносят при норме добавления от приблизительно 1% до приблизительно 4% по весу впитывающей структуры. В желаемом варианте осуществления стабилизирующий компонент наносят при норме добавления от приблизительно 1,5% до приблизительно 2,5% по весу впитывающей структуры.
В варианте осуществления водный стабилизатор композита содержит растворенный или суспендированный стабилизирующий компонент, содержащий сополимеры винилацетата и акрилового сложного эфира, сополимеры винилацетата и этилена, сополимеры винилацетата, этилена и акрилата, сополимеры стирола, бутадиена и карбоксилата, полиакрилонитрилы и их комбинации. В варианте осуществления водный стабилизатор композита содержит от приблизительно 7,5% до приблизительно 55% по весу стабилизирующего компонента и от приблизительно 45% до приблизительно 92,5% по весу воды. В другом варианте осуществления водный стабилизатор композита содержит от приблизительно 7,5% до приблизительно 25% по весу стабилизирующего компонента. В желаемом варианте осуществления водный стабилизатор композита содержит от приблизительно 11,5% до приблизительно 15,5% по весу стабилизирующего компонента.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлен схематический вид сбоку согласно одному варианту осуществления устройства и способа для формирования впитывающей структуры.
На фиг. 2 представлен схематический вид сбоку согласно другому варианту осуществления устройства и способа для формирования впитывающей структуры.
На фиг. 3 представлена иллюстрация вида сбоку согласно одному варианту осуществления впитывающего изделия.
На фиг. 4 представлен вид сверху согласно варианту осуществления впитывающего изделия с отрезанными для ясности частями.
На фиг. 5 представлен покомпонентный вид в поперечном разрезе согласно одному варианту осуществления впитывающего изделия.
На фиг. 6 представлен покомпонентный вид в поперечном разрезе согласно другому варианту осуществления впитывающего изделия.
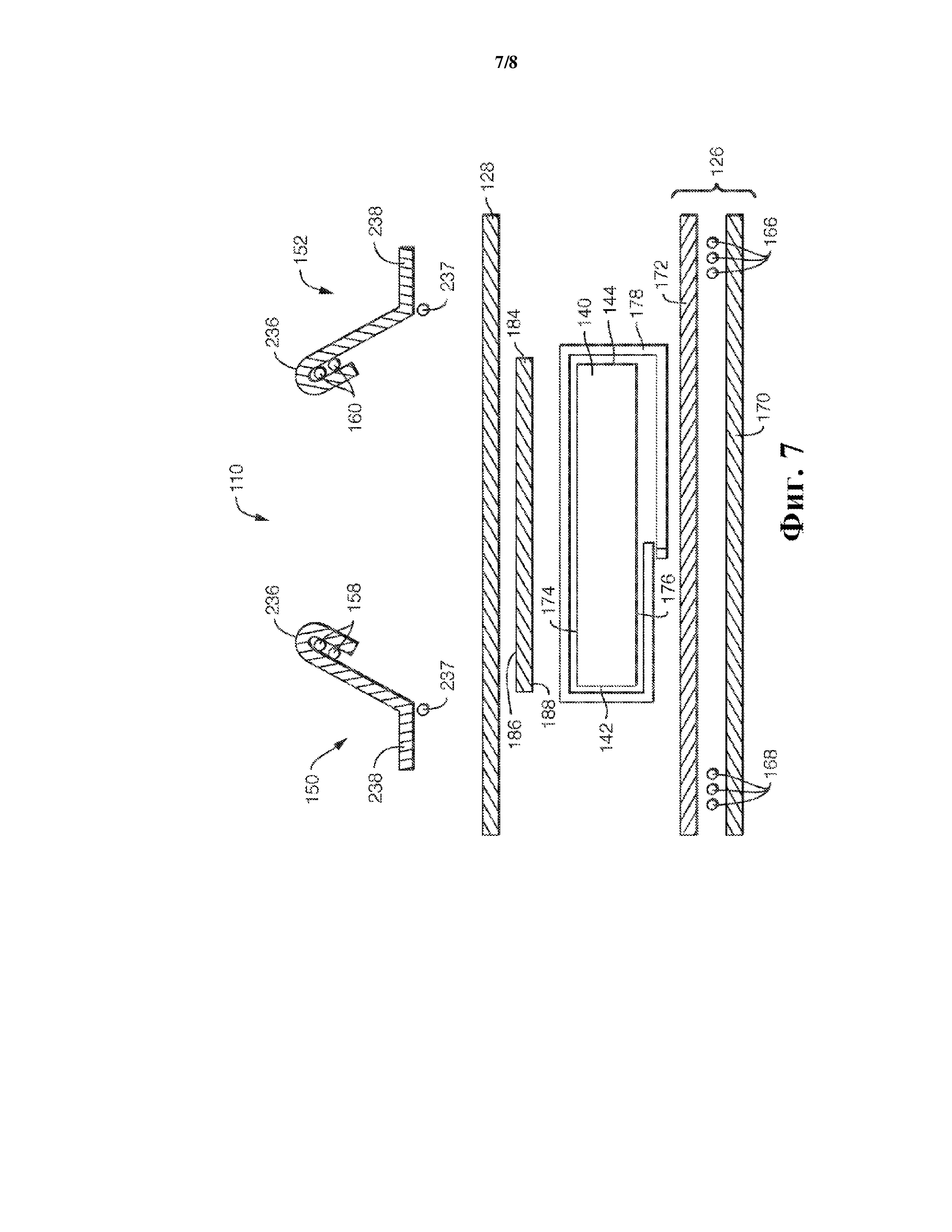
На фиг. 7 представлен покомпонентный вид в поперечном разрезе согласно другому варианту осуществления впитывающего изделия.
На фиг. 8 представлен покомпонентный вид в поперечном разрезе согласно другому варианту осуществления впитывающего изделия.
ОПРЕДЕЛЕНИЯ
Термин “впитывающее изделие” в данном документе относится к изделию, которое может быть размещено вплотную на теле или вблизи тела (т.е. в соприкосновении с телом) носителя для впитывания и удержания различных жидких, твердых и полужидких выделений, выделяемых телом. Такие описываемые в данном документе впитывающие изделия необходимо выбрасывать после ограниченного периода применения вместо стирки или другого способа восстановления для повторного применения. Необходимо понимать, что настоящее раскрытие применимо к различным одноразовым впитывающим изделиям, в том числе, без ограничения, к подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам, гигиеническим продуктам для женщин, включающим, кроме прочего, менструальные прокладки, продуктам для страдающих недержанием, предметам медицинской одежды, хирургическим прокладкам и бандажам, другим предметам личной гигиены или предметам по уходу за здоровьем и т.д., без отступления от объема настоящего раскрытия.
Термин “поглощающий слой” в данном документе относится к слою, способному принимать и временно удерживать жидкие выделения организма для замедления и диффузии выброса или излияния жидких выделений организма и последующего высвобождения жидких выделений организма из него в другой слой или слои впитывающего изделия.
Термин "связанный" в данном документе относится к сочленению, склеиванию, соединению, прикреплению и т.п. двух элементов. Два элемента будут рассматриваться в качестве связанных друг с другом, если они сочленены, склеены, соединены, прикреплены и т.п. непосредственно друг с другом или косвенно друг с другом, например, если каждый из них непосредственно связан с промежуточными элементами.
Термин “кардочесанное полотно” в данном документе относится к полотну, содержащему натуральные или синтетические штапельные волокна, как правило, имеющие значения длины волокон менее чем приблизительно 100 мм. Связки штапельных волокон можно подвергнуть процессу рыхления для разделения волокон, которые затем отправляют в процесс кардочесания, с помощью которого разделяют и объединяют волокна для их выравнивания в машинном направлении, после чего волокна осаждают на движущуюся сетку для дополнительной обработки. Такие полотна обычно подвергают какому-либо процессу связывания, такому как термосварка с помощью тепла и/или давления. Помимо или вместо этого волокна можно подвергнуть процессам склеивания для связывания волокон друг с другом, например, путем применения разновидностей порошкового клея. Кардочесанное полотно можно подвергнуть струйному скреплению, такому как водоструйное скрепление, для дополнительного сплетения волокон и, таким образом, повышения целостности кардочесанного полотна. Кардочесанные полотна, благодаря выравниванию волокон в машинном направлении, при связывании, как правило, будут иметь прочность в машинном направлении, превышающую прочность в поперечном направлении.
Применяемый в данном документе термин "пленка" относится к термопластической пленке, изготовленной с применением способа экструзии и/или формования, такого как способ экструзии пленки через щелевую головку или экструзии пленки с раздувом. Термин включает пленки с отверстиями, пленки, разрезанные на узкие ленточки, и другие пористые пленки, которые представляют собой пленки для переноса текучих сред, а также пленки, которые не переносят текучие среды, такие как, без ограничения, барьерные пленки, наполненные пленки, воздухопроницаемые пленки и ориентированные пленки.
Термин “г/см3” в данном документе относится к граммам на кубический сантиметр.
Термин “г/м2” в данном документе относится к граммам на квадратный метр.
Термин “гидрофильный” в данном документе относится к волокнам или поверхностям волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов, в свою очередь, можно описать на основании краевых углов и значений поверхностного натяжения рассматриваемых жидкостей и материалов. Оборудование и методики, подходящие для измерения смачиваемости конкретных волокнистых материалов или смесей волокнистых материалов, могут быть представлены системой для анализа сил поверхностного натяжения Cahn SFA-222 или практически эквивалентной системой. При измерении с помощью данной системы волокна с краевыми углами менее 90 градусов обозначают как “смачиваемые” или гидрофильные, а волокна с краевыми углами, превышающими 90 градусов, обозначают как “несмачиваемые” или гидрофобные.
Термин “непроницаемый для жидкости” в данном документе относится к слою или многослойному слоистому материалу, в котором жидкие выделения организма, такие как моча, не будут проходить через слой или слоистый материал, при обычных условиях применения, в направлении, обычно перпендикулярном плоскости слоя или слоистого материала в точке контакта с жидкостью.
Термин “проницаемый для жидкости” в данном документе относится к любому материалу, который не является непроницаемым для жидкости.
Термин “мелтблаун” в данном документе относится к волокнам, сформированным посредством экструзии расплавленного термопластического материала через множество мелких, обычно круглых, капилляров формы в виде расплавленных нитей или элементарных нитей в сходящихся высокоскоростных нагретых потоках газа (например, воздуха), которые способствуют уменьшению диаметра элементарных нитей из расплавленного термопластического материала, которые могут характеризоваться диаметром микроволокон. Затем волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на принимающую поверхность с формированием полотна из распределенных в произвольном порядке волокон мелтблаун. Такой способ раскрыт, например, в патенте США № 3849241, Butin et al., который включен в данный документ с помощью ссылки. Волокна мелтблаун являются микроволокнами, которые могут быть непрерывными или дискретными, обычно имеют толщину меньше чем приблизительно 0,6 денье, а также могут быть клейкими и самосвязывающимися при осаждении на принимающую поверхность.
Термин “нетканый” в данном документе относится к материалам и полотнам из материала, которые сформированы без помощи способа тканья или вязания ткани. Материалы и полотна из материалов могут иметь структуру отдельных волокон, элементарных нитей или нитей (совместно называемых “волокнами”), которые могут быть переслаивающимися, но не поддающимися опознаванию таким способом, как в случае вязаного текстильного материала. Нетканые материалы или полотна можно сформировать с помощью многих способов, таких как, без ограничения, способы создания мелтблаун ("фильерно-раздувные"), способы создания спанбонд ("фильерные"), способы создания кардочесанного полотна и т.д.
Термин “податливый” в данном документе относится к материалам, которые деформируются и которые будут легко приходить в соответствие с общей формой и контурами одежды носителя.
Термин “спанбонд” в данном документе относится к волокнам малого диаметра, которые формируют путем экструзии расплавленного термопластического материала в виде элементарных нитей из множества мелких капилляров экструдера для производства искусственного волокна с круглой или другой конфигурацией, при этом диаметр экструдированных элементарных нитей затем легко уменьшают с помощью традиционного способа, такого как, например, эжекторное вытягивание, и способов, которые описаны в патенте США № 4340563, Appel et al., в патенте США № 3692618, Dorschner et al., в патенте США № 3802817, Matsuki et al., в патентах США № 3338992 и № 3341394, Kinney, в патенте США № 3502763, Hartmann, в патенте США № 3502538, Peterson, и в патенте США № 3542615, Dobo et al., каждый из которых включен в данный документ с помощью ссылки в полном его объеме. Волокна спанбонд обычно являются непрерывными и зачастую имеют средние значения толщины в денье, превышающие приблизительно 0,3, и согласно одному варианту осуществления от приблизительно 0,6, 5 и 10 до приблизительно 15, 20 и 40. Волокна спанбонд обычно не являются клейкими при их осаждении на принимающую поверхность.
Термин “супервпитывающий” в данном документе относится к набухающему в воде, нерастворимому в воде органическому или неорганическому материалу, способному, при наиболее благоприятных условиях, впитывать по меньшей мере приблизительно в 15 раз больше своего веса и согласно одному варианту осуществления по меньшей мере приблизительно в 30 раз больше своего веса, в водном растворе, содержащем 0,9 весового процента хлорида натрия. Супервпитывающими материалами могут быть натуральные, синтетические и модифицированные натуральные полимеры и материалы. Кроме того, супервпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры.
Термин "термопластический" в данном документе относится к полимерному материалу, который становится податливым или пластичным выше конкретной температуры и возвращается в твердое состояние при охлаждении.
ПОДРОБНОЕ ОПИСАНИЕ
В целом в данном документе раскрыт способ формирования впитывающей структуры для применения во впитывающем изделии. Способ включает обеспечение формующей поверхности сердцевины, формирование впитывающего композита на формующей поверхности сердцевины, нанесение водного стабилизатора композита, содержащего стабилизирующий компонент и воду, для стабилизации впитывающей структуры. Формирование впитывающей структуры завершают без удаления воды из водного стабилизатора композита или высушивания впитывающей структуры. Супервпитывающий материал во впитывающем композите впитывает воду из водного стабилизатора композита. Впитывающий композит содержит приблизительно 70% по весу супервпитывающего материала.
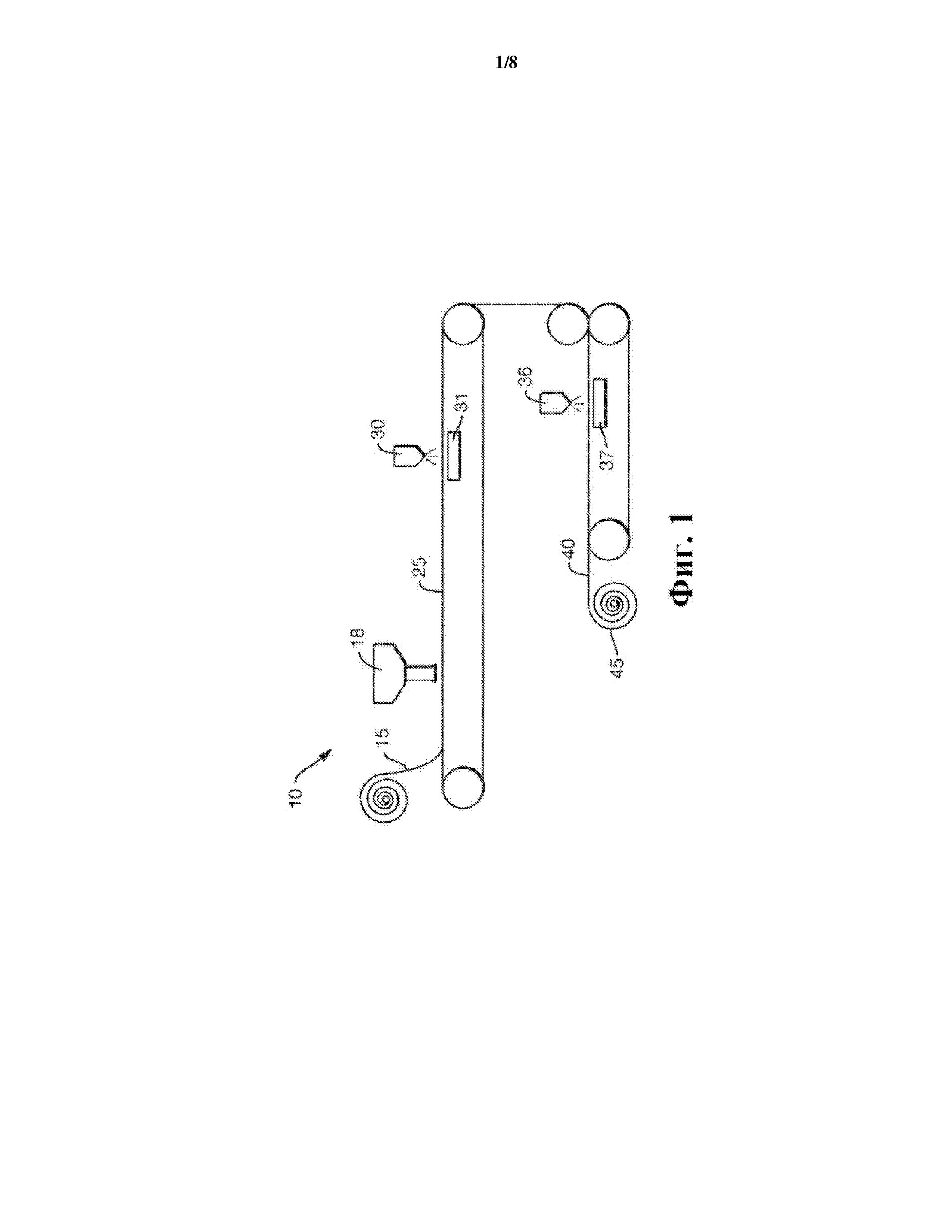
На фиг. 1 проиллюстрирован вариант осуществления системы 10 для производства впитывающей структуры по настоящему изобретению, описанной в данном документе. Формующая поверхность 15 может представлять собой подложку, такую как слой обертки сердцевины, более подробно описанный ниже. В качестве альтернативы, формующая поверхность 15 может представлять собой одну или несколько формующих камер, имеющих вращающиеся вакуум-формующие барабаны. Несколько формующих камер необязательно могут иметь комбинации плоских проволочных формующих поверхностей и формующих поверхностей вращающихся барабанов. Например, на фиг. 2 проиллюстрирована формующая камера, образованная за счет использования вакуум-формующего барабана. Желательно, чтобы давление вакуума было установлено на значение от приблизительно 249 Па (приблизительно 1 дюйма водяного столба) до приблизительно 12,4 кПа (приблизительно 50 дюймов водяного столба).
Впитывающий композит 25 можно осаждать на формующую поверхность 15 с помощью распределителя 18. В одном варианте осуществления абсорбирующий композит 25 может состоять из материала полотна из гидрофильных волокон, целлюлозных волокон (например, волокон древесной массы), натуральных волокон, синтетических волокон, тканых или нетканых листов, холщовой сетки или других стабилизирующих структур, супервпитывающего материала, связующих материалов, поверхностно-активных веществ, определенных гидрофобных и гидрофильных материалов, пигментов, лосьонов, дезодорирующих веществ и т.п., а также их комбинаций. В желаемом варианте осуществления абсорбирующий композит 25 может представлять собой матрицу из целлюлозного ворса и супервпитывающего материала.
В одном варианте осуществления впитывающий композит 25 может быть выполнен из одного слоя материалов или, согласно альтернативному варианту, может быть выполнен из двух слоев материалов или более. В одном варианте осуществления абсорбирующий композит 25 может представлять собой однородную матрицу из ворса из целлюлозной массы и супервпитывающего материала. В варианте осуществления, в котором впитывающий композит 25 имеет два слоя, впитывающий композит 25 может иметь лицевой по отношению к носителю слой, предпочтительно состоящий из гидрофильных волокон, и лицевой по отношению к предмету одежды слой, предпочтительно состоящий, по меньшей мере отчасти, из материала с высокой впитывающей способностью, обычно известного как супервпитывающий материал. В таком варианте осуществления лицевой по отношению к носителю слой впитывающего композита 25 предпочтительно может состоять из целлюлозного ворса, такого как ворс из древесной целлюлозы, а лицевой по отношению к предмету одежды слой впитывающего композита 40 предпочтительно может состоять из супервпитывающего материала или смеси целлюлозного ворса и супервпитывающего материала. В результате лицевой по отношению к носителю слой может обладать более низкой впитывающей способностью на единицу веса, чем лицевой по отношению к предмету одежды слой. Лицевой по отношению к носителю слой в альтернативном случае может состоять из смеси гидрофильных волокон и супервпитывающего материала. Также предусматривается, что лицевой по отношению к предмету одежды слой может состоять только из супервпитывающего материала, без отступления от объема настоящего раскрытия. Также предусматривается, что в одном варианте осуществления каждый из слоев, лицевой по отношению к носителю и лицевой по отношению к предмету одежды слой, может содержать супервпитывающий материал, так что впитывающие способности двух супервпитывающих материалов могут отличаться и могут придавать впитывающему композиту 25 впитывающую способность, которая в лицевом по отношению к носителю слое отличается от таковой в лицевом по отношению к предмету одежды слое.
Во впитывающем композите 25 можно применять различные типы смачиваемых, гидрофильных волокон. Примеры подходящих волокон включают натуральные волокна; целлюлозные волокна; сшитые целлюлозные волокна; синтетические волокна, состоящие из целлюлозы или производных целлюлозы, такие как целлюлозные химические волокна; неорганические волокна, состоящие из смачиваемого по своей природе материала, такого как стекловолокна; синтетические волокна, полученные из смачиваемых по своей природе термопластических полимеров, такие как конкретные полиэфирные или полиамидные волокна, или состоящие из несмачиваемых термопластических полимеров, такие как полиолефиновые волокна, поверхностям которых была придана гидрофильность с помощью подходящих средств. Поверхностям волокон можно придать гидрофильность, например, посредством обработки поверхностно-активным веществом, обработки силикагелем, обработки материалом, который характеризуется наличием подходящего гидрофильного фрагмента и который нельзя легко удалить с волокна, или посредством нанесения на несмачиваемое гидрофобное волокно оболочки из гидрофильного полимера в процессе формирования волокна или после этого. Например, одним подходящим типом волокна является древесная целлюлоза, которая представляет собой выбеленную сульфатную древесную целлюлозу с высокой впитывающей способностью, содержащую, в основном, волокна из мягких пород древесины. Тем не менее, древесную целлюлозу можно заменить другими волоконными материалами, такими как синтетические, полимерные волокна или волокна мелтблаун, или комбинацией волокон мелтблаун и натуральных волокон. Согласно одному варианту осуществления целлюлозный ворс может включать смесь ворса из древесной целлюлозы.
Впитывающий композит 25 может быть сформирован способом сухого формования, способом воздушного формования и т.п., а также их комбинациями. Способы и устройство для осуществления таких способов хорошо известны из уровня техники.
Подходящие супервпитывающие материалы могут быть выбраны из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Супервпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры. Сшивание может представлять собой образование ковалентной, ионной, ван-дер-ваальсовой или водородной связи. Как правило, супервпитывающий материал может впитывать количество жидкости, по меньшей мере в десять раз превышающее его вес. В одном варианте осуществления супервпитывающий материал может впитывать количество жидкости, более чем в сорок раз превышающее его вес. Примеры супервпитывающих материалов включают полиакриламиды, поливиниловый спирт, сополимеры этилена и малеинового ангидрида, поливиниловые эфиры, гидроксипропилцеллюлозу, карбоксиметилцеллюлозу, поливинилморфолинон, полимеры и сополимеры винилсульфоновой кислоты, полиакрилаты, полиакриламиды, поливинилпирролидон и т.п. Дополнительные полимеры, подходящие в качестве супервпитывающего материала, включают гидролизованный привитой сополимер крахмала и акрилонитрила, привитой сополимер крахмала и акриловой кислоты, полиакрилаты и сополимеры изобутилена и малеинового ангидрида и их смеси. Супервпитывающий материал может иметь форму дискретных частиц. Дискретные частицы могут иметь любую необходимую форму, например спиральную или полуспиральную, кубическую, стержневидную, полиэдрическую и т.д. Также для применения согласно настоящему изобретению предусмотрены формы с наибольшим соотношением наибольший размер/наименьший размер, такие как иглы, чешуйки и волокна. Также во впитывающем композите 25 можно применять конгломераты частиц супервпитывающих материалов.
В одном варианте осуществления впитывающий композит 25 может содержать по меньшей мере приблизительно 70% по весу супервпитывающего материала. В одном варианте осуществления впитывающий композит 25 может содержать по меньшей мере от приблизительно 70 до приблизительно 100% по весу супервпитывающего материала. Примеры супервпитывающего материала включают, без ограничения, FAVOR SXM-9500 или его эквивалент, доступные от Evonik Industries, Гринсборо, Северная Каролина, США, и HYSORB 8760 или его эквивалент, доступные от BASF Corporation, Шарлотт, Северная Каролина, США. Как правило, впитывающий композит имеет основной вес от 200 до 1000 граммов на квадратный метр.
На этой стадии способа впитывающий композит 25 имеет очень низкую целостность и требует стабилизации. Впитывающий композит 25 проходит по формующей поверхности 15, и при желании впитывающий композит 25 вначале можно пропускать через подходящий распределитель 30, такой как распыляющий наконечник, ракель, роликовый прикатчик и т.п., где водный стабилизатор композита наносят на поверхность рыхлого полотна. Вакуум, применяемый в сифонном ящике 31, расположенном под распределителем 30, способствует втягиванию стабилизатора впитывающего композита во впитывающий композит 25. Распределитель или устройство для нанесения по ширине практически совпадают с впитывающим композитом 25, и на впитывающий композит предпочтительно наносят по сути равномерное покрытие из водного стабилизатора композита. Водный стабилизатор композита, тем не менее, можно наносить в качестве покрытия неравномерно, произвольно или по трафарету, и поскольку в основе водного стабилизатора композита лежит вода, он будет диффундировать во всем впитывающем композите 25 и функционировать в качестве связующего вещества. Меру или степень проникновения водного стабилизатора композита во впитывающий композит 25 регулируют путем регуляции количества наносимого водного стабилизатора композита и путем регуляции вакуума, применяемого к полотну, поскольку вакуум способствует втягиванию водного стабилизатора композита в полотно. Водный стабилизатор композита обычно наносят в виде водной эмульсии. Покрывать обе поверхности впитывающего композита водным стабилизатором композита необязательно, и это можно легко осуществить путем реверсивной прокатки полотна, так что верхняя поверхность у распределителя 30 становится нижней поверхностью. Таким образом, впитывающий композит 25 проходит ко второму распределителю 36, имеющему сифонный ящик 37, где водный стабилизатор композита теперь наносится на противоположную сторону с формированием в результате этого впитывающей структуры 40. Для нанесения водного стабилизатора композита на обе стороны впитывающего композита специалист в данной области может применять другие конфигурации.
В случае применения слоя обертки сердцевины в качестве формующей поверхности 15 после осаждения впитывающего композита 25 на поверхность слой обертки сердцевины можно свернуть внахлест и затем скрепить с помощью, например, тепла, термоплавкого клея и/или давления. В качестве альтернативы, слой обертки сердцевины может состоять из отдельных листов материала, которые могут быть использованы для частичного или полного охвата впитывающего композита и которые могут быть скреплены вместе с помощью средства скрепления, такого как установка ультразвуковой сварки или другое средство образования термохимической связи, или с помощью клея. Водный стабилизатор композита можно распылять на слой обертки сердцевины или непосредственно на полотно впитывающего композита.
В варианте осуществления водный стабилизатор композита содержит растворенный или суспендированный стабилизирующий компонент. Стабилизирующий компонент может содержать сополимеры винилацетата и акрилового сложного эфира, сополимеры винилацетата и этилена, сополимеры винилацетата, этилена и акрилата, сополимеры стирола, бутадиена и карбоксилата, а также полиакрилонитрилы. В варианте осуществления водный стабилизатор композита содержит от приблизительно 7,5% до приблизительно 55% по весу стабилизирующего компонента и от приблизительно 45% до приблизительно 92,5% по весу воды. В другом варианте осуществления водный стабилизатор композита содержит от приблизительно 7,5% до приблизительно 25% по весу стабилизирующего компонента. В желаемом варианте осуществления водный стабилизатор композита содержит от приблизительно 11,5% до приблизительно 15,5% по весу стабилизирующего компонента. Подходящие сополимеры для применения в водном стабилизаторе композита включают VINNAPAS® EZ 123, VINNAPAS® EAF 68, VINNAPAS® 920, VINNAPAS® EF 539, VINNAPAS® EF 101 или их эквиваленты, коммерчески доступные от Wacker Chemie AG, Мюнхен, Германия. Другие подходящие дисперсии могут включать Cariflex IR 0401 или его эквивалент, коммерчески доступные от Kraton Polymers U.S. LLC, Хьюстон, Техас, США.
Как обсуждалось выше, регуляция количества стабилизирующего компонента в водном стабилизаторе композита важна для поддержания надлежащего функционирования впитывающего композита 25 и для поддержания целостности материала. В варианте осуществления стабилизирующий компонент наносят при норме добавления от приблизительно 1% до приблизительно 4% по весу впитывающего композита. В желаемом варианте осуществления стабилизирующий компонент наносят при норме добавления от приблизительно 1,5% до приблизительно 2,5% по весу впитывающего композита.
Полученная в результате впитывающая структура 40 характеризуется достаточной целостностью, так что ее можно разрезать, раскатать или включить в состав впитывающего изделия, и при этом она все еще будет влажной. В другом варианте осуществления впитывающую структуру не отверждают для придания целостности структуре. Как показано, впитывающая структура 40 захватывается валиком 45 и может применяться в качестве сырья для конечного продукта такого типа, как подробно описанный ниже. В качестве альтернативы, впитывающая структура 40 может быть непосредственно включена в состав готового продукта.
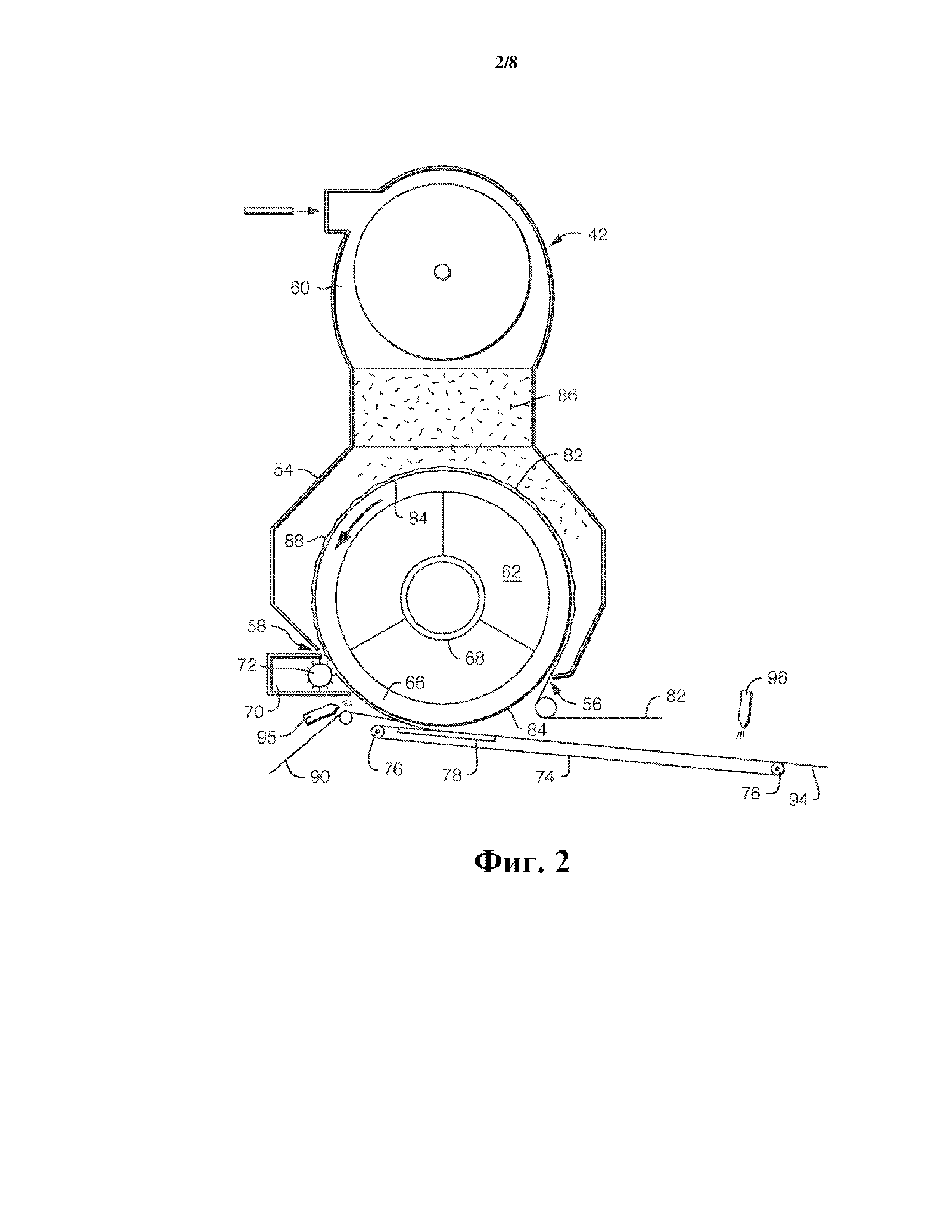
Другой вариант осуществления системы производства 42 для формирования впитывающей структуры проиллюстрирован на фиг. 2. Система производства 42, показанная на фиг. 2, представляет собой традиционное устройство для воздушного формования, принцип действия и конструкция которого известны специалистам в данной области. Также понятно, что полотно впитывающего композита может быть получено иначе, нежели с помощью устройства для воздушного формования, как, например, с помощью устройства для воздушной укладки, устройства для совместного формования или другого подходящего устройства для формования, и при этом оставаться в пределах объема настоящего изобретения.
Система производства 42 предусматривает совместное формование первого полотна 82 на формующей поверхности 84, осаждение впитывающего материала 86 на первое полотно 82 с формированием цельного впитывающего композита 88 и присоединение второго полотна 90, расположенного напротив первого полотна 82, с формированием впитывающей структуры 94, где впитывающий композит 88 расположен между первым полотном 82 и вторым полотном 90.
Система 42 и устройство по настоящему изобретению могут иметь формующую камеру 54, по которой движется формующая поверхность 84. Формующая камера 54 имеет назначенную входную часть 56 и назначенную выходную часть 58. Источник волокон, как, например, представленный установкой для выработки волокна 60, может быть выполнен с возможностью подачи волокнистого материала в формующую камеру 54, и генератор вакуума или другой источник вакуума может быть выполнен с возможностью обеспечения рабочего состояния вакуума при относительно низком давлении в вакуумной трубчатой коллекторной системе 62. В проиллюстрированной конфигурации установка для выработки волокна 60 может быть представлена ротационной молотковой дробилкой или вращающимся гребком с деревянными зубьями. Также при желании можно использовать другие установки для выработки волокна. Другие составляющие материалы для получения впитывающего композита 88 также могут доставляться в формующую камеру 54. Например, частицы или волокна супервпитывающего материала также вводят в формующую камеру 54 путем использования традиционных механизмов, таких как трубы, каналы, разделители, наконечники и т.п., а также их комбинаций. В иллюстративной показанной конфигурации супервпитывающий материал может быть доставлен в формующую камеру 54. Волокна, частицы и другие желаемые материалы впитывающей сердцевины могут увлекаться любой подходящей газообразной средой. В одном варианте осуществления впитывающий композит 88 может содержать по меньшей мере приблизительно 70% по весу супервпитывающего материала. В одном варианте осуществления впитывающий композит 88 может содержать по меньшей мере от приблизительно 70 до приблизительно 100% по весу супервпитывающего материала.
По мере того как формующая поверхность 84 поступает в формующую камеру 54 и затем проходит через нее, составляющие материалы впитывающего композита 88, как, например, волокнистый материал, функционально переносятся или транспортируются увлекающим потоком воздуха, который пропускают через первое полотно 82 и формующую поверхность 84. Вакуум-образующую систему низкого давления обычно конструируют и размещают для обеспечения желаемого потока воздуха через первое полотно 82 и формующую поверхность 84. Такие вакуум-формующие системы хорошо известны из уровня техники.
Поток увлекаемых воздухом впитывающих материалов 86 может проходить через формующую камеру 54 для осаждения на первом полотне 82, уложенном поверх формующей поверхности 84. Формующая камера 54 может служить для направления и концентрирования увлекаемых воздухом впитывающих материалов 86 и для получения желаемого профиля скорости в увлекаемом воздухом потоке впитывающих материалов 86. Формующая камера 54 обычно закреплена подходящими структурными элементами, которые в совокупности образуют опорную раму для формующей камеры. Рама при необходимости или по желанию может быть прикреплена к другим подходящим структурным компонентам и/или сочленена с ними.
Формующая поверхность 84 может обеспечиваться любым подходящим механизмом. В иллюстративной показанной конфигурации формующая поверхность 84 обеспечивается формующим барабаном 66. Также можно использовать другие традиционные способы обеспечения формующей поверхности 84. Например, формующая поверхность 84 может обеспечиваться бесконечной формующей лентой.
В иллюстративной показанной конфигурации формующая барабанная система функционально обеспечивает движущуюся формующую поверхность 84. Более конкретно, движущаяся перфорированная формующая поверхность 84 может обеспечиваться наружной периферической поверхностной областью вращающегося формующего барабана 66. Формующий барабан 66 вращается в определенном направлении вращения и может вращаться благодаря использованию приводного вала барабана, который функционально соединен с любым подходящим приводным механизмом (не показан). Например, приводной механизм может содержать электрический или иной двигатель, непосредственно или косвенно соединенный с приводным валом. Хотя на показанной схеме представлен формующий барабан, выполненный с возможностью вращения в направлении против часовой стрелки, будет очевидно, что формующий барабан в альтернативном случае может быть выполнен с возможностью вращения в направлении по часовой стрелке. Подходящие формующий барабан и формующая система изложены в патенте США № 6630096, Venturino et al., выданном 7 октября 2003 г., который включен в данный документ посредством ссылки во всей своей полноте в той степени, в которой он согласуется с данным документом.
В проиллюстрированном варианте осуществления под воздействием вакуум-образующего источника транспортирующий поток воздуха пропускают через первое полотно 82 и перфорированную формующую поверхность 84 во внутреннюю часть формующего барабана 66 и затем выпускают из барабана через трубопровод для подачи вакуума 68. По мере падения увлекаемых воздухом впитывающих материалов 86 на первое полотно 82 воздушный компонент проходит через первое полотно 82 и формующую поверхность 84, и впитывающие материалы 86 остаются на первом полотне 82 с формированием на нем нетканого цельного впитывающего композита 88. В проиллюстрированных вариантах осуществления показан непрерывно формирующийся цельный впитывающий композит 88, формирующийся на первом полотне 82. Однако специалисты в данной области легко поймут, что в альтернативном случае на первом полотне 82 могут формироваться дискретные впитывающие сердцевины, так что между впитывающими сердцевинами имеется пространство. Таким образом, в случаях, когда в данном документе используется термин “впитывающий композит” или “цельный впитывающий композит”, в различных вариантах осуществления в равной степени применим термин “дискретная впитывающая сердцевина” или “дискретная цельная впитывающая сердцевина”. Подходящие способы формирования дискретных впитывающих сердцевин раскрыты в заявке на патент США, зарегистрированной как № 11/215876, Wisneski et al., под названием “Method and Apparatus for Making Absorbent Article With Core Wrap” и поданной 30 августа 2005 г., которая включена в данный документ посредством ссылки во всей своей полноте в той степени, в которой она согласуется с данным документом.
В области выхода 58 из формующей камеры 54 необязательно может быть расположена система зачистки. Система зачистки может иметь камеру для зачистки 70 и зачищающий валок 72, расположенный в камере для зачистки. Зачищающий валок может сдирать избыток впитывающего материала 86 с впитывающего композита 88, и удаленные волокна можно выводить из камеры для зачистки 70 с помощью подходящего выпускного трубопровода, хорошо известного из уровня техники. Удаленный впитывающий материал 86 можно, например, при желании возвращать в формующую камеру 54 или установку для выработки волокна 60. Дополнительно, зачищающий валок может перегруппировывать и перераспределять материал полотна вдоль продольного машинного направления полотна и/или вдоль бокового поперечного направления волокна.
Вращающийся зачищающий валок может быть функционально соединен и сочленен с подходящим вальным элементом и может приводиться в движение подходящей приводной системой (не показана). Зачищающая валковая система может представлять собой традиционный механизм обрезки для удаления или перераспределения любой избыточной толщины в направлении вдоль оси z впитывающего композита 88, который был осажден на первое полотно 82. Поверхность зачищающего валка можно подобрать для обеспечения желаемого контура вдоль зачищенной поверхности впитывающего композита 88. Зачищающий валок может, например, быть выполнен с возможностью обеспечения по сути плоской поверхности вдоль зачищенной поверхности впитывающего композита 88. Зачищающий валок может необязательно быть выполнен с возможностью обеспечения неплоской поверхности. Зачищающий валок 72 расположен на определенном расстоянии рядом с формующей поверхностью 84, и формующая поверхность 84 перемещается за зачищающий валок. Традиционный транспортирующий механизм, такой как всасывающий вентилятор (не показан), может отводить удаленный волокнистый материал от формируемого впитывающего композита 88 и из камеры для зачистки 70.
Зачищающий валок 72 может вращаться в направлении, которое обеспечивает движение контактной поверхности зачищающего валка в противоположном направлении, то есть противоположно направлению движения впитывающего композита 88. В качестве альтернативы, зачищающий валок 72 может вращаться сонаправленно, то есть в том же направлении, в котором движется впитывающий композит 88. В любом случае скорость вращения зачищающего валка 72 следует надлежащим образом выбрать для обеспечения эффективного зачищающего действия в отношении контактной поверхности формируемого впитывающего композита 88. Аналогично, вместо зачищающей валковой установки можно использовать любой другой подходящий механизм обрезки для обеспечения отрезающего или сдирающего действия в отношении уложенного волокнистого полотна посредством относительного перемещения волокнистого полотна и выбранного механизма обрезки. Подходящая система зачистки изложена в патенте США № 6627130, Kugler et al., выданном 30 сентября 2003 г., который включен в данный документ посредством ссылки во всей своей полноте в той степени, в которой он согласуется с данным документом (т.е. не противоречит ему).
После формирования впитывающего композита 88 второе полотно 90 укладывают поверх впитывающего композита 88 и первого полотна 82, оба из которых при этом выполнены соответствующими формующей поверхности 84. Второе полотно 90 затем соединяют с первым полотном 82, которое при этом по-прежнему соответствует формующей поверхности 84, с формированием завершенного полотна впитывающего композита 88. Затем путем вращения барабана сформированное полотно впитывающего композита 88 можно удалить с формующей поверхности 84. Операция удаления может обеспечиваться весом полотна впитывающего композита 88, центробежной силой, положительным давлением воздуха или их комбинациями. Положительное давление воздуха может обеспечиваться, например, источником сжатого воздуха или вентилятором, создающим поток нагнетаемого воздуха, который прикладывает силу, направленную наружу от формующей поверхности.
Часть формующей поверхности 84, несущая полотно впитывающего композита 88, может перемещаться в необязательную зону отдувки под давлением формующей барабанной системы. В зоне отдувки воздух может подаваться под давлением и направляться в радиальном направлении наружу от полотна впитывающего композита 88 на части формующей поверхности, прирабатываемой к зоне отдувки. Давление газа может обеспечить быстрое отделение полотна впитывающего композита 88 от формующей поверхности 84, и полотно впитывающего композита 88 можно перенести от формующей поверхности на подходящий транспортирующий механизм.
Транспортер полотна может принимать полотно впитывающего композита 88 из формующего барабана 66 и транспортировать полотно впитывающего композита 88 для дальнейшей обработки. В различных вариантах осуществления части полотна впитывающего композита 88, такие как первое полотно 82 и/или второе полотно 90, могут быть свернуты для скрепления краев впитывающей структуры 94.
Подходящие транспортеры полотна могут, например, включать конвейерные ленты, вакуумные барабаны, валики для транспортировки, электромагнитные подвесные конвейеры, гидравлические подвесные конвейеры и т.п., а также их комбинации. Как показано в качестве иллюстрации, транспортер полотна может быть представлен системой, имеющей проиллюстрированную бесконечную конвейерную ленту 74, расположенную на валиках 76. В конкретной конфигурации по настоящему изобретению вакуумный сифонный ящик 78 может находиться под конвейерной лентой 74 для способствования удалению полотна впитывающего композита с формующей поверхности 84. Вакуумный ящик 78 открывается в сторону ленты 74, и всасываемый воздух из вакуумного ящика может проводить поток воздуха через перфорационные отверстия в конвейерной ленте. Действие этого потока воздуха может, в свою очередь, быть направлено на отведение полотна впитывающего композита 88 от формующей поверхности. Вакуумный ящик можно использовать с применением положительного давления в зоне отдувки или без него.
На формующей поверхности 84 полотно впитывающего композита имеет очень низкую целостность и требует стабилизации. Впитывающий композит 88 проходит по формующей поверхности 84, и при желании впитывающий композит вначале можно пропускать через подходящий распределитель 95, такой как распыляющий наконечник, ракель, роликовый прикатчик и т.п., где водный стабилизатор композита наносят на поверхность рыхлого полотна. Применение вакуума под первым распределителем 95 способствует втягиванию стабилизатора впитывающего композита в полотно. Первый распределитель 95 или устройство для нанесения по ширине практически совпадают с впитывающим композитом, и на впитывающий композит предпочтительно наносят по сути равномерное покрытие из водного стабилизатора композита. Водный стабилизатор композита, тем не менее, можно наносить в качестве покрытия неравномерно, произвольно или по трафарету, и поскольку в основе водного стабилизатора композита лежит вода, он будет повсеместно диффундировать во впитывающем композите и функционировать в качестве связующего вещества.
В некоторых вариантах осуществления первый распределитель 95 имеет по меньшей мере один наконечник, имеющий отверстие для выпуска из него водного стабилизатора композита. В некоторых вариантах осуществления наконечники имеют несколько отверстий для газа для выпуска газа из них. В предпочтительном варианте осуществления используются наконечники для безвоздушного распыления. Распылительное устройство может иметь наконечник в сборе с множеством наконечников, осаждающих водный стабилизатор композита на поверхность впитывающей сердцевины. Множество наконечников может определяться как набор наконечников, проходящих по ширине формируемой впитывающей сердцевины, и может осаждать водный стабилизатор композита по ширине впитывающей сердцевины.
В некоторых вариантах осуществления целесообразно направлять распыляемый водный стабилизатор композита приблизительно на 5 мм к центру от наружного края полотна впитывающего композита. Распыление стабилизатора впитывающего композита преимущественно в центре впитывающего композита имеет минимальное отрицательное влияние при испытании на общую стабильность прокладки, но значительно уменьшает проблемы излишнего распыления. Это может способствовать уменьшению загрязнения устройства в результате излишнего распыления и проявлений слабого характера распыления.
Меру или степень проникновения водного стабилизатора композита во впитывающий композит 88 можно регулировать путем регуляции количества наносимого водного стабилизатора композита и путем регуляции давления в наконечнике или вакуума, применяемого к впитывающему композиту 88, поскольку вакуум способствует втягиванию водного стабилизатора композита во впитывающий композит 88. Покрывать обе поверхности впитывающего композита водным стабилизатором композита необязательно. Таким образом, впитывающий композит проходит ко второму распределителю 96, где водный стабилизатор композита теперь наносится на противоположную сторону с формированием в результате этого впитывающей структуры 94 дальше по ходу движения от формующей системы 42. В некоторых желательных вариантах осуществления дальше по ходу движения от формующей системы 42 используется только второй распределитель 96.
Впитывающая структура необязательно при желании может формироваться с использованием дополнительных этапов способа в формующей системе 42. Например, впитывающую структуру можно необязательно направлять через устройство для уменьшения объема (не показано), где будет уменьшена ее толщина. В дополнение, можно использовать устройство резки прокладок (не показано) для рассекания или разрезания полотна впитывающих структур на отдельные и дискретные впитывающие структуры. В некоторых желательных вариантах осуществления второй распределитель 96 находится дальше по ходу движения от таких дополнительных компонентов.
В варианте осуществления первый и второй распределители 95, 96 могут иметь один распыляющий наконечник. В варианте осуществления первый и второй распределители 95, 96 могут иметь более одного наконечника. Один такой вариант осуществления будет включать три распыляющих наконечника, имеющих регистрационную и импульсную систему. В этом варианте осуществления с помощью центрального наконечника будут непрерывно наносить водный впитывающий композит на центральную часть впитывающего композита, а с помощью наружных наконечников будут осуществлять импульсное нанесение количества водного впитывающего композита, соответствующее ушкам или наружным краям полотна впитывающего композита. Это обеспечивает формирование впитывающих структур, имеющих определенную форму.
После формирования впитывающей структуры впитывающая структура может быть включена в состав впитывающего изделия. Различные способы изготовления впитывающего изделия описаны в заявке на патент США № 14/062278, поданной 24 октября 2013 г. Ruman et al.; заявке на патент США № 14/068918, поданной 31 октября 2013 г. Sina et al.; заявке на патент США № 14/068913, поданной 31 октября 2013 г. Bennett et al.; публикации международной заявки на патент WO 00/37009, опубликованной 29 июня 2000 г., A. Fletcher et al.; патенте США № 4940464, выданном 10 июля 1990 г. Van Gompel et al.; патенте США № 5766389, выданном 16 июня 1998 г. Brandon et al., и патенте США № 6645190, выданном 11 ноября 2003 г. Olson et al., включенных в данный документ посредством ссылки.
Полученное в результате полотно впитывающей структуры 94 по-прежнему содержит воду, но тем не менее характеризуется достаточной целостностью и может быть раскатано или разрезано на отдельные впитывающие структуры для включения в состав впитывающего изделия без дополнительного высушивания для удаления воды по причине наличия стабилизатора впитывающего композита. Специалист в данной области будет согласно ожиданиям полагаться на этап отверждения или нагревания для достижения целостности впитывающего композита после нанесения водного стабилизатора композита. В дополнение, специалист в данной области будет ожидать полного высушивания материала для предотвращения образования гнили. Высокое процентное содержание супервпитывающего материала во впитывающем композите обеспечивает высушивание и предотвращает образование гнили.
Нанесение водного стабилизатора композита на впитывающие композиты, содержащие супервпитывающий материал в высоких концентрациях, неожиданно приводит к быстрому достижению целостности в процессе производства в связи с быстрым впитыванием воды из водного стабилизатора композита супервпитывающим материалом. По мере добавления водного стабилизатора композита на поверхность впитывающего композита стабилизирующий компонент водного стабилизатора композита проникает внутрь во всем водном композите. Супервпитывающий материал во впитывающем композите впитывает воду из водного стабилизатора композита, оставляя стабилизирующий компонент покрывающим волокна впитывающего композита. За счет этого волокна впитывающего композита связываются вместе, обеспечивая, таким образом, требуемую целостность впитывающего композита.
По мере поглощения супервпитывающим материалом воды из водного стабилизатора композита формируется сухой впитывающий композит. Этот сухой впитывающий композит может быть включен в состав продукта, упаковываемого без дополнительного высушивания. Добавление воды для частичного увлажнения супервпитывающего материала незначительно влияет на способность впитывающей сердцевины к впитыванию большего количества водной жидкости. Супервпитывающий материал обычно уже увлажнен на от приблизительно 5% до приблизительно 10% при помещении во впитывающие изделия. Путем добавления водного стабилизатора композита впитывающий композит может быть увлажнен на от приблизительно 5% до приблизительно 80%. Однако данный уровень увлажнения не предотвращает впитывание жидкостей впитывающей сердцевиной. Супервпитывающий материал предназначен для удержания достаточного количества жидкости, чтобы быть увлажненным на от приблизительно 1000% до приблизительно 4000% при полном увлажнении. Таким образом, добавление водного стабилизатора композита служит для обеспечения целостности без нарушения впитывающей способности продукта.
Как обсуждалось выше, дополнительных средств высушивания не требуется, поскольку супервпитывающий материал в композитах с высоким содержанием супервпитывающего материала поглощает водную часть водного стабилизатора композита. В этом механизме высушивания водный стабилизатор композита помещают на поверхность супервпитывающего материала и волокон, обеспечивая связывание, необходимое для формирования требуемой целостности. В дополнение к высокой целостности способа и целостности продукта, введение водного стабилизатора композита во впитывающий композит обеспечивает дополнительные улучшения продукта: целостность, обусловленная водным стабилизатором композита, устраняет необходимость в тиснении композита для достижения целостности, способе, который повреждает супервпитывающий материал в композите, снижая жидкостные характеристики.
В дополнение, когда вода из водного стабилизатора композита впитывается супервпитывающим материалом, она размягчает супервпитывающий материал. Это уменьшает ощущение песка и шероховатости от сердцевины с высоким содержанием супервпитывающего материала. Также, поскольку в способе с использованием водного стабилизатора композита можно исключить этап уменьшения объема, твердые места во впитывающем композите устраняются. Поскольку супервпитывающий материал фиксируется водным стабилизатором композита, проблемы геля на коже также в значительной степени уменьшаются. В дополнение, впитывающую структуру не отверждают для придания целостности структуре.
Наконец, нанесение распылением водного стабилизатора композита в процессе производства обеспечивает полностью скрепленный обернутый композит, устраняя необходимость в конечном скреплении композита. В общем плане реализуется в целом улучшенный продукт.
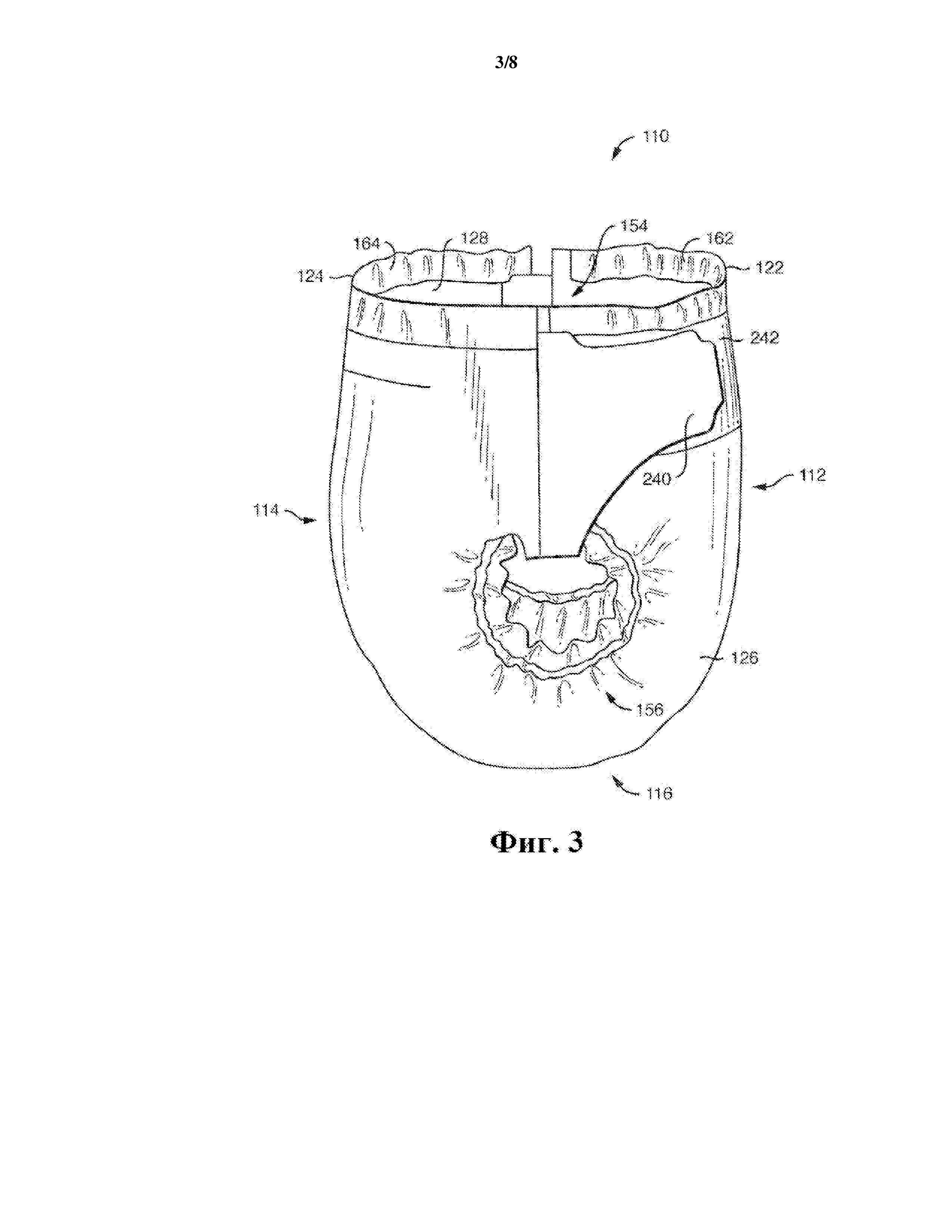
Что касается фиг. 3, одноразовое впитывающее изделие 110 по настоящему раскрытию проиллюстрировано в форме подгузника. Следует понимать, что настоящее изобретение подходит для использования совместно с различными другими впитывающими изделиями для личной гигиены, такими как, например, гигиенические продукты для женщин, продукты и прокладки для взрослых, страдающих недержанием, без отступления от объема настоящего раскрытия. Несмотря на то, что описываемые в данном документе варианты осуществления и иллюстрации в целом могут быть пригодны для впитывающих изделий, производимых с продольным направлением продукта, которое далее в данном документе называют производством продукта в машинном направлении, следует отметить, что специалист в данной области техники сможет применить приведенную в данном документе информацию по отношению к впитывающим изделиям, произведенным с поперечным направлением продукта, которое далее в данном документе называют производством продукта в поперечном направлении, без отступления от сущности и объема настоящего раскрытия. Проиллюстрированное на фиг. 3 впитывающее изделие 110 содержит переднюю область 112 талии, заднюю область 114 талии и область 116 промежности, соединяющую между собой соответственно переднюю и заднюю области 112 и 114 талии. Впитывающее изделие 110 имеет пару продольных боковых краев 112 и 114 (показанных на фиг. 4) и пару противоположных поясных краев, соответственно обозначенных передним поясным краем 122 и задним поясным краем 124. Передняя область 112 талии может быть сопредельной с передним поясным краем 122, а задняя область 114 талии может быть сопредельной с задним поясным краем 124.
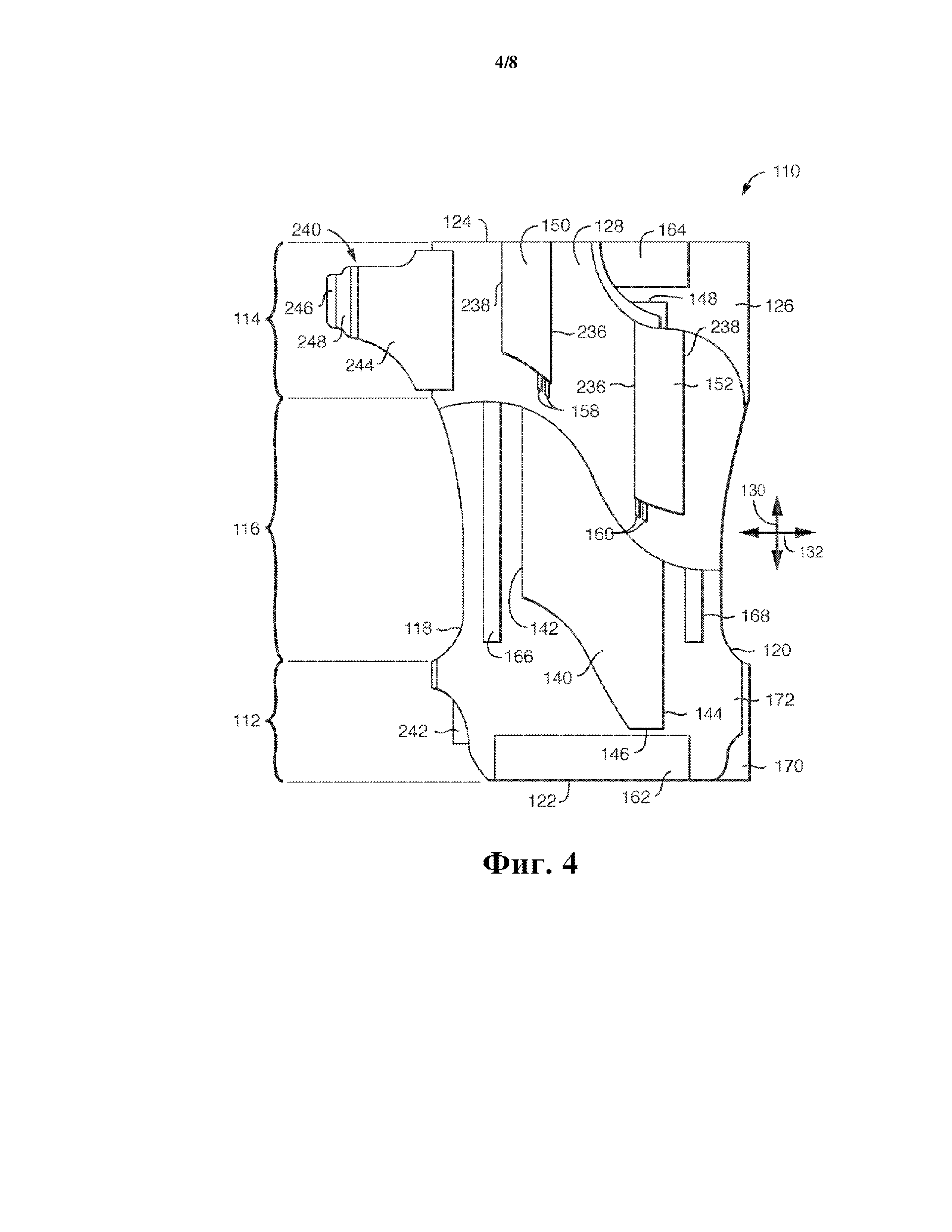
Как видно из фиг. 4, неограничивающее иллюстративное изображение впитывающего изделия 110, такого как, например, подгузник, показано на виде сверху, причем некоторые части вырезаны для ясности представления. Впитывающее изделие 110 может содержать внешнее покрытие 126 и лицевой по отношению к телу материал 128. В одном варианте осуществления лицевой по отношению к телу материал 128 может быть связан с внешним покрытием 126 путем наслоения с помощью любых подходящих способов, таких как, кроме прочего, использование разновидностей клея, получение связей способом ультразвуковой сварки, получение связей способом термосварки, образование связей под давлением или другие традиционные методики. Наружное покрытие 126 может определять длину, или продольное направление, 130 и ширину, или поперечное направление, 132, которые согласно проиллюстрированному варианту осуществления могут совпадать с длиной и шириной впитывающего изделия 110. Продольное направление 130 и поперечное направление 132 впитывающего изделия 110 и материалов, которые формируют впитывающее изделие 110, могут соответственно задавать X-Y плоскости впитывающего изделия 110 и материалов, которые формируют впитывающее изделие 110. Впитывающее изделие 110 и материалы, которые формируют впитывающее изделие 110, также могут характеризоваться Z-направлением. Измерение, проводимое под давлением, в Z-направлении материала, который формирует впитывающее изделие 110, может дать измеряемый показатель толщины материала. Измерение, проводимое под давлением, в Z-направлении впитывающего изделия 110 может дать измеряемый показатель объема впитывающего изделия 110.
Как видно из фиг. 3–8, впитывающая основа 140 может быть размещена между внешним покрытием 126 и лицевым по отношению к телу материалом 128. Впитывающая основа 140 может иметь продольные края 142 и 144, которые в одном варианте осуществления могут соответственно формировать части продольных боковых краев 118 и 120 впитывающего изделия 110, и может иметь края 146 и 148 на противоположных частях, которые в одном варианте осуществления могут соответственно формировать части поясных краев 122 и 124 впитывающего изделия 110. Согласно одному варианту осуществления впитывающая основа 140 может характеризоваться длиной и шириной, которые являются такими же или меньше длины и ширины впитывающего изделия 110. Согласно одному варианту осуществления может присутствовать пара герметичных отворотов 150 и 152, и при этом они могут препятствовать растеканию выделений организма в поперечном направлении.
Передняя область 112 талии может включать часть впитывающего изделия 110, которая при ношении расположена по меньшей мере частично на передней стороне носителя, в то время как задняя область 114 талии может включать часть впитывающего изделия 110, которая при ношении расположена по меньшей мере частично на задней стороне носителя. Область 116 промежности впитывающего изделия 110 может включать часть впитывающего изделия 110, которая при ношении расположена между ногами носителя и может частично покрывать нижнюю часть туловища носителя. Поясные края 122 и 124 впитывающего изделия 110 предназначены для охватывания талии носителя и вместе определяют центральное отверстие 154 для талии (например, показанное на фиг. 3). Части продольных боковых краев 118 и 120 в области 116 промежности могут в целом определять отверстия 156 для ног (например, показанные на фиг. 3) при ношении впитывающего изделия 110.
Впитывающее изделие 110 может быть выполнено с возможностью удержания и/или впитывания жидких, твердых и полужидких выделений организма, выделяемых носителем. Например, герметичные отвороты 150 и 152 могут быть выполнены с возможностью создания барьера для растекания выделений организма в поперечном направлении. Элемент 158 и 160, представляющий собой резинку отворота, может быть функционально соединен с каждым герметичным отворотом 150 и 152 любым подходящим способом, известным из уровня техники. Герметичные отвороты 150 и 152 с эластичными элементами могут определять частично не прикрепленный край, который может принимать вертикальную конфигурацию в по меньшей мере области 116 промежности абсорбирующего изделия 110 для формирования уплотнения на теле носителя. Герметичные отвороты 150 и 152 могут быть расположены вдоль продольных боковых краев 118 и 120 впитывающего изделия 110 и могут проходить полностью по всей длине впитывающего изделия 110 или могут проходить частично по длине впитывающего изделия 110. Подходящая конструкция и схемы расположения герметичных отворотов 150 и 152 в целом хорошо известны специалистам в настоящей области и описаны в патентах США № 4704116, выданном 3 ноября 1987 года, Enloe, и № 5562650, выданном 8 октября 1996, Everett et al., которые включены в настоящий документ с помощью ссылки.
Для дополнительного повышения сдерживания и/или впитывания выделений организма впитывающее изделие 110 может предпочтительно содержать передний элемент 162, представляющий собой резинку на талии, задний элемент 164, представляющий собой резинку на талии, и элементы 166 и 168, представляющие собой резинки для ног, которые известны специалистам в данной области. Элементы 162 и 164, представляющие собой резинки на талии, могут быть прикреплены к наружному покрытию 126, лицевому по отношению к телу материалу 128 вместе с противоположными поясными краями 122 и 124, и они могут проходить вдоль части или по всей длине поясных краев 122 и 124. Элементы 166 и 168, представляющие собой резинки для ног, могут быть прикреплены к наружному покрытию 126, лицевому по отношению к телу материалу 128 вместе с противоположными продольными боковыми краями 118 и 120 и расположены в области 116 промежности впитывающего изделия 110.
Дополнительные детали касательно каждого из данных элементов описанного в данном документе впитывающего изделия 110 можно найти ниже и обратившись к чертежам.
Наружное покрытие
Наружное покрытие 126 может быть воздухопроницаемым и/или непроницаемым для жидкости. Наружное покрытие 126 может быть эластичным, растяжимым или нерастяжимым. Наружное покрытие 126 может быть выполнено из одного слоя, нескольких слоев, слоистых материалов, текстильных материалов спанбонд, пленок, текстильных материалов мелтблаун, эластичной сетки, микропористых полотен и связанных кардочесанных полотен или пеноматериалов, полученных с применением эластомерных или полимерных материалов. Согласно одному варианту осуществления, например, наружное покрытие 126 может быть выполнено из микропористой полимерной пленки, такой как полиэтилен или полипропилен.
Согласно одному варианту осуществления наружное покрытие 126 может представлять собой один слой непроницаемого для жидкости материала. Согласно одному варианту осуществления наружное покрытие 126 предпочтительно может быть растяжимым и более предпочтительно – эластичным, по меньшей мере в боковом или в окружном направлении 132 впитывающего изделия 110. Согласно одному варианту осуществления наружное покрытие 126 может быть растяжимым и более предпочтительно – эластичным как в боковом 132, так и в продольном 130 направлениях. Согласно одному варианту осуществления наружное покрытие 126 может представлять собой многослойный слоистый материал, в котором по меньшей мере один из слоев является непроницаемым для жидкости. В одном варианте осуществления, таком как проиллюстрированный на фиг. 5-8, внешнее покрытие 126 может представлять собой двухслойную структуру, включающую материал внешнего слоя 170 и материал внутреннего слоя 172, которые могут быть связаны друг с другом, например, с помощью клея для слоистого материала. Подходящие разновидности клея для слоистого материала могут быть нанесены непрерывно или периодически в виде гранул, спрея, параллельных кривых и т.п. Подходящие разновидности клея можно получить от компании Bostik Findlay Adhesives, Inc., Вауватоза, Висконсин, США. Необходимо понимать, что внутренний слой 172 может быть связан с наружным слоем 170 с использованием связей, полученных способом ультразвуковой сварки, связей, полученных способом термосварки, связей, образованных под давлением, и т.п.
Наружный слой 170 наружного покрытия 126 может быть любым подходящим материалом и может быть таким, который обеспечивает для носителя в целом тканеподобную текстуру или внешний вид. Примером такого материала может быть 100% полипропиленовое связанное кардочесанное полотно со структурой diamond bond, доступное от компании Sandler A.G., Германия, например, Sawabond 4185®, 30 г/м2, или эквивалент. Другим примером материала, подходящего для применения в качестве наружного слоя 170 наружного покрытия 126, может быть полипропиленовое нетканое полотно спанбонд, 20 г/м2.
Непроницаемый для жидкости внутренний слой 172 наружного покрытия 126 (или непроницаемое для жидкости наружное покрытие 126, если наружное покрытие 126 имеет однослойную структуру) может быть паропроницаемым (т.е. “воздухопроницаемым”) либо паронепроницаемым. Непроницаемый для жидкости внутренний слой 172 (или непроницаемое для жидкости наружное покрытие 126, при этом наружное покрытие 126 имеет однослойную структуру) можно изготовить из тонкой пластиковой пленки, хотя также можно применять другие непроницаемые для жидкости материалы. Непроницаемый для жидкости внутренний слой 172 (или непроницаемое для жидкости наружное покрытие 126, при этом наружное покрытие 126 имеет однослойную структуру) может препятствовать вытеканию жидких выделений организма из впитывающего изделия 110 и намоканию изделия, такого как постельные простыни и одежда, а также носителя и лица, осуществляющего уход. Примером материала для непроницаемого для жидкости внутреннего слоя 172 (или непроницаемого для жидкости наружного покрытия 126, при этом наружное покрытие 126 имеет однослойную структуру) может быть пленка с печатным рисунком Berry Plastics XP-8695H, 19 г/м2, или эквивалент, которые коммерчески доступны от компании Berry Plastics Corporation, Эвансвилл, Индиана, США.
Если наружное покрытие 126 имеет однослойную структуру, его можно подвергнуть тиснению и/или матировать поверхность для получения более тканеподобной текстуры или внешнего вида. Наружное покрытие 126 может позволять пару выходить из впитывающего изделия 110, в то же время с предотвращением прохождения жидкостей. Подходящий непроницаемый для жидкости, паропроницаемый материал может состоять из микропористой полимерной пленки или нетканого материала, на который было нанесено покрытие или он был обработан другим способом для придания необходимого уровня непроницаемости для жидкости.
Впитывающая основа
Впитывающую основу 140 можно расположить поверх внутреннего слоя 172 наружного покрытия 126, при этом она будет проходить в боковом направлении между элементами 166 и 168, представляющими собой резинки для ног, и ее можно связать с внутренним слоем 172 наружного покрытия 126, например, путем связывания с ним с помощью клея. Тем не менее, следует понимать, что впитывающая основа 140 может контактировать, но не быть связанной с наружным покрытием 126, и оставаться в пределах объема настоящего раскрытия. В одном варианте осуществления наружное покрытие 126 может состоять из одного слоя, и впитывающая основа 140 может контактировать с одним слоем наружного покрытия 126. В одном варианте осуществления слой, такой как, без ограничения, слой обертки сердцевины 178, может быть расположен между впитывающей основой 140 и наружным покрытием 126.
Слой обертки сердцевины
В различных вариантах осуществления, например, проиллюстрированных в неограничивающем примере согласно фиг. 5, впитывающее изделие 110 может быть выполнено без слоя обертки сердцевины 178. В различных вариантах осуществления, например, проиллюстрированных в неограничивающих примерах согласно фиг. 6–8, впитывающее изделие 110 может иметь слой обертки сердцевины 178. Слой обертки сердцевины 178 может иметь лицевую по отношению к носителю поверхность 174 и лицевую по отношению к предмету одежды поверхность 176. В одном варианте осуществления слой обертки сердцевины 178 может контактировать со впитывающей основой 140. В одном варианте осуществления слой обертки сердцевины 178 может быть связан со впитывающей основой 140. Связывание слоя обертки сердцевины 178 со впитывающей основой 140 может осуществляться с помощью любого средства, известного специалисту в данной области, такого как, без ограничения, разновидности клея. В одном варианте осуществления, таком как проиллюстрированный в неограничивающем примере согласно фиг. 6, слой обертки сердцевины 178 может быть расположен между лицевым по отношению к телу материалом 128 и впитывающей сердцевиной 140. В одном варианте осуществления, таком как проиллюстрированный в неограничивающем примере согласно фиг. 7, слой обертки сердцевины 178 может полностью окружать впитывающую основу 140, а его концы могут быть скреплены друг с другом. В таких вариантах осуществления слой обертки сердцевины 178 может быть свернут внахлест и затем скреплен с помощью, например, тепла, клея и/или давления. В одном варианте осуществления, таком как, например, на неограничивающем иллюстративном изображении фиг. 8, слой обертки сердцевины 178 может состоять из отдельных листов материала, которые могут быть использованы для частичного или полного окружения впитывающей основы 140 и которые могут быть скреплены друг с другом с помощью средств скрепления, таких как установка ультразвуковой сварки или другое средство термохимического образования связи, или посредством применения клея. В другом варианте осуществления слой обертки сердцевины вообще отсутствует. В других вариантах осуществления слой обертки сердцевины может находиться только на одной из лицевой по отношению к носителю поверхности 174 и лицевой по отношению к предмету одежды поверхности 176. Благодаря природе впитывающей структуры, определенной в данном документе, на лицевой по отношению к носителю поверхности ввиду повышенной целостности впитывающей структуры может не содержаться обертка сердцевины, что приводит к уменьшению проблем контакта геля с кожей. Благодаря природе впитывающей структуры, определенной в данном документе, на лицевой по отношению к предмету одежды поверхности ввиду разбухания впитывающей структуры и устранения закругленных краев может не содержаться обертка сердцевины.
В одном варианте осуществления слой обертки сердцевины 178 может контактировать с и/или быть связанным с лицевой по отношению к носителю поверхностью 174 впитывающей основы 140. В одном варианте осуществления слой обертки сердцевины 178 может контактировать с и/или быть связанным с лицевой по отношению к носителю поверхностью 174 и по меньшей мере с одним из краев 142, 144, 146 и/или 148 впитывающей основы 140. В одном варианте осуществления слой обертки сердцевины 178 может контактировать с и/или быть связанным с лицевой по отношению к носителю поверхностью 174, по меньшей мере с одним из краев 142, 144, 146 и/или 148 и лицевой по отношению к предмету одежды поверхностью 176 впитывающей основы 140. В одном варианте осуществления впитывающая основа 140 может быть частично или полностью окружена слоем обертки сердцевины 178.
Слой обертки сердцевины 178 может быть податливым, менее гидрофильным, чем впитывающая основа 140, и достаточно пористым, чтобы посредством этого пропускать жидкие выделения организма с их проникновением через слой обертки сердцевины 178 и достижением впитывающей основы 140. В одном варианте осуществления слой обертки сердцевины 178 может иметь достаточную структурную целостность, чтобы противостоять увлажнению его и впитывающего композита. В одном варианте осуществления слой обертки сердцевины 178 может быть изготовлен из одного слоя материала или он может представлять собой слоистый материал, изготовленный из двух или более слоев материала.
В одном варианте осуществления слой обертки сердцевины 178 может включать, без ограничения, натуральные и синтетические волокна, такие как, без ограничения, сложный полиэфир, полипропилен, ацетат, нейлон, полимерные материалы, целлюлозные материалы, такие как древесная масса, хлопок, искусственный шелк, вискоза, LYOCELL®, как, например, производства Lenzing Company, Австрия, или смеси этих или других целлюлозных волокон, и их комбинации. Натуральные волокна могут включать без ограничения шерстяные, хлопковые, льняные, конопляные и из древесной целлюлозы.
В различных вариантах осуществления слой обертки сердцевины выбран из текстильного материала мелтблаун-спанбонд-мелтблаун, текстильного материала спанбонд, текстильного материала мелтблаун, текстильного материала коформ, кардочесанного полотна, связанного кардочесанного полотна, двухкомпонентного текстильного материала спанбонд, спанлейса, ткани и их комбинаций.
В различных вариантах осуществления слой обертки сердцевины 178 может включать целлюлозный материал. В различных вариантах осуществления слой обертки сердцевины 178 может представлять собой крепированную набивку или высокопрочную ткань. В различных вариантах осуществления слой обертки сердцевины 178 может включать полимерный материал. В одном варианте осуществления слой обертки сердцевины 178 может включать материал спанбонд. В одном варианте осуществления слой обертки сердцевины 178 может включать материал мелтблаун. В одном варианте осуществления слой обертки сердцевины 178 может представлять собой слоистый материал из нетканого материала мелтблаун с тонкими волокнами, наслоенными по меньшей мере на один слой нетканого материала спанбонд с грубыми волокнами. В таком варианте осуществления слой обертки сердцевины 178 может представлять собой материал спанбонд-мелтблаун (“SM”). В одном варианте осуществления слой обертки сердцевины 178 может представлять собой материал спанбонд-мелтблаун-спанбонд (“SMS”). Неограничивающим примером такого слоя обертки сердцевины 178 может быть материал спанбонд-мелтблаун-спанбонд, 10 г/м2. В различных вариантах осуществления слой обертки сердцевины 178 может состоять по меньшей мере из одного материала, который был гидравлически вплетен в нетканую подложку. В различных вариантах осуществления слой обертки сердцевины 178 может состоять по меньшей мере из двух материалов, которые были гидравлически вплетены в нетканую подложку. В различных вариантах осуществления слой обертки сердцевины 178 может иметь по меньшей мере три материала, которые были гидравлически вплетены в нетканую подложку. Неограничивающим примером слоя обертки сердцевины 178 может быть гидравлически вплетенная подложка, 33 г/м2. В таком примере слой обертки сердцевины 178 может представлять собой гидравлически вплетенную подложку, 33 г/м2, состоящую из материала спанбонд, 12 г/м2, материала из древесной целлюлозы, 10 г/м2, с длиной от приблизительно 0,6 см до приблизительно 5,5 см, и материала из полиэфирного штапельного волокна, 11 г/м2. Для получения описанного выше слой обертки сердцевины 178 базовым слоем может служить материал спанбонд, 12 г/м2, в то время как материал из древесной целлюлозы, 10 г/м2, и материал из полиэфирного штапельного волокна, 11 г/м2, можно равномерно перемешать и осадить на материал спанбонд, а затем гидравлически сплести с материалом спанбонд.
В различных вариантах осуществления в состав слоя обертки сердцевины 178 может быть включено придающее влагостойкость средство. Неограничивающим примером придающего влагостойкость средства может быть Kymene 6500 (557LK) или его эквивалент, доступные от Ashland Inc. из Ашленда, Кентукки, США. В различных вариантах осуществления в состав слоя обертки сердцевины 178 может быть включено поверхностно-активное вещество. В различных вариантах осуществления слой обертки сердцевины 178 может быть гидрофильным. В различных вариантах осуществления слой обертки сердцевины 178 может быть гидрофобным и может быть обработан любым способом, известным в данной области техники, для придания ему гидрофильных свойств.
В одном варианте осуществления слой обертки сердцевины 178 может контактировать с и/или быть связанным со впитывающим композитом, который по меньшей мере частично выполнен из зернистого материала, такого как супервпитывающий материал. В одном варианте осуществления слой обертки сердцевины 178 по меньшей мере частично или полностью окружает впитывающую основу 140.
В одном варианте осуществления слой обертки сердцевины 178 может иметь такую же, большую или меньшую продольную длину по сравнению с продольной длиной впитывающего композита 140. Слой обертки сердцевины 178 может иметь продольную длину, варьирующую в диапазоне от приблизительно 150 до приблизительно 520 мм.
Поглощающий слой
Согласно различным вариантам осуществления, таким как проиллюстрированные, например, на фиг. 7, впитывающее изделие 10 может иметь поглощающий слой 184. Поглощающий слой 184 может способствовать замедлению и рассеиванию выбросов или излияний жидких выделений организма, проникающих в лицевой по отношению к телу материал 128. Согласно одному варианту осуществления поглощающий слой 184 может быть расположен между лицевым по отношению к телу материалом 128 и впитывающей основой 140 для приема и распределения выделений организма с целью впитывания впитывающей основой 140. В одном варианте осуществления поглощающий слой 184 может быть расположен между лицевым по отношению к телу материалом 128 и слоем обертки сердцевины 178 при наличии слоя обертки сердцевины 178.
Поглощающий слой 184 может иметь лицевую по отношению к носителю поверхность 186 и лицевую по отношению к предмету одежды поверхность 188. Согласно одному варианту осуществления поглощающий слой 184 может контактировать с и/или быть связан с лицевым по отношению к телу материалом 128. Согласно одному варианту осуществления, в котором поглощающий слой 184 связан с лицевым по отношению к телу материалом 128, связывание поглощающего слоя 184 с лицевым по отношению к телу материалом 128 может происходить посредством связывания с помощью клея и/или точечного сплавления. Связывание с помощью точечного сплавления можно выбрать без ограничения из связывания под действием ультразвука, давления, температуры и их комбинаций. Согласно одному варианту осуществления связывание при помощи точечного сплавления можно осуществлять согласно любой схеме, которая представляется подходящей.
Поглощающий слой 184 может иметь любой размер продольной длины, который представляется подходящим. Согласно одному варианту осуществления поглощающий слой 184 может иметь любую длину, причем такую, чтобы поглощающий слой 184 мог иметь общую границу с поясными краями 122 и 124 впитывающего изделия 110.
Согласно одному варианту осуществления продольная длина поглощающего слоя 184 может быть такой же, что и продольная длина впитывающей основы 140. Согласно такому варианту осуществления средняя точка продольной длины поглощающего слоя 184 может в значительной степени совпадать со средней точкой продольной длины впитывающей основы 140.
Согласно одному варианту осуществления продольная длина поглощающего слоя 184 может быть короче продольной длины впитывающей основы 140. Согласно такому варианту осуществления поглощающий слой 184 может быть расположен в любом необходимом местоположении вдоль продольной длины впитывающей основы 140. В качестве примера такого варианта осуществления впитывающее изделие 110 может содержать целевую область, при этом повторяющиеся жидкие выбросы обычно оказываются во впитывающем изделии 110. Конкретное местоположение целевой области может варьировать в зависимости от возраста и пола носителя впитывающего изделия 110 и конструкции впитывающего изделия 110. Например, для мужчин характерно мочиться ближе к передней зоне впитывающего изделия 110, и целевая область может быть смещена вперед во впитывающем изделии 110. Например, целевая область для носителя мужского пола может быть расположена приблизительно на 70 мм впереди от средней точки продольной длины впитывающего композита. Целевая область для женщин может быть расположена ближе к центру области 116 промежности впитывающего изделия 110. Например, целевая область для носителя женского пола может быть расположена приблизительно на 26 мм впереди от средней точки продольной длины впитывающей основы 140. В результате относительное продольное расположение поглощающего слоя 184 во впитывающем изделии 110 может быть выбрано так, чтобы наилучшим образом соответствовать целевой области для одной или обеих категорий носителей.
Согласно одному варианту осуществления поглощающий слой 184 может иметь габаритный размер, который является таким же габаритным размером, что и у целевой области впитывающего изделия 110, или габаритный размер, превышающий габаритный размер целевой области впитывающего изделия 110. Согласно одному варианту осуществления поглощающий слой 184 может контактировать с и/или быть связан с лицевым по отношению к телу материалом 128 по меньшей мере частично в целевой зоне впитывающего изделия 110.
Согласно различным вариантам осуществления поглощающий слой 184 может иметь продольную длину, которая короче, такая же или длиннее продольной длины впитывающей основы 140. В одном варианте осуществления, в котором впитывающее изделие 110 представляет собой подгузник, поглощающий слой 184 может иметь продольную длину от приблизительно 120 до приблизительно 320 мм. В таком варианте осуществления поглощающий слой 184 может иметь продольную длину, меньшую, чем продольная длина впитывающей основы 140, и может быть смещен от переднего торцевого края 146 впитывающей основы 140 на расстояние от приблизительно 15 мм до приблизительно 40 мм. В одном варианте осуществления, в котором впитывающее изделие 110 может представлять собой "тренировочные" трусы или трусы для подростков, поглощающий слой 184 может иметь продольную длину от приблизительно 120 до приблизительно 520 мм. В таком варианте осуществления поглощающий слой 184 может иметь продольную длину, меньшую, чем продольная длина впитывающей основы 140, и может быть смещен на расстояние от приблизительно 25 мм до приблизительно 85 мм от переднего торцевого края 146 впитывающего композита 140. В одном варианте осуществления, в котором впитывающее изделие 110 представляет собой предмет одежды для взрослых, страдающих недержанием, поглощающий слой 184 может иметь продольную длину от приблизительно 200 мм до приблизительно 450 мм. В таком варианте осуществления поглощающий слой 184 может иметь продольную длину, меньшую, чем продольная длина впитывающей основы 140, и поглощающий слой 184 может быть смещен на расстояние от приблизительно 20 мм до приблизительно 75 мм от переднего торцевого края 146 впитывающей основы 140.
Поглощающий слой 184 может иметь любую необходимую ширину. Поглощающий слой 184 может иметь габаритную ширину от приблизительно 15 мм до приблизительно 180 мм. Ширина поглощающего слоя 184 может варьироваться в зависимости от размера и формы впитывающего изделия 110, в котором будет размещен поглощающий слой 184. Поглощающий слой 184 может иметь ширину, которая меньше, такая же или больше ширины впитывающей основы 140. В области 116 промежности впитывающего изделия 110 поглощающий слой 184 может иметь ширину, которая меньшей, такая же или больше ширины впитывающей основы 140.
В одном варианте осуществления поглощающий слой 184 может включать натуральные волокна, синтетические волокна, супервпитывающий материал, тканый материал, нетканый материал, волокнистые полотна влажной укладки, практически несвязанное, волокнистое полотно воздушной укладки, функционально связанное, стабилизированное волокнистое полотно воздушной укладки и т.п., а также их комбинации. В одном варианте осуществления поглощающий слой 184 может быть сформирован из материала, который является по сути гидрофобным, такого как нетканое полотно, состоящее из полипропилена, полиэтилена, сложного полиэфира и т.п. и их комбинаций.
Согласно различным вариантам осуществления поглощающий слой 184 может иметь волокна, которые могут иметь толщину нити в денье, превышающую приблизительно 5. Согласно различным вариантам осуществления поглощающий слой 184 может иметь волокна, которые могут иметь толщину нити в денье меньше приблизительно 5. В различных вариантах осуществления слой для поглощения жидкости выбран из текстильного материала мелтблаун-спанбонд-мелтблаун, текстильного материала спанбонд, текстильного материала мелтблаун, текстильного материала коформ, кардочесанного полотна, связанного кардочесанного полотна, двухкомпонентного текстильного материала спанбонд, спанлейса, ткани и их комбинаций.
В одном варианте осуществления поглощающий слой 184 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как композит кардочесанного полотна, полученного воздушной набивкой, 50 г/м2, содержащий однородную смесь из приблизительно 50% двухкомпонентных, имеющих оболочку/сердцевину волокон из полиэтилена/полипропилена с диаметром волокна 3 денье и приблизительно 50% двухкомпонентных, имеющих оболочку/сердцевину волокон из полиэтилена/полипропилена с диаметром волокна 1,5 денье. Примером такого композита является композит с приблизительно 50% двухкомпонентных волокон ESC-233 от ES FiberVisions диаметром 3 денье и приблизительно 50% двухкомпонентных волокон ESC-215 от ES FiberVisions диаметром 1,5 денье или эквивалентный композит, доступный от ES FiberVisions Corp., Дулут, Джорджия, США.
Согласно одному варианту осуществления поглощающий слой 184 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как 50 г/м2 композит кардочесанного полотна, полученного воздушной набивкой, содержащий гомогенную смесь из приблизительно 50% волокон Rayon с диаметром волокна 3 денье и приблизительно 50% двухкомпонентных, содержащих оболочку/сердцевину полиэтилен/полипропиленовых волокон с диаметром волокна 1,5 денье. Примером такого композита является композит с приблизительно 50% волокон Rayon Galaxy от Kelheim диаметром 3 денье и приблизительно 50% двухкомпонентных волокон ESC-215 от ES FiberVisions диаметром 1,5 денье или эквивалентный композит, доступный от ES FiberVisions Corp., Дулут, Джорджия, США.
Согласно одному варианту осуществления поглощающий слой 184 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как 35 г/м2 композит кардочесанного полотна, полученного воздушной набивкой, содержащий гомогенную смесь из приблизительно 35% двухкомпонентных, содержащих оболочку/сердцевину полиэтилен/полипропиленовых волокон с диаметром волокна 6 денье, приблизительно 35% двухкомпонентных, содержащих оболочку/сердцевину полиэтилен/полипропиленовых волокон с диаметром волокна 2 денье и приблизительно 30% полиэфирных волокон с диаметром волокна 6 денье. Примером такого композита является композит с приблизительно 35% Huvis 180-N (PE/PP 6 денье), приблизительно 35% Huvis N-215 (PE/PP 2 денье) и приблизительно 30% Huvis SD-10 PET, 6 денье, или эквивалентный композит, доступный от SamBo Company, Ltd., Корея.
Согласно одному варианту осуществления поглощающий слой 184 может представлять собой подвергнутое термосварке, стабилизированное, уложенное воздухом волокнистое полотно (например, согласованный код продукта DT200.100.D0001), которое доступно от Glatfelter, при этом фирма имеет офисы, размещенные в Йорке, Пенсильвания, США.
Герметичные отвороты
В одном варианте осуществления герметичные отвороты 150 и 152 могут быть прикреплены к лицевому по отношению к телу материалу 128 впитывающего изделия 110 и расположены в целом параллельно друг другу с промежутком, причем каждый из них расположен по бокам в направлении вовнутрь от отверстий 156 для ног для обеспечения барьера от протекания выделений организма в отверстия 156 для ног. В одном варианте осуществления герметичные отвороты 150 и 152 могут проходить в продольном направлении от передней области 112 талии впитывающего изделия 110 через область 116 промежности к задней области 114 талии впитывающего изделия 110. Герметичные отвороты 150 и 152 могут быть связаны с лицевым по отношению к телу материалом швом клея 237 с определением фиксированного ближнего конца 238 герметичных отворотов 150 и 152.
Герметичные отвороты 150 и 152 могут быть выполнены из волокнистого материала, который может быть подобным материалу, образующему лицевой по отношению к телу материал 128. Также можно использовать другие традиционные материалы, такие как полимерные пленки. Каждый герметичный отворот 150 и 152 может иметь подвижный дальний конец 236, который может включать резинки отворота, такие как резинки 158 и 160 отворота соответственно. Подходящие эластичные материалы для резинки 158 и 160 отворота могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластических эластомерных материалов.
Резинки 158 и 160 отворота, как проиллюстрировано, могут иметь две полосы из эластомерного материала, проходящие в продольном направлении вдоль дальних концов 236 герметичных отворотов 150 и 152 и расположенные, в целом, параллельно друг другу с промежутком. Эластичные полосы могут находиться внутри герметичных отворотов 150 и 152, при этом способны к эластичному стягиванию так, чтобы стягивание полос собирало и сокращало дальние концы 236 герметичных отворотов 150 и 152. В результате эластичные полосы могут смещать дальние концы 236 каждого герметичного отворота 150 и 152 к положению, находящемуся на расстоянии от ближнего конца 238 герметичных отворотов 150 и 152, так что герметичные отвороты 150 и 152 могут вытягиваться от лицевого по отношению к телу материала 128 при в целом вертикальной ориентации герметичных отворотов 150 и 152, особенно в области 116 промежности впитывающего изделия 110, когда впитывающее изделие 110 надето на носителя. Дальний конец 236 герметичных отворотов 150 и 152 может быть соединен с резинками 158 и 160 отворотов путем частичного загибания материала герметичных отворотов 150 и 152 на себя на величину, которая может быть достаточной для охвата резинок 158 и 160 отворота. Тем не менее, следует понимать, что герметичные отвороты 150 и 152 могут иметь любое количество полос из эластомерного материала и также могут отсутствовать во впитывающем изделии 110 без отступления от объема настоящего раскрытия.
Резинки для ног
Элементы 166 и 168, представляющие собой резинки для ног, могут быть закреплены между наружным и внутренним слоями 170 и 172 соответственно внешнего покрытия 126 так, чтобы они были связаны между собой клеем в слоистом материале, обычно смежно с наружными боковыми краями внутреннего слоя 172 внешнего покрытия 126. В качестве альтернативы, элементы 166 и 168, представляющие собой резинки для ног, могут быть размещены между другими слоями впитывающего изделия 110. Для элементов 166 и 168, представляющих собой резинки для ног, можно использовать широкий спектр эластичных материалов. Подходящие эластичные материалы могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластических эластомерных материалов. Эластичные материалы могут быть растянуты и прикреплены к подложке, прикреплены к собранной подложке или прикреплены к подложке, а затем собраны на резинку или сжаты, например, при воздействии тепла таким образом, чтобы подложке передавались эластичные затягивающие усилия.
Система крепления
В одном варианте осуществления впитывающее изделие 110 может включать систему крепления. Система крепления может включать одно или несколько задних креплений 240 и одно или несколько передних креплений 242. Части системы крепления могут быть включены в переднюю область 112 талии, заднюю область 114 талии или в обе области. Система крепления может иметь конфигурацию с возможностью закрепления впитывающего изделия 110 возле талии пользователя и удерживания впитывающего изделия 110 на месте во время использования. Согласно одному варианту осуществления задние крепления 240 могут включать один или несколько материалов, связанных вместе с образованием композиционного ушка, как известно из уровня техники. Например, композиционное крепление может состоять из растягивающегося компонента 244, нетканого несущего слоя или основы 246 с крючками и компонента 248 крепления.
Элементы, представляющие собой резинки на талии
Согласно одному варианту осуществления впитывающее изделие 110 может иметь элементы 162 и 164, представляющие собой резинки на талии, которые могут быть образованы из любого подходящего эластичного материала. В таком варианте осуществления подходящие эластичные материалы могут включать без ограничения листы, полосы или ленты из натурального каучука, синтетического каучука или термопластических эластомерных полимеров. Эластичные материалы могут быть растянуты и связаны с подложкой, связаны с собранной подложкой или связаны с подложкой, а затем собраны на резинку или сжаты, например, при воздействии тепла таким образом, чтобы подложке передавались эластичные затягивающие усилия. Тем не менее, следует понимать, что элементы 162 и 164, представляющие собой резинки на талии, могут отсутствовать во впитывающем изделии 110 без отступления от объема настоящего раскрытия.
Впитывающую основу 140 можно расположить поверх внутреннего слоя 172 наружного покрытия 126, при этом она будет проходить в боковом направлении между элементами 166 и 168, представляющими собой резинки для ног, и ее можно связать с внутренним слоем 172 наружного покрытия 126, например, путем связывания с ним с помощью клея. Тем не менее, следует понимать, что впитывающая структура 140 может контактировать, но не быть связанной с наружным покрытием 126 и оставаться в пределах объема настоящего раскрытия. В одном варианте осуществления наружное покрытие 126 может состоять из одного слоя, и впитывающая основа 140 может контактировать с одним слоем наружного покрытия 126. В одном варианте осуществления слой, такой как, без ограничения, слой обертки сердцевины 178, может быть расположен между впитывающей основой 140 и наружным покрытием 126.
Пример
Впитывающую сердцевину изготавливали согласно описанному на фиг. 2 выше путем формирования впитывающей структуры на первом полотне нетканого полотна спанбонд-мелтблаун-спанбонд. Впитывающую структуру формировали с использованием смеси 80% супервпитывающего материала и 20% волокна из целлюлозной массы. Супервпитывающим материалом, применяемым во впитывающей структуре, был FAVOR SXM-9500, доступный от Evonik Industries, Гринсборо, Северная Каролина. Волокном из целлюлозной массы, применяемым в супервпитывающей структуре, была листовая целлюлоза NB-416 из древесины мягких южных пород, доступная от Weyerhaeuser Co. из Федерал Уэй, Вашингтон.
После формирования впитывающего композита водный стабилизатор композита, имеющий приблизительно 15,5% твердых веществ стабилизирующего компонента, наносили на впитывающий композит с использованием как первого, так и второго распределителей для нанесения на обе стороны композита при норме добавления 2% по весу впитывающего композита. Водный стабилизатор композита включал VINNAPAS® EZ 123, коммерчески доступный от Wacker Chemie AG, Мюнхен, Германия, в качестве стабилизирующего компонента. На впитывающий композит наносили второе полотно из нетканого полотна спанбонд-мелтблаун-спанбонд.
Первое и второе полотно скрепляли друг с другом, и впитывающую структуру разрезали на дискретные впитывающие сердцевины. Было обнаружено, что полученная в результате впитывающая сердцевина обладает достаточной впитывающей способностью и целостностью для дальнейшей обработки и размещения во впитывающем изделии.
В интересах краткости и сжатости любые диапазоны значений, указанные в настоящем раскрытии, подразумевают все значения внутри диапазона и должны истолковываться как основание для пунктов формулы изобретения, в которых излагаются какие-либо поддиапазоны, имеющие граничные точки, являющиеся целочисленными значениями в пределах указанного обсуждаемого диапазона. В качестве гипотетического примера указание диапазона от 1 до 5 следует рассматривать как основание для притязаний на любой из следующих диапазонов: 1-5; 1-4; 1-3; 1-2; 2-5; 2-4; 2-3; 3-5; 3-4 и 4-5.
Размеры и значения, раскрытые в данном документе, не следует понимать как строго ограниченные изложенными точными численными значениями. Вместо этого, если не указано иное, каждый такой размер должен обозначать как приведенное значение, так и функционально эквивалентный диапазон, охватывающий это значение. Например, размер, описанный как «40 мм», следует понимать, как означающий «приблизительно 40 мм».
Все документы, процитированные в Подробном описании, в соответствующей части включены в данный документ при помощи ссылки; причем цитирование какого-либо документа не следует рассматривать как признание того, что он относится к предшествующему уровню техники по отношению к настоящему изобретению. В той степени, в которой любое значение или определение термина в настоящем письменном документе противоречит какому-либо значению или определению термина в документе, включенном при помощи ссылки, значение или определение, присвоенное термину в настоящем письменном документе, имеет преимущественную силу.
Тогда как определенные варианты осуществления настоящего изобретения были проиллюстрированы и описаны, для специалистов в данной области техники должно быть очевидным, что могут быть осуществлены различные другие изменения и модификации без отступления от сущности и объема настоящего изобретения. Поэтому предполагается, что прилагаемая формула изобретения должна охватывать все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
Реферат
Жидкую впитывающую структуру получают путем сухой укладки волокнистого полотна, в состав которого включен супервпитывающий материал, и нанесения водного стабилизатора композита по меньшей мере на одну поверхность полотна. Водный стабилизатор композита придает целостность получаемой в результате структуре без значительного ухудшения эффективности впитывания жидкости супервпитывающим материалом при формировании впитывающей структуры без удаления воды из водного стабилизатора композита или высушивания впитывающей структуры. Впитывающий композит впитывает воду из водного стабилизатора композита. Впитывающий композит содержит приблизительно 70% по весу супервпитывающего материала. 12 з.п. ф-лы, 8 ил.
Комментарии