Способ частичного шлифования поверхности и шлифовальное устройство для осуществления данного способа - RU2755910C2
Код документа: RU2755910C2
Чертежи
Описание
Настоящее изобретение относится к способу в соответствии с ограничительной частью п. 1 формулы изобретения и шлифовальному устройству для осуществления данного способа.
После проверки поверхности, имеющей финишное окрашивание, в частности, с помощью системы датчиков, обнаруженный при этом дефект до настоящего времени обрабатывали вручную, используя ручной шлифовальный станок со шлифовальным диском, на котором удерживается абразивный лист.
Обычно абразивный лист устанавливается на шлифовальный диск посредством соединения крючок-петля, причем средства соединения шлифовального диска с абразивным листом формируются, соответственно, на их сторонах, обращенных друг к другу.
Другой тип закрепления абразивного листа на шлифовальном диске достигается с помощью самоклеящейся адгезивной связи.
Другой тип крепления абразивного листа на шлифовальном диске реализуется посредством присасывания, для чего шлифовальный станок присоединяют к всасывающему устройству.
Для устранения дефекта, то есть, для приведения его в соответствие с соседними бездефектными участками, используется абразивный лист с очень мелким зерном, причем сама шлифовальная процедура выполняется точечно, но с использованием орбитальных, вращающих и/или качающих движений.
Следствием ручной обработки дефекта является необходимость выполнения целого ряда рабочих этапов, что, в частности, противоречит оптимизации стоимости.
Таки образом, замена абразивного листа является относительно трудоемкой и, следовательно, дорогостоящей, главным образом потому, что абразивный лист требуется закреплять точно по центру и нужной стороной на шлифовальном диске.
Применение ручного шлифовального станка, имеющего соответствующий шлифовальный диск и закрепленный на нем абразивный лист, не параллельный поверхности, в высокой степени подвержено ошибкам и требует дополнительных трудозатрат.
При вытаскивании абразивного листа, выступающего сбоку за шлифовальный диск, шлифовальная пыль, находящаяся в зерне, может отделяться и мешать процессу обработки в целом, прежде всего потому, что шлифовальная пыль распределена в большей области на поверхности.
В US 5394654 раскрыт способ удаления дефекта обрабатываемой поверхности, в котором дефект распознают визуально, то есть визуальным осмотром, и маркируют вручную. Эта маркировка впоследствии регистрируется посредством камер в качестве основы для последующей обработки. Однако из-за исключительно визуального распознавания дефекта этот способ не подходит для обеспечения единой воспроизводимой последовательности работ.
DE 202013101858 U1 отражает предшествующий уровень техники, отличный от способа рассматриваемого типа. В нем описано оборудование, которое используется для шлифования поверхности перед финишной обработкой поверхности, например, путем окрашивания. Данный источник не дает никаких указаний на обработку окрашенной поверхности, как обеспечено способом рассматриваемого типа.
Кроме того, из патента США 2258733 А известно шлифовальное устройство, имеющее абразивную ленту в качестве абразивного листа, однако это шлифовальное устройство не подходит для проведения шлифовальных работ рассматриваемого типа.
Настоящее изобретение направлено на усовершенствование способа рассматриваемого типа таким образом, чтобы его можно было осуществлять с меньшими затратами.
Данная задача решается способом, имеющим признаки пункта 1 формулы изобретения, и шлифовальным устройством для осуществления данного способа.
Согласно изобретению шлифование поверхности в области дефекта автоматизировано, результатом чего является целый ряд преимуществ по сравнению со способом, известным из уровня техники.
Продолжительность последующей обработки сокращена, поскольку абразивная лента точно выровнена для оптимального использования в области соединения со шлифовальным диском. Точное направление, которое обычно не в полной мере выдерживается при ручной обработке и требует более длительного времени обработки для достижения соответствующего результата, теперь можно не принимать во внимание в отношении продолжительности обработки, то есть обработка для достижения оптимального результата шлифования теперь может быть более надежной, воспроизводимой и выполняться значительно быстрее.
Другим преимуществом изобретения является возможность наклона шлифовального диска, что оказалось особенно эффективным. Это оказывает влияние по уменьшению глубины шероховатости, как на количество точек шлифования, так и на результат шлифования.
Разумеется, в результате достигается значительный экономический эффект, который заметно проявляется при обработке поверхности согласно изобретению в массовом производстве, то есть при квази-непрерывной последовательности операций.
В соответствии с еще одной концепцией изобретения абразивная лента подается от диспенсера к шлифовальному диску и закрепляется на нем. Закрепление может быть выполнено с помощью ворсистого соединения типа крючок-петля, клеевой связи или вакуумного соединения, когда шлифовальный диск, соответственно дополненный отверстиями для присасывания, соединяется с всасывающим устройством.
Для разъединения соединения, в частности, соединения крючок-петля и клеевой связи, в области шлифовального диска предусмотрен эжектор, после использования которого абразивная лента перемещается дальше на соответствующее расстояние до следующей неиспользованной области абразивной ленты. Транспортировка абразивной ленты предпочтительно происходит циклически, при этом, в зависимости от экспериментально установленного состояния, абразивная лента может использоваться в неизменном положении по отношению к шлифовальному диску для нескольких проходов обработки.
Результатом циклического продвижения абразивной ленты в активной области шлифовального диска, если это необходимо, является, сходным образом, существенное сокращение времени обработки по сравнению с ручной заменой абразивного листа.
Результатом использовании робота в соответствии с изобретением является дополнительное сокращение времени установки по сравнению с уровнем техники вследствие избавление от необходимости в перерывах для удаления и замены абразивного листа.
В соответствии с еще одной концепцией изобретения диспенсер абразивной ленты выполнен в виде кассеты, имеющей один вал размотки и один вал намотки. В этом случае кассета является компонентом шлифовального устройства, имеющего манипулятор робота, и должна быть полностью заменена по мере необходимости, то есть, после расходования абразивной ленты, и, возможно, снова снабжена абразивной лентой.
Вместо использования кассеты в автоматическом шлифовальном станке можно также использовать кассету как компонент ручного шлифовального устройства. Шлифовальная пыль, накапливающаяся во время шлифования, может быть отделена в кассете посредством соответствующей конструкции кассеты.
Кроме того, в шлифовальном устройстве согласно изобретению абразивная лента может удерживаться частично натянутой в кассете, для чего может быть предусмотрено тормозное устройство в кассете или непосредственно рядом с ней, но при условии функциональной связанности с абразивной лентой.
Для натяжения абразивной ленты могут быть предусмотрены цилиндры с пневматическим или гидравлическим приводом, один из которых прижимает абразивную ленту к отклоняющему ролику перед тем, как абразивная лента смещается к шлифовальному диску и таким образом фиксирует ее, другой же цилиндр входит в зацепление с абразивной лентой со стороны выхода, причем этот цилиндр имеет функциональное соединение с системой датчиков усилия, например, системой датчиков давления.
Шлифовальное движение поверхности, как известно из уровня техники, выполняется в автоматическом шлифовальном станке с помощью соответствующей модификации привода, с созданием орбитального или колебательного движения. В случае вращательного шлифования также перемещается кассета в целом.
Чтобы иметь возможность лучше обрабатывать более деликатные поверхности, формируют продольные края абразивной ленты различной формы, например, прямолинейные, волнистые, зигзагообразные или как сочетания перечисленного.
Длина использованного абразивного полотна может определяться с помощью системы датчиков. Это может быть обеспечено под управлением компьютера по начальной длине и концу абразивной ленты.
Дополнительно или в качестве альтернативы, датчик, например, в виде лазера, который обнаруживает проход, предусмотренный на конце абразивного полотна, подсоединен перед шлифовальным диском в направлении продвижения абразивной ленты, причем проход расположен так, чтобы максимально использовать длину абразивной ленты.
Прежде возникали проблемы из-за того, что абразивная лента, в частности, если ее основа состоит из бумаги, рвется, приводя к повреждениям как на шлифуемой поверхности, так и на самом шлифовальном устройстве.
Для выявления такого разрыва в соответствии с еще одной концепцией изобретения предусмотрена соответствующая система датчиков, расположенная предпочтительно перед шлифовальным диском относительно направления прохождения абразивной ленты. Эта система датчиков выполнена, например, так, что содержит датчик движения и следящий элемент, который перемещается синхронно с абразивной лентой и снабжен разметкой, при этом система датчиков связана с бесприводным выходом абразивной ленты, предпочтительно, в кассете.
В случае разрыва абразивной ленты ее вытягивание валом размотки прерывается, и она неподвижна, как и следящий элемент, который имеет блокировку поворота относительно вала размотки и который может быть выполнен, например, в виде зубчатого колеса, в котором разметка образована зубцами. Возможна и другая конфигурация следящего элемента, если тот содержит элементы в виде разметки, позволяющей обнаруживать движение следящего элемента или его неподвижное состояние с помощью датчика движения.
Другие предпочтительные варианты осуществления изобретения охарактеризованы в зависимых пунктах формулы изобретения.
Способ согласно изобретению и примерный вариант осуществления шлифовального устройства согласно изобретению описаны ниже на основе прилагаемых чертежей.
На фигурах:
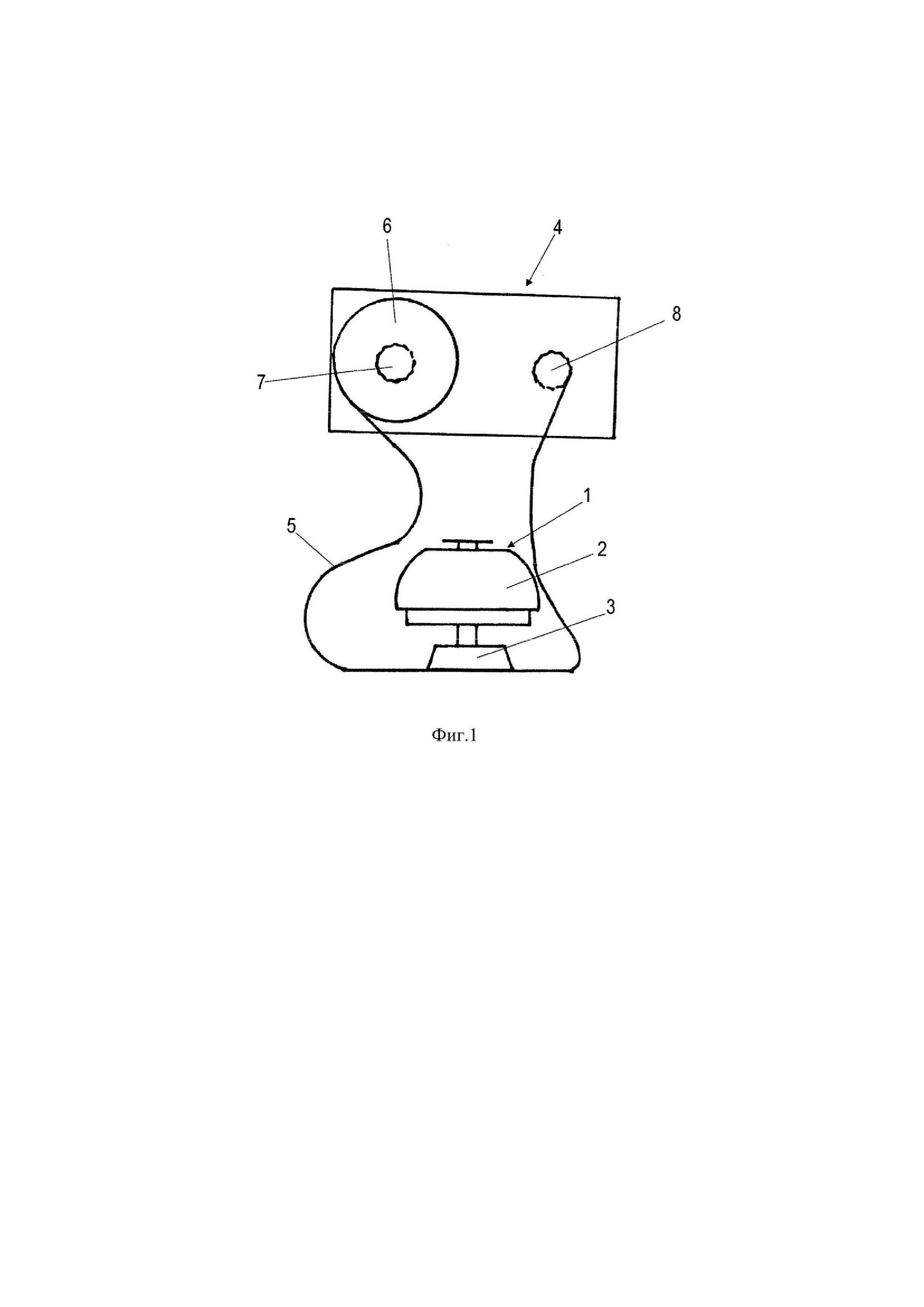
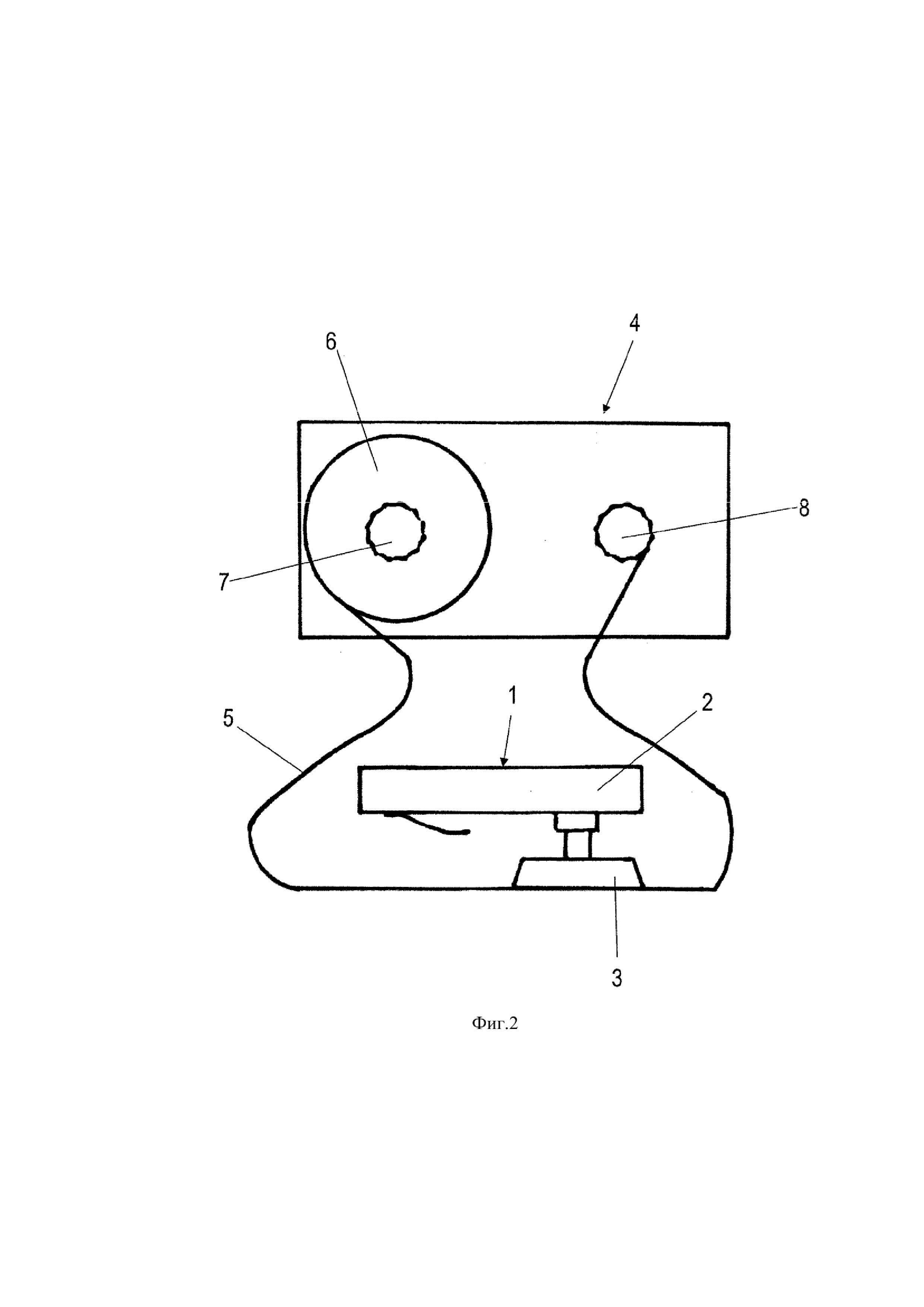
фиг. 1 и 2 изображают схематический вид сбоку части шлифовального устройства согласно изобретению;
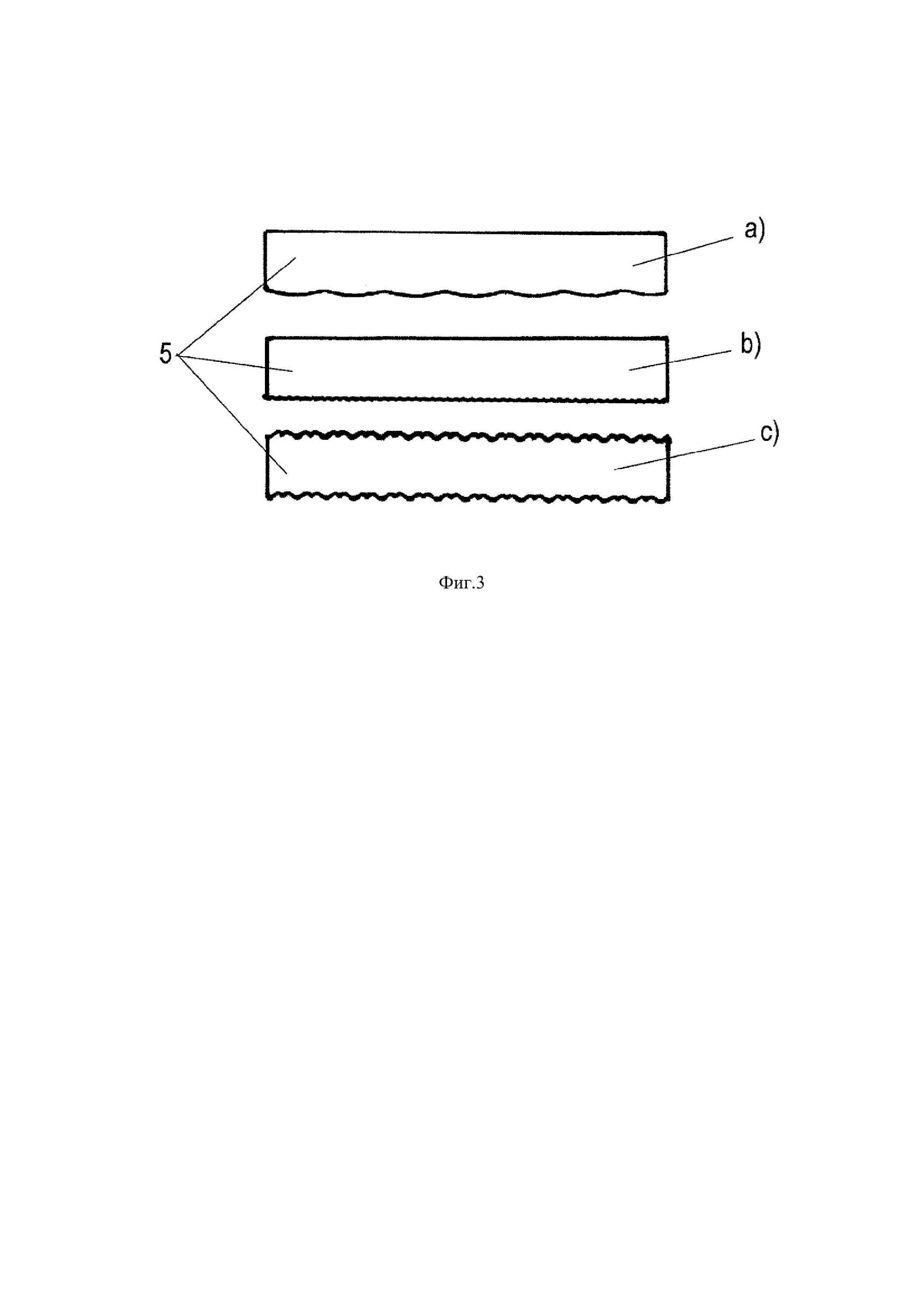
фиг. 3 изображает деталь шлифовального устройства в разных вариантах осуществления;
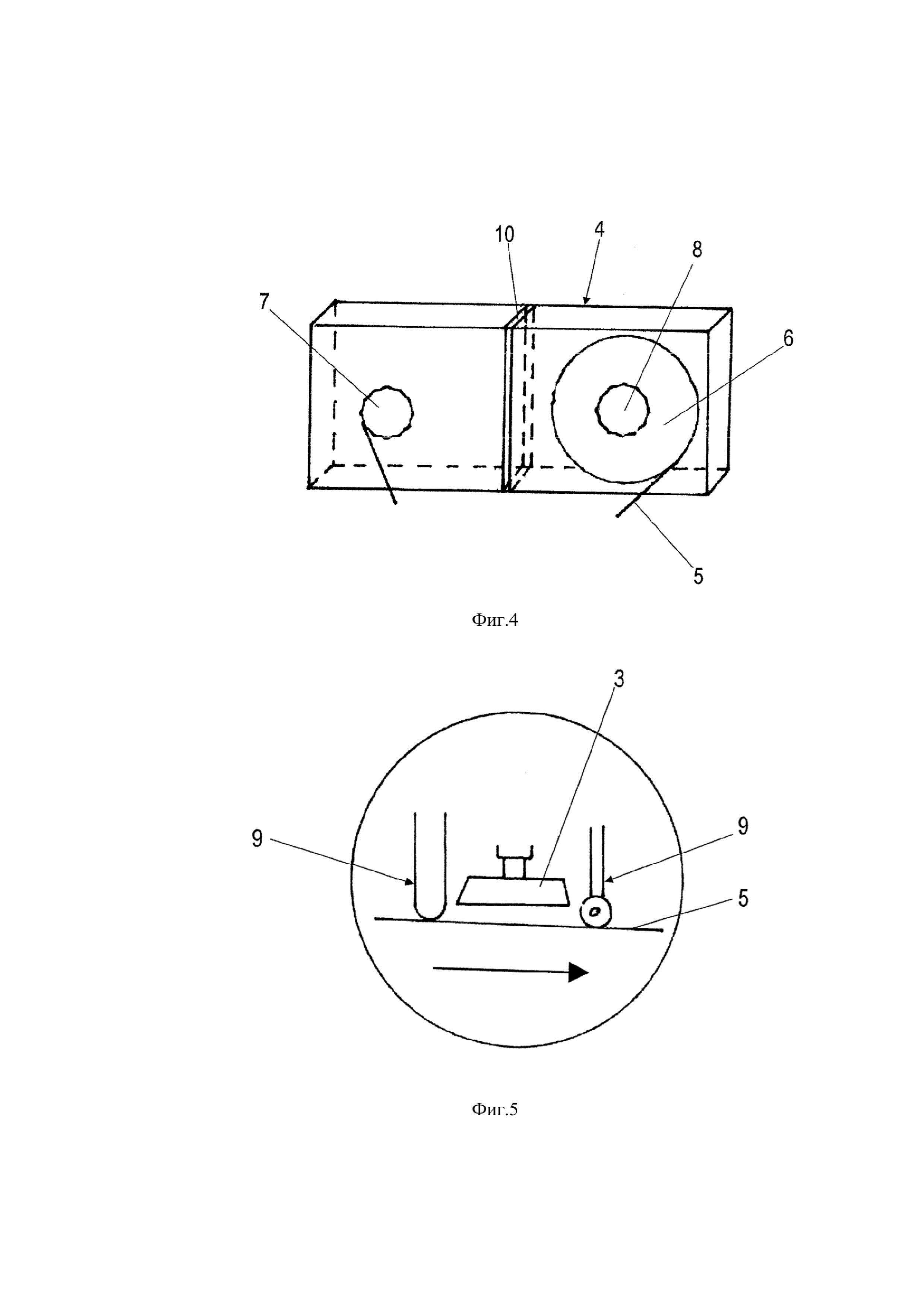
фиг. 4-7 изображают каждая варианты осуществления шлифовального устройства на схематических видах сбоку;
фиг. 8 изображает шлифовальное устройство согласно изобретению на виде спереди;
фиг. 9 изображает часть шлифовального устройства в аксонометрии.
На фиг. 1 и 2 показана часть шлифовального устройства 1 для удаления шлифованием дефекта, например, на поверхности с финишной обработкой, в частности, с финишным окрашиванием, при этом после оптического обнаружения дефекта системой оптических датчиков (не показана) гибкая абразивная лента 5 перемещается поперек по отношению к поверхности и прижимается к подлежащему обработке дефекту.
Манипулятор 2 робота, поддерживающий шлифовальный диск 3, перемещаемый соответственно системой датчиков к дефекту, функционально соединен с системой датчиков.
В этом случае абразивная лента 5 удерживается на шлифовальном диске 3, который может перемещаться относительно поверхности, например, орбитально, колебательно или вращательно для шлифования дефекта.
Абразивная лента 5 удерживается в диспенсере в виде кассеты 4, наматывается на катушку 6 на валу 7 размотки и наматывается на вал 8 намотки, предпочтительно циклически в соответствии с процедурой шлифования.
Абразивная лента 5 устанавливается на шлифовальном диске 3 с соединением зацело или с фрикционным соединением, например, посредством разъемной клеевой связи или соединения крючок-петля, или присасыванием. Для последнего предусмотрено всасывающее устройство (не показано), которое соединено со шлифовальным диском 3.
Абразивная лента 5, которую можно видеть как часть в каждом из различных вариантов на фиг. 3, может содержать различные контурные кромки. Так, на фиг. 5а) одна кромка абразивной ленты 5 сформирована волнистой, а другая кромка - прямой. На фиг. 5b) обе противоположных продольных кромки сформированы прямыми, тогда как на фиг. 5с) показан вариант, в котором обе продольных кромки зигзагообразны.
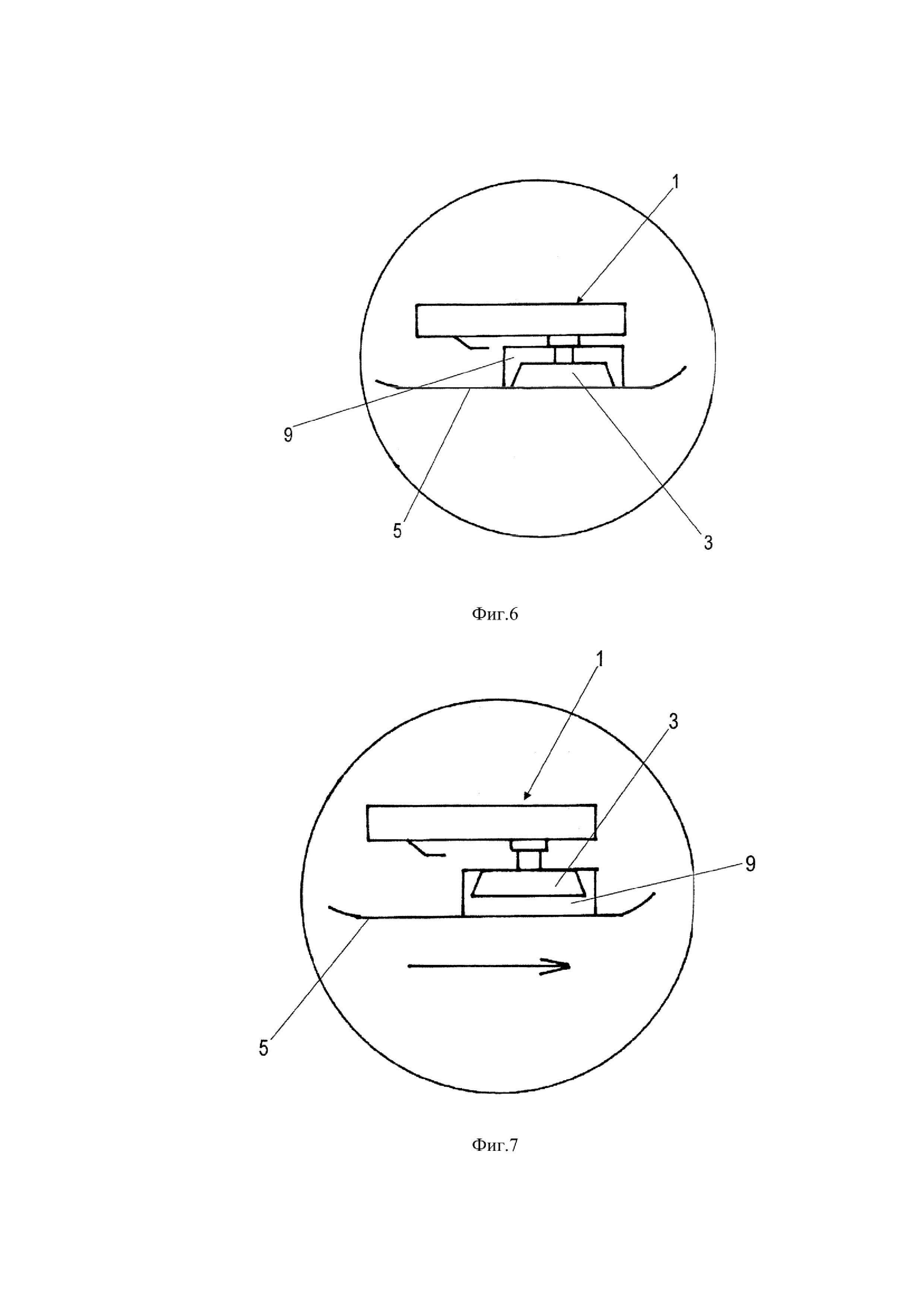
Для отсоединения абразивной ленты 5 от шлифовального диска 3 в области шлифовального диска 3 предусмотрены эжекторы 9 в соответствии с иллюстрациями на фиг. 5-7.
В данном случае эжекторы 9 предусмотрены на обеих сторонах шлифовального диска 3 в примере, показанном на фиг. 5, где направление прохождения абразивной ленты 5 обозначено стрелкой.
На фиг. 6 и 7 шлифовальный диск 3 перекрывается эжектором 9. При работе шлифовальный диск 3 поднимается относительно эжектора 9 таким образом, что эжектор 9 разъединяет соединение шлифовального диска 3 с абразивной лентой 5, служа разделителем.
На фиг. 4 кассета 4, вмещающая абразивную ленту 5, показана как деталь, причем валы 7, 8 размотки и намотки разделены средней стенкой 10 таким образом, что пыль, накапливающаяся во время шлифования, не достигает области, в которой расположена неиспользованная абразивная лента 5 в форме катушки 6, слева на фигуре.
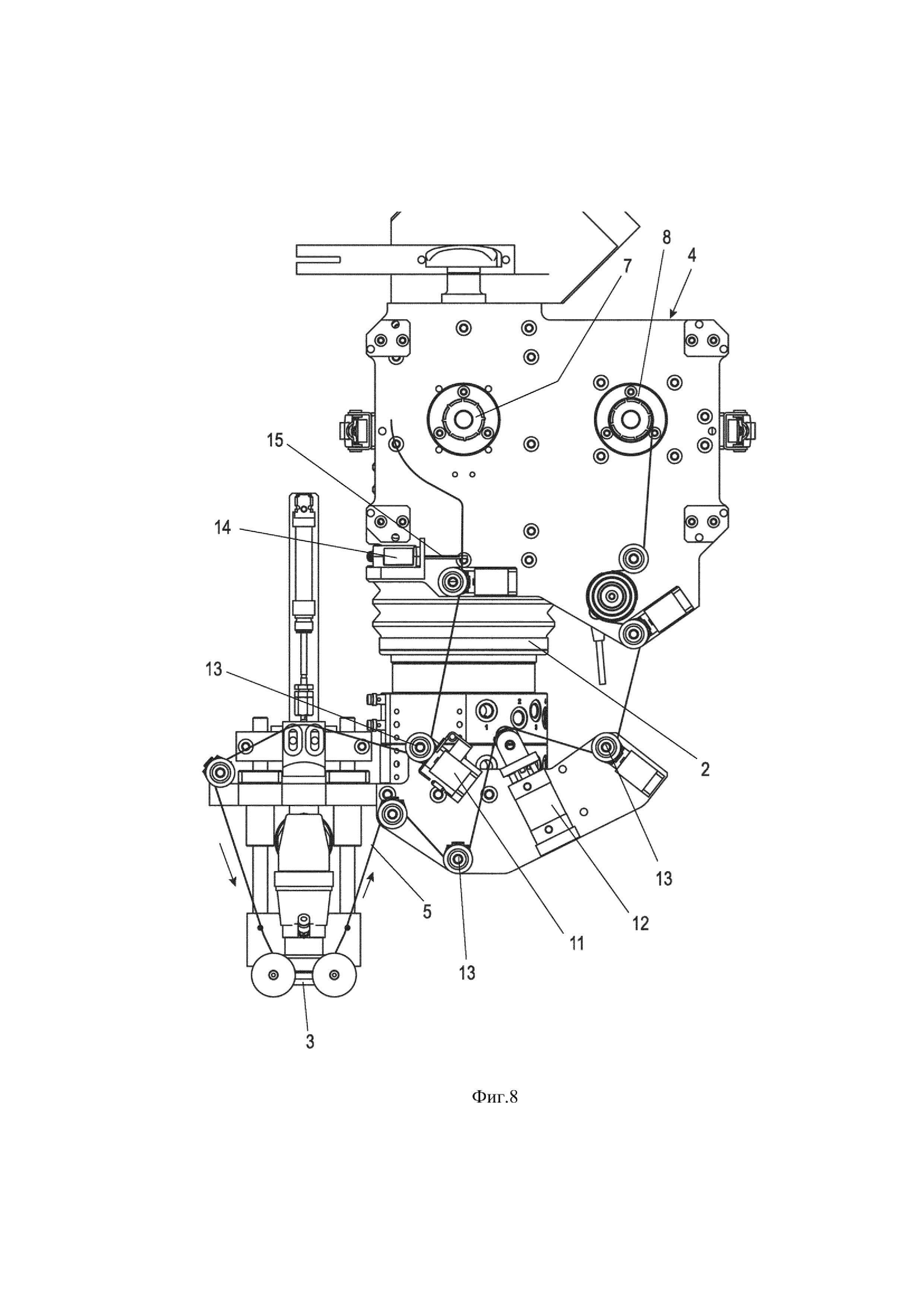
На фиг. 8 показано шлифовальное устройство, снабженное абразивной лентой 5, в которой продвижение абразивной ленты 5 обозначено стрелками.
Вал 8 намотки приводится в действие и вытягивает абразивную ленту 5 от вала 7 размотки, причем абразивная лента 5 направляется через множество отклоняющих роликов 13.
Для обеспечения возможности обнаруживать конец абразивной ленты по завершении использования за валом 7 размотки предусмотрен лазерный источник 14, который обнаруживает проход (не показана), выполняемый на конце абразивной ленты 5 в ходе ее изготовления с помощью лазерного луча 15, так что может быть оптимально использована полезная длина абразивной ленты 5.
Так как кассета 4 жестко соединена с манипулятором 2 робота в примерном варианте осуществления, а шлифовальный диск 3, напротив, удерживается с использованием соответствующих конструкций через подвижный связывающий фланец на манипуляторе 2 робота, необходимо поддерживать постоянное натяжение абразивной ленты 5 в области шлифовального диска 3.
В данном примере для этой цели предусмотрены два натяжных элемента, в частности, в виде цилиндров 11, 12 с пневматическим или гидравлическим приводом, причем один цилиндр 11 прижимает абразивную ленту 5 к отклоняющему ролику 13 перед поступлением абразивной ленты 5 к шлифовальному диску 3.
На выходной стороне, то есть за шлифовальным диском 3, абразивная лента 5 натягивается цилиндром 12, который входит в контакт с абразивной лентой 5 между двумя отклоняющими роликами 13, через которые направляется абразивная лента 5.
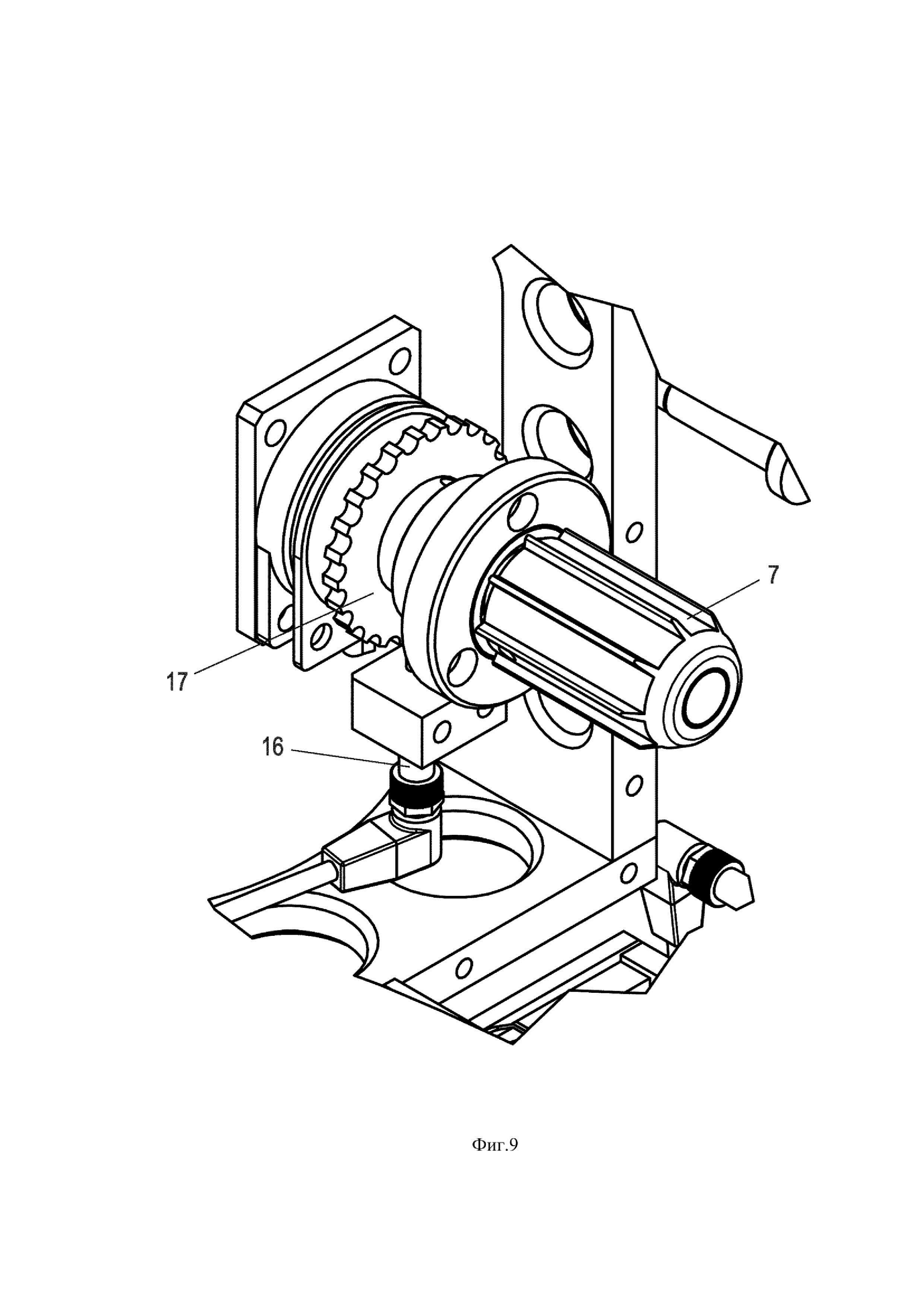
На фиг. 9 подробно показана система датчиков, с помощью которой обнаруживают разрыв абразивной ленты 5.
Данная система датчиков состоит из датчика 16 движения и соответствующего ему следящего элемента 17, который выполнен в виде зубчатого колеса и удерживается с фиксацией по повороту на валу 7 размотки, так чтобы двигаться синхронно со свободно вращающимся валом 7 размотки.
Поскольку вал 7 размотки как бы увлекается абразивной лентой по приведению в действие вала 8 намотки, который соединен с электродвигателем, следящий элемент 17 также поворачивается соответствующим образом. В случае разрыва абразивной ленты 5 вал 7 размотки остается неподвижным, как и следящий элемент 17, что обнаруживается датчиком 16 движения, и приведение вала 8 намотки в движение прерывается.
Список ссылочных обозначений
1 - шлифовальное устройство
2 - манипулятор робота
3 - шлифовальный диск
4 - кассета
5 - абразивная лента
6 - катушка
7 - вал размотки
8 - вал намотки
9 - эжектор
10 - средняя стенка
11 - цилиндр
12 - цилиндр
13 - отклоняющий ролик
14 - лазерный источник
15 - лазерный луч
16 - датчик движения
17 - следящий элемент
Реферат
Изобретение относится к способу удаления дефекта на обработанной поверхности, в частности, имеющей финишное окрашивание, путем шлифования. После того как дефект обнаружен, гибкий абразивный лист перемещают к поверхности и прижимают к обрабатываемому дефекту, причем дефект обнаруживают с помощью системы датчиков, которая функционально соединена с манипулятором (2) робота, несущим одну шлифовальную пластину (3). Абразивный лист, выполненный в виде абразивной ленты (5), подают к шлифовальной пластине и прижимают абразивный лист к дефекту. Повышается качество обработки и снижается трудоемкость. 2 н. и 24 з.п. ф-лы, 9 ил.
Комментарии