Способ изготовления впитывающих структур с перемычками - RU2666104C1
Код документа: RU2666104C1
Чертежи





Описание
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область техники данного изобретения относится, в целом, к впитывающим структурам с перемычками и способам изготовления впитывающих структур с перемычками для использования во впитывающих изделиях, таких как трусы для приучения к горшку, подгузники, продукты, применяемые при недержании, одноразовое белье, медицинские предметы одежды, гигиенические изделия для женщин, впитывающие купальные костюмы и т. п.
В одной из общепринятых практик формования волокнистых полотен, таких как уложенные волокнистые полотна, волокнистый лист целлюлозного или другого подходящего впитывающего материала распускают на волокна в традиционной установке для выработки волокна или другом подходящем разрезающем или дробильном устройстве для формирования отдельных волокон. Кроме того, частицы сверхвпитывающего материала часто смешивают с волокнами. Волокна и сверхвпитывающие частицы затем увлекаются в поток воздуха и направляются к подходящей перфорированной формующей поверхности, на которую осаждаются волокна и сверхвпитывающие частицы с формованием сплошного впитывающего волокнистого полотна или отдельных впитывающих структур.
Формующие поверхности, применяемые в таких системах, как правило, выполнены при помощи проволоки или сетчатой решетки и применяют подходящий пневматический механизм воздействия потока, такой как вакуумное отсасывающее устройство, для определения зоны перепада давления на формующей поверхности и приложения перепада давления к ней. Перепад давления обычно приводит к воздушному потоку через отверстия или перфорационные отверстия в сетке или решетке формующей поверхности. Использование вакуумного отсасывания для вытягивания увлекаемого воздухом потока волокон на формующую поверхность и прохождения воздушного потока через формующую поверхность применяют в высокоскоростных коммерческих операциях.
В процессе формования используют различные механизмы для получения постепенных переходов в базовом весе полученного в результате волокнистого полотна. Например, подходящие формующие поверхности выполнены с углублениями или участками с кармашками для формования формуемого волокнистого полотна с требуемыми высокими значениями базового веса. В тех местах, где участки с кармашками большие и глубокие, трудно направлять требуемые количества волокнистого материала в кармашки. В других устройствах блокирующие компоненты расположены под формующими поверхностями для частичной блокировки воздушного потока через формующие поверхности и, таким образом, предотвращения осаждения волокон, полученных путем воздушной укладки, на заблокированные участки.
Некоторые устройства образуют полости в волокнистом полотне через толщину волокнистого полотна, что может приводить к постепенным переходам в базовом весе вдоль волокнистого полотна. Однако, полости, образованные в волокнистом полотне, не содержат никакого волокнистого материала и проникают через всю глубину волокнистого полотна. В результате полости могут влиять на структурную целостность полотна и не допускают образования дополнительных постепенных переходов базового веса. Кроме того, известные способы получения постепенных переходов в базовом весе вдоль волокнистых полотен не обеспечивают постепенных переходов в базовом весе через области волокнистого полотна с низким значением базового веса.
Соответственно, желательно обеспечить более надежные и более эффективные способы и устройство для формования уложенных волокнистых материалов с постепенными переходами базового веса. Также желательно обеспечить более простое в сборке и модифицированное устройство для формования уложенных волокнистых материалов.
КРАТКОЕ ОПИСАНИЕ
В одном аспекте способ изготовления впитывающего полотна включает перемещение перфорированного элемента в машинном направлении. Перфорированный элемент имеет по меньшей мере один шаблон с разделительной областью, содержащей по меньшей мере один разделитель, которая образует ряд сегментов. Способ дополнительно включает вытягивание воздуха через перфорированный элемент и осаждение волокнистого материала на перфорированный элемент для формования впитывающего полотна. Впитывающее полотно имеет область с перемычками с уменьшенным значением базового веса, соответствующую разделительной области шаблона. Область с перемычками имеет вертикальные зоны раздела, разделяющие сегменты полотна, и волокнистый материал, образующий по меньшей мере частичную перемычку через вертикальные зоны раздела.
В другом аспекте способ формования впитывающей структуры для использования во впитывающем изделии включает перемещение формующей поверхности, имеющей по меньшей мере один шаблон, установленный на ней, в машинном направлении. Воздух вытягивают через формующую поверхность и шаблон, установленный на формующей поверхности. Шаблон имеет разделители с размером меньше 1 см по меньшей мере для частичной блокировки воздуха, вытягиваемого через формующую поверхность. Способ дополнительно включает осаждение волокнистого материала на формующую поверхность для формования впитывающего полотна. Разделители шаблона смещают волокнистый материал в ряд сегментов, разделенных вертикальными зонами раздела. Вертикальные зоны раздела соответствуют местам расположения разделителей. Впитывающее полотно удаляют с формующей поверхности.
В еще одном аспекте способ сборки впитывающего изделия, содержащего впитывающую структуру с перемычками, включает формование полотна волокнистого материала. Полотно имеет сплошную область и область с перемычками. Область с перемычками содержит ряд сегментов, разделенных вертикальными зонами раздела. Сплошная область имеет более высокое значение базового веса, чем область с перемычками. Полотно разделяют на первую впитывающую структуру и вторую впитывающую структуру. Первая впитывающая структура содержит сплошную область и область с перемычками. Способ дополнительно включает сборку основы, имеющей наружное покрытие и обращенный к телу прокладочный материал, и закрепление первой впитывающей структуры между наружным покрытием и обращенным к телу прокладочным материалом.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлен вид в перспективе одного подходящего варианта осуществления формующего узла для формования впитывающих полотен.
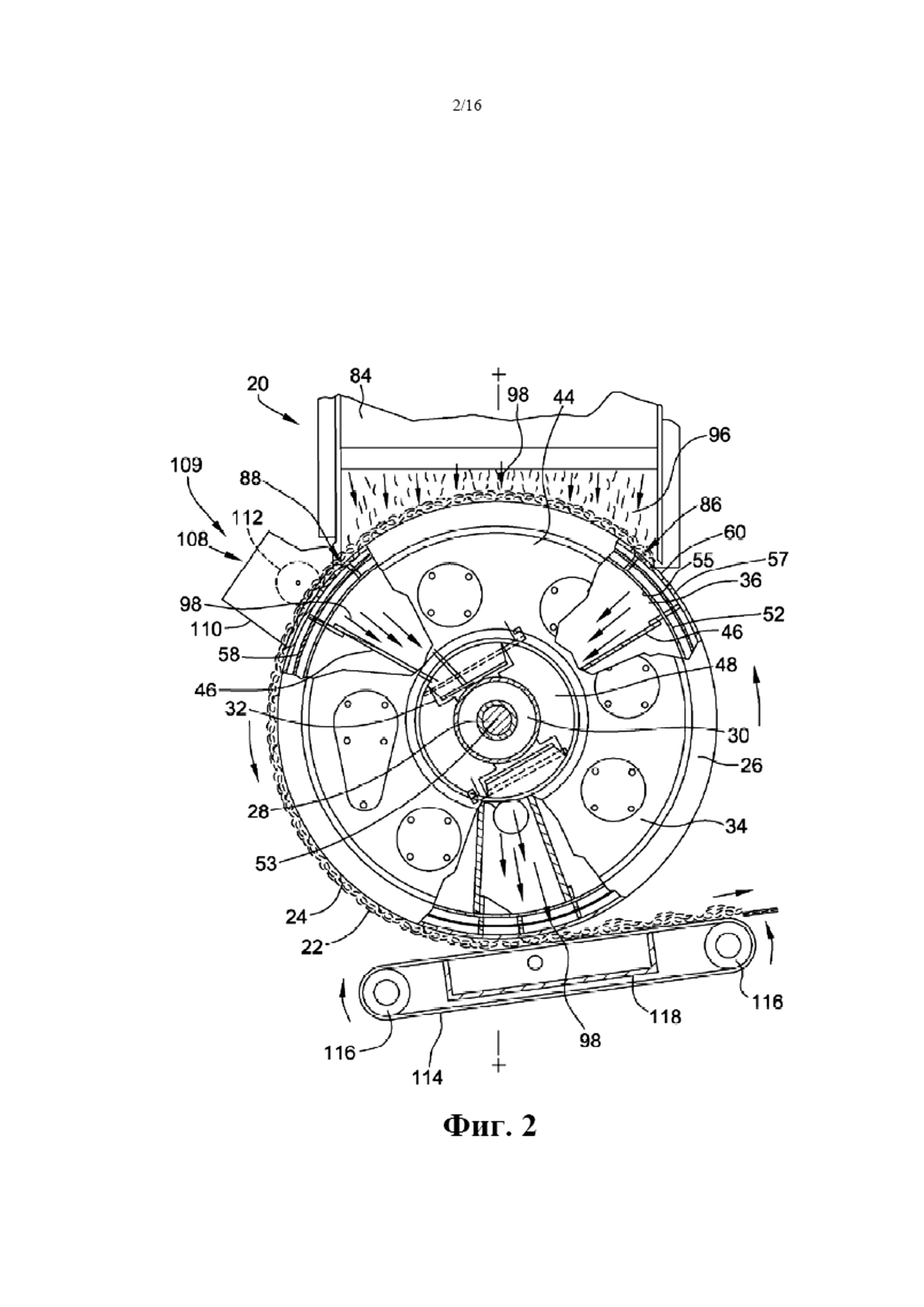
На фиг. 2 представлен вид сбоку формующего узла согласно фиг. 1 с удаленными частями, чтобы показать внутренние детали.
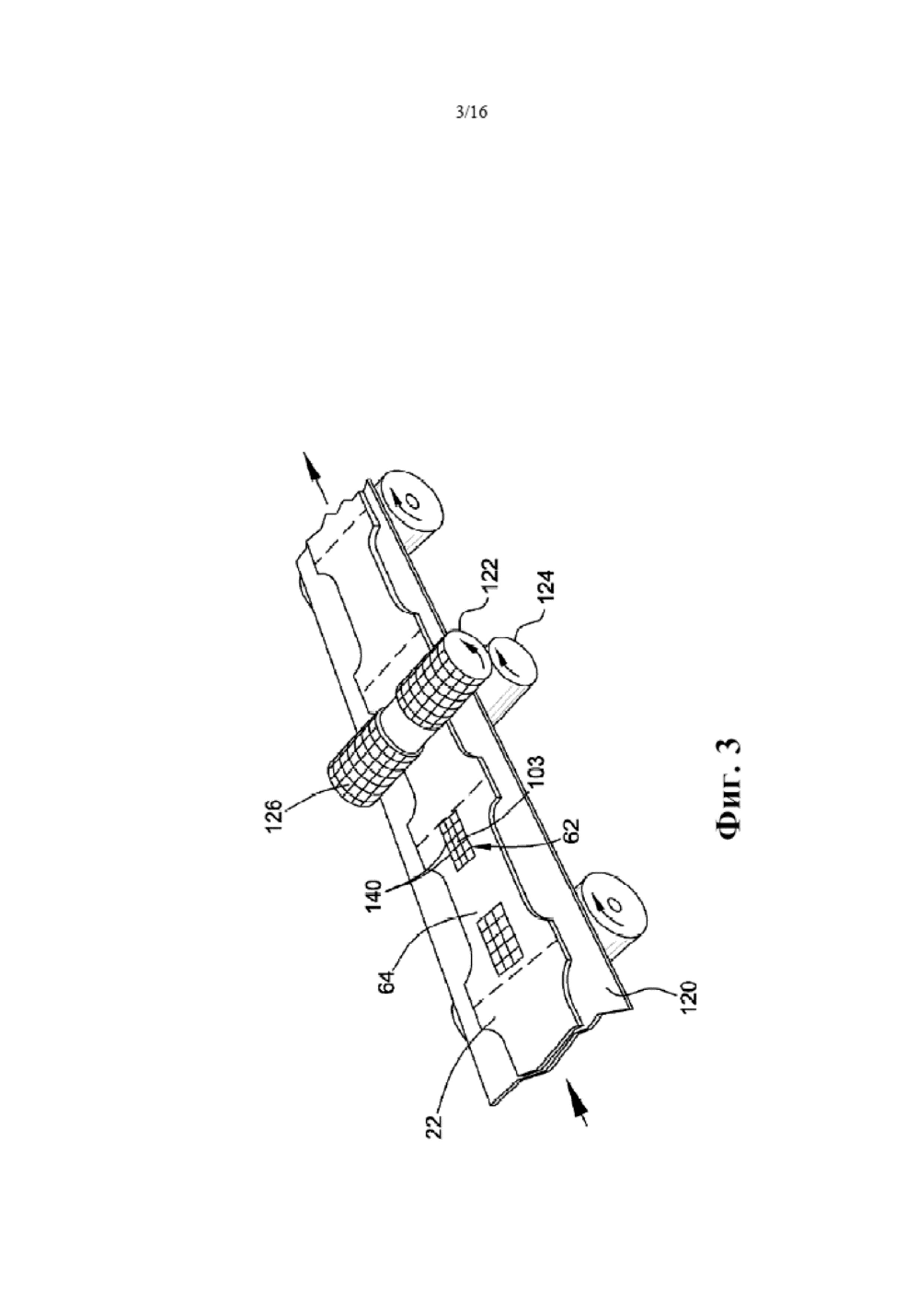
На фиг. 3 представлен вид в перспективе части линии уменьшения объема для использования с формующим узлом согласно фиг. 1 и 2.
На фиг. 4 представлена иллюстрация впитывающего полотна с перемычками, изготовленного с использованием формующего узла, показанного на фиг. 1 и 2.
На фиг. 5 представлена иллюстрация впитывающего полотна согласно фиг. 4 после уменьшения объема с созданием рисунка.
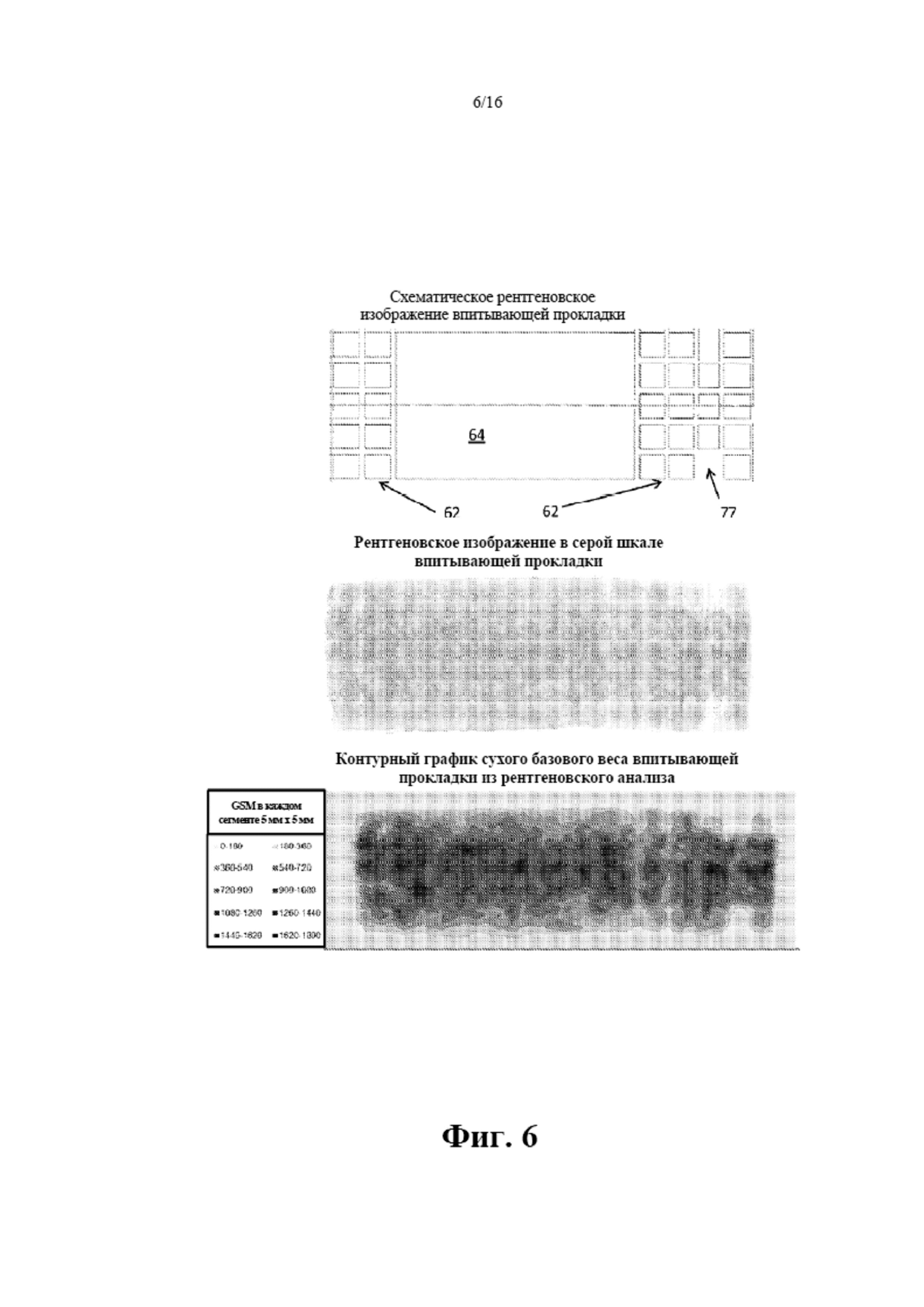
На фиг. 6 представлена последовательность рентгеновских изображений впитывающей структуры, показывающих постепенные переходы базового веса через впитывающую структуру.
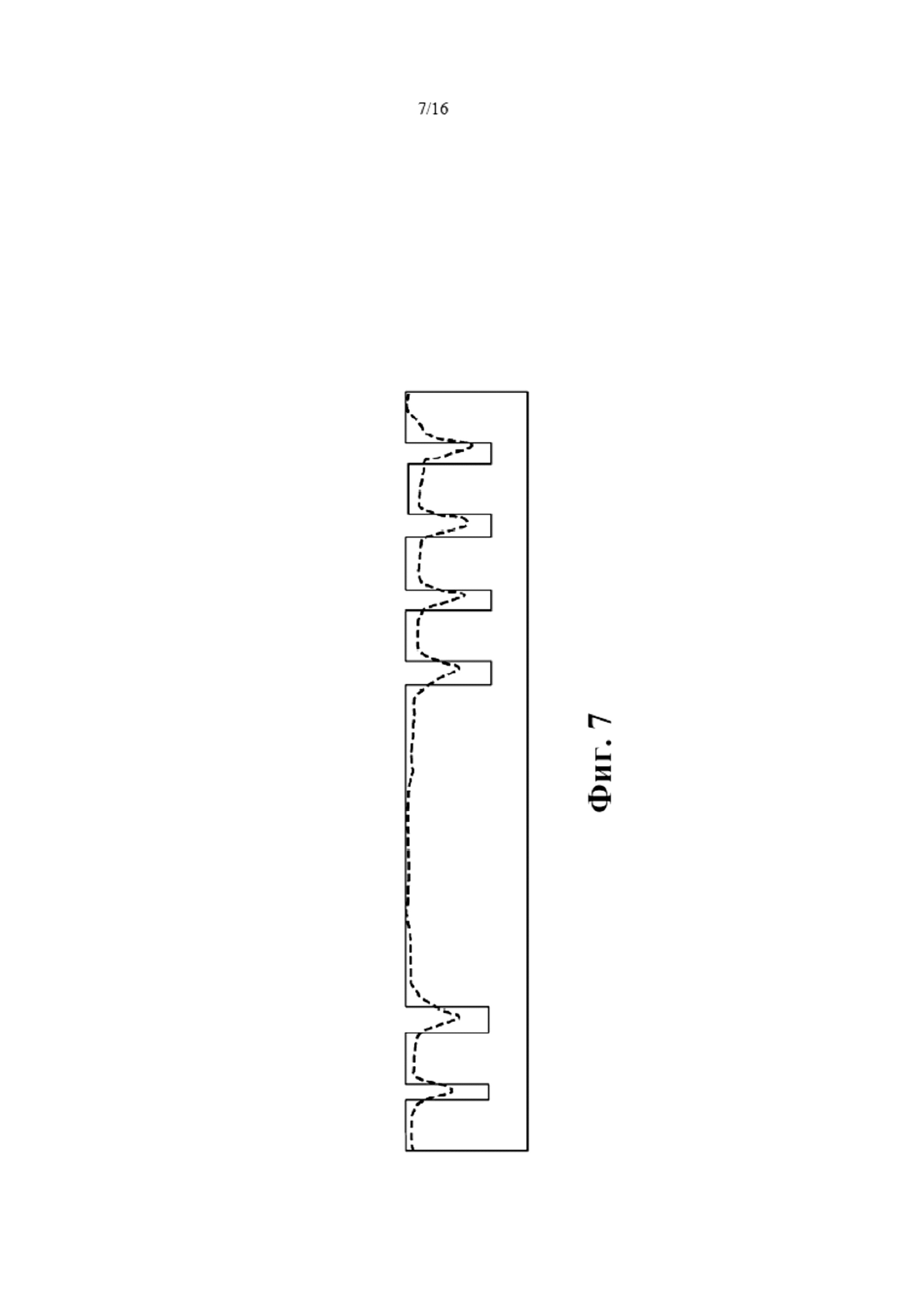
На фиг. 7 представлен профиль базового веса через впитывающую структуру.
На фиг. 8—12 представлены варианты осуществления подходящих шаблонов, имеющих разделители для формования впитывающих полотен с перемычками.
На фиг. 13 представлен вид сбоку одного подходящего варианта осуществления шаблона, имеющего разделители для формования впитывающих полотен с разделителями.
На фиг. 14 представлен график, показывающий значения базового веса впитывающей сердцевинной подкладки в сравнении с расстоянием от концов впитывающей сердцевинной подкладки.
На фиг. 15 представлен вид сверху впитывающего изделия, содержащего один подходящий вариант осуществления впитывающей структуры с перемычками, при этом впитывающее изделие проиллюстрировано в горизонтально уложенном состоянии.
На фиг. 16 представлен вид в перспективе впитывающего изделия согласно фиг. 15, причем впитывающее изделие проиллюстрировано в состоянии использования.
ПОДРОБНОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Со ссылкой далее на графические материалы и, в частности, на фиг. 1 и 2, устройство для формования волокнистого полотна проиллюстрировано и обозначено, в целом, ссылочным номером 20. Устройство 20 содержит подвижную, перфорированную формующую поверхность 24, проходящую вокруг окружности барабана 26. Формующий барабан 26 установлен на валу 28, присоединенном подшипниками 30 к опоре 32. Формующий барабан 26 содержит круглую стенку барабана (не показана), функционально присоединенную к приводному валу 28 барабана и вращаемую им. Вал 28 приводится во вращение подходящим электродвигателем или промежуточным валом (не показанный) в направлении против часовой стрелки, как видно на фиг. 2. Стенка барабана может представлять собой первичный, несущий нагрузку элемент, при этом стенка барабана может проходить, в целом, в радиальном направлении и по окружности вокруг приводного вала 28 барабана.
Вакуумпровод 36, расположенный в радиальном направлении внутри формующей поверхности 24, проходит над дугой внутренней части формующего барабана 26. Вакуумпровод 36 находится в сообщении по текучей среде с формующей поверхностью 24 для вытягивания воздуха через формующую поверхность 24. Вакуумпровод 36 установлен на трубопроводе 40 для подачи вакуума, присоединенном к источнику 42 вакуума, и находится с ним в сообщении по текучей среде. Источник 42 вакуума может представлять собой, например, вытяжной вентилятор. Вакуумпровод 36 присоединен к трубопроводу 40 для подачи вакуума вдоль наружной периферической поверхности трубопровода 40 для подачи вакуума и проходит по окружности трубопровода 40 для подачи вакуума. Вакуумпровод 36 выступает в радиальном направлении наружу из трубопровода 40 для подачи вакуума по направлению к формующей поверхности 24 и содержит разнесенные в осевом направлении боковые стенки 44 и разнесенные под углом торцевые стенки 46.
Вал 28 проходит через стенку барабана и в трубопровод 40 для подачи вакуума, где он помещается в подшипник 30, присоединенный к опоре 32 внутри трубопровода 40 для подачи вакуума. Подшипник 30 плотно соединен с трубопроводом 40 для подачи вакуума, так что воздух не всасывается вокруг вала 28, где он входит в трубопровод 40 для подачи вакуума.
Как показано в качестве иллюстрации, трубопровод 40 для подачи вакуума может содержать торцевую стенку 48 трубопровода и периферийную стенку 50, которая разграничивает размер и форму трубопровода 40 для подачи вакуума. Трубопровод 40 для подачи вакуума может иметь любую подходящую форму поперечного сечения. В проиллюстрированной конфигурации трубопровод 40 для подачи вакуума имеет, в целом, круглую форму поперечного сечения. Трубопровод 40 для подачи вакуума может быть функционально удержан в положении с любой подходящей опорной конструкцией. Опорная конструкция может также быть сопряжена и соединена с дополнительными компонентами или элементами, которые функционально поддерживают части конструкции трубопровода 40 для подачи вакуума, которые зацепляются с приводным валом 28 барабана, такими как опора 32. Например, в иллюстративном варианте осуществления опора 32 и весь трубопровод 40 для подачи вакуума поддерживаются верхним держателем (не показанный).
В проиллюстрированном варианте осуществления стенки 34 проходят, в целом, в радиальном направлении и по окружности вокруг трубопровода 40 для подачи вакуума. Ободок 52 барабана соединен со стенками 34 и выполнен и расположен с возможностью обеспечения по существу свободного перемещения воздуха через толщину ободка 52 барабана. Ободок 52 барабана, как правило, имеет цилиндрическую форму и проходит вдоль направления оси 53 барабана и по окружности вокруг оси 53 барабана. Как показано в качестве иллюстрации, ободок 52 барабана может поддерживаться стенками 34 и проходить между ними. Ободок 52 барабана имеет обращенную внутрь поверхность 55, которая обращена к вакуумпроводу 36.
Со ссылкой на фиг. 1 и 2, формующая поверхность 24 может быть предусмотрена вдоль наружной, цилиндрической поверхности формующего барабана 26 и может проходить вдоль осевых направлений и по окружности формующего барабана. Направление по окружности представляет собой, в целом, машинное направление 54, а осевое направление представляет собой, в целом, направление 56, поперечное машинному. Структура формующей поверхности 24 может состоять из узла и может содержать перфорированный элемент 58, который функционально соединен и сопряжен с формующим барабаном 26. В проиллюстрированном варианте осуществления система вставок 57 образует формующую поверхность 24 и перфорированный элемент 58.
Формующая поверхность 24 может быть функционально удержана и установлена на ободке 52 барабана путем применения любого подходящего механизма скрепления. Как показано в качестве иллюстрации, система гаек и болтов может быть применима для закрепления вставок 57 на функциональном наборе из монтажных колец, при этом монтажные кольца могут быть функционально установлены и закреплены на ободке 52 барабана.
Подходящие системы формующего барабана для получения волокнистых полотен, полученных путем воздушной укладки, хорошо известны из уровня техники. Например, см. патент США № 4666647 под названием «APPARATUS AND METHOD FOR FORMING A LAID FIBROUS WEB», выданный K. Enloe и соавт. 19 мая 1987 г.; и патент США № 4761258 под названием «CONTROLLED FORMATION OF LIGHT AND HEAVY FLUFF ZONES», выданный K. Enloe 2 августа 1988 г.; полные раскрытия которых включены в настоящий документ посредством ссылки в порядке, который не противоречит настоящему раскрытию. Другие системы формующего барабана описаны в патенте США № 6330735 под названием «APPARATUS AND PROCESS FOR FORMING A LAID FIBROUS WEB WITH ENHANCED BASIS WEIGHT CAPABILITY», выданном J. T. Hahn и соавт. 18 декабря 2001 г., полное раскрытие которого включено в настоящий документ посредством ссылки в порядке, который не противоречит настоящему раскрытию. Системы для формующих поверхностей описаны в патенте США № 63630088 под названием «FORMING MEDIA WITH ENHANCED AIR FLOW PROPERTIES», выданном Michael Barth Venturino и соавт. 7 октября 2003 г., полное раскрытие которого включено в настоящий документ посредством ссылки в порядке, который не противоречит настоящему раскрытию.
В других вариантах осуществления устройство 20 может иметь любой тип формующей поверхности 24. Например, формующая поверхность 24 может быть представлена бесконечной формующей лентой. Системы формующей ленты для получения волокнистых полотен хорошо известны из уровня техники. Примеры таких систем формующей ленты доступны от Paper Converting Machine Company, офисы которой расположены в Грин-Бей, Висконсин, США; и от Curt G. Joa Incorporated, офисы которой расположены в Шебойган Фолс, Висконсин, США.
По меньшей мере один шаблон 60 может быть размещен на перфорированном элементе 58. Предпочтительно, взаимодействующая система шаблонов 60 размещена на перфорированном элементе 58 и выполнена с возможностью прохождения по окружности вокруг формующего барабана 26. Шаблоны 60 способствуют формованию постепенных переходов в базовом весе через волокнистое полотно 22, как будет более подробно описано далее. Предпочтительно, шаблоны 60 выполнены с возможностью формования областей 62 с перемычками с низким значением базового веса относительно сплошных областей 64 с более высоким значением базового веса в волокнистом полотне 22. Используемый в настоящем документе термин «базовый вес» означает количество волокнистого материала на единицу области и используется для сравнения относительного количества волокнистого материала в различных областях полотна.
В подходящих вариантах осуществления система шаблонов 60 может содержать шаблоны 60, которые имеют любое число различных рисунков и расположены в любом порядке. Проиллюстрированная система шаблонов 60 содержит по существу идентичные шаблоны 60, расположенные последовательно вокруг окружности формующего барабана 26. Как показано в качестве иллюстрации, шаблоны 60 могут быть присоединены и установлены на формующую поверхность 24 путем применения традиционных механизмов скрепления или установки. В иллюстративном варианте осуществления шаблоны 60 закреплены на формующей поверхности 24 посредством ряда болтов 66, вставленных через отверстия 68 в шаблонах 60 и формующей поверхности 24.
Шаблоны 60 размещены на радиально наружной поверхности формующей поверхности 24 на формующем барабане 26, что способствует легкой замене и/или изменению положения шаблонов 60. Шаблоны 60 относительно недорого производить и легко устанавливать.
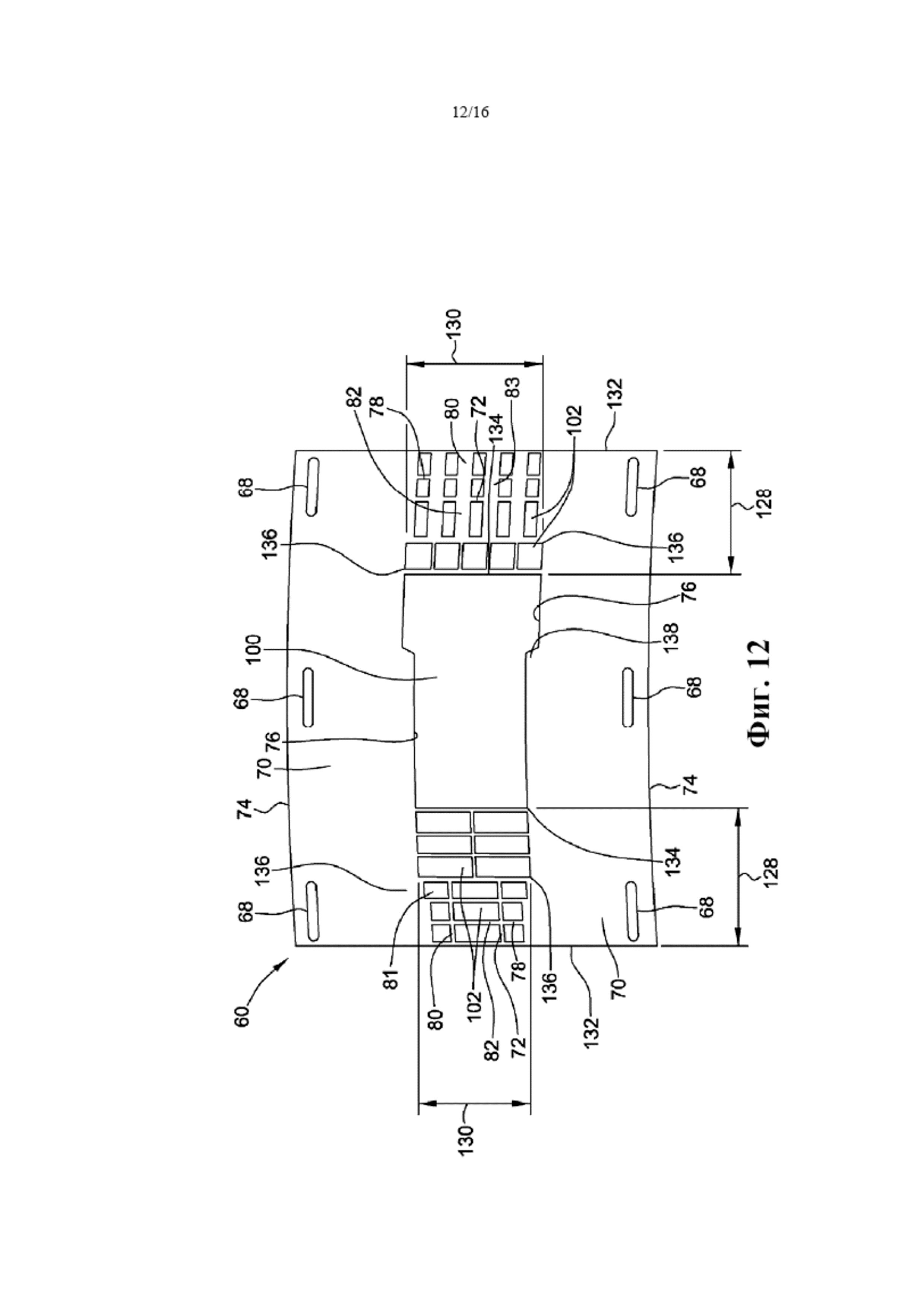
Шаблоны 60 могут иметь любую форму, подходящую для установки во вставки 27. В проиллюстрированном варианте осуществления, например, шаблоны 60 имеют наружный периметр, который образует по существу прямоугольную форму. Кроме того, шаблоны 60 слегка искривлены по своей длине в машинном направлении 54 для образования дуги с целью установки на цилиндрическую формующую поверхность 24, как можно наилучшим образом увидеть на фиг. 12. В других подходящих вариантах осуществления шаблоны 60 могут быть по существу плоскими для установки на плоские формующие поверхности (не показаны). Кривая каждого шаблона 60 имеет радиус, по существу равный радиусу формующей поверхности 24 для установки шаблонов 60 на формующую поверхность 24. При соединении вместе, последовательность шаблонов 60 может полностью охватывать окружность формующей поверхности 24.
Устройство 20 дополнительно содержит формующую камеру 84, через которую движется формующая поверхность 24. Формующая камера 84 имеет вход 86, где формующая поверхность 24 входит в камеру, по существу не содержащую волокнистого материала, и выход 88, где формующая поверхность 24 выходит из камеры, по существу заполненной волокнистым материалом. Установка для выработки волокна (не показана) вводит волокнистый материал в формующую камеру 84, при этом источник 42 вакуума создает вакуумметрическое давление в вакуумпроводе 36 относительно внутренней части формующей камеры 84. По мере того, как формующая поверхность 24 поступает в формующую камеру 84 и затем проходит через нее, составляющие материалы волокнистого полотна 22 функционально переносятся или транспортируются увлекающим потоком воздуха, который пропускают через формующую поверхность 24. Перепад давления вдоль формующей поверхности 24 вызывает вытягивание гладких волокон в формующей камере 84 на формующую поверхность 24.
Выбранный волокнистый материал может быть подходящим образом получен из войлока целлюлозных волокон (например, волокон древесной целлюлозы) или другого источника природных и/или синтетических волокон, который был раздроблен способом, хорошо известным из уровня техники, для обеспечения действующего количества отдельных, разрыхленных волокон. Соответственно, установка для выработки волокна (не показана) может функционально принимать выбранный материал, образующий полотно, преобразовывать материал, образующий полотно, в отдельные волокна и доставлять волокна в формующую камеру 84. Установка для выработки волокна может представлять собой ротационную молотковую дробилку, вращающийся гребок с деревянными зубьями или любую другую подходящую установку для выработки волокна. В некоторых вариантах осуществления волокна могут представлять собой химически измененные или закрученные волокна.
Другие составляющие материалы для получения волокнистого полотна 22 также могут быть доставлены в формующую камеру 84. Например, частицы или волокна сверхвпитывающего материала могут быть введены в формующую камеру 84 путем применения традиционных механизмов, таких как трубы, каналы, разделители, наконечники и т. п., а также их комбинаций. В иллюстративной показанной конфигурации сверхвпитывающий материал может быть доставлен в формующую камеру 84 путем применения системы 92 доставки, такой как проиллюстрированная действующая система трубопровода и наконечника. Проиллюстрированная действующая система трубопровода и наконечника содержит трубопровод 93 и наконечник 95. Проиллюстрированная ориентация трубопровода 93 доставки приведена в качестве примера, и следует понимать, что может быть применена любая действующая ориентация трубопровода 93 доставки и наконечника 95. Волокна, частицы и другой необходимый материал полотна могут увлекаться любой подходящей газообразной средой. Соответственно, любые ссылки в настоящем документе на воздух в качестве увлекающей среды следует рассматривать как общую ссылку, которая охватывает любой другой действующий увлекающий газ. Сверхвпитывающие материалы хорошо известны из уровня техники и легко доступны от различных поставщиков. Например, сверхвпитывающее вещество FAVOR 880 доступно от Stockhausen, Inc., офисы которой расположены в Гринсборо, Северная Каролина, США; и BASF 9700 доступно от BASF Corporation, офисы которой расположены в Шарлотт, Северная Каролина, США.
Примеры методик, которые можно использовать для введения сверхвпитывающих частиц в формующую камеру 84, описаны в патенте США № 4927582 под названием «METHOD AND APPARATUS FOR CREATING A GRADUATED DISTRIBUTION OF GRANULE MATERIALS IN A FIBER MAT», выданном R. E. Bryson 22 мая 1990 г.; полное раскрытие которого включено в настоящий документ посредством ссылки в порядке, который не противоречит настоящему раскрытию.
Частицы или волокна сверхвпитывающего материала могут быть введены в формующую камеру 84 и осаждены на формующую поверхность 24, так что волокнистое полотно 22 выполнено с требуемой процентной долей сверхвпитывающего материала. Предпочтительно, волокнистое полотно 22 может содержать от приблизительно 0% до 90% сверхвпитывающего материала. Еще более предпочтительно, волокнистое полотно 22 может содержать от приблизительно 50% до 80% сверхвпитывающего материала.
В подходящих вариантах осуществления волокнистое полотно 22 может иметь различные количества сверхвпитывающего материала в разных местах. Например, области с более высоким значением базового веса волокнистого полотна 22 могут иметь более высокие концентрации сверхвпитывающего материала, а области с более низким значением базового веса могут иметь более низкие концентрации сверхвпитывающего материала. В других подходящих вариантах осуществления сверхвпитывающий материал может быть распределен однородно по всему волокнистому полотну 22.
Поток увлекаемых воздухом волокон и частиц может проходить через формующую камеру 84 для осаждения на выбранную формующую поверхность 24. Формующая камера 84 может служить для направления и концентрирования увлекаемых воздухом волокон и частиц и для обеспечения требуемого профиля скорости в увлекаемом воздухом потоке волокон и частиц. Как правило, формующая камера 84 закреплена подходящими структурными элементами 94, которые в совокупности образуют опорную раму для формующей камеры 84. Рама при необходимости или по желанию может быть прикреплена и/или присоединена к другим подходящим структурным компонентам.
Часть формующего барабана 26, которая в определенный момент времени размещена в пределах формующей камеры 84, может разграничивать или иным образом обеспечивать формованную вакуумом зону 96 формующей поверхности 24. Как показано в качестве иллюстрации, формованная вакуумом зона 96 может составлять окружную, цилиндрическую часть поверхности вращающегося барабана 26. Действующий перепад давления приложен к поверхности формованной вакуумом зоны 96 под воздействием источника 42 вакуума. Источник 42 вакуума может представлять собой любой традиционный генерирующий вакуум механизм, такой как вакуумный насос, вытяжной вентилятор или другой подходящий механизм, который может обеспечивать относительно пониженное давление под формующей поверхностью 24. Источник 42 вакуума может функционально удалять воздух из дугообразного сегмента формующего барабана 26, связанного с формованной вакуумом поверхностью 96 через вакуумпровод 36 и трубопровод 40 для подачи вакуума. Соответственно, воздух проходит через формующую камеру 84 и формующий барабан 26 в направлении, показанном стрелками 98.
В иллюстративной операции волокнистое полотно 22, полученное путем воздушной укладки, может быть сформовано из потока увлекаемых воздухом волокон (и частиц), поскольку увлекающий газ проходит через отверстия в формующей поверхности 24 и во вращающийся формующий барабан 26. Под воздействием источника 42 вакуума транспортирующий поток воздуха пропускают через формующую поверхность 24 во внутреннюю часть формующего барабана 26 и затем выпускают из формующего барабана 26 через трубопровод 40 для подачи вакуума. По мере падения увлекаемых воздухом волокон и частиц на формующую поверхность 24, компонент, представляющий собой воздух, проходит через формующую поверхность 24 и компонент, представляющий собой волокна-частицы, удерживается на формующей поверхности 24 с формованием на нем нетканого волокнистого полотна 22. В подходящих вариантах осуществления подложка 144 (показанная на фиг. 4) может быть размещена на формующей поверхности 24 для приема осажденного компонента, представляющего собой волокна-частицы. Подложка 144 является по меньшей мере частично воздухопроницаемой, так что увлекающий воздух может проходить через подложку и через формующую поверхность 24. В подходящих вариантах осуществления подложка 144 может представлять собой нетканый материал.
В подходящих вариантах осуществления по меньшей мере часть каждого шаблона 60 блокирует или иным образом препятствует потоку воздуха через выбранные участки формующей поверхности 24. В результате, шаблоны 60 могут отклонять или уменьшать количество волокон, осажденных на области формующей поверхности 24, которые покрыты шаблонами 60, т. е. шаблоны 60 по меньшей мере частично смещают волокнистый материал.
Иллюстративные шаблоны 60 имеют боковые стенки 70 и разделители 72, проходящие между боковыми стенками 70 для смещения волокнистого материала (фиг. 1). Боковые стенки 70 имеют наружные боковые края 74 и внутренние боковые края 76. В предпочтительных схемах расположения внутренние боковые края 76 шаблонов 60 могут быть рельефными. В иллюстративной показанной схеме расположения боковые стенки 70 шаблонов 60 имеют изогнутый, волнообразный рельеф, определяемый внутренними боковыми краями 76 вдоль машинного направления 54. Кроме того, шаблоны 60 могут быть совместно расположены и выполнены с возможностью обеспечения чередующихся, узких и широких участков поверх формующей поверхности 24, которые обеспечивают возможность прохождения воздуха через формующую поверхность 24. В некоторых вариантах осуществления шаблоны 60 могут быть симметричными, так что рельефы внутренних боковых краев 76 могут быть по существу зеркальными отражениями друг друга. Внутренние боковые края 76 шаблонов 60 могут необязательно иметь по существу прямую конфигурацию вдоль машинного направления 54 для воздействия на по существу прямоугольный, лентообразный участок перфорированного элемента 58.
Разделители 72 по меньшей мере частично блокируют поток воздуха через формующую поверхность 24 между боковыми стенками 70 шаблона 60. Следует понимать, что шаблон 60 может содержать любое число разделителей 72, проходящих в любом из направлений. В проиллюстрированном варианте осуществления разделители 72 включают поперечные разделители 78 и продольные разделители 80. Поперечные разделители 78 проходят по меньшей мере частично в направлении 56, поперечном машинному. Продольные разделители 80 проходят по меньшей мере частично в машинном направлении 54. В проиллюстрированном варианте осуществления по меньшей мере некоторые из поперечных и продольных разделителей 78, 80 являются по существу перпендикулярными.
Кроме того, разделители 72 могут иметь любые формы и комбинации форм, например, без ограничения, криволинейные и/или прямые формы. Более того, разделители 72 могут иметь любой размер. Предпочтительно, каждый разделитель 72 имеет ширину меньше 1 см и, еще более предпочтительно, имеет ширину меньше 1/2 см. Ширина разделителя способствует направлению волокнистого материала, как будет более подробно раскрыто далее.
В иллюстративном варианте осуществления шаблоны 60 содержат по меньшей мере одну открытую область 100. Открытая область 100 по существу не содержит препятствий осаждению материала полотна на формующую поверхность 24. Предпочтительно, открытая область 100 имеет сплошную область от приблизительно 10 см2 до приблизительно 750 см2. Более предпочтительно, открытая область 100 имеет сплошную область от приблизительно 200 см2 до приблизительно 500 см2.
Разделители 72 по существу блокируют воздушный поток через часть формующей поверхности 24 и, следовательно, предотвращают осаждение волокнистого материала на формующую поверхность 24. Разделители 72 также смещают волокнистый материал вследствие высоты 131 рисунка шаблона 60, что будет более подробно описано далее. Области между разделителями 72 образуют сегменты 102, через которые волокнистый материал может быть направлен на формующую поверхность 24. Предпочтительно, каждый сегмент 102 имеет область от приблизительно 10 мм2 до приблизительно 2500 мм2. Более предпочтительно, каждый сегмент 102 имеет область от приблизительно 25 мм2 до приблизительно 2000 мм2. Еще более предпочтительно, каждый сегмент 102 имеет область от приблизительно 100 мм2 до приблизительно 1000 мм2.
Разделители 72 вместе с сегментами 102 определяют разделительные области 82. Предпочтительно, разделители 72 покрывают от приблизительно 20% до приблизительно 75% разделительной области 82. Более предпочтительно, разделители 72 покрывают от приблизительно 20% до приблизительно 40% разделительной области 82. Разделители 72 по меньшей мере частично предотвращают осаждение волокнистого материала в разделительных областях 82 и, следовательно, смещают волокнистый материал в открытые области 100. В результате, разделительные области 82 могут образовывать части волокнистого полотна 22, которые имеют более низкие значения базового веса, чем части волокнистого полотна 22, образованные открытыми областями 100.
Шаблоны 60 подходящим образом могут быть использованы для формования волокнистых полотен 22 с профилем базового веса по волокнистому полотну 22. Предпочтительно, волокнистое полотно 22 имеет соотношение области с более высоким значением базового веса и области с более низким значением базового веса по меньшей мере 1,25:1. Более предпочтительно, волокнистое полотно 22 имеет соотношение области с более высоким значением базового веса и области с более низким значением базового веса по меньшей мере 1,33:1. Еще более предпочтительно, волокнистое полотно 22 имеет соотношение области с более высоким значением базового веса и области с более низким значением базового веса по меньшей мере 1,5:1.
Области 62 с перемычками могут быть выполнены в волокнистом полотне 22 соответственно местам расположения разделительных областей 82. Кроме того, сплошные области 64 могут быть выполнены в волокнистом полотне 22, соответственно местам расположения открытых областей 100. Области 62 с перемычками, в целом, имеют более низкие значения базового веса, чем сплошные области 64. Следовательно, волокнистое полотно 22 имеет постепенный переход базового веса через волокнистое полотно 22 вследствие изменений между областями 62 с перемычками с более низким значением базового веса и сплошными областями 64 с более высоким значением базового веса.
Шаблоны 60 могут необязательно быть выполнены с возможностью образования других требуемых элементов, таких как последовательность определяющих пазов или других сквозных отверстий, на уложенном волокнистом полотне 22. Один пример впитывающей структуры, имеющей определяющий паз 77, показан на фиг. 6. Определяющие пазы 77 могут, например, обеспечивать контрольные точки для определения расположения и размещения последующего разрезания, проходящего в продольном направлении волокнистого полотна 22, на отдельные волокнистые прокладки. В подходящих вариантах осуществления определяющие пазы 77 выполнены по существу посредством предотвращения осаждения волокнистого материала на промежуток, достаточно большой для избежания образования перемычки и для создания полости через толщину прокладки.
Как проиллюстрировано, шаблоны 60 способствуют формованию волокнистых полотен с постепенными переходами в базовом весе на формующей поверхности 24, которая имеет по существу одинаковую глубину вдоль ее поверхности, т. е. представляет собой плоскую формующую поверхность. Однако, в подходящих вариантах осуществления формующая поверхность 24 и, в частности, перфорированный элемент 58 могут иметь рельеф формующей поверхности, который не является одинаковым по ее размерам глубины. Например, перфорированный элемент 58 может содержать ряд разнесенных в продольном направлении участков с кармашками (не показаны) для формования участков с высоким значением базового веса. Взаимодействующие участки без кармашков перфорированного элемента 58 могут быть размещены между участками с кармашками и могут быть предназначены для формования участков с низким значением базового веса волокнистого полотна 22.
После формования волокнистого полотна 22, полученного путем воздушной укладки, вращение барабана затем передает волокнистое полотно 22 из формованной вакуумом зоны 96 в зону 109 зачистки, где лишняя толщина волокнистого полотна 22 может быть срезана и удалена до предварительно определенной величины посредством системы 108 зачистки. Система 108 зачистки может быть размещена в участке 88 выхода из формующей камеры 84. Система 108 зачистки может содержать камеру 110 для зачистки и зачищающий валок 112, который размещен в камере 110 для зачистки. Зачищающий валок 112 может сдирать избыток волокнистого материала с волокнистого полотна 22, при этом удаленные волокна можно выводить из камеры 110 для зачистки посредством подходящего выпускного трубопровода, хорошо известного из уровня техники. Удаленный волокнистый материал предпочтительно может, например, быть возвращен в формующую камеру 84 или установку для выработки волокна. Кроме того, зачищающий валок 112 может перегруппировывать и повторно распределять материал полотна вдоль продольного машинного направления 54 полотна и/или вдоль бокового направления 56, поперечного машинному, волокнистого полотна 22.
Дополнительное повторное распределение во время процесса зачистки для создания областей с более высоким значением базового веса в волокнистом полотне 22 не является необходимым, поскольку шаблоны 60 смещают волокнистый материал для образования областей с более высоким значением базового веса во время формования волокнистого полотна 22. Однако, в некоторых подходящих вариантах осуществления система 108 зачистки может быть использована для повторного распределения волокнистого материала для дальнейшего очерчивания постепенного перехода в базовом весе.
Вращающийся зачищающий валок 112 функционально соединен и сопряжен с подходящим элементом вала и приводится в движение подходящей приводной системой (не показана). Приводная система может содержать любое традиционное устройство, такое как электродвигатель или муфта с приводным механизмом, применяемым для вращения формующего барабана 26. Система 108 зачистки может представлять собой традиционный механизм обрезки для удаления или повторного распределения любой избыточной толщины уложенного волокнистого полотна 22, которое было осаждено на формующую поверхность 24. Поверхность зачищающего валка 112 может быть приспособлена для обеспечения требуемого рельефа вдоль зачищенной поверхности волокнистого полотна 22. В иллюстративной показанной схеме зачищающий валок 112 может, например, быть выполнен с возможностью обеспечения по существу плоской поверхности вдоль зачищенной поверхности волокнистого полотна 22. Зачищающий валок 112 может необязательно быть выполнен с возможностью обеспечения неплоской поверхности. Зачищающий валок 112 размещен на определенном расстоянии рядом с формующей поверхностью 24, при этом формующая поверхность 24 перемещается за зачищающий валок 112. Традиционный транспортирующий механизм, такой как всасывающий вентилятор (не показан), может отводить удаленный волокнистый материал от формуемого волокнистого полотна 22 и из камеры 110 для зачистки.
В иллюстративной показанной конфигурации зачищающий валок 112 вращается в направлении, которое обеспечивает перемещение контактной поверхности зачищающего валка 112 в противоположном направлении, то есть противоположно направлению перемещения уложенного волокнистого полотна 22. В качестве альтернативы, зачищающий валок 112 может вращаться для обеспечения сонаправленного движения поверхности валка относительно поверхности формующего барабана 26, как можно ближе к ней. В любом случае, скорость вращения зачищающего валка 112 следует подходящим образом выбрать для обеспечения эффективного зачищающего действия в отношении контактной поверхности формуемого волокнистого полотна 22. Вместо зачищающей валковой установки можно применять любой другой подходящий механизм обрезки для обеспечения отрезающего или сдирающего действия в отношении уложенного волокнистого полотна 22 посредством относительного перемещения волокнистого полотна 22 и выбранного механизма обрезки.
После операции зачистки формуемое волокнистое полотно 22 можно удалять с формующей поверхности 24. Операция удаления может обеспечиваться весом волокнистого полотна 22, центробежной силой и/или положительным давлением воздуха. При вращении формующего барабана 26, часть формующей поверхности 24, несущая волокнистое полотно 22, полученное путем воздушной укладки, может перемещаться в необязательную зону отдувки под давлением формующего барабана 26. В зоне отдувки воздух может подаваться под давлением и направляться в радиальном направлении наружу от волокнистого полотна 22 на часть формующей поверхности 24, соответствующей зоне отдувки. Давление газа может обеспечить быстрое отделение волокнистого полотна 22 от формующей поверхности 24, и волокнистое полотно 22 можно перенести от формующей поверхности 24 на подходящий транспортирующий механизм. В подходящих вариантах осуществления подложка 144 может быть использована для поддержки волокнистого полотна 22 и способствования удалению волокнистого полотна 22 с формующей поверхности 24.
Транспортер полотна может принимать формуемое волокнистое полотно 22 из формующего барабана 26 и транспортировать волокнистое полотно 22 для дальнейшей обработки. Подходящие транспортеры полотна могут, например, включать конвейерные ленты, вакуумные барабаны, транспортные ролики, электромагнитные подвесные конвейеры, гидравлические подвесные конвейеры или тому подобное, а также их комбинации. Как показано в качестве иллюстрации, транспортер полотна может быть представлен системой, которая содержит бесконечную конвейерную ленту 114, размещенную на роликах 116.
В конкретной конфигурации по настоящему изобретению вакуумная камера 118 может быть расположена под конвейерной лентой 114 для способствования удалению волокнистого полотна 22 с формующей поверхности 24. Вакуумная камера 118 открывается в сторону ленты 114, при этом высасывание воздуха из вакуумной камеры 118 может проводить поток воздуха через перфорационные отверстия в конвейерной ленте 114. Действие данного потока воздуха может, в свою очередь, быть направлено на отведение волокнистого полотна 22 от формующей поверхности 24. Вакуумная камера 118 может быть применена с использованием положительного давления в зоне отдувки или без него. Удаленное волокнистое полотно 22 может обеспечить взаимосвязанную последовательность прокладок, при этом каждая прокладка может иметь выбранный рельеф поверхности, который по существу соответствует рельефу, обеспечиваемому различными соответствующими частями формующей поверхности 24 и шаблонов 60, на которых была сформирована каждая отдельная прокладка.
Как проиллюстрировано на фиг. 3, волокнистое полотно 22 после выхода из формующего барабана 26 выводят на ленту 120, где отжимные валки 122 и 124 для уменьшения объема сжимают материал для придания ему большей прочности и уменьшения объема для более легкой обработки. Считается, что уменьшение объема улучшает сцепление волокон, так что можно достигнуть более сильного взаимодействия волокнистого материала. В проиллюстрированном варианте осуществления валок 122 имеет рисунок из выступов 126, который отпечатывает рисунок на по меньшей мере одной поверхности волокнистого полотна 22. Выступы 126 представляют собой относительно малые отклонения от уровня поверхности валка, в целом, только на приблизительно 1,27 см. В других вариантах осуществления валки 122 и 124 могут представлять собой любой тип валков для уменьшения объема, например, без ограничения, валки с углублениями и/или полостями. В некоторых вариантах осуществления валки для уменьшения объема могут быть гладкими и могут не оставлять рисунок на волокнистом полотне 22.
Валки 122, 124 для уменьшения объема предпочтительно определяют зазор, который меньше толщины волокнистого полотна 22. В одном подходящем варианте осуществления расстояние между валками 122 и 124 составляет приблизительно 0,38 мм в областях с выступами до приблизительно 1,65 мм в ровных областях валков. Таким образом, волокнистое полотно 22 сжимают и значительно уменьшают толщину посредством работы валков 122, 124 для уменьшения объема. Волокна волокнистого полотна 22 подвергаются значительной деформации при пропускании через зазор валков 122, 124, в особенности, при высоких скоростях и существенном сжатии. В результате, процесс уменьшения объема способствует дополнительному смещению волокнистого материала от сегментов 103 полотна в вертикальные зоны 140 раздела, что создает дополнительную перемычку 142 и приводит к микроградиенту базового веса. В некоторых подходящих вариантах осуществления процесс уменьшения объема может быть пропущен.
Будет очевидно, что для дальнейшей обработки волокнистого полотна 22 могут быть применены различные традиционные устройства и методики. Например, различные традиционные устройства и методики (не показаны) могут быть применены для разрезания волокнистого полотна 22 до предопределенных длин, чтобы предоставить выбранные формуемые воздухом волокнистые прокладки, например, впитывающие структуры. Система разрезания может, например, включать вырубной нож, устройство для водоструйной резки, ротационные ножи, ножи с возвратно-поступательным движением, резаки с применением энергетического луча, резаки с применением пучка частиц или тому подобное, а также их комбинации. После разрезания отдельные волокнистые прокладки предпочтительно могут быть транспортированы и доставлены для дальнейшей обработки.
Подходящие системы для формования и обработки волокнистых прокладок хорошо известны из уровня техники. Например, см. публ. заявки на патент США № 2007/0049892 под названием «ABSORBENT ARTICLE WITH CORE WRAP», выданный Patrick Lord и соавт., опубликованную 1 марта 2007 г.; и публ. заявки на патент США № 2007/0044903 под названием «METHOD AND APPARATUS FOR MAKING ABSORBENT ARTICLE WITH CORE WRAP», выданный Anthony Wisneski и соавт., опубликованную 1 марта 2007 г., полные раскрытия которых включены в настоящий документ посредством ссылки в порядке, который не противоречит настоящему раскрытию.
В подходящих вариантах осуществления волокнистое полотно 22 и/или волокнистые прокладки могут быть согнуты. Например, продольные или поперечные края волокнистого полотна 22 могут быть согнуты перед разрезанием. В подходящих вариантах осуществления волокнистое полотно 22 и/или волокнистые прокладки могут быть согнуты вдоль линии сгиба, так что по меньшей мере часть области 62 с перемычками является согнутой. В некоторых вариантах осуществления линия сгиба по существу совпадает по меньшей мере с одной из вертикальных зон 140 раздела. Волокнистое полотно 22 и волокнистые прокладки могут быть согнуты любой известной системой сгиба, например, вакуумными системами и системами, содержащими механические сгибающие конструкции, такие как сгибающие лыжи, сгибающие доски и сгибающие бруски.
В некоторых вариантах осуществления по меньшей мере одна лицевая поверхность впитывающих прокладок может быть покрыта оберточным листом 251 (показан на фиг. 15). Оберточный лист 251 может быть обернут вокруг волокнистых прокладок, так что оберточный лист 251 покрывает боковые края и части противоположных лицевых поверхностей волокнистых прокладок. Оберточный лист 251 может быть закреплен на волокнистых прокладках во избежание развертывания. Примеры методик, которые могут быть использованы для сгиба и оборачивания волокнистых прокладок, описаны в патенте США № 7396349 под названием «WRAPPED ABSORBENT CORE», выданном James George Van Himbergen и соавт. 8 июля 2008 г.; полное раскрытие которого включено в настоящий документ посредством ссылки в порядке, который не противоречит настоящему раскрытию.
Шаблоны 60 способствуют получению впитывающих структур, которые имеют форму и имеют постепенный переход в базовом весе, предназначенный для впитывающих изделий. Соответственно, шаблоны 60 могут быть использованы в устройстве для получения впитывающих структур для использования в одноразовых впитывающих изделиях, таких как подгузники, детские трусы для приучения к горшку, предметы женской гигиены, взрослые продукты, применяемые при недержании и т. п.
Предпочтительно, волокнистое полотно 22 разделяют так, что каждая формуемая впитывающая структура имеет по меньшей мере одну область 62 с перемычками, которая покрывает от приблизительно 20% до приблизительно 75% всей площади впитывающей структуры. Более предпочтительно, область 62 с перемычками для каждой формуемой впитывающей структуры покрывает от приблизительно 30% до приблизительно 66% всей площади впитывающей структуры. Наиболее предпочтительно, область 62 с перемычками для каждой формуемой впитывающей структуры покрывает от приблизительно 33% до приблизительно 60% всей площади впитывающей структуры. В некоторых вариантах осуществления площадь областей 62 с перемычками может варьироваться в зависимости от предполагаемого использования впитывающей структуры. Например, если впитывающая структура должна использоваться в изделии для личной гигиены для конкретного пола, область 62 с перемычками предпочтительно покрывает приблизительно 53% всей площади впитывающей структуры. Если впитывающая структура предназначена для предметов личной гигиены не для конкретного пола, таких как подгузники, область 62 с перемычками предпочтительно покрывает приблизительно 42% всей площади впитывающей структуры.
На фиг. 4 проиллюстрировано волокнистое полотно 22 с перемычками, формуемое вышеописанным устройством 20. Во время укладки волокнистого материала, вертикальные зоны 140 раздела образуются в волокнистом полотне 22 в местах, соответствующих разделителям 72. Сегменты 103 полотна образованы в волокнистом полотне 22 между вертикальными зонами 140 раздела. В проиллюстрированном варианте осуществления сегменты 103 полотна имеют по существу прямоугольную форму; однако, сегменты 103 полотна могут иметь любую форму в подходящих вариантах осуществления. Благодаря ширине вертикальных зон 140 раздела, некоторый волокнистый материал образует перемычку 142 через вертикальные зоны 140 раздела, т. е. некоторый волокнистый материал проходит между сегментами 103 полотна. Сегменты 103 полотна, вертикальные зоны 140 раздела и перемычка 142 создают микроградиент базового веса через область 62 с перемычками волокнистого полотна 22, что будет более подробно раскрыто далее.
Количество перемычек 142 через вертикальные зоны 140 раздела можно по меньшей мере частично контролировать путем управления шириной разделителей 72. Разделители 72, имеющие меньшую ширину, будут образовывать более узкие вертикальные зоны раздела, в результате приводящие к образованию большего количества перемычек 142. В качестве альтернативы, увеличение ширины разделителей 72 будет уменьшать количество перемычек 142. При достижении максимальной ширины, практически все перемычки 142 будут устранены и будет образована полость. Следовательно, разделители 72 предпочтительно имеют ширину, которая меньше максимальной ширины. В подходящих вариантах осуществления разделители 72 имеют ширину менее 1 см. Максимальная ширина зависит, по меньшей мере отчасти, от толщины волокнистого полотна 22, которое сформовано на шаблоне 60. Более толстое волокнистое полотно 22 может иметь разделители 72 с большей максимальной шириной, чем более тонкие волокнистые полотна 22. В одном подходящем варианте осуществления волокнистое полотно 22 имеет толщину 6,35 мм перед сжатием или иной обработкой.
Количество перемычек 142 через вертикальные зоны 140 раздела можно также по меньшей мере частично контролировать посредством высоты 131 рисунка шаблонов 60. Высота 131 рисунка способствует смещению волокнистого материала разделителями 72 и образованию перемычки 142. Предпочтительно, высота 131 рисунка выполнена с возможностью обеспечения прохождения перемычки 142 через 10—90% по меньшей мере одной из вертикальных зон 140 раздела. Более предпочтительно, высота 131 рисунка выполнена с возможностью обеспечения прохождения перемычки 142 через 25—75% по меньшей мере одной из вертикальных зон 140 раздела. В подходящих вариантах осуществления высота 131 рисунка менее 1 см будет обеспечивать прохождение перемычки 142 через 10—90% по меньшей мере одной из вертикальных зон 140 раздела, при этом высота 131 рисунка от приблизительно 3 до приблизительно 10 мм будет обеспечивать прохождение перемычки 142 через 25—75% по меньшей мере одной из вертикальных зон 140 раздела.
Материал, образующий перемычку 142, можно контролировать во время формования волокнистого полотна 22. Например, большая часть сверхвпитывающего материала может быть осаждена близко к формующей поверхности 24, а другие частицы и волокна могут быть осаждены дальше от формующей поверхности 24. В результате, другие частицы и волокна будут образовывать по существу всю перемычку 142 через вертикальные зоны 140 раздела, обеспечивая увеличенную прочность перемычке 142. Соответственно, от приблизительно 66% до приблизительно 100% сверхвпитывающего материала может быть осаждено близко к формующей поверхности 24. Предпочтительно, от приблизительно 75% до приблизительно 100% сверхвпитывающего материала может быть осаждено близко к формующей поверхности 24.
Волокнистое полотно 22, показанное на фиг. 4, сформировано на подложке 144. Подложка 144 способствует удалению волокнистого полотна 22 с формующей поверхности 24 и обеспечивает опору для волокнистого полотна 22. Однако, в некоторых вариантах осуществления волокнистое полотно 22 может быть сформовано непосредственно на формующей поверхности 24 без подложки 144. Перемычка 142 через вертикальные зоны 140 раздела обеспечивает волокнистому полотну 22 достаточную прочность для поддержания целостности полотна во время обработки без подложки 144. В некоторых вариантах осуществления волокнистое полотно 144 может быть перенесено с формующей поверхности 24 на подложку 144 до обработки.
В некоторых вариантах осуществления вертикальные зоны 140 раздела могут определять линии разрыва, где впитывающая структура с перемычками является более гибкой и/или может быть легко разделена. Линии разрыва могут быть в особенности преимущественными при использовании впитывающей структуры в изделии личной гигиены, в котором гибкость повышает комфорт для носящего. Следовательно, области 62 с перемычками и, таким образом, вертикальные зоны 140 раздела, могут быть расположены в частях впитывающей структуры, где необходима повышенная гибкость. Кроме того, вертикальные зоны 140 раздела могут обеспечить преимущественное направление текучей среды для повышения эффективности впитывающих изделий, содержащих впитывающую структуру.
Сплошные области 64 волокнистого полотна 22 не содержат полостей и вертикальных зон 140 раздела, так что сплошные области 64 являются по существу сплошными. Следовательно, сплошные области 64 имеют более высокое значение базового веса, чем области 62 с перемычками волокнистого полотна 22. В подходящих вариантах осуществления сплошные области 64 могут находиться в любых частях впитывающей структуры. В иллюстративных вариантах осуществления волокнистое полотно 22 формуют и разделяют таким образом, что сплошные области 64 образованы в передней области впитывающих структур. В подходящих вариантах осуществления волокнистое полотно 22 могут формовать и разделять таким образом, что сплошные области 64 образованы в средней области впитывающих структур.
В подходящих вариантах осуществления сплошная область 64 покрывает часть впитывающей структуры, не покрытой областями 62 с перемычками. Предпочтительно, сплошная область 64 для каждой формуемой впитывающей структуры покрывает от приблизительно 25% до приблизительно 80% всей площади впитывающей структуры. Более предпочтительно, сплошная область 64 для каждой формуемой впитывающей структуры покрывает от приблизительно 34% до приблизительно 70% всей площади впитывающей структуры. Наиболее предпочтительно, сплошная область 64 для каждой формуемой впитывающей структуры покрывает от приблизительно 40% до приблизительно 67% всей площади впитывающей структуры.
На фиг. 5 проиллюстрировано волокнистое полотно 22 с перемычками после уменьшения объема с созданием рисунка. В подходящих вариантах осуществления могут уменьшать объем волокнистого полотна 22 любым приемлемым способом и оно может быть или не может быть отпечатано с любым подходящим рисунком. В иллюстративном варианте осуществления волокнистое полотно 22 отпечатано с повторяющимся ромбическим рисунком. Процесс уменьшения объема с созданием рисунка способствует дополнительному смещению волокнистого материала от сегментов 103 полотна в вертикальные зоны раздела и улучшению микроградиента в областях с более низким значением базового веса, как можно увидеть на фиг.7.
На фиг. 6 показанa последовательность контурных графиков впитывающих структур, формуемых с использованием описанного способа. Контурные графики представляют собой рентгеновские изображения, иллюстрирующие распределение волокнистого материала и сверхвпитывающего материала через впитывающие структуры. Каждая впитывающая структура содержит слой волокнистого материала, имеющий область 62 с перемычками и сплошную область 64. Каждая впитывающая структура имеет низкое значение базового веса в области 62 с перемычками и высокое значение базового веса в сплошной области 64, образуя макроградиент через впитывающую структуру. Кроме того, перемычка 142 в области 62 с перемычками с низким значением базового веса образует изменения в базовом весе, определяя микроградиент.
Графики показывают области с высоким значением базового веса и области с низким значением базового веса впитывающей структуры и различают области по темноте оттенка. Различия в базовом весе между областями с высоким значением базового веса и низким значением базового веса определяют макроградиент во впитывающей структуре. Кроме того, области с низким значением базового веса имеют визуально заметный микроградиент, при котором базовый вес варьируется через области с низким значением базового веса. Используемый в настоящем документе термин «макроградиент» означает изменение увеличения и/или уменьшения значений базового веса вдоль по существу всего изделия. Используемый в настоящем документе термин «микроградиент» означает вторичное изменение увеличения и/или уменьшения значения базового веса вдоль части изделия.
Вертикальные зоны 140 раздела, сегменты 103 полотна и перемычка 142 образуют изменения в базовом весе через области 62 с перемычками с низким значением базового веса волокнистого полотна 22, т. е. микроградиент. Во время формования волокнистого полотна 22 некоторый волокнистый материал проходит, или образует перемычку, через вертикальные зоны 140 раздела, образуя перемычку 142 вместо скапливания в сегментах 103 полотна. Следовательно, перемычка 142 уменьшает количество волокнистого материала в сегментах 103 полотна. Кроме того, перемычка 142 обеспечивает некоторый волокнистый материал в вертикальных зонах 140 раздела, что приводит к тому, что вертикальные зоны 140 раздела имеют базовый вес больше нуля. Следовательно, базовый вес варьируется вдоль областей 62 с перемычками, определяя микроградиент. Кроме того, волокнистый материал повторно распределяют при дальнейшей обработке волокнистого полотна 22, как, например, во время стадий зачистки и/или уменьшения объема. Данное повторное распределение дополнительно улучшает перемычку 142, вызывающую появление микроградиента.
На фиг. 7 представлен профиль базового веса через впитывающую структуру. Профиль базового веса впитывающей структуры перед сжатием показан в виде сплошной линии. Профиль базового веса впитывающей структуры после сжатия показан в виде пунктирной линии. В иллюстративном варианте осуществления впитывающую структуру сжимают в процессе уменьшения объема.
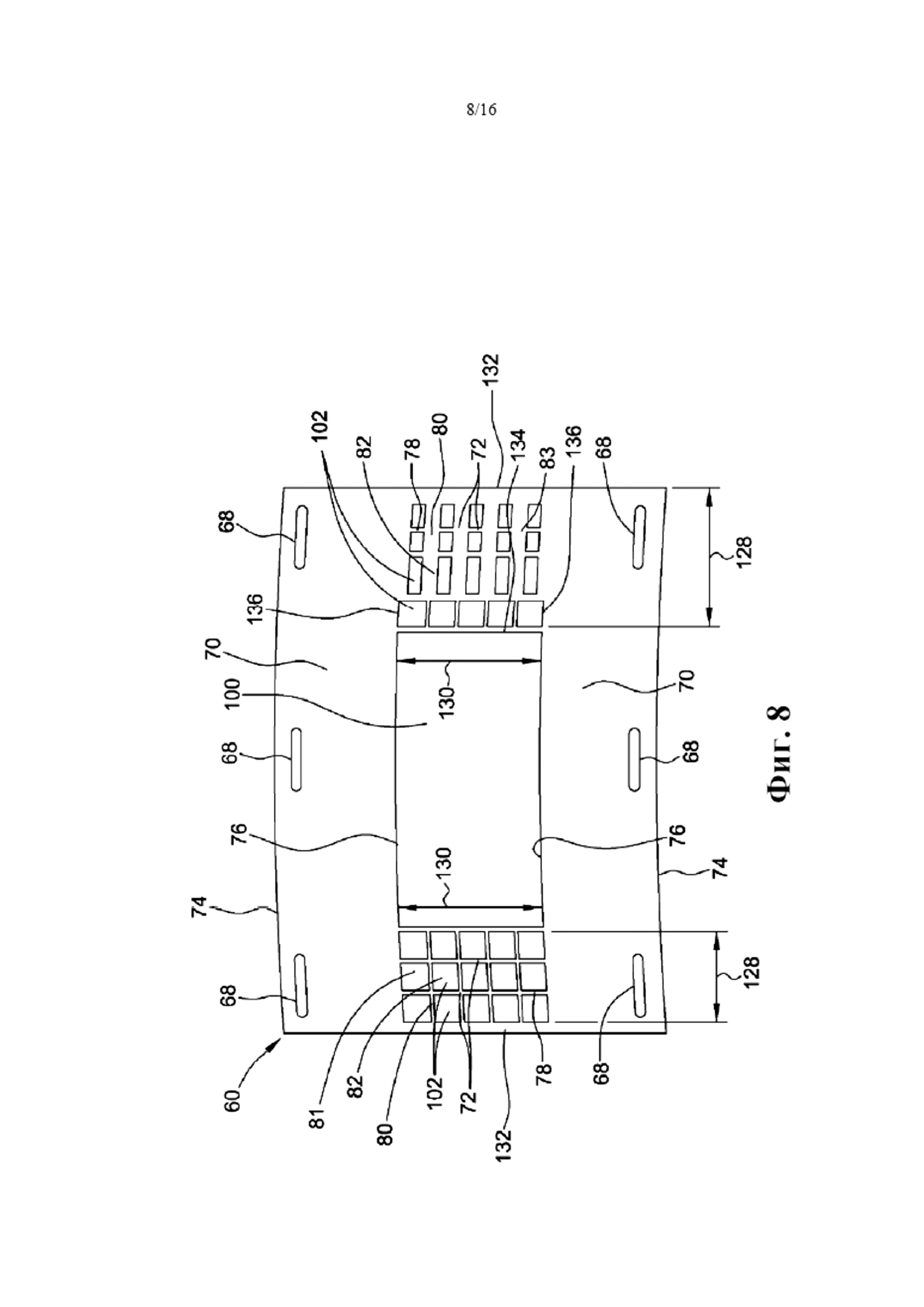
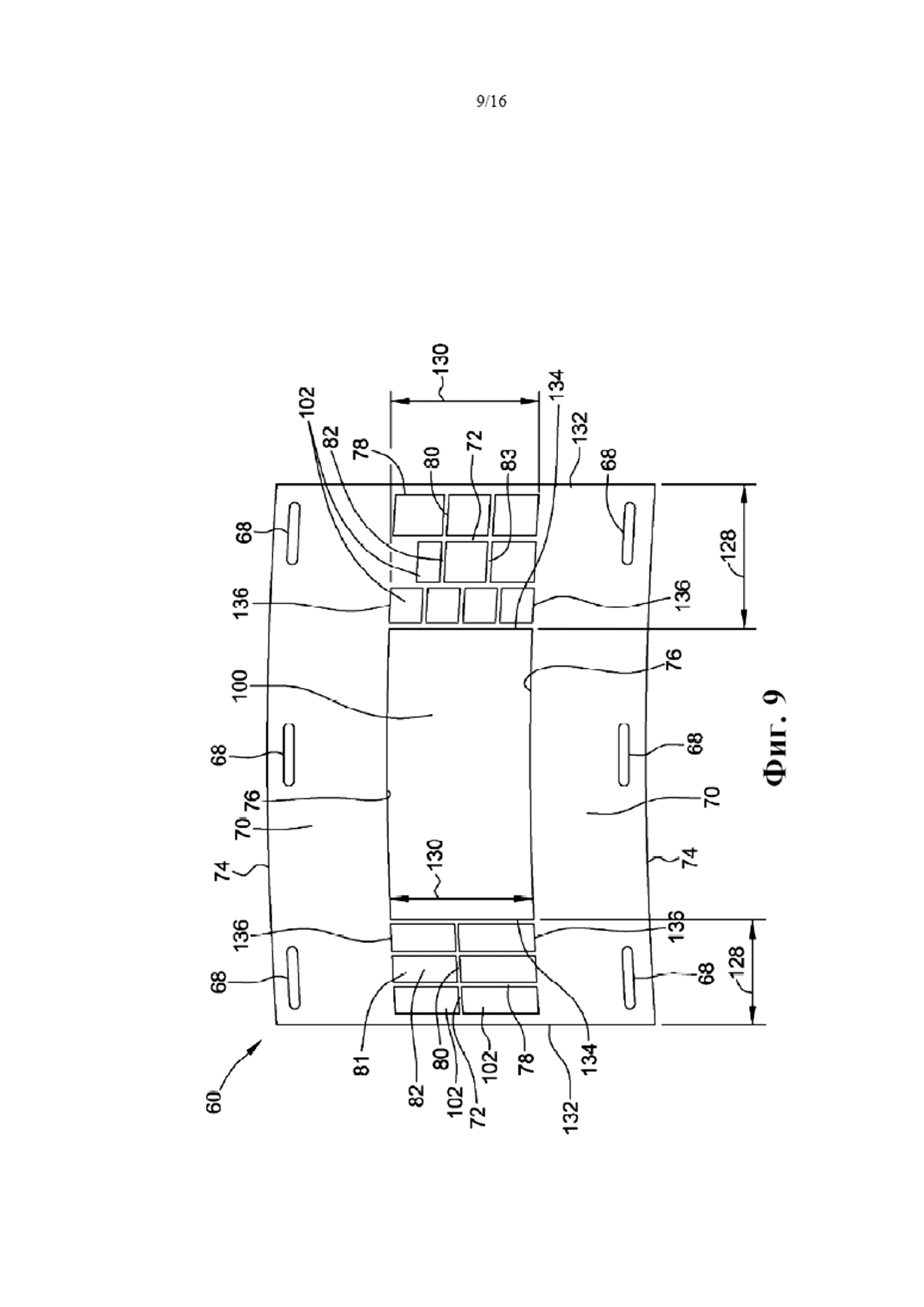
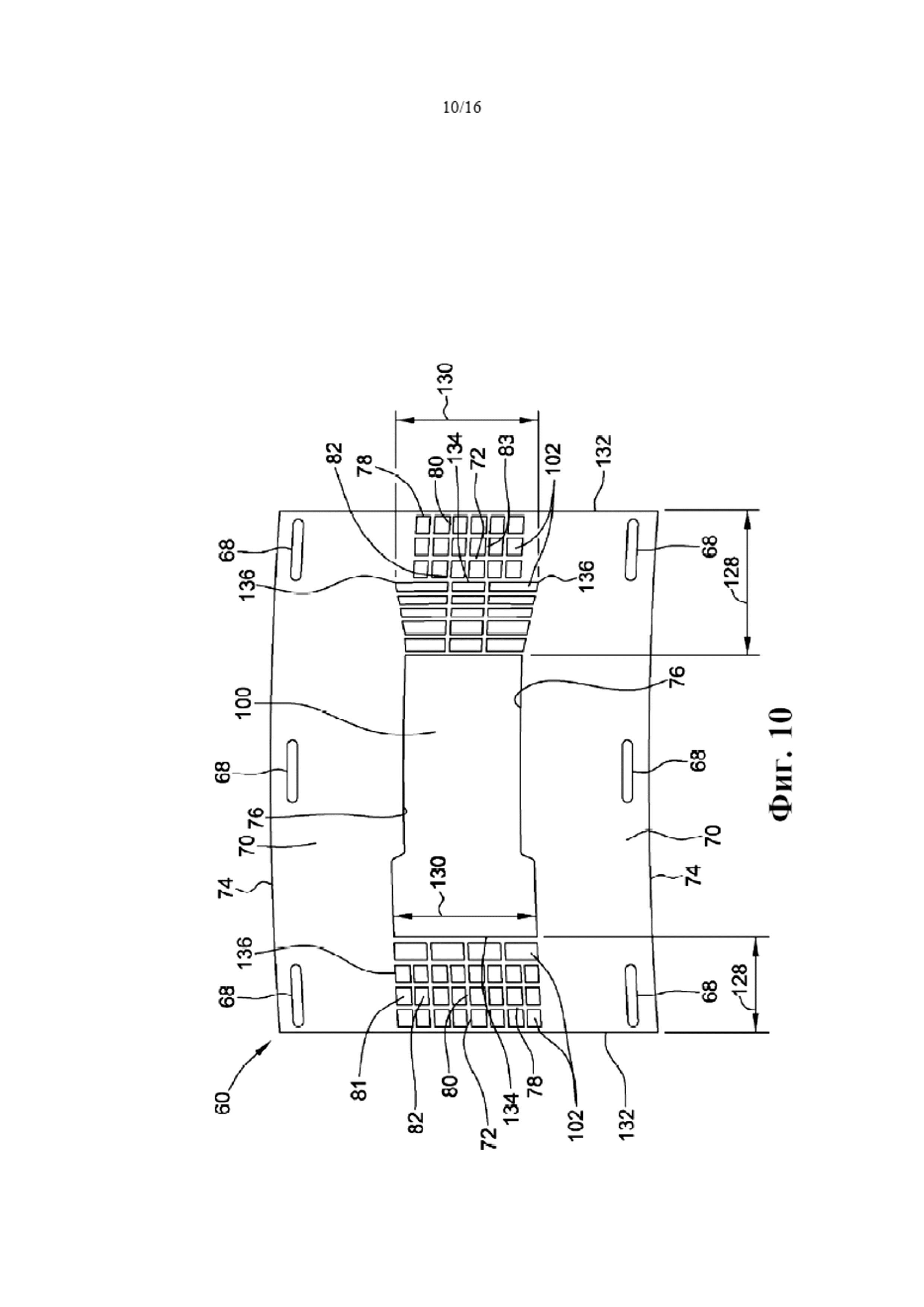
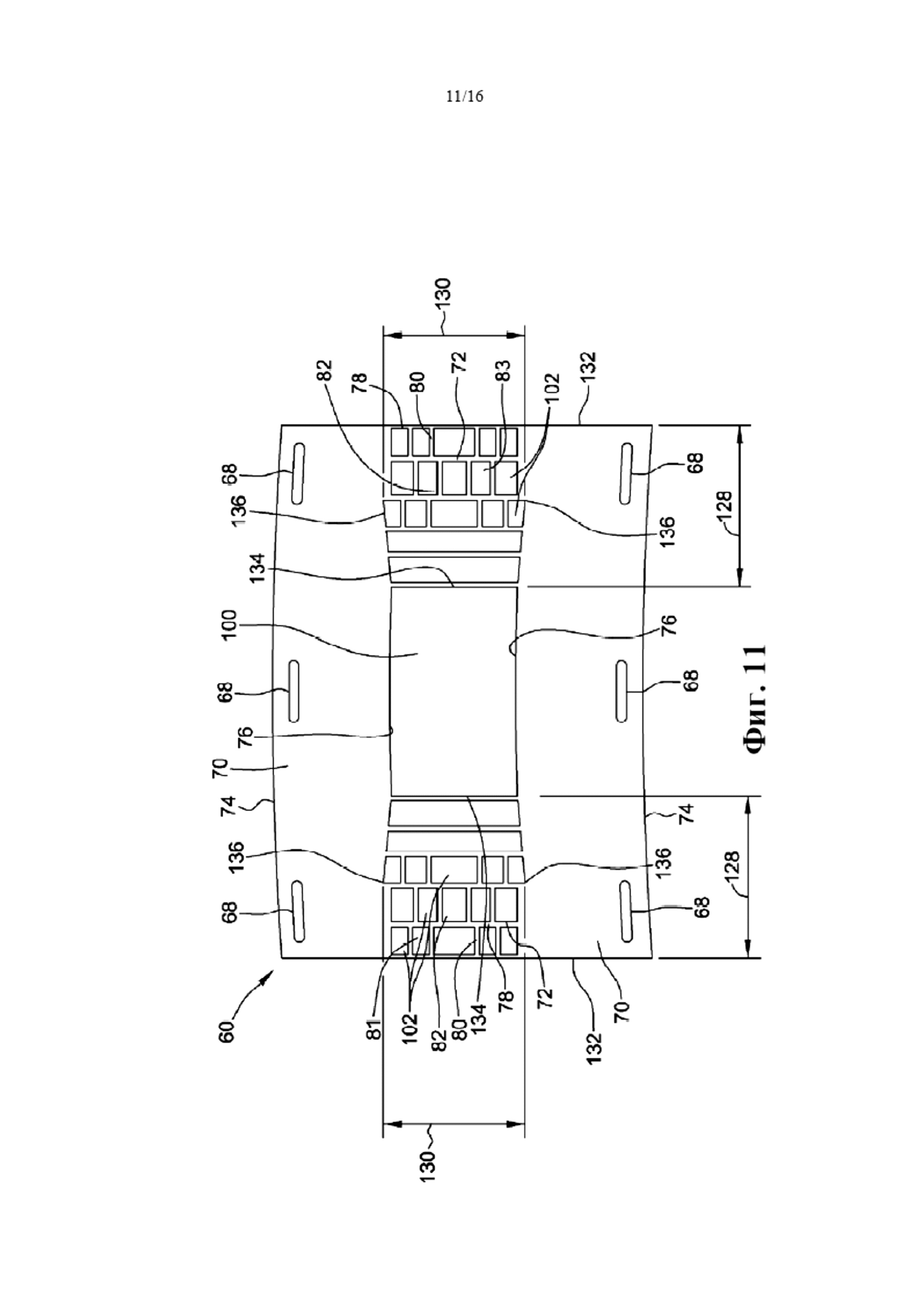
На фиг. 8—12 показан пример вариантов осуществления шаблонов 60 для использования в формовании волокнистых полотен. Каждый из шаблонов 60 определяет открытую область 100 и разделительную область 82. В подходящих вариантах осуществления шаблоны 60 могут иметь любое число открытых областей 100 и разделительных областей 81, 83, которые выполнены любым способом. В проиллюстрированных вариантах осуществления разделительная область 82 содержит первую разделительную область 81 и вторую разделительную область 83.
Как показано на фиг. 8—12, каждая из первой и второй разделительных областей 81, 83 имеет длину 128 и ширину 130. В проиллюстрированных вариантах осуществления длина 128 проходит в продольном направлении и измерена между краем 132 шаблона 60 и краем 134 открытой области 100. В проиллюстрированных вариантах осуществления ширина 130 проходит в поперечном направлении и измерена между максимальными боковыми протяженностями 136 разделительной области 81, 83.
Каждый из шаблонов 60, как проиллюстрировано на фиг. 8—12, имеет суммарную длину рисунка. Суммарная длина рисунка является суммой периметров сегментов 102 каждого шаблона 60. Предпочтительно, суммарная длина рисунка составляет от приблизительно 12 мм до приблизительно 254 мм. Более предпочтительно, суммарная длина рисунка составляет от приблизительно 63 мм до приблизительно 190 см.
Шаблон 60 на фиг. 8 имеет по существу прямоугольную открытую область 100, первую разделительную область 81 на одной стороне открытой области 100 и вторую разделительную область 83 на противоположной стороне открытой области 100. В подходящих вариантах выполнения первая и вторая разделительные области 82 могут быть одинаковыми и/или симметричными. Кроме того, разделители 72 могут определять сегменты 102 любой формы и размера в подходящих вариантах осуществления. Например, разделители могут определять сегменты 102, имеющие геометрические формы, такие как квадраты, треугольники, трапеции и круги.
Первая разделительная область 81 имеет ряд сетчатых разделителей 72, определяющих выровненные, схожие квадратные сегменты 102. Напротив, вторая разделительная область 83 имеет разделители 72 различной ширины и длины, определяющие различные прямоугольные сегменты 102. Вследствие разных размеров и форм, по меньшей мере некоторые разделители 72 и сегменты 102 смещены от граничных разделителей 72 и сегментов 102. Считается, что эта смещенная конфигурация может способствовать формованию более прочного волокнистого полотна 22.
Шаблон 60 на фиг. 9 также имеет по существу прямоугольную открытую область 100, первую разделительную область 81 на одной стороне открытой области 100 и вторую разделительную область 83 на противоположной стороне открытой области 100. Первая разделительная область 81 имеет ряд сетчатых разделителей 72, определяющих выровненные, схожие квадратные сегменты 102. Напротив, вторая разделительная область 83 имеет разделители 72 различной ширины и длины, определяющие различные прямоугольные сегменты 102, которые смещены.
Шаблон 60 на фиг. 10 имеет открытую область 100, первую разделительную область 81 на одной стороне открытой области 100 и вторую разделительную область 83 на противоположной стороне открытой области 100. Первая и вторая разделительные области 82, 83 имеют разделители 72 различной ширины и длины, определяющие различные сегменты 102, которые смещены. Некоторые разделители 72 во второй разделительной области 83 расположены под углом относительно края шаблона 60, так что разделители 72 определяют трапециевидные сегменты 102. Кроме того, боковые стенки 70 определяют угловые части открытой области 100.
Шаблон 60 на фиг. 11 имеет открытую область 100, первую разделительную область 81 на одной стороне открытой области 100 и вторую разделительную область 83 на противоположной стороне открытой области 100. Первая и вторая разделительные области 81, 83 являются по существу симметричными друг другу относительно средней линии, проходящей через открытую область 100. Первая и вторая разделительные области 81, 83 имеют прямоугольные и трапециевидные сегменты 102.
Шаблон 60 на фиг. 12 имеет открытую область 100, первую разделительную область 81 на одной стороне открытой области 100 и вторую разделительную область 83 на противоположной стороне открытой области 100. Каждая из боковых стенок 70 шаблона 60 имеет шаг 138, при котором изменяется ширина открытой области 100.
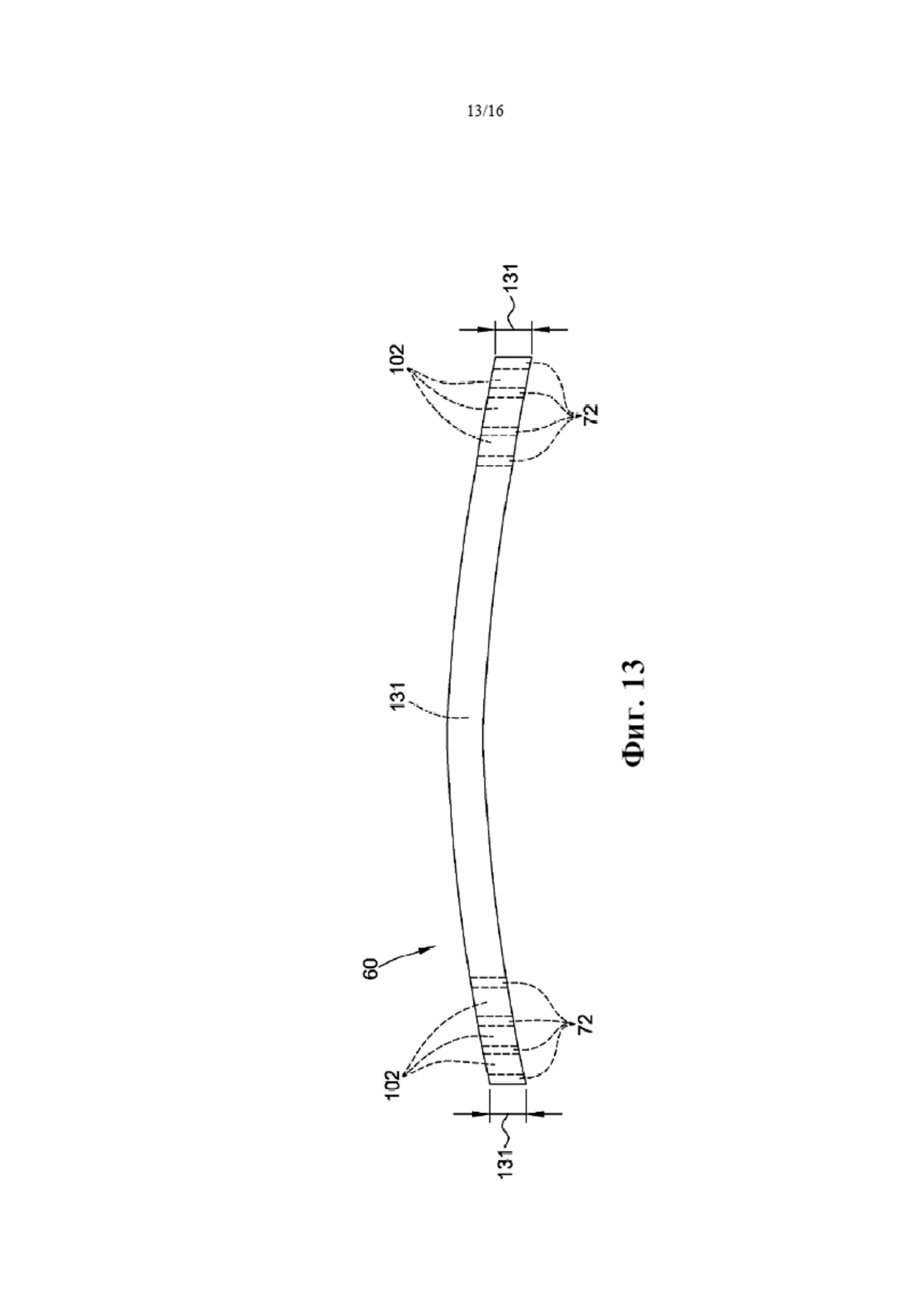
Как показано на фиг. 13, каждый шаблон 60 имеет высоту 131 рисунка. Высота 131 рисунка представляет собой толщину шаблона 60 в разделительных областях 82 шаблона 60. Следует понимать, что шаблоны 60 могут иметь любую высоту 131 рисунка, и высота 131 рисунка может варьироваться или быть постоянной вдоль разделительных областей 82. Например, в одном варианте осуществления шаблон 60 может иметь постоянную высоту 131 рисунка в первой разделительной области 81 и может иметь изменяющуюся высоту 131 рисунка во второй разделительной области 83. Предпочтительно, высота 131 рисунка меньше 1 см. Более предпочтительно, высота 131 рисунка составляет от приблизительно 3 мм до приблизительно 10 мм.
На фиг. 14 показан график распределения базового веса впитывающей структуры, формуемой другим подходящим вариантом осуществления иллюстративных процессов. Впитывающая структура имеет области с более высоким значением базового веса рядом со средними частями и области с более низким значением базового веса рядом с передними и задними торцевыми частями. Как можно увидеть на данном графике, среднее значение базового веса сплошной области 64 выше, чем среднее значение базового веса области 62 с перемычками.
Данные, графически проиллюстрированные на фиг. 14, собирали из анализа, собранном из ряда образцов впитывающих прокладок, формуемых согласно данному раскрытию. Профиль базового веса впитывающих прокладок измеряли с использованием рентгеноденситометрии. Денситометрию определяют как «количественное измерение оптической плотности в светочувствительных материалах, таких как фотографическая бумага или фотографическая пленка, вследствие воздействия светом». Используемый свет представлял собой рентгеновское излучение, при этом значение оптической плотности получали из измерения серой шкалы с цифрового рентгеновского изображения (см. фиг .6).
Рентгеновское изображение собирали для каждой прокладки с использованием программного обеспечения для анализа изображений, изображение прокладки разрезали на секции 2,5 мм х 2,5 мм. Программа, которую использовали, имела калибровочную кривую, которая преобразовывала серую шкалу всех пикселей в каждой секции в массу и, таким образом, сообщала массу в каждой секции.
Со ссылкой на фиг. 14, данные показывают, что средняя масса в передней и задней зонах может быть изменена и что область с более низким значением базового веса имеет высокий коэффициент изменения веса секции, предлагающий изменение рисунка в этой зоне.
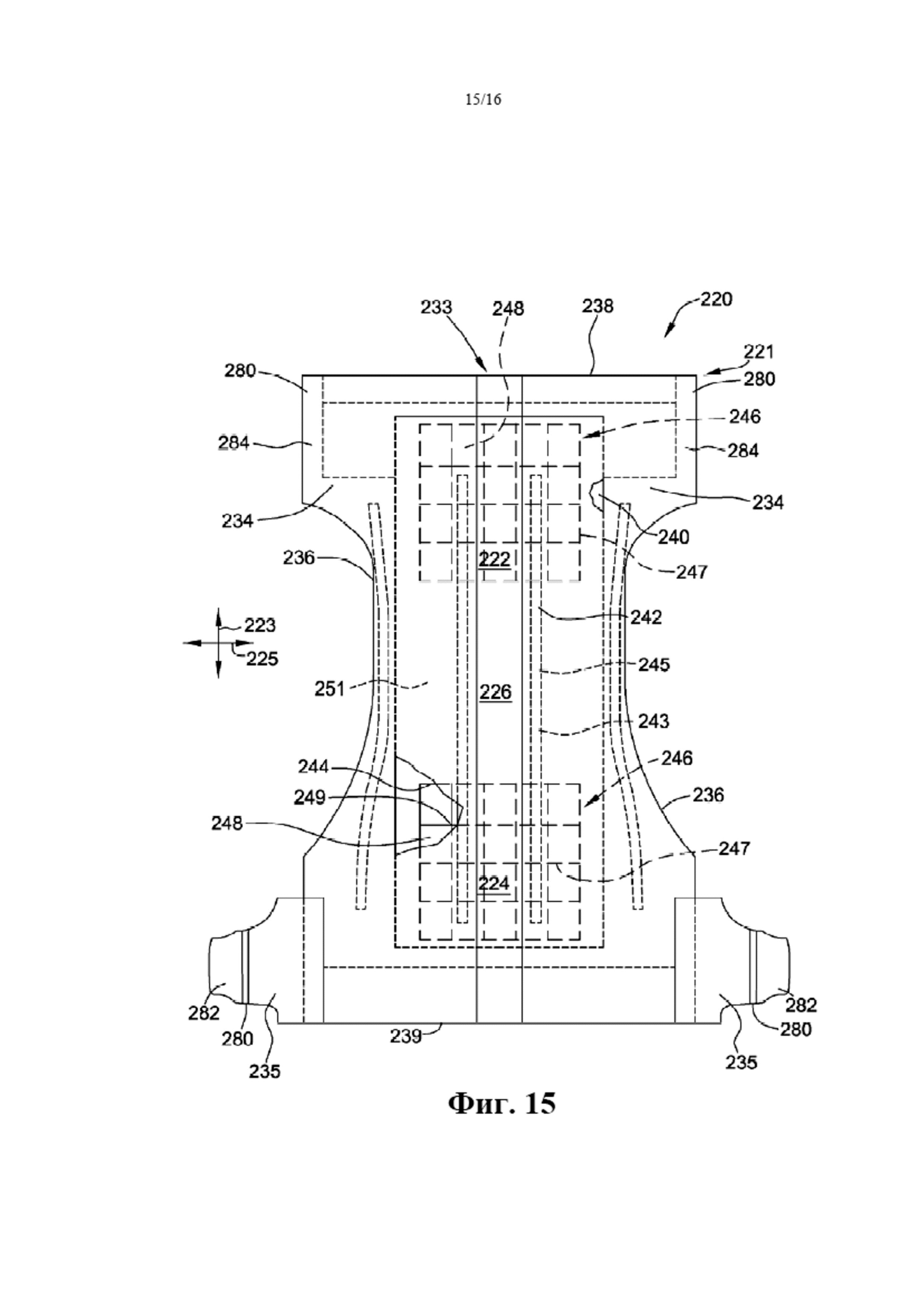
На фиг. 15 показан пример впитывающего изделия, содержащего впитывающую структуру, изготовленную при помощи описанного способа. Иллюстративное впитывающее изделие представлено в виде подгузника, проиллюстрированного в незакрепленном, несогнутом и уложенном горизонтально состоянии и указанного, в целом, ссылочным номером 220. Подгузник 220 содержит основу, указанную как 221, имеющую, в целом, прямоугольную центральную панель, указанную как 233, пару противоположных в поперечном направлении передних боковых ушек 234 и пару противоположных в поперечном направлении задних боковых ушек 235. Со ссылкой, стрелки 223 и 225 показывают ориентацию продольной оси 223 и поперечной или боковой оси 225, соответственно, подгузника 220. Предполагается, что впитывающее изделие может иметь другие формы, не отступая от некоторых аспектов настоящего изобретения (например, трусы для приучения к горшку и изделие, применяемое при недержании).
Центральная панель 233 подгузника 220 выполнена с возможностью удержания и/или поглощения выделений, высвобождаемых носящим подгузник 220. Как видно на фиг. 15, центральная панель 233 имеет переднюю область 222 талии, заднюю область 224 талии и область 226 промежности, проходящую между передней и задней областями 222, 224 талии. Центральная панель 233 дополнительно содержит пару боковых краев 236, передний поясной край 238 и задний поясной край 239. Центральная панель 233 и боковые ушки 234, 235 могут содержать отдельные элементы или быть выполнены как единое целое.
Проиллюстрированная центральная панель 233 содержит наружное покрытие 240, обращенный к телу прокладочный материал 242 и впитывающую структуру 244, размещенную между наружным покрытием 240 и обращенным к телу прокладочным материалом 242. В одном подходящем варианте осуществления наружное покрытие 240 содержит материал, который является по существу непроницаемым для жидкости, и может быть эластичным, поддающимся растяжению или не поддающимся растяжению. Наружное покрытие 240 может представлять собой один слой непроницаемого для жидкости материала, но подходящим образом содержит многослойную слоистую структуру, в которой по меньшей мере один из слоев является непроницаемым для жидкости. Например, наружное покрытие 240 может содержать проницаемый для жидкости наружный слой и непроницаемый для жидкости внутренний слой, которые соединены вместе посредством клея, связей, полученных способом ультразвуковой сварки, связей, полученных способом термосварки, или тому подобного. Подходящие разновидности клея для слоистого материала могут быть нанесены непрерывно или периодически в виде гранул, спрея, параллельных спиралей или тому подобного. Проницаемый для жидкости наружный слой может представлять собой любой подходящий материал и желательно такой, который обеспечивает, в целом, тканеподобную текстуру. Внутренний слой наружного покрытия 240 может быть непроницаемым как для жидкости, так и для пара, или же он может быть непроницаемым для жидкости и проницаемым для пара. Внутренний слой может быть изготовлен из тонкой пластиковой пленки, хотя также могут быть использованы другие гибкие непроницаемые для жидкости материалы. Внутренний слой или непроницаемое для жидкости наружное покрытие 240, если оно однослойное, предотвращает выход жидких выделений из мокрых изделий, таких как простыни и одежда, а также носящего и человека, обеспечивающего уход.
Обращенный к телу прокладочный материал 242 является проницаемым для жидкости и расположен поверх впитывающей структуры 244 и наружного покрытия 240. В одном подходящем варианте осуществления ширина обращенного к телу прокладочного материала 242 меньше, чем ширина наружного покрытия 240. Следует, однако, понимать, что обращенный к телу прокладочный материал 242 и наружное покрытие 240 могут иметь размеры, отличные от таких, которые проиллюстрированы в настоящем документе. Например, обращенный к телу прокладочный материал 242 и наружное покрытие 240 могут иметь по существу такие же размеры, или обращенный к телу прокладочный материал 242 может быть шире, чем наружное покрытие 240.
Обращенный к телу прокладочный материал 242 подходящим образом представляет собой обращенную к телу поверхность подгузника 220, которая является податливой, мягкой на ощупь и не раздражающей кожу носящего. Также, обращенный к телу прокладочный материал 242 может быть менее гидрофильным, чем впитывающая структура 244, для предоставления носящему относительно сухой поверхности и может быть достаточно пористым для того, чтобы являться проницаемым для жидкости, что обеспечивает легкое проникновение жидкости через его толщину. Подходящий обращенный к телу прокладочный материал 242 может быть изготовлен из широкого набора материалов полотна, таких как пористые пеноматериалы, сетчатые пеноматериалы, перфорированные пластиковые пленки, натуральные волокна (например, древесные или хлопковые волокна), синтетические волокна (например, полиэфирные или полипропиленовые волокна) или комбинация натуральных и синтетических волокон. Различные тканые и нетканые текстильные материалы могут быть использованы для обращенного к телу прокладочного материала 242. Например, обращенный к телу прокладочный материал 242 может состоять из полотна мелтблаун или спанбонд, состоящего из полиолефиновых волокон. Обращенный к телу прокладочный материал 242 может также представлять собой скрепленное кардочесаное полотно, состоящее из натуральных и/или синтетических волокон. Обращенный к телу прокладочный материал 242 может состоять из по существу гидрофобного материала, при этом гидрофобный материал необязательно может быть обработан поверхностно-активным веществом или обработан иным образом для придания требуемого уровня смачиваемости и гидрофильности. В одном подходящем варианте осуществления, например, обращенный к телу прокладочный материал 242 может представлять собой гидрофобный трехслойный нетканый полипропиленовый материал, известный как SMS. SMS является акронимом для «спанбонд, мелтблаун, спанбонд», процесса, благодаря которому складывают три слоя и затем наслаивают друг на друга. Один пример материала SMS описан в патенте США № 4041203, выданном Brock и соавт. Обращенный к телу прокладочный материал 242 применяют подходящим образом для способствования изоляции кожи носящего от жидкостей, удерживаемых во впитывающей структуре 244.
Впитывающая структура 244 является, в целом, сжимаемой, удобной, не раздражающей кожу носящего и способной впитывать и удерживать жидкости и определенные выделения организма и может быть изготовлена в широком разнообразии размеров и форм и из широкого разнообразия жидких впитывающих материалов, обычно используемых в области техники. Иллюстративная впитывающая структура 244 содержит слой 243 волокнистого материала, имеющий области с высоким значением базового веса и области с низким значением базового веса. В подходящих вариантах осуществления оберточный лист 251 оборачивают вокруг по меньшей мере одной лицевой поверхности впитывающей структуры 244. В проиллюстрированном варианте осуществления оберточный лист 251 подходящим образом покрывает обращенную к телу лицевую поверхность (т. е. которая обращена к носящему при ношении впитывающего изделия), боковые края и часть боковой поверхности предмета одежды впитывающей структуры 244.
В проиллюстрированном варианте осуществления ширина впитывающей структуры 244 варьируется вдоль своей длины. Более конкретно, проиллюстрированная впитывающая структура 244 имеет ширину приблизительно 115 миллиметров в передней области 222 талии центральной панели 233 и приблизительно 101 миллиметр в задней области 224 талии впитывающей структуры 244. Ширина впитывающей структуры 244 сужается внутрь по своей длине от передней области 222 талии и задней области 224 талии к области 226 промежности до минимальной ширины впитывающей структуры 244. Минимальная ширина проиллюстрированной впитывающей структуры 244, которая представляет собой область 226 промежности центральной панели 233, составляет приблизительно 85 миллиметров. Следует понимать, что впитывающая структура 244 может иметь любую подходящую форму и размер.
Впитывающая структура 244 имеет сплошную область 245 и область 246 с перемычками. Сплошная область 245 имеет более высокое значение базового веса, чем область 246 с перемычками. Кроме того, как указано выше, в области 246 с перемычками впитывающая структура 244 имеет вертикальные зоны раздела 247, разделяющие сегменты 248, и перемычку 249, проходящую вдоль вертикальных зон 247 раздела. В подходящих вариантах осуществления впитывающая структура 244 может иметь любую форму и любое число сплошных и областей 245, 246 с перемычками.
Центральная панель 233 может также включать в себя другие материалы, предназначенные главным образом для приема, временного хранения и/или транспортировки жидкости вдоль взаимно обращенной поверхности с впитывающей структурой 244, тем самым максимизируя впитывающую способность впитывающего узла. Один подходящий материал упоминается как слой распределения выбросов (не показан) и может быть расположен между впитывающим узлом и обращенным к телу прокладочным материалом 242. Слой распределения выбросов способствует замедлению и рассеиванию выбросов или излияний жидкости, которые могут быть быстро введены во впитывающую структуру 244. Слой распределения выбросов может быстро принять и временно удерживать жидкость до вывода жидкости в накопительные или задерживающие части впитывающей структуры 244. Примеры подходящих слоев распределения выбросов описаны в патентах США №№ 5486166 и 5490846. Другие подходящие материалы распределения выбросов описаны в патентах США № 5820973.
Как видно на фиг. 15, передние и задние боковые ушки 234, 235 размещены на противоположных в поперечном направлении сторонах центральной панели 233 в разнесенном в продольном направлении отношении друг к другу. В проиллюстрированном варианте осуществления задние боковые ушки 235 постоянно скреплены вдоль швов с центральной панелью 233 в соответствующей задней области 224 талии. Более конкретно, каждое из задних боковых ушек 235 сложено между наружным покрытием 240 и обращенным к телу прокладочным материалом 242, постоянно скрепленное как с наружным покрытием, так и с обращенным к телу прокладочным материалом 242. Передние боковые ушки 234 выполнены как единое целое с центральной панелью 233. Передние боковые ушки 234 проходят поперечно наружу за боковые края 236 центральной панели 233 в передней области 222 талии, и задние боковые ушки 235 проходят поперечно наружу за боковые края 236 центральной панели 233 в задней области 224 талии.
В подходящих вариантах осуществления передние и задние боковые ушки 234, 235 могут быть скреплены с центральной панелью 233 с использованием любых средств крепления, известных специалистам в данной области, таких как скрепление при помощи клея, термосварки или ультразвука. В проиллюстрированном варианте осуществления, например, задние боковые ушки 235 скреплены при помощи клея как с наружным покрытием 240, так и с обращенным к телу прокладочным материалом 242. Как упомянуто выше, передние и задние боковые ушки 234, 235 могут быть выполнены как единая целая часть компонента центральной панели 233. Например, передние и задние боковые ушки 234, 235 могут содержать, в целом, более широкую часть наружного покрытия 240 и/или обращенного к телу прокладочного материала 242.
В одном подходящем варианте осуществления передние и задние боковые ушки 234, 235 содержат эластичный материал, способный растягиваться в направлении, в целом параллельном поперечной оси 225 подгузника 220. В конкретных вариантах осуществления эластичный материал содержит терморастянутый слоистый материал (STL), соединенный перетяжками слоистый материал (NBL), слоистый материал с обратимыми перетяжками или соединенный в растянутом состоянии слоистый материал (SBL). Способы получения таких материалов хорошо известны специалистам в данной области и описаны в патенте США № 4663220, выданном 5 мая 1987 г. Wisneski и соавт., патенте США № 5226992, выданном 13 июля 1993 г. Morman, и Европейской патентной заявке № EP 0217032, опубликованной 8 апреля 1987 г. на имя Taylor и соавт. В качестве альтернативы, материал боковой панели может содержать другие тканые или нетканые материалы, такие как описанные выше как подходящие для наружного покрытия 240 или обращенного к телу прокладочного материала 242, предварительно механически деформированные композиты или растяжимые, но не эластичные материалы.
Проиллюстрированный подгузник 220 содержит крепежную систему 280 для повторного закрепления подгузника 220 вокруг талии носящего. Проиллюстрированная крепежная система 280 может содержать первые крепежные компоненты 284, приспособленные для зацепления с соответствующими вторыми крепежными компонентами 282 с возможностью повторного закрепления. В проиллюстрированном варианте осуществления первые крепежные компоненты 284 содержат ряд выступающих элементов сцепления. Элементы сцепления первых крепежных компонентов 284 приспособлены для многократного зацепления и расцепления элементов сцепления вторых крепежных компонентов 282.
Крепежные компоненты 284, 282 могут содержать отдельные элементы, скрепленные с боковыми ушками 234, 235, или они могут быть выполнены как единое целое с боковыми ушками 234, 235. В проиллюстрированном варианте осуществления, например, первые крепежные компоненты 284 выполнены отдельно от передних боковых ушек 234 и скреплены с ними. Вторые крепежные компоненты 282, с другой стороны, выполнены как единое целое с задними боковыми ушками 235. Первые крепежные компоненты 284 могут быть скреплены с соответствующими передними боковыми ушками 234 при помощи любых средств, известных специалисту в данной области, таких как связи, полученные при помощи клея, связи, полученные способом ультразвуковой сварки, или связи, полученные способом термосварки.
Крепежные компоненты 284, 282 могут содержать любые крепления с возможностью повторного закрепления, подходящие для впитывающих изделий, такие как клейкие крепления, когезионные крепления, механические крепления или тому подобное. В проиллюстрированном варианте осуществления крепежные компоненты 284, 282 содержат механические крепежные элементы. Подходящие механические крепежные элементы могут быть представлены элементами геометрической формы, обеспечивающей взаимное сцепление, такими как крючки, петли, головки, грибочки, элементы в форме наконечника стрелы, шарики на стержнях, стыкующиеся компоненты по типу выступ-впадина, пряжки, кнопки или подобные.
В готовой к ношению, трехмерной конфигурации подгузника 220, которая проиллюстрирована на фиг. 16, передние и задние боковые ушки 234, 235 закреплены вместе для определения трехмерной конфигурации ношения, имеющей отверстие 250 для талии и пару отверстий 252 для ног. Передняя область 222 талии содержит часть подгузника, которая при ношении размещена спереди носящего, в то время как задняя область 224 талии содержит часть подгузника, которая при ношении размещена сзади носящего. Область 226 промежности подгузника 220 содержит часть подгузника, которая при ношении размещена между ног носящего и покрывает нижнюю часть туловища носящего. Передние и задние боковые ушки 234, 235 определяют части подгузника 220, которые при ношении размещены на бедрах носящего. Поясные края 238, 239 основы 221 подгузника выполнены с возможностью охвата талии носящего при ношении и вместе определяют отверстие 250 для талии.
Как видно на фиг. 16, в готовой к ношению, трехмерной конфигурации подгузника 220 задние боковые ушки 235 перекрывают передние боковые ушки 234 при зацеплении первого крепежного компонента 284 со вторым крепежным компонентом 282. Следует, однако, понимать, что подгузник 220 может быть вместо этого выполнен таким образом, что передние боковые ушки 234 перекрывают задние боковые ушки 235.
При представлении элементов настоящего изобретения или его предпочтительного варианта (предпочтительных вариантов) осуществления употребление терминов в единственном или множественном числе, а также в сопровождении определения «указанный» или «указанные» предусматривает, что существует один или несколько элементов. Термины «содержащий», «включающий» и «имеющий» имеют включающий смысл и означают, что могут существовать дополнительные элементы, отличные от перечисленных. Более того, использование терминов «верхний», «нижний», «поверх», «под» и вариантов данных терминов осуществляют для удобства и оно не требует какой-либо конкретной ориентации компонентов.
Поскольку различные изменения могут быть внесены в вышеизложенные конструкции без отступления от объема изобретения, предполагается, что все, что содержится в вышеизложенном описании и показано на прилагаемых графических материалах, должно пониматься в пояснительном, а не ограничительном смысле.
Реферат
Предложен способ изготовления впитывающего полотна, который включает перемещение перфорированного элемента в машинном направлении. Перфорированный элемент имеет по меньшей мере один шаблон с разделительной областью, содержащей по меньшей мере один разделитель, которая образует ряд сегментов. Способ дополнительно включает вытягивание воздуха через перфорированный элемент и осаждение волокнистого материала на перфорированный элемент для формования впитывающего полотна. Впитывающее полотно имеет область с перемычками с уменьшенным значением базового веса, соответствующую разделительной области шаблона. Область с перемычками имеет вертикальные зоны раздела, разделяющие сегменты полотна, и волокнистый материал, образующий по меньшей мере частичную перемычку через вертикальные зоны раздела. 3 н. и 25 з.п. ф-лы, 16 ил.
Комментарии