Устройство для шлифования и притирки уплотнительных поверхностей клиновых задвижек - RU188874U1
Код документа: RU188874U1
Чертежи

Описание
Описание полезной модели
Полезная модель используется в машиностроении в переносных универсальных станках для шлифования и притирки уплотнительных поверхностей клиновых задвижек при их изготовлении и ремонте вне трубопровода и без демонтажа с трубопровода.
Известно устройство для шлифования седла задвижки трубопровода, содержащее основание с узлом его крепления на задвижке, привод со шлифовальной головкой и механизм ориентации головки относительно центра седла. Устройство снабжено шарнирно закрепленной на основании рамой, несущей привод со шлифовальной головкой, и расположенной на раме в зоне шлифовальной головки плитой, на которой смонтирован механизм ориентации головки, выполненный в виде двух рычагов, одни концы которых предназначены для взаимодействия с направляющими задвижки, а на других размещены зубчатые секторы, входящие в зацепление с соответствующими зубчатыми колесами, связанными между собой, при этом одно из колес соединено с тягой, смонтированной на раме с возможностью возвратно-поступательного перемещения и фиксации относительно нее [1].
Недостатками устройства являются сложность конструкции, что объясняется наличием зубчатых и рычажных передач, и ограниченные технические возможности, так как шлифовальная головка с абразивными элементами служит для обработки только одного типоразмера задвижки.
Известно также устройство для шлифования и притирки уплотнительных поверхностей трубопроводной арматуры, содержащее планшайбу с равномерно расположенными по окружности инструментами, кинематически соединенными посредством зубчатых шестерен с зубчатым колесом, расположенным на планшайбе соосно с ней с возможностью вращения относительно нее, и шпиндель для сообщения инструментам принудительного вращения. Устройство снабжено ступицей, соединенной с планшайбой, подвеской, выполненной с возможностью жесткого соединения одним концом с пинолью станка и установленной коаксиально шпинделю, а также расположенными на конце подвески, обращенном к зубчатому колесу, по меньшей мере двумя разнесенными по разные стороны от оси вращения шпинделя стопорными подпружиненными пальцами, установленными с возможностью вхождения в соответствующие отверстия, выполненные на зубчатом колесе, при поступательном движении подвески с пинолью в направлении к зубчатому колесу, свободно надетому на ступицу планшайбы [2].
Недостатками устройства являются низкая производительность обработки, так как требуется время на переустановку корпуса задвижки, сложность конструкции, что объясняется наличием зубчатых передач, и ограниченные технические возможности, так как для работы устройства требуется стационарный станок, не обеспечивается ремонт трубопроводной арматуры без демонтажа с трубопровода, а планшайба с инструментами служит для обработки только одного типоразмера задвижки.
В качестве прототипа принята установка для обработки уплотнительных поверхностей трубопроводной арматуры, содержащая поперечную балку, привод с редуктором, связанным со шпинделем, несущим планшайбу с равномерно расположенными по окружности валами, предназначенными для крепления чашечных шлифовальных кругов или чугунных притиров, а также узел регулирования углового положения шпинделя и трубопроводной арматуры. Установка снабжена клиновой плитой для крепления трубопроводной арматуры и приводом принудительного вращения валов с инструментами, связанным со шпинделем, шарнирно связанным с планшайбой, установленной с возможностью свободного вращения относительно подпружиненного шпинделя. Кроме того, установка снабжена смонтированной на поперечной балке плитой, несущей редуктор со шпинделем и связанной с узлом регулирования углового положения шпинделя и трубопроводной арматуры [3].
Недостатками прототипа являются низкая производительность обработки, так как требуется время на переустановку корпуса задвижки, сложность конструкции из-за наличия зубчатых передач, ограниченные технические возможности, так как не обеспечивается ремонт трубопроводной арматуры без демонтажа с трубопровода, а планшайба с инструментами служит для обработки только одного типоразмера задвижки.
Технической задачей полезной модели является повышение производительности, упрощение конструкции устройства и расширение его технических возможностей.
Решение указанной задачи достигается тем, что планшайба имеет радиальные пазы, в которых размещены, и при помощи прижимов зафиксированы в заданном положении, кронштейны, в отверстиях кронштейнов жестко закреплены валы с инструментами, имеющими возможность свободно вращаться вокруг своей оси, оси валов расположены на окружности, меньшей по диаметру, чем внутренний диаметр обрабатываемого седла трубопроводной арматуры.
Сравнение заявленного устройства с прототипом показывает, что имеет место наличие новых элементов и функциональных связей между ними.
Новыми элементами являются: радиальные пазы, выполненные на планшайбе; кронштейны, размещенные в пазах; прижимы, фиксирующие кронштейны в заданном положении; инструменты, установленные на жестко закрепленные валы и имеющие возможность свободно вращаться вокруг своей оси; валы, расположенные на окружности, меньшей по диаметру, чем внутренний диаметр обрабатываемого седла трубопроводной арматуры.
Новые функциональные связи.
Радиальные пазы планшайбы служат направляющими и позволяют перемещать кронштейны в радиальном направлении так, чтобы оси валов и инструментов были расположены на окружности, меньшей по диаметру, чем внутренний диаметр обрабатываемого седла трубопроводной арматуры. Переустановка кронштейнов позволяет обрабатывать задвижки разных типоразмеров.
Прижимы фиксируют кронштейны в заданном положении после наладки устройства для обработки определенного типоразмера задвижки.
Инструменты, установленные на жестко закрепленные валы и прижатые к обрабатываемой поверхности задвижки, свободно вращаются вокруг своей оси за счет силы трения.
Устройство не требует привода вращения инструментов и позволяет обрабатывать различные типоразмеры задвижек при их изготовлении и ремонте вне трубопровода и без демонтажа с трубопровода.
Наличие новых элементов и функциональных связей позволяет повысить производительность, упростить конструкцию устройства и расширить его технические возможности, что достигается за счет использования планшайбы с радиальными пазами, в которых размещены, и при помощи прижимов зафиксированы в заданном положении, кронштейны. В отверстиях кронштейнов жестко закреплены валы с инструментами, имеющими возможность свободно вращаться вокруг своей оси. Оси валов расположены на окружности, меньшей по диаметру, чем внутренний диаметр обрабатываемого седла трубопроводной арматуры.
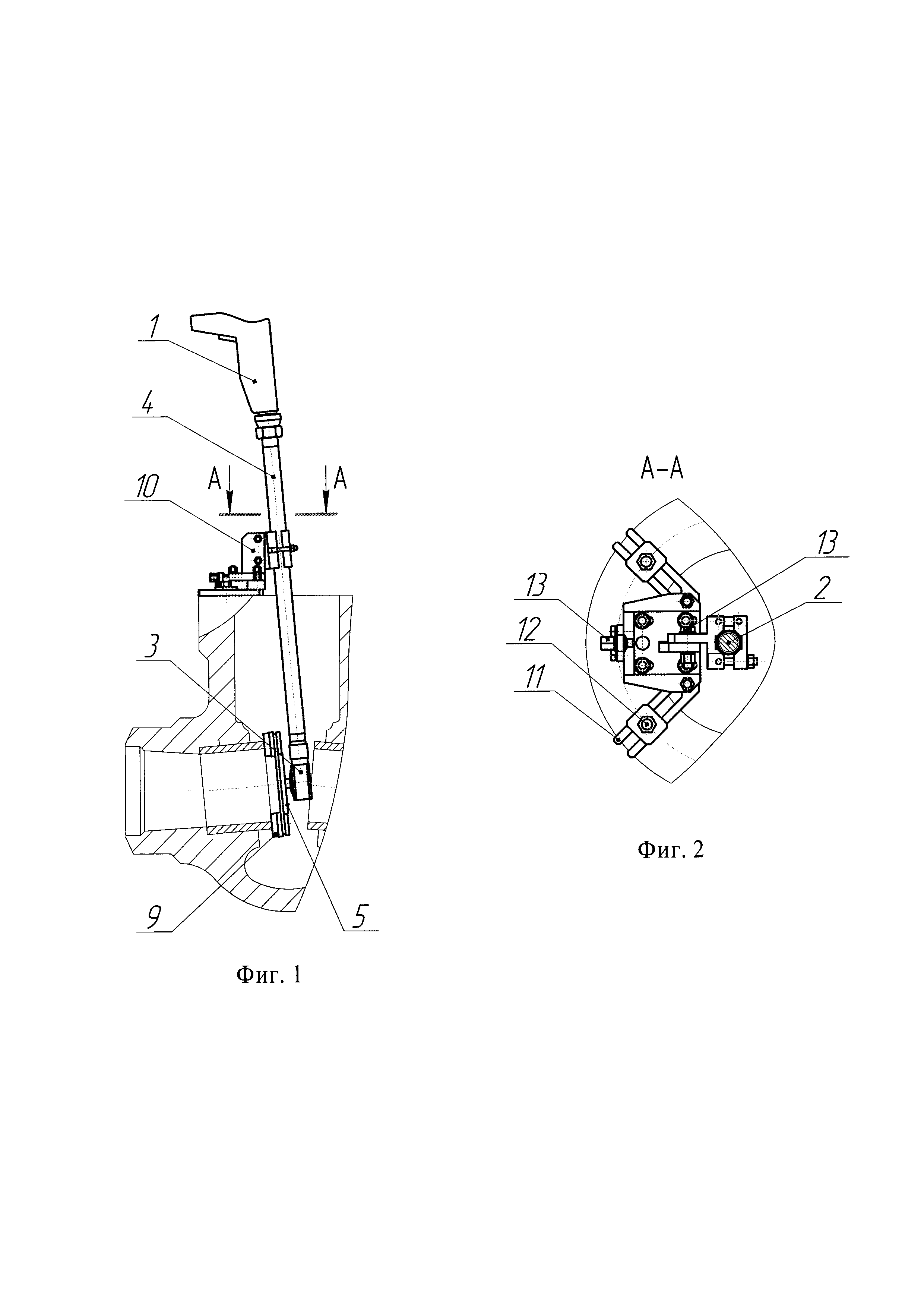
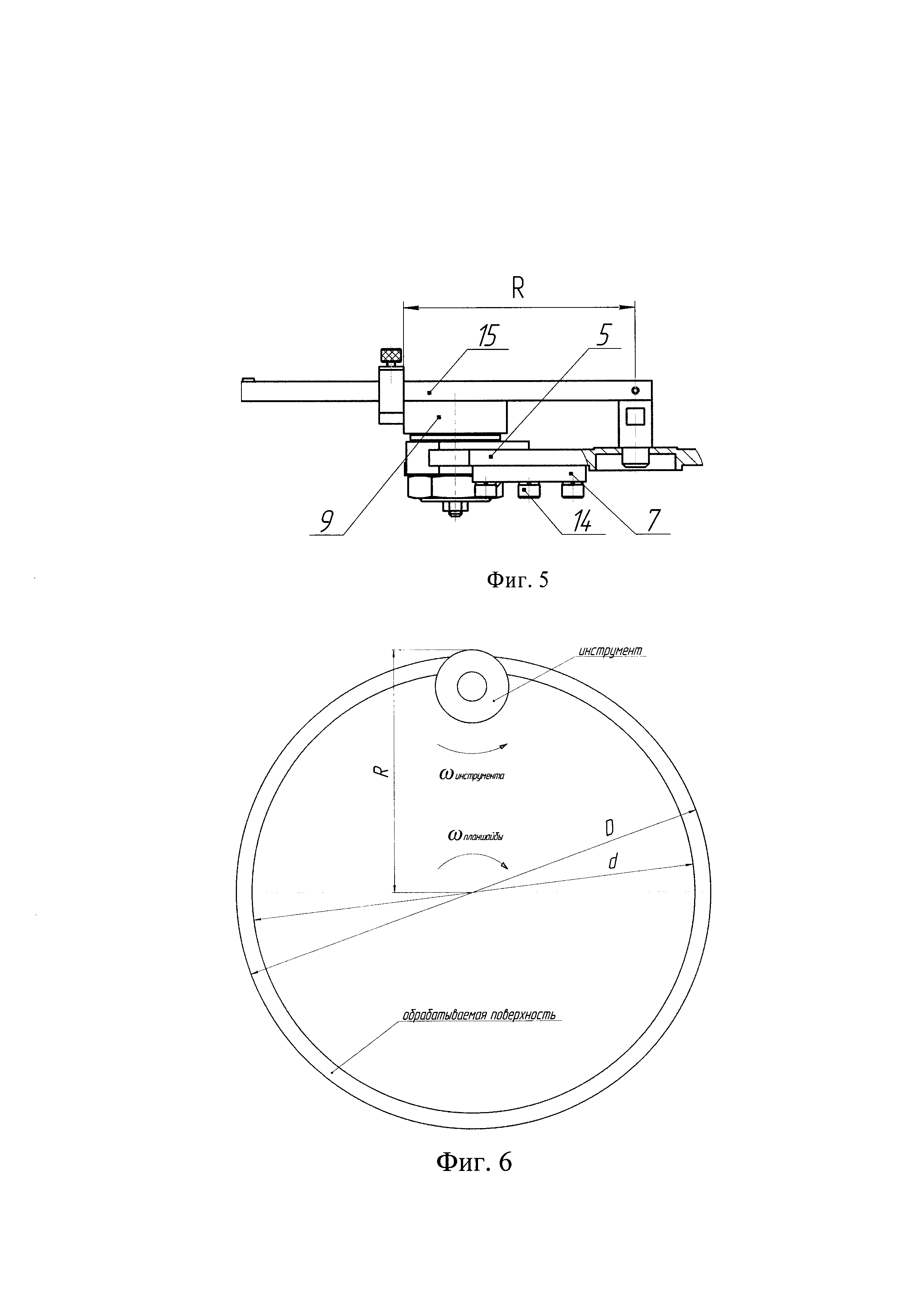
На фиг. 1 показано устройство для шлифования и притирки уплотнительных поверхностей клиновых задвижек в разрезе. На фиг. 2 -сечение А-А на фиг. 1. На фиг. 3 изображена планшайба с инструментами. На фиг. 4 - сечение Б-Б на фиг. 3. На фиг. 5 показана схема настройки планшайбы с инструментами. На фиг. 6 изображена принципиальная схема работы планшайбы с инструментами.
Устройство для шлифования и притирки уплотнительных поверхностей клиновых задвижек содержит привод 1, шпиндель 2 и конический редуктор 3. Шпиндель расположен в трубе удлинителя 4, а редуктор связан с планшайбой 5.
Планшайба имеет радиальные пазы, в которых размещены кронштейны 6, которые зафиксированы прижимами 7 в заданном положении. В отверстиях кронштейнов равномерно по окружности жестко закреплены валы 8 с инструментами 9 имеющими возможность свободно вращаться вокруг своей оси. Оси валов расположены на окружности, меньшей по диаметру, чем внутренний диаметр d обрабатываемого седла трубопроводной арматуры.
Узел 10 регулирования углового положения шпинделя и трубопроводной арматуры имеет поворотные рычаги 11 для его крепления винтами 12 на верхнем фланце задвижки.
Для фиксации привода, шпинделя, удлинителя и редуктора с планшайбой в заданном положении, а также прижима инструментов к обрабатываемой поверхности служат регулировочные винты 13.
Прижимы кронштейнов крепятся к планшайбе винтами 14.
Для настройки планшайбы с инструментами служит циркуль 15.
Устройство для шлифования и притирки уплотнительных поверхностей клиновых задвижек работает следующим образом.
Измеряют наружный диаметр D обрабатываемого седла задвижки и при помощи циркуля 15 выставляют размер R на 5 … 10 мм больше половины измеренного диаметра. Для этого ослабляют затяжку винтов 14 прижимов 7 и перемещают кронштейны 6 в радиальных пазах планшайбы 5 до упора инструмента 9 в подвижный упор циркуля.
Заданное таким образом положение кронштейнов с инструментами фиксируют винтами 14.
Закрепляют планшайбу 5 на валу редуктора 3.
Удлинитель 4 шарнирно крепят в узле 10 регулирования углового положения шпинделя и трубопроводной арматуры, после чего планшайбу устанавливают симметрично относительно обрабатываемой поверхности. При этом оси валов должны быть расположены на окружности, меньшей по диаметру, чем внутренний диаметр d обрабатываемого седла трубопроводной арматуры. Настроенное положение удлинителя фиксируют регулировочными винтами 13.
Поворотные рычаги 11 узла 10 крепят винтами 12 в отверстиях на верхнем фланце задвижки.
В процессе работы устройства вращение от привода 1 через шпиндель 2 и редуктор 3 передается планшайбе 5. За счет того, что оси валов расположены на окружности, меньшей по диаметру, чем внутренний диаметр d обрабатываемого седла трубопроводной арматуры, а также за счет силы трения, происходит вращение инструментов вокруг своей оси, то есть осуществляется сложное вращательное движение инструмента одновременно вокруг своей оси и оси планшайбы. Происходит обработка седла задвижки.
Устройство позволяет повысить производительность, упростить конструкцию и расширить его технические возможности, что достигается за счет использования планшайбы с регулируемыми кронштейнами и инструментами, имеющими возможность свободно вращаться на валах.
Источники информации, принятые во внимание
1. Патент RU №2022761, В24В 15/00, 03.12.1991.
2. Патент RU №2210482, В24В 15/00, 28.01.2002.
3. Патент RU №2106951, В24В 15/03, 15.12.1995 (прототип).
Реферат
Полезная модель повышает производительность, упрощает конструкцию и расширяет технические возможности устройства, и может быть использована в машиностроении в переносных универсальных станках для шлифования и притирки уплотнительных поверхностей клиновых задвижек при их изготовлении и ремонте вне трубопровода и без демонтажа с трубопровода.Устройство для шлифования и притирки уплотнительных поверхностей клиновых задвижек трубопроводной арматуры содержит привод с редуктором, связанным со шпинделем и несущим планшайбу с равномерно расположенными по окружности валами, которые предназначены для крепления инструментов. Узел регулирования задает угловое положение шпинделя и трубопроводной арматуры.Планшайба имеет радиальные пазы, в которых размещены и при помощи прижимов зафиксированы в заданном положении кронштейны. В отверстиях кронштейнов жестко закреплены валы с инструментами, имеющими возможность свободно вращаться вокруг своей оси. Оси валов расположены на окружности, меньшей по диаметру, чем внутренний диаметр обрабатываемого седла трубопроводной арматуры.Устройство позволяет повысить производительность, упростить конструкцию и расширить его технические возможности, что достигается за счет использования планшайбы с регулируемыми кронштейнами и инструментами, имеющими возможность свободно вращаться на валах.
Комментарии