Устройство для обработки калиброванных шаров - RU176560U1
Код документа: RU176560U1
Чертежи
Описание
Полезная модель относится к области обработки поверхности изделий сферической формы и может использоваться в ювелирной промышленности при обработке калиброванных шаров из полудрагоценных и поделочных материалов, в том числе из бивня мамонта.
Наиболее близким аналогом заявляемого решения по совокупности существенных признаков является патент RU 2294823, 10.03.2007 «Устройство для обработки шариков из полудрагоценных камней», где на основании смонтированы профильный шлифовальный круг, узел круговой подачи шариков и узел транспортирования шариков в рабочую зону. Предусмотрен бункер для автоматической загрузки шариков в узел транспортирования в рабочую зону. Последний выполнен в виде сепаратора с карманами, который смонтирован в корпусе с возможностью независимого вращения. Узел круговой подачи шариков выполнен в виде двух соосно расположенных по обе стороны от сепаратора приводных роликов, имеющих независимое друг от друга вращение.
Данный станок имеет недостаток, а именно низкая скорость и небольшое количество обрабатываемых заготовок, что отрицательно влияет на качество обработки шаров.
Задачей, на решение которой направлена заявляемая полезная модель, является создание устройства, обеспечивающего необходимое качество обработки калиброванных шаров, изготовленных из полудрагоценного и поделочного материала, в том числе из бивня мамонта.
Технический результат предлагаемой полезной модели достигается за счет того, что внутри корпуса расположены внутренний прижим, выполненный с усеченным торцевым выступом, имеющим ребристое покрытие, и наружный прижим, выполненный с усеченным торцевым выступом, имеющим плоское покрытие. Внутренний прижим и наружный прижим расположены соосно друг другу, между ними размещен профильный диск, посаженный на вал. На торце профильного диска имеется углубление, в которое непосредственно помещаются калиброванные шары. Шары размещаются между внутренним прижимом и наружным прижимом непосредственно на профильный диск. Профильный диск и прижимы расположены на расстоянии друг от друга, что позволяет не скапливаться пыли между профильным диском и прижимами. Очистка происходит вместе с остатками воды через люк выгрузки. При вращении профильного диска, движение которого задается валом, шары начинают свободно вращаться на профильном диске, при этом траектория их движения ограничивается прижимами. Таким образом, происходит обработка шаров не только профильным диском, но и ребристой поверхностью усеченного торцевого выступа внутреннего прижима. За счет того, что усеченный торцевой выступ наружного прижима выполнен плоским, не происходит излишней деформации калиброванного шара, что исключает появления шероховатостей, неровностей и заусениц на поверхности. Также уменьшается количество ударов шара об усеченные торцевые выступы прижимов, что снижает риск разрушения шара.
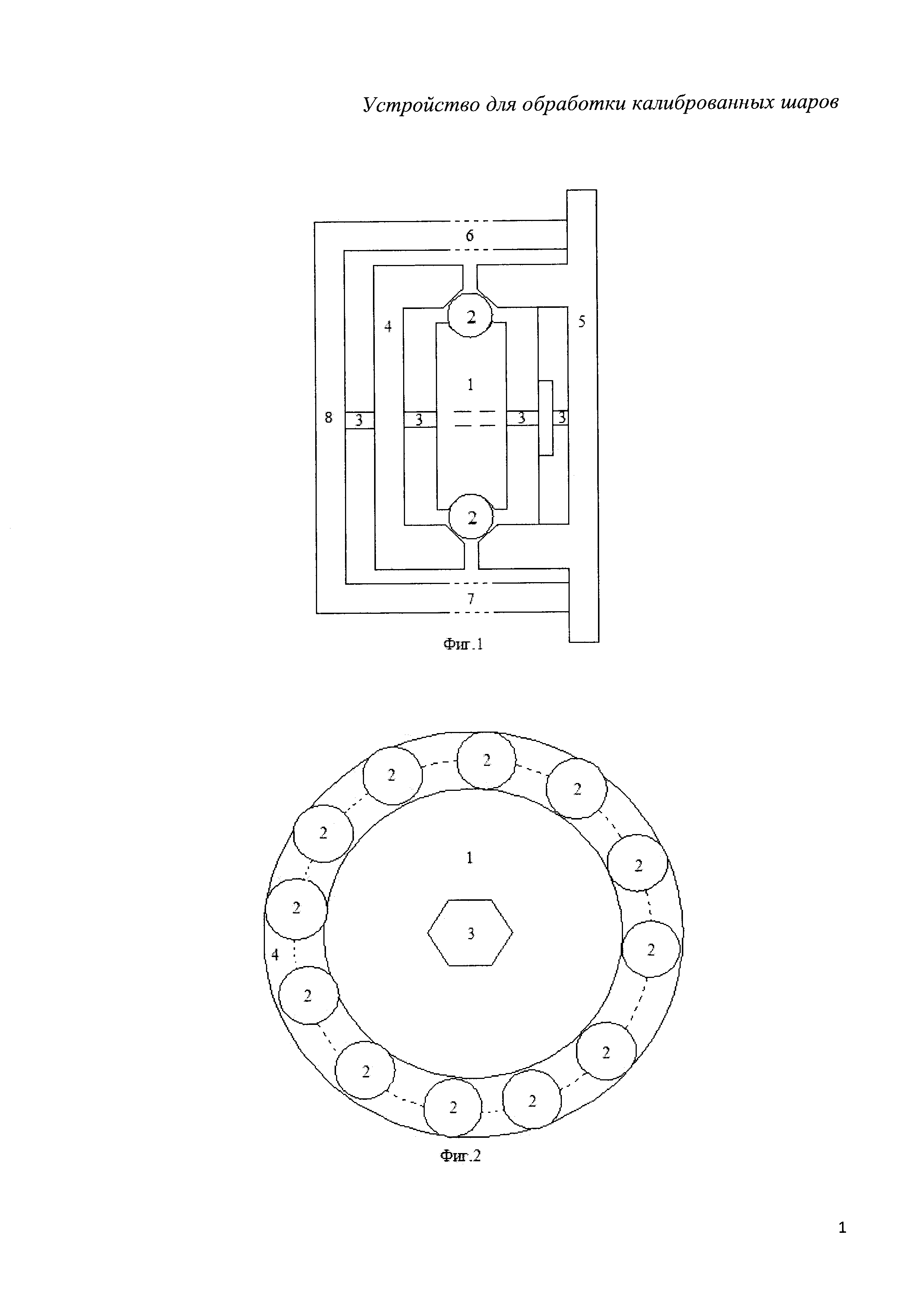
Заявленная полезная модель поясняется фиг. 1 и фиг. 2, где: профильный диск (1), калиброванный шар (2), вал (3), внутренний прижим (4), наружный прижим (5), люк подачи (6), люк выгрузки (7), корпус (8)
Заявляемая полезная модель была продемонстрирована в опытном образце, который позволил обработать 35 калиброванных шаров одновременно. Для обработки калиброванные шары (2) через люк подачи (6) засыпают в корпус (8), где они размещаются на профильном диске (1), между внутренним прижимом (4) и наружным прижимом (5). Прижимы (4, 5) затягиваются на достаточном расстоянии друг к другу вручную посредством ручки регулирования прижима (на фиг. 1 и фиг. 2 не показано). В корпус (8) добавляют воду через люк подачи (6) и посредством вала (3) приводят в действие профильный диск (1). Вал (3) может быть подключен к любому механизму задающим вращательное движение, либо работать в ручном режиме. Обработку осуществляют в течение трех минут. По окончании обработки внутренний прижим (4) и наружный прижим (5) ослабляются, обработанные шары выгружаются через люк выгрузки (7), который расположен внизу корпуса. Одновременно с выгрузкой шаров происходит самоочищение устройства за счет того, что использованная вода смывает скопившуюся пыль между профильным диском (1) и прижимами (4, 5).
По окончании обработки были получены шары с гладкой поверхностью, без шероховатостей, заусениц и сколов, разрушенные шары отсутствовали.
При использовании заявляемой полезной модели, значительно улучшается качество обрабатываемых калиброванных шаров за относительно короткий период времени.
Реферат
Устройство для обработки калиброванных шаров относится к области обработки поверхности изделий сферической формы и может использоваться в ювелирной промышленности при обработке калиброванных шаров из полудрагоценных и поделочных материалов, в том числе из бивня мамонта. Устройство для обработки калиброванных шаров позволяет повысить качество обработки калиброванных шаров за счет того, что полезная модель содержит внутренний прижим, выполненный с усеченным торцевым выступом с ребристым покрытием, и наружный прижим, выполненный с усеченным торцевым выступом с плоским покрытием. Внутренний прижим и наружный прижим расположены соосно друг другу, между ними размещен профильный диск, посаженный на вал. 2 фиг.
Комментарии