Армирующая муфта для соединителя, узел армирующей муфты и соединителя, способ сварки, например, многослойных трубопроводов и узла - RU2650225C2
Код документа: RU2650225C2
Чертежи





Описание
Настоящее изобретение предлагает армирующую муфту для соединителя, например, многослойных трубопроводов, в частности для соединителя, подходящего для муфтовой сварки (международный термин «многослойная сварка плавлением»), например, многослойных трубопроводов.
Многослойные трубопроводы применяются для пластмассовых трубопроводных систем (PCS) и, таким образом, представляют собой альтернативу стальным и медным трубопроводам. Эти трубопроводы используются, помимо других целей, чтобы вводить и выводить воду, газ и химические вещества.
Огромное преимущество этих многослойных трубопроводов заключается в том, что они могут сгибаться и сохранять эту форму таким образом, как медные трубопроводы, но в отличие от них имеют значительно меньший вес и стоимость. Хороший пример представляют собой полиэтиленовые трубы, которые выполненные из алюминиевого слоя со слоем полиэтилена на обоих сторонах. Такие трубы являются гибкими и имеют доказанную прочность для заданных применений. Особый интерес представляют трубы, основу которых составляет полиэтилен повышенной термостойкости (PE-RT), изготавливаемый компанией Dowlex и способный выдерживать температуру от 90 до 95°C при воздействии давления вплоть до 10 бар (1 МПа).
Многослойная сварка плавлением представляет собой подходящую технологию для соединения многослойных трубопроводов друг с другом посредством муфты, причем муфта и наружный конец трубопровода в процессе соединения нагреваются с использованием, например, сварочной оправки или другого нагревательного устройства, до тех пор, пока соединяемые части не становятся пластичными. В состоянии пластичности две части затем сплавляются друг с другом посредством совместного сжатия или введения соединяемых частей друг в друга и выдерживания их для охлаждения.
В качестве источника тепла в процессе многослойной сварки плавлением используется трубка, на наружном конце которой находятся установленные нагревательные элементы, также известные как сварочная оправка и сварочная втулка. Сварочная оправка и сварочная втулка имеют такие формы, что им соответствуют контактные поверхности соответствующей соединительной трубы соединителя и наружного конца трубопровода, которые должны сплавляться друг с другом. Преимущества этой технологии заключаются в том, что могут использоваться простые инструменты, и что операции могут осуществляться быстро (каждая операция осуществляется в течение лишь нескольких секунд).
Соединитель для многослойных трубопроводов описан в предшествующей международной патентной заявке № 2012/030221 авторами настоящего изобретения, причем данный соединитель включает соединительную трубу, у которой внутреннюю армирует прилегающий армирующий слой, имеющий более высокую прочность, чем сама соединительная труба. Трубопроводы расположены поверх и на наружной поверхности этой соединительной трубы, причем для этой цели используется сварочная втулка, которая делает пластичной эту наружную поверхность соединительной трубы. Если это желательно, приблизительно одновременно используется сварочная оправка, которая делает пластичной внутреннюю поверхность трубопровода. На заключительной стадии собранная с трубопроводом соединительная труба затем помещается между армирующим слоем на своей внутренней стороне и трубопроводом на своей наружном конце. В этой известной конфигурации присутствует армирующий слой, имеющий аксиальные зацепляющие элементы, в то время как внутренняя стенка соединительной трубы содержит аксиальные соединительные элементы, которые соответствуют зацепляющим элементам и соединяются с ними.
Такой армирующий слой обеспечивает повышение прочности соединительной трубы, которая в результате этого становится более способной выдерживать разнообразные закручивающие, изгибающие и растягивающие силы, которые воздействуют на соединитель в процессе эксплуатации.
В известной конфигурации армирующий слой может представлять собой отдельный съемный компонент или образовывать элемент, неразрывно связанный с соединительной трубой. Если соединитель, имеющий армирующий слой, является интегрированным, его предпочтительно изготавливают, осуществляя инжекционное формование двух компонентов.
Соединитель, имеющий интегрированный армирующий слой и описанный в международной патентной заявке № 2012/030221, отличается тем, что основу его изготовления составляют инжекционное формование двух компонентов и расположение взаимодействующих аксиальных элементов на внутренней стенке соединительной трубы и на поверхности или в объеме армирующего слоя.
В случае армирующего слоя, который является цилиндрическим и, таким образом, представляет собой, по существу, вторую трубу внутри соединительной трубы, одновременно устанавливается требование создания очень хорошего контакта с внутренней стенкой соединительной трубы, чтобы была способность надлежащим образом выдерживать закручивающие и изгибающие силы.
Когда в качестве армирующего слоя присутствует свободная отдельная муфта, размеры этой муфты имеют решающее значение, поскольку она должна находиться в плотном контакте при расположении внутри соединительной трубы. Это условие также распространяется на аксиальные элементы муфты, которые должны образовывать плотное соединение с противоположными аксиальными элементами внутренней стенки соединительной трубы.
Кроме того, известная конфигурация имеет и другие недостатки. Аксиальные наружные концы соединительной трубы соединителя имеют, например, коническую форму, и армирующий слой выступает на некоторое расстояние за пределы наружного конца соединительной трубы. Когда наружные концы соединительной трубы имеют, в частности, такую коническую форму, а также в общем случае цилиндрическую форму, и когда наружные поверхности, именно эти наружные концы соединительной трубы, нагреваются или когда присоединяемый трубопровод помещается поверх наружных концов соединительной трубы, становится возможным то, что армирующий слой на некотором расстоянии от наружных концов соединительной трубы не может предотвращать того, что выходы или наружные концы без этого армирующего слоя соединительной трубы будут изгибаться внутрь в процессе многослойной сварки плавлением в результате выделяющегося здесь тепла. Однако в том случае, где армирующий слой находится внутри соединительной трубы, он, как правило, предотвращает направленную внутрь деформацию соединительной трубы, когда присоединяемый трубопровод нагревается или помещается на нее. В результате этого становится возможным образование зазора между выходом или наружным концом соединительной трубы и присоединяемым трубопроводом, и при этом невозможно обеспечить бесперебойный поток по трубопроводу в месте соединения, или может даже возникать потеря давления.
Задача настоящего изобретения заключается в том, чтобы, по меньшей мере, уменьшить, если не преодолеть вышеупомянутые и/или другие проблемы и/или недостатки известных конфигураций, в которых используется армирующий слой для соединительной трубы.
Согласно первому аспекту настоящее изобретение предлагает для этой цели армирующую муфту в сборке с соединителем согласно имеющему отношение к сборке основному пункту прилагаемой формулы изобретения.
Такая армирующая муфта, прежде всего, упрощает свое введение и помещение в соединительную трубу, и в то же время после ее помещения может быть гарантирован точный и плотный контакт. Кроме того, армирующая муфта на поверхности или внутри наружного конца соединительной трубы обеспечивает сохранение ее формы, даже когда наружный конец соединительной трубы нагревается или в нее помещается трубопровод. При этом не имеет значения, что армирующая муфта устанавливается в процессе изготовления соединителя или присутствует как отдельный модуль.
Благодаря наличию щели с промежуточным пространством, которое является переменным, становится возможным уменьшение размера контура армирующей муфты посредством ее слабого прижатия, таким образом, что введение осуществляется без большого сопротивления. После введения размер контура снова увеличивается вследствие свойства эластичности муфты, и в результате этого она плотно присоединяется к внутренней стенке соединительной трубы. Кроме того, армирующая муфта способна в некоторой степени сжиматься в том положении, где она находится в сборке с соединительной трубой, например, в процессе нагревания наружных поверхностей соединительной трубы с помощью сварочной втулки, а также в процессе введения трубопровода для соединения над соединительной трубой. Таким образом, армирующая муфта создает эффект ориентации по отношению к сварочной втулке, а также к соединяемому трубопроводу, даже когда материал соединительной трубы находится в состоянии пластичности для его сплавления с соединяемым трубопроводом.
Здесь размеры и форма армирующей муфты выбираются таким образом, что наружная периферия армирующей муфты в состоянии без нагрузки является такой же или незначительно превышает размеры внутренней стенки.
Таким образом, специалист в данной области техники может легко и быстро осуществлять операцию введения и помещения перед многослойной сваркой плавлением соединителя и наружного конца трубопровода.
Вследствие направленной наружу силы зажима армирующей муфты на внутренней стенке соединительной трубы практически отсутствует риск того, что узел армирующей муфты и соединительной трубы будет случайно разделяться перед многослойной сваркой плавлением.
Когда затем осуществляется многослойная сварка плавлением, возникает второй преимущественный эффект, связанный с армирующей муфтой согласно настоящему изобретению.
Щель, проходящая, по меньшей мере, в аксиальном направлении муфты, после помещения внутри соединительной трубы, будет иметь промежуточное пространство, находящееся в интервале между пространством в состоянии без нагрузки и пространством в сжатом состоянии. В процессе многослойной сварки плавлением это промежуточное пространство заполняет материал внутренней стенки соединительной трубы, причем данный материал становится в некоторой степени пластичным под действием тепла, которое выделяется в процессе многослойной сварки плавлением. Пластичный материал сам приобретает форму наружной поверхности армирующей муфты и, таким образом, выступает в положении щели.
После соединения многослойной сваркой плавления соединительная труба и наружный конец трубопровода охлаждаются и затвердевший выступ внутренней стенки материала остается внутри щели армирующей муфты. Подобно щели, этот выступ будет проходить, по меньшей мере, в аксиальном направлении, причем, благодаря стадии многослойной сварки плавлением, на внутренней стенке образуется элемент, который запирается в щель в армирующей муфте.
Таким образом, без дополнительных условий в отношении армирующей муфты и соединительной трубы становится возможным достижение аксиального взаимодействия между ними, и в результате этого увеличивается механическая прочность.
Согласно варианту осуществления настоящего изобретения наружный конец соединительной трубы имеет край. Этот край функционирует в качестве стопора и обеспечивает правильное и надежное помещение армирующей муфты внутри соединительной трубы.
Когда армирующая муфта имеет конический контур, рекомендуется наличия края на расширяющейся наружном конце армирующей муфты.
Согласно следующему варианту осуществления настоящего изобретения фланец или подобный элемент на поверхности или в составе армирующей муфты, который в состоянии сборки вступает в контакт с краем, дополнительно имеет выступающие зубцы. Эти выступающие зубцы функционируют в качестве дополнительного фиксирующего приспособления или крепления, когда край или фланец армирующей муфты точно присоединяется к наружному концу соединительной трубы. В результате этого становится возможным расположение армирующей муфты на поверхности, внутри или у соединителя таким образом, что армирующая муфта сохраняет свое положение вследствие крепления или фиксации, и операция многослойной сварки плавлением может начинаться без опасности отделения муфты от соединителя.
Согласно следующему варианту осуществления настоящего изобретения узел может отличаться тем, что по меньшей мере один из выступающих зубцов включает крючкообразный элемент, направленный в соединительную трубу в положении сборки с соединителем. В результате этого может осуществляться механическое соединение между армирующей муфтой и соединительной трубой, и становится возможным предотвращение снятия и стягивания армирующей муфты с соединительной трубы сварочной втулкой, когда последняя нагревает наружную поверхность соединительной трубы в целях подготовки для помещения соединяемого трубопровода. Здесь может оказаться благоприятным, чтобы соединительная труба соединителя включала по меньшей мере одно углубление, в которое будет помещаться крючкообразный элемент. Такое углубление должно находиться на наружной поверхности соединительной трубы, чтобы обеспечивалась заданная функциональность.
Согласно предпочтительному варианту осуществления может оказаться преимущественным, что внутри соединительной трубы находится край, на который опирается в соединительной трубе армирующая муфта в положении своей сборки с соединителем. Таким образом, муфта имеет опору внутри соединительной трубы, чтобы определять область армирования, где муфта имеет заданную функциональность.
Согласно предпочтительному варианту осуществления может оказаться преимущественным, что армирующая муфта и соединитель собираются в процессе изготовления соединителя. В качестве альтернативы, армирующая муфта и соединитель могут представлять собой отдельные модули, которые можно собирать в процессе (иди непосредственно до) присоединения к трубопроводу. Армирующая муфта согласно настоящему изобретению предпочтительно имеет слой материала, представляющего собой армированную пластмассу, такую как поливинилиденфторид (PVDF), полиоксиметилен (POM), полифенилсульфон (PPSU) или аналогичный материал. Даже металл является возможным.
С одной стороны, данный материал должен быть подходящим для выполнения функции армирования таким образом, чтобы увеличивалась механический прочность соединительной трубы в целом; с другой стороны, данный материал должен иметь достаточную эластичность и достаточную гибкость, чтобы быть подходящим для настоящего изобретения.
Согласно первому предпочтительному варианту осуществления настоящего изобретения армирующая муфта имеет контур, который является коническим. Таким образом, данная армирующая муфта является подходящей для помещения внутри соединительной трубы, у которой внутренняя стенка имеет коническую форму.
Согласно второму предпочтительному варианту осуществления настоящего изобретения армирующая муфта имеет контур, который является цилиндрическим. Таким образом, данная армирующая муфта является подходящей для помещения внутри соединительной трубы, у которой внутренняя стенка имеет цилиндрическую форму.
Согласно третьему предпочтительному варианту осуществления настоящего изобретения армирующая муфта имеет контур, включающий коническую и цилиндрическую часть. Таким образом, данная армирующая муфта является подходящей для помещения внутри соединительной трубы, у которой внутренняя стенка имеет коническую и цилиндрическую форму.
В армирующей муфте согласно настоящему изобретению наружная поверхность предпочтительнее имеет рельефную структуру, включающую предпочтительно одну или несколько углубленных частей. Это, в конечном счете, увеличивает площадь поверхности, с которой внутренняя стенка соединительной трубы может соединяться на армирующей муфте.
Как уже было упомянуто выше в отношении щели в армирующей муфте, внутренний стенка соединительной трубы будет пластически деформироваться в процессе многослойной сварки плавлением таким образом, что сама внутренний стенка будет принимать форму прилегающей наружной поверхности армирующей муфты. Когда наружная поверхность имеет рельефную структуру, на внутренней стенке после охлаждения будет образовываться структура, которая зацепляется на рельефной структуре армирующей муфты. Таким образом, образуется дополнительный выступ помимо выступа внутренней стенки внутри промежуточного пространства щели в армирующей муфте.
Вместе с вышеупомянутыми преимуществами армирующей муфты соединение, которое изготовлено с помощью армирующей муфты согласно первому аспекту настоящего изобретения имеет следующие преимущества:
- оно легко собирается с соединителем и армирующей муфтой и, таким образом, является в высокой степени подходящим для использования на практике;
- после многослойной сварки плавлением на наружном конце трубопровода соединителя обеспечиваются достаточные точки фиксации между соединителем и армирующей муфтой для цели поглощения закручивающих и изгибающих сил, и в результате этого получается устойчивое соединение;
- соединитель сам по себе является в высокой степени подходящим для долговечного соединения многослойных трубопроводов без потери целостности трубопроводов. Сварное соединение очень высокого качества получается, в частности, потому, что наружный конец трубопровода является полностью покрытой вследствие помещения в кольцевое установочное пространство соединителя.
В узле согласно настоящему изобретению контур армирующей муфты предпочтительно является коническим или включает коническую и цилиндрическую часть, и при этом внутренний диаметр соединительной трубы увеличивается у наружного конца в направлении наружу.
Такое сочетание обеспечивает оптимальный плотный контакт наружной поверхности армирующей муфты и внутренней стенки соединительной трубы.
Согласно предпочтительному варианту осуществления настоящего изобретения узел для соединителя изготовлен, в основном, из материала, включающего полиэтилен, армированный полиэтилен или полиэтилен повышенной термостойкости.
Такие материалы многослойных трубопроводов являются наиболее распространенными и такими, что соединитель и многослойный трубопровод имеют одинаковые свойства. Это представляет собой преимущественно не только для применения, но также в процессе соединение, поскольку сварочное устройство может быть настроено на одну определенную температуру для пластификации соответствующих контактных поверхностей трубопровода и соединителя.
Кроме того, для сборки согласно настоящему изобретению рекомендуется, чтобы кольцевое пространство соединителя сужалось в направлении стенки и, таким образом, радиальное расстояние между расширенной части стенки и наружным концом соединительной трубы уменьшалось до меньшего значения, чем толщина стенки трубопровода.
Такая конструкция соединителя делает возможным, чтобы наружный конец трубы надлежащим образом зажимался в кольцевом пространстве соединителя и получалось оптимальное соединение плавлением. Еще более важным является дополнительный эффект того, что соединение плавлением или сварное ребро, которое образуется в процессе соединения методом многослойной сварки плавлением, деформируется определенным образом посредством сужения пространства. В результате сужения пространства сварное ребро, которое образуется между наружной стенкой и расширенной частью, в некоторой степени деформируется наружу, и при этом получается выступающее сварное ребро. Это имеет огромное преимущество, заключающееся в том, что на основании выступающего сварного ребра пользователь может легко определять визуально, что полученное сварное соединение имеет достаточное качество. Таким образом, становится возможным практическое осуществление немедленной визуальной проверки полученного соединения и, таким образом, сбережение времени.
В узле согласно настоящему изобретению вертикальная стенка соединения предпочтительнее имеет расширенную часть, у которой длина в аксиальном направлении менее чем аксиальная длина соединительной трубы при измерении от вертикальной стенки до наружного конца соединительной трубы, и их предпочтительное соотношение составляет 4 или более.
Расширенная часть соединительной трубы вступает в контакт с наружной стенкой трубопровода, в то время как внутренняя стенка трубопровода вступает в контакт с наружным концом самой соединительной трубы. Поскольку наружная стенка многослойного трубопровода является относительно уязвимой, рекомендуется, чтобы здесь контактная поверхность была относительно небольшой, а контактная поверхность на внутренней стороне трубопровода была относительно большой. Таким образом, получается оптимальная прочность соединения, в то время как на наружную стенку трубопровода в минимально возможной степени действуют сдвигающие силы, и в результате этого остается неповрежденной защита металлического слоя наружной стенкой.
Согласно третьему аспекту настоящее изобретение предлагает способ сварки наружного конца многослойного трубопровода и узел - согласно второму аспекту настоящего изобретения, причем данный способ включает следующие стадии:
введение и помещение армирующей муфты в соответствующее внутреннее пространство соединительной трубы соединителя таким образом, что контур армирующей муфты вступает в весьма плотный контакт с внутренней стенкой соединительной трубы, имеющей зубцы в положении зацепления наружного конца соединительной трубы,
нагревание наружного конца трубопровода,
помещение наружного конца трубопровода в установочное пространство соединителя над соединительной трубой и над зубцами армирующей муфты в целях сплавления наружного конца и соединения и последующее выдерживание для охлаждения полученного соединения плавлением,
причем в процессе осуществления данного способа внутренняя стенка соединительной трубы пластически деформируется вследствие воздействия тепла таким образом, что сама внутренняя стенка принимает форму прилегающей наружной поверхности армирующей муфты, и в результате этого после охлаждения на внутренней стенке образуется структура, которая фиксируется на наружной поверхности армирующей муфты.
В контексте стадии или характеристики нагревания наружного конца трубопровода следует отметить, что наружный конец соответствующего трубопровода может нагреваться здесь непосредственно, но не также через соединение. В известной технике являются доступными разнообразные оправки, причем могут быть использованы переходники для помещения на нагревательный элемент. Следует отметить, что, независимо от способа нагревания, имеет большое значение достижение достаточной температуры материала соединителя и/или материала трубопровода в целях осуществления сплавления трубопровода и соединителя.
Такой способ делает возможным осуществление прочной сварки между наружным концом трубопровода и соединителя, причем:
- после многослойной сварки плавлением на наружном конце трубопровода соединителя обеспечивается достаточное число точек зацепления между соединителем и армирующей муфтой для цели поглощения закручивающих и изгибающих сил, и в результате этого получается прочное соединение;
- получается очень высокое качество сварного соединения, заключающееся в том, что наружный конец трубопровода оказывается полностью закрытым соединением после помещения в кольцевое установочное пространство;
- простая визуальная проверка качества сварки становится возможной, когда установочное пространство принимает сужающуюся форму.
Далее настоящее изобретение разъясняется со ссылкой на сопровождающие чертежи, в числе которых:
фиг. 1 представляет перспективное изображение армирующей муфты согласно настоящему изобретению;
фиг. 2 представляет поперечное сечение соединения на фиг. 1;
фиг. 3 представляет поперечное сечение узла согласно настоящему изобретению соединителя с установленной в нем армирующей муфтой;
фиг. 4 представляет перспективное изображение армирующей муфты согласно альтернативному варианту осуществления настоящего изобретения;
фиг. 5 представляет боковое изображение армирующей муфты согласно следующему альтернативному варианту осуществления настоящего изобретения;
фиг. 6A и 6B представляют боковые изображения армирующей муфты согласно двум различным вариантам осуществления настоящего изобретения;
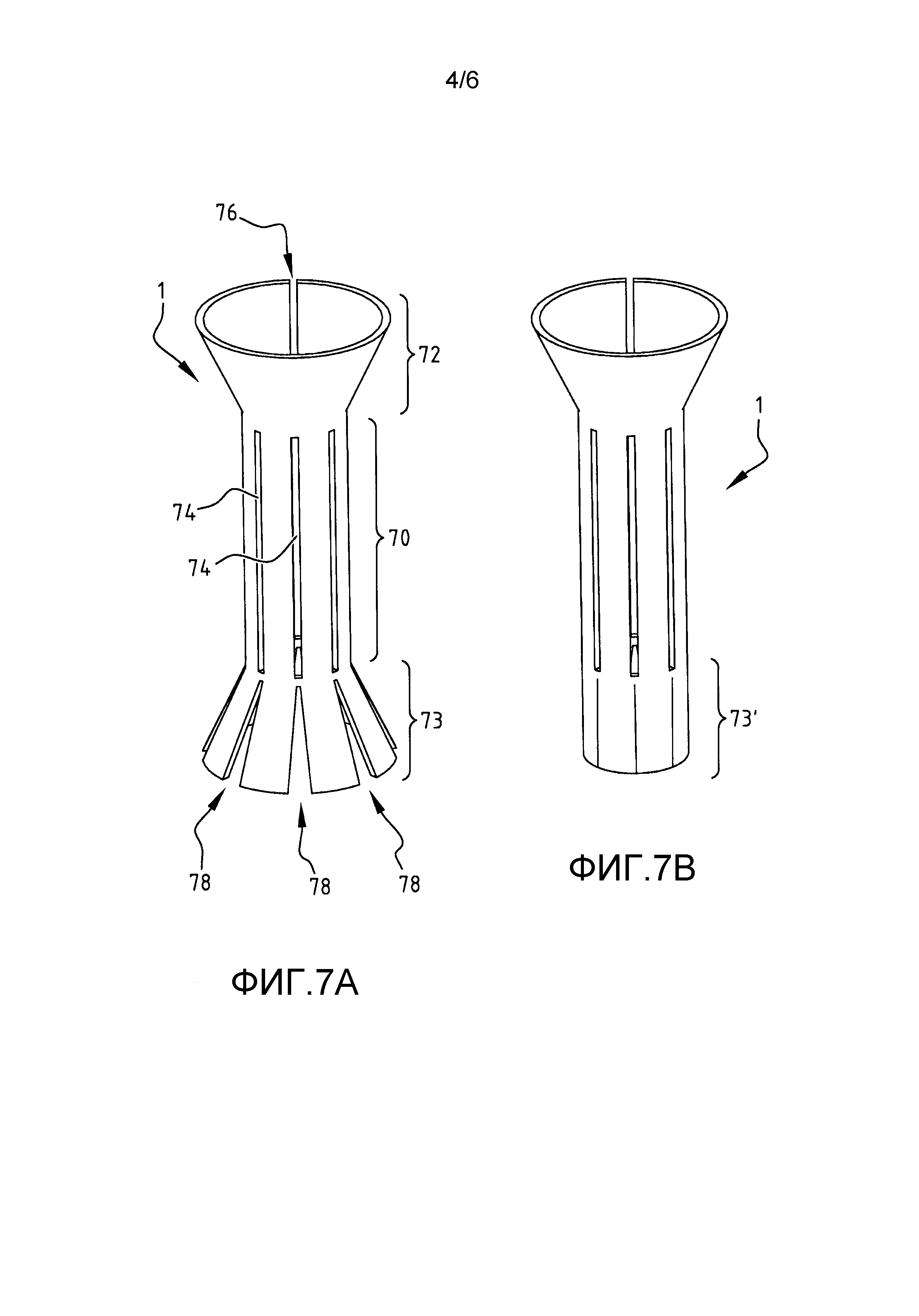
фиг. 7A и 7B представляют перспективные изображения армирующей муфты согласно следующему альтернативному варианту осуществления настоящего изобретения;
фиг. 8A и 8B представляют сочетание многослойной трубы или трубопровода и соединителя и муфту в надлежащим образом ориентированном положении и в чрезмерно поспешно собранном состоянии, в котором проявляется отклонение от заданного положения; и
фиг. 9, 10 и 11 представляют, соответственно, боковое изображение поперечного сечения, подробное и перспективное изображение узла и его элементов или компонентов согласно следующему дополнительному варианту осуществления настоящего изобретения.
Фиг. 1 представляет армирующую муфту 1, образованную из изогнутого слоя 3, в котором присутствует щель 5, проходящая параллельно продольной оси 7, причем промежуточное пространство щели 5 ограничивают края щели 9. Форма муфты является слегка конической, причем край 11 присутствует по всей периферии расширяющейся стороны, причем данный край, кроме того, имеет выступающие зубцы 13.
Армирующая муфта согласно настоящему изобретению может быть изготовлена из слоя материала, включающего армированную пластмассу, такую как PVDF, POM, PPSU или аналогичный материал. Даже металл является возможным.
Фиг. 2 представляет поперечное сечение соединителя на фиг. 1, причем на них соответствующие компоненты обозначаются одинаковыми условными номерами. Поперечное сечение представлено в плоскости продольной оси 7, и диаметр муфты занимает положение щели 5.
Фиг. 3 представляет поперечное сечение в продольном направлении соединения (соединителя) 20, в котором, согласно настоящему изобретению, присутствует армирующая муфта 1.
Соединитель сконструирован из соединительной трубы 22, имеющей практически цилиндрическую форму с внутренним диаметром О2.
На наружных концовках соединительной трубы 22 внутренний диаметр увеличивается до значения Ø1. Таким образом, наружные концы соединительной трубы имеют коническую форму. В положении этого конического сужения внутренней стенки соединительной трубы армирующая муфта 1 принимает соответствующую коническую форму. Согласно данному варианту осуществления край 11 покрывает наружный конец соединительной трубы, и выступающие зубцы 13 зажимают муфту, фиксируя ее на наружном конце соединительной трубы.
Соединитель также включает вертикальную стенку 24, имеющую расширенную часть 26 на любой стороне, и в результате этого образуется кольцевое установочное пространство 28. Это установочное пространство 28 сужается в направлении вертикальной стенки вследствие формы контактной стенки 30. В положении доступа в установочное пространство 28 радиальное расстояние (d1) между расширенной частью стенки и наружным концом соединительной трубы является таким же или более чем толщина стенки наружного конца трубопровода, прикрепленного к соединителю посредством многослойной сварки плавлением.
Расширенная часть 26 имеет длину l1, которая составляет приблизительно в 10 раз меньше, чем длина 12 соединительной трубы при измерении от вертикальной стенки до наружного конца соединительной трубы.
Фиг. 4 представляет вариант осуществления армирующей муфты 1, которую составляет трубчатый слой 3, и у которой контур является цилиндрическим и имеет щель 5 на протяжении всей длины, которая ограничивается краями щели 9.
Фиг. 5 представляет вариант осуществления армирующей муфты 1, которую составляет трубчатый слой 3, и у которой контур включает коническую часть 40 и цилиндрическую часть 42. В армирующей муфте присутствует щель 5 на протяжении всей длины, которая ограничивается краями щели 9.
Фиг. 6A представляет разновидность варианта осуществления согласно фиг. 4, согласно которому щель 5 присутствует как зигзагообразная линия.
Фиг. 6B представляет армирующую муфту, имеющую конический контур, причем щель 5 принимает изогнутую форму.
Фиг. 7A представляет армирующую муфту, имеющую форму диаболо, у которой два наружных конца 72, 73 имеют коническое расширение, а центральная часть 70 имеет цилиндрический контур. Центральная часть имеет аксиальные щели 74. Верхний наружный конец 72 имеет аксиальную щель 76. Нижний наружный конец 73 имеет восемь щелей 78, расположенных на одинаковых расстояниях друг от друга.
Пользователь может сжимать щели 78 друг с другом, образуя трубку, как представлено на фиг. 7B. Сжатая конструкция, обозначенная номером 73', может затем вставляться в соединительную трубу такого типа, как представлено на фиг. 3.
Фиг. 8A и 8B представляют два состояния установки, причем фиг. 8A представляет правильную ориентацию, а фиг. 8B представляет узел, изготовленный чрезмерно поспешно, в котором наблюдается отклонение от заданного положения соединения (соединителя) 20 по отношению к многослойной трубе или трубопроводу 80. Муфта 1 не создает никакого препятствия в процессе деформирования или изгибания частей соединения 20, и именно такое деформирование или изгибание оказывается не только желательным, но необходимым, чтобы обеспечивалась хорошая герметизация между соединением 20 и трубой 80, когда соединение 20 помещается в угловой ориентации на поверхность или напротив трубы в процессе соответствующей сборки, как представлено на фиг. 8B. Как только сплавляются материалы соединения 20 и трубы 80, становится невозможным дальнейшее исправление такого отклонения от заданного положения. Вследствие нагревания материала соединения 20 и/или трубы 80, и/или сужающейся формы наружных концов частей соединения 20, которое должно вставляться в трубу 80 в процессе сборки, наружные концы соединения 20 в любом случае являются достаточно гибкими таким образом, чтобы осуществлялось наклонное положение, которое представлено на фиг. 8D, и одновременно также обеспечивалась хорошая герметизация между соединением 20 и трубой 80.
Кроме того, в данном контексте следует отметить, что на фиг. 8A и 8B края щели 9 вступают в плотное соединение друг с другом. Расплавленный материал из соединения 20 может с трудом проникать в щель между краями щели 9, или это проникновение может осуществляться лишь в ограниченной степени. Когда между краями щели 9 остается пространство некоторого размера, отвержденный материал из соединения 20 может осуществлять блокировку радиального вращения муфты 1. Проникновение расплавленного материала из соединения 20 в щель между краями 9 почти всегда происходит в некоторой степени. Армирующая муфта сохраняет круглым наружный конец соединительной трубы, и когда трубопровод для сварки проходит над наружным концом соединительной трубы над зубцами 13, достигается дополнительный эффект, заключающийся в том, что даже вследствие этого скользящего движения армирующая муфта фиксируется надлежащим образом и, кроме того, исключительно за счет зажимного действия зубцов.
Когда соединительную трубу с опорной муфтой принимает сварочное устройство (сварочная втулка или сварочная оправка), соединительная труба сжимается, т. е. прижимается внутрь, поскольку коническую форму имеет как наружный конец соединительной трубы, так и сварочная оправка. Это сжатие может выдерживаться потому, что в армирующей муфте присутствует щель 9, и в результате этого становится возможным также изгиб внутрь; таким образом, в процессе нагревания временно приобретается меньший диаметр, но осуществляется давление наружу в целях усиления контакта между материалом наружных концов соединительной трубы и сварочной втулкой.
Когда наружные концы соединительной трубы вытягиваются наружу из сварочной втулки, армирующая муфта может оставаться позади в сварочной втулке. Первое решение этой задачи обеспечивают зубцы 13 армирующей муфты. Согласно следующему усовершенствованию на зубцах 13 могут находиться крючкообразные элементы 91. Они могут вдавливаться в пластифицированный материал наружных концов соединительной трубы, или соединительная труба может включать паз 92 или другое углубление, в котором могут помещаться эти крючкообразные элементы 91, причем крючкообразные элементы 91 могут зацепляться внутри паза 92. В частности, когда пазы 92 имеют большую ширину в радиальном направлении, чем крючкообразные элементы, образуется просвет для сжатия наружных концов соединительной трубы и армирующей муфты, причем крючкообразные элементы 91 могут скользить внутри пазов 92.
Эти зубцы 13 и крючкообразные элементы может дополнять горизонтальный/угловой вариант, и в результате этого в процессе сварки (нагревания) и последующего соединения муфта находится и остается фиксированной в аксиальном и радиальном направлениях.
Здесь могут определяться различные аспекты: если муфта вводится в процессе изготовления трубного соединения, достаточная фиксация для армирующей муфты обеспечивается в результате процесса инжекционного формования. Муфта не сгибается и устойчиво располагается в направлении внутрь трубопровода, если существует отклонение от заданного положения между трубопроводом и соединительной трубой, и сварка осуществляется в таком положении. Тем не менее, муфта сохраняет форму наружных концов соединительной трубы в процессе нагревания и сварки, в любом случае может быть изготовлено надежное и надлежащим образом герметизированное соединение.
Если муфта присутствует в модульной форме и муфта вводится в соединительную трубу в более поздний срок, чем в процессе изготовления соединительной трубы, муфта временно располагается "свободно" на наружном конце соединительной трубы соединения. Вследствие щели 9 муфта может сжиматься в процессе нагревания с помощью сварочной втулки и/или в процессе соединения соединяемого трубопровода и в процессе сгибания по направлению к стенке трубы, когда сварка осуществляется под углом. Как указано выше, временная фиксация является необходимой в такой ситуации, чтобы препятствовать муфте оставаться позади в сварочной оправке после того, как нагревается по меньшей мере один наружный конец соединительной трубы. Таким образом, с технической точки зрения, муфта имеет фиксацию трех типов: (1) радиальная фиксация вокруг наружного конца трубного соединения в целях поглощения аксиальной силы, когда соединительная труба соединения вытягивается из сварочной втулки таким образом, что муфта не остается позади; (2) аксиальная фиксация на поверхности муфты в целях получения соединения между муфтой и трубопроводом после сварки; и (3) щель, которая обеспечивает возможность сжатия и фиксацию против вращения в процессе сварки.
Муфта опирается на выступ или край 93 в целях предотвращения вдавливания муфты в соединительную трубу.
После ознакомления с приведенным выше описанием настоящего изобретения для специалиста в данной области техники становятся понятными многочисленные альтернативные и дополнительные варианты осуществления, из которых все находятся в сфере патентной защиты настоящего изобретения в соответствии с прилагаемой формулой изобретения. Здесь следует отметить, в частности, но не исключительно, что щель в армирующей муфте может оставаться полностью закрытой в положении, где она вводится в соединение и не должна обязательно образовывать пространство, в которое помещается расплавленный материал соединения, чтобы образовывать блокировку, посредством которой может предотвращаться радиальное вращение армирующей муфты. Кроме того, оказывается возможным, что размеры щели между краями щели могут изменяться, например, за счет присутствия отламывающихся фрагментов, в результате чего материал может отделяться от армирующей муфты, и размеры муфты могут регулироваться пользователем, без перекрывания краев щели в том положении, где муфта вводится в соединение. Все индивидуально представленные отличительные особенности, компоненты и элементы могут сочетаться в вариантах осуществления, которые специально не представлены и не описаны. Зигзагообразная щель на фиг. 6A или 6B может, таким образом, присутствовать в цилиндрической муфте, такой как муфта на фиг. 5.
Реферат
Изобретение относится к армирующей муфте, которая является практически трубчатой и предназначена для помещения внутри соединительной трубы (22) в сборке с соединительной трубой, которая составляет часть соединителя (20). В муфте присутствует щель (5), проходящая, по меньшей мере, в аксиальном направлении (7) армирующей муфты, причем данную щель (5) ограничивают края щели (9) армирующей муфты. Края щели определяют промежуточное пространство, которое является переменным, поскольку муфта имеет гибкую и эластичную форму. Размеры и форма армирующей муфты выбираются таким образом, что контур армирующей муфты может помещаться внутри соединительной трубы и здесь находится в плотном контакте с внутренний стенкой соединительной трубы после помещения. Армирующая муфта необязательно включает зубцы для фиксации на соединительной трубе. Кроме того, изобретение описывает способ сварки наружного конца многослойного трубопровода и вышеупомянутой сборки. Изобретение повышает надежность соединения. 3 н. и 13 з.п. ф-лы, 14 ил.
Формула
Документы, цитированные в отчёте о поиске
Узел из шланга и фитинга из полимерного материала, выполненный как одно целое, и способ изготовления такого узла
Комментарии